ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к ювелирной промышленности, а именно к технологии изготовления ювелирных изделий сложной геометрической формы.
УРОВЕНЬ ТЕХНИКИ
Известны различные способы изготовления полых ювелирных изделий. Основная задача этих способов заключается в тиражирования легковесных ювелирных украшений содержащих в себе минимальное количество сырья (драгоценного металла) без потери эстетических характеристик. Однако, добиваясь минимального использования драгоценного металла в ювелирном изделии важно сохранить на высоком уровне не только эстетические, но также физические и технологические характеристики, определяющие длительность, трудоемкость производства, количество стадий производства и отходов, потребность в сложном оборудовании, долговечность и эксплуатационные характеристики ювелирного украшения. Технологические характеристики приобретают особенную важность в производстве крупнотиражных изделий.
На сегодняшний день для получения серийных легковесных изделий применяются несколько технологий. Наиболее распространенны следующие:
- изготовление ювелирных изделий из металлопроката,
- изготовление из штампованных деталей,
- гальванопластика.
Также тонкостенные изделия могут быть получены методом волочения, прокатки, вытравливания. Однако, эти традиционные способы совершенно не пригодны для получения изделий сложной геометрической формы без соединения отдельных частей, либо не подходят для изделий из золота в силу его (золота) химической инертности.
Перечисленные технологии позволяют добиться основной цели - уменьшения присутствия металла в конечном изделии за счет уменьшения толщины стенки.
Известен способ получения тонкостенных ювелирных изделий, предполагающий штамповку отдельных деталей готового ювелирного изделия из ленты, с последующим соединением деталей между собой (патент США №5586390). Недостаток этого способа состоит в использовании металлопроката, что вносит ограничения на форму и толщины конечного изделия (толщина стенки готового ювелирного изделия не может быть меньше 0,2 мм). Кроме того, известный способ предполагает использование сборки.
В штампованных изделиях толщина стенки может достигать 0,10 мм, что намного меньше толщины стенки, достижимой в изделиях, которые получают прямым литьем по выплавляемым моделям. Однако, чтобы достичь такой толщины в изделиях со сложным рельефом, либо в изделиях сложной геометрической формы, которую невозможно повторить оттиском, форму разбивают на более простые (доступные для оттиска) и далее путем различных механических воздействий изменяют их, придавая более сложный вид. Далее из этих штампованных простых форм собирается более сложная. Все это затрудняет процесс сборки изделия на стадии монтировки.
Известны способы получения тонкостенных ювелирных изделий методом гальванопластики и другими способами, основанными на применении электрохимических методов (см. заявку ЕР 0195132 А2 и патент DE 3918920 С2, патент ЕР 0702910 В1). Недостаток этих способов в том, что они не позволяют получать не-полые изделия сложной формы, и предполагают этап сборки для изготовления завершенных ювелирных изделий наиболее распространенных геометрических форм.
Ни одна из указанных технологий не позволяет получать полые тонкостенные изделия сложной геометрической формы в виде единой металлической заготовки или получать изделие нужной формы по существу в одну стадию с минимальным количеством ручного труда. Эти ограничения в значительной степени сужают область применения данных технологий при реализации различных конструктивных и дизайнерских решений ювелирных изделий.
Наиболее широко для изготовления серийных ювелирных изделий применяется технология литься по выплавляемым моделям. Однако, указанная технология непригодна для изготовления изделий с толщиной стенки менее 0,30 мм (в частности с толщиной стенки 0,05÷0,30 мм).
Известен способ изготовления пустотелых ювелирных изделий, включающий выполнение корпусной и полостной металлических мастер-моделей, выполнение по ним эластичных пресс-форм, формовку копии полостной мастер-модели, изготовление выплавляемой модели корпуса изделия и последующее получение металлической отливки, отличающийся тем, что корпусную металлическую мастер-модель выполняют совместно с хвостовиком и литником, полостную металлическую мастер-модель выполняют совместно с хвостовиком, а при формовке копии полостной мастер-модели в ней размещают стержень, который удаляют с металлической отливки корпуса изделия (патент РФ на изобретение №2151023). Недостаток этого способа состоит в том, что применение составных частей мастер-модели (корпусной и полостной) накладывают ограничения на форму модели, т.к. в дальнейшем используются этапы снятия резиновых пресс-форм. Это, в свою очередь, предполагает использование толщин от 0,4 мм и больше в связи с ограничением по хрупкости используемого выжигаемого материала (обычно - воска).
Известен способ изготовления полых тонкостенных ювелирных изделий или их элементов из золотых или серебряных сплавов, заключающийся в том, что ленту из указанного сплава толщиной 0,14÷0,16 мм наносят на основу в виде металлической проволоки путем одновременного протягивания через ряд профильных фильер с последовательным уменьшением их диаметра и полученную трубчатую конструкцию подвергают формообразованию для получения ювелирных изделий или их элементов с последующим удалением из них металлической проволоки путем вытравливания ее, отличающийся тем, что протягивание осуществляют со скоростью 20÷400 см/мин и усилием 10÷40 кг до достижения толщины оболочки из указанного сплава 0,05÷0,1 мм, при этом в качестве основы используют проволоку из алюминия, а вытравливание проводят в водном растворе щелочи с концентрацией 20÷70% при температуре 50÷80°С (патент РФ на изобретение №2147823). Недостаток этого способа (равно, как и всех способов, основанных на применении прокатки, волочения/вытягивания и вытравливания) состоит в невозможности получения цельнолитых изделий сложной геометрической формы.
