ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
[0001] Данное изобретение относится к способам изготовления ограниченных металлических фланцев, которые позволяют соединять металлическое изделие, имеющее высокий коэффициент расширения с материалом, имеющим низкий коэффициент расширения. Кроме того, изобретение относится к имеющим фланцы металлическим изделиям и имеющим фланцы изделиям, содержащим имеющий фланец металлический элемент, соединенный с керамическим элементом.
[0002] Среди технологий сборки, используемых в настоящее время для соединения двух элементов, изготовленных из разнородных материалов, можно найти обычную механическую сборку, которая часто может быть непригодной по причинам объема, веса, стоимости и/или плохих динамических характеристик. Известно применение пайки твердым припоем для сборки двух деталей из разнородных материалов. Тем не менее, такие технологии часто сложно применять для соединения керамического элемента и металлического элемента из-за очень разных термомеханических и физико-химических свойств этих двух материалов. Например, большая разница между коэффициентами теплового расширения керамики и металлов может создавать нежелательные остаточные напряжения в изделиях, содержащих керамический элемент, соединенный с металлическим элементом. Эти напряжения могут привести к пониженной прочности соединения или к отсутствию герметичности в соединении, а также к его разрушению.
[0003] Керамика, как правило, хрупка и обладает небольшой возможностью выдерживать внезапные изменения температуры и другие источники механического напряжения. Для создания изделия, содержащего керамический элемент, непосредственно соединенный с металлическим материалом, широко применяемые технологии соединения требуют, чтобы характеристики теплового расширения обоих материалов соответствовали друг к другу. В этой области известна разработка паяного соединения "металл-керамика". Как правило, такой подход требует, чтобы металлический элемент имел коэффициент теплового расширения (КТР), соответствующий коэффициенту теплового расширения керамики. Это требование жестко ограничивает варианты имеющихся в наличии материалов. Материалы, которые хорошо подходят друг другу по КТР, могут проявлять нежелательные характеристики, такие как, трудности при обработке, высокая стоимость, плохая химическая совместимость, недостаточная устойчивость к воздействию внешней среды и чувствительность к химическому загрязнению при обработке.
[0004] Таким образом, было бы крайне желательно предложить новые технологии, которые позволяют соединять хрупкие материалы с малым коэффициентом расширения (такие, как керамика) с высокопрочным материалами с большим коэффициентом расширения (такие, как металлы). Кроме того, было бы желательно, чтобы такие новые технологии могли применяться для соединения широкого спектра металлов с широким спектром керамических материалов, и в них было бы минимизировано негативное влияние большой разницы в характеристиках теплового расширения соединяемых изделий.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0005] В соответствии с одним аспектом настоящего изобретения предложен способ изготовления имеющего фланец металлического изделия, который включает (а) нанесение первого твердого припоя на первую часть металлического изделия, (б) обмотку указанной первой части металлического изделия отрезком ограничивающего металлического элемента и (в) нагрев узла из металлического изделия, ограничивающего металлического элемента и первого твердого припоя до температуры, превышающей температуру солидуса первого твердого припоя, для получения имеющего фланец металлического изделия, причем коэффициент теплового расширения КТР1 металлического изделия больше коэффициента теплового расширения КТР2 ограничивающего металлического элемента.
[0006] В соответствии с другим аспектом настоящего изобретения предложено имеющее фланец металлическое изделие, содержащее (а) обмотанную первую часть, содержащую отрезок ограничивающего металлического элемента, и (б) первый твердый припой, находящийся в контакте с ограничивающим металлическим элементом и поверхностью обмотанной первой части металлического изделия, причем коэффициент
теплового расширения КТР1 металлического изделия больше коэффициента теплового расширения КТР2 ограничивающего металлического элемента.
[0007] В соответствии с другим аспектом настоящего изобретения предложено имеющее фланец изделие, содержащее (а) имеющий фланец металлический элемент, соединенный с керамическим элементом, обмотанный молибденовой проволокой и содержащий один или более из следующих элементов: никель, железо, кобальт и хром, и (б) первый твердый припой, находящийся в контакте с имеющим фланец металлическим элементом и поверхностью молибденовой проволоки, причем коэффициент теплового расширения КТР1 имеющего фланец металлического элемента по меньшей мере на 100% больше коэффициента теплового расширения КТР2 молибденовой проволоки.
[0008] В соответствии с другим аспектом настоящего изобретения предложен способ изготовления изделия, содержащего имеющий фланец металлический элемент, соединенный с керамическим элементом. Этот способ включает (а) нанесение первого твердого припоя на первую часть металлического изделия, (б) обмотку указанной первой части металлического изделия отрезком ограничивающего металлического элемента, (в) нагрев узла из металлического изделия, ограничивающего металлического элемента и первого твердого припоя до температуры, превышающей температуру солидуса первого твердого припоя, для получения имеющего фланец металлического изделия, причем коэффициент теплового расширения КТР1 металлического изделия больше коэффициента теплового расширения КТР2 ограничивающего металлического элемента, (г) обеспечение контактирования имеющей фланец части металлического изделия со вторым твердым припоем и керамическим изделием таким образом, что второй твердый припой помещают между имеющей фланец частью металлического изделия и керамическим изделием, и (д) нагрев узла из имеющего фланец металлического изделия, второго твердого припоя и керамического изделия до температуры, превышающей температуру солидуса второго твердого припоя, для получения изделия, содержащего имеющий фланец металлический элемент, соединенный с керамическим элементом.
[0009] Другие варианты выполнения, аспекты, признаки и преимущества изобретения станут очевидными для специалистов из следующего подробного описания, прилагаемых чертежей и прилагаемой формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0010] Эти и другие признаки, аспекты и преимущества настоящего изобретения станут более понятны при прочтении следующего подробного описания со ссылкой на прилагаемые чертежи, на которых одинаковые номера позиций обозначают одни и те же элементы на всех чертежах и на которых:
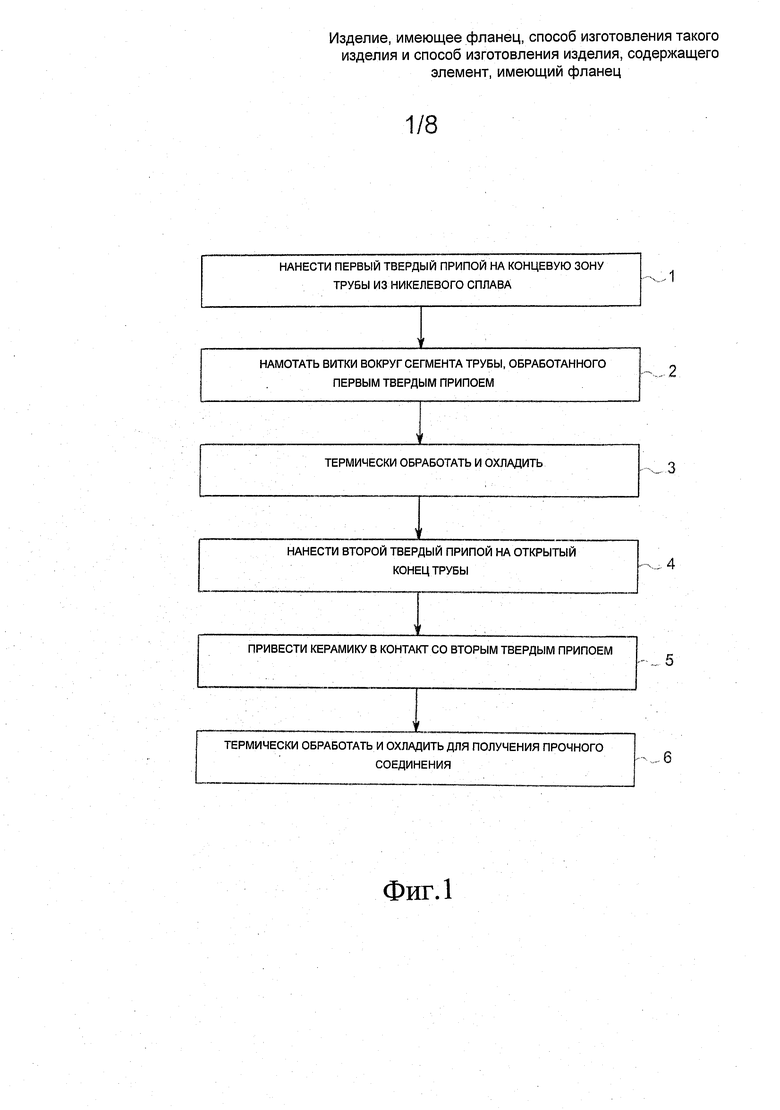
[0011] Фиг.1 изображает блок-схему изготовления металлического фланца по данному изобретению.
