Область техники
[0001] Многие устройства и способы требуют установки или крепления компонента, такого как датчик или другое электронное устройство, на хрупком материале, таком как керамика, стекло или кристаллический материал. Обычно, на хрупкий материал с помощью подходящего процесса, например, осаждением из паровой фазы, наносят металлический слой, а затем компонент припаивают или крепят твердым припоем к этому слою металлизации. Разница в коэффициентах теплового расширения приводит к возникновению напряжений, которые могут разрушить соединение или иным образом сократить срок службы. Создание улучшенного соединения между компонентом и хрупким материалом даст важное преимущество во многих отраслях.
Краткое описание изобретения
[0002] Предлагается способ соединения хрупкого материала с компонентом. Способ содержит этапы, на которых наносят слой металлизации на поверхность хрупкого материала. Слой соединяющего материала наносят между хрупким материалом и компонентом так, чтобы компонент и хрупкий материал определяли граничную область. Слой металлизации и слой соединяющего материала выходят за пределы граничной области.
Краткое описание чертежей
[0003] Фиг. 1A и 1B – сечения, иллюстрирующие пример типов соединения между хрупким материалом и компонентом, которые могут привести к возникновению напряжений.
[0004] Фиг. 2 – сечение, иллюстрирующее место концентрации напряжений, отделенное от граничной области согласно варианту настоящего изобретения.
[0005] Фиг. 3 – сечение, иллюстрирующее тип соединения с местом концентрации напряжений, расположенном на поверхности, отдельной от граничной области согласно варианту настоящего изобретения.
[0006] Фиг. 4 – вид с частичным вырезом передатчика давления, имеющего датчик давления, смонтированный согласно варианту настоящего изобретения.
[0007] Фиг. 5 – сечение в увеличенном масштабе передатчика давления по фиг. 1, показывающее крепление датчика давления согласно варианту настоящего изобретения.
[0008] Фиг. 6A и 6B – сечения в увеличенном масштабе датчика давления, смонтированного согласно варианту настоящего изобретения.
[0009] Фиг. 7 – диаграмма последовательности способа крепления датчика давления согласно варианту настоящего изобретения.
Подробно описание иллюстративных вариантов
[0010] Существует много решений, в которых для соединения одного компонента, который сам может быть деформируемым или хрупким, с хрупким материалом. Хрупким материалом может быть электрический изолятор, такой как стекло, керамика или кристаллический материал. Хрупкие материалы требуют первоначального нанесения металла на конкретную определенную область, чтобы можно было затем создать соединение с помощью пайки или твердого припоя. Припой или твердый припой имеют совершенно другие коэффициенты теплового расширения по сравнению с хрупкими материалами, такими как керамика. Отличающиеся коэффициенты теплового расширения припоя или твердого припоя относительно основного хрупкого материала приводят к возникновению напряжений в процессе охлаждения после первоначального соединения. Кромка металлизированной области, где припой или твердый припой течет или растекается до самой кромки нанесенного металла, также может концентрировать напряжения, что приводит к возникновению места концентрации напряжений.
[0011] Хотя варианты настоящего изобретения будут описаны на примере конкретного физического варианта, в котором используется усовершенствованное соединение для установки датчика давления в передатчике давления, специалистам понятно, что варианты настоящего изобретения могут применяться везде, где разные коэффициенты теплового расширения соединяемых хрупкого материала и компонента приводят к возникновению проблем.
[0012] Проблемы концентрации напряжений интенсифицируются, когда кромка металла находится рядом с границами двух соединенных деталей или в пределах этих границ. Это особенно справедливо для небольших деталей, например, в микроэлектромеханических системах, которые имеются, например, в датчиках давления. Разница в тепловом расширении между металлическим слоем и керамическим слоем на граничной области может также способствовать повышению уровня напряжений во всей граничной области. Если напряжения в месте концентрации напряжений превышают предел напряжений для керамического слоя, может начаться формирование трещины. Трещина в объеме, подверженном напряжениям, растет, пока напряжение на фронте трещины не упадет ниже предела прочности материала. В результате соединение между керамическим слоем и металлическим слоем может разрушиться.
