Изобретение относится к способам изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, путем преимущественно механической обработки режущими инструментами и может быть использовано при изготовлении стволов короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, содержащих как минимум один паз в канале ствола.
Известен способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, путем изготовления в заготовке ствола канала ствола (патент UA 41033 U, опубл. 27.04.2009 [1]).
Недостатком известного способа [1] является то, что он не предусматривает изготовление в канале ствола продольного паза.
Известен способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, путем изготовления в заготовке ствола канала ствола (патент UA 66989 U, опубл. 25.01.2012 [2]).
Недостатком известного способа [2] является то, что он не предусматривает изготовление в канале ствола продольного паза.
Продольные пазы в канале ствола выполняются в известных короткоствольных стволах стрелкового оружия, предназначенных для стрельбы пулями, полностью или частично изготовленными из эластичного материала, в том числе резины, например, в полезной модели RU 99606 U1 со стороны дульной части ствола травматического оружия в целях сброса давления пороховых газов для предотвращения возможности стрельбы металлической пулей, заряженной с дульной части оружия.
Указанные пазы выполнены в полезной модели RU 99606 U1 с плоскими боковыми поверхностями, в связи с этим их изготовление путем механической обработки требует применения несколько технологических операций с применением разных видов дорогостоящего металлообрабатывающего оборудования или специального индивидуального режущего инструмента - протяжки, достаточно трудоемкой в изготовлении, требующей, кроме того, специального оборудования, фрезерного, шлифовального, заточного, закалочного для ее изготовления, а также протяжного станка или долбежного станка для изготовления пазов.
Ближайшим аналогом настоящего изобретения является изобретение по патенту № UA 41033 U [1], содержащему следующие общие существенные признаки с настоящим изобретением: способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, включающий выполнение по меньшей мере одного продольного паза в заготовке ствола.
В отличие от способа [1] в предлагаемом изобретении при изготовлении канала ствола короткоствольного стрелкового оружия в заготовке ствола, не имеющей направляющей части канала ствола, предварительно сверлят со смещением относительно предполагаемой оси канала ствола, как минимум, одно продольное отверстие, предназначенное для образования впоследствии в канале ствола, как минимум, одного продольного паза, а затем изготавливают отверстие, образующее полностью или частично направляющую часть канала ствола с перекрытием предварительно изготовленного, как минимум, одного отверстия и образованием, как минимум, одного продольного паза в направляющей части канала ствола, поверхность которого является частью цилиндрической поверхности.
Под направляющей частью канала ствола здесь и далее по тексту описания, включая формулу изобретения, понимается часть канала ствола стрелкового оружия, предназначенная для направления движения метаемого элемента и ограниченная пульным входом и дульным срезом. Автор также имеет в виду, что в случае отсутствия пульного входа, когда такое отсутствие конструктивно может быть связано с эластичностью метаемого элемента или другими причинами, направляющая часть канала ствола со стороны казенного среза будет ограничена не пульным входом, а патронником.
Изготовление в иной последовательности: сначала отверстия, образующего направляющую часть канала ствола, а затем продольного паза или продольных пазов на периферии этого отверстия путем сверления, приведет к тому, что в процессе резания вершина сверла будет отклоняться в сторону оси канала ствола, что приведет либо к поломке сверла, либо к его изгибу.
