ПРИТЯЗАНИЕ НА ПРИОРИТЕТ
Настоящая заявка испрашивает приоритет предварительной заявки на патент США № 62/579546, озаглавленной «Elastic Laminates With Curved Elastics And Methods For Manufacturing» и поданной 31 октября 2017 г., и предварительной заявки на патент США № 62/579494, озаглавленной «Elastic Laminates With Curved Elastics And Methods For Manufacturing» и поданной 31 октября 2017 г., содержимое которых включено в настоящий документе посредством ссылки в соответствии с настоящей заявкой.
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к эластифицированным материалам, а более конкретно эластифицированным материалам, которые имеют изогнутые эластомерные нити.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Эластифицированные материалы используются во многих разных областях применения, в том числе в различных предметах одежды и впитывающих изделиях. Такие эластифицированные материалы могут быть использованы как часть лент в области талии, манжет для ног, барьерных манжет или в других компонентах предметов одежды и впитывающих изделий для обеспечения благоприятных характеристик посадки, способствования предотвращению вытекания выделений организма или придания других благоприятных свойств.
Многие современные предметы одежды и впитывающие изделия содержат эластифицированные материалы, которые содержат эластомерные нити, расположенные между слоями материала и прикрепленные к слоям материала клеем. В некоторых известных из уровня техники эластифицированных материалах предпринимались попытки отказаться от клея в пользу прикрепления эластомерных нитей к слоям материала за счет использования обособленных, отдельных связей. В этих известных из уровня техники материалах связи расположены поперек эластомерных нитей на расстоянии, которое меньше, чем диаметр в ненатянутом состоянии эластомерных нитей. Некоторые приведенные в качестве примера известные из уровня техники материалы можно найти в патенте США № 6291039, выданном Cera France Compagnie d’Equipment Robotique Appliquee, озаглавленном «Ruffling Slide and Method for Making Same». Эта конкретная структурная конфигурация удерживает эластомерные нити на месте внутри эластифицированного материала между связями. Эти не содержащие клея эластифицированные материалы имеют преимущество по затратам, поскольку они не требуют клея для закрепления эластомерных нитей внутри эластифицированного материала. Было обнаружено, что образование эластифицированных материалов таким образом с помощью изогнутых эластомерных нитей является проблематичным, поскольку изгибание эластомерных нитей во время изготовления таких эластифицированных материалов может вызывать образование связей среди эластомерных нитей, тем самым разрывая или иным образом повреждая эластомерные нити. Соответственно, желательными являются эластифицированные материалы и процессы образования эластифицированных материалов, которые не содержат клея, и которые содержат изогнутые эластомерные нити, и которые не подвержены разрыву нитей.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к эластифицированным материалам, а более конкретно эластифицированным материалам, которые имеют изогнутые эластомерные нити. В общем, эластифицированные материалы согласно настоящему изобретению выполнены без клея и содержат эластомерные нити, которые образуют в целом дугообразную или изогнутую форму. Образование эластифицированных материалов без использования клея обеспечивает значительное преимущество по затратам с точки зрения снижения количества клея, используемого в предмете одежды, представляющем собой впитывающее изделие, не говоря уже о связанном машинном оборудовании, необходимом для нанесения клея. Отсутствие клея также имеет преимущества, относящиеся к благоприятным свойствам продукта, таким как повышенная мягкость и уникальная видимая компоновка узоров благодаря обособленным связям. Дугообразные или изогнутые эластомерные нити могут предоставлять лучшее регулирование посадки.
