Изобретение относится к технологиям изготовления ювелирных изделий, а именно, к технологии изготовления ювелирных изделий из проволоки методом плетения и может быть использовано, в частности, для изготовления браслетов, колец и других ювелирных изделий из драгоценных металлов.
Проволока - универсальный материал, который можно свивать в спирали, обматывать другой проволокой, скручивать в жгуты или использовать для создания филигранного узора. Известно много различных способов изготовления ювелирных изделий из проволоки.
Известны ювелирные изделия с плетеным из проволоки декором и технологии их изготовления, заключающиеся в формировании основы и выполнение уже на ней плетения из проволоки. Так, например, выполнено кольцо с решетчатой верхушкой (Новиков В.П., Павлов B.C. «Изготовление ювелирных изделий», С-Пб., 1993 г., стр. 247) или ювелирное изделие с сетчатым орнаментом из хаотично уложенных проволочек (заявка WO 92/02157, кл. А44С 25/00).
Известен способ изготовления ювелирных изделий, включающий технику плетения из отрезков проволок (см. например, изготовлена элемент "плетенка" - своеобразная косичка, сплетенная из трех или более проволок; часто используется в качестве бокового ободка плоских филигранных украшений) (Новиков В.П., Павлов В.С.«Изготовление ювелирных изделий», С-Пб., 1993 г., стр. 140-141).
Известен способ изготовления ювелирных изделий (RU 2234844 С1; МПК: А44С 27/00; 05.02.2003), включающий технику плетения из отрезков проволоки, отличающийся тем, что отрезки проволоки содержат не менее трех рабочих концов, а плетение осуществляют с образованием узлов, причем последовательно сплетенные ряды узлов образуют или простой, или угловой элементы ювелирного изделия, которые затем соединяют между собой. При плетении используют все рабочие концы отрезков проволоки, а оставшиеся части рабочих концов проволоки при завершении изготовления изделия вплетают в конечные узлы готового изделия.
Необходимо отметить, что такие способы изготовления ювелирных изделий отличаются очень высокой трудоемкостью в силу использования, как правило, ручного труда высококвалифицированных специалистов-ювелиров.
При этом современные технологии плетения широко используются в самых передовых отраслях производства, например, в авиастроении при изготовлении деталей авиационных двигателей из композиционных материалов. (Коротыгин А.А. Развитие текстильных технологий создания армирующих структур для деталей авиационных двигателей из композиционных материалов». - НПО «Сатурн». - г. Рыбинск. - 2015 г., -
«http://ecenter-tlp.ru/wp-
content/uploads/2015/06/%D0%9A%D0%BE%D1%80%D0%BE%D1%82%D1%8B%D0%B3%D0%B8%D0%BD-%D0%90.%D0%90.-%D0%9E%D0%90%D0%9B-%D0%9D%D0%9F%D0%9E-%D0%A1%D0%B0%D1%82%D1%83%D1%80%D0%BD.pdf»).