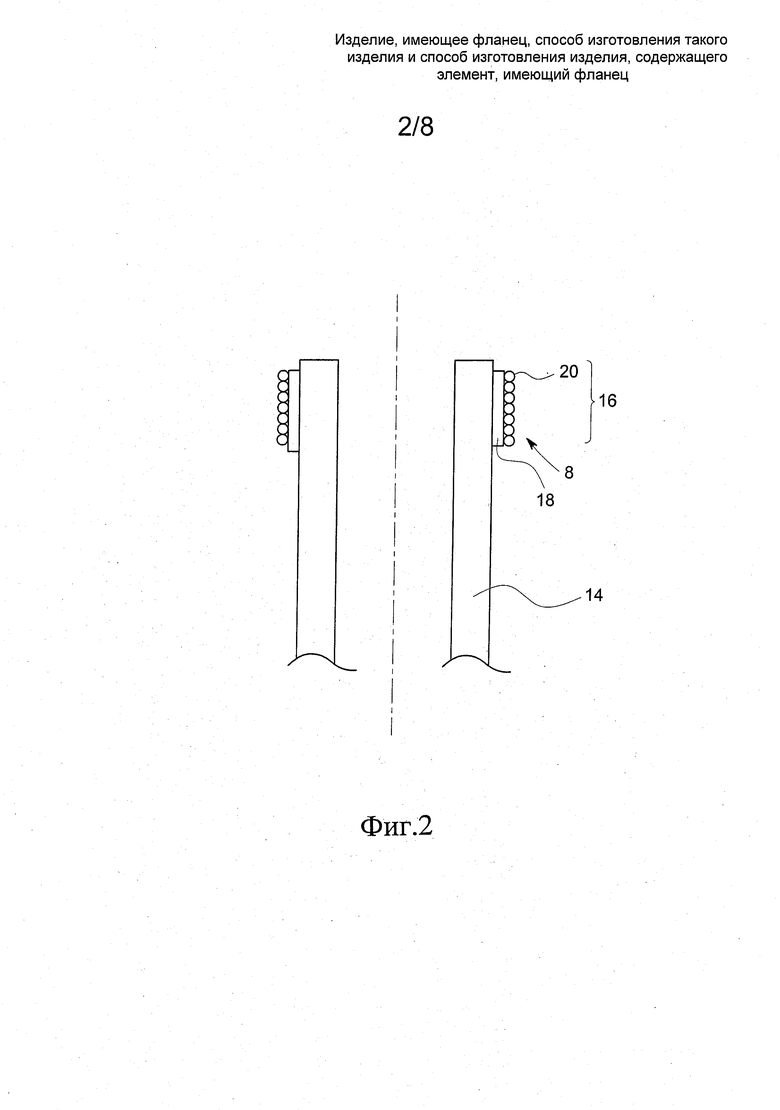
[0012] Фиг.2 схематически изображает разрез узла по данному изобретению до термической обработки.
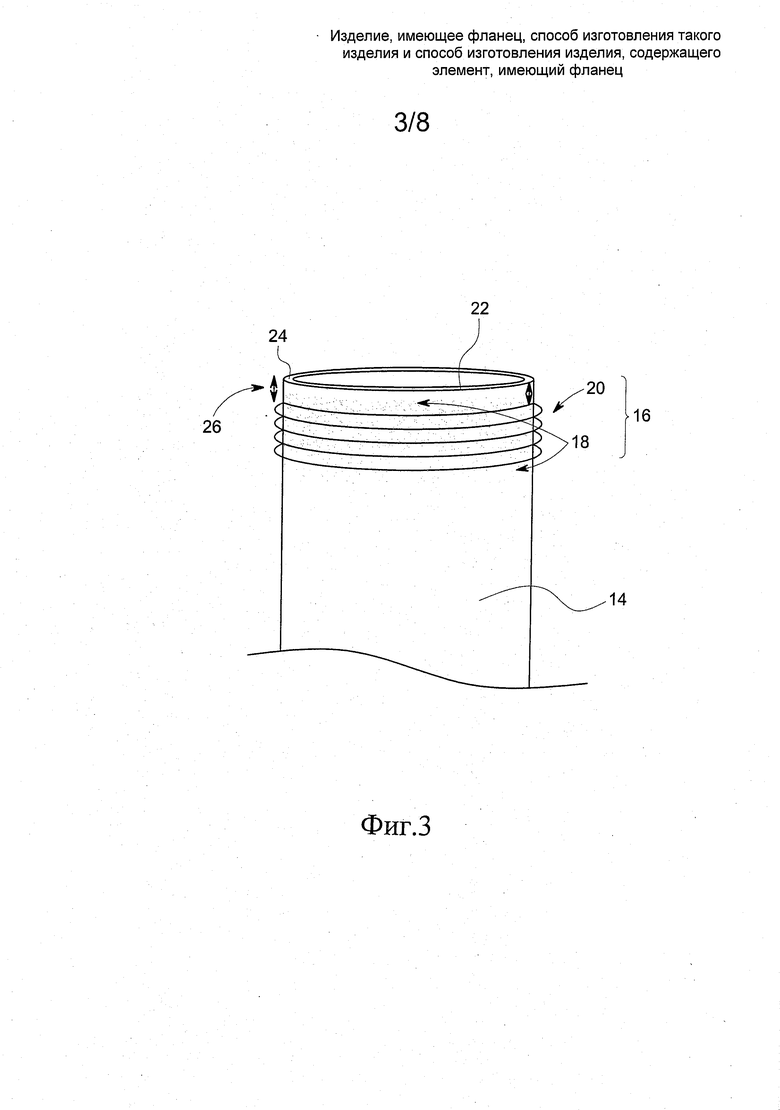
[0013] Фиг.3 схематически изображает узел по настоящему изобретению, содержащий цилиндрическое металлическое изделие, первый твердый припой и ограничивающий металлический элемент до термической обработки и формирования фланца.
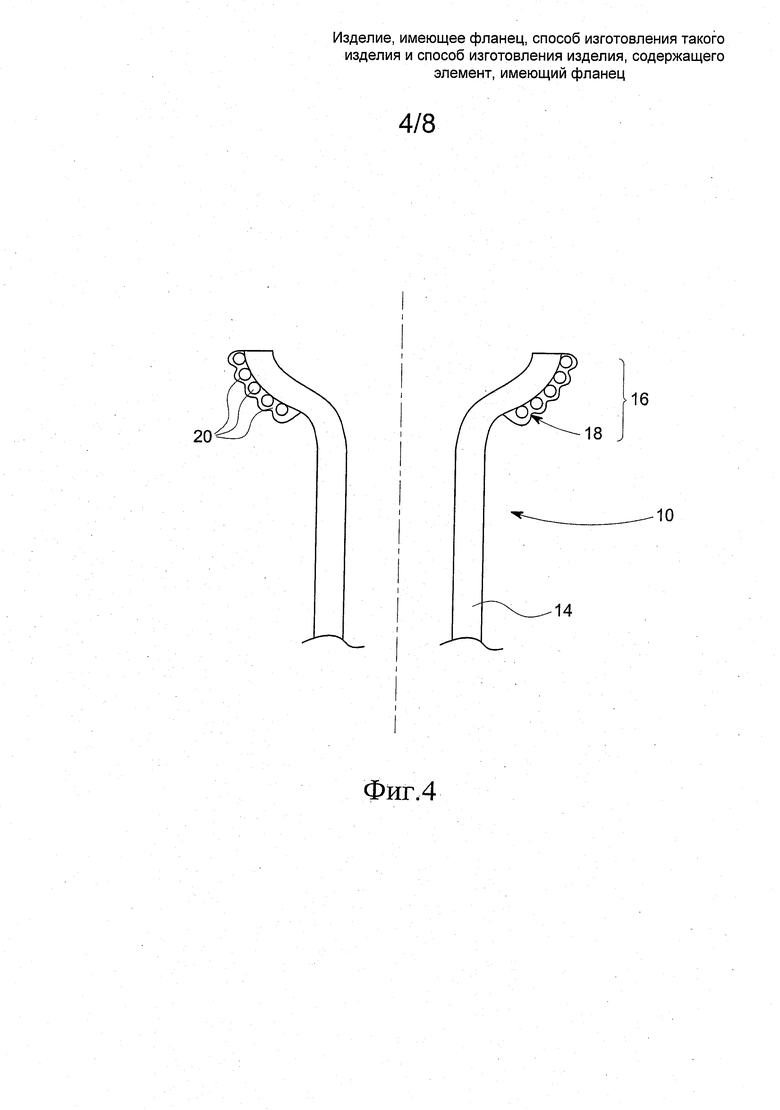
[0014] Фиг.4 схематически изображает разрез металлического фланца по данному изобретению после термической обработки.
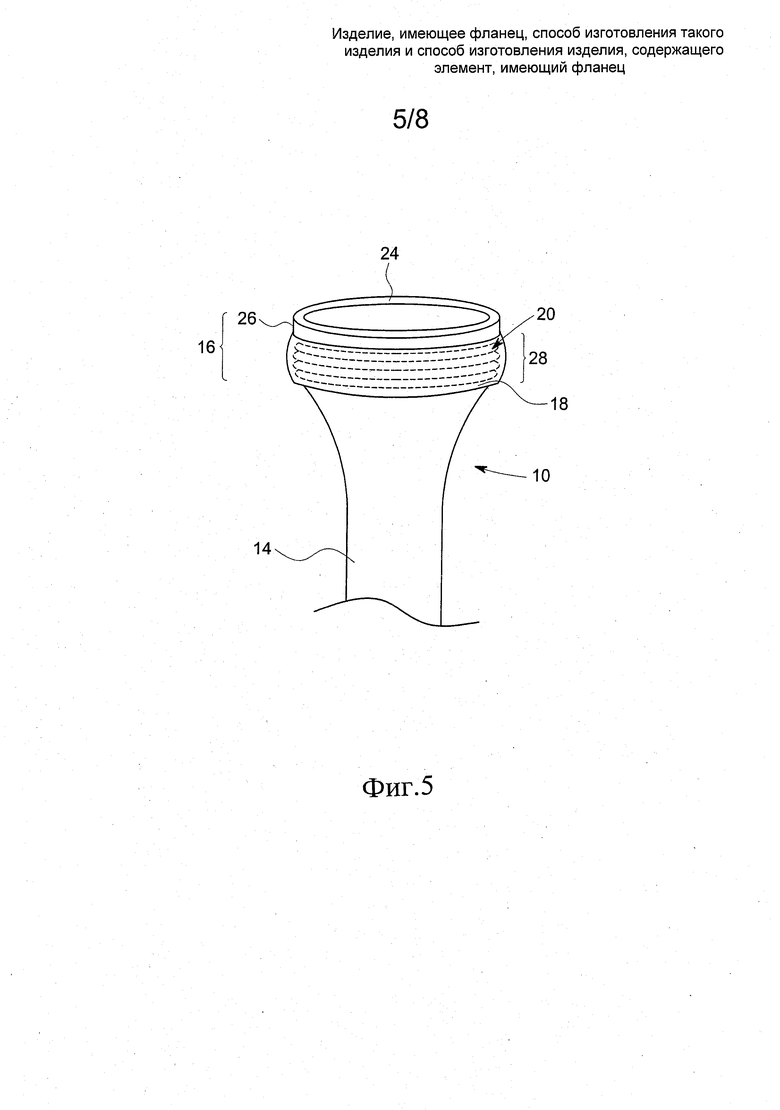
[0015] Фиг.5 схематически изображает цилиндрический металлический фланец по данному изобретению после термической обработки.