В одном варианте осуществления способ образования эластифицированного материала может включать продвижение первого непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении, продвижение второго непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении и продвижение эластомерной нити в растянутом состоянии в машинном направлении, при этом эластомерная нить расположена между нижней поверхностью первого непрерывного материала в виде подложки и верхней поверхностью второго непрерывного материала в виде подложки. Способ может дополнительно включать продвижение первого непрерывного материала в виде подложки и второго непрерывного материала в виде подложки, между которыми расположена эластомерная нить, в связывающее устройство. Связывающее устройство может содержать первый связывающий элемент и второй связывающий элемент, размещенный вблизи первого связывающего элемента и образующий связывающий зазор с первым связывающим элементом. Способ может также включать осуществление прохождения взад и вперед эластомерной нити в направлении поперек машинному, продвижение первого непрерывного материала в виде подложки, второго непрерывного материала в виде подложки и эластомерной нити через связывающий зазор и связывание первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, с помощью по меньшей мере первой связи и второй связи. Первую связь и вторую связь могут размещать на противоположных сторонах эластомерной нити и разносить на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и могут располагать вдоль части эластомерной нити, которая проходит по дуге.
В еще одном варианте осуществления способ образования эластифицированного материала может включать продвижение первого непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении, продвижение второго непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении, продвижение эластомерной нити в растянутом состоянии в машинном направлении, при этом эластомерная нить расположена между нижней поверхностью первого непрерывного материала в виде подложки и верхней поверхностью второго непрерывного материала в виде подложки, и продвижение первого непрерывного материала в виде подложки и второго непрерывного материала в виде подложки, между которыми расположена эластомерная нить, в связывающее устройство. Связывающее устройство может содержать первый связывающий элемент, второй связывающий элемент, размещенный вблизи первого связывающего элемента и образующий связывающий зазор с первым связывающим элементом, и направляющий элемент, размещенный вблизи второго связывающего элемента и образующий направляющий зазор со вторым связывающим элементом. Способ может дополнительно включать осуществление прохождения взад и вперед эластомерной нити в направлении поперек машинному, продвижение второй непрерывной подложки и эластомерной нити через направляющий зазор, так что вторая непрерывная подложка и эластомерная нить контактируют со вторым связывающим элементом перед связывающим зазором, и продвижение первого непрерывного материала в виде подложки, второго непрерывного материала в виде подложки и эластомерной нити через связывающий зазор, и связывание первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, с помощью по меньшей мере первой связи и второй связи. Первую связь и вторую связь могут размещать на противоположных сторонах эластомерной нити, и разносить на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и располагать вдоль части эластомерной нити, которая проходит по дуге.
В дополнительном варианте осуществления эластифицированный материал может содержать первый слой в виде подложки, второй слой в виде подложки, эластомерную нить, размещенную между первым слоем в виде подложки и вторым слоем в виде подложки, и множество связей, связывающих первый слой в виде подложки со вторым слоем в виде подложки. Эластомерная нить может содержать по меньшей мере одну прямую часть и по меньшей мере одну дугообразную часть. Множество связей может содержать первую связь и вторую связь, и причем первая связь и вторая связь могут быть размещены на противоположных сторонах эластомерной нити, и разнесены на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и расположены вдоль дугообразной части эластомерной нити.
Представленное выше краткое описание настоящего изобретения не предназначено для описания каждого варианта осуществления или всякого варианта реализации настоящего изобретения. Преимущества и достоинства, наряду с более полным пониманием настоящего изобретения, станут очевидны и понятны из следующих подробного описания и формулы изобретения, рассмотренных в совокупности с прилагаемыми графическими материалами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение может стать понятным в более полной степени при рассмотрении следующего подробного описания различных вариантов осуществления в связи с прилагаемыми графическими материалами, на которых:
фиг. 1 - вид в плане эластифицированного материала согласно аспектам настоящего изобретения;
фиг. 2 - вид в плане крупным планом части эластифицированного материала по фиг. 1;
фиг. 3 - вид в плане еще одного эластифицированного материала согласно аспектам настоящего изобретения;
фиг. 4 - вид в плане крупным планом части эластифицированного материала по фиг. 3;
фиг. 5 - вид в плане еще одного эластифицированного материала согласно аспектам настоящего изобретения;
фиг. 6 - вид в плане крупным планом части эластифицированного материала по фиг. 5;
фиг. 7 - схематический вид процесса, предназначенного для образования эластифицированных материалов согласно настоящему изобретению;
фиг. 8 - схематический вид еще одного процесса, предназначенного для образования эластифицированных материалов согласно настоящему изобретению;
фиг. 9 - вид в плане примерного впитывающего изделия, содержащего эластифицированные материалы согласно аспектам настоящего изобретения;
фиг. 10 - вид в плане еще одного примерного впитывающего изделия, содержащего эластифицированные материалы согласно аспектам настоящего изобретения; и
фиг. 11 - схематический вид процесса, предназначенного для образования впитывающего изделия, содержащего изогнутые эластичные нити согласно аспектам настоящего изобретения.
