Изобретение относится к способам изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, путем механической обработки режущими инструментами, состоящего из одной детали и обеспечивающего существенное падение дульной энергии при стрельбе патроном с металлической пулей. Ствол может быть использован для оружия самообороны.
Известно стрелковое ручное огнестрельное ствольное оружие, предназначенное для стрельбы патроном с пулей, полностью или частично изготовленной из резины, в котором канал ствола последовательно в направлении дульного среза содержит патронник и гладкий и/или нарезной участок, отличающееся тем, что в гладком или нарезном участке расположен дозатор давления пороховых газов, представляющий из себя локальное сужение канала ствола, полностью или частично выполненное в виде соосного или несоосного гладкой или нарезной части ствола цилиндрического отверстия (патент на изобретение RU 2656779 С2, опубл. 03.11.2017 [1]).
Из описания к изобретению следует, что изобретение может применяться не только самостоятельно, но и вместе с другими техническими решениями, обеспечивающими соблюдение также и криминалистических требований МВД РФ в части необеспечения опасного для жизни воздействия при нештатной стрельбе патроном с металлической пулей.
Известен ствол травматического оружия, содержащий закрепленную в нем вставку, в которой выполнены два эксцентрично расположенных цилиндрических отверстия, боковые поверхности которых образуют общую полость, линия пересечения поверхности которой с перпендикулярной осям обеих отверстий плоскостью представляет собой геометрическую фигуру, состоящую из двух дуг окружностей (патент на полезную модель RU 147479 U1, опубл. 10.11.2014 [2]).
Также известен ствол пистолета для стрельбы патронами, снаряженными эластичными снарядами несмертельного действия, который состоит из расположенного в казенной части ствола патронника, за которым установлена втулка с продольным отверстием, образованным путем встречного продольного сверления до пересечения двух продольных отверстий, ось одного из которых эксцентрична оси втулки в диаметральном направлении, при этом внутренние наклонные участки между выступами образованы поверхностями пересечения инструментальных отверстий при сверлении, а внешние сформированы соответствующими конусными поверхностями инструмента соосно каналу ствола, кроме того дульная часть ствола выполнена с продольными ребрами и конусными участками на входе и выходе, отличающийся тем, что за патронником установлены две цилиндрические втулки, оси продольных отверстий которых совпадают с продольной осью ствола, при этом первая втулка выполнена с пуклей на внешней поверхности и образует внутри втулки вогнутую поверхность радиусного профиля, и закреплена в канале ствола штифтом, запрессованным в глухое отверстие втулки, вторая втулка имеет отверстие, внутренний диаметр которого меньше диаметра метательного снаряда, при этом входной и выходной участки втулки выполнены закругленными окружностей (патент на полезную модель RU 141898 U1, опубл. 20.06.2014 [3]).
Технические решения [1], [2], [3] содержат общедоступную информацию, указывающую на уровень техники при изготовлении ствола, предназначенного для стрельбы пулей, полностью или частично изготовленной из резины или другого эластичного материала.
В частности, исходя из описания, чертежей и формулы изобретения к техническому решению [1] следует, что одно цилиндрическое отверстие меньшего диаметра относительно диаметра направляющей части канала ствола, соосное или несоосное направляющей части канала ствола, может быть изготовлено в одной детали со всем стволом, или, по крайней мере, с частью ствола, содержащей часть патронника и/или часть направляющей части канала ствола. Применяя общепринятый в международной патентной практике принцип - «частное порочит общее», очевидно, что такое отверстие может быть изготовлено в одной детали с частью ствола, содержащей полностью патронник и/или полностью направляющую часть канала ствола. Причем, очевидно, что такое отверстие может быть изготовлено с использованием традиционного металлорежущего инструмента: сверла, фрезы, резца, шарошки и т.п.
А технические решения [2], [3], предусматривающую более сложную конструкцию в целях обеспечения достаточного уменьшения дульной энергии при нештатном использовании травматического оружия, а именно при применении патрона с металлической пулей, состоят из нескольких деталей, которые изготавливаются отдельно и собираются после их изготовления. Это является недостатком решений [2], [3]. Технология изготовления усложняется, появляются новые этапы, падает точность изготовления стволов при выпуске партии, уменьшается прочность готового изделия, поскольку оно состоит, по крайней мере, из двух деталей, что отрицательно сказывается уже на штатном применении оружия.
Известны также варианты устройства для стрельбы, включающие в том числе деталь или детали, формирующие полость с отверстием для выхода метаемого снаряжения, например, ствол или часть ствола, обеспечивающую выстрел патроном с упругодеформируемой, например, резиновой пулей (патент на изобретение RU 2265176 С2, опубл. 27.11.2005 [4]).
Недостатками технических решений [4] являются:
технические решения, представленные на фиг. 1, фиг. 3, фиг. 4, фиг. 5, фиг. 6, фиг. 7, фиг. 8 изобретения [4], не могут быть изготовлены в одной детали со стволом при применении традиционного металлорежущего инструмента: сверла, фрезы, резцы, шарошки или другого вращающегося фрезерного или невращающегося токарного инструмента. Изготовление изделий в одной детали со стволом, содержащих такие решения, потребует применения других технологий изготовления, отличных от традиционной токарно-фрезерной обработки, например: ковка, литье, порошковая металлургия, МИМ-технологии и т.п., поскольку в поперечном разрезе канала ствола на участке, содержащем указанные технические решения, имеются линии, образующие углы (см. разрезы А-А на фиг. 1, фиг. 3, фиг. 4, фиг. 5, фиг. 6, фиг. 7, фиг. 8 изобретения [4]). Вращающийся фрезерный инструмент или невращающийся токарный инструмент при осевой подаче, соосной оси канала ствола или под незначительным отклонении от нее, не обеспечит изготовление таких углов во внутренней полости ствола. К тому же, из указанных технологий с точки зрения используемого сырья лишь ковка обеспечивает достаточную прочность ствола при достаточном уровне ударной вязкости, что критически важно при изготовлении стволов стрелкового оружия.
Техническое решение, представленное на фиг. 2 изобретения [4], может быть изготовлено в одной детали со всем стволом, или его частью, но аналогично техническому решению изобретения [1] оно содержит одно несоосное отверстие в направляющей части канала ствола. Не во всех случаях такого решения может быт достаточно для обеспечения приемлемого уровня падения дульной энергии при стрельбе патроном с металлической пулей до безопасного уровня; а при сужения отверстия до уровня, при котором обеспечивается приемлемый уровень падения дульной энергии при стрельбе металлической пулей, существенно ухудшается работа оружия при штатном использовании, т.е. при применении патронов с резиновой пулей.