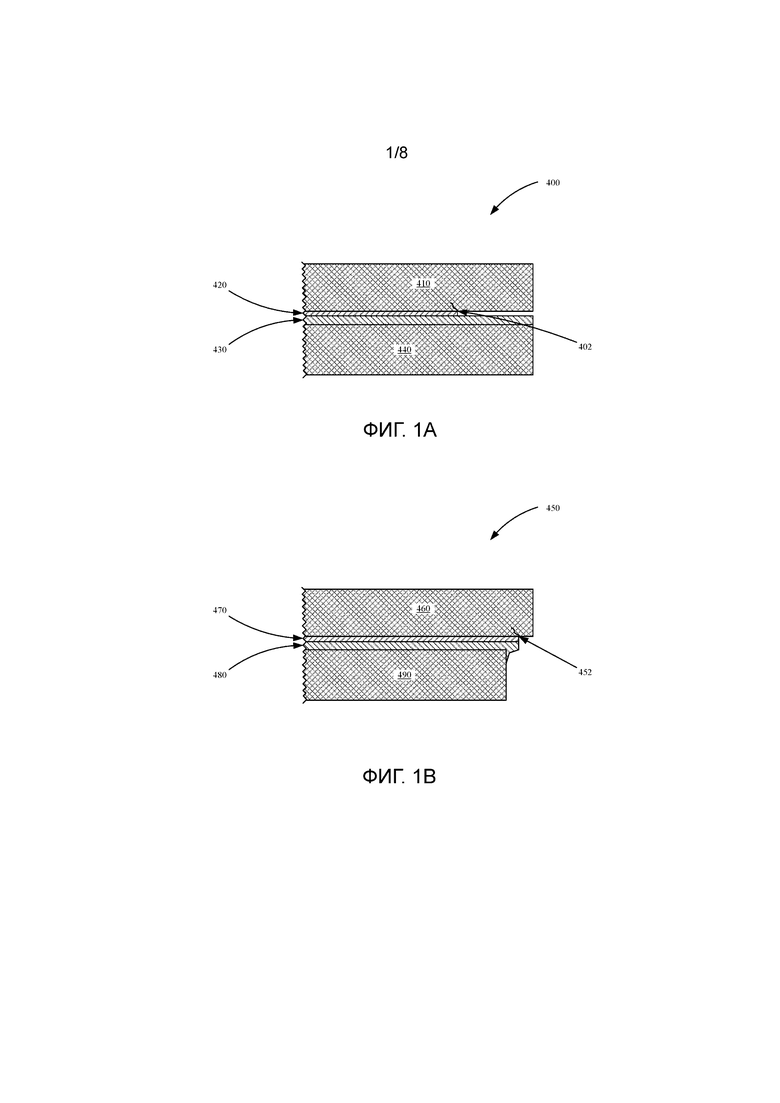
[0013] На фиг. 1A и 1B показан пример типов соединения между металлом и хрупким компонентом, которое может генерировать место концентрации напряжений. На фиг. 1A показан один пример менее надежного соединения между слоем 410 хрупкого материала и металлическим слоем 440 с помощью слоя 420 металлизации и припоя или твердого припоя 430. Хрупким материалом 410 может быть, например, керамический слой основания датчика давления, описанный ниже. Металлическим слоем 440 может быть, например, датчик давления или его часть.
[0014] Как показано на фиг. 1A, трещина инициируется в точке 402, где в месте концентрации напряжений величина напряжений превышает предел прочности хрупкого материала 410. В примере, показанном на фиг. 1A, металлизированная область 420 хрупкого материала 410 заканчивается между сопрягаемыми поверхностями соединения, и именно там начинается трещина 402. Обычно в микроэлектромеханических системах слои металла должны иметь структурированную форму для требуемой электрической изоляции. Если применяемые материалы имеют согласующиеся коэффициенты теплового расширения, соединение будет более надежным. Однако, согласующиеся коэффициенты теплового расширения встречаются редко.
[0015] На фиг. 1B показано одно потенциальное решение, позволяющее избежать ситуации с появлением трещин, показанной на фиг. 1A. На фиг. 1B показан участок 470 металлизации, который немного больше, чем металлический компонент 490. В результате область концентрации напряжений возникает в точке 453, где заканчивается металлизация. Однако припой или твердый припой может увеличить возникшее напряжение, поскольку более толстый слой припоя или твердого припоя увеличивает напряжения в точке 452 окончания металлизации.
[0016] Согласно вариантам настоящего изобретения точка 452 окончания металлизированного участка передислоцируется на хрупком материале от уже испытывающих напряжение положений. Точка 452 окончания, таким образом, не может находиться в граничной области между компонентом 490 и хрупким материалом 460, если требуется избежать возникновения трещин. Область, находящаяся рядом с границей соединения между компонентом 490 и хрупким материалом 460, также не является хорошим выбором для точки 452 окончания, поскольку в ней могут возникать большие напряжения. В одном варианте конец смачивающего материала припоя/твердого припоя можно практично разместить так, чтобы обеспечить самовыравнивание хрупкого материала 360 и компонента 490. Одна деталь размещается на другой за счет поверхностного натяжения припоя. В результате конец металла, являющийся концентратором напряжений, находится рядом с соединением и напряжения в нем будут иметь допустимую величину.