Хотя настоящее изобретение допускает различные модификации и альтернативные формы, его характерные признаки были показаны в качестве примера на графических материалах и будут описаны подробно. Однако следует понимать, что отсутствует намерение ограничить аспекты настоящего изобретения конкретными описанными вариантами осуществления. Наоборот, намерение заключается в том, чтобы охватить все модификации, эквиваленты и альтернативы, подпадающие под объем настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
Настоящее изобретение в целом направлено на эластифицированные материалы и процессы, предназначенные для образования эластифицированных материалов, которые имеют дугообразные или изогнутые эластомерные нити. В общем, эластифицированные материалы могут не требовать клея для закрепления эластомерных нитей внутри материала. Несмотря на это, следует понимать, что в некоторых вариантах осуществления эластифицированные материалы, раскрытые в настоящем документе, также могут получать благоприятные свойства вследствие нанесений клея. Например, в эластифицированных материалах может использоваться клей для слоистого материала, чтобы гарантировать равномерный контакт и минимальное скольжение между материалами, составляющими эластифицированные материалы. В настоящем изобретении подробно описан ряд разных структур материалов, которые могут быть образованы посредством описанных процессов с использованием разных узоров связывания для закрепления эластомерных нитей в дугообразной или изогнутой форме внутри эластифицированного материала.
Каждый пример предоставлен в качестве пояснения и не предполагает ограничение. Например, признаки, проиллюстрированные или описанные как часть одного варианта осуществления или фигуры, могут быть использованы в отношении другого варианта осуществления или фигуры для получения еще одного варианта осуществления. Предполагается, что настоящее изобретение включает в себя такие модификации и вариации.
Несмотря на то что раскрыты некоторые подходящие размеры, диапазоны и/или значения, касающиеся различных компонентов, признаков и/или технических условий, специалисту в данной области техники, ознакомившемуся с настоящим изобретением, будет понятно, что желаемые размеры, диапазоны и/или значения могут отклоняться от непосредственно раскрытых.
При представлении элементов настоящего изобретения или их предпочтительного варианта (предпочтительных вариантов) осуществления употребление терминов в единственном или множественном числе, а также с указанием на их определенность и в сопровождении определения «указанный» предполагает, что есть один или более элементов. Предполагается, что термины «содержащий», «включающий» и «имеющий» имеют охватывающий смысл и означают, что могут существовать дополнительные элементы, отличающиеся от перечисленных элементов. Многие модификации и вариации настоящего изобретения могут быть выполнены без отступления от его сущности и объема. Следовательно, примерные варианты осуществления, описанные выше, не следует применять для ограничения объема настоящего изобретения.
Определения.
Термин «впитывающее изделие» относится в настоящем документе к изделию, которое может быть помещено вплотную к телу носящего или рядом с ним (т. е. в соприкосновении с телом) для впитывания и удерживания различных жидких, твердых и полутвердых выделений, выводимых из организма. Такие впитывающие изделия, как описанные в настоящем документе, следует выбрасывать после ограниченного периода использования, а не стирать или иным образом восстанавливать для повторного использования. Следует понимать, что настоящее изобретение применимо без отступления от объема настоящего изобретения к различным одноразовым впитывающим изделиям, включая, но без ограничения, подгузники, трусы-подгузники, трусы для приучения к горшку, трусы для подростков, трусы для плавания, гигиенические продукты для женщин, включая, но без ограничения, гигиенические прокладки или менструальные трусы, продукты для страдающих недержанием, подгузники и трусы для взрослых, предметы медицинской одежды, хирургические прокладки и бандажи, другие предметы личной гигиены или предметы одежды медико-санитарного назначения и т. п.
