Изобретение относится к области монолитного строительства объектов, в частности к способу возведения лестничного марша и конструкциям сборно-монолитных лестниц.
Из уровня техники известен способ формирования лестничного марша с помощью изготовленных металлических ферм для заливки бетонной смесью, включающих конструкцию нижней и боковой опалубки с расположенными заготовками для ступеней, внутри армированную металлическим каркасом (https://www.youtube.com/watch?7v=X_QfJcbf-Xg).
Способ формирования лестничного марша с помощью съемной опалубки пластинчатого типа (WO 106193595, CN, опубл 07.12.2016 г.).
Кроме того, известен способ изготовления лестничных маршей непосредственно на объекте с помощью изготовления рамы и несъемной опалубки из металлических непрофильных листов, помещение внутрь арматуры и заливки бетонной смеси (LT 2008090 А, опубл. 25.05.2010).
Недостатком данных способов является расход большого количества дорого металлического листа, кроме того, полученная в результате формования лицевая металлическая поверхность склонна к коррозии, скользкая, шумная и эстетически не привлекательная. Для устранения этих недостатков часто применяется дополнительная облицовка поверхности лестницы, что приводит затрате дополнительных ресурсов.
Известен способ использования в монолитном домостроении несъемной строительной опалубки с облицовочными наружными поверхностями из плит, где несъемная строительная опалубка содержит наружную и внутреннюю плиты, установленные на определенном расстоянии друг от друга с образованием внутреннего объема для установки арматуры и заполнения строительным наполнителем, и соединительные перемычки между плитами (RU 2510635, опубл. 10.02.2014 г.). Недостатком данного способа является необходимость в дополнительной трудоемкой и ресурсоемкой операции по облицовке как минимум лицевой поверхности ступеней после формирования контура ступеней лестницы, а также необходимость грузоподъемных механизмов, что не всегда целесообразно в случае частного строительства.
Можно отметить, что недостатками известных из уровня техники конструкций опалубок для изготовления лестничных маршей являются высокая трудоемкость монтажа и изготовления при низкой скорости изготовления, высокая материалоемкость, а для металлической несъемной опалубки низкая стойкость к пожарам. При этом несущие элементы ступеней выполнены либо из металла или толстого слоя бетона залитого в несъемную опалубку из металла, что влечет за собой необходимость дополнительной облицовки ступеней, при сохранении невысоких характеристик поверхности ступеней, а именно: прочности, морозостойкости, трещиностойкости, влагостойкости, истираемости, низких декоративных качеств и противоскользящих свойств, невысоких эргономических характеристик.
Наиболее близким к заявленному техническому решению является способ изготовления конструкции и ее использование для формирования железобетонных лестничных маршей, состоящей из продольных и поперечных балочных элементов, изготовленных из полос металлического листа, расположенных параллельно друг другу соединенных соответственными концами с обоими первыми продольными балочными элементами таким образом, чтобы ограничить формовочный объем для бетонного раствора, закрывающего элемента для закрытия дна конструкции формы и армирующей бетон конструкции, погруженной в формовочный объем (RU 2525407, опубл. 10.08.2014). После крепления конструкции к конструкции здания в полость заливается бетон.
Однако указанное техническое решение в сравнении с заявленным имеет следующие недостатки:
- сложность в монтаже конструкции,
- ограничение возможности создания различных по длине, ширине ступени монолитных лестничных маршей,
- для формирования подступенника расходуется дорогостоящий металлический перфорированный лист,
- требуется дополнительная облицовка залитого формах бетона, что приводит к появлению дополнительных операций и доп.расходе материалов.
Задачей, на решение которой направлено заявляемое изобретение, является разработка легкого в исполнении способа изготовления лестничного марша, который позволил бы создать лестничные марши различной протяженности, имеющие легкие, изящные, не требующие дополнительной облицовки ступени лицевой и тыльной поверхности, а также позволяющий сократить время сборки и изготовления, обеспечить максимальную долговечность лестничного марша, который позволяет оптимальным образом строить лестничные марши, в частности, облегчая операции для транспортировки и монтажа.
Техническим результатом, заявленного изобретения является уменьшение поперечного сечения и собственного веса лестничного марша, простота монтажа, исключение материалов на облицовку тыльной и лицевой поверхности лестницы, сокращение трудозатрат за счет отсутствия дополнительных операций по облицовке и сокращении времени работ.