Ювелирное изделие, представляющее собой заданной внешней формы кольцевой элемент с центральным отверстием, на внешней поверхности которого закреплен декоративный элемент, отличающееся тем, что кольцевой элемент выполнен сборным и включает в себя по крайней мере две плоские пластины с центральным отверстием каждая, расположенные на расстоянии друг от друга, и по крайней мере две втулки, расположенные между пластинами, при этом указанные пластины соединены между собой посредством болтов, пропущенных через технологические отверстия в пластинах и втулки, причем в месте расположения декоративного элемента в пластинах выполнены гнезда для закрепления декоративного элемента при стягивании пластин болтами (патент РФ на полезную модель №26181). Недостаток известного ювелирного изделия в том, что оно подразумевает сборку из нескольких деталей, а не получение цельнолитого изделия.
Известна трубка из сплавов на основе золота для изготовления ювелирных изделий с толщиной стенки S, преимущественно менее 0,3 мм, отличающаяся тем, что она выполнена цельнотянутой (патент РФ на полезную модель №36948), и трубная заготовка из материалов на основе золота для изготовления ювелирных изделий, выполненная цельнотянутой с толщиной стенки преимущественно более 0,5 мм, отличающаяся тем, что в качестве материалов на основе золота использованы сплавы на основе золота, содержащие, мас. %: золото 37,5, серебро 2,0, медь остальное; или золото 58,5, серебро 25,5, палладий 16,0; или золото 58,5, серебро 8,0, никель 8,2, цинк 2,5, медь остальное; или золото 75,0, серебро 15,0, медь остальное; или золото 95,8; серебро 2,0, медь остальное; или золото 58,5, серебро 8,0, медь остальное, при этом ее размеры определены следующими зависимостями:
S/D=0,12-0,3 и L/D=6-18,
где D - наружный диаметр трубки, мм;
L - длина трубки, мм;
S - толщина стенки трубки, мм,
а предельные отклонения ее наружного диаметра и толщины стенки составляют от - 0,03 до - 0,08 и от ±0,02 до ±0,05 мм соответственно (патент РФ на полезную модель №40142). Указанные трубки не позволяют получить цельнолитые пустотелые ювелирные изделия сложной формы.
Известно ювелирное пустотелое кольцо, содержащее обручную основу с внешними, внутренними и боковыми поверхностями, отличающееся тем, что кольцо выполнено составным, состоящим из двух частей: наружной и внутренней, при этом наружная часть выполнена овальной формы, а внутренняя - плоской, с двумя упорными буртами, входящими вовнутрь наружной части; или наружная часть выполнена П-образной формы, а внутренняя - плоской, с двумя упорными буртами, входящими вовнутрь выемки наружной части, или наружная часть выполнена дугообразной формы, а внутренняя часть - снаружи овальная, внутри плоская с двумя упорными буртами, входящими вовнутрь выемки наружной части, или наружная часть выполнена пятигранной формы, а внутренняя часть - снаружи овальная, внутри плоская с двумя упорными буртами, входящими вовнутрь выемки наружной части; или наружная часть выполнена П-образной формы с закругленными углами, а внутренняя - плоской, с двумя упорными буртами, входящими вовнутрь выемки наружной части, или наружная часть выполнена П-образной формы с закругленными углами с двумя выемками, а внутренняя - плоской, с двумя упорными буртами, входящими вовнутрь выемки наружной части; или наружная часть выполнена П-образной формы с закругленными углами с выемкой посередине, а внутренняя - овальная, с двумя упорными буртами, входящими вовнутрь выемки наружной части; или наружная часть выполнена дугообразной формы, входящей во внутреннюю часть, выполненную П-образной формы; или наружная часть выполнена П-образной формы с закругленными углами, входящей во внутреннюю часть, выполненную с боков сверху закругленными углами, а снизу овальной формы; или наружная часть выполнена в виде двух соединенных колец, а внутренняя - плоской с двумя упорными буртами, входящими вовнутрь наружной части; или наружная часть выполнена в виде трех соединенных колец, а внутренняя - плоской с дугообразной выемкой, входящей вовнутрь наружной части; наружная часть выполнена в виде двух отдельных частей П-образной формы с закругленными углами, а внутренняя - плоская с двумя упорными буртами, по краям входящими вовнутрь выемки наружных частей и буртом посередине (патент РФ на полезную модель №122852). В способе получения известного кольца используется сборка, имеются ограничения на форму конечного изделия, толщину и жесткость.
Известно ювелирное изделие, содержащее заданной формы кольцевой элемент с центральным отверстием, выполненный сборным и включающим, по крайней мере, две основные пластины, расположенные на расстоянии друг от друга, крепежные детали, проходящие через технологические отверстия в основных пластинах, декоративный элемент, расположенный в гнезде, отличающееся тем, что основные пластины соединены между собой жестко приливом, в котором выполнены гнездо для декоративного элемента и упор, между основными пластинами кольцевого элемента установлена по крайней мере одна дополнительная пластина с центральным отверстием и возможностью контакта с декоративным элементом (патент РФ на полезную модель 127295). Недостаток технологии изготовления известного кольца состоит в том, что она подразумевает сборку готового изделия из отдельных деталей, а не получение цельнолитого изделия в одну стадию. Известная технология не позволяет получить изделия, содержащие элементы сложной геометрической формы.