[0017] На фиг. 2 показано сечение соединения по одному варианту настоящего изобретения. Соединение 500 происходит между хрупким материалом 510 и металлическим компонентом 540. В одном варианте на хрупкий материал 510 наносится металлический слой 520. Нанесенный металлический слой 520 в одном варианте позволяет слою 530 припоя или твердого припоя смачивать хрупкий материал 510 еще до присоединения металлического компонента 540. В одном варианте и нанесенный металлический слой 520, и слой 530 припоя или твердого припоя выходят за граничную область 504 металлического компонента 540. В одном варианте точка 503 окончания удалена от области 504 соединения так, что область концентрации напряжений на конце 502 слоя металлизации находится за пределами области больших напряжений между хрупким материалом 510 и компонентом 540. В одном варианте слой 530 припоя или твердого припоя имеет коэффициент теплового расширения, отличающийся от коэффициента теплового расширения хрупкого материала 510. Толщина слоя 530 припоя или твердого припоя, удаленного от соединения, в одном варианте меньше, чем если бы он примыкал к соединению 500, что приводит к уменьшению напряжений в точке 502 окончания металлического слоя, благодаря более тонкому слою 530 припоя. Поскольку припой 420 и хрупкие материалы 510 часто имеют разные коэффициенты теплового расширения, более тонкий слой 530 припоя предпочтителен для уменьшения напряжения в точке 502 окончания металлического слоя, чтобы не допустить повреждения хрупкого материала 510, чтобы уменьшить риск разрушения соединения 500.
[0018] На фиг. 3 показан тип соединения, где концентратор напряжений расположен на отдельной поверхности, удаленной от граничной области, согласно одному варианту настоящего изобретения. Соединение 600 содержит точку 602 окончания, расположенную на поверхности 608, которая прилегает к поверхности 612 и отделена от нее кромкой 606. Соединение 600 содержит хрупкий материал 610, соединенный с металлическим компонентом 640, например, керамический слой 610, соединенный с металлическим слоем 640. Хрупкий материал 610 в одном варианте сначала покрывают слоем 620 металла, который, как показано на фиг. 3, проходит по длине поверхности хрупкого слоя 610. В одном варианте, как показано на фиг. 3, нанесенный металлический слой 620 проходит по поверхности 612, проходит кромку 606 и заходит на часть поверхности 608. Размещение точки 602 окончания слоя металлизации на поверхности, не являющейся соединяемой поверхностью, 612 приводит к тому, что область концентрации напряжений удалена на значительное расстояние от паяного соединения. Разделение паяного соединения на множество поверхностей хрупкого материала 610 может существенно понизить поверхностное напряжение на более коротком расстоянии, чем такое же количество нанесенного металлического слоя 620, помещенное на поверхность 612 соединения. Ориентация концентратора напряжений в соединении 600 не совпадает с плоскостью поверхности 612.
[0019] На фиг. 3 показан один вариант, содержащий выпуклую кромку 606, на которой сформирован слой металлизации. Выпуклая кромка 606 является сдерживающим средством для нанесенного припоя 630, препятствуя растеканию за точку 802 окончания, как показано на фиг. 3. Уменьшение количества нанесенного припоя на точке 602 окончания также способствует уменьшению уровня напряжения в области концентрации напряжений. Если бы вместо выпуклого участка имелся вогнутый участок, перенос припоя мог бы увеличиться, что привело бы к возникновению риска разрушения соединения 600.
[0020] На фиг. 4 приведен вид с частичным вырезом передатчика давления, содержащего датчик давления, соединенный согласно варианту настоящего изобретения. Система 10 управления или измерения содержит передатчик 12 давления, соединенный с технологическим трубопроводом 14, несущим технологическую текучую среду 16. В одном варианте передатчик 12 является измерительным компонентом системы 10, выполненным с возможностью измерять давление P прилагаемого технологической текучей средой 16 к передатчику 12 давления. Передатчик 12 давления выдает выходной сигнал, в одном варианте по двухпроводному контуру 20 управления процессом на удаленное местоположение, например, на пункт 22 управления. Контур 20 управления процессом может работать по любому подходящему протоколу. В одном варианте контур 20 управления процессом является двухпроводным контуром управления с аналоговым уровнем тока, представляющим параметр процесса, связанный с давлением P процесса. В другом примере по контуру 20 управления передается цифровая величина, связанная с параметром P процесса. К примерам протокола относятся коммуникационные протоколы HART® или FOUNDATIONTM Fieldbus, беспроводной канал связи или любой другой подходящий протокол. В одном варианте элемент 20 представляет беспроводной канал связи между передатчиком 12 и пунктом 22 управления процессом.