К частным существенным признакам относятся следующие признаки, позволяющие при изготовлении отверстия, полностью или частично образующего направляющую часть канала ствола, существенно сбалансировать или полностью уравновесить силы, действующие на инструмент разнонаправленно в радиальном направлении:
1. при предварительном сверлении нескольких продольных смещенных относительно оси канала ствола отверстий, предназначенных для образования нескольких продольных каналу ствола пазов, центры этих отверстий располагают в поперечной каналу ствола плоскости таким образом, что между соседними находящимися в поперечной канале ствола плоскости лучами, исходящими из центра отверстия, образующего полностью или частично направляющую часть канала ствола, и проходящими через центры отверстий, предназначенных для образования продольных пазов в канале ствола, обеспечивается одинаковый угол;
2. при предварительном сверлении нескольких продольных смещенных относительно оси канала ствола отверстий, предназначенных для образования нескольких продольных каналу ствола пазов, центры этих отверстий располагают в поперечной каналу ствола плоскости попарно симметрично относительно центра отверстия, образующего полностью или частично направляющую часть канала ствола, т.е. каждая из пар указанных центров отверстий, предназначенных для образования продольных пазов, принадлежит одной прямой, проходящей через центральную точку отверстия, образующего направляющую часть канала ствола;
3. при предварительном сверлении нескольких продольных смещенных относительно оси канала ствола отверстий, предназначенных для образования нескольких продольных каналу ствола пазов, центры этих отверстий располагают в поперечной каналу ствола плоскости равноудаленно от центра отверстия, образующего полностью или частично направляющую часть канала ствола;
Технический результат заключается в упрощении способа изготовления канала ствола, содержащего, как минимум, один паз в направляющей части канала ствола. Например, позволяет изготавливать как сам канал ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, так и продольные пазы, расположенные в этом канале без переустановки заготовки с одного оборудования на другое и без переналадки оборудования. Экономится время на изготовление ствола. Уменьшается вероятность ошибки при переустановке детали. Уменьшается количество инструментов, необходимых для изготовления канала ствола.
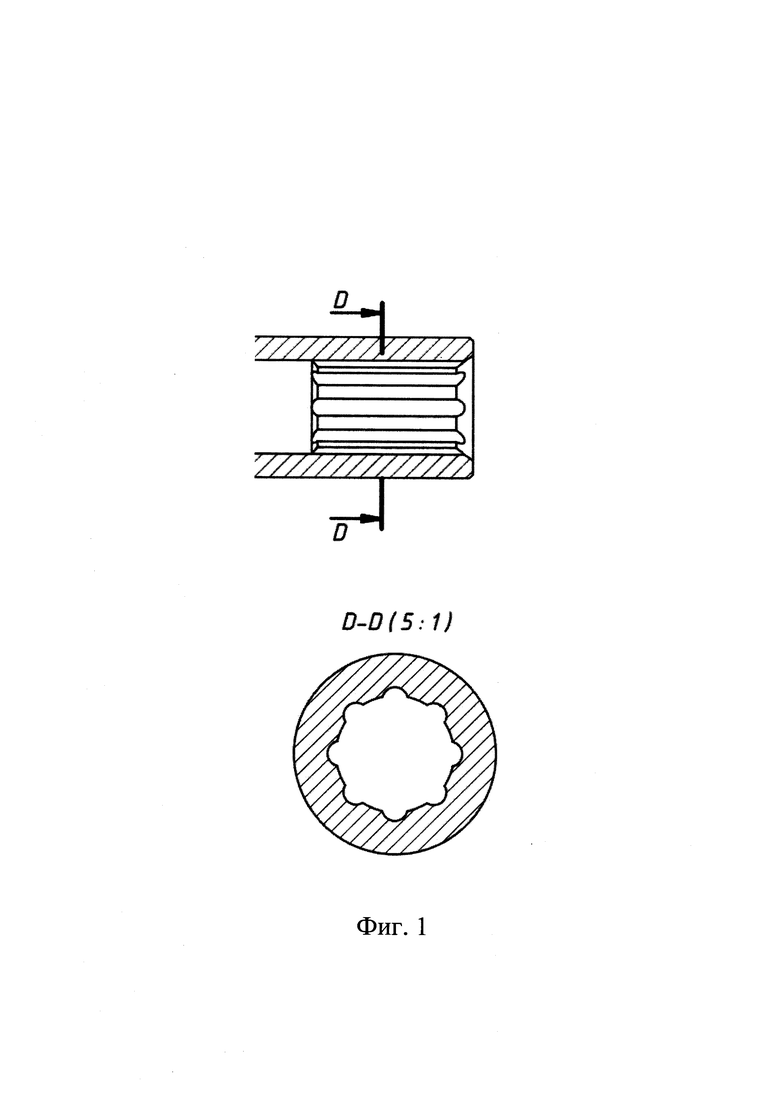
На фигуре 1 представлен фрагмент направляющей части канала ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, содержащий восемь пазов в канале ствола. На разрезе D-D фигуры 1 виден результат предлагаемого способа изготовления ствола, содержащего как общие, так и частные признаки изобретения: пазы изготовлены продольно каналу оси ствола, имеют поверхность, которая является частью цилиндрической поверхности, центры отверстий для пазов располагаются в поперечной оси канала ствола плоскости попарно симметрично относительно центра отверстия, образующего частично направляющую часть канала ствола; они расположены на одинаковом угловом расстоянии и равноудалены относительно центра отверстия, частично образующего направляющую часть канала ствола. При этом отверстия для пазов сверлятся до того, как изготавливается отверстие, частично образующее направляющую часть канала ствола. Это позволяет сделать их достаточно глубокими. Затрачивается относительно немного времени.