Термин «связанный», «скрепленный» или «сцепленный» относится в настоящем документе к объединению, склеиванию, соединению, скреплению или т. п. двух элементов. Два элемента будут считаться связанными, скрепленными или сцепленными вместе, когда они объединены, склеены, соединены, скреплены или т. п. непосредственно друг с другом или опосредовано друг с другом, например, когда каждый из них непосредственно связан с промежуточными элементами. Связывание, скрепление или сцепление одного элемента с другим может происходить посредством непрерывных или прерывистых связей.
Термин «кардочесанное полотно» относится в настоящем документе к полотну, содержащему натуральные или синтетические волокна штапельной длины, как правило, имеющие значения длины волокна, которые меньше, чем приблизительно 100 мм. Связки штапельных волокон могут подвергаться процессу рыхления для разделения волокон, которые затем подвергают процессу кардочесания, в котором волокна разделяют и расчесывают для их выравнивания в машинном направлении, после чего волокна осаждают на движущуюся сетку для дальнейшей обработки. Такие полотна обычно подвергают процессу связывания некоторого типа, такому как термосварка с использованием тепла и/или давления. В дополнение к этому или вместо этого волокна можно подвергать процессам склеивания для связывания волокон вместе, например, путем использования порошковых клеев. Кардочесанное полотно может быть подвергнуто струйному скреплению, такому как водоструйное скрепление, для дополнительного сплетения волокон и тем самым улучшения целостности кардочесанного полотна. Кардочесанные полотна, благодаря выравниванию волокон в машинном направлении, после связывания, будут, как правило, иметь прочность в машинном направлении, превышающую прочность в направлении поперек машинному.
Термин «пленка» относится в настоящем документе к термопластичной пленке, выполненной с использованием процесса экструзии и/или образования, такого как процесс изготовления пленки поливом или изготовления пленки экструзией с раздувом. Термин включает в себя пленки с отверстиями, пленки с щелями и другие пористые пленки, которые составляют пленки, пропускающие жидкости, а также пленки, которые не пропускают жидкости, такие как, но без ограничения, барьерные пленки, наполненные пленки, воздухопроницаемые пленки и ориентированные пленки.
Термин «г/м2» относится в настоящем документе к граммам на квадратный метр.
Термин «гидрофильный» относится в настоящем документе к волокнам или поверхностям волокон, которые смачиваются водными жидкостями при контакте с волокнами. Степень смачивания материалов можно, в свою очередь, описать с точки зрения контактных углов и значений поверхностного натяжения рассматриваемых жидкостей и материалов. Оборудование и методики, подходящие для измерения смачиваемости конкретных волокнистых материалов или смесей волокнистых материалов, могут быть обеспечены системой для анализа сил поверхностного натяжения Cahn SFA-222 или по существу эквивалентной системой. При измерении с помощью этой системы волокна с контактными углами менее 90 градусов обозначают как «смачиваемые» или гидрофильные, а волокна с контактными углами, превышающими 90 градусов, обозначают как «несмачиваемые» или гидрофобные.
Термин «мелтблаун» относится в настоящем документе к волокнам, образованным экструзией через множество мелких, обычно круглых, отверстий фильеры расплавленного термопластичного материала в виде нитей или элементарных нитей из расплава в сходящиеся высокоскоростные потоки нагретого газа (например, воздуха), которые уменьшают толщину элементарных нитей из расплавленного термопластичного материала для уменьшения их диаметра, который может быть диаметром микроволокна. После этого волокна мелтблаун переносятся высокоскоростным потоком газа и осаждаются на собирающей поверхности с образованием полотна из распределенных случайным образом волокон мелтблаун. Такой процесс раскрыт, например, в патенте США № 3849241, выданном Butin и соавт., который включен в настоящий документ посредством ссылки. Волокна мелтблаун являются микроволокнами, которые могут быть непрерывными или прерывающимися, в целом имеют толщину нити меньше чем приблизительно 0,6 денье и могут быть клейкими и самосвязывающимися при осаждении на собирающую поверхность.
