Изобретение относится к оборонной технике и может быть использовано для взрывного формирования методом выворачивания облицовки удлиненного поражающего элемента, пробивающего бронированную технику.
В снарядоформирующих устройствах применяют облицовки малого прогиба, работающие по принципу выворачивания, с целью создания удлиненного поражающего элемента [1, с 433]. Известная облицовка, выполненная в виде сферического сегмента, работает по принципу выворачивания, и формирует удлиненный элемент, имеющий кормовую коническую часть. Коническая кормовая часть позволяет стабилизировать в полете удлиненный элемент. Однако недостатком технического решения является высокое сопротивление элемента из-за конического раструба, приводящее к снижению скорости элемента при подлете к преграде, а, следовательно, к снижению его пробивной способности.
Наиболее близким техническим решением является выбранная нами в качестве прототипа облицовка, описанная в известном решении [2]. В известном техническом решении облицовка выполняется в виде сферического сегмента с понижением толщины в радиальном и окружном направлениях от центра к периферии. Облицовка, выполненная по известному решению, позволяет образовать складки, обеспечивающие снижение сопротивление кормовой части при полете удлиненного элемента. Однако выполнение обнижения в предлагаемом решении на отштампованной облицовке сложно в изготовлении. Трудно провести контроль обнижения. Кроме того, складки на удлиненном элементе образуются практически от носка элемента, что негативно сказывается на пробивном действии, чему способствует также приближение координат центра давления к носку головной части элемента, а, следовательно, к ухудшению стабилизации элемента в полете.
Для решения поставленной задачи в известном техническом решении в облицовке сферической формы малого прогиба для снарядоформирующего устройства выполняют изменения толщины в радиальном и окружном направлениях, для получения складчатого стабилизатора в полете, которые реализуют на плоской заготовке между вершинами правильного многоугольника, вписанного в контур плоской заготовки, а сами изменения толщины выполняют в виде занижений, имеющих форму плоскостей наклоненных к плоскости заготовки.
Предложенное техническое решение позволяет получить складчатый стабилизатор только в кормовой части удлиненного элемента, что позволяет снизить аэродинамическое сопротивление кормовой части, сместить центр давления от носка удлиненного элемента к корме, что повышает стабилизацию элемента в полете. Кроме того, конструкция элемента становится технологичной.
Сущность технического решения поясняется чертежом, где показано:
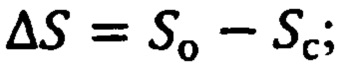
- на фиг. 1 вид сверху на плоскую заготовку оболочки;
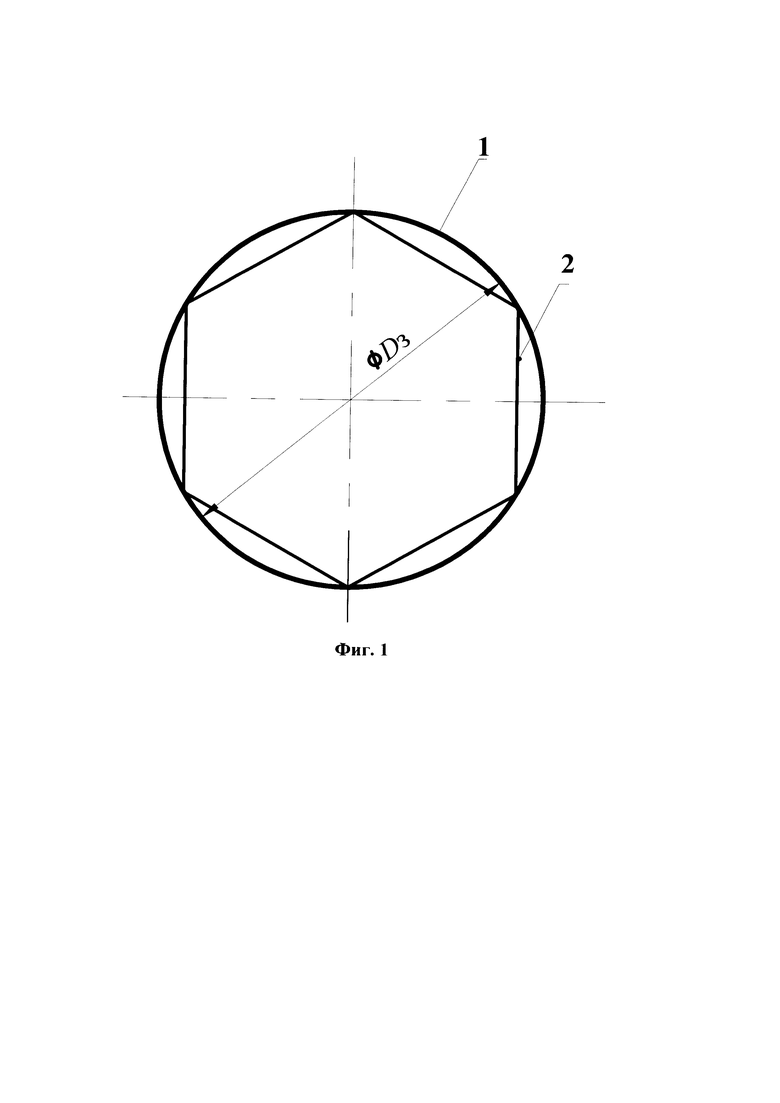
- на фиг. 2 плоская заготовка в разрезе;
- на фиг. 3 съем металла в виде ступеньки;
- на фиг. 4 удлиненный элемент с конической кормовой частью;
- на фиг. 5 удлиненный элемент со складками в кормовой части;
- на фиг. 6 удлиненный элемент с разрушением по выступам и впадинам на складках.