[0021] Передатчик 12 содержит датчик 40 давления. В одном варианте датчик 40 давления является держателем, который содержит элемент, который отклоняется в ответ на приложенное давление. Элемент содержит компонент, или соединен с компонентом, который обладает электрическим свойством, изменяющимся в ответ на приложенное давление. Технологический соединитель 42 соединяет корпус 18 соединителя 12 с технологическим трубопроводом 14. Это позволяет подавать давление P технологической текучей среды на изолирующую диафрагму 50 передатчика 12. Давление P приводит к отклонению диафрагмы 50, что передается по каналу 52, в котором находится изолирующая текучая среда, на датчик 40 давления. Модуль 54 датчика в одном варианте содержит крепление 38 датчика, выполненное с возможностью крепления датчика 40 давления. Датчик 40 давления создает электрический выходной сигнал 60, подаваемый на измерительную схему 62, которая, в одном варианте, соединена с клеммным блоком 70, который соединен с контуром 20 управления процессом. В одной иллюстративной конфигурации контур 20 управления процессом также используется для подачи питания на схему, например, измерительную схему 62 передатчика 12 в одном варианте.
[0022] На фиг. 5 приведено сечение в увеличенном масштабе передатчика 12 давления по фиг. 4, где показано крепление датчика давления по одному варианту настоящего изобретения. На фиг. 5 показан увеличенный вид 120 части передатчика 12, где более подробно показано крепление 38 датчика. Следует отметить, что на фиг. 4 и 5 крепление 38 датчика и датчик 40 давления показаны не в масштабе и увеличены для целей иллюстрации.
[0023] Примеры процессов и компонентов, которые были использованы для крепления держателя датчика давления, такого как держатель 40, содержат металлическое покрытие, соединения металла с керамикой, клеи и другие конфигурации. Однако многие из таких технологий ранее страдали значительными проблемами надежности. Например, металлическое покрытие часто используют для спаивания компонентов друг с другом. Однако низкое качество покрытия может привести к плохому смачиванию или плохой адгезии покрытия к компоненту. Это приводит к отказам во время изготовления или к пониженной надежности готового изделия.