Термин «нетканый материал» относится в настоящем документе к материалам и полотнам из материала, которые образованы без применения процесса ткачества или вязания ткани. Материалы и полотна из материалов могут иметь структуру отдельных волокон, элементарных нитей или нитей (совместно называемых «волокнами»), которые могут быть переслаивающимися, но не распознаваемым способом, как в вязаной ткани. Нетканые материалы или полотна могут быть образованы с помощью многих процессов, таких как, но без ограничения, процессы создания мелтблаун, процессы создания спанбонд, процессы создания кардочесанного полотна, процессы водоструйного скрепления и т. д.
Термин «спанбонд» относится в настоящем документе к волокнам небольшого диаметра, которые образованы экструзией расплавленного термопластичного материала в виде элементарных нитей через множество мелких отверстий фильеры экструдера для производства искусственного волокна, выполненных круглой или другой конфигурации, причем диаметр экструдированных элементарных нитей затем быстро уменьшают за счет традиционного процесса, такого как, например, эжекторное вытягивание, и процессов, которые описаны в патенте США № 4340563, выданном Appel и соавт., патенте США № 3692618, выданном Dorschner и соавт., патенте США № 3802817, выданном Matsuki и соавт., патентах США № 3338992 и № 3341394, выданных Kinney, патенте США № 3502763, выданном Hartmann, патенте США № 3502538, выданном Peterson, и патенте США № 3542615, выданном Dobo и соавт., каждый из которых включен в настоящий документ во всей своей полноте посредством ссылки. Волокна спанбонд являются в целом непрерывными и зачастую имеют средние значения толщины в денье, превышающие приблизительно 0,3, а в варианте осуществления от приблизительно 0,6, 5 и 10 до приблизительно 15, 20 и 40. Волокна спанбонд в целом не клейкие, когда их осаждают на собирающей поверхности.
Термин «эластифицированный», используемый в настоящем документе для описания материала или части изделия, означает, что материал или изделие выполнены из неэластичного листового материала, с которым сцеплен эластомерный материал, например, одна или более эластомерных лент или нитей, так что материал или изделие обладают упругими свойствами.
Термин «термопластичный» относится в настоящем документе к материалу, который размягчается, и которому можно придать форму под воздействием тепла, и который по существу возвращается в неразмягченное состояние при охлаждении.
Термин «пользователь» или «лицо, осуществляющее уход» относится в настоящем документе к тому, кто надевает впитывающее изделие, такое как, но без ограничения, подгузник, трусы-подгузники, трусы для приучения к горшку, трусы для подростков, продукт для страдающих недержанием или другое впитывающее изделие, носящему одно из этих впитывающих изделий. Пользователь и носящий могут быть одним и тем же человеком.
Эластифицированный материал.
Фиг. 1 - вид в плане сверху, на котором изображена часть примерного эластифицированного материала 10. Эластифицированный материал 10 в целом проходит как в продольном направлении 31 между верхним краем 11 листа и нижним краем 13 листа, так и в латеральном направлении 32. Эластифицированный материал 10 может в целом содержать первый слой 12 материала, второй слой 14 материала, эластомерные нити 16 и связи 20. Как будет описано более подробно ниже, по меньшей мере некоторые из связей 20 могут быть расположены на противоположных сторонах эластомерных нитей 16 так, что связи 20 закрепляют или «фиксируют» части эластомерных нитей 16 на месте внутри эластифицированного материала 10.
На фиг. 3A изображен вид крупным планом области, ограниченной окружностью 33 по фиг. 1, более подробно демонстрирующий связи 20 и одну из эластомерных нитей 16 эластифицированного материала 10, на котором показано фиксирование изображенной эластомерной нити 16. Конкретно на фиг. 3A изображены внешние края эластомерной нити 16 пунктирными линиями по мере прохождения нити 16 между парами связей 20, например, связями 20a и 20b, которые фиксируют нить 16. Как можно заметить, эластомерная нить 16 на фиг. 3A может иметь нефиксированные части 21 и фиксированные части 22, которые чередуются вдоль латеральной длины эластомерной нити 16.