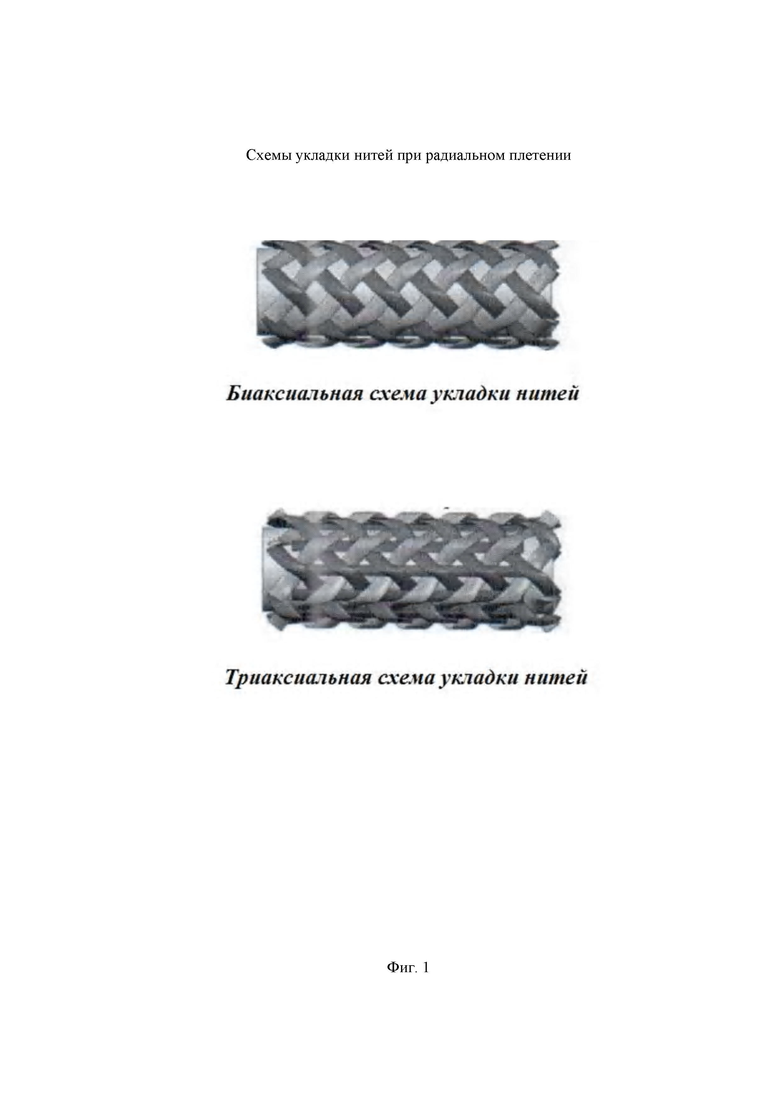
Одним из наиболее простых и перспективных способов изготовления деталей из композитных материалов является способ радиального плетения. Как отмечается в исследованиях, посвященных данной технологии (Самипур С.А. Проектирование и технология изготовления сетчатых конструкций летательных аппаратов с плетеной системой армирования. Диссертация на соискание ученой степени кандидата технических наук. - ФГБОУ ВО «Казанский национальный исследовательский технический университет им. А.Н. Туполева - КАИ» (КНИТУ - КАИ), - г. Казань. - 2018), радиальное плетение является наиболее подходящим методом для изготовления преформ трубчатых композитных конструкций. Во многих случаях, особенно при изготовлении деталей сложной формы, метод получения изделий радиальным плетением является наиболее экономичным. Процесс плетения также может быть легко автоматизирован. Преформа изделия, как правило, получается путем оплетения оправки. Одним из преимуществ радиального плетения является возможность оплетать оправку с использованием разных схем укладки армирующих нитей. Технология радиального плетения позволяет получить изделия с двухосной (биаксиальной) схемой укладки нитей и с трехосной (триаксиальной) схемой укладки нитей, как показано на фиг 1. При трехосном плетении третья нить добавляется в продольном направлении, вдоль оси плетения. Фиг. 2 иллюстрирует принцип радиального плетения на машине радиального плетения. В такой машине имеется две группы носителей нитей (веретен). Движение веретен происходит по круговой волнообразной траектории, причем одна группа движется по часовой стрелке, а другая - против. Осуществляется это движение за счет зубчатых передач. Плетение осуществляется в виде подвижного рукава на движущуюся оправку. Оправка может быть цилиндрической, прямоугольной и более сложной формы.
Из текущего уровня техники в сфере ювелирного производства отсутствуют сведения об использовании технологии радиального плетения.
Задачей настоящего изобретения является создание простого и экономичного способа изготовления конструктивных элементов ювелирных изделий из проволоки, обладающих высокими потребительскими качествами. Техническим результатом, достигаемым настоящим изобретением, является технологичность изготовления конструктивных элементов ювелирных изделий.