Решение поставленной задачи и достижение технического результата обеспечивается тем, что в способе изготовления лестничного марша формовку лестничного марша производят непосредственно на объекте посредством заливки бетона в пустотную емкость опалубки опирающуюся на опорные поверхности расположенные на этажных или межэтажных плитах перекрытия (площадках). Пустотная емкость опалубки собирается из поперечных элементов имеющих Г-образное сечение, изготовленные из бетона, полимербетона или селикокальцита, гипса, выступающих в качестве элементов несъемной опалубки и образующих лицевую и тыльную поверхность формуемого лестничного марша. Боковые торцы закрываются торцевыми элементами и выполняются съемными из металла или фанеры и выполняют одновременно функцию несущей направляющей и торцевой опалубки. Сборка опалубки начинается с того, что поперечные элементы с Г-образным профилем устанавливаются вертикально в пазы торцевых элементов собранных в форме направляющей на полу нижней опорной площадки, два ряда поперечных элементов с Г-образным профилем образуют лицевую и тыльную поверхность будущего лестничного марша, затем сверху на торцы поперечных элементов собираются так же торцевые элементы, которые образуют вторую направляющую, закрывающую торец пустотной емкости с другой стороны. Вместе две направляющие, собранные из торцевых элементов и последовательность Г-образных элементов образующих лицевую и тыльную поверхность, формуемой лестницы и последовательность Г-образных элементов, образующих тыльную поверхность формуемой лестницы, образуют единую пустотную емкость, имеющую лестничное очертание. После окончания сборки пустотная емкость переворачивается и укладывается на одну из сторон сторону, образованную Г-образными элементами, затем один конец пустотной