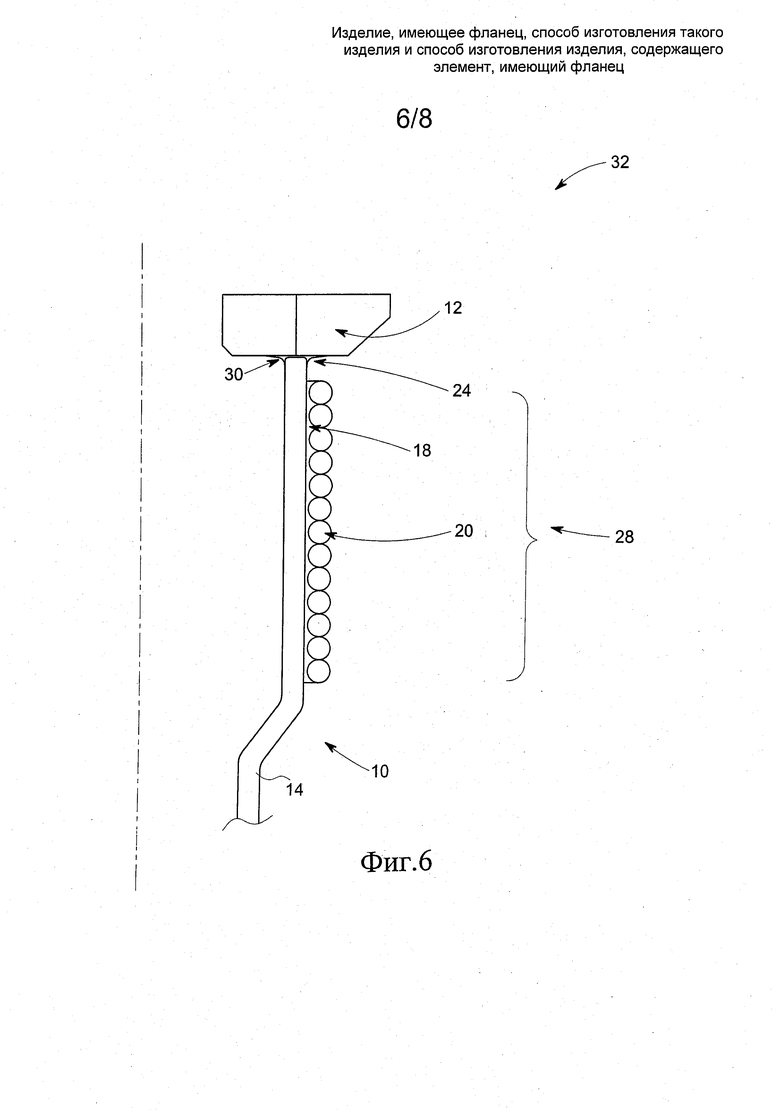
[0016] Фиг.6 схематически изображает узел из керамического изделия и металлического фланца по данному изобретению, содержащий один слой ограничивающего металлического элемента.
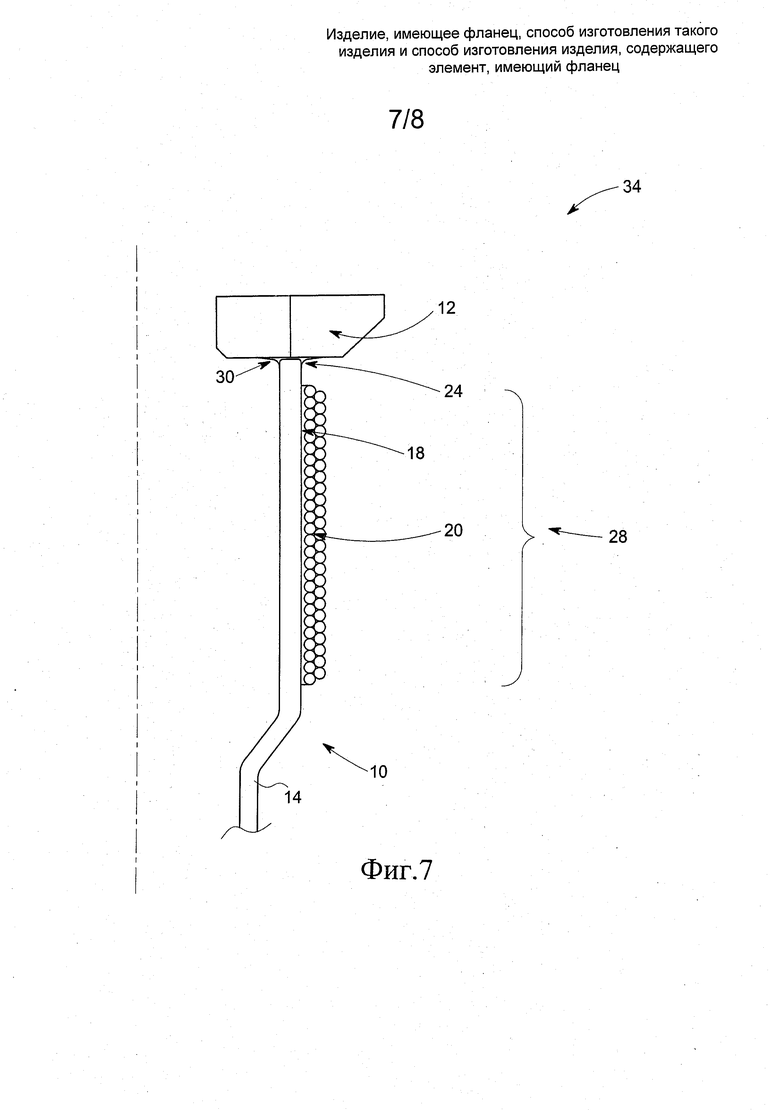
[0017] Фиг.7 схематически изображает узел из керамического изделия и металлического фланца по данному изобретению, содержащий несколько слоев ограничивающего металлического элемента.
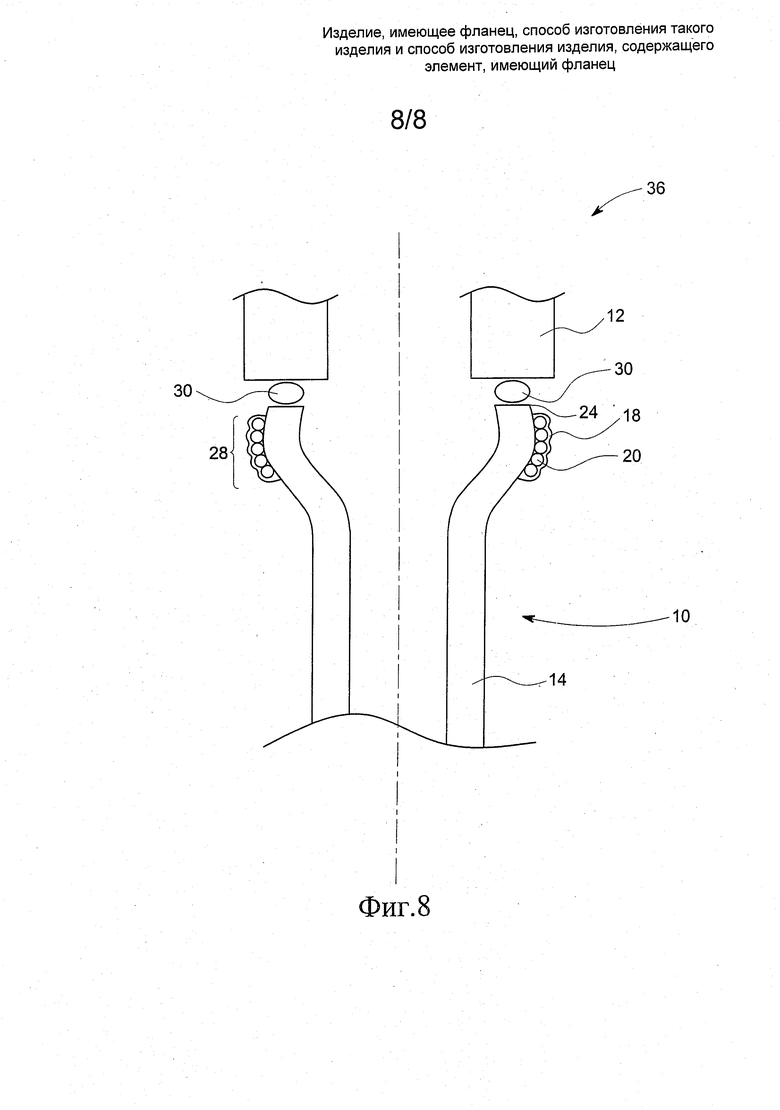
[0018] Фиг.8 схематически изображает узел из керамического изделия и металлического фланца по данному изобретению после термической обработки.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0019] Упоминание элементов в единственном числе подразумевает и множественное число, если в контексте четко не указано иное.