Технический результат достигается тем, что конструктивный элемент изготавливается в виде полого рукава методом радиального плетения вокруг поверхности оправки с биаксиальной схемой укладки проволок.
Необходимо отметить, что прямоугольное сечение проволоки является наиболее предпочтительным для изготовления описываемых конструктивных элементов ювелирного изделия. При этом, специалисту в области техники очевидно, что поперечное сечение проволоки может быть выполнено различной формы. Так, например, в государственном стандарте ГОСТ 2333-80 «Проволока стальная. Типы (с Изменением N 1)» (Дата введения 1982-01-01) указаны следующие формы поперечного сечения проволоки: круглая; фасонного профиля; квадратная; прямоугольная; трапециевидная; трехгранная; шестигранная; овальная; сегментная; зетобразная; иксобразная: клиновидная; периодического профиля; специального профиля.
Краткое описание чертежей.
Фиг 1. поясняет двухосную (биаксиальною) схему укладки нитей и трехосную (триаксиальную) схему укладки нитей при радиальном плетении.
Фиг. 2 поясняет способ радиального плетения.
На фиг. 3 показан процесс плетения до запуска цикла плетения, где машина радиального плетения 1, содержит кольцо 2 с осью вращения АХ, перпендикулярной плоскости кольца. На этом кольце установлен ряд бобин проволок 3, которые сходятся в точке или области, находящейся на оси АХ и расположенной спереди плоскости кольца. Оправка 4 располагается соосно с кольцом и может перемещаться вдоль оси АХ.
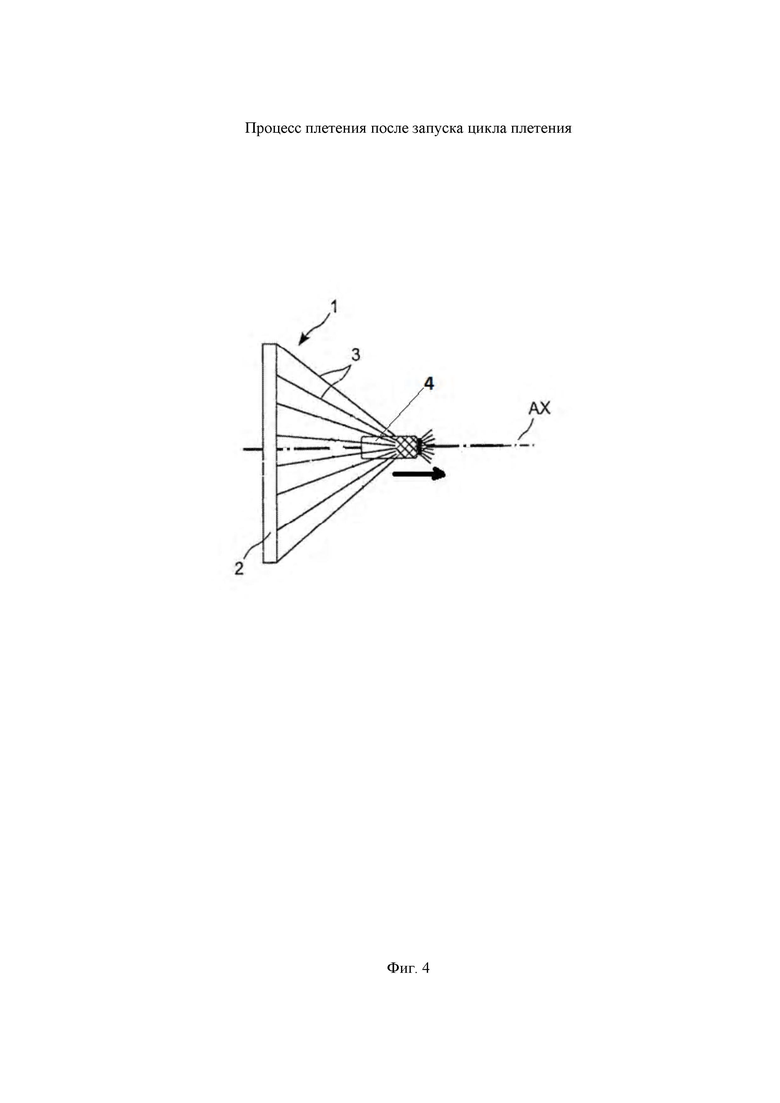
На фиг. 4 показан процесс плетения после запуска цикла плетения, где оправка 4 перемещается вдоль оси АХ таким образом, что она прошла через кольцо 2 за точку схождения проволок.
