Изобретение относится к технологии изготовления пьезокерамических секционированных преобразователей и пьезоактюаторов, а именно к способам неразрушающего контроля пьезопакетов и оценке качества склейки их составных частей - пьезоэлементов, электродов и изоляторов, и может найти применение в процессе производства и ремонта гидроакустической аппаратуры или в электроакустических приборах и системах контроля исправности оборудования.
Известно, что пьезопакеты из отдельных пьезоэлементов являются составными частями гидроакустических преобразователей и пьезоактюаторов. В них обычно используются пьезоэлементы в виде колец, между которыми размещаются металлические электроды и посредством них кольца соединяются электрически параллельно, иногда на торцах пакета устанавливаются изоляторы из радиокерамики.
С целью повышения динамической прочности и ресурса все детали пьезопакета для создания акустического контакта склеиваются друг с другом по соприкасающимся плоскостям. До проведения склейки принимают меры по очистке границ деталей от загрязнений и достижения максимальной адгезии (сцепления).
В настоящее время основные трудности, возникающие при обеспечении прочностных характеристик пьезопакетов, связаны с отступлениями от технологического процесса, которые приводят к дефектам клеевого соединения в виде воздушных прослоек и несплошности.
Поскольку монолитность клеевого соединения обеспечивает передачу механических усилий от одного пьезоэлемента к другому, оставшаяся без клея поверхность отражает ультразвуковые волны, не передает механические напряжения смежным деталям и снижает тем самым коэффициент электромеханической трансформации пьезопакета, что приводит к уменьшению чувствительности устройств в режимах излучения и приема.
При этом расширяется полоса частот амплитудно-частотной характеристики на резонансе по причине роста внутренних механических потерь, и как следствие, падает добротность и коэффициент полезного действия колебательных систем. Кроме ухудшения электроакустических характеристик, уменьшается механическая прочность пьезопакета на разрыв за счет образования на неоднородностях концентраторов напряжений при армировании пьезопакетов в акустических устройствах, что важно для получения мощного ультразвука.
Качество склейки и наличие дефектов нередко, при отработке технологии проверяется прямыми испытаниями на прочность с последующим визуальным контролем мест разрыва. Выборочный разрушающий контроль на разрывной машине приводит к невозвратным потерям и расходу материальных ресурсов. Следует учитывать также то, что результаты такого контроля носят вероятностный характер, поскольку конкретный, целый образец проверке не подвергается.
Известны способы контроля без разрушения в процессе производства составных частей преобразователей, включая пьезопакеты, которые даны в книге «Подводные электроакустические преобразователи». (Расчет и проектирование): Справочник / В.В. Богородский, Л.А. Зубарев, Е.А. Корепин, В.И. Якушев. - Л., Судостроение, 1983, стр. 22-27, рис. 1, 7 и 1.11. При контроле электрических параметров и входных сопротивлений на активные элементы подаются электрические напряжения постоянного и переменного вида с последующим анализом результатов в соответствии с документацией. В этом случае используются существующие корреляционные связи между параметрами и качеством склейки, которые устанавливаются путем многофакторных экспериментов.
Наиболее близким способом к изобретению является способ проверки, описанный в книге авторов: А.Г. Рабинович, Л.А. Рубанов «Технология производства гидроакустической аппаратуры» - Л., Судостроение, 1973, стр. 117, принятый за прототип. В нем проверка активных элементов осуществляется возбуждением в них напряжений растяжения-сжатия, меняющихся по симметричному циклу при резонансных колебаниях системы. Механические напряжения, возникающие при подаче на активный элемент электрического напряжения переменной частоты, контролируются по току, протекающему через устройство.
К числу недостатков наиболее близких аналогов и прототипа относится факт возбуждения пьезопакетов и преобразователей на их основе. при неразрушающем контроле на частотах, близких к рабочему частотному диапазону устройств, в которых применяются пьезопакеты. При этом частоты ƒ в диапазоне от нескольких десятков кГц до 100 кГц располагаются вблизи областей связанных колебаний, так как ввиду наличия соизмеримых продольных и поперечных размеров деталей пьезопакета возникают комбинационные резонансы. В основном пьезоэлементы и пьезопакеты возбуждаются также на радиальной моде, а после склейки пьезопакета колебания отдельных пьезоэлементов демпфируются, и вклад радиального резонанса в протекающий ток теряется среди комбинационных колебаний, что приводит к трудностям достоверной интерпретации результатов контроля.