[0020] Используемый здесь термин "твердый припой" включает как чистые материалы, например, металлическое золото, металлическое серебро и металлический палладий, так и многокомпонентные твердые припои, например, твердые припои на основе серебра и меди, твердые припои на основе золота и никеля и твердые припои на основе серебра, меди и цинка.
[0021] В одном варианте выполнения настоящее изобретение предлагает способ изготовления имеющего фланец металлического изделия, включающий (а) нанесение первого твердого припоя на первую часть металлического изделия, (б) обмотку первой части металлического изделия отрезком ограничивающего металлического элемента, и (в) нагрев узла из металлического изделия, ограничивающего металлического элемента и первого твердого припоя до температуры, превышающей температуру солидуса первого твердого припоя, для получения имеющего фланец металлического изделия, причем коэффициент теплового расширения КТР1 металлического изделия больше коэффициента теплового расширения КТР2 ограничивающего металлического элемента.
[0022] Фланцы, выполненные согласно предложенному способу, могут использоваться во множестве случаев, но особенно полезны, когда нужно соединить материал, имеющий низкий коэффициент теплового расширения (КТР), с материалом, имеющим более высокий коэффициент теплового расширения, например, при соединении металла с керамикой. Фланцы, выполненные согласно предложенному способу, являются "ограниченными" металлическими фланцами в том смысле, что характеристики теплового расширения этих фланцев ограничены относительно начального материала металлического изделия при помощи ограничивающего металлического элемента.
[0023] Металлическое изделие, использованное в качестве начального материала для изготовления имеющих фланец металлических изделий согласно данному изобретению, может быть любым металлическим изделием, в котором нужно сформировать фланец. Неограничивающие примеры подходящих металлических изделий включают металлические трубы, стержни, пластины и сосуды. Как отмечалось, металлическое изделие является начальной точкой изготовления имеющего фланец металлического изделия согласно настоящему изобретению. Неограничивающие примеры подходящих материалов для создания металлического изделия включают золото, никель, титан, серебро, медь, платину, палладий, ниобий, тантал, молибден, сплав 625, цирконий, кобальт, хром, нержавеющую сталь и сочетания этих материалов. В одном варианте выполнения металлическое изделие, используемое для изготовления имеющего фланец металлического изделия, содержит по меньшей мере один из следующих материалов: сплав на основе никеля, сплав на основе железа, сплав на основе кобальта, сплав на основе меди и сплав на основе алюминия. Таким образом, в одном варианте выполнения начальный материал металлического изделия содержит сплав, содержащий никель. В другом варианте выполнения начальный материал металлического изделия содержит сплав, содержащий железо. В еще одном варианте выполнения начальный материал металлического изделия содержит сплав, содержащий никель и железо. В нескольких вариантах выполнения металлическое изделие содержит ниобий. В одном варианте выполнения металлическое изделие выполнено из сплава на основе ниобия. В еще одном варианте выполнения металлическое изделие состоит главным образом из ниобия. В различных вариантах выполнения металлическое изделие может содержать углеродистую сталь, никелевый сплав, мартенситную нержавеющую сталь, аустенитную нержавеющую сталь, медный сплав или алюминиевый сплав.
[0024] В нескольких вариантах выполнения металлическое изделие содержит один или более суперсплавов. Специалистам известно большое разнообразие суперсплавов, которые пригодны для использования согласно одному или более вариантам выполнения настоящего изобретения. В одном варианте выполнения металлическое изделие содержит один или более суперсплавов, выбранных из Группы, состоящей из суперсплавов на основе никеля, суперсплавов на основе железа, суперсплавов на основе кобальта и сочетаний двух или более вышеуказанных суперсплавов. В качестве примеров суперсплавов на основе никеля приведены сплавы "Астролой" (Astroloy), "Хастелой" (Hastelloy), ИНКОНЕЛЬ (INCONEL), "Нимоник" (Nimonic), "Пиромет" (Pyromet), "Ренэ" (Rene), "Уд и мет" (Udimet) и "Васпалой" (Waspaloy). В качестве примеров суперсплавов на основе железа приведены сплавы "Дискалой" (Discaloy) и "Инколой" (Incoloy). В качестве примеров суперсплавов на основе кобальта приведены сплавы "Эйрезист" (AirResist), "Элгилой" (Elgiloy), "МП35Н" (MP35N) и "Стеллит" (Стеллит).
[0025] Металлическое изделие может иметь любую необходимую форму, например цилиндрическую, коническую, сферическую, прямоугольную, кубическую или даже неправильную форму. В нескольких вариантах выполнения металлическое изделие представляет собой цилиндр. В одном варианте выполнения цилиндрическое металлическое изделие имеет толщину в диапазоне примерно от 0,013 см (0,005 дюйма) до примерно 0,25 см (0,10 дюйма). В особом варианте выполнения цилиндрическое металлическое изделие имеет толщину примерно 0,09 см (0,035 дюйма). В одном варианте выполнения металлическое изделие представляет собой трубу, например металлическое изделие является трубой из никелевого сплава. В дополнительном варианте выполнения металлическое изделие представляет собой стержень.
[0026] Как отмечалось, металлическое изделие, которое является начальным для изготовления имеющего фланец металлического изделия, предлагаемого настоящим изобретением, имеет первую часть, на которую может наноситься первый твердый припой. В одном варианте выполнения первая часть металлического изделия является концевой частью. В дополнительном варианте выполнения первая часть металлического изделия является не концевой частью, а, например средней частью трубы.
[0027] Как отмечалось, первый твердый припой, который является одним из начальных материалов для изготовления имеющего фланец металлического изделия согласно настоящему изобретению, помещается таким образом, что он находится в контакте и с первой частью металлического изделия, и с ограничивающим металлическим элементом. В одном варианте выполнения первый твердый припой наносят на первую часть металлического изделия до намотки вокруг нее ограничивающего металлического элемента. В дополнительном варианте выполнения первый твердый припой наносят на первую часть металлического изделия после намотки на нее ограничивающего металлического элемента.
[0028] Первый твердый припой может быть выбран на основе множества факторов, известных специалистам, например рабочих характеристик твердой пайки (например, температуры твердой пайки) и стоимости. В данной области техники известно большое разнообразие твердых припоев, которые могут являться однокомпонентными твердыми припоями, например относительно чистые металлы, такие как золото, серебро и палладий, и многокомпонентными твердыми припоями, например твердыми припоями "серебро-медь", твердыми припоями "серебро-цинк", твердыми припоями "медь-цинк", твердыми припоями "серебро-медь-цинк", твердыми припоями "серебро-медь-цинк-кадмий", твердыми припоями "медь-фосфор", твердыми припоями "серебро-медь-фосфор", твердыми припоями "золото-серебро", твердыми припоями "золото-медь", твердыми припоями "золото-никель", твердыми припоями "золото-палладиум", твердыми припоями на основе палладия, твердыми припоями на основе никеля, твердыми припоями на основе кобальта, твердыми припоями на основе алюминия (например, твердыми припоями "алюминий-кремний") и активными твердыми припоями, содержащими один или более реактивных металлических элементов. В особом варианте выполнения первый твердый припой представляет собой относительно чистое золото. В одном варианте выполнения первый твердый припой выбирается из группы, состоящей из твердых припоев на основе золота, на основе меди, на основе серебра, на основе платины, на основе палладия, на основе титана, на основе ванадия, на основе никеля и их сочетаний. В нескольких других вариантах выполнения первый твердый припой представляет собой активный твердый припой, который здесь иногда называется активным твердоприпойным сплавом. Специалистам известно множество имеющихся на рынке твердых припоев и активных твердых припоев.
[0029] Как отмечалось, отрезок ограничивающего металлического элемента используется в сочетании с первым твердым припоем для формирования имеющего фланец металлического изделия. Как подразумевает его название, ограничивающий металлический элемент ограничивает металлическое изделие во время термической обработки и последующего охлаждения. Ограничивающий металлический элемент может содержать, помимо прочего, жилы, волокна, проволоку, многожильные тросы, линейные ограничивающие полосы, отрезки, ленты, перфорированные ленты и фольгу. В одном варианте выполнения этот элемент представляет собой одножильную проволоку. В дополнительном варианте выполнения этот элемент представляет собой многожильную проволоку.
[0030] В одном варианте выполнения ограничивающий металлический элемент представляет собой линейное изделие, имеющее длину и ширину и характеризующееся высоким соотношением геометрических размеров. Под линейностью подразумевается, что ограничивающий металлический элемент может быть намотан или обернут вокруг металлического изделия.