Таким образом, известные способы получения готового изделия предполагают использование таких технологических стадий, которые не позволяют получать сложные геометрические формы с минимальными трудозатратами: как штамповка, снятие пресс-форм, сборка моделей, гальванопластика, вытравливание, протягивание.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является:
- возможность получения изделий с практически любой толщиной стенки, вплоть до 0,05 мм,
- возможность получения изделий любой формы, в том числе трубчатой,
- применение прямого литья с прототипов изделия, выполненных на средствах быстрого прототипирования в массовых количествах (что снимает ограничения на форму готового изделия навязанные использованием перечисленных процессов).
Технический результат, обеспечиваемый изобретением, состоит в исключении ручного труда при изготовлении моделей для литья, и в обеспечении независимости формообразования от ограничений, характерных для изготовления моделей методом вытравливания или гальванопластики, в том числе в получении моделей толщины от 0,05 до 0,3 мм, пригодных для изготовления ювелирных изделий методом прямого литья.
Вышеуказанная задача решена благодаря тому, что предлагаемое ювелирное изделие содержит в себе цельнолитую металлическую деталь,
упомянутая цельнолитая деталь имеет пустотелые части размером свыше 0,1 мм, при этом толщина измерена между точками наружных поверхностей, либо между точками одной из наружных поверхностей и наружной поверхностью присоединяемой детали, закрывающей полость, или между точками одной из наружных поверхностей и геометрическим местом точек, соответствующих поверхности тела человека, закрывающей полость, при ношении ювелирного изделия,
по меньшей мере, одна стенка полости упомянутых пустотелых частей имеет толщину, самое большее 0,25 мм,
с внутренней стороны упомянутых стенок имеется силовой каркас в виде приливов материала, образующих выступы внутренней поверхности, длина которых, измеренная вдоль упомянутой стенки больше чем ширина и высота, и/или в виде мостиков материала между стенками, расположенными друг напротив друга, и/или в виде выступов, предназначенных для упора в поверхность присоединяемой детали.
Далее вышеупомянутое изделие, охарактеризованное в общих категориях, поясняется на примере некоторых особенно предпочтительных форм выполнения, обеспечивающими получение дополнительных преимуществ.
В предпочтительной форме выполнения упомянутая цельнолитая деталь имеет участки стенок с группами сквозных отверстий, расположенных на расстоянии друг от друга или с группами локальных углублений.
В еще одной предпочтительной форме выполнения упомянутые пустотелые части, представляют собой части, по меньшей мере, одна из стенок которых является видимой при ношении.
В другой предпочтительной форме выполнения упомянутые пустотелые части, имеют размер свыше 5 мм.
В предпочтительной форме выполнения на упомянутые пустотелые части приходилось бы не менее половины массы изделия, в случае если бы все упомянутые полости были заполнены металлом, из которого состоит упомянутая деталь.
В еще одной предпочтительной форме выполнения упомянутые присоединяемые детали имеют зоны с группами сквозных отверстий или с группами локальных углублений.
В другой предпочтительной форме выполнения упомянутые присоединяемые детали выполнены штамповкой с толщиной стенки, самое большее, 0,25 мм.
В предпочтительной форме выполнения упомянутые присоединяемые детали навинчиваются, вставляются с натягом, закрепляются при помощи пайки или лапок, фиксируются посредством лазерной пайки, развальцовываются, приклепываются или приклеивается к упомянутой цельнолитой детали.
В еще одной предпочтительной форме выполнения вышеупомянутое изделие содержит в себе выступы для крепления ювелирных вставок.
В другой предпочтительной форме выполнения вышеупомянутое изделие содержит в себе выступы в виде тонких гребней, отростков и/или мостиков материала сложной пространственной конфигурации.
В предпочтительной форме выполнения вышеупомянутое изделие снабжено декоративными элементами в виде фигурных сквозных вырезов, рельефных линий, букв, символов и/или эмблем.
В еще одной предпочтительной форме выполнения вышеупомянутое изделие снабжено гнездами для установки декоративных вставок.
В другой предпочтительной форме выполнения упомянутая цельнолитая деталь выполнена из золота, серебра, других драгоценных металлов и/или их сплавов.
В предпочтительной форме выполнения вышеупомянутое изделие представляет собой кольцо, перстень, браслет, медальон, колье, серьгу или подвеску.
В еще одной предпочтительной форме выполнения полости вышеупомянутого изделия частично или полностью заполнены эмалью, полимерами или другим металлом.
Вышеуказанная задача также решена благодаря тому, что предлагаемая полимерная модель для изготовления цельнолитой детали ювелирного изделия:
(1) имеет пустотелые части размером свыше 0,1 мм, при этом толщина измерена между точками наружных поверхностей, либо между точками одной из наружных поверхностей и наружной поверхностью присоединяемой детали, закрывающей полость, или между точками одной из наружных поверхностей и геометрическим местом точек, соответствующих поверхности тела человека, закрывающей полость, при ношении ювелирного изделия,
(2) по меньшей мере, одна стенка полости упомянутых пустотелых частей имеет толщину, самое большее, 0,3 мм,
(3) с внутренней стороны упомянутых стенок имеется силовой каркас в виде приливов материала, образующих выступы внутренней поверхности, длина которых, измеренная вдоль упомянутой стенки больше чем ширина и высота, и/или в виде мостиков материала между стенками, расположенными друг напротив друга, и/или в виде выступов, предназначенных для упора в поверхность присоединяемой детали,
(4) упомянутые полости снабжены отверстиями, обеспечивающими проникновение в них текучей формовочной смеси и для извлечения твердой формовочной смеси из отливки, изготовленной по модели.