[0024] Держатель 40 датчика давления в одном варианте установлен на опоре 110. В одном варианте основание 110 выполнено с возможностью служить изолятором напряжений, возникающих как при монтаже, так и вызванных температурой между корпусом и компонентами датчика давления. В одном варианте опора 110 имеет цилиндрическую форму с проходящим сквозь нее отверстием так, чтобы в него можно было вставить капиллярную трубку 52. Однако, конструкция опоры 110 потенциально подвержена растрескиванию, например, на граничных областях 90, показанных на фиг. 5.
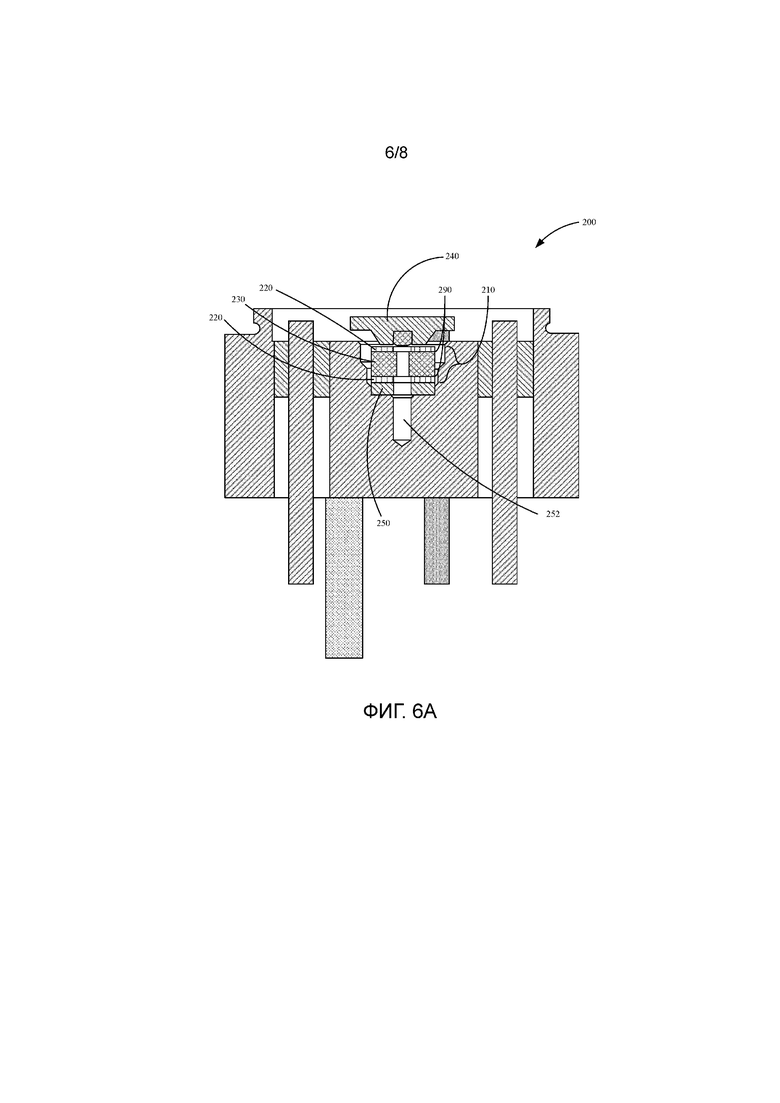
[0025] На фиг. 6A и 6B показаны увеличенные виды крепления датчика давления по одному варианту настоящего изобретения. Датчик 200 давления, показанный на фиг. 6, аналогичен датчику, показанному на фиг. 4 и 5, и аналогичные компоненты могут быть обозначены теми же позициями. Датчик 200 давления может в одном варианте содержать держатель 240, соединенный с давлением через канал 252. Держатель 240 в одном варианте может быть установлен на опоре 210. Опора 210 может содержать множество материалов, например, один или более металлизированных участков 220 и керамических участков 230. По меньшей мере в некоторых описываемых здесь вариантах применяются разные способы и системы для создания опоры 210, которые уменьшают риск растрескивания вдоль граничных областей 290. Керамический слой 230 расположен между двумя слоями 220 металлизации, и для соединения металлических компонентов, таких как датчик давления, с керамикой 230 применяется припой или твердый припой.
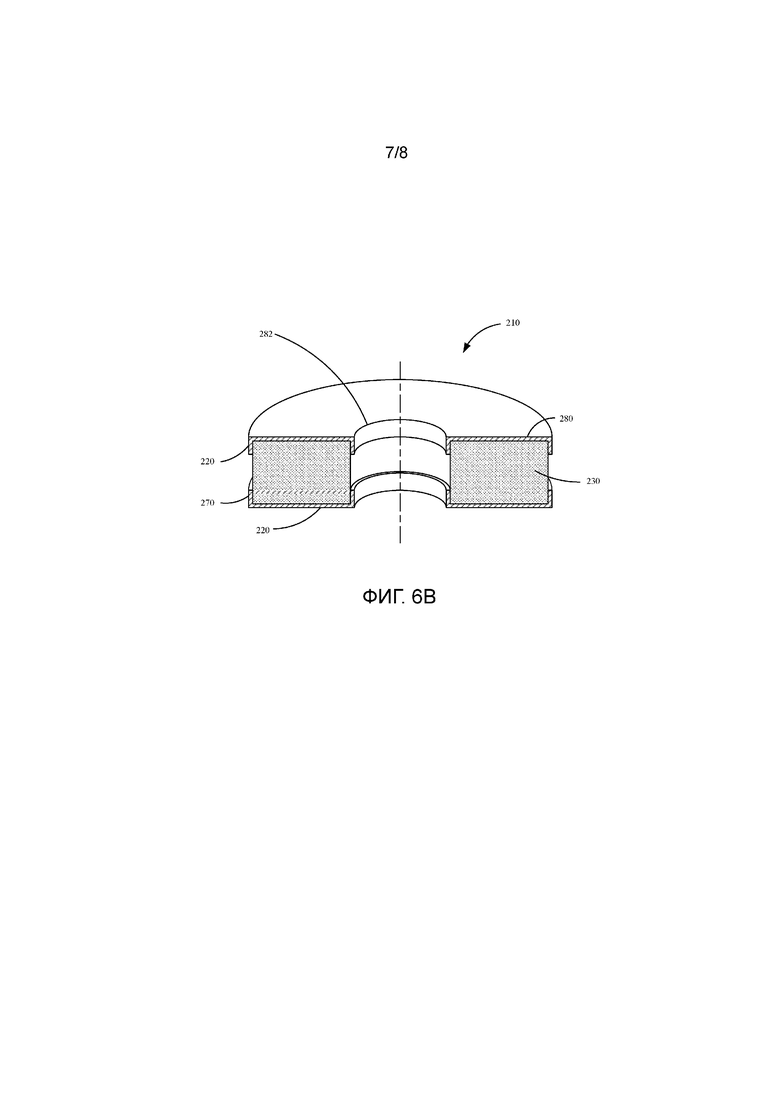
[0026] На фиг. 6B в увеличенном масштабе показана опора 210 датчика давления, которая содержит керамический слой 230 со слоями 220 металлизации на каждой стороне. В одном варианте металлические слои 220 и керамический слой 230 имеют по существу одинаковый радиус 280. Отверстие 282 проходит сквозь металлические слои 220 и керамический слой 230. Каждый металлический слой 220 в одном варианте расположен на керамическом слое 230 и, позднее, соединяется с металлическим компонентом с помощью припоя или твердого припоя. В одном варианте нанесенный металл проходит по всей площади соединения, которая включает плоские области, показанные на фиг. 6B. В одном варианте металлические слои 220 имеют по существу одинаковую толщину.