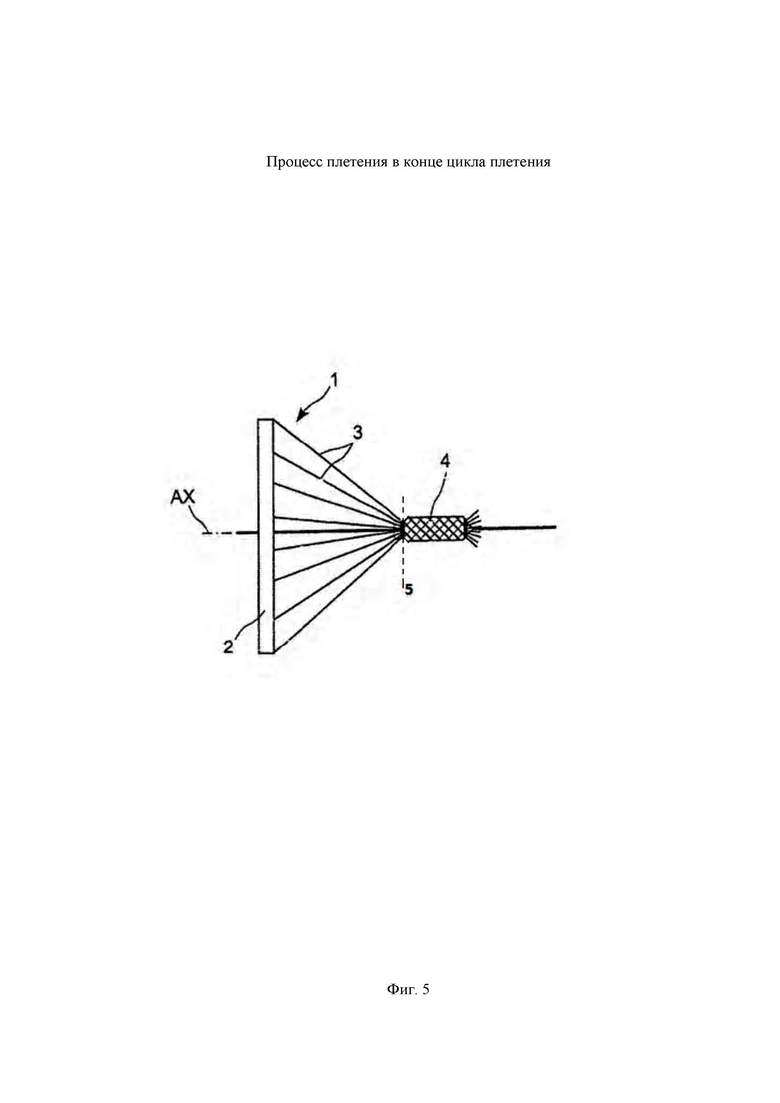
На фиг. 5 показан процесс плетения в конце цикла плетения, оправка 4 находится за точкой схождения проволок, где 5 - линия разреза слоя проволоки позади оправки.