емкости закрепляется на верхней опорной площадке, второй конец на нижней опорной площадке с помощь анкеров. У этой пустотной емкости есть нижняя и верхняя щель, через верхнюю щель заполняется бетонная смесь, а нижняя закрывается при сопряжении пустотной емкости с нижней опорной площадкой. После заливки бетона в эту пустотную емкость имеющую лестничное очертание происходит процесс схватывания единой конструкции в течение необходимого времени. Далее демонтируются торцевые элементы, выполнявшие функцию несущих направляющих и удерживавшие пустотную емкость во время омоноличивания, далее торцы штукатурятся или облицовываются декоративным материалом. Возможен вариант исполнения из влагостойкой фанеры, когда торцевые элементы не демонтируются, а просто облицовываются декоративными панелями или красятся.
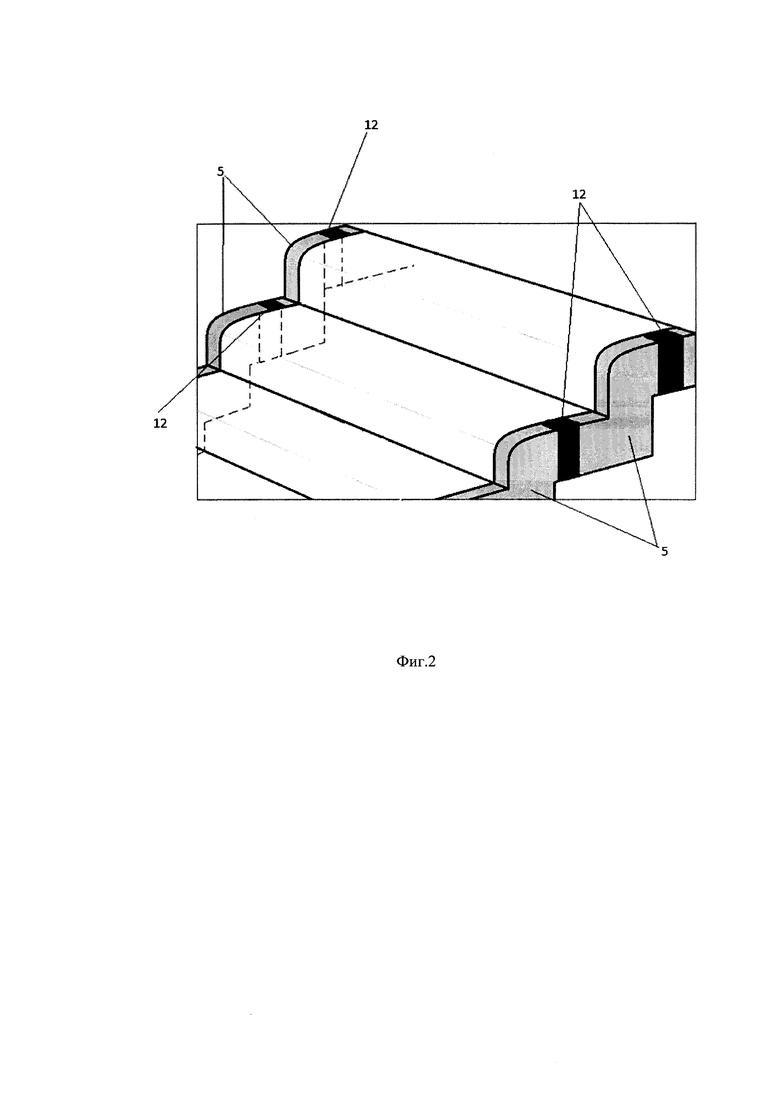
Сущность изобретения поясняется чертежами, на которых изображено: На фиг. 1 представлен элементы лестничного марша, где 1 - верхняя сборка Г-образных элементов; 2 - нижняя сборка Г-образных элементов 3 - пространство для омоноличивания, заполнения бетоном, 4 - арматура или арматурная сетка.
На фиг. 2 представлена верхняя и нижняя ступени, соединенные торцевым элементом - вариант исполнения металл, где 5 - зигзагообразная составная часть торцевого элемент, вариант металлический, 12 - вставка для регулировки длины проступи - составная часть торцевого элемента, вариант металлический.
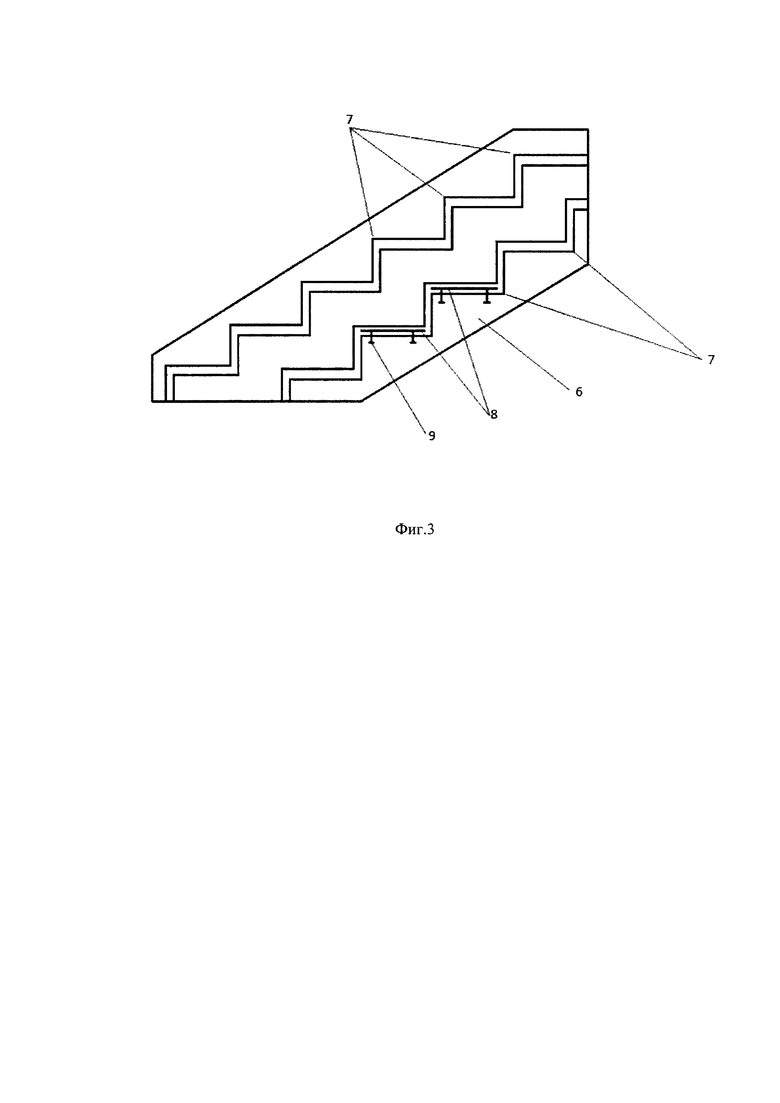
На фиг. 3 - вариант исполнения торцевого элемента - влагостойкая фанера, где 6 - торцевой элемент - вариант исполнения влагостойкая фанера, 7 - пазы для установки торцов Г-образных поперечных элементов, 8 - пластина для регулировки ширины паза, 9 - регулировочный болт, для регулировки ширины паза.