Изготовление указанных пазов производится в следующей технологической последовательности.
Сначала в заготовке ствола, не имеющей направляющей части канала ствола, предварительно сверлят со смещением относительно предполагаемой оси канала ствола, как минимум, одно продольное отверстие, предназначенное для образования впоследствии в канале ствола, как минимум, одного продольного паза, а затем изготавливают отверстие, образующее полностью или частично направляющую часть канала ствола, с перекрытием предварительно изготовленного, как минимум, одного отверстия и образованием, как минимум, одного продольного паза в направляющей части канала ствола, поверхность которого является частью цилиндрической поверхности.
В предлагаемой технологической последовательности не исключается возможность дополнительной обработки направляющей части канала ствола после изготовления отверстия, образующего полностью или частично направляющую часть канала ствола, в том числе обработки, изменяющей геометрическую форму направляющей части канала ствола.
Изготовление продольных пазов в направляющей части канала ствола путем ковки, электроэрозионной или электроэрозионно-химической обработки (ЭЭХО) является сложной и требующей специального оборудования технологической операцией. При наличии же предварительно изготовленной направляющей части канала ствола на фрезерном станке продольные пазы уже невозможно получить в связи с тем, что размеры ручного стрелкового оружия не позволяют разместить в канале ствола привод для дисковой или профильной фрезы.
Использование же обычной цилиндрической фрезы для изготовления продольных пазов путем осевого ее перемещения с вращением возможно, но нецелесообразно, так как длина паза, как правило, превышает длину режущей части стандартной фрезы, а использование специальной фрезы с удлиненной режущей частью из-за относительно малого диаметра отверстия либо приведет к ее изгибу или поломке, либо займет несоизмеримо много времени по сравнению с предварительным сверлением.
Изобретение не исключает возможность при изготовлении отверстия, образующего направляющую часть канала ствола, сверлить сначала для его изготовления направляющее отверстие, внешний контур которого не пересекается с контурами предварительно просверленных отверстий, образующих продольные пазы в канале ствола. Имеется в ввиду, что эта стадия может быть технологической операцией одного из вариантов изготовления отверстия, образующего направляющую часть канала ствола.
Изобретение также не исключает того, что просверленное отверстие или просверленные отверстия, образующие продольные пазы, до или после изготовления отверстия, образующего, направляющую часть канала ствола, подвергаются дополнительной механической доработке, в том числе изменяющей их геометрическую форму.
Также при сверлении отверстий, образующих пазы в канале ствола, возможно незначительное угловое отклонение осей сверления этих отверстий от оси канал ствола, что существенно не повлияет на технический результат. Причем отклонение каждой из осей сверления отверстия, образующего паз в канале ствола, возможно как в случае, когда ось сверления отверстия для паза и ость центрального отверстия, полностью или частично образующего направляющую часть канала ствола, могут принадлежать одной плоскости (пересекающиеся прямые), так и в случае, когда ось сверления отверстия для паза и ось центрального отверстия, полностью или частично образующего направляющую часть канала ствола, не принадлежат одной плоскости (скрещивающиеся прямые). Величина углового отклонения оси сверления отверстия для паза от оси центрального отверстия, определяемая либо по правилам пересекающихся прямых, либо по правилам скрещивающихся прямых, может достигать значения до 15 градусов в зависимости от соотношения диаметра сверления отверстия для паза и размера центрального отверстия, от длины отверстия, предназначенного для паза, от конусности канала направляющей части ствола на участке сверления паза, от прочих геометрических параметров канала ствола.
