Изобретение относится к способу изготовления сердечникового композита со снабженным с обеих сторон покрывающими слоями складчатым ячеистым сердечником, причем складчатый ячеистый сердечник имеет проходящие параллельно покрывающим слоям дренажные каналы.
В самолетостроении отдельные фюзеляжные сэндвичные CFK-отсеки (отсеки из композиционного материала на углеводородной основе) изготавливаются способом намотки. Используемые для этого сердечниковые композиты образованы сотовыми сердечниками с малообъемными ячейками, чтобы избежать продавливания нанесенных покрывающих слоев в зоне сот и обусловленных этим, в частности, структурных, аэродинамических и оптических дефектов.
Такие малоячеистые сотовые сердечники не подходят для намотки цельных фюзеляжных секций современных аэробусов. Во-первых, у используемых сотовых сердечников отсутствует дренажная способность. За счет этого проникающая в сердечниковый композит и/или возникающая внутри него конденсационная влага может привести к значительным повреждениям, например процессам замерзания на больших высотах полета, которые могут существенно нарушить структурную прочность в повседневной летной эксплуатации. Во-вторых, малообъемные ячеистые структуры сотовых сердечников увеличивают массу. Кроме того, с помощью сотовых сердечников по отношению к воздействующим параллельно покрывающим слоям нагрузкам трудно установить анизотропные свойства, так что отвечающее потоку нагрузки выполнение традиционно образованных сотовыми сердечниками сердечниковых композитов возможно лишь в очень узких пределах, если вообще возможно.
Здесь помощь могут оказать дренажные складчатые сотовые сердечники со сплошными каналами. Каналы обеспечивают быстрый и надежный отвод влаги. Далее, например, трапециевидное или зигзагообразное направление каналов обеспечивает лучшее по сравнению с сотовыми сердечниками в отношении потока нагрузки выполнение складчатых сотовых сердечников. Кроме того, такие складчатые сотовые сердечники выполняются одно- или двукратно искривленными, так что могут изготавливаться, в принципе, полные фюзеляжные секции или, по меньшей мере, оболочковые сегменты для соединения фюзеляжных секций с образованием нескольких продольных швов.
Однако такие складчатые сотовые сердечники плохо наматываются и/или покрываются покрывающими слоями, поскольку при этом отсутствуют непрерывно искривленные, по меньшей мере, на отдельных участках поверхности, а возникает геометрия поверхности, имеющая множество многофрагментных полигональных линий. Однако сердечниковые композиты с такой прерывистой геометрией поверхности не могут использоваться для наружной обшивки фюзеляжной секции самолета по многим причинам. Поверхности с кромками ухудшают, в частности, аэродинамические свойства изготовленной с таким сердечниковым композитом детали и приводят к тому же по сравнению с гладкими структурами к значительно уменьшенной нагружаемости структуры.
Из документа DE 102006050823 А1 известна композитная деталь, которая изготавливается за счет нанесения, по меньшей мере, одного волокнистого слоя на несущую структуру, ввода заполнителя, по меньшей мере, в одну полость несущей структуры, инъецирования матричного материала в волокнистый слой, отверждения армированного волокном слоя и удаление заполнителя, по меньшей мере, из одной полости.
В DE 102005016654 А1 описан сэндвичный элемент для звукопоглощающей внутренней облицовки с трехмерной сердечниковой структурой между двумя покрывающими слоями, у которого сердечниковая структура и/или покрывающий слой, по меньшей мере, на отдельных участках имеет проходы для звукопропускания, причем в зоне, по меньшей мере, одного покрывающего слоя, по меньшей мере, на отдельных участках расположен звукопоглощающий слой.
Из документа DE 102006056353 В3 известен способ изготовления складчатой сотовой структуры для сердечникового композита, включающий в себя следующие этапы: подготовку поверхностного материала, имеющего температуру размягчения, локальный нагрев поверхностного материала в зоне заданных линий сгиба, по меньшей мере, до температуры размягчения и складывание поверхностного материала вдоль нагретой зоны линий сгиба в складчатую сотовую структуру.