Формовку лестничного марша производят непосредственно на объекте в пустотную емкость образованную Г-образными поперечными элементами и торцевыми элементами, выступающими одновременно в качестве направляющих. По меньшей мере, два первых поперечных Г-образных элемента, представляющих наружную часть лестницы, расположенных параллельно друг другу, с помощью, по меньшей мере, двух торцевых элементов скрепляют, по меньшей мере, с двумя перевернутыми Г-образными элементами, образующих внутреннюю часть лестницы, расположенных параллельно со смещением на предполагаемую толщину лестницы относительно верхних Г-образных элементов лестничного марша чтобы ограничить формовочный объем для бетонного раствора. Одну сторону, собранный таким образом пустотной емкости поднимают с помощью лебедки и верхний край закрепляют к опорной площадке верхнего этажа, а низ этой пустотной емкости закрепляют на нижней межэтажной или этажной опорной площадке. Конструкция опалубки под омоноличивание представляет из себя пустотную емкость, в которую во всю длину, размещают арматурные стержни или армирующую сетку таким образом, чтобы они выступали на концах конструкции формы для того, чтобы закрепить эти стержни к межэтажным перекрытиям, по крайней мере, часть арматурных стержней быть выполнена с выпусками для обеспечения контакта с омоноличивающим или подстилающим слоем. Снизу образовавшаяся пустотная емкость подпирается телескопическими подпорками, после в верхнее отверствие этой емкости в полость нагнетается бетонный раствор, до тех пор, пока не будет залит верхний элемент ступени с учетом замоноличивания стыков между формируемой лестницей и верхней опорной площадкой. Далее происходит процесс схватывания единой конструкции в течение 7-х суток. Опалубка из Г-образных элементов является несъемной и остается в схватившемся бетоне, образуя облицовочный слой лестничного марша с внешней и внутренней сторон. Торцевые элементы, образующие направляющие и выполнившие функцию опалубки торцов демонтируются и торцы штукатурятся или облицовываются декоративным материалом. Лестничный марш готов к использованию.
Проступь и подступенник выступают одновременно в качестве элемента опалубки и облицовочного элемента, при этом проступь и подступенник работают как единая конструкция, поэтому для обеспечения в конструкции необходимой прочности на излом требуется меньше материалов, исключается дополнительная облицовка, которая утяжеляет конструкцию. Применение в качестве несъемной опалубки Г-образных элементов позволяет сформировать лицевую поверхность лестницы - верхняя сборка Г-образных элементов, а так же тыльную поверхность лестницы - нижняя сборка. В качестве боковых заглушек лестницы могут использоваться съемные или несъемные торцевые соединительные элементы.
За счет формы Г-образного элемента, который выступает одновременно в качестве несъемной опалубки и облицовочного элемента лестницы, которая позволяет формировать лицевую поверхность лестницы, эта несъемная опалубка повторяет контур проступи и подступенника лестницы. Г-образный элемент выполнен из бетона повышенной прочности на растяжение при изгибе бетона проступи (1,6-120 МПа). Проступь и подступенник могут быть сформованы с образованием между ними угла в диапазоне 60-90°. В зависимости от требуемых размеров проступи и подступенка производится отпил по их требуемой ширине.