Чтобы образовать материал, такой как эластифицированный материал 10, с эластомерными нитями 16, фиксированными внутри между слоями 12, 14 материала, эластомерные нити 16 могут быть растянуты перед тем или по мере того, как эластомерные нити 16 располагают между первым слоем 12 материала и вторым слоем 14 материала. Эластомерные нити 16 могут иметь внешний диаметр в ненатянутом состоянии, и внешний диаметр эластомерных нитей 16 может уменьшаться по мере растягивания нитей 16. Соответственно, перед тем или во время того, как нити 16 помещают между первым слоем 12 материала и вторым слоем 14 материала, эластомерные нити 16 могут иметь внешний диаметр, который меньше, чем их внешний диаметр в ненатянутом состоянии. Затем по меньшей мере пара связей 20 материала 10, например, связи 20a, 20b на фиг. 3A, могут быть помещены на противоположных сторонах растянутой эластомерной нити 16 и разнесены в продольном направлении поперек нити 16 на продольное расстояние 25. В некоторых вариантах осуществления продольное расстояние 25 может быть приблизительно равным внешнему диаметру нити 16 во время образования пары связей 20a, 20b. В других вариантах осуществления продольное расстояние 25 может быть больше, чем внешний диаметр нити 16 во время образования пары связей 20a, 20b, но меньше, чем внешний диаметр, представляющий собой диаметр в ненатянутом состоянии, нити 16.
По мере того как натяжение эластомерных нитей 16 эластифицированного материала, такого как материал 10, ослабляют, внешний диаметр эластомерных нитей 16 в целом снова увеличивается до их внешнего диаметра в ненатянутом состоянии. Однако, как можно видеть на фиг. 3A, это увеличение предотвращается в фиксированных частях 22 эластомерной нити 16 за счет связей 20, которые расположены поперек нитей 16 на продольном расстоянии, которое меньше, чем диаметр в ненатянутом состоянии нитей 16, например, пар связей 20a, 20b и 20d, 20e и т. п. По мере того как натяжение эластомерной нити 16 по фиг. 3A ослабевает, и она стягивается из растянутого состояния, нефиксированные части 21 эластомерной нити 16 увеличиваются в продольном направлении 31 (например, увеличивается внешний диаметр эластомерной нити 16), что приводит к структуре, представленной на фиг. 3A, на которой эластомерная нить 16 показана с увеличившимся внешним диаметром 23 в нефиксированных частях 21. Фиксированные части 22 приводят к тому, что эластомерная нить 16 закреплена на месте внутри материала 10.
Ослабевание натяжения эластомерных нитей 16 вызывает стягивание нитей 16 между фиксированными частями 22. Это стягивание вызывает образование соответствующих впадин 15 и гребней 17 внутри эластифицированного материала 10. Структуру эластифицированного материала 10, содержащую впадины 15 и гребни 17, можно лучше рассмотреть на фиг. 2, на которой представлено поперечное сечение эластифицированного материала 10 по фиг. 1, если смотреть вдоль линии 2—2, которая проходит перпендикулярно гребням 15 и впадинам 17 эластифицированного материала 10.
В некоторых вариантах осуществления увеличившийся диаметр 23 эластомерной нити 16 может быть таким же, как диаметр в ненатянутом состоянии эластомерной нити 16, но в других вариантах осуществления этого может не быть. Например, в конкретной конфигурации типа эластомерной нити 16 величина удлинения эластомерной нити 16 в процессе образования и местоположение связей 20 относительно удлиненной эластомерной нити 16 как на продольном расстоянии 25 между связями 20, между которыми проходит эластомерная нить 16, так и на латеральном расстоянии между связями 20 могут полностью предотвращать увеличение диаметра эластомерной нити 16 в нефиксированных частях 21 снова до диаметра в ненатянутом состоянии нити 16. Соответственно, в некоторых вариантах осуществления увеличившийся диаметр 23 в нефиксированных частях 21 по меньшей мере некоторых из эластомерных нитей 16 материала 10 по-прежнему может быть меньше, чем диаметр в ненатянутом состоянии эластомерных нитей 16.