В DE 843890 В раскрыт плитообразный полый конструктивный элемент с несколькими продольными стенками и поперечными перемычками из многослойного содержащего термоотверждаемую смолу волокнистого материала, причем каждая поперечная перемычка относится, по меньшей мере, к одному из имеющих несколько каналов или полостей элементов, которые состоят из сложенного или намотанного волокнистого материала и соединены с продольными стенками посредством термоотверждаемой смолы, а при изготовлении многослойные продольные стенки и поперечные перемычки были подвергнуты во время теплового воздействия давлению в направлении своей толщины, в результате чего возникло уплотненное, жесткое и однородное целое.
Задачей изобретения является создание способа изготовления сердечникового композита, который был бы лишен описанных выше недостатков.
Эта задача решается посредством способа, охарактеризованного признаками п.1 формулы. Предпочтительные варианты способа раскрыты в зависимых пунктах.
Предложенный способ содержит следующие этапы:
а) расположение образованного мокрым препрегом нижнего покрывающего слоя на инструменте;
б) по меньшей мере, на отдельных участках ввод сердечниковой заполняющей массы в складчатый сотовый сердечник;
в) расположение, по меньшей мере, одного складчатого сотового сердечника на нижнем покрывающем слое;
г) расположение препрега на складчатом сотовом сердечнике для формирования верхнего покрывающего слоя;
д) отверждение всего сердечникового композита с использованием давления и/или температуры;
е) удаление заполняющей массы.
На этапе а) «мокрое», т.е. пропитанное, предварительно импрегнированное отверждаемым полимером, усиливающее волокнистое устройство, так называемый «препрег», располагается, укладывается или разматывается на инструменте для образования нижнего покрывающего слоя будущего сердечникового композита в зависимости от геометрии инструмента. Геометрия поверхности инструмента задает при этом форму будущего сердечникового композита. Последовательность этапов а) и б) можно также при необходимости поменять. В качестве препрега может применяться, например, инфильтрованная отверждаемой эпоксидной смолой углеволокнистая ткань, углеволокнистый трикотаж или углеволокнистая укладка, которая может иметь геометрическую форму ленты или полотна.
Вслед за этим или предварительно на этапе б) осуществляется, по меньшей мере, на отдельных участках ввод заполняющей массы в складчатый сотовый сердечник. Этим достигается то, что нанесенный на складчатый сотовый сердечник с одной или обеих сторон для образования покрывающих слоев препрег не втягивается в большеобъемные сплошные каналы (полости) складчатого сотового сердечника с образованием желобов (так называемое «telegraphing»), так что будущий сердечниковый композит имеет в аэродинамическом, статическом или оптическом отношении идеальную, т.е. прежде всего гладкие, непрерывно искривленные (лишенные многоугольников) поверхности.
На этапе в), по меньшей мере, один складчатый сотовый сердечник размещается на нижнем, уже уложенном на инструменте покрывающем слое. В противоположность традиционным сотовым сердечникам складчатый сотовый сердечник не имеет повторяющихся единиц с закрытыми ячейками, а имеет сплошные каналы. Эти сплошные каналы могут иметь, например, зигзагообразную, криволинейную или трапециевидную форму и обеспечивают дренажную способность сердечника. За счет умелого складывания первоначально плоских выкроек складчатый сотовый сердечник может иметь одно- или двукратную кривизну, так что он идеальным образом подходит к заданной геометрии поверхности фюзеляжного отсека самолета. Складчатый сотовый сердечник может быть изготовлен из любых усиливающих волокнистых устройств или бумаг, которые импрегнированы (пропитаны, инфильтрованы) термореактивным (отверждаемым) полимером, уже полностью отвержденным к моменту применения в способе, чтобы обеспечить необходимую собственную жесткость во время обработки. Складчатый сотовый сердечник для осуществления способа может быть изготовлен, например, из известной бумаги Nomex® или иной, инфильтрованной подходящей эпоксидной смолой, фенольной смолой или полиэфирной смолой углеволокнистой ткани, углеволокнистой укладки или стекловолокнистой ткани. В качестве альтернативы складчатый сотовый сердечник может быть изготовлен также из металлической фольги.