Используемый здесь термин "соотношение геометрических размеров" относится к отношению длины к ширине каждого использованного ограничивающего металлического элемента. Например, соотношение геометрических размеров одножильной проволоки представляет собой отношение длины одножильной проволоки к ее ширине (или толщине). В некоторых вариантах выполнения ограничивающий металлический элемент наматывают вокруг первой части металлического изделия либо частично, либо полностью. Например, ограничивающий металлический элемент может представлять собой проволоку, намотанную вокруг первой части металлического изделия. В различных вариантах выполнения ограничивающий металлический элемент наматывают вокруг металлического изделия, совершая витки вокруг первой части металлического изделия. Количество витков ограничивающего металлического элемента может изменяться в зависимости от размера металлического изделия, длины ограничивающего металлического элемента и характеристик теплового расширения металлического изделия. В некоторых вариантах выполнения металлическое изделие обматывают ограничивающим металлическим элементом таким образом, что этот элемент образует один или более слоев на поверхности первой части металлического изделия. В некоторых вариантах выполнения металлическое изделие может обматываться двумя или более ограничивающими металлическими элементами, один на другой, образуя узел, содержащий множество слоев ограничивающих металлических элементов на металлическом изделии. В различных вариантах выполнения соотношение геометрических размеров ограничивающего металлического элемента находится в диапазоне от примерно 10 до примерно 10000. В одном варианте выполнения соотношение геометрических размеров ограничивающего металлического элемента находится в диапазоне от примерно 10 до примерно 1000. В еще одном варианте выполнения соотношение геометрических размеров ограничивающего металлического элемента находится в диапазоне от примерно 10 до примерно 100. В одном варианте выполнения ограничивающий металлический элемент имеет фиксированную длину и изменяемую ширину (или толщину). В этом случае соотношение геометрических размеров этого элемента может определяться отношением его длины к его средней ширине (или толщине).
[0031] Ограничивающий металлический элемент может выбираться таким образом, чтобы иметь низкий коэффициент теплового расширения и высокий модуль упругости при повышенных температурах. Ограничивающий металлический элемент может наматываться вокруг первой части металлического изделиям таким образом, чтобы обеспечить расширение первой части металлического изделия до контакта с плотной посадкой с ограничивающим металлическим элементом при нагреве. В различных вариантах выполнения размеры полученного фланца могут контролироваться изначальной плотностью намотки ограничивающего металлического элемента вокруг металлического изделия. При нагреве узла из металлического изделия, ограничивающего металлического элемента и твердого припоя, металлическое изделие расширяется в большей степени, чем ограничивающий металлический элемент, и, как отмечалось, входит в контакт с плотной посадкой с ограничивающим металлическим элементом. При охлаждении плотный контакт между металлическим изделием и ограничивающим металлическим элементом препятствует усадке той части металлического изделия, которая находится в плотном контакте с ограничивающим металлическим элементом и первым твердым припоем. Как отмечалось, ограничивающий металлический элемент выполнен, как правило, из материала, имеющего относительно низкий КТР, которому можно придать соответствующую форму (например, отформовав в виде фольги или проволоки) для его использования в качестве ограничивающего металлического элемента. В одном варианте выполнения ограничивающий металлический элемент содержит по меньшей мере один из следующих материалов: молибден, вольфрам, карбид кремния, плавленый кварц, графит или стекло. В одном варианте выполнения ограничивающий металлический элемент выбирают из группы, состоящей из гафниевого, циркониевого, хромового, никелевого, железного, молибденового, ниобиевого элемента и сочетаний двух или более указанных выше элементов. Используемые здесь термины гафниевый элемент, циркониевый элемент, хромовый элемент, никелевый элемент, железный элемент, молибденовый элемент и ниобиевый элемент относятся к ограничивающим металлическим элементам, содержащим один или более указанных выше элементов. Таким образом, гафниевый элемент содержит гафний, циркониевый элемент содержит цирконий, хромовый элемент содержит хром, никелевый элемент содержит никель, железный элемент содержит железо, молибденовый элемент содержит молибден, и ниобиевый элемент содержит ниобий. Специалистам будет понятно, что ограничивающий металлический элемент может содержать металл в его элементарной форме, металлический сплав или металлическое вещество, которое не определяется ни как металл в его элементарной форме, ни как сплав этого металла. В особом варианте выполнения ограничивающий металлический элемент представляет собой молибденовый элемент и содержит элементарный молибден. В дополнительном варианте выполнения ограничивающий металлический элемент представляет собой молибденовый элемент, содержащий молибденовый сплав. В одном варианте выполнения ограничивающий металлический элемент содержит лантанированный молибден. Лантанированный молибден может представлять собой полезную альтернативу другим материалам на основе молибдена. В одном варианте выполнения ограничивающий металлический элемент состоит из лантанированного молибдена с содержанием 0,875% La2O3.
[0032] В особом варианте выполнения ограничивающий металлический элемент представляет собой молибденовую проволоку. Молибден имеет коэффициент теплового расширения, который меньше коэффициента теплового расширения различных суперсплавов на основе никеля, которые подходят в качестве материалов для создания начального материала металлического изделия. В качестве примера в следующей таблице 1 приведены КТР нескольких металлических материалов. Как видно из таблицы, металл молибден, подходящий для использования в качестве ограничивающего металлического элемента, имеет КТР, который значительно ниже КТР материала ИНКОНЕЛ 625 (INCONEL 625), подходящего для использования в качестве металлического изделия.
[0033] Дополнительным свойством молибдена является то, что его модуль упругости значительно выше модуля упругости различных суперсплавов на основе никеля. Как отмечалось, в одном варианте выполнения ограничивающий металлический элемент состоит из молибденового сплава. Молибден и его сплавы, как правило, сохраняют полезные механические свойства при повышенных температурах. Благодаря термическим и механическим свойствам молибдена и его сплавов, использование ограничивающих металлических элементов, содержащих молибден и/или его сплавы, может быть особенно выгодным. Вольфрам и карбид кремния также могут в некоторых вариантах выполнения успешно служить в качестве материалов для выполнения ограничивающего металлического элемента.
[0034] В одном варианте выполнения тонкая проволока из молибдена может быть многократно намотана вокруг концевой части трубы из никелевого сплава (первая часть металлического изделия), на внешней поверхности которой помещен золотой твердый припой таким образом, что этот золотой твердый припой контактирует как с внешней поверхностью трубы, так и с молибденовой проволокой. Затем этот узел нагревают и далее охлаждают для получения имеющего фланец металлического изделия. В другом варианте выполнения тонкая молибденовая проволока может быть намотана вокруг трубы из никелевого сплава, и золотой твердый припой нанесен на обвитую часть трубы таким образом, что этот золотой твердый припой контактирует с молибденовой проволокой. Затем этот узел может быть нагрет и далее охлажден для получения имеющего фланец металлического изделия.
[0035] Ширина ограничивающего металлического элемента может соответственно регулироваться в зависимости от характеристик расширения и сжатия металлического изделия для управления размером и формой полученного фланца. В некоторых вариантах выполнения ограничивающий металлический элемент представляет собой проволоку относительно постоянных размеров, имеющую диаметр в диапазоне от примерно 0,013 см (0,005 дюйма) до примерно 0,06 см (0,025 дюйма) и служащую примером "тонкой" проволоки. В особом варианте выполнения диаметр ограничивающего металлического элемента составляет примерно 0,03 см (0,012 дюйма). Например, ограничивающий металлический элемент может представлять собой молибденовую проволоку, имеющую диаметр в диапазоне от примерно 0,005 до примерно 0,06 см (0,025 дюйма), и в особом варианте выполнения ограничивающий металлический элемент представляет собой молибденовую проволоку, имеющую диаметр примерно 0,03 см (0,012 дюйма). Как правило, ограничивающий металлический элемент наматывают вокруг первой части металлического изделия много раз, хотя в некоторых вариантах выполнения многократная обмотка может не потребоваться, например если ограничивающий металлический элемент выполнена в форме ленты. Как правило, однако, ограничивающий металлический элемент наматывают два или более раз вокруг первой части металлического изделия. В одном варианте выполнения ограничивающий металлический элемент наматывают таким образом, что узел из металлического изделия, ограничивающего металлического элемента и первого твердого припоя содержит от 5 до 1000 витков. В дополнительном варианте выполнения ограничивающий металлический элемент наматывают таким образом, что узел из металлического изделия, ограничивающего металлического элемента и первого твердого припоя содержит от 10 до 100 витков. В еще одном варианте выполнения ограничивающий металлический элемент наматывают таким образом, что узел из металлического изделия, ограничивающего металлического элемента и первого твердого припоя содержит от 10 до 25 витков.
[0036] Как отмечалось, металлическое изделие, используемое для изготовления предложенного имеющего фланец металлического изделия, имеет коэффициент теплового расширении КТР1, который больше коэффициента КТР2 ограничивающего металлического элемента. В различных вариантах выполнения КТР1 должен быть больше КТР2 для того, чтобы ограничивающий металлический элемент выполнял свою функцию, которая состоит в том, чтобы ограничивать расширение и сжатие металлического изделия при нагреве и охлаждении. В одном варианте выполнения КТР1 по меньшей мере на 10% больше, чем КТР2. В другом варианте выполнения КТР1 больше, чем КТР2 примерно на 10-300%. В дополнительном варианте выполнения КТР1 больше, чем КТР2 примерно на 50-250%. В еще одном варианте выполнения КТР1 больше, чем КТР2 примерно на 35-225%. В особом варианте выполнения КТР1 примерно на 200% больше, чем КТР2. В одном варианте выполнения металлическое изделие содержит никелевый сплав, имеющий КТР (КТР1) примерно на 200% больший, чем КТР (КТР2) ограничивающего металлического элемента, содержащей молибден;
[0037] Как отмечалось, в одном варианте выполнения настоящего изобретения предлагается имеющее фланец металлическое изделие, содержащее (а) обмотанную первую часть, содержащую отрезок ограничивающего металлического элемента, и (б) первый твердый припой, находящийся в контакте с ограничивающим металлическим элементом и поверхностью обмотанной первой части металлического изделия. При этом металлическое изделие имеет коэффициент теплового расширения КТР1, ограничивающий металлический элемент имеет коэффициент теплового расширения КТР2, и КТР1 больше КТР2.