Техническая проблема, решаемая при помощи настоящего изобретения, заключается в создании способа неразрушающего контроля пьезопакетов, лишенного указанных выше недостатков.
Сущность изобретения поясняется фиг. 1, фиг. 2, фиг. 3, фиг. 4 и фиг. 5.
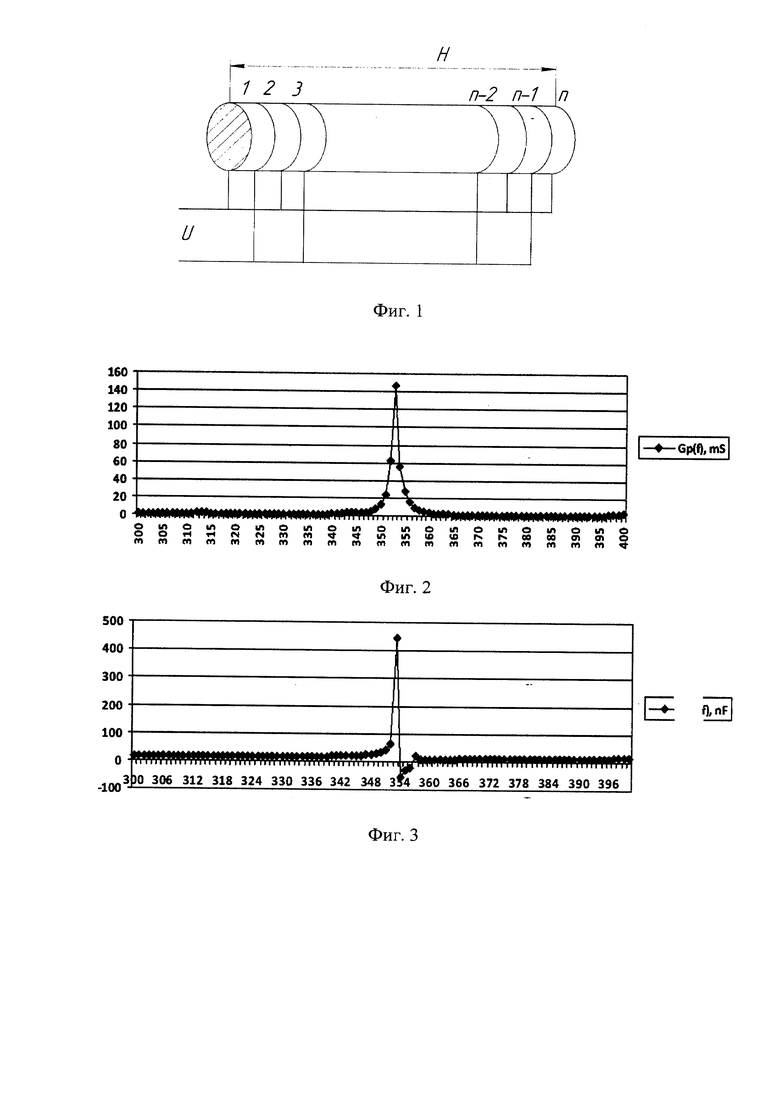
На фиг. 1 показана конструктивная схема параллельного соединения пьезоэлементов в пьезопакете посредством электродов, соединенных с выводами для подачи на вход электрического напряжения U. Пьезоэлементы пронумерованы от 1 до n, а электроды в виде латунных лепестков размещены между ними (изоляторы на торцах пьезопакета не показаны).