В предпочтительной форме выполнения вышеупомянутая модель дополнительно снабжена временными технологическими элементами, приспособленными для выполнения функции литника.
В еще одной предпочтительной форме выполнения вышеупомянутая модель изготовлена с помощью средств быстрого прототипирования.
В еще более предпочтительной форме выполнения упомянутое средство быстрого прототипирования, представляет собой 3Д-принтер.
В предпочтительной форме выполнения вышеупомянутая модель дополнительно снабжена временными технологическими элементами, приспособленными для выполнения функции поддержки элементов модели от деформации под действием сил тяжести в процессе ее получения средствами быстрого прототипирования.
В еще одной предпочтительной форме выполнения упомянутые временные технологические элементы удаляют после того, как необходимость в поддержке элементов модели отпадает.
В другой предпочтительной форме выполнения вышеупомянутая модель содержит в себе детали, полученные методом литья полимеров или воска в пресс-формы.
В предпочтительной форме выполнения вышеупомянутая модель снабжена рельефными элементами, предпочтительно символами, позволяющими идентифицировать номер записи, содержащей цифровое описание ее геометрической формы для 3Д-принтера или средства быстрого прототипирования.
В еще одной предпочтительной форме выполнения вышеупомянутая модель снабжена рельефными элементами, образующими уникальную комбинацию для каждой модели из серии моделей одинаковой формы.
В другой предпочтительной форме выполнения форма вышеупомянутой модели без вышеупомянутых временных элементов соответствует форме вышеупомянутой цельнолитой детали.
В предпочтительной форме выполнения форма вышеупомянутой модели подготовлена к литью с ювелирными вставками.
Также вышеуказанная задача решена благодаря тому, что предлагаемый машиночитаемый носитель с цифровым описанием геометрической формы, характеризуется тем, что оно (описание) подходит для выдачи управляющих команд 3Д-принтеру или системе быстрого прототипирования для изготовления вышеупомянутой модели.
Также вышеуказанная задача решена благодаря тому, что предлагаемый способ изготовления вышеупомянутой модели характеризуется тем, что в нем упомянутую модель распечатывают на 3Д-принтере или системе быстрого прототипирования.
В предпочтительной форме осуществления для печати упомянутой модели используют вышеупомянутый машиночитаемый носитель.
Также вышеупомянутая задача решена благодаря тому, что предлагаемый способ изготовления цельнолитой детали ювелирного изделия, посредством литья по выплавляемой модели, характеризующийся тем, что в нем в качестве модели используют вышеупомянутую модель.
В предпочтительной форме осуществления способа заготовки упомянутой цельнолитой детали отделяют от твердой формовочной смеси посредством абразивоструйной обработки и/или воздействием ультразвуком в жидкой среде и/или электрогидравлическим воздействием и/или выщелачиванием.
В еще одной предпочтительной форме осуществления способа элементы литника отрезают от заготовки упомянутой цельнолитой детали посредством станка с числовым программным управлением.
В другой предпочтительной форме осуществления способа заготовку цельнолитой детали механически обрабатывают резанием, снимая стружку под контролем системы цифрового программного управления.
В предпочтительной форме осуществления способа заготовку упомянутой цельнолитой детали после удаления элементов литника и/или поддерживающих элементов шлифуют и полируют.
В еще одной предпочтительной форме осуществления способа заготовку упомянутой цельнолитой детали после шлифовки и полировки дополнительно наносят покрытие.
В другой предпочтительной форме осуществления способа упомянутое ювелирное изделие представляет собой вышеописанное ювелирное изделие.
В предпочтительной форме осуществления способа в качестве формовочной смеси используют гипс.
Необходимо понимать, что в настоящем тексте изобретение охарактеризовано только такими признаками, которые достаточны для решения поставленной задачи, реализации назначения и достижения выбранного технического результата; специального упоминания всех без исключения признаков и утилитарных характеристик изобретения не требуется, если специалистам должно быть известно, что изделия того же рода обладают такими признаками и утилитарными характеристиками и без них не реализуется основное назначение; тем более не требуется ограничивать обобщенные признаки какими-либо конкретными вариантами, если таковые должны быть известны специалистам и (или) могут быть подобраны по известным правилам.