Существует множество других технических решений для стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из резины или другого эластичного материала. Однако все эти решения при оценки уровня техники именно с точки зрения технологичности их изготовления в одной детали со всем стволом: либо требуют применения технологии, отличной от токарно-фрезерной обработки; либо при выборе технологии изготовления не обеспечивают в достаточной мере баланса необходимых характеристик, как рассмотрено на примере технического решения, представленного на фиг. 2 изобретения [4], либо состоят по крайней мере из двух деталей, как рассмотрено на примере технических решений [2], [3]; либо содержат сужения/расширения в канале ствола, назначение которых отличается от назначения, связанного с существенным падением дульной энергии оружия при стрельбе патроном с металлической пулей.
Например, известны также способы изготовления ствола короткоствольного стрелкового оружия для стрельбы боеприпасами несмертельного действия, заверенные патентами UA 41033 U, опубл. 27.04.2009 [5], и UA 66989 U, опубл. 25.01.2012 [6].
Недостатком известных способов [5] и [6] является то, что после изготовления отверстия, формирующего канал ствола, на боковых поверхностях ствола просверливают или любым иным образом изготавливают сквозные отверстия в районе его центральной части, вставляют поочередно в канал ствола друг за другом обтекаемые вставки и приваривают их со стороны внешней поверхности ствола с последующей обработкой внешней поверхности ствола, что является трудоемким с технологической точки зрения.
Ближайшим аналогом настоящего изобретения является изобретение по патенту № UA 66989 U [6], содержащему следующие общие существенные признаки с настоящим изобретением: способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, при котором в заготовке произвольной формы изготавливают полость патронника способом сверления, растачивания, фрезерования, точения с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны казенной части ствола, или иным способом;
В отличие от способа [6] в предлагаемом изобретении при изготовлении канала ствола короткоствольного стрелкового оружия, полость, образующую часть канала ствола, ограниченную патронником и дульным срезом, частично изготавливают несквозным и непересекающимся сверлением, растачиванием, фрезерованием, точением, или иным способом с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента с двух сторон, со стороны казенной части ствола и со стороны дульной части ствола, а частично изготавливают несквозным, но пересекающимся сверлением, растачиванием, фрезерованием, точением, или иным способом с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента с эксцентрично расположенными относительно друг друга отверстиями, обеспечивающими существенный сброс давления пороховых газов при стрельбе металлической пулей.
Причем последовательность изготовления всех указанных отверстий существенного значения не имеет. Например, можно сначала в полнотелой заготовке изготовить эксцентрично расположенные относительно друг друга отверстия, потом изготовить отверстие, образующее патронник, а затем отверстия, образующие направляющую часть канала ствола со стороны дульного и казенного срезов, или в любой другой последовательности. Каждое из указанных отверстий можно изготавливать в несколько промежуточных этапов. Например, сначала сверлить направляющие отверстия меньшего диаметра, потом рассверливать, или растачивать, или расфрезеровывать их до необходимого размера.
Существенное значение имеет то, что готовый ствол состоит из одной детали и то, что его можно изготовить с использованием легкодоступного токарно-фрезерного инструмента и традиционного фрезерного и токарного оборудования. А при применении фрезерных и токарных обрабатывающих центров с ЧПУ трудозатраты сводятся к минимуму.
Технические результаты: за счет того, что ствол изготавливается в одной детали, упрочняется конструкция ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, что положительно сказывается на эксплуатационных характеристиках готового изделия при штатном использовании, т.е. при стрельбе патроном с пулей, полностью или частично изготовленной из эластичного материала, в том числе резины. При этом обеспечивается существенное снижение дульной энергии при нештатном использовании, т.е. при применении патрона с металлической пулей; а выбранный способ механической обработки, с одной стороны, подразумевает широкий выбор марки материала, например, марки стали в целях оптимального соотношения конечных характеристик, например, соотношения твердости готового изделия к ударной вязкости, с другой стороны, позволяет экономить ресурсы: трудозатраты, затраты на энергию, эксплуатационные расходы, например, расходы на аренду помещений, временные затраты; уменьшается вредное воздействие на экологию.
К частным признакам относятся:
- в процессе изготовления ствола на любом этапе способом сверления, растачивания, фрезерования, точения, или иным способом изготавливают горку патронника, предназначенную для подачи патрона в патронник ствола;
- в процессе изготовления ствола на любом этапе способом сверления, растачивания, фрезерования, точения, или иным способом изготавливают пульный вход, предназначенный для плавного вхождения резиновой пули в направляющую часть канала ствола;
- перед тем, как изготавливается отверстие ствола, частично образующее направляющую часть канала ствола со стороны дульного среза, в заготовке ствола со стороны дульной части предварительно изготавливают со смещением относительно оси канала ствола, как минимум, одно продольное отверстие, предназначенное для образования в канале ствола, как минимум, одного продольного каналу ствола паза методом сверления, растачивания, фрезерования, или иным способом с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны дульной части ствола; таких отверстий в короткоствольном оружии может быть до 20 штук;
- после изготовления отверстия ствола, частично образующего направляющую часть канала ствола со стороны дульной части, ее частично растачивают фрезой или шарошкой или бор-фрезой с обниженным диаметром хвостовика относительно диаметра рабочей части инструмента или расточным токарным резцом, заглубляя обрабатывающий инструмент со стороны дульной части и растачивая ее по круговой, спиральной, овальной или другой сплайновой или комбинированной траектории подачи инструмента;
- в качестве обрабатывающего инструмента, предназначенного для операций сверления, фрезерования применяется инструмент не с традиционной цилиндрической боковой поверхностью, а с конусной или иной поверхностью, отличной от цилиндрической или конусной;
- внутренняя полость ствола или его часть на любом этапе производства дообрабатывается с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента или иным способом обработки, увеличивающим диаметр или глубину полости или ее части или изменяющим ее геометрическую форму, например во внутренней части канала ствола могут быть изготовлены проточки способом электроэррозии или на внутренней части канала ствола со стороны дульной части может быть снята фаска с использованием фрезы или токарного резца;
- внешняя сторона заготовки ствола на любом этапе его изготовления обрабатывается с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента или иным способом обработки;
- на внешней стороне ствола или его заготовке на любом этапе его изготовления фрезеруется или изготавливается иным способом проточка произвольной формы, образующая утончение стенки ствола между внутренней частью полости канала ствола и внешней стороной ствола на участке канала ствола, на котором расположены два несквозных, но пересекающихся эксцентрично расположенных относительно друг друга отверстия;
- изделие на любом этапе изготовления, в том числе до начала обработки или после нее подвергается термической обработке, в том числе закалке и/или отпуску;
- внутренняя полость ствола или его часть на любом этапе производства полируется полировальными валиками или обрабатывается любым другим способом, уменьшающим шероховатость поверхности;
- при осевой подаче фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, ось подачи не обязательно может совпадать с осью канала ствола или быть параллельна ей; осевое отклонение подачи инструмента при изготовлении внутренней полости ствола может достигать значения 15 градусов, определяемого по математическим правилам пересекающихся, либо сращивающихся прямых; тут и далее под осевой подачей инструмента понимается его перемещение по линии, совпадающей с осью перемещаемого инструмента во время обработки ствола или его заготовки или во время подвода инструмента к зоне обработки и от нее;
- радиальная подача фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, при изготовлении внутренней полости ствола может осуществляться не только по круговой, но и спиральной, овальной или другой сплайновой или комбинированной траектории таким образом, что отверстия и полости, формирующие внутреннюю полость ствола могут полностью или частично иметь поверхность, отличную от цилиндрической; тут и далее под радиальной подачей инструмента понимается его перемещение по любой линии, не совпадающей с осью перемещаемого инструмента во время обработки ствола или его заготовки или во время подвода инструмента к зоне обработки и от нее;
- переход к очередному этапу изготовления ствола, выполняют после неполного завершения выполнения предыдущего этапа, а потом завершают выполнение незаконченного этапа.