Кроме того, можно разместить складчатый сотовый сердечник на нижнем покрывающем слое сначала без какой-либо заполняющей массы, а затем поместить ее, по меньшей мере, на отдельных участках в еще доступную верхнюю сторону складчатого сотового сердечника. В случае если в качестве инструмента находит применение вращающаяся намоточная оправка (инструмент-«папа»), заполняющая масса может наноситься и разглаживаться посредством подведенного к вращающемуся складчатому сотовому сердечнику шпателя со встроенным дозатором заполняющей массы. После твердения заполняющей массы следует этап г).
На этапе г) на складчатом сотовом сердечнике для образования верхнего покрывающего слоя сердечникового композита располагается препрег. Он может обрабатываться в виде узких лент или одного широкого полуфабриката в виде полотна. В случае вращающейся намоточной оправки в качестве инструмента предпочтительно ленточный препрег может слоями наматываться на вращающийся складчатый сотовый сердечник. За счет заполняющей массы обеспечивается лишенная многоугольников укладка, по меньшей мере, верхнего покрывающего слоя.
На этапе д) происходит заключительное отверждение всего сердечникового композита с применением известных процессов за счет использования давления и/или температуры.
На последнем этапе е) форма полностью удаляется из складчатого сотового сердечника, чтобы уменьшить его массу и восстановить дренажную способность. Если для заполняющей массы применяется материал Aqua-Core®, то затвердевшая заполняющая масса может полностью вымываться из дренажного складчатого сотового сердечника просто водой в качестве растворителя. В принципе, в качестве заполняющей массы могут применяться также плавящиеся при подходящей температуре воски и/или металлические сплавы.
Согласно одному предпочтительному варианту способа нижний и/или верхний покрывающий слой, по меньшей мере, на отдельных участках склеивается со складчатым сотовым сердечником посредством клея.
Это препятствует отделению покрывающих слоев от складчатого сотового сердечника и повышает стойкость к повреждениям и грузонесущую способность сердечникового композита. Эти действия могут потребоваться, если пропитки отверждаемым полимером (реактопласт), в частности эпоксидной смолой, полиэфирной смолой, фенольной смолой или бисмалеимидной смолой, недостаточно для достаточной нагружаемой адгезивной связи покрывающих слоев со складчатым сотовым сердечником.
Согласно другому варианту осуществления способа верхняя и/или нижняя сторона складчатого сотового сердечника заполнена и формована заполняющей его массой таким образом, что возникают лишенные многоугольников внешний и внутренний контуры расположенных на нем будущих покрывающих слоев сердечникового композита.
За счет этого достигается лишенная кромок верхняя и/или нижняя сторона будущего складчатого сотового сердечника, которая обладает оптимальными структурно-механическими, аэродинамическими и эстетическими свойствами. Таким образом, изготовленный согласно изобретению сердечниковый композит может использоваться без необходимости дополнительной и при определенных условиях повышающей массу обработки, такой как шпатлевание, шлифование и т.д., непосредственно для изготовления фюзеляжных секций или иных первичных структурных деталей самолетов.
Необходимое для достижения гладких или непрерывных верхних и нижних сторон сердечникового композита формование введенной заполняющей массы может осуществляться в зависимости от его нужной геометрии, например, за счет плоских, а также однократно или сферически (двукратно) искривленных прижимных плит или инструментов. Далее можно разглаживать и формовать уже незначительно схватившуюся заполняющую массу подходящим затирочным инструментом, причем этот метод может предпочтительным образом применяться, в частности, в случае уже прилегающего к вращающейся намоточной оправке складчатого сотового сердечника.