[0027] На фиг. 7 представлена диаграмма последовательности способа соединения хрупкого компонента с металлическим компонентом с помощью паяного соединения согласно варианту настоящего изобретения. Способ 700 описан в контексте формирования опоры для датчика давления с керамическим слоем между двумя металлическими слоями, согласно одному варианту. Однако, следует понимать, что описанные способы и конфигурации можно применять для разных операций пайки для соединения хрупкого материала с другим компонентом.
[0028] На этапе 710 готовят хрупкий материал. В одном варианте, например, для создания опоры для передатчика давления, хрупкий материал имеет отверстие, проходящее сквозь нее для правильного соединения с держателем датчика давления и приема трубки, передающей давление, как показано в связи с этапом 712. Обычно, такое отверстие формуется вместе с керамическим компонентом, но его можно создать любым подходящим способом. Хрупкий материал может подвергаться и другим подготовительным операциям, как показано в связи с этапом 714, например, очистке, обработке поверхности и пр.
[0029] На этапе 720 хрупкий материал подвергается процессу нанесения металла, на котором слой метала осаждают на поверхность хрупкого материала. В одном варианте, например, когда хрупкий материал нужно соединить с металлическим компонентом, металлический слой наносят в области, которая шире, чем область, принимающая металлический компонент, как показано в связи с этапом 722. В одном варианте металлический слой наносят так, чтобы сдвинуть положение области концентрации напряжений из области, которая будет принимать металлический компонент, например, как показано в связи с этапом 724. В одном варианте перемещение положения области концентрации напряжений заключается в нанесении металлического слоя на кромку хрупкого материала так, чтобы положение области концентрации напряжений не было параллельно области соединения. В одном варианте слой нанесенного металла проходит по существу вдоль поверхности соединения, как показано в связи с этапом 726. В одном варианте слой нанесенного металла переходит через кромку поверхности соединения на примыкающую поверхность, как показано в связи с этапом 728.
[0030] На этапе 730 завершают операцию пайки. Операция пайки в одном варианте содержит соединение металлического компонента с хрупким материалом с помощью промежуточного слоя материала припоя или твердого припоя. Слой припоя имеет большую ширину, чем область, принимающая металлический компонент, как показано в связи с этапом 732. В одном варианте слой припоя может заходить за кромку хрупкого компонента. В одном варианте слой припоя или твердого припоя наносят так, чтобы область концентрации напряжений находилась снаружи от области, которая принимает металлический компонент, например, как показано в связи с этапом 734. В одном варианте слой припоя наносят так, чтобы, когда металлический компонент входит в контакт с керамическим компонентом, компоненты самовыравнивались относительно друг друга, как показано в связи с этапом 736. Самовыравнивание происходит, когда металлический и керамический компоненты выравниваются так, чтобы напряжение между двумя компонентами уменьшилось.
[0031] На этапе 740 выполняют при необходимости проверку соответствия соединенных керамических и металлических компонентов. Известно, что опоры передатчиков давления разрушаются в процессе установки из–за трещин, инициированных между хрупким материалом и металлическим компонентом в процессе соединения. Поэтому, важно проводить проверку соответствия до установки и, иногда, после установки опоры в передатчик давления. Поэтому индивидуальные компоненты должны выдерживать проверку соответствия. Проверка соответствия является проверкой, проводимой при необходимости и может включать любой или все варианты, перечисленные в связи с этапами 742–748, например, проверку герметичности, как показано в связи с этапом 742, и/или испытание диэлектрических свойств, как показано в связи с этапом 744, и/или проверку сопротивления изоляции, как показано в связи с этапом 746 и/или другие проверки, как показано в связи с этапом 748, например тест температурой или давлением, чтобы убедиться, что опора может выдержать различные рабочие среды.