Согласно предложенному техническому решению для образования сферической облицовки малого прогиба с занижениями, в плоскую заготовку толщиной So вписывают равносторонний многоугольник 1 (см. фиг. 1) вершины, которого соприкасаются с наружным контуром плоской заготовки диаметр, которой Do. На сторонах правильного многоугольника 2 осуществляют занижение толщины заготовки в направлении к ее периферии, т.е. к наружному контуру заготовки диаметром 1 Do, (см. фиг. 1). Занижение может быть выполнено известными методами формоизменения механической, электрохимической, электрофизической, химической обработками и методами пластического деформирования. Последующая штамповка обеспечивает формирование контура облицовки. Выворачивание облицовки в снарядоформирующем устройстве при взрыве позволяет получить удлиненный элемент со складчатой кормовой частью, (см. фиг. 3). Выполнение занижения в плоской заготовке по наклонной плоскости от сторон вписанного правильного многогранника к внешнему контуру заготовки позволяет помимо выше сказанного, повысить технологичность облицовки, т.к. съем металла реализуется по плоскости. Относительная величина съема металла на торце заготовки  где ΔS - величина максимального съема металла на наружном контуре заготовке, находится в пределах от 0,05 до 0,3. Оперировать величиной съема ΔS неудобно, см. фиг. 2, т.к. ее сложно замерить, поэтому заменим ее минимальной толщиной металла на торце заготовки Sc, для этого воспользуемся выражениями:
где ΔS - величина максимального съема металла на наружном контуре заготовке, находится в пределах от 0,05 до 0,3. Оперировать величиной съема ΔS неудобно, см. фиг. 2, т.к. ее сложно замерить, поэтому заменим ее минимальной толщиной металла на торце заготовки Sc, для этого воспользуемся выражениями:
Откуда Sc=So-ΔS, разделим выражение на So, это позволит перейти к безразмерному виду:

Как показали эксперименты если относительная толщина  больше 0,95, то складки мало выражены или практически не образуются, происходит формирование конического стабилизатора. В случае относительной толщины меньшей 0,7 происходит образование резких - заостренных складок с продольным разрушением по вершинам и впадинам. Угол наклона плоскости, по которой происходит изменение толщины заготовки, может находиться в пределах α≥0. Если угол наклона α=0, то изменение толщины вырождается в ступеньку (см. фиг. 3).
больше 0,95, то складки мало выражены или практически не образуются, происходит формирование конического стабилизатора. В случае относительной толщины меньшей 0,7 происходит образование резких - заостренных складок с продольным разрушением по вершинам и впадинам. Угол наклона плоскости, по которой происходит изменение толщины заготовки, может находиться в пределах α≥0. Если угол наклона α=0, то изменение толщины вырождается в ступеньку (см. фиг. 3).
В качестве примера рассмотрим низкопрофильную облицовку в виде сферического сегмента радиусом Ro равным 50 мм, высотой H равной 10 мм и толщиной - 2 мм. В соответствии с равенством площадей сферического сегмента и круглой плоской заготовки определяем диаметр заготовки, зависимостями, представлены в [3]:



Вписываем в плоскую заготовку диаметром 63 мм правильный многоугольник, например, шестиугольник. Вершины шестиугольника должны касаться наружного диаметра заготовки. В соответствии с ранее указанным диапазоном устанавливаем минимальную толщину заготовки на внешнем контуре

Принимаем, что минимальная толщина на наружном диаметре заготовки равна 1,6 мм. Далее снимаем слой металла со сторон многоугольника по плоскости, наклоненной к внешнему контуру заготовки, (см. фиг. 3). Съем металла может быть осуществлен, например, шлифованием, таким образом, чтобы минимальная толщина на внешнем контуре заготовки равнялась 1,6 мм. После чего полученную заготовку со снятым металлом штампуют до образования сферического облицовки с радиусом 50 мм и высотой сегмента равной 10 мм. Такая облицовка способствует образованию удлиненного элемента со складчатой кормовой частью, обеспечивает снижение аэродинамического сопротивления, а также повышается технологичность облицовки.