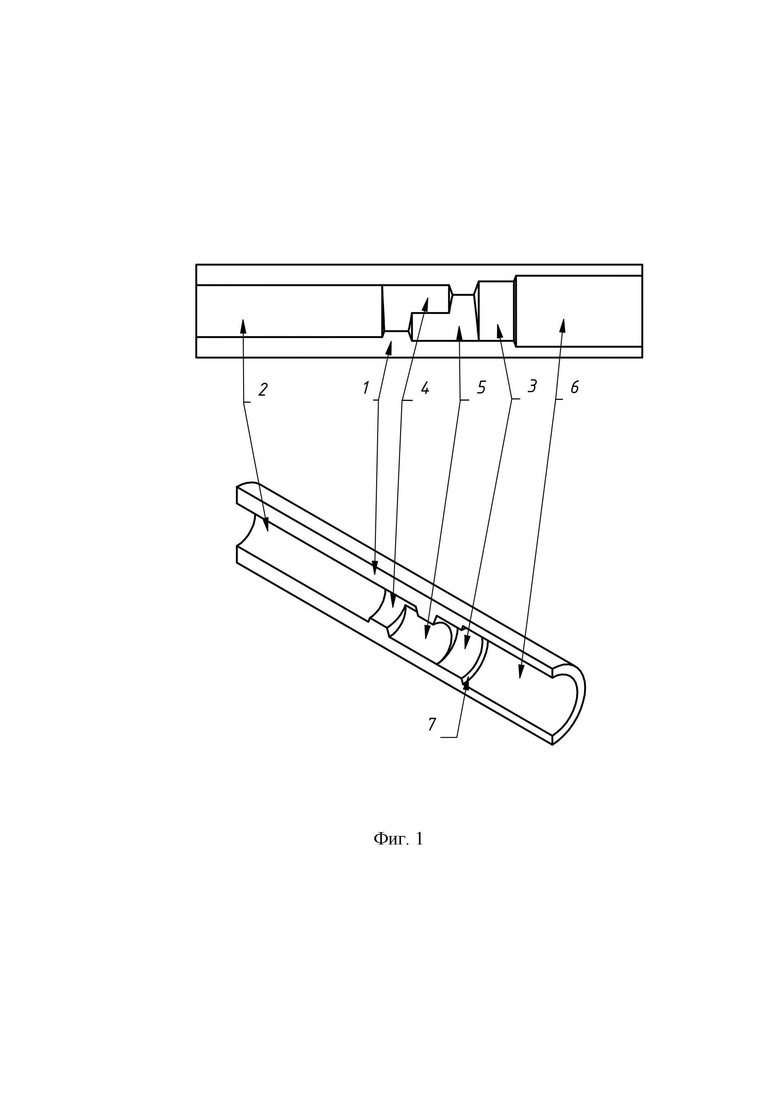
На фиг. 1 представлен вариант ствола короткоствольного стрелкового оружия в разрезе, предназначенного для стрельбы пулей, полностью или частично изготовленной из резины или другого эластичного материала и состоящего из одной детали, после осуществления всех основных этапов обработки, выделенных в качестве общих существенных признаков изобретения.
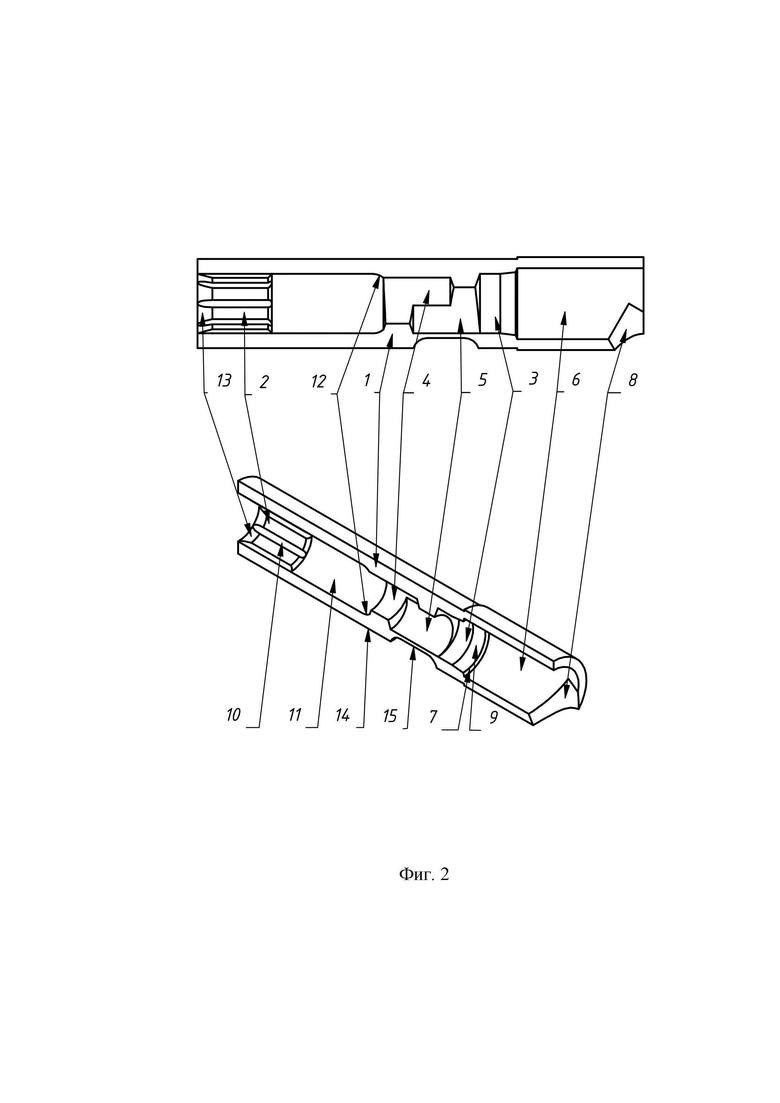
На фиг. 2 представлен вариант ствола короткоствольного стрелкового оружия в разрезе, предназначенного для стрельбы пулей, полностью или частично изготовленной из резины или другого эластичного материала и состоящего из одной детали, после осуществления всех основных этапов обработки, выделенных в качестве общих существенных признаков изобретения, и всех дополнительных этапов его изготовления, выделенных в качестве частных признаков изобретения.