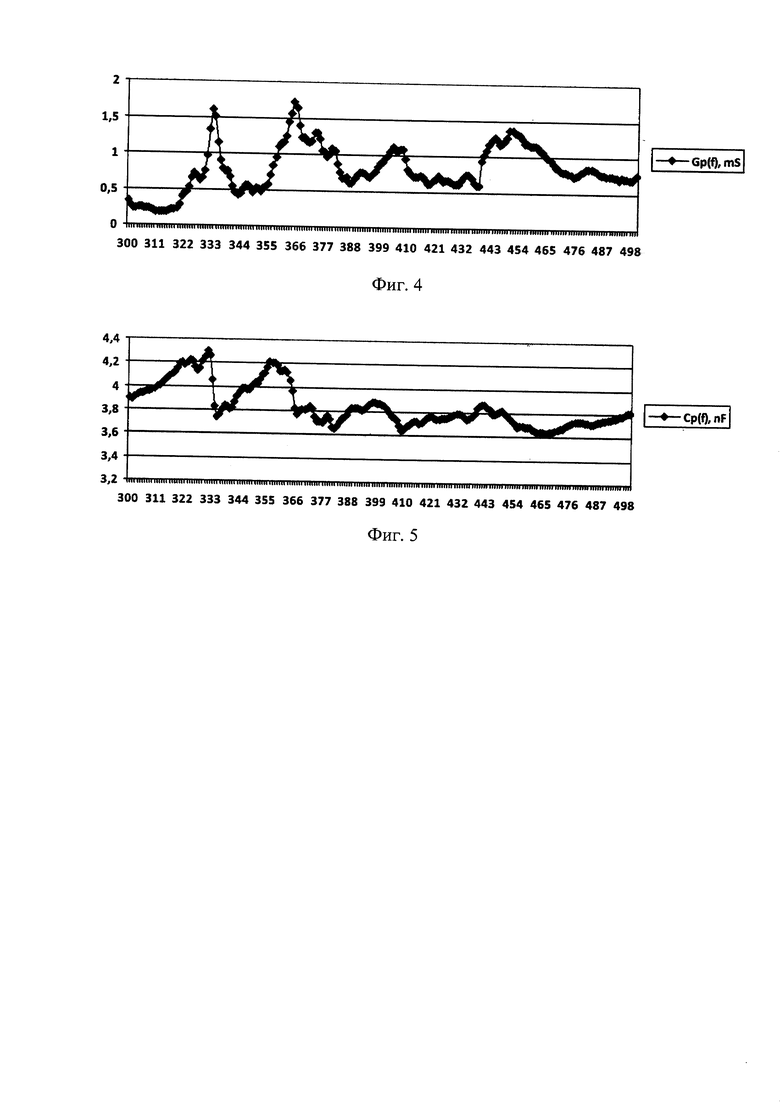
На фиг. 2 и фиг. 3 представлены амплитудно-частотные характеристики активной составляющей входной проводимости Gp(ƒ) и эквивалентной емкости входной проводимости Ср(ƒ) монолитного пьезопакета, а на фиг. 4 и фиг. 5 - немонолитного. На амплитудно-частотной характеристике активной составляющей входной проводимости Gp(ƒ) монолитного пьезопакета - фиг. 2 - виден узкополосный резонанс, подобный по форме «δ-функции», а на амплитудно-частотной характеристике эквивалентной емкости входной проводимости Ср(ƒ) - фиг. 3 - имеет место однократный переход знака этой величины из области положительных значений в отрицательные. Здесь и далее следует иметь в виду прямую пропорциональную зависимость эквивалентной емкости Ср и входной проводимости Вр:Вр=ωСр=2π/Ср, где ω - круговая (циклическая) частота.
На фиг. 4 и фиг. 5 даны амплитудно-частотные характеристики активной составляющей входной проводимости Gp(ƒ) и эквивалентной емкости входной проводимости Ср(ƒ) немонолитного пьезопакета, без обертонов. Вместо них имеют место множественные колебания на границах неоднородностей склейки. Сравнивая величины активной составляющей проводимости монолитного образца (фиг. 2) в максимуме - более 140 мСм (сопротивление 7 Ом) и немонолитного образца (фиг. 4) - 1,5-2,0 мСм (сопротивление 50-66 Ом), можно сделать вывод о значительных потерях в немонолитном образце.
Технический результат заключается в возможности использования для определения качества склейки пьезопакетов и их монолитности неразрушающего контроля при напряжении не более нескольких вольт, что открывает возможность сохранить продукцию и вести оперативный контроль качества сборки в опытном и серийном производстве.