Предложенное решение позволяет создать более совершенную конструкцию лестничного марша за счет использования в качестве несъемной опалубки, тонкостенных бетонных элементов Г-образного сечения, которые изготавливаются не непосредственно на строительной площадке, а серийно в условиях цеха, на основе простых повторяющихся технологических операций, максимально снижающих человеческий фактор, и сборку на строительной площадке уже готовых элементов, сопряженных согласно компьютерному чертежу, что сокращает время монтажа лестницы непосредственно на объекте, минимизирует строительный мусор, значительно снижает зависимость от человеческого фактора в процессе монтажа и исключает необходимость осуществления дополнительной операции по облицовке этой лестницы. Использование готовых монолитных бетонных элементов в качестве несъемной опалубки как верхней, так и внутренней поверхности лестничного марша позволяет снизить толщину лестничного марша с сохранением прочностных характеристик.
| название | год | авторы | номер документа |
|---|---|---|---|
| Несъемная опалубка для изготовления лестниц | 2023 |
|
RU2821864C1 |
| Облицовочный бетонный элемент ступени лестницы | 2018 |
|
RU2680569C1 |
| ОБЛИЦОВОЧНЫЙ ЭЛЕМЕНТ СТУПЕНИ ЛЕСТНИЦЫ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2313643C1 |
| КОСОУР, И ЛЕСТНИЧНЫЙ МАРШ, СОДЕРЖАЩИЙ ЕГО | 2016 |
|
RU2634141C1 |
| СБОРНАЯ ЖЕЛЕЗОБЕТОННАЯ ЛЕСТНИЦА (ВАРИАНТЫ) | 2016 |
|
RU2631449C1 |
| Секция здания Ю.И.Белоуса | 1990 |
|
SU1818439A1 |
| СПОСОБ УСКОРЕННОГО ВОЗВЕДЕНИЯ ЗДАНИЯ МЕТОДОМ ОТВЕРТОЧНОЙ СБОРКИ И ЗДАНИЕ ИЗ ФАСАДНЫХ ПАНЕЛЕЙ С ДЕКОРАТИВНОЙ НАРУЖНОЙ ОТДЕЛКОЙ И МЕТАЛЛИЧЕСКИМ КАРКАСОМ | 2016 |
|
RU2633602C1 |
| КОНСТРУКТИВНЫЙ ОПАЛУБОЧНЫЙ БЛОК РЯДОВОЙ | 2007 |
|
RU2392394C2 |
| КОНСТРУКТИВНЫЙ ОПАЛУБОЧНЫЙ БЛОК ПРОЕМНЫЙ | 2013 |
|
RU2525242C1 |
| ДВУХМАРШЕВАЯ ЛЕСТНИЦА ЗДАНИЯ | 2013 |
|
RU2538569C1 |

Изобретение относится к способам возведения лестничного марша. Технический результат заключается в уменьшении поперечного сечения и собственного веса лестничного марша, исключении материалов на облицовку тыльной и лицевой поверхности лестницы, сокращении трудозатрат за счет отсутствия дополнительных операций по облицовке и сокращении времени работ. Технический результат достигается тем, что сборно-монолитная лестница включает форму для заливки бетонной смеси, собранную с помощью опалубки, расположенную и закрепленную на опорных поверхностях плит перекрытий, содержащую внутри себя арматурные стержни или армирующую сетку, расположенные вдоль указанной формы, при этом опалубка для формирования лестничного марша выполнена из поперечных элементов, имеющих Г-образное сечение, образующих пустотную емкость опалубки и выступающих в качестве элементов несъемной опалубки, образующих лицевую и тыльную поверхности формируемого лестничного марша, при этом боковые торцы закрываются торцевыми элементами, выполняющими одновременно функции несущей и направляющей опалубки, а также технический результат достигается способом изготовления такой лестницы. 2 н. и 10 з.п. ф-лы, 3 ил.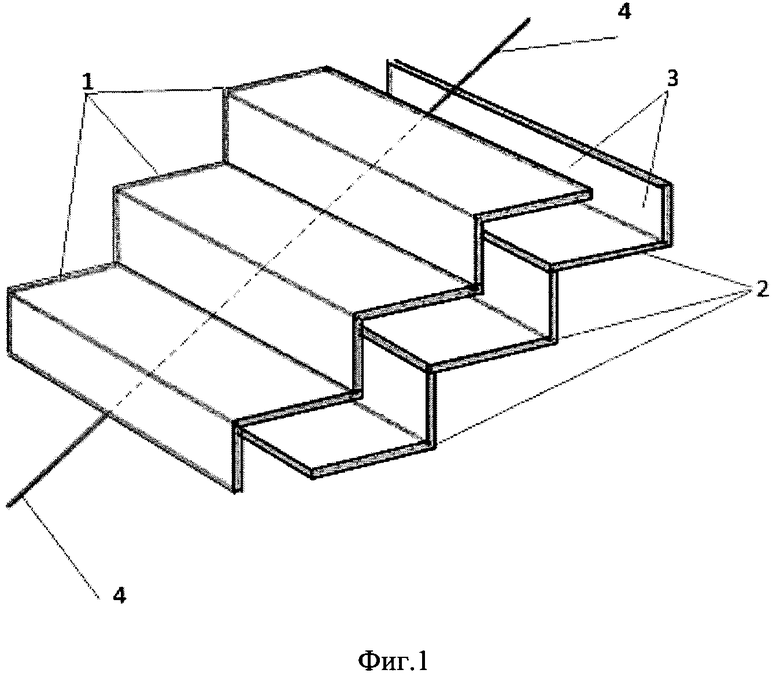
1. Сборно-монолитная лестница, включающая:
форму для заливки бетонной смеси, собранную с помощью опалубки, расположенную и закрепленную на опорных поверхностях плит перекрытий, содержащую внутри себя арматурные стержни или армирующую сетку, расположенные вдоль указанной формы,
отличающаяся тем, что опалубка для формирования лестничного марша выполнена из поперечных элементов, имеющих Г-образное сечение, образующих пустотную емкость опалубки и выступающих в качестве элементов несъемной опалубки, образующих лицевую и тыльную поверхности формируемого лестничного марша, при этом боковые торцы закрываются торцевыми элементами, выполняющими одновременно функции несущей и направляющей опалубки.
2. Сборно-монолитная лестница по п. 1, отличающаяся тем, что Г-образный элемент выполнен из бетона повышенной прочности.
3. Сборно-монолитная лестница по п. 1, отличающаяся тем, что Г-образный элемент выполнен из полимербетона.
4. Сборно-монолитная лестница по п. 1, отличающаяся тем, что Г-образный элемент выполнен из силикокальцита.
5. Сборно-монолитная лестница по п. 1, отличающаяся тем, что проступь и подступенник лестницы могут быть сформированы с образованием между ними угла в диапазоне 60-90°.
6. Сборно-монолитная лестница по п. 1, отличающаяся тем, что торцевые элементы выполнены из металла или фанеры.
7. Сборно-монолитная лестница по п. 1, отличающаяся тем, что торцевые элементы выполнены съемными.
8. Сборно-монолитная лестница по п. 8, отличающаяся тем, что торцы лестницы штукатурятся или облицовываются декоративным материалом после демонтирования торцевых элементов опалубки.
9. Сборно-монолитная лестница по п. 1, отличающаяся тем, что поперечные элементы, имеющие Г-образное сечение на своей тыльной стороне, содержат ребра жесткости.
10. Сборно-монолитная лестница по п. 1, отличающаяся тем, что арматурные стержни или армирующая сетка расположены вдоль указанной формы по всей длине таким образом, что они выступают на концах конструкции формы для закрепления на опорных поверхностях.
11. Сборно-монолитная лестница по п. 1, отличающаяся тем, что торцевые элементы выполнены из влагостойкой фанеры, при этом они не демонтируются, а просто облицовываются декоративными панелями или красятся.
12. Способ изготовления сборно-монолитных лестниц, включающий сборку с помощью опалубки формы для заливки бетонной смеси, расположение и крепление формы на опорных поверхностях плит перекрытий, прокладку вдоль формы арматурных стержней или армирующей сетки и заливку бетонной смеси в пустотную емкость опалубки,
отличающийся тем, что опалубка для формирования лестничного марша выполнена из поперечных элементов, имеющих Г-образное сечение, образующих пустотную емкость опалубки и выступающих в качестве элементов несъемной опалубки, образующих лицевую и тыльную поверхности формируемого лестничного марша, при этом боковые торцы закрываются торцевыми элементами, выполняющими одновременно функции несущей и направляющей опалубки.
| КОНСТРУКЦИЯ ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ ЛЕСТНИЦ И ЛЕСТНИЧНЫХ ПЛОЩАДОК, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИСПОЛЬЗОВАНИЯ | 2009 |
|
RU2525407C2 |
| Способ обработки голья, с целью дубления его | 1927 |
|
SU7770A1 |
| Способ резки круглого материала | 1958 |
|
SU124283A1 |
| DE 20008338 U1, 12.10.2000. | |||