Согласно другому предпочтительному варианту выполнения инструментом является вращающаяся намоточная оправка, на которую слоями наматывается препрег для образования, по меньшей мере, одного покрывающего слоя.
За счет этого с использованием дренажного складчатого сотового сердечника с помощью сердечникового композита можно изготавливать полные фюзеляжные секции больших самолетов. В этом случае, как правило, рекомендуется использование нескольких взаимостыкующихся, предварительно изготовленных складчатых сотовых сердечников соответствующей собственной кривизны, соединяемых в местах швов для достижения механического соединения.
В качестве альтернативы используемый для осуществления способа инструмент может иметь также плоскую, одно- или также двухмерно искривленную геометрию поверхности (сферически или одноосно искривленную). В этом случае может изготавливаться, например, оболочковый сегмент фюзеляжной секции самолета или плитообразная деталь. Тогда фюзеляжная секция самолета, как и в случае традиционной алюминиевой конструкции в самолетостроении, может соединяться из нескольких оболочковых сегментов с формированием продольных швов.
Другое усовершенствование способа предусматривает, что сердечниковому композиту посредством инструмента придается геометрия в форме оболочкового сегмента для изготовления фюзеляжной секции.
За счет плоского, одно- или двукратно (сферически) искривленного инструмента предложенным способом можно изготавливать оболочковые сегменты для изготовления фюзеляжных секций самолета из сердечникового композита, причем соответствующие фюзеляжные секции изготавливаются затем за счет соединения нескольких оболочковых сегментов с образованием продольных швов. С помощью плоских инструментов предложенным способом можно изготавливать при необходимости также плитообразные, не искривленные сердечниковые композиты.
Настоящее изобретение поясняется чертежами, на которых представлено следующее:
фиг.1 - вид в перспективе сердечникового композита со складчатым сотовым сердечником согласно изобретению;
фиг.2-5 - варианты осуществления способа согласно изобретению.
На фиг.1 представлен изготовленный предложенным способом сердечниковый композит сэндвичной конструкции, который имеет кривизну в направлении салона самолета. Оба покрывающих сердечниковый композит с обеих сторон слоя показаны лишь контурами, а в остальном прозрачными, чтобы можно было видеть внутреннюю структуру складчатого сотового сердечника.
Сердечниковый композит 1 содержит верхний 2 и нижний 3 покрывающие слои, между которыми расположен складчатый сотовый сердечник 4. Он и слои 2, 3 искривлены в направлении салона. В принципе, предложенным способом могут изготавливаться плоские, одно- или двукратно (сферически) искривленные сердечниковые композиты чрезвычайно высокой грузонесущей способности. Складчатый сотовый сердечник 4 имеет множество параллельно расположенных, сплошных трапециевидных (дренажных) каналов 5, 6. Они ограничены базисными 7-9 и вершинными 10-12 линиями, также имеющими трапециевидную форму. В принципе, каналы 5, 6 могут иметь также приблизительно прямоугольную, трапециевидную или волнистую (синусообразную) форму.
С помощью фиг.2-5, на которые в нижеследующем описании приведена ссылка, более подробно поясняется ход способа.