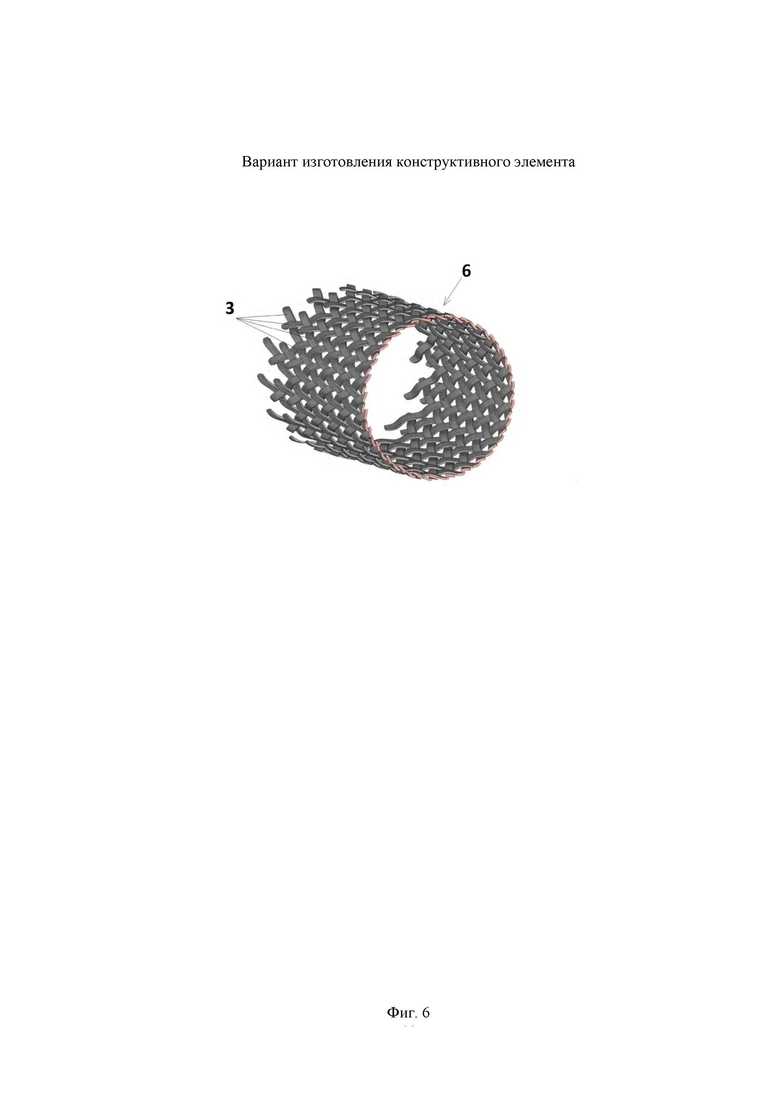
На фиг. 6 представлен вариант конструктивного элемента 6 ювелирного изделия, выполненного в виде полого рукава цилиндрической формы, где проволоки 3 переплетены по биаксиальной схеме укладки.
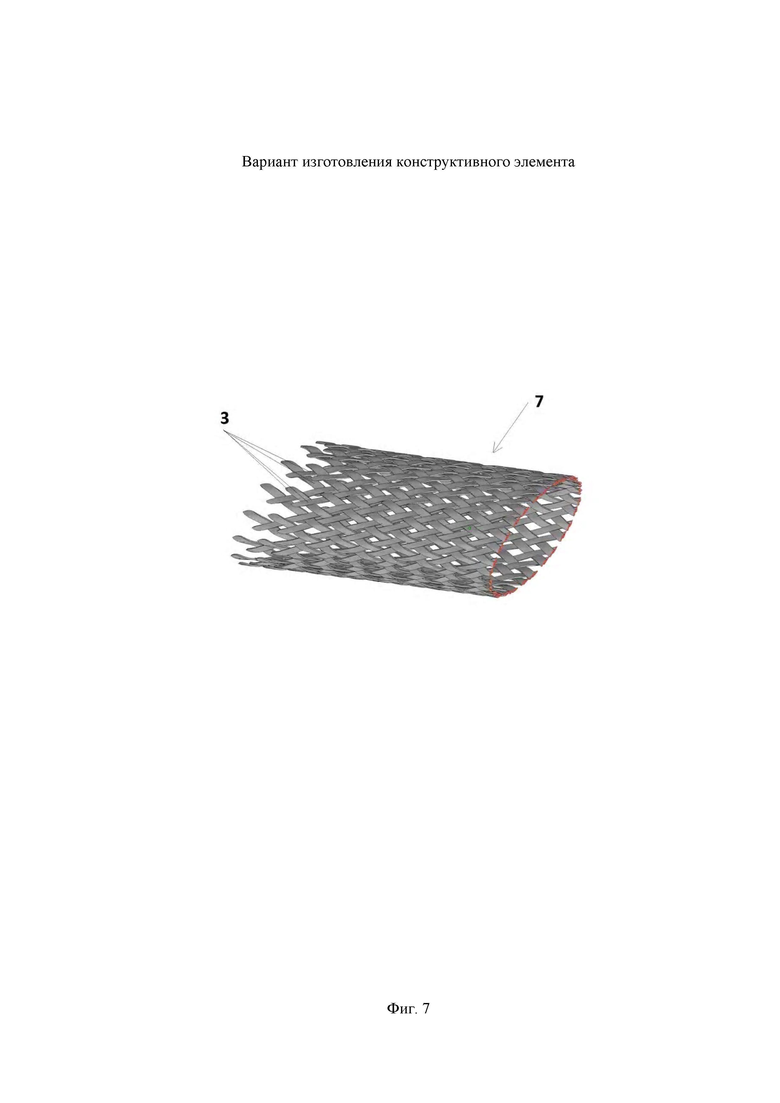
На фиг. 7 представлен вариант конструктивного элемента 7 ювелирного изделия, выполненного в виде полого рукава цилиндрической формы с эллипсовидным основанием, где проволоки 3 переплетены по биаксиальной схеме укладки.