Соответственно, как изложено выше, эластомерные нити 16 могут быть фиксированы внутри эластифицированного материала 10. Дополнительно, как можно видеть на фиг. 1, в некоторых вариантах осуществления эластифицированный материал 10 может содержать фиксированные эластомерные нити 16, проходящие через материал 10 в целом по дуге. Наличие эластомерных нитей 16, проходящих через материал 10 в целом по дуге, может обеспечивать материал 10 желаемыми свойствами растяжения. В качестве одного примера, дуговые эластомерные нити 16 могут обеспечивать лучшую посадку изделия, в котором используется материал 10.
В контексте настоящего документа термин «дугообразный» или «в целом дугообразный» охватывает общую форму, которую образуют части эластомерных нитей 16, при которой нити 16 проходят как в латеральном, так и в продольном направлениях 31, 32 через эластифицированные материалы согласно настоящему изобретению. Например, как показано на фиг. 1, эластомерные нити 16 содержат в целом дугообразные части 18. В некоторых вариантах осуществления эластифицированные материалы согласно настоящему изобретению могут содержать прямые части 19. Прямые части могут быть определены как части нитей 16, которые проходят в по существу одном направлении (в целом латеральном направлении 31) на заметное расстояние без прохождения в отдельном, втором направлении (таком как продольное направление 32), например, составляющее более приблизительно 5 мм, или более приблизительно 10 мм, или более приблизительно 15 мм.
В некоторых вариантах осуществления эластифицированных материалов, предусмотренных настоящим изобретением, одна или более эластомерных нитей 16 могут иметь в целом непрерывную дугообразную форму, при которой нити 16 не содержат прямых частей 19. В других предусмотренных вариантах осуществления нити 16 могут чередоваться между дугообразными частями 18 и прямыми частями 19. Один такой вариант осуществления, показанный на фиг. 1, содержит эластомерные нити 16, имеющие прямые части 19, причем дугообразные части 18 размещены между прямыми частями 19.
В общем, смежные в продольном направлении связи связей 20 могут образовывать пары связей, определяющие несвязанные каналы 24, проходящие между парами связей. В варианте осуществления по фиг. 1 несколько пар связей скомпонованы в виде проходящих в латеральном направлении рядов для обеспечения проходящих в латеральном направлении несвязанных каналов 24. Так как дугообразные части 18 содержат нити 16, проходящие как в латеральном, так и в продольном направлениях 31, 32, дугообразные части 18 нитей 16 могут проходить через несколько разных, смежных в продольном направлении несвязанных каналов 24. В примере по фиг. 1 дугообразная часть 18 с левой стороны верхней эластомерной нити проходит через несвязанный канал 24e и через смежный в продольном направлении несвязанный канал 24d. Эта дугообразная часть 18 дополнительно проходит через несвязанный канал 24c, который является смежным в продольном направлении с несвязанным каналом 24d. Эта дугообразная часть 18 по-прежнему дополнительно проходит через несвязанные каналы 24b и 24a. Дугообразная часть 18 с правой стороны проходит через несвязанный канал 24a, и затем обратно через несвязанные каналы 24b, 24c, 24d, и, наконец, обратно в несвязанный канал 24e. Несмотря на то что в вышеизложенном описании упоминаются раздельные дугообразные части 18, две описанные дугообразные части 18 могут считаться одной дугообразной частью 18, поскольку между двумя дугообразными частями 18 не размещена прямая часть.
В некоторых вариантах осуществления, в которых эластомерная нить 16 содержит несколько прямых частей 19 с по меньшей мере одной дугообразной частью 18, размещенной между ними, эластомерная нить 16 может проходить через тот же первый несвязанный канал 24 вдоль прямых частей 19, расположенных