Конструкция изделия и осуществление способа наглядно иллюстрируется фигурами 1-8 на примере частных и конкретных вариантов воплощения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
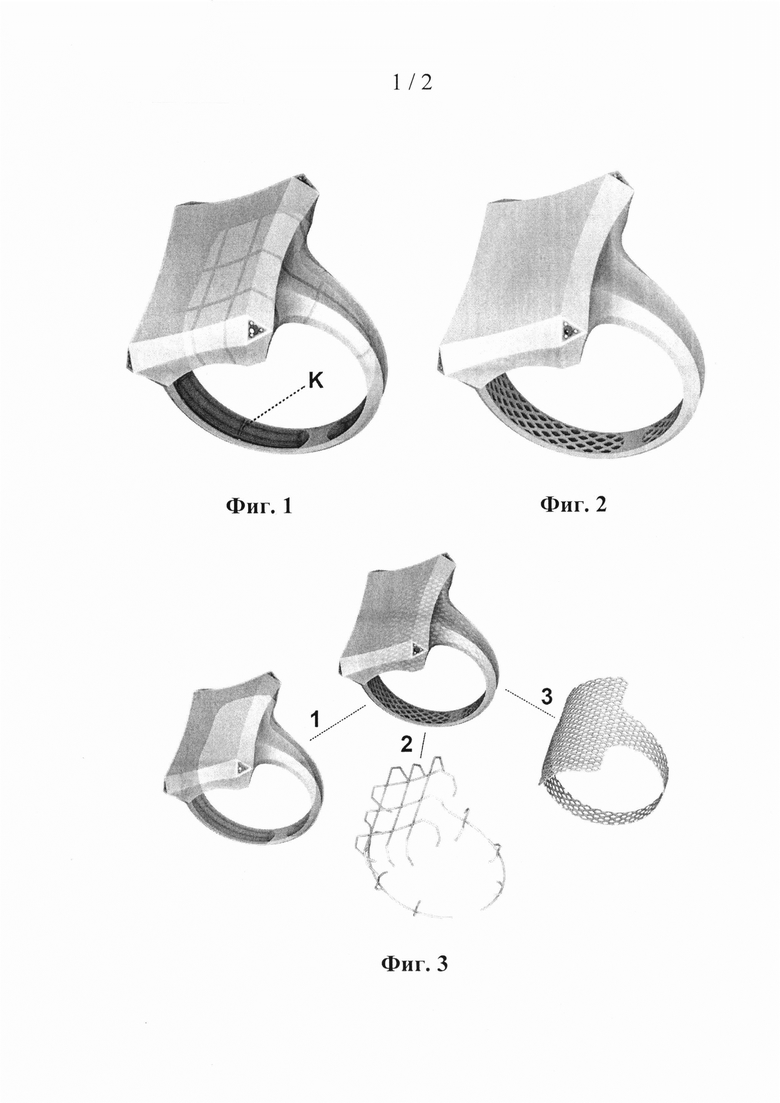
Фиг. 1 - Добавление внутреннего каркаса.
Фиг. 2 - Добавление перфорированной вставки.
Фиг. 3 - Общая схема.
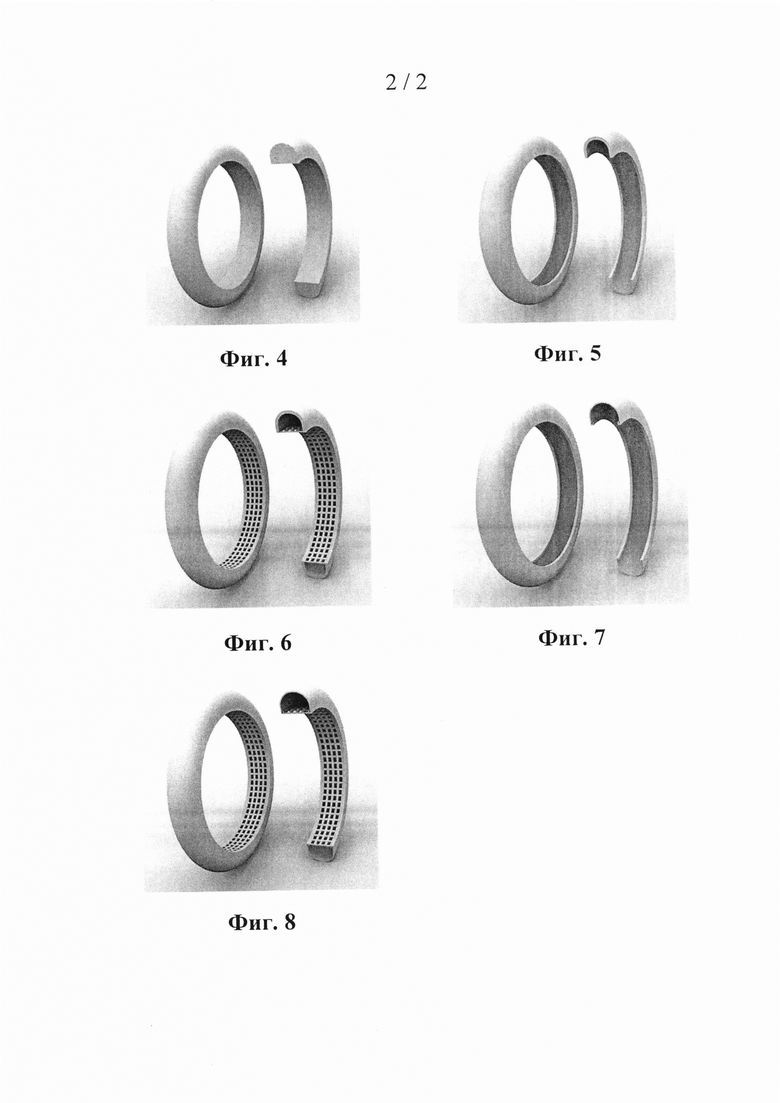
Фиг. 4 - Сплошное обручальное кольцо, полученное методом литья без облегчения.
Фиг. 5 - Обручальное кольцо, полученное методом литья с облегчением (содержит выборку металла изнутри). Возможная толщина металла от 0.3 мм. С уменьшением толщины увеличивается выбраковка, затрудняется извлечение восковых форм из резиновых пресс-форм из-за того, что внутренняя форма не извлекается через отверстия снаружи.
Фиг. 6 - Обручальное кольцо, полученное методом литья с облегчением и добавлением внутренней штампованной вставки. Возможная толщина металла в наружной детали - от 0,3 мм, во внутренней вставке - от 0.1 мм.
Фиг. 7 - Обручальное кольцо, полученное методом 3Д-штампа. Возможная толщина металла от 0.1 мм.
Фиг. 8 - Обручальное кольцо, полученное методом 3Д-штампа с добавлением сетки. Возможная толщина металла от 0,1 мм.