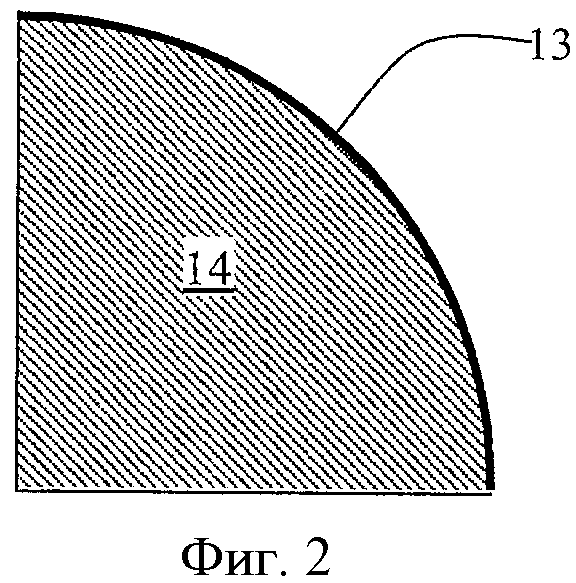
Как следует из фиг.2, на этапе а) на инструменте 14 располагается нижний, еще «мокрый» покрывающий слой 13. Он образован любым, предварительно импрегнированным отверждаемым полимером усиливающим волокнистым устройством, например пропитанной эпоксидной смолой углеволокнистой тканью или углеволокнистой укладкой (препрег). Этот препрег может укладываться на инструмент 14 в виде полотна или в случае вращающегося, в основном, вращательно-симметричного инструмента 14 - также наматываться на него. В случае достаточно узкого ленточного препрега он может укладывать также в TFP-процессе (процессе раскладки волокна). Геометрия поверхности инструмента 14 определяет, по меньшей мере, внутреннюю форму будущего сердечникового композита.
На следующем этапе б) (фиг.3) в верхнюю 17 и нижнюю 18 стороны складчатого сотового сердечника 19 вводится удаляемая заполняющая масса 15, 16, причем он уже предварительно формован изготовителем так, что соответствует заданной геометрии будущей сердечниковой композитной детали. При этом следует учесть, что внешний 20 и внутренний 21 контуры непрерывно искривленно (т.е. гладко) и без многоугольников повторяют нужную заданную геометрию изготавливаемого будущего сердечникового композита. Заполняющая масса 15, 16 удаляется из складчатого сотового сердечника 19 растворителем или при необходимости посредством расплавления.
Ввод заполняющей массы 15, 16, по меньшей мере, на отдельных участках в одну или обе стороны складчатого сотового сердечника 19 может осуществляться, например, посредством затирания еще не полностью затвердевшей заполняющей массы 15, 16 с помощью подходящего инструмента. В качестве заполняющей массы 15, 16 может применяться, например, водорастворимый материал Aqua-Core®. Заполняющая масса 15, 16 предотвращает втягивание (так называемое «telegraphing») покрывающих слоев в относительно большеобъемные сплошные каналы складчатого сотового сердечника 19. За счет этого возникают оптимальные свойства в отношении достигаемой статической прочности, аэродинамики и внешнего вида обеих сторон будущего сердечникового композита.
На этапе в) (фиг.4), по меньшей мере, один препарированный или подготовленный складчатый сотовый сердечник 19 размещается на нижнем, уже уложенном на инструменте 14 покрывающем слое 13.
В качестве альтернативы в случае ограничения ввода заполняющей массы 15, 16 верхней стороной складчатого сотового сердечника 19 ввод, по меньшей мере, на отдельных участках и придание контура или формы заполняющей Массе 15, 16 может осуществляться также на этом этапе.