Изобретения относятся к производству оружия и могут быть использованы при изготовлении ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе из резины, преимущественно путем механической обработки режущими инструментами. Один из вариантов способа изготовления ствола включает выполнение по меньшей мере одного продольного паза, расположенного в канале ствола, при этом в заготовке ствола предварительно сверлят по меньшей мере одно продольное отверстие, предназначенное для образования в канале ствола по меньшей мере одного паза и расположенное продольно каналу ствола со смещением относительно его оси. Затем выполняют отверстие, образующее полностью или частично направляющую часть канала ствола с перекрытием предварительно просверленного по меньшей мере одного отверстия и получением в направляющей части канала ствола по меньшей мере одного продольного паза с поверхностью в виде части цилиндрической поверхности. Второй вариант предусматривает образование направляющей части ствола под углом. Упрощается изготовление канала ствола. 2 н. и 5 з.п. ф-лы, 1 ил.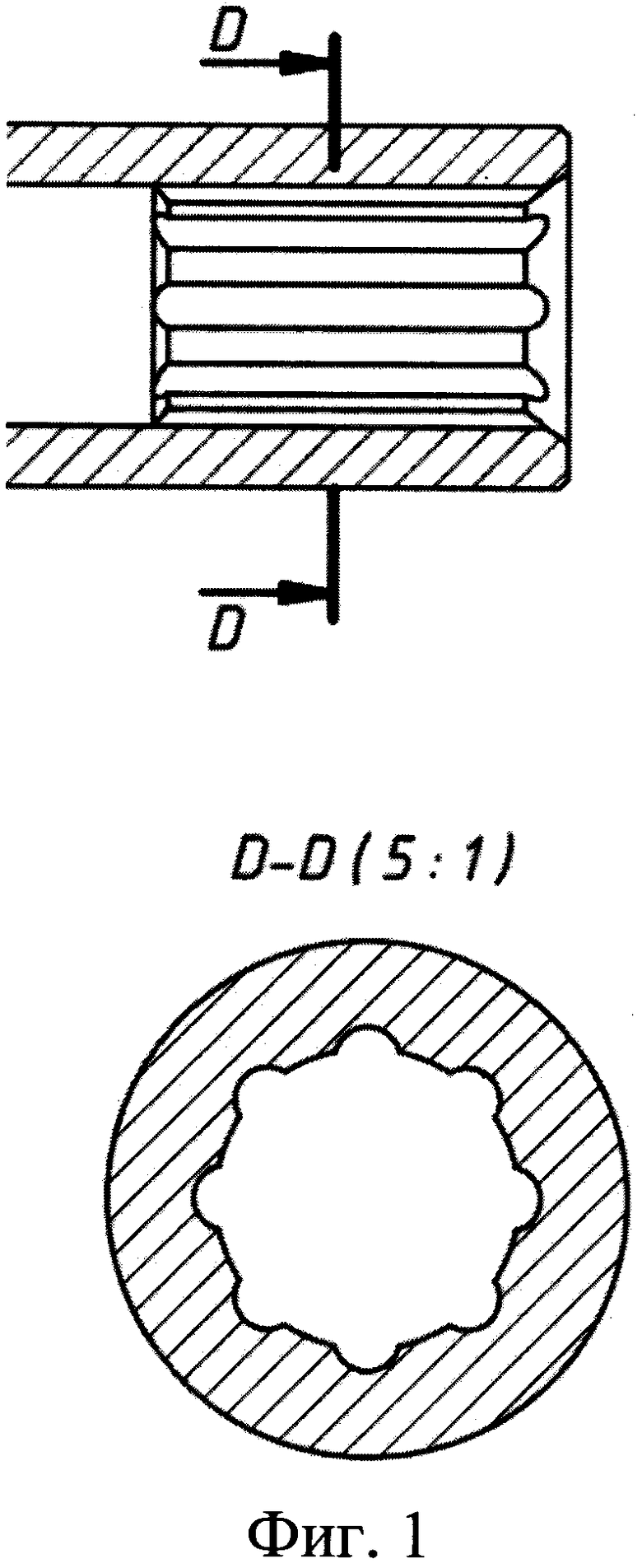
1. Способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, включающий выполнение по меньшей мере одного продольного паза, расположенного в канале ствола, отличающийся тем, что в заготовке ствола предварительно сверлят по меньшей мере одно продольное отверстие, предназначенное для образования в канале ствола по меньшей мере одного паза и расположенное продольно каналу ствола со смещением относительно его оси, а затем выполняют отверстие, образующее полностью или частично направляющую часть канала ствола, с перекрытием предварительно просверленного по меньшей мере одного отверстия и получением в направляющей части канала ствола по меньшей мере одного продольного паза с поверхностью в виде части цилиндрической поверхности.