В предлагаемом способе границы изменения частоты переменного тока и другие признаки определяются, исходя из соображений, основанных на физических закономерностях колебательных процессов:
1) Поскольку при качественной приклейке пьезоэлементов к металлическому электроду резонансная частота радиальных колебаний отдельных пьезоэлементов демпфируется, предлагается вести измерения в диапазоне нахождения частот первого обертона ƒ01 радиальных колебаний. В данном случае обертоном считается продольное колебание вдоль оси пьезоэлемента, возникающее благодаря упругим свойствам пьзокерамики, как отклик продольной составляющей колебания на существование еще одной степени свободы - радиального резонанса поперечного типа, определяемого через коэффициент Пуассона.
Расчет местонахождения этого диапазона по частоте при значении коэффициента Пуассона σ=0,24÷0,40 можно провести по таблицам соответствия, которые даны в книге авторов: Шарапов В.М., Мусиенко М.П., Шарапова Е.В. «Пьезоэлектрические датчики», (М., Техносфера, 2006. - стр. 29), а также в упраздненном ныне стандарте ГОСТ 12370-72. Для различных пьезокерамических материалов границы диапазона приблизительно в 2,56÷2,67 5 раза превышает частоту основного радиального резонанса. После округления до 1-го знака после запятой получаем значения коэффициента пересчета от 2,5 до 2,7, которые внесены в формулу изобретения.
2) На частотах обертонов, превышающих примерно в три раза значения радиальных колебаний, можно наблюдать изменение тока через пьезопакет при размере неоднородностей, соизмеримых с толщиной клеевого слоя и занимающие часть площади плоской поверхности пьезоэлемента.
3) Величина ширины полосы частот пьезопакета на обертоне для качественных образцов не должна превышать расчетного значения, определяемого через параметр основного радиального резонанса - ширину полосы частот, которая определяется совокупностью резонансов всех пьезоэлементов, входящих в пакет. Согласно опытным данным, ширина полосы частот одного пьезоэлемента составляет 1 кГц. При равномерном распределении частоты отдельных пьезоэлементов могут находиться в диапазоне от верхней  до нижней
до нижней  резонансной частоты. Если в пьезопакете имеется 12 шт. пьезоэлементов и каждый имеет свою резонансную частоту, то ширина полосы может быть равной частному от деления разности предельных значений резонансных частот на среднее значение коэффициента пересчета - 2,6.
резонансной частоты. Если в пьезопакете имеется 12 шт. пьезоэлементов и каждый имеет свою резонансную частоту, то ширина полосы может быть равной частному от деления разности предельных значений резонансных частот на среднее значение коэффициента пересчета - 2,6.
Таким образом, используя наличие в амплитудно-частотной характеристике изолированного колебательного контура на частоте обертона, а также его особенности, можно контролировать качество склейки пьезопакета.
Указанный технический результат достигается путем измерения и анализа формы амплитудно-частотной характеристики активной составляющей и эквивалентной емкости входной проводимости с помощью приборов типа измерителя иммитанса Е7-20, при. этом прибор измеряет фактически реактивную составляющую входной проводимости Вр, а выводит на печать графики эквивалентной емкости Ср, приведенные на фиг. 3 и фиг. 5. Для сокращения времени контроля измерения амплитудно-частотных характеристик проводятся с шагом не более 1 кГц, что является вполне допустимым в диапазоне частот 300-500 кГц, когда шаг по частоте меньше рабочих частот на 2 порядка.
Остановимся подробнее на результатах выбора контрольного диапазона частот на примере пьезопакетов двух вариантов - №1 и №2 с общим числом пьезоэлементов - 12 шт., внутренним диаметром отверстия - 5,1 мм, наружным диаметром - 14 мм и 9 мм, а также высотой каждого пакета 13,6 мм и 13 мм соответственно. В таблице в первых трех колонках приведены технические требования к частотам радиального резонанса и значениям резонансного промежутка. Расчет нижней и верхней границ диапазона частот проводился по формулам:
 ,
, соответственно.
соответственно.