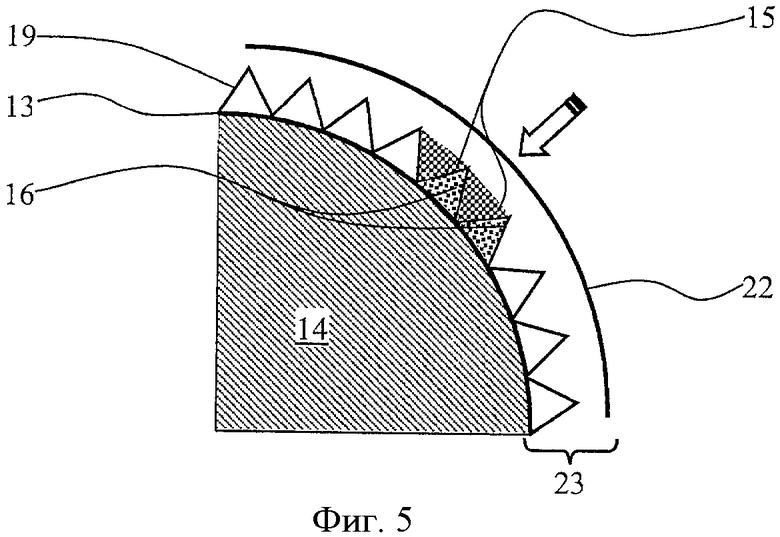
На этапе г) (фиг.5) на складчатом сотовом сердечнике 19 располагается второй, верхний покрывающий слой 22 для образования полного сердечникового композита 23. Также верхний покрывающий слой 22 изготавливается из подходящего мокрого препрега за счет укладки или намотки при условии использования соответствующего инструмента 14.
На этапе д) происходит отверждение сердечникового композита 23 традиционными методами, например в автоклаве с одновременным использованием давления и температуры, причем структура может быть закрыта вакуумной пленкой.
В качестве альтернативы отверждение может происходить также при атмосферном давлении. В этом случае инструмент 14 может быть выполнен, например, с возможностью электрообогрева. Чтобы достичь равномерного и быстрого отверждения сердечникового композита 23, верхний покрывающий слой 22 может быть прижат к складчатому сотовому сердечнику 19 предпочтительно с помощью также электрообогреваемого инструмента, повторяющего нужную внешнюю геометрию сердечникового композита.
Завершающий этап е) касается удаления заполняющей массы 15, 16 из готового отвержденного сердечникового композита 23, что может осуществляться, например, за счет растворения подходящим растворителем или за счет расплавления.
Вместо геометрии сечения инструмента 14 в форме четверти окружности он может быть выполнен также в виде намоточной оправки круглой, эллиптической, овальной формы сечения или произвольно искривленной геометрии сечения для намотки или укладки покрывающих слоев 13, 22, а также, по меньшей мере, одного складчатого сотового сердечника 19. В принципе, инструмент 14 может иметь для изготовления плитообразных сердечниковых композитов также плоскую форму.
Предложенный способ обеспечивает точное по контуру, в частности лишенное многоугольников, изготовление, в частности, одно- или двукратно искривленных сердечниковых композитов. В принципе, из таких сердечниковых композитов целиком могут изготавливаться полные фюзеляжные секции, у которых благодаря высокой собственной прочности, по меньшей мере, на отдельных участках может отпасть придание дополнительной жесткости за счет стрингеров и/или кольцевых шпангоутов.
В качестве альтернативы из сердечниковых композитов могут изготавливаться также, по меньшей мере, два оболочковых сегмента, которые затем соединяются между собой вдоль продольных швов в полную фюзеляжную секцию.



Изобретение относится к самолетостроению и касается способа изготовления плоских, одно- или двукратно искривленных сердечниковых композитов, по меньшей мере, с одним складчатым ячеистым сердечником. При этом в сплошные дренажные каналы складчатого ячеистого сердечника перед нанесением первоначально еще не отвержденных покрывающих слоев вводится отверждаемая и позднее удаляемая сердечниковая заполняющая масса, чтобы избежать втягивания покрывающих слоев в каналы сердечникового композита при расположении и/или отверждении покрывающих слоев и достичь лишенных кромок или многоугольников поверхностей сердечникового композита. Изготовленные предложенным способом сердечниковые композиты обладают оптимальными структурно-механическими свойствами, а также идеальный в аэродинамическом и эстетическом отношениях характером поверхности, благодаря чему возможна непосредственная дальнейшая обработка сердечниковых композитов без необходимости дополнительной, отнимающей время и затратной, а также при определенных условиях повышающей массу обработки. 8 з.п. ф-лы, 5 ил.