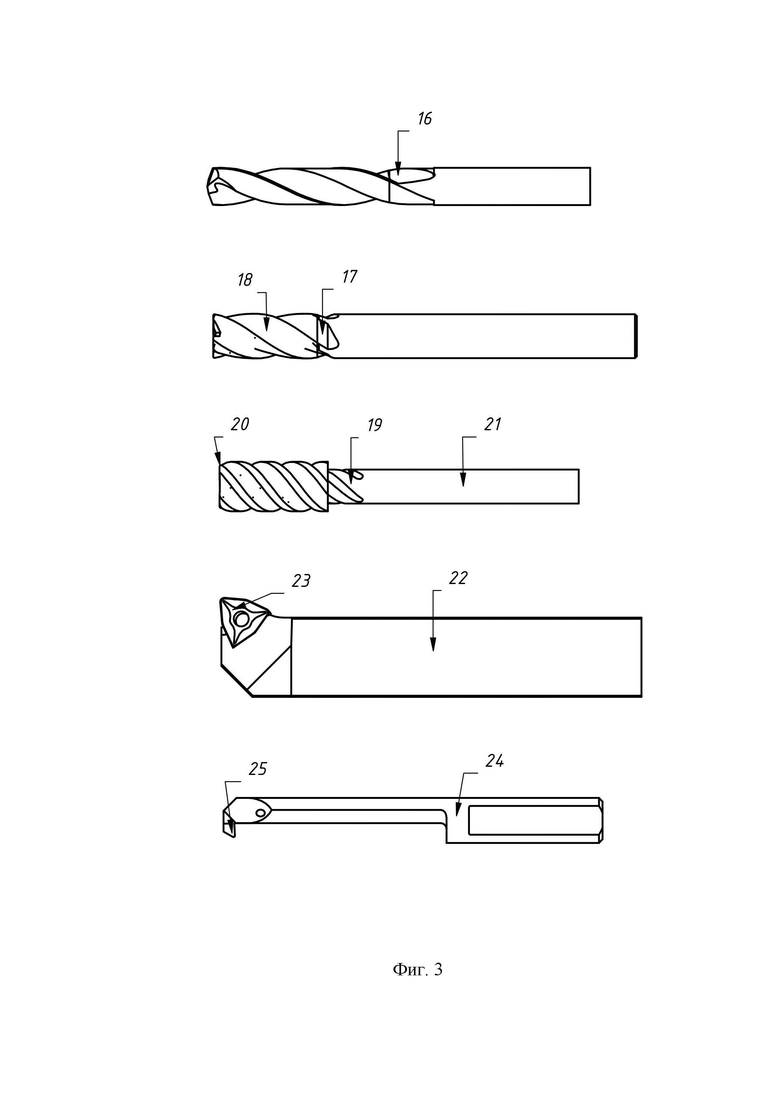
На фиг. 3 представлен неисчерпывающий список токарного, фрезерного и сверлильного инструмента, применяемого при изготовлении ствола.
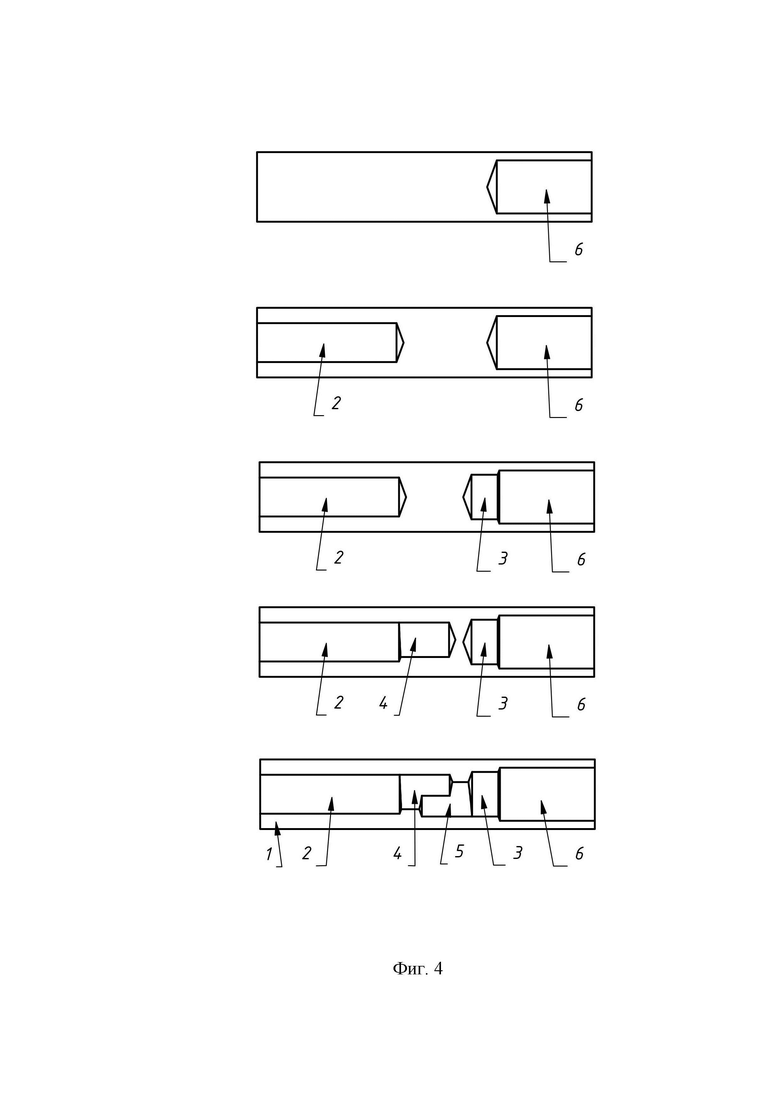
На фиг. 4 представлен один из вариантов из всех возможных вариантов последовательностей этапов изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из резины или другого эластичного материала.