На фиг. 3 - использованы следующие обозначения:
1 - общая форма изделия с толщиной стенки от 0,1 мм.
2 - встраиваемая решетка внутреннего каркаса.
3 - перфорированная вставка.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Предлагаемый способ, позволяет серийно производить легковесные пустотелые ювелирные изделия с присущими им свойствами, любой сложной формы без каких либо ограничений.
Суть способа состоит в том, чтобы, на этапе построения 3Д-модели получить матрицу и пуансон будущей формы изделия с заданной толщиной. Перед этим в 3Д-форме изделия, удаляют части поверхности, которые не являются функциональными, или же являются невидимыми или не влияющими на общее восприятие формы готового ювелирного украшения.
Для придания необходимой прочности формируют несущий каркас из так называемых каркасных струн, лежащих на внутренней поверхности изделия, которые придают жесткость в необходимых зонах и служат дополнительными литьевыми микроканалами для заполнения формы металлом.
После получения виртуальной 3Д-матрицы и 3Д-пуансона будущего пустотелого изделия, модель проходит стадию формообразования, но в отличие от технологии штампования механические воздействия не используют, а вместо этого 3Д-модель, которая заполняет пространство между 3Д-матрицей и 3Д-пуансоном формируют на системе быстрого прототипирования по технологии SLA и т.п., что освобождает нас от излечения одной формы из другой, после чего полимерная или восковая модель отливается в металле и далее модель в металле дорабатывается до финального вида.
Основная задача состоит в том, чтобы получить 3Д-модель будущего ювелирного украшения, которое удовлетворяет предъявляемым технологическим и эстетическим требованиям, т.е. имеет достаточно жесткую конструкцию и «товарный вид». Другими словами изделие не должно гнуться, мяться, разрываться при повседневных нагрузках, которые возникают при контакте изделия с другими объектами и при этом оно должно нести художественную и эстетическую ценность (отличаться от гайки).
Для того, чтобы модель имела достаточно жесткую конструкцию при минимальной толщине стенки необходимо укрепить конструкцию без увеличения толщины ее стенок. Для этого добавляют внутренний каркас.
Суть техники состоит в том, чтобы получить 3Д-модель каркаса на базе продольных, поперечных, диагональных или свободных сечений модели, которые будут использоваться в качестве направляющих струн в каркасе (см. фиг. 1).
Направление и положение конкретного сечения выбираются в зависимости от желаемой плотности решетки каркаса и индивидуальности формы изделия. Плотность и толщину каркаса подбирают в зависимости от типа изделия. Если это обручальное кольцо, которое предполагается носить на руке достаточно длительное время, то плотность и толщина должны быть увеличены из-за вероятности возникновения повышенных нагрузок на стенки изделия, а если это серьги, которые практически не контактируют с внешними объектами, то плотность и толщина решетки может быть снижена.
Дополнительной функцией каркаса является ускоренное пропускание металла в процессе литья. Так как толщина решетки выше толщины стенки изделия, образуется дополнительная внутренняя литниковая система, где в качестве питателей выступают направляющие струны решетки каркаса.
Как видно из фигур, после добавления внутреннего каркаса (К) внешний вид изделия ухудшается, т.к. появляется зона видимости решетки каркаса. Ее размер зависит от общей формы украшения и в каждом конкретном случае эта зона различна. Для того чтобы скрыть решетку несущего каркаса изделия применяется скрытый (потайной) каркас.
Построение скрытой решетки каркаса практически не отличается от вышеописанной техники, за исключением того, что после добавления каркаса, зона видимости решетки каркаса перекрывается перфорированной вставкой (см. фиг. 2).
Перфорированная вставка представляет собой поверхность в которой проделаны микроотверстия в виде какого-либо узора или орнамента, чтобы после заполнения формы металлом не образовывались внутренние полости, из которых невозможно извлечь остатки формовочной смеси. Так как перфорированная вставка является неотъемлемой частью общей формы изделия, это позволяет избежать швов от пайки при сборке изделия. Толщина стенки перфорированной вставки выбирается такой же, как и у стенок основной формы изделия.
Для наглядности рассмотрим предлагаемый способ на примере обручального кольца (см. фиг. 4) и сравним полученные результаты на различных этапах с результатами, полученными при создании этой же модели с помощью технологии производства серийных легковесных изделий методом литья по выплавляемым моделям из воска и других материалов.
На изображениях видно, что при использовании предлагаемого способа с 3Д-штампом (фиг. 8), даже при добавлении в модель сетки, ее общий объем и соответственно вес заметно меньше, чем у модели той же формы, полученной методом литья с облегчением (фиг. 5 и фиг. 6). При этом нет необходимости разбивать форму на более простые части, что значительно упрощает процесс сборки изделия на последующих технологических этапах.