При этом для расчета ƒверх во внимание принят тот факт, что частоты антирезонанса, которые определяют поведение эквивалентной емкости, находятся выше резонансных частот. Экспериментальные значения диапазона нахождения изолированного обертона располагаются в расчетных пределах, а полоса частот вычислялась, исходя из соотношения

Из данных таблицы видно, что расчетные и экспериментальные данные по границам частотного диапазона согласуются друг с другом.
Сущность изобретения состоит в том, что в известном способе, включающем подачу электрического напряжения переменной частоты на вход пьезопакета, возбуждение механических напряжений растяжения-сжатия и измерение силы тока, протекающего через пьезопакет, частоту переменного тока изменяют в диапазоне расположения первого обертона пьезоэлементов:

где: Δƒмакс=ƒa-ƒрез - максимальное значение разности частот антирезонанса ƒа и резонанса ƒрез пьезоэлементов на основном радиальном резонансе;
 и
и  - нижняя и верхняя частоты основного радиального резонанса пьезоэлементов,
- нижняя и верхняя частоты основного радиального резонанса пьезоэлементов,
измеряют активную Gp и реактивную Вр составляющие отношения силы тока к напряжению с шагом по частоте не более 1 кГц, определяют по амплитудно-частотной характеристике активной составляющей проводимости ширину полосы частот

где  и
и  - верхняя и нижняя частоты, на которых значение активной составляющей входной проводимости находится на уровне 0,5 от максимального значения,
- верхняя и нижняя частоты, на которых значение активной составляющей входной проводимости находится на уровне 0,5 от максимального значения,
а по амплитудно-частотной характеристике реактивной составляющей проводимости - знак этой величины и судят об удовлетворительном качестве пьезопакета по выполнению двух условий: неравенства  и наличия смены положительного знака величины Вр на отрицательное значение.
и наличия смены положительного знака величины Вр на отрицательное значение.
Партия из 100 пьезопакетов двух вариантов по 50 шт. согласно таблице была изготовлена и проверена предложенным способом. Проверка пьезопакетов без обертонных резонансов, проведенная испытанием на разрыв, показала значения усилия разрушения от 14 кГс до 63 кГс, что ниже требований документации - 90 кГс и более. Пьезопакеты, значения параметров которых удовлетворяют условиям проведения предложенного способа неразрушающего контроля, имели усилия при разрыве от 100 до 250 кГс.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЦИФРОВОЙ СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ЭЛЕМЕНТОВ | 2014 |
|
RU2584719C1 |
| Способ определения добротности пьезокерамического элемента | 1989 |
|
SU1732298A1 |
| СПОСОБ ИЗМЕРЕНИЯ ЭЛЕКТРИЧЕСКИХ ПАРАМЕТРОВ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ | 2023 |
|
RU2829570C1 |
| Способ определения упругих податливостей s11Е, s12Е, s13Е, s33Е и пьезоэлектрических модулей d31,d33 на одном образце в виде диска | 2016 |
|
RU2629927C1 |
| СПОСОБ КОНТРОЛЯ КОЛЕБАТЕЛЬНОЙ СИСТЕМЫ ПЬЕЗОКЕРАМИЧЕСКИХ ОБРАЗЦОВ НА НАЛИЧИЕ ДЕФЕКТОВ | 2009 |
|
RU2487345C2 |
| Способ контроля целостности пьезоэлемента в закрытом преобразователе | 1977 |
|
SU699679A1 |
| Способ измерения полного набора модулей пьезоэлектрической керамики на одном образце | 2017 |
|
RU2663271C1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ ГИДРОАКУСТИЧЕСКОГО ПЬЕЗОЭЛЕКТРИЧЕСКОГО ПРЕОБРАЗОВАТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2493543C2 |
| ПЬЕЗОЭЛЕМЕНТ ДЛЯ ПОЛОСОВЫХ ПРИЕМНЫХ ПРЕОБРАЗОВАТЕЛЕЙ | 1997 |
|
RU2152140C1 |
| Способ определения места повреждения воздушных линий в распределительных сетях | 2016 |
|
RU2647536C1 |