На фиг. 5 представлен другой вариант из всех возможных вариантов последовательностей этапов изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из резины или другого эластичного материала.
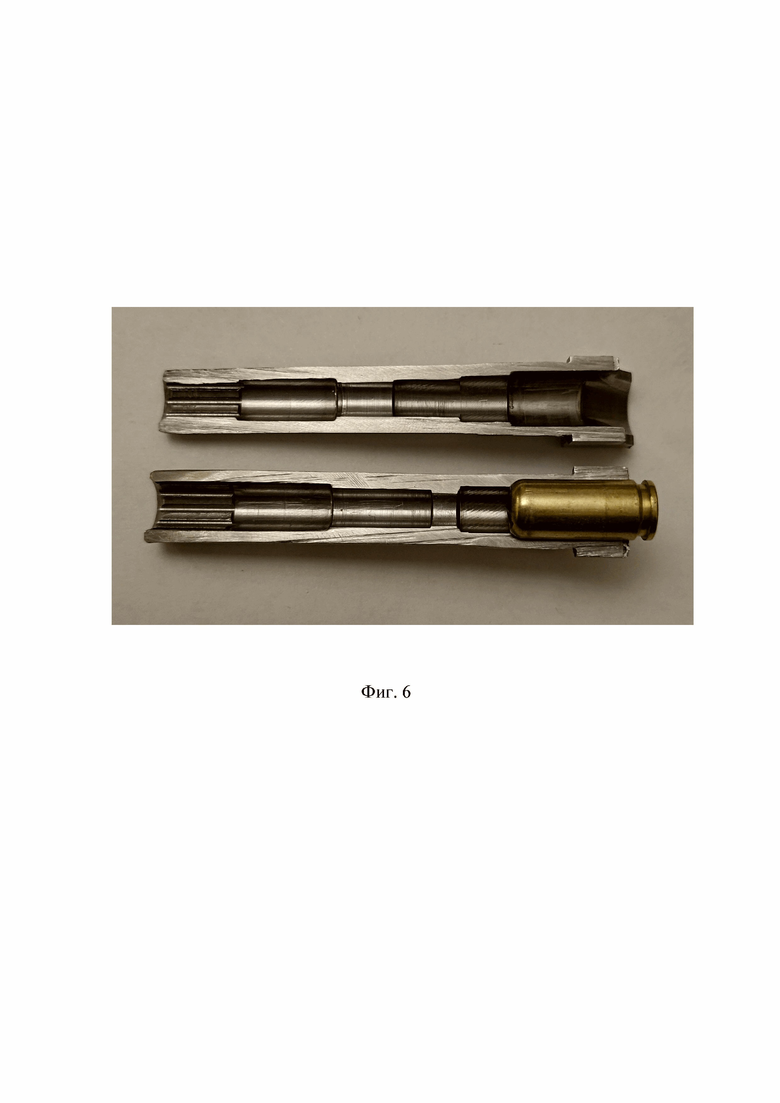
На фиг. 6 представлено фотографическое изображения двух частей одного и того же изготовленного ствола после выполнения продольного разреза; внутренние полости ствола изготовлены фрезерно-сверлильным вращающимся инструментом, а внешняя сторона ствола изготовлена в том числе с использованием токарного невращающегося инструмента.
Расшифровка обозначений к фигурам и пояснения к этапам способа изготовления ствола:
1 - ствол короткоствольного стрелкового оружия в разрезе, предназначенный для стрельбы пулей, полностью или частично изготовленной из резины или другого эластичного материала и состоящий из одной детали;
2 - отверстие, образующее часть канала ствола, ограниченного патронником и дульным срезом, изготовленное несквозным и непересекающимся с отверстием 3, способом сверления, растачивания, фрезерования, точения, или иным способом с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны дульной части ствола;
3 - отверстие, образующее часть канала ствола, ограниченного патронником и дульным срезом, изготовленное несквозным и непересекающимся с отверстием 2, способом сверления, растачивания, фрезерования, точения, или иным способом с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны казенной части ствола;
4 - несквозное, но пересекающееся с отверстием 5 и эксцентрично расположенное относительно него отверстие, изготовленное способом сверления, растачивания, фрезерования, точения, или иным способом с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны дульной части ствола;
5 - несквозное, но пересекающееся с отверстием 4 и эксцентрично расположенное относительно него отверстие, изготовленное способом сверления, растачивания, фрезерования, точения, или иным способом с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны казенной части ствола;
боковые поверхности несквозньгх отверстий 4 и 5 на участке канала ствола, где они пересекаются друг с другом, образуют общую полость, способствующую интенсивному стравливанию пороховых газов при выстреле металлической пулей, т.е. при нештатном применении ствола;
6 - несквозное отверстие, образующее полость патронника, изготовленное способом сверления, растачивания, фрезерования, точения с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны казенной части ствола, или иным способом;
7 - патронный упор/плечо патронника, предназначенное для неподвижного удержания патрона в патроннике перед выстрелом при его запирании в канале ствола; в зависимости от типа применяемого патрона может либо находится в средней части патронника 6, а не его конце, как показано на фиг. 1 и фиг. 2, либо отсутствовать; в случае наличия - относится к полости патронника;
8 - полость горки патронника, предназначенной для подачи патрона в патронник ствола, изготовленная способом сверления, растачивания, фрезерования, точения, или иным способом;
9 - полость пульного входа, предназначенного для плавного вхождения резиновой пули в направляюгдую часть канала ствола, изготовленная способом сверления, растачивания, фрезерования, точения, или иным способом; отнесение этапа изготовления пульного входа к частным признакам изобретения связано с тем, что пульный вход в канале ствола, предназначенного для стрельбы эластичной, в том числе резиновой пулей, может отсутствовать; его отсутствие конструктивно может быть связано, например, с эластичностью метаемого снаряда. Вариант ствола без пульного входа представлен на фиг. 1, где непосредственно за полостью патронника 6, включающей в себя плечо патронника/патронный упор 7 в направлении дульного среза сразу следует полость 3 направляющей части канала ствола; отсутствие пульного входа связано с тем, что резиновая пуля, при выходе из гильзы разжимается и заполняет в поперечном разрезе всю полость 3;
10 - продольные отверстия в количестве от 1 до 20, изготовленные со смещением относительно оси канала ствола, предназначенные для образования в канале ствола продольных каналу ствола пазов методом сверления, растачивания, фрезерования, или иным способом с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны дульной части ствола; указанные отверстия изготавливаются на любом этапе изготовления ствола, но перед тем, как изготавливается отверстие 2 ствола, частично образующее направляющую часть канала ствола со стороны дульной части; отверстия 10 способствуют стравливанию пороховых газов как при выстреле патроном с металлической пулей, так и при дульнозарядном выстреле металлической пулей, т.е. при нештатном использовании ствола;
11 - полость, образованная частично расточенным отверстием 2 на любом этапе изготовления ствола, но после изготовления отверстия 2 методом его частичного растачивания и/или углубления, например, фрезой 19 с обиженным диаметром хвостовика 21 относительно диаметра режущей части инструмента 20 или расточным токарным резцом 24; указанный или подобный указанному обрабатывающий режущий инструмент заглубляется в осевом направлении в предварительно изготовленное отверстие 2 со стороны дульной части ствола и движется в радиальном направлении по круговой, спиральной, овальной, или другой сплайновой или комбинированной траектории; полость 11 способствуют стравливанию пороховых газов как при выстреле патроном с металлической пулей, так и при дульнозарядном выстреле металлической пулей, т.е. при нештатном использовании ствола;