1. Боеприпасы, т. 1 под общей редакцией В.В. Селиванова, М.: Издательство МГТУ им. Н.Э. Баумана, 2016. 506 с.
2. Patent US №4590861 / Horst Georg Buqiel, Insert for a projectile forming charge. 05.27.1986.
3. В.П. Романовский В.П. Справочник по холодной штамповке. Л.: Машиностроение, 1979 г. 520 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| Облицовка для снарядоформирующего устройства | 2018 |
|
RU2707000C1 |
| Снарядоформирующее устройство | 2019 |
|
RU2732165C1 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2016 |
|
RU2622566C1 |
| ОБЛИЦОВКА СНАРЯДОФОРМИРУЮЩЕГО ЗАРЯДА | 2012 |
|
RU2522717C1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ, ФОРМОВКИ И ПРАВКИ ДЕТАЛИ С РЕБРАМИ ЖЕСТКОСТИ (ВАРИАНТЫ) | 2013 |
|
RU2545875C2 |
| Боевая часть с избирательным способом поражения | 2023 |
|
RU2820411C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СНАБЖЕННОГО С ОБЕИХ СТОРОН ПОКРЫВАЮЩИМИ СЛОЯМИ СЕРДЕЧНИКОВОГО КОМПОЗИТА | 2009 |
|
RU2469861C2 |
| ВЗРЫВНОЙ ЗАРЯД | 2007 |
|
RU2434197C2 |
| Складчатое покрытие | 1977 |
|
SU732468A1 |
| КАВИТИРУЮЩИЙ СЕРДЕЧНИК | 2006 |
|
RU2316718C1 |
Изобретение относится к оборонной технике и может быть использовано для взрывного формирования методом выворачивания облицовки удлиненного поражающего элемента, пробивающего бронированную технику. Облицовка для снарядоформирующего устройства выполнена в виде отштампованного из плоской заготовки сферического сегмента малого прогиба с измененной толщиной в радиальном и окружном направлениях для получения складчатой кормовой части удлиненного элемента. С целью повышения устойчивости его в полете, за счет смещения складок к корме, изменение толщины выполняют между вершинами вписанного в контур плоской заготовки правильного многоугольника и внешним контуром заготовки. Поверхности изменения толщины имеют форму плоскости, наклоненной к плоскости заготовки. Изобретение позволяет снизить аэродинамическое сопротивление кормовой части, сместить центр давления от носка удлиненного элемента к корме, что повышает стабилизацию элемента в полете. Конструкция элемента становится технологичной. 6 ил.
Облицовка для снарядоформирующего устройства, выполненная в виде отштампованного из плоской заготовки сферического сегмента малого прогиба с измененной толщиной в радиальном и окружном направлениях для получения складчатой кормовой части удлиненного элемента, отличающаяся тем, что с целью повышения устойчивости его в полете, за счет смещения складок к корме, изменение толщины выполняют между вершинами вписанного в контур плоской заготовки правильного многоугольника и внешним контуром заготовки, а сами поверхности изменения толщины имеют форму плоскости, наклоненной к плоскости заготовки.
| US 4590861 A, 27.05.1986 | |||
| КУМУЛЯТИВНЫЙ ЗАРЯД | 1993 |
|
RU2079095C1 |
| КУМУЛЯТИВНЫЙ ЗАРЯД | 2002 |
|
RU2239150C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОК СФЕРИЧЕСКОЙ ФОРМЫ | 2003 |
|
RU2261770C1 |
| СНАРЯДОФОРМИРУЮЩИЙ ЗАРЯД | 2016 |
|
RU2622566C1 |
| US 3371605 А1, 05.03.1968 | |||
| Устройство для протягивания | 1975 |
|
SU543072A1 |
| ЭЛЕКТРИЧЕСКИЙ КОНДЕНСАТОР ПЕРЕМЕННОЙ ЕМКОСТИ | 1927 |
|
SU9933A1 |