[0032] Описанные варианты и способы относятся к соединению припоем или твердым припоем по меньшей мере одной поверхности хрупкого, электрически изолирующего материала, на которую нанесен слой металла, позволяющий создать паяное соединение. Окончание слоя металлизации, смачиваемого припоем или твердым припоем, в одном варианте находится на удалении от поверхности соединения металлического и керамического слоев. Точка окончания слоя металлизации находится на поверхности, примыкающей к соединяемой поверхности. В одном варианте слой металлизации выходит за область соединения и проходит кромку электрически изолирующего слоя так, чтобы точка окончания слоя металлизации находилась на поверхности, которая не параллельна поверхности соединения.
[0033] В одном варианте хрупкий материал содержит керамический оксид алюминия, а металлический компонент содержит никелированную пластину Ковара. В других вариантах хрупкий материал является проводником или полупроводником. Твердый припой в одном варианте содержит сплав серебра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПАЙКИ, ГИРОСКОП И ПАЯНЫЙ УЗЕЛ | 2010 |
|
RU2553144C2 |
| БЕССВИНЦОВАЯ ФОЛЬГА ПРИПОЯ ДЛЯ ДИФФУЗИОННОЙ ПАЙКИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2018 |
|
RU2765104C2 |
| ИЗДЕЛИЕ, ИМЕЮЩЕЕ ФЛАНЕЦ, СПОСОБ ИЗГОТОВЛЕНИЯ ТАКОГО ИЗДЕЛИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ, СОДЕРЖАЩЕГО ЭЛЕМЕНТ, ИМЕЮЩИЙ ФЛАНЕЦ | 2012 |
|
RU2591867C2 |
| Способ пайки деталей из керамики со сталью | 2022 |
|
RU2812167C1 |
| ПОТЕНЦИОМЕТРИЧЕСКИЙ ДАТЧИК КИСЛОРОДА ДЛЯ ИЗМЕРЕНИЯ КОНЦЕНТРАЦИИ КИСЛОРОДА В ЖИДКОМ МЕТАЛЛЕ, ЕГО ПРИМЕНЕНИЕ ДЛЯ ИЗМЕРЕНИЯ СОДЕРЖАНИЯ КИСЛОРОДА В ЖИДКОМ НАТРИИ ЯДЕРНОГО РЕАКТОРА ТИПА БНР | 2021 |
|
RU2785081C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО АДГЕЗИОННОГО СЛОЯ (ВАРИАНТЫ) И МЕТАЛЛИЧЕСКИЙ АДГЕЗИОННЫЙ СЛОЙ (ВАРИАНТЫ) | 1996 |
|
RU2209256C2 |
| МОЩНАЯ СПИРАЛЬНАЯ ЛАМПА БЕГУЩЕЙ ВОЛНЫ | 2004 |
|
RU2285310C2 |
| ПАЯНАЯ СИСТЕМА С СОГЛАСОВАННЫМИ КОЭФФИЦИЕНТАМИ ТЕРМИЧЕСКОГО РАСШИРЕНИЯ | 2005 |
|
RU2403136C2 |
| СПОСОБ СБОРКИ РЕАКТИВНОЙ ПАЙКОЙ И ВАКУУМНЫЙ ПАТРОН, СОБРАННЫЙ ЭТИМ СПОСОБОМ | 2010 |
|
RU2536840C2 |
| ФОРСУНКА ДЛЯ ТОПЛИВНОГО КЛАПАНА В ДИЗЕЛЬНОМ ДВИГАТЕЛЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ФОРСУНКИ | 2003 |
|
RU2295647C2 |





Изобретение может быть использовано при соединении пайкой элементов из хрупкого и металлического материалов, в частности для установки или крепления датчика или другого электронного устройства на хрупком материале, например, из керамики, стекла или кристаллического материала. Наносят слой металлизации на поверхность элемента из хрупкого материала. Наносят слой припоя между элементом из металлического материала и слоем металлизации в граничной области соединения между элементами из хрупкого и металлического материала, причем слой металлизации и слой припоя наносят с выходом за пределы упомянутой граничной области, определяющей зону концентрации напряжений. Различие в коэффициентах теплового расширения припоя и хрупкого материала приводят к возникновению напряжений в процессе охлаждения после первоначального соединения. Изобретение обеспечивает снижение уровня напряжения в области его концентрации. 3 н. и 14 з.п. ф-лы, 7 ил.