Настоящее изобретение относится к ювелирной промышленности, а именно к технологии изготовления ювелирных изделий сложной геометрической формы. Предлагается ювелирное изделие, характеризующееся тем, что оно содержит в себе цельнолитую металлическую деталь, упомянутая цельнолитая деталь имеет пустотелые части размером свыше 0,1 мм, при этом толщина измерена между точками наружных поверхностей, либо между точками одной из наружных поверхностей и наружной поверхностью присоединяемой детали, закрывающей полость, или между точками одной из наружных поверхностей и геометрическим местом точек, соответствующих поверхности тела человека, закрывающей полость, при ношении ювелирного изделия по меньшей мере одна стенка полости упомянутых пустотелых частей имеет толщину, самое большее 0,25 мм, с внутренней стороны упомянутых стенок имеется силовой каркас в виде приливов материала, образующих выступы внутренней поверхности, длина которых измеренная вдоль упомянутой стенки больше, чем ширина и высота, и/или в виде мостиков материала между стенками, расположенными напротив друг друга, и/или в виде выступов, предназначенных для упора в поверхность присоединяемой детали. Технический результат - получение тонкостенных ювелирных изделий методом прямого литья. 5 н. и 32 з.п. ф-лы, 8 ил.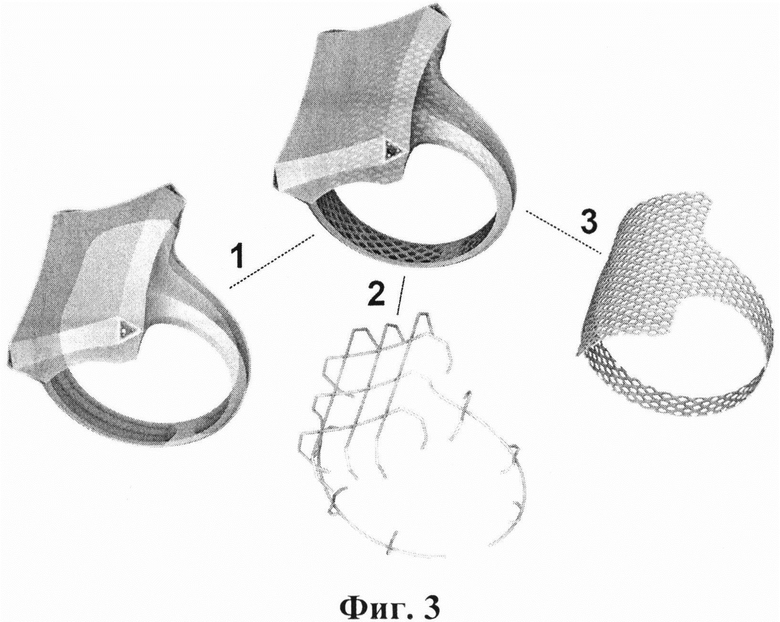
1. Ювелирное изделие, характеризующееся тем, что оно
содержит в себе цельнолитую металлическую деталь,
упомянутая цельнолитая деталь имеет пустотелые части размером свыше 0,1 мм, при этом толщина измерена между точками наружных поверхностей, либо между точками одной из наружных поверхностей и наружной поверхностью присоединяемой детали, закрывающей полость, или между точками одной из наружных поверхностей и геометрическим местом точек, соответствующих поверхности тела человека, закрывающей полость, при ношении ювелирного изделия,
по меньшей мере одна стенка полости упомянутых пустотелых частей имеет толщину, самое большее 0,25 мм,
с внутренней стороны упомянутых стенок имеется силовой каркас в виде приливов материала, образующих выступы внутренней поверхности, длина которых измеренная вдоль упомянутой стенки больше, чем ширина и высота, и/или в виде мостиков материала между стенками, расположенными напротив друг друга, и/или в виде выступов, предназначенных для упора в поверхность присоединяемой детали.
2. Изделие по п. 1, характеризующееся тем, что в нем упомянутая цельнолитая деталь имеет участки стенок с группами сквозных отверстий, расположенных на расстоянии друг от друга или с группами локальных углублений.
3. Изделие по п. 1, характеризующееся тем, что в нем упомянутые пустотелые части представляют собой части, по меньшей мере одна из стенок которых является видимой при ношении.
4. Изделие по п. 1, характеризующееся тем, что в нем упомянутые пустотелые части имеют размер свыше 5 мм.
5. Изделие по п. 1, характеризующееся тем, что в нем на упомянутые пустотелые части приходилось бы не менее половины массы изделия, в случае если бы все упомянутые полости были заполнены металлом, из которого состоит упомянутая деталь.
6. Изделие по п. 1, характеризующееся тем, что в нем упомянутые присоединяемые детали имеют зоны с группами сквозных отверстий или с группами локальных углублений.
7. Изделие по п. 1, характеризующееся тем, что в нем упомянутые присоединяемые детали выполнены штамповкой с толщиной стенки, самое большее, 0,25 мм.
8. Изделие по п. 1, характеризующееся тем, что в нем упомянутые присоединяемые детали навинчиваются, вставляются с натягом, закрепляются при помощи пайки или лапок, фиксируются посредством лазерной пайки, развальцовываются, приклепываются или приклеиваются к упомянутой цельнолитой детали.
9. Изделие по п. 1, характеризующееся тем, что оно содержит в себе выступы для крепления ювелирных вставок.
10. Изделие по п. 1, характеризующееся тем, что оно содержит в себе выступы в виде тонких гребней, отростков и/или мостиков материала сложной пространственной конфигурации.
11. Изделие по п. 1, характеризующееся тем, что оно снабжено декоративными элементами в виде фигурных сквозных вырезов, рельефных линий, букв, символов и/или эмблем.
12. Изделие по п. 1, характеризующееся тем, что оно снабжено гнездами для установки декоративных вставок.
13. Изделие по п. 1, характеризующееся тем, что в нем упомянутая цельнолитая деталь выполнена из золота, серебра, других драгоценных металлов и/или их сплавов.
14. Изделие по п. 1, характеризующееся тем, что оно представляет собой кольцо, перстень, браслет, медальон, колье, серьгу или подвеску.
15. Изделие по п. 1, характеризующееся тем, что его полости частично или полностью заполнены эмалью, полимерами или другим металлом.