[0038] В другом варианте выполнения данного изобретения имеющее фланец металлическое изделие содержит (а) имеющий фланец металлический элемент, соединенный с керамическим элементом, причем имеющий фланец металлический элемент обмотан молибденовой проволокой и содержит один или более следующих материалов: никель, железо, кобальт и хром, и (б) первый твердый припой, находящийся в контакте с имеющим фланец металлическим элементом и поверхностью молибденовой проволоки, причем имеющий фланец металлический элемент имеет коэффициент теплового расширения КТР1, молибденовая проволока имеет коэффициент теплового расширения КТР2, и КТР1 по меньшей мере на 100% больше, чем КТР2.
[0039] В одном варианте выполнения настоящее изобретение предлагает способ изготовления изделия, содержащего имеющий фланец металлический элемент, соединенный с керамическим элементом. Этот способ включает (а) нанесение первого твердого припоя на первую часть металлического изделия, (б) обмотку первой части металлического изделия отрезком ограничивающего металлического элемента, (в) нагрев узла из металлического изделия, ограничивающего металлического элемента и первого твердого припоя до температуры, превышающей температуру солидуса первого твердого припоя, как правило, до температуры в диапазоне от примерно 300°С до примерно 2500°С для получения имеющего фланец металлического изделия, причем коэффициент теплового расширения КТР1 металлического изделия больше коэффициента теплового расширения КТР2 ограничивающего металлического элемента, (г) обеспечение контактирования имеющей фланец части металлического изделия со вторым твердым припоем и керамическим изделием так, что второй твердый припой размещают между имеющей фланец частью металлического изделия и керамическим изделием, и (д) нагрев узла из имеющего фланец металлического изделия, второго твердого припоя и керамического изделия до температуры, превышающей температуру солидуса второго твердого припоя, как правило, до температуры в диапазоне от примерно 300°С до примерно 2500°С, для получения изделия, содержащего имеющий фланец металлический элемент, соединенный с керамическим элементом. Специалистам будет понятно, что указанные этапы нагрева (в) и (д) могут иногда называться здесь этапами "твердой пайки", этап (в) представляет первый этап твердой пайки, и этап (д) представляет второй этап твердой пайки. Каждый этап характеризуется температурой пайки выше температуры солидуса первого твердого припоя и второго твердого припоя соответственно. Как правило, температура, при которой проводят второй этап твердой пайки (температура второй пайки) ниже температуры, при которой проводят первый этап твердой пайки (температура первой пайки). Данная предосторожность может помочь предотвратить нежелательные изменения в паяном соединении, полученном на первом этапе твердой пайки, в результате термической обработки на втором этапе твердой пайки.
[0040] Как будет понятно специалистам, имеющая фланец часть металлического изделия, соединяемая с керамическим изделием предложенным способом, может являться концевым фланцем или фланцем, который не является концевым. В одном варианте выполнения второй твердый припой наносят на фланец, образованный на концевой части имеющего фланец металлического изделия, которое затем соединяют с керамическим изделием. Второй твердый припой может быть таким же, как первый твердый припой, или отличаться от первого твердого припоя, но, как отмечалось, как правило, отличается от первого твердого припоя. Пригодные твердые припои, которые могут применяться в качестве второго твердого припоя, включают те соединения, которые описаны для первого твердого припоя. В одном варианте выполнения второй твердый припой выбирается из группы, состоящей из золота, припойных сплавов золота, припойных сплавов меди, серебра, припойных сплавов серебра, палладия, припойных сплавов палладия, припойных сплавов титана, припойных сплавов ванадия, припойных сплавов никеля и сочетаний двух или более вышеуказанных твердых припоев. В нескольких вариантах выполнения второй твердый припой представляет собой активный твердый припой, который способствует увлажнению керамической поверхности. В одном варианте выполнения активный твердый припой содержит один или более реактивных элементов, выбранных из группы, состоящей из титана, циркония, хрома и иттрия. В другом варианте выполнения активный твердый припой содержит один или более редкоземельный элемент.
[0041] Нагрев узла из имеющего фланец металлического изделия, второго твердого припоя и керамического изделия до температуры, превышающей температуру солидуса второго твердого припоя, и последующее охлаждение этого узла создают прочное соединение между имеющим фланец металлическим элементом (имеющее фланец металлическое изделие) и керамическим элементом (керамическое изделие). Имеющая фланец часть имеющего фланец металлического изделия (фланец) продолжает подвергаться ограничению со стороны ограничительного металлического элемента, и, таким образом, проявляет относительно малое расширение при нагревании (или сжатие при охлаждении) относительно металлического изделия, из которого она была образована, или относительно керамического изделия, к которому она присоединена. Таким образом, в различных вариантах выполнения ограничивающий металлический элемент компенсирует несоответствие в характеристиках теплового расширения между начальным материалом металлического изделия и керамическим элементом, к которому это металлическое изделие необходимо прикрепить. Контролируя характеристики теплового расширения имеющей фланец части металлического изделия, соединяемого с керамическим изделием, и области вокруг указанной части, можно соединить имеющее фланец металлическое изделие и керамическое изделие и избежать повреждения керамического изделия во время нагрева и охлаждения.
[0042] В одном варианте выполнения, при сборке изделия, содержащего имеющий фланец металлический элемент, соединенный с керамическим элементом предложенным способом, можно регулировать ширину ограничивающего металлического элемента для оптимизации соответствия между характеристиками теплового расширения имеющего фланец металлического элемента и керамического элемента.
[0043] Как будет понятно специалистам, количество используемого твердого припоя должно быть достаточным для создания прочной связи между металлическим изделием и ограничивающим металлическим элементом в случае первого твердого припоя и между имеющей фланец частью металлического изделия и керамическим изделием в случае второго твердого припоя. В некоторых вариантах выполнения первый твердый припой или второй твердый припой, нанесенный на металлическое изделие или имеющее фланец металлическое изделие, имеет толщину в диапазоне от примерно 0,0003 см (0,0001 дюйма) до примерно 0,13 см (0,05 дюйма). Например, на металлическое изделие можно наносить золотой твердый припой толщиной в диапазоне от примерно 0,003 см (0,001 дюйма) до примерно 0,013 см (0,005 дюйма). В другом примере золотой твердый припой, нанесенный на металлическое изделие, имеет толщину примерно 0,005 см (0,002 дюйма). Твердый припой может быть нанесен в различных физических формах. Например, твердый припой можно нанести, помимо прочего, в виде фольги, ленты, проволоки, крема, заготовки или пасты.
[0044] В одном варианте выполнения твердый припой представляет собой твердый припой в виде переходной жидкой фазы (ПЖФ). В одном варианте выполнения в настоящем изобретении применяются первый и второй твердые припои, каждый из которых является твердым припоем ПЖФ. Использование твердых припоев ПЖФ может быть выгодно в случаях, когда в изделии, предлагаемом по настоящему изобретению, нужно выполнить несколько паяных соединений, и причем паяные соединения выполняются на отдельных этапах твердой пайки при одинаковых или близких температурах твердой пайки. В дополнительном варианте выполнения по настоящему изобретению предлагается способ выполнения имеющего фланец металлического изделия, содержащего множество паяных соединений, образованных за один цикл нагрева.
[0045] Как видно на фиг.1, где показана блок-схема изготовления металлического фланца по настоящему изобретению (этапы 1-3), этап 1 включает нанесение первого твердого припоя на внешнюю концевую часть трубы из никелевого сплава. Затем на втором этапе молибденовую проволоку наматывают вокруг сегмента трубы, обработанного первым твердым припоем на этапе 1. Узел из трубы, первого твердого припоя и молибденовой проволоки затем подвергают нагреву и охлаждению на этапе 3 для формирования металлического фланца. На данном чертеже также показан способ (этапы 1-6) изготовления изделия, содержащего имеющий фланец металлический элемент, соединенный с керамическим элементом. Таким образом, после выполнения этапов 1-3, на этапе 4 второй твердый припой наносят на открытый конец трубы (имеющая фланец часть имеющего фланец металлического изделия), и на этапе 5 керамическое изделие приводят в контакт со вторым твердым припоем для образования соединения между металлическим фланцем и керамическим изделием. И наконец, на этапе 6 узел из имеющего фланец металлического изделия, второго твердого припоя и керамического изделия подвергают нагреву и охлаждению для получения прочного соединения между ними и создания готового изделия, содержащего имеющий фланец металлический элемент, соединенный с керамическим элементом.
[0046] Фиг.2 схематически изображает узел 8 в разрезе, который предлагается по данному изобретению. Фланец отсутствует, поскольку фиг.2 представляет узел до нагрева. Узел 8 содержит металлическое изделие 14, первый твердый припой 18, размещенный на концевой части 16 металлического изделия 14, и отрезок ограничивающего металлического элемента 20, намотанной вокруг концевой части металлического изделия и контактирующий с первым твердым припоем.
[0047] На фиг.3 приведено схематическое изображение металлического цилиндра, который необходимо модифицировать используя предложенный способ изготовления имеющего фланец металлического изделия. Как и на фиг.2, фланец отсутствует, поскольку чертеж изображает предложенный узел до тепловой обработки и формирования фланца. В некоторых вариантах выполнения металлическое изделие 14 представляет собой трубу из никелевого сплава, первый твердый припой 18 представляет собой золотой твердый припой, а ограничивающий металлический элемент 20 представляет собой молибденовую проволоку, причем молибденовая проволока намотана вокруг трубы, имеющей внутреннюю поверхность 22 и верхнюю поверхность 24. По варианту выполнения, показанному на фиг.3, между верхней поверхностью 24 трубы и верхом обмотанной части узла, содержащей ограничивающий металлический элемент 20, имеется зазор 26. В некоторых вариантах выполнения зазор 26 сведен к минимуму для максимального уменьшения части трубы, не контактирующей с ограничивающим металлическим элементом и твердым припоем. Максимальное уменьшение зазора 26 может способствовать снижению деформации и/или трещинообразования при соединении верхней части трубы с керамическим изделием.