12 - часть полости 11, имеющая форму поверхности, отличной от цилиндрической в результате применения фрезы 21, имеющую поверхность режущей части 20, отличной от цилиндрической, в частности, скругленной на торце; полость 12 формируется при изготовлении полости 11;
13 - частично дообработанная полость 2; изменена ее геометрия, в частности, изготовлена фаска со стороны дульного среза ствола, например, с использованием сверла 16 или иного фрезерного вращающегося или токарного невращающегося инструмента;
14 - внешняя сторона ствола, изготовленная на любом этапе его изготовления с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, например с использованием токарного резца 22;
15 - проточка на внешней стороне ствола или его заготовке, изготовленная на любом этапе его изготовления способом фрезерования или иным способом, образующая утончение стенки ствола между внутренней частью полости канала ствола и внешней стороной ствола на участке канала ствола, на котором расположены два несквозных, но пересекающихся эксцентрично расположенных относительно друг друга отверстия 4 и 5; обнижение стенки может быть необходимо, например, для ее разрыва при выстреле патроном с металлической пулей, т.е. при нештатном использовании ствола, а ее месторасположение обусловлено тем, что на указанном участке канала ствола создается максимальное давление пороховых газов при осуществлении выстрела, потому что канал ствола на этом участке имеет сужение;
16 - сверло со спиральной режущей частью;
17 - концевая фреза с цилиндрической режущей частью 18;
19 - концевая фреза с обиженным диаметром хвостовика 21 относительно диаметра режущей части 20 со скругленным торцом;
22 - токарный резец с режущей частью 23;
24 - расточной токарный резец с режущей частью 25.
На фиг. 4 и на фиг. 5 представлены неисчерпывающие варианты из всех возможных вариантов последовательностей этапов изготовления ствола после осуществления всех основных этапов обработки, выделенных в качестве общих существенных признаков изобретения. Представленные на фиг. 4 и фиг. 5 варианты последовательностей этапов изготовления ствола выполняются поочередно сверху вниз, но перед началом изготовления ствола изготавливается заготовка произвольной формы.
Отверстия 2, 3, 4, 5, 6 можно изготавливать в любой последовательности выполнения этапов. А каждый этап изготовления указанных отверстий можно осуществлять в несколько промежуточных этапов. Например, сначала сверлить направляющие отверстия меньшего диаметра, потом рассверливать, или растачивать, или расфрезеровывать их до необходимых размеров, в том числе придавая цилиндрическому отверстию овальную форму.
Переход к очередному этапу изготовления ствола, можно выполнять после неполного завершения выполнения предыдущего этапа, а потом завершать выполнение незаконченного этапа.
Например, можно сверлить сверлом 16 отверстие 2 не до конечной глубины, затем фрезеровать дно незаконченного отверстия 2 фрезой 17 или фрезой 19 по спиральной траектории, придавая дну отверстия плоскую форму в целях избегания увода сверла в сторону при изготовлении отверстия 4 на другом этапе изготовления ствола, потом переходить к другому этапу и сверлить сверлом 16 в плоском дне незаконченного отверстия 2 отверстие 4, после чего снова возвращаться к изготовлению отверстия 2 и досверливать его до конечной глубины или изготавливать в нем полость 11 фрезой 19 с обиженным диаметром хвостовика 21 относительно диаметра режущей части инструмента 20 или расточным токарным резцом 24.
Этапы изготовления ствола, выделенные в качестве общих существенных признаков изобретения, могут чередоваться с этапами, выделенными в качестве частных признаков изобретения.
На фиг. 2 представлен вариант ствола короткоствольного стрелкового оружия в разрезе, после осуществления всех основных этапов обработки и всех дополнительных этапов его изготовления, выделенных в качестве частных признаков изобретения, однако, каждый из этапов обработки, выделенных в качестве частных признаков изобретения, может выполнятся или не выполнятся при изготовлении ствола. Последовательность выполнения этапов, выделенных в качестве частных признаков изобретения, указана в пояснениях к фигурам выше.
При выполнении этапов изготовления ствола, выделенных в качестве частных признаков изобретения, переход к очередному этапу изготовления ствола также можно выполнять после неполного выполнения предыдущего этапа, а потом завершать выполнение незаконченного этапа.
Например, выполняя любой из этапов, представленных на фиг. 4 и на фиг. 5, можно прервать его выполнение, не закончив все необходимые операции по изготовлению какого-либо из отверстий 2, 3, 4, 5, 6, затем выполнить закалку изделия, а затем вернуться в завершению прерванного этапа, или начать другой этап, а уже потом вернуться к завершению прерванного, после чего можно снова вернуться к термической обработке и выполнить отпуск изделия.
Также важно отметить, что во время изготовления отверстий 2, 3, 4, 5, 6, 10, а также полостей 9, 11, 12, 13 при осевой подаче фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, ось подачи не обязательно может совпадать с осью канала ствола или быть параллельна ей. Осевое отклонение подачи инструмента при изготовлении указанных отверстий и полостей от оси канала ствола может достигать значения 15 градусов, определяемого по математическим правилам пересекающихся либо сращивающихся прямых.
Что касается радиальной подачи указанного инструмента, то такая подача при изготовлении отверстий 2, 3, 4, 5, 6, 10, а также полостей 9, 11, 12, 13 может осуществляться не только по круговой, но и спиральной, овальной, или другой сплайновой или комбинированной траектории таким образом, что поверхность указанных отверстий и полостей полностью или частично будет иметь форму, отличную от цилиндрической.