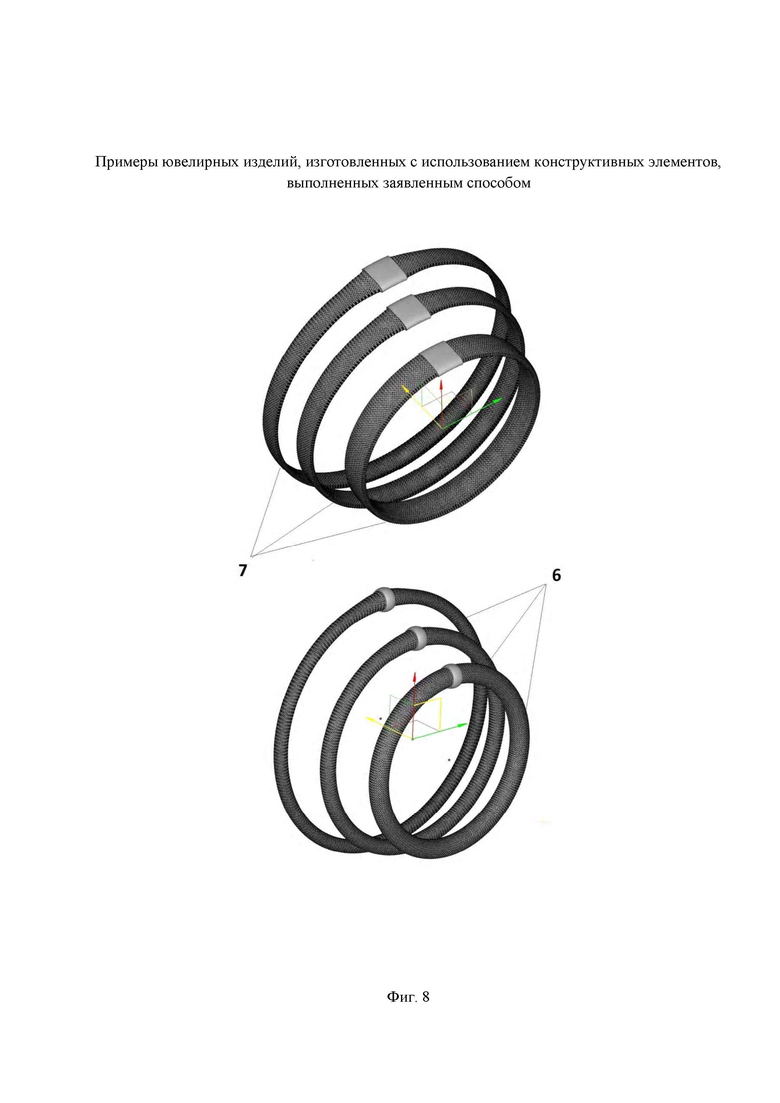
На фиг. 8 представлены примеры ювелирных изделий, выполненных с использованием конструктивных элементов, изготовленных заявленным способом, где: 6 - конструктивные элементы ювелирного изделия, выполненные в виде полого рукава цилиндрической формы; 7 - конструктивные элементы ювелирного изделия, выполненные в виде полого рукава цилиндрической формы с эллипсовидным основанием.