2. Способ по п. 1, отличающийся тем, что при сверлении указанных продольных отверстий, смещенных относительно оси канала ствола и предназначенных для образования соответствующих продольных каналу ствола пазов, центры указанных отверстий располагают в поперечной каналу ствола плоскости таким образом, что между соседними находящимися в поперечной каналу ствола плоскости лучами, исходящими из центра отверстия, образующего полностью или частично направляющую часть канала ствола, и проходящими через центры отверстий, предназначенных для образования продольных пазов в канале ствола отверстий, обеспечивают одинаковый угол.
3. Способ по п. 1 или 2, отличающийся тем, что при сверлении указанных продольных отверстий, смещенных относительно оси канала ствола и предназначенных для образования соответствующих продольных каналу ствола пазов, центры указанных отверстий располагают таким образом, что каждая из пар центров указанных отверстий расположена в плоскости, поперечной каналу ствола, и лежит на одной прямой, проходящей через центр отверстия, образующего полностью или частично направляющую часть канала ствола.
4. Способ по одному из пп. 1-3, отличающийся тем, что при сверлении указанных продольных отверстий, смещенных относительно оси канала ствола и предназначенных для образования соответствующих продольных каналу ствола пазов, центры указанных отверстий располагают в поперечной каналу ствола плоскости равноудаленно от центра отверстия, образующего полностью или частично направляющую часть канала ствола.
5. Способ по одному из пп. 1-4, отличающийся тем, что он предназначен для изготовления ствола короткоствольного стрелкового оружия для стрельбы пулей, изготовленной из резины.
6. Способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, включающий выполнение по меньшей мере одного паза, расположенного в канале ствола, отличающийся тем, что в заготовке ствола предварительно сверлят по меньшей мере одно отверстие, предназначенное для образования в канале ствола по меньшей мере одного паза и расположенное со смещением относительно его оси, а затем выполняют отверстие, образующее полностью или частично направляющую часть канала ствола, с перекрытием предварительно изготовленного по меньшей мере одного отверстия и получением в направляющей части канала ствола по меньшей мере одного паза с поверхностью в виде части цилиндрической поверхности, при этом обеспечивают величину углового отклонения оси сверления каждого из отверстий для образования соответствующего паза от оси отверстия, полностью или частично образующего направляющую часть канала ствола, в пределах 15 градусов, которую определяют с использованием правил пересекающихся прямых или правил скрещивающихся прямых.
7. Способ по п. 6, отличающийся тем, что он предназначен для изготовления ствола короткоствольного стрелкового оружия для стрельбы пулей, изготовленной из резины.
| Способ восстановления в приемнике частот, отфильтрованных при телефонировании в передатчике | 1934 |
|
SU41033A1 |
| Способ соединения железобетонных плит | 1948 |
|
SU87508A1 |
| Установка для получения металлического магния термическим способом | 1951 |
|
SU99606A1 |
| СПОСОБ УПРАВЛЕНИЯ ОБРАБОТКОЙ СТВОЛОВ АРТИЛЛЕРИЙСКИХ УСТАНОВОК | 2017 |
|
RU2652295C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 1994 |
|
RU2092764C1 |
| Приспособление к системе водяного отопления, предназначенное для устранения возможности сигнализации путем перестукивания | 1930 |
|
SU19762A1 |
| US 20030089014 A1, 15.05.2003. | |||