Промышленная применимость изобретения подтверждена на производственной базе ЗАО «ТЕХНОАРМС», г. Москва. На фиг. 6 представлено фотографическое изображения изготовленного ствола в разрезе в виде двух разделенных половин. Все внутренние полости ствола изготовлены фрезерным и сверлильным вращающимся инструментом, а внешняя сторона ствола изготовлена в том числе с использованием токарного невращающегося инструмента. На поверхностях ствола присутствуют микроследы от инструмента, свидетельствующие о способе изготовления. Заготовка ствола шестигранной формы в поперечном разрезе подвергнута термообработке, патронник отполирован.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА КОРОТКОСТВОЛЬНОГО СТРЕЛКОВОГО ОРУЖИЯ, ПРЕДНАЗНАЧЕННОГО ДЛЯ СТРЕЛЬБЫ ПУЛЕЙ, ПОЛНОСТЬЮ ИЛИ ЧАСТИЧНО ИЗГОТОВЛЕННОЙ ИЗ РЕЗИНЫ ИЛИ ДРУГОГО ЭЛАСТИЧНОГО МАТЕРИАЛА | 2019 |
|
RU2732026C1 |
| СТРЕЛКОВОЕ РУЧНОЕ ОГНЕСТРЕЛЬНОЕ СТВОЛЬНОЕ ОРУЖИЕ | 2016 |
|
RU2656779C2 |
| Ствол стрелкового оружия (варианты) | 2018 |
|
RU2683212C1 |
| Стрелковое ручное огнестрельное ствольное оружие | 2022 |
|
RU2795340C1 |
| ТРАВМАТИЧЕСКИЙ ПАТРОН | 2007 |
|
RU2348892C1 |
| СПОСОБ СТРЕЛЬБЫ УЧЕБНО-ТРЕНИРОВОЧНЫМ ПАТРОНОМ ИЗ СТВОЛЬНОГО КРУПНОКАЛИБЕРНОГО ОРУЖИЯ И УЧЕБНО-ТРЕНИРОВОЧНЫЙ ПАТРОН ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2006 |
|
RU2326333C2 |
| Автоматическая винтовка с инерционно-ударным газовым поршнем | 2022 |
|
RU2787061C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 2010 |
|
RU2419757C1 |
| СПОСОБ СТРЕЛЬБЫ МАРКИРУЮЩИМИ ПАТРОНАМИ ИЗ САМОЗАРЯДНОГО ОРУЖИЯ И СТРЕЛКОВЫЙ КОМПЛЕКС, РЕАЛИЗУЮЩИЙ ЕГО | 2020 |
|
RU2746003C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА АРТИЛЛЕРИЙСКОГО ОРУДИЯ | 1999 |
|
RU2164202C2 |

Изобретение относится к способам изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, преимущественно путем механической обработки режущими инструментами. При изготовлении ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, в заготовке ствола произвольной формы изготавливают полость патронника способом сверления, растачивания, фрезерования, точения с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны казенной части ствола. Ствол после всех этапов обработки состоит из одной детали. Полость, образующую часть канала ствола, ограниченную патронником и дульным срезом, изготавливают посредством изготовления двух несквозных и непересекающихся друг с другом отверстий, одного - с подачей инструмента со стороны казенной части ствола, а другого - с подачей инструмента со стороны дульной части ствола, а также посредством изготовления еще двух несквозных, но пересекающихся друг с другом эксцентрично расположенных относительно друг друга отверстий, одного - с подачей инструмента со стороны казенной части ствола, а другого - с подачей инструмента со стороны дульной части ствола. Все указанные отверстия полости, образующей часть канала ствола, ограниченной патронником и дульным срезом, изготавливают способом сверления, растачивания, фрезерования, или точения с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента. Последовательность изготовления всех вышеуказанных отверстий и образуемых ими полостей, включая полость патронника, выбирают в произвольном порядке. Технические результаты: за счет того, что ствол изготавливается в одной детали, упрочняется конструкция ствола, что положительно сказывается на эксплуатационных характеристиках готового изделия при штатном использовании, т.е. при стрельбе патроном с пулей, полностью или частично изготовленной из эластичного материала, в том числе резины. Обеспечивается существенное снижение дульной энергии при нештатном использовании, т.е. при применении патрона с металлической пулей. 13 з.п. ф-лы, 6 ил.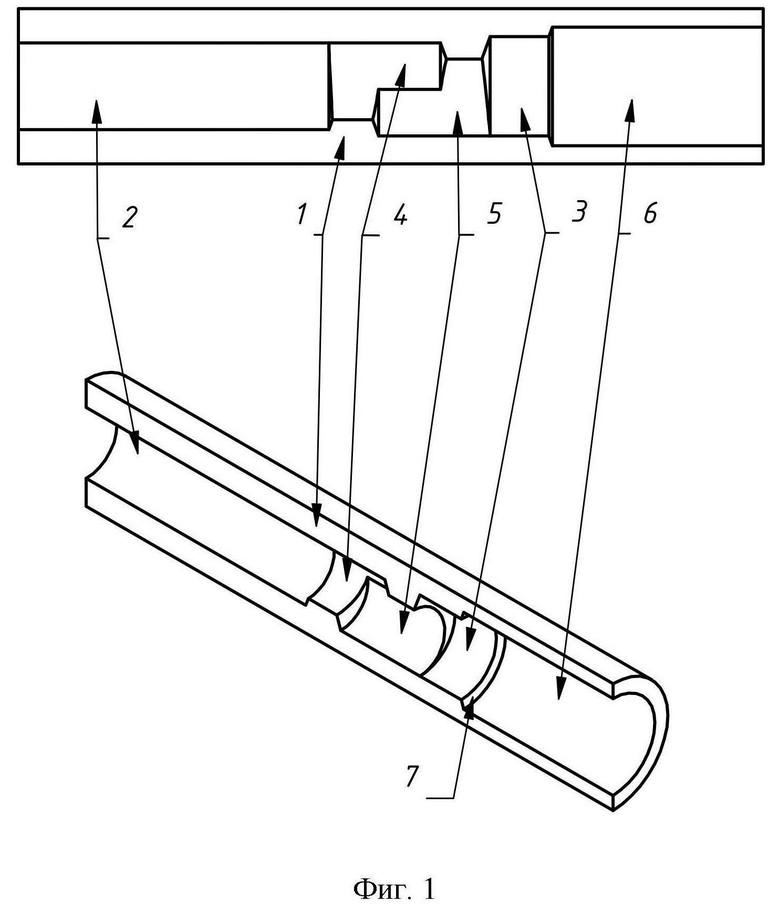
1. Способ изготовления ствола короткоствольного стрелкового оружия, предназначенного для стрельбы пулей, полностью или частично изготовленной из эластичного материала, в том числе резины, при котором в заготовке ствола произвольной формы изготавливают полость патронника способом сверления, растачивания, фрезерования, точения с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны казенной части ствола, отличающийся тем, что ствол после всех этапов обработки состоит из одной детали, а полость, образующую часть канала ствола, ограниченную патронником и дульным срезом, изготавливают посредством изготовления двух несквозных и непересекающихся друг с другом отверстий, одного - с подачей инструмента со стороны казенной части ствола, а другого - с подачей инструмента со стороны дульной части ствола, а также посредством изготовления еще двух несквозных, но пересекающихся друг с другом эксцентрично расположенных относительно друг друга отверстий, одного - с подачей инструмента со стороны казенной части ствола, а другого - с подачей инструмента со стороны дульной части ствола, при этом все указанные отверстия полости, образующей часть канала ствола, ограниченной патронником и дульным срезом, изготавливают способом сверления, растачивания, фрезерования или точения с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, а последовательность изготовления всех вышеуказанных отверстий и образуемых ими полостей, включая полость патронника, выбирают в произвольном порядке.