1. Способ соединения пайкой элементов из хрупкого и металлического материалов, содержащий этапы, на которых:
наносят слой металлизации на поверхность элемента из хрупкого материала,
наносят слой припоя между элементом из металлического материала и слоем металлизации в граничной области соединения между элементами из хрупкого и металлического материала, причем
слой металлизации и слой припоя наносят с выходом за пределы упомянутой граничной области, определяющей зону концентрации напряжений.
2. Способ по п. 1, в котором элемент из хрупкого материала выполнен с отверстием, проходящим сквозь него перпендикулярно граничной области между элементом из металлического материала и элементом из хрупкого материала.
3. Способ по п. 1, в котором в качестве припоя используют золотосодержащий припой.
4. Способ по п. 1, в котором в качестве припоя используют твердый припой.
5. Способ по п. 4, в котором в качестве твердого припоя используют серебряный припой.
6. Способ по п. 1, в котором слой металлизации и слой припоя наносят с заходом за край кромки элемента из металлического материала.
7. Способ по п. 1, далее содержащий этап, на котором выполняют проверку паяного соединения элемента из хрупкого материала и элемента из металлического материала.
8. Способ по п. 1, в котором зона концентрации напряжений, сформированная на кромке слоя припоя и слоя металлизации, расположена не параллельно граничной области соединения.
9. Паяное соединение элементов из хрупкого и металлического материалов, содержащее:
слой металлизации, нанесенный на поверхность элемента из хрупкого материала, выполненного в виде изолирующего слоя, и
слой припоя, соединяющий элемент из хрупкого материала с элементом из металлического материала, при этом слой припоя размещен между элементом из металлического материала и слоем металлизации в граничной области соединения между элементом из хрупкого материала и элементом из металлического материала,
причем площадь поверхности слоя металлизации и слоя припоя больше площади поверхности упомянутой граничной области соединения, определяющей зону концентрации напряжений.
10. Паяное соединение по п. 9, в котором изолирующий слой содержит керамический оксид алюминия.
11. Паяное соединение по п. 9, в котором слой металлизации выходит за кромку изолирующего слоя.
12. Паяное соединение по п. 11, в котором кромка содержит выпуклый участок, поверх которого нанесен слой металлизации.
13. Устройство для измерения давления текучей среды, содержащее:
схему измерения давления,
датчик измерения давления, выполненный с возможностью выработки выходного сигнала, указывающего на давление процесса, и передачи его на схему измерения давления,
держатель датчика давления, выполненный в виде элемента из металлического материала,
корпус датчика давления и
опору датчика давления, соединенную с держателем датчика давления и выполненную с возможностью обеспечения изоляции корпуса датчика давления от держателя датчика давления, причем опора содержит:
элемент из хрупкого материала, выполненный в виде изолирующего слоя, с возможностью изоляции корпуса датчика давления от держателя датчика давления,
слой металлизации, нанесенный на элемент из хрупкого материала, и
слой припоя, соединяющий слой металлизации с держателем датчика давления,
причем слой металлизации и слой припоя нанесены с выходом за пределы граничной области соединения между изолирующим слоем и держателем датчика давления, определяющей зону концентрации напряжений,
а элемент из хрупкого материала соединен с держателем датчика давления способом по любому из пп. 1-8.
14. Устройство по п. 13, в котором упомянутый элемент из хрупкого материала выполнен в форме цилиндра.
15. Устройство по п. 13, в котором упомянутый элемент из хрупкого материала выполнен со сквозным отверстием, которое принимает давление текучей среды.
16. Устройство по п. 13, в котором слой металлизации и слой припоя нанесены с возможностью самовыравнивания элемента из хрупкого материала и держателя в конфигурацию уменьшения напряжения.
17. Устройство по п. 13, в котором использован припой в виде твердого припоя.
| EP 2872279 А1, 20.05.2015 | |||
| ПАЯНАЯ СИСТЕМА С СОГЛАСОВАННЫМИ КОЭФФИЦИЕНТАМИ ТЕРМИЧЕСКОГО РАСШИРЕНИЯ | 2005 |
|
RU2403136C2 |
| ДАТЧИК ДАВЛЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1990 |
|
SU1771272A1 |
| US 7024937 В2, 11.04.2006 | |||
| US 2011041481 A1, 07.04.2011. | |||