Как показано на фиг. 3, машина радиального плетения 1 содержит кольцо 2 с осью вращения АХ. На кольце 2 установлен ряд бобин проволок 3, которые сходятся в точке или области, находящейся на оси АХ и расположенной спереди плоскости кольца. Оправка 4 находится сзади точки схождения проволок.
После запуска цикла плетения, как показано на фиг. 4, оправка 4 перемещается вдоль оси АХ таким образом, что проходит через кольцо 2 за точку схождения проволок. В это же время бобины, установленные на кольце 2 при помощи подвижных держателей с приводами, приводятся во вращение для изготовления рукава из проволок на наружной поверхности оправки 4.
Указанный рукав покрывает оправку по всей ее длине после полного прохода оправки через кольцо, как показано на фиг. 5, то есть после того, как она окажется за точкой схождения волокон.
Затем слой проволок разрезают позади оправки по линии 5, снимают оправку и после этого снимают полученный рукав с оправки.
Примеры возможных вариантов конструктивных элементов, которые можно получить заявленным способом плетения, представлены на фиг 6 и фиг. 7. На фиг. 6 представлен вариант конструктивного элемента 6 ювелирного изделия, выполненного в виде полого рукава цилиндрической формы, где проволоки 3 переплетены по биаксиальной схеме укладки. На фиг. 7 представлен вариант конструктивного элемента 7 ювелирного изделия, выполненного в виде полого рукава цилиндрической формы с эллипсовидным основанием, где проволоки 3 переплетены по биаксиальной схеме укладки. Геометрические параметры конструктивного элемента, в том числе, его форма, определяются геометрическими характеристиками используемой оправки.
На фиг. 8 представлены примеры ювелирных изделий, изготовленных с использованием конструктивных элементов, изготовленных заявленным способом.
Необходимо отметить, что выполнение конструктивных элементов по биаксильной схеме укладки проволоки является наиболее оптимальным с точки зрения эстетических качеств ювелирных изделий, в которых используются такие конструктивные элементы и простоты настройки оборудования при их изготовлении. При этом такие изделия обладают достаточной степенью пластичности и упругости, что делает их очень удобными в эксплуатации. Такие конструктивные элементы можно использовать для изготовления, например, растягивающихся браслетов, перстней, колец и др. изделий.
Самым существенным достоинством таких изделий является простота их изготовления, исключающая использование значительного объема ручного труда. Современный уровень развития машин и оборудования для радиального плетения, а также простота изготовления используемой оснастки (оправок), позволяют быстро перенастроить такое технологическое оборудование в зависимости от необходимых параметров готовых изделий и организовать производство с очень высокой производительностью.
Таким образом, существенные признаки заявленного изобретения в полной мере обеспечивают достижение технического результата, а именно, технологичность изготовления конструктивных элементов ювелирных изделий.