2. Способ по п. 1, отличающийся тем, что на любом этапе изготовления ствола способом сверления, растачивания, фрезерования или точения изготавливают горку патронника, предназначенную для подачи патрона в патронник ствола.
3. Способ по п. 1 или 2, отличающийся тем, что на любом этапе изготовления ствола способом сверления, растачивания, фрезерования или точения изготавливают пульный вход, предназначенный для плавного вхождения эластичной, в том числе резиновой пули в направляющую часть канала ствола.
4. Способ по любому из пп. 1-3, отличающийся тем, что на любом этапе изготовления ствола, но перед изготовлением в ограниченной патронником и дульным срезом полости ствола и изготовляемого с подачей обрабатывающего инструмента со стороны дульной части ствола несквозного отверстия изготавливают продольные отверстия в количестве от 1 до 20 со смещением относительно оси канала ствола, предназначенные для образования в канале ствола продольных каналу ствола пазов, методом сверления, растачивания или фрезерования с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, подаваемого со стороны дульной части ствола.
5. Способ по любому из пп. 1-4, отличающийся тем, что на любом этапе изготовления ствола, но после изготовления в ограниченной патронником и дульным срезом полости ствола и изготовляемого с подачей обрабатывающего инструмента со стороны дульной части ствола несквозного отверстия это отверстие частично растачивают фрезой или подобным инструментом с обниженным диаметром хвостовика относительно диаметра рабочей части инструмента или расточным токарным резцом, подавая обрабатывающий инструмент со стороны дульной части и растачивая указанное отверстие по круговой, спиральной, овальной, сплайновой траектории.
6. Способ по любому из пп. 1-5, отличающийся тем, что в качестве обрабатывающего инструмента, предназначенного для операций сверления, фрезерования применяется инструмент с конусной поверхностью режущей части.
7. Способ по любому из пп. 1-6, отличающийся тем, что внутренняя полость ствола или ее часть на любом этапе производства дообрабатывается с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента, увеличивающего диаметр полости, ее глубину или полностью или частично изменяющего ее геометрическую форму.
8. Способ по любому из пп. 1-7, отличающийся тем, что внешняя сторона заготовки ствола на любом этапе его изготовления обрабатывается с применением фрезерно-сверлильного вращающегося или токарного невращающегося инструмента.
9. Способ по любому из пп. 1-8, отличающийся тем, что на внешней стороне ствола или его заготовки на любом этапе изготовления ствола фрезеруется проточка произвольной формы, образующая утончение стенки ствола между внутренней частью полости канала ствола и внешней стороной ствола на участке канала ствола, на котором расположены два несквозных, но пересекающихся эксцентрично расположенных относительно друг друга отверстия.
10. Способ по любому из пп. 1-9, отличающийся тем, что ствол или его заготовка на любом этапе изготовления, в том числе до начала обработки или после нее подвергается термической обработке, в том числе закалке и/или отпуску.
11. Способ по любому из пп. 1-10, отличающийся тем, что внутренняя полость ствола или ее часть на любом этапе изготовления полируется полировальными валиками, уменьшающими шероховатость поверхности.
12. Способ по любому из пп. 1-11, отличающийся тем, что при изготовлении внутренней полости ствола или ее части на любом этапе изготовления ствола осевое отклонение подачи фрезерно-сверлильного вращающегося или токарного невращающегося инструмента от оси канала ствола составляет значение, принадлежащее диапазону от 0 до 15 градусов, определяемое по математическим правилам пересекающихся либо сращивающихся прямых.
13. Способ по любому из пп. 1-12, отличающийся тем, что при изготовлении внутренней полости ствола или ее части на любом этапе изготовления ствола радиальная подача фрезерно-сверлильного вращающегося или токарного невращающегося инструмента может осуществляться не только по круговой, но и по спиральной, овальной, сплайновой траектории, таким образом, что поверхность обработанной полости, формирующая внутреннюю полость ствола, будет полностью или частично отличаться от цилиндрической.
14. Способ по любому из пп. 1-13, отличающийся тем, что переход к очередному этапу изготовления ствола выполняют после неполного завершения выполнения предыдущего этапа, а потом завершают выполнение незаконченного этапа.
| Сборное здание | 1941 |
|
SU66989A1 |
| УСТРОЙСТВО ДЛЯ СТРЕЛЬБЫ (ВАРИАНТЫ) | 2003 |
|
RU2265176C2 |
| СТВОЛ ДЛЯ СТРЕЛЬБЫ ПУЛЯМИ С УПРУГИМИ ЭЛЕМЕНТАМИ | 2008 |
|
RU2374589C1 |
| СТРЕЛКОВОЕ РУЧНОЕ ОГНЕСТРЕЛЬНОЕ СТВОЛЬНОЕ ОРУЖИЕ | 2016 |
|
RU2656779C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТВОЛА КОРОТКОСТВОЛЬНОГО СТРЕЛКОВОГО ОРУЖИЯ, ПРЕДНАЗНАЧЕННОГО ДЛЯ СТРЕЛЬБЫ ПУЛЕЙ, ПОЛНОСТЬЮ ИЛИ ЧАСТИЧНО ИЗГОТОВЛЕННОЙ ИЗ РЕЗИНЫ ИЛИ ДРУГОГО ЭЛАСТИЧНОГО МАТЕРИАЛА | 2019 |
|
RU2732026C1 |
| СТРИГАЛЬНОЙ МАШИНКИ | 0 |
|
SU147479A1 |
| US 5782030 A1, 21.07.1998 | |||
| СИСТЕМА СТАБИЛИЗАЦИИ ЧАСТОТЫ ПЕРЕСТРАИВАЕМОГО КРИОГЕННОГО ГЕНЕРАТОРА | 2011 |
|
RU2450435C1 |
| DE 202005005678 U1, 16.06.2005. | |||