[0048] Фиг.4 схематически изображает разрез предложенного имеющего фланец цилиндрического металлического изделия 10. Ограничивающий металлический элемент 20 показан многократно намотанным вокруг концевой части 16 металлического изделия 14, причем первый твердый припой 18 нанесен на концевую часть таким образом, что он контактирует как с внешней поверхностью изделия 14, так и с элементом 20.
[0049] Как видно из фиг.5, на этом чертеже представлено имеющее фланец металлическое изделие 10, изготовленное из металлического цилиндра 14, который был модифицирован с использованием предложенного способа. Концевая часть 16 цилиндра 14, обмотанная ограничивающим металлическим элементом 20 и контактирующая с первым твердым припоем 18, содержит фланец 28, образованный при термической обработке узла из металлического цилиндра без имеющей фланец части, первого твердого припоя 18 и элемента 20. Как отмечалось, металлический цилиндр расширяется в большей степени, чем элемент 20 и входит с ним в плотный контакт во время этапа нагрева. При охлаждении плотный контакт между металлическим цилиндром и элементом 20 препятствует усадке той части металлического цилиндра, которая контактирует с первым твердым припоем и с ограничивающим металлическим элементом и приводит к формированию фланца 28, который также называется раструбной концевой частью 28.
[0050] Фиг.6 схематически изображает разрез предложенного изделия 32, содержащего имеющий фланец металлический элемент 10, соединенный с керамическим элементом 12. В показанном варианте выполнения имеющее фланец металлическое изделие соединено с керамическим изделием 12 путем нанесения второго твердого припоя 30 между верхней поверхностью 24 имеющего фланец металлического изделия и керамическим изделием 12. Изделие 10 может иметь совместимую форму и размеры для соединения с керамическим изделием 12. В одном примерном варианте выполнения изделие 10 присутствует в сочетании с концентрическим керамическим цилиндром.
[0051] Фиг.7 схематически изображает разрез предложенного изделия 34, содержащего имеющий фланец металлический элемент 10, соединенный с керамическим элементом 12. В показанном варианте выполнения металлическое изделие, имеющее имеющую фланец часть, содержащую множество слоев ограничивающего металлического элемента 20, соединяют с керамическим изделием 12 с помощью второго твердого припоя 30, размещенного между верхней поверхностью 24 металлического изделия и керамическим изделием 12.
[0052] Фиг.8 показывает предложенное изделие 36, содержащее имеющее фланец металлическое изделие 10, соединенное с керамическим изделием 12. В варианте выполнения, показанном на фиг.7, изделие 10 содержит фланец 28, первый твердый припой 18 и ограничивающий металлический элемент 20, намотанный вокруг первой части начального металлического изделия 14, которое было подвергнуто термической обработке и формированию фланца по одному или более вариантам выполнения настоящего изобретения.
[0053] В одном варианте выполнения первый твердый припой 18 и второй твердый припой 30 могут содержать твердый припой на основе золота и соединяться с металлическим изделием 14 при помощи одной или более технологий соединения, применяемых в пайке твердым припоем. Твердый припой может быть нанесен непосредственно на поверхность металлического изделия 14 множеством способов, например плакированием, пастированием, сваркой, гальваническим покрытием, осаждением, литьем, механическим соединением или термическим распылением. Второй твердый припой 30 используется для соединения имеющего фланец металлического элемента 10 с керамическим элементом 12 и может помочь в распределении механических напряжений, которые возникают при термической обработке узла из имеющего фланец металлического элемента, второго твердого припоя и керамического элемента. Первый твердый припой 18 и второй твердый припой 30 могут выполняться из идентичных или разных материалов. В одном варианте выполнения первый твердый припой 18 и второй твердый припой 30 могут работать в жестких внешних условиях, например, при условии, когда паяное соединение одновременно подвергается воздействию одного или более коррозионных химических реагентов (например, газообразная смесь воды и газа сероводорода) и высокой температуры (например, 500°С). Такие условия иногда называются здесь жесткими термохимическими условиями.
[0054] По одному или более варианту выполнения настоящего изобретения могут применяться различные дополнительные слои. Например,дополнительный металлический слой может размещаться на концевой части начального металлического изделия, на твердом припое или на керамическом элементе имеющего фланец изделия, содержащего имеющий фланец металлический элемент, соединенный с керамическим элементом. В одном варианте выполнения настоящее изобретение предлагает изделие, содержащее имеющий фланец металлический элемент, соединенный с керамическим элементом, причем металлическая прослойка размещается между вторым твердым припоем и керамическим элементом. Такая металлическая прослойка может облегчить соединение имеющего фланец металлического элемента с керамическим элементом. Подходящие источники таких дополнительных металлических слоев включают металлическую фольгу, покрытия и порошки. В одном варианте выполнения дополнительный металлический слой содержит молибден и магний и может соединяться с изделием, предлагаемым настоящим изобретением, при помощи одной или более технологий, известных специалистам. В одном варианте выполнения дополнительный слой добавляют в предложенное изделие для облегчения увлажнения одной или более поверхностей изделия. Например, увлажняющий слой, содержащий никель, может применяться для увеличения припойной совместимости второго твердого припоя. Подходящие увлажняющие слои могут изготавливаться, например, при помощи технологий гальванопокрытия и технологий электролизной металлизации, таких, как химическое никелирование. Более того, различные защитные покрытия могут наноситься на твердые припои. В одном варианте выполнения защитное покрытие наносят на открытые части второго твердого припоя 30 (Фиг.8) для защиты соединения между имеющим фланец металлическим элементом и керамическим элементом от термохимической деградации под воздействием внешней среды.
ПРИМЕРЫ
[0055] Материалы: В качестве керамического элемента использовалась хрупкая глиноземная труба с низким коэффициентом температурного расширения диаметром 12,7 см (5 дюймов) и толщиной стенки 0,64 см (0,25 дюйма). В качестве металлического изделия с высоким коэффициентом температурного расширения, соединяемого непосредственно с керамическим элементом, использовалась труба (толщиной 0,09 см (0,035 дюйма)) из материала ИНКОНЕЛЬ® 625 и примерно такого же диаметра (12,7 см (5 дюймов)). В качестве ограничивающего металлического элемента использовалась молибденовая проволока длиной 9 м (30 футов) (компания "Рембар Ко."), имеющая диаметр 0,04 см (0,015 дюйма). В качестве первого твердого припоя использовалась фольга из золота 99,99% (компания "Вильяме Адванст Матириалз"), имеющая толщину 0,005 см (0,002 дюйма), ширину 1,27 см (0,5 дюйма) и длину 40,6 см (16 дюймов). В качестве второго твердого припоя использовался материал ПАЛКУСИЛ 10 (PALCUSIL 10; подразделение металлов компании "Морган Техникал Керамике Везго").
Пример 1. Изготовление имеющего фланец металлического изделия
[0056] Лист материала ИНКОНЕЛЬ® 625 толщиной примерно 0,09 см (0,035 дюйма) был раскатан в цилиндрическую форму и сварен роликовым швом для получения трубы, имеющей диаметр примерно 12,3 см (4,85 дюйма). В торец трубы была установлена металлическая заглушка для обеспечения округлости трубы и опоры вокруг поворотной оси. На внешнюю поверхность концевой части трубы прихваточным швом был приварен первый твердый припой из золотой фольги. Поверх первого твердого припоя из золотой фольги вручную был намотан отрезок молибденовой проволоки диаметром 0,04 см (0,015 дюйма) и длиной 9 м (30 футов). Вокруг трубы были намотаны витки молибденовой проволоки таким образом, что каждый виток (или обмотка) находится рядом или контактирует с соседним витком и с первым твердым припоем. Концы молибденовой проволоки затем были скручены вместе для удержания витков в установленном положении, и получившийся узел был помещен в вакуумную печь и нагрет до температуры 1107°С в течение одной минуты для формирования имеющего фланец металлического изделия. Подобная процедура нагрева типична при использовании твердых припоев на основе золота. Имеющее фланец металлическое изделие показало равномерный поток твердого припоя в зоне фланца и вокруг нее.
[0057] После термической обработки труба расширилась в большей степени, чем молибденовая проволока и вошла в плотный контакт с молибденовой проволокой. После охлаждения молибденовая проволока удержала концевую часть трубы и предотвратила ее усадку обратно до первоначальной формы и размеров. В результате концевая часть трубы была превращена в металлический фланец, как показано, например, на фиг.4. Полученная деформация трубы измерялась с использованием координатомера. Анализ результатов, полученных с помощью координатомера, подтвердил, что молибденовая проволока толщиной 0,1 см (0,04 дюйма) может быть оптимальной для ограничивающего металлического элемента для металлического изделия толщиной 0,09 см (0,035 дюйма), использованного в этом примере. Кроме того, результаты подтвердили, что использование молибденовой проволоки толщиной 0,1 см (0,04 дюйма) в качестве ограничивающего металлического элемента позволит лучше согласовать характеристики теплового расширения получившегося фланца и глиноземного керамического элемента.