16. Полимерная модель для изготовления цельнолитой детали ювелирного изделия, характеризующаяся тем, что она:
(1) имеет пустотелые части размером свыше 0,1 мм, при этом толщина измерена между точками наружных поверхностей, либо между точками одной из наружных поверхностей и наружной поверхностью присоединяемой детали, закрывающей полость, или между точками одной из наружных поверхностей и геометрическим местом точек, соответствующих поверхности тела человека, закрывающей полость, при ношении ювелирного изделия,
(2) по меньшей мере одна стенка полости упомянутых пустотелых частей имеет толщину, самое большее, 0,3 мм,
(3) с внутренней стороны упомянутых стенок имеется силовой каркас в виде приливов материала, образующих выступы внутренней поверхности, длина которых измеренная вдоль упомянутой стенки больше, чем ширина и высота, и/или в виде мостиков материала между стенками, расположенными напротив друг друга, и/или в виде выступов, предназначенных для упора в поверхность присоединяемой детали,
(4) упомянутые полости снабжены отверстиями, обеспечивающими проникновение в них текучей формовочной смеси и для извлечения твердой формовочной смеси из отливки, изготовленной по модели.
17. Модель по п. 16, характеризующаяся тем, что она дополнительно снабжена временными технологическими элементами, приспособленными для выполнения функции литника.
18. Модель по п. 16, характеризующаяся тем, что она изготовлена с помощью средств быстрого прототипирования.
19. Модель по п. 16, характеризующаяся тем, что упомянутое средство быстрого прототипирования представляет собой 3Д-принтер.
20. Модель по п. 16, характеризующаяся тем, что она дополнительно снабжена временными технологическими элементами, приспособленными для выполнения функции поддержки элементов модели от деформации под действием сил тяжести в процессе ее получения средствами быстрого прототипирования.
21. Модель по п. 20, характеризующаяся тем, что упомянутые временные технологические элементы удаляют после того, как необходимость в поддержке элементов модели отпадает.
22. Модель по п. 16, характеризующаяся тем, что она содержит в себе детали, полученные методом литья полимеров или воска в пресс-формы.
23. Модель по п. 16, характеризующаяся тем, что она снабжена рельефными элементами, предпочтительно символами, позволяющими идентифицировать номер записи, содержащей цифровое описание ее геометрической формы для 3Д-принтера или средства быстрого прототипирования.
24. Модель по п. 16, характеризующаяся тем, что она снабжена рельефными элементами, образующими уникальную комбинацию для каждой модели из серии моделей одинаковой формы.
25. Модель по п. 16, характеризующаяся тем, что ее форма без вышеупомянутых временных элементов соответствует форме цельнолитой детали по любому из пп. 1-15.
26. Модель по п. 16, характеризующаяся тем, что ее форма подготовлена к литью с ювелирными вставками.
27. Машиночитаемый носитель с цифровым описанием геометрической формы, характеризующемся тем, что оно (описание) подходит для выдачи управляющих команд 3Д-принтеру или системе быстрого прототипирования для изготовления модели по любому из пп. 16-26.
28. Способ изготовления модели по любому из пп. 16-26, характеризующийся тем, что в нем упомянутую модель распечатывают на 3Д-принтере или системе быстрого прототипирования.
29. Способ по п. 28, характеризующийся тем, что в нем для печати упомянутой модели используют носитель по п. 27.
30. Способ изготовления цельнолитой детали ювелирного изделия, посредством литья по выплавляемой модели, характеризующийся тем, что в нем в качестве модели используют модель по любому из пп. 16-26.
31. Способ по п. 30, характеризующийся тем, что в нем заготовки упомянутой цельнолитой детали отделяют от твердой формовочной смеси посредством абразивоструйной обработки и/или воздействием ультразвуком в жидкой среде, и/или электрогидравлическим воздействием, и/или выщелачиванием.
32. Способ по п. 30, характеризующийся тем, что в нем элементы литника отрезают от заготовки упомянутой цельнолитой детали посредством станка с числовым программным управлением.
33. Способ по п. 30, характеризующийся тем, что в нем заготовку цельнолитой детали механически обрабатывают резанием, снимая стружку под контролем системы цифрового программного управления.
34. Способ по п. 30, характеризующийся тем, что заготовку упомянутой цельнолитой детали после удаления элементов литника и/или поддерживающих элементов шлифуют и полируют.
35. Способ по п. 30, характеризующийся тем, что на заготовку упомянутой цельнолитой детали после шлифовки и полировки дополнительно наносят покрытие.
36. Способ по п. 30, характеризующийся тем, что в нем упомянутое ювелирное изделие представляет собой ювелирное изделие по любому из пп. 1-11.
37. Способ по п. 30, характеризующийся тем, что в нем в качестве формовочной смеси используют гипс.
| DE3918920 A1, 23.12.1990 | |||
| CN 204363131 U, 03.06.2015 | |||
| Статический электромагнитный преобразователь частоты и числа фаз | 1965 |
|
SU472429A1 |
| CN 205143718 U, 13.04.2016 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ТОНКОСТЕННЫХ ЮВЕЛИРНЫХ ИЗДЕЛИЙ ИЛИ ИХ ЭЛЕМЕНТОВ ИЗ ЗОЛОТЫХ ИЛИ СЕРЕБРЯНЫХ СПЛАВОВ | 1999 |
|
RU2147823C1 |
| Способ разливки металла | 1951 |
|
SU122852A1 |