Изобретение относится к способам неразрушающего контроля пьезопакетов и оценке качества склейки их составных частей. Способ заключается в подаче на вход пьезопакета напряжения переменной частоты и измерении силы тока. При этом частоту тока изменяют в диапазоне расположения первого обертона пьезоэлемента  , где Δƒмакс=ƒa-ƒрез - максимальное значение разности частот антирезонанса ƒа и резонанса ƒрез пьезоэлементов,
, где Δƒмакс=ƒa-ƒрез - максимальное значение разности частот антирезонанса ƒа и резонанса ƒрез пьезоэлементов, 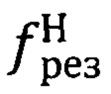 и
и  - нижняя и верхняя частоты радиального резонанса, измеряют активную Gp и реактивную Вр составляющие отношения силы тока к напряжению с шагом по частоте не более 1 кГц, определяют по АЧХ активной составляющей проводимости ширину полосы частот
- нижняя и верхняя частоты радиального резонанса, измеряют активную Gp и реактивную Вр составляющие отношения силы тока к напряжению с шагом по частоте не более 1 кГц, определяют по АЧХ активной составляющей проводимости ширину полосы частот  , где
, где  и
и  - верхняя и нижняя частоты, а по АЧХ реактивной составляющей проводимости - знак этой величины и судят об удовлетворительном качестве пьезопакета по выполнению двух условий: неравенства
- верхняя и нижняя частоты, а по АЧХ реактивной составляющей проводимости - знак этой величины и судят об удовлетворительном качестве пьезопакета по выполнению двух условий: неравенства  и наличия смены положительного знака величины Вр на отрицательное значение. Технический результат - устранение трудностей достоверной интерпретации результатов контроля. 1 табл., 5 ил.
и наличия смены положительного знака величины Вр на отрицательное значение. Технический результат - устранение трудностей достоверной интерпретации результатов контроля. 1 табл., 5 ил.
Способ неразрушающего контроля пьезопакетов, заключающийся в подаче на вход пьезопакета электрического напряжения переменной частоты, возбуждении механических напряжений растяжения-сжатия и измерении силы тока, протекающего через пьезопакет, отличающийся тем, что частоту переменного тока изменяют в диапазоне расположения первого обертона пьезоэлемента

где Δƒмакс=ƒа-ƒрез - максимальное значение разности частот антирезонанса ƒа и резонанса ƒрез пьезоэлементов на основном радиальном резонансе;
 и
и  - нижняя и верхняя частоты основного радиального резонанса пьезоэлементов, измеряют активную Gp и реактивную Вр составляющие отношения силы тока к напряжению с шагом по частоте не более 1 кГц, определяют по амплитудно-частотной характеристике активной составляющей проводимости ширину полосы частот
- нижняя и верхняя частоты основного радиального резонанса пьезоэлементов, измеряют активную Gp и реактивную Вр составляющие отношения силы тока к напряжению с шагом по частоте не более 1 кГц, определяют по амплитудно-частотной характеристике активной составляющей проводимости ширину полосы частот
где  и
и  - верхняя и нижняя частоты, на которых значение активной составляющей входной проводимости находится на уровне 0,5 от максимального значения,
- верхняя и нижняя частоты, на которых значение активной составляющей входной проводимости находится на уровне 0,5 от максимального значения,
а по амплитудно-частотной характеристике реактивной составляющей проводимости - знак этой величины и судят об удовлетворительном качестве пьезопакета по выполнению двух условий: неравенства  и наличия смены положительного знака величины Вр на отрицательное значение.
и наличия смены положительного знака величины Вр на отрицательное значение.
| Способ определения добротности колебания растяжения-сжатия по толщине пьезокерамического элемента | 1989 |
|
SU1742749A1 |
| Способ определения добротности пьезокерамического элемента | 1989 |
|
SU1732298A1 |
| Способ определения параметров пьезоэлемента | 1986 |
|
SU1465825A1 |
| Способ определения частоты антирезонанса (резонанса) пьезоэлемента | 1987 |
|
SU1583850A1 |
| УСТРОЙСТВО для ОБРАЗОВАНИЯ ХОЛСТА | 0 |
|
SU247083A1 |
| US 7042228 B2, 09.05.2006. | |||