Пример 2
[0058] Три трубы из материала ИНКОНЕЛЬ® 625 толщиной 0,09 см (0,035 дюйма) и диаметром примерно 12,7 см (5 дюймов_ были обработаны золотым первым твердым припоем, обмотаны молибденовой проволокой толщиной 0,1 см (0,04 дюйма) и термически обработаны, как в Примере 1, для получения трех имеющих фланец металлических изделий. Второй твердый припой (ПАЛКУСИЛ) был нанесен на верхнюю поверхность (см., например, элемент 24 на фиг.5) имеющей фланец части каждого из трех имеющих фланец металлических изделий. Затем три глиноземных керамических трубы (каждая имеет диаметр и толщину примерно такую же, как и имеющая фланец часть имеющего фланец металлического изделия) были затем приведены в контакт с каждым из трех имеющих фланец металлических изделий таким образом, что второй твердый припой соприкасался как с имеющим фланец металлическим изделием, так и с керамической трубой. Узел из имеющего фланец металлического изделия, второго твердого припоя и керамической трубы затем нагревали в вакууме по следующей процедуре нагрева: 725°С/3 часа, 830°С/1 минута и 881°С/1 минута, что позволило соединить керамическую трубу с имеющим фланец металлическим изделием и получить готовые изделия, содержащие имеющий фланец металлический элемент, соединенный с керамическим элементом. Золотосодержащее паяное соединение между молибденовой проволокой и трубой из материала ИНКОНЕЛЬ 625 не было повреждено на этом втором этапе нагрева, поскольку второй твердый припой (ПАЛКУСИЛ) эффективно соединил керамическую трубу с имеющим фланец металлическим изделием при достаточно низкой температуре, таким образом, что первый твердый припой не потек во время процедуры второго нагрева.
[0059] Испытания на разрыв проводились на каждом из трех готовых изделий. Таким образом, растягивающая нагрузка прикладывалась на оконечную часть трубы из материала ИНКОНЕЛЬ 625. Были зарегистрированы предельные растягивающие нагрузки - 4928 Дж (3635 футо-фунтов) (Изделие 1), 20120 Дж (14898 футо-фунтов) (Изделие 2) и 19543 Дж (14414 футо-фунтов) (Изделие 3). Разрушение первого образца наблюдалось непосредственно в твердом припое из-за недостаточного покрытия вторым твердым припоем между соединяемыми поверхностями керамического элемента трубы и имеющего фланец элемента трубы из материала ИНКОНЕЛЬ 625. В случаях Изделия 2 и Изделия 3 разрушение наблюдалось в разрыве керамики около паяного соединения ПАЛКУСИЛ После разрушения некоторое количество керамического материала на фланце ИНКОНЕЛЬ 625 осталось неповрежденным, указывая на то, что прочность паяного соединения превосходит прочность керамической трубы возле шва.
Сравнительный пример 1: Пайка твердым припоем без ограничивающего металлического элемента
[0060] В качестве контрольного эксперимента труба из материала ИНКОНЕЛЬ 625 (подобно той, которая применялась в Примерах 1 и 2) была припаяна твердым припоем к керамической трубе без ограничивающего металлического элемента, и в результате керамическая труба разрушилась при термической обработке во время пайки. Этот результат согласуется с анализом, который прогнозировал, что напряжения, вызванные в керамике во время этапа твердой пайки, превзойдут прочность керамики. Результат Сравнительного примера 1 разительно отличается от результатов, полученных в Примере 2, в котором остаточные напряжения в керамической части изделия при комнатной температуре были достаточно малы, чтобы значительная дополнительная растягивающая нагрузка могла быть приложена до разрушения керамики.
[0061] При описании настоящего изобретения со ссылкой на примеры, сравнительные примеры и примеры вариантов выполнения, специалистам средней квалификации будет понятно, что могут быть сделаны различные изменения, и эквивалентные элементы могут заменить элементы формулы изобретения, используемые для описания изобретения, не выходя за пределы объема изобретения по замыслу изобретателей. Кроме того, в изобретение могут быть внесены модификации для адаптации его для особого применения, без отклонения от объема изобретения. Поэтому изобретение не ограничивается вариантом выполнения, описанным для осуществления данного изобретения, но включает все варианты выполнения в пределах объема заявленных пунктов формулы изобретения. В данном письменном описании используются примеры для раскрытия изобретения, включая наилучший способ, а также для того, чтобы дать возможность любому специалисту практически использовать изобретение, включая изготовление и использование любых устройств или систем и осуществление любых включенных способов. Объем охраны изобретения определен в пунктах формулы изобретения и может включать другие примеры, которые приходят на ум специалистам. Подобные другие примеры находятся в пределах объема формулы изобретения, если у них есть конструктивные элементы, которые не отличаются от буквального языка формулы изобретения, или если они включают эквивалентные конструктивные элементы с несущественными отличиями от буквального языка формулы изобретения.
Настоящее изобретение предлагает способ изготовления имеющей фланец металлической детали и может быть использовано для паяного соединения её с керамической деталью, у которой коэффициент термического расширения (КТР) гораздо ниже КТР металлического изделия. Этот способ включает (а) нанесение первого твердого припоя на первую часть металлического изделия, (б) обмотку первой части металлического изделия отрезком ограничивающего металлического элемента в виде проволоки и (в) нагрев узла из металлического изделия, ограничивающего металлического элемента и первого твердого припоя до температуры, превышающей температуру солидуса первого твердого припоя, как правило, до температуры в диапазоне 300-2500°С, для получения имеющей фланец металлической детали, причем КТР металлического изделия (КТР1) больше КТР ограничивающего металлического элемента (КТР2) на 10-300%. Технический результат изобретения - минимизировать негативное влияние разницы в КТР соединяемых металлической и керамической деталей. 3 н. и 6 з.п. ф-лы, 8 ил., 2 пр., 1 табл.
1. Способ изготовления имеющей фланец металлической детали (10), предназначенной для соединения с материалом, имеющим низкий коэффициент теплового расширения, включающий
(а) нанесение первого твердого припоя (18) на первую часть (16) металлического изделия (14),
(б) обмотку первой части (16) металлического изделия отрезком ограничивающего металлического элемента (20) и
(в) нагрев узла из металлического изделия (14), ограничивающего металлического элемента (20) и первого твердого припоя (18) до температуры, превышающей температуру солидуса твердого припоя, для получения имеющей фланец металлической детали (10),
причем коэффициент теплового расширения КТР1 металлического изделия (14) по меньшей мере на 10% больше коэффициента теплового расширения КТР2 ограничивающего металлического элемента (20).
2. Способ по п. 1, в котором металлическое изделие содержит один или более суперсплавов.
3. Способ по п. 2, в котором суперсплавы выбирают из группы, состоящей из суперсплавов на основе никеля, на основе железа, на основе кобальта и сочетаний двух или более указанных суперсплавов.
4. Способ по п. 1, в котором металлическое изделие (14) представляет собой цилиндр.
5. Способ по п. 1, в котором первый твердый припой (18) выбирают из группы, состоящей из твердых припоев на основе золота, на основе меди, на основе серебра, на основе платины, на основе палладия, на основе титана, на основе ванадия, на основе никеля и их сочетаний.
6. Способ по п. 1, в котором ограничивающий металлический элемент (20) выбирают из группы, состоящей из гафниевого элемента, циркониевого элемента, хромового элемента, никелевого элемента, железного элемента, молибденового элемента, ниобиевого элемента и сочетаний двух или более указанных элементов.
7. Изделие (36), имеющее фланец, содержащее:
(а) имеющую фланец металлическую деталь (10), соединенную с керамическим элементом (12), причем указанная металлическая деталь (10) обмотана молибденовой проволокой (20) и содержит один или более следующих элементов: никель, железо, кобальт и хром, и
(б) первый твердый припой (18), находящийся в контакте с указанной металлической деталью (10) и поверхностью молибденовой проволоки (20),
причем коэффициент теплового расширения КТР1 указанной металлической детали (10) по меньшей мере на 100% больше коэффициента теплового расширения КТР2 молибденовой проволоки.
8. Изделие (36) по п. 7, в котором имеющая фланец металлическая деталь (10) содержит несколько слоев молибденовой проволоки (20).
9. Способ изготовления изделия (36), содержащего имеющую фланец металлическую деталь (10), соединенную с керамическим элементом (12), включающий:
(а) нанесение первого твердого припоя (18) на первую часть (16) металлического изделия (14),
(б) обмотку первой части металлического изделия отрезком ограничивающего металлического элемента (20),
(в) нагрев узла из металлического изделия (14), ограничивающего металлического элемента (20) и первого твердого припоя (18) до температуры, превышающей температуру солидуса первого твердого припоя (18), для получения имеющей фланец металлической детали (10), причем коэффициент теплового расширения КТР1 металлического изделия (14) больше коэффициента теплового расширения КТР2 ограничивающего металлического элемента (20),
(г) обеспечение контактирования имеющей фланец части имеющей фланец металлической детали (10) со вторым твердым припоем (30) и керамическим элементом (12) так, что второй твердый припой располагают между имеющей фланец частью металлической детали и керамическим элементом, и
(д) нагрев узла из имеющей фланец металлической детали, второго твердого припоя и керамического элемента до температуры, превышающей температуру солидуса второго твердого припоя, для получения изделия, содержащего имеющую фланец металлическую деталь, соединенную с керамическим элементом.
| US 3191288 A, 29.06.1965 | |||
| US 3428846 A, 18.02.1969 | |||
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Способ производства низкожирной сметаны | 1990 |
|
SU1757567A1 |
| Конструкция телескопического соединения керамики с металлом | 1978 |
|
SU730662A1 |