1. Способ изготовления сердечникового композита (1, 23) со снабженным с обеих сторон покрывающими слоями (2, 3, 13, 22) складчатым ячеистым сердечником (4, 19), причем складчатый ячеистый сердечник (4, 19) имеет проходящие параллельно покрывающим слоям (2, 3, 13, 22) дренажные каналы (5, 6), при котором:
а) располагают сформированный мокрым препрегом нижний покрывающий слой (3, 13) на инструменте;
б) по меньшей мере, на отдельных участках вводят сердечниковую заполняющую массу (15, 16) в складчатый сотовый сердечник (4, 19);
в) располагают, по меньшей мере, один складчатый сотовый сердечник (4, 19) на нижнем покрывающем слое (3, 13);
г) располагают препрег на складчатом сотовом сердечнике (4, 19) для формирования верхнего покрывающего слоя (2, 22);
д) отверждают сердечниковый композит посредством давления и/или температуры;
е) удаляют заполняющую массу (15, 16).
2. Способ по п.1, отличающийся тем, что нижний и/или верхний покрывающий слой (2, 3, 13, 22), по меньшей мере, на отдельных участках склеивают со складчатым сотовым сердечником (4, 19) посредством клея.
3. Способ по п.1 или 2, отличающийся тем, что верхнюю сторону (17) и/или нижнюю сторону (18) складчатого сотового сердечника (4, 19) заполняют и формуют с помощью заполняющей массы (15, 16) для формирования лишенных многоугольников внешнего и внутреннего контуров (20, 21) покрывающих слоев (2, 3, 13, 22).
4. Способ по п.1 или 2, отличающийся тем, что инструмент (14) выполнен в виде вращающейся намоточной оправки, на которую наматывают препрег для формирования, по меньшей мере, одного покрывающего слоя (2, 3, 13, 22).
5. Способ по п.1 или 2, отличающийся тем, что сердечниковому композиту (1, 23) посредством инструмента (14) придают геометрию, в основном, в виде оболочкового сегмента, в частности для изготовления самолетной фюзеляжной секции.
6. Способ по п.1 или 2, отличающийся тем, что сердечниковому композиту (1, 23) посредством намоточной оправки придают геометрию, в основном, в форме полого цилиндра, в частности для цельной самолетной фюзеляжной секции.
7. Способ по п.1 или 2, отличающийся тем, что в качестве препрега применяют отверждаемый полимер, в частности предварительно импрегнированный эпоксидной смолой полуфабрикат с усиливающими волокнами, в частности угольными волокнами, причем предварительно импрегнированный полуфабрикат отверждают только после обработки, в частности размотки и/или укладки.
8. Способ по п.1 или 2, отличающийся тем, что, по меньшей мере, один складчатый сотовый сердечник (4, 19) изготавливают из пропитанного отверждаемым полимером и многократно сложенного, первоначально плоского поверхностного усиливающего устройства.
9. Способ по п.1 или 2, отличающийся тем, что заполняющую массу (15, 16) удаляют из складчатого сотового сердечника (4, 19) посредством расплавления или растворения растворителем.
| DE 102006050823 A1, 08.05.2008 | |||
| DE 102005016654 A1, 19.10.2006 | |||
| DE 102004013145 A1, 13.10.2005 | |||
| СПОСОБ ФОРМОВАНИЯ КОНСТРУКЦИОННОЙ ПАНЕЛИ (ВАРИАНТЫ) И ПАНЕЛЬ, ОТФОРМОВАННАЯ ЭТИМ СПОСОБОМ | 1993 |
|
RU2099189C1 |
| ЗАПОЛНИТЕЛЬ ПОВЫШЕННОЙ ЖЕСТКОСТИ И СПОСОБ МОДЕЛИРОВАНИЯ РАСПОЛОЖЕНИЯ ЭЛЕМЕНТОВ ЖЕСТКОСТИ ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307739C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОТОВОГО ЗАПОЛНИТЕЛЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2014236C1 |