Предложены способ изготовления конструктивного элемента ювелирных изделий из проволоки методом плетения и конструктивный элемент ювелирного изделия, который может быть использован, в частности, для изготовления браслетов, колец и других ювелирных изделий из драгоценных металлов. Конструктивный элемент изготавливается в виде полого рукава методом радиального плетения вокруг поверхности оправки с биаксиальной схемой укладки проволок. При этом прямоугольное сечение проволоки является наиболее предпочтительным для изготовления описываемых конструктивных элементов ювелирного изделия. 2 н. и 2 з.п. ф-лы, 8 ил.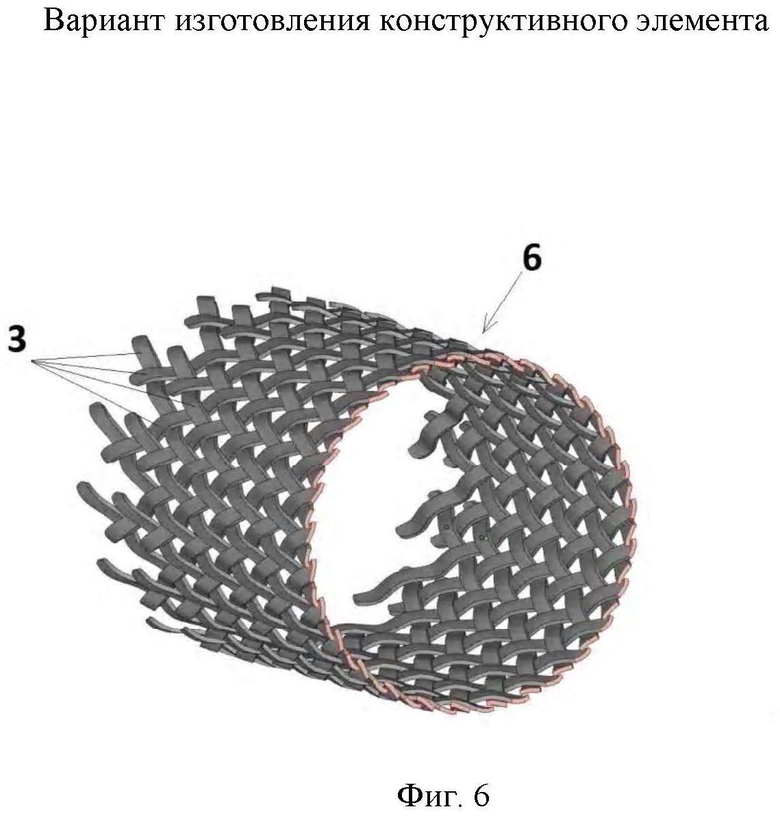
1. Способ изготовления конструктивных элементов ювелирных изделий из проволоки, отличающийся тем, что конструктивный элемент выполняется в виде полого рукава методом радиального плетения вокруг поверхности оправки с биаксиальной схемой укладки проволок.
2. Способ изготовления конструктивных элементов ювелирных изделий из проволоки по п. 1, отличающийся тем, что поперечное сечение проволоки выполнено прямоугольной формы.
3. Изготовленный плетением конструктивный элемент ювелирного изделия из проволоки, отличающийся тем, что выполнен в виде полого рукава с биаксиальной схемой укладки проволок.
4. Изготовленный плетением конструктивный элемент ювелирного изделия из проволоки по п. 3, отличающийся тем, что поперечное сечение проволоки выполнено прямоугольной формы.
| CN 206275268 U, 27.06.2017 | |||
| СТРУННЫЙ ДАТЧИК ДЛЯ ИЗМЕРЕНИЯ ДЕФОРМАЦИЙСКВАЖИН | 0 |
|
SU183461A1 |
| US 20040172972 A1, 09.09.2004 | |||
| JPH 06225806 A, 16.08.1994 | |||
| СПОСОБ ПОЛУЧЕНИЯ ГОМОГЕННЫХ ИОНООБМЕННЫХЛ\ЕМБРАН | 0 |
|
SU234663A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО ПЛЕТЕНОГО ИЗДЕЛИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2610394C1 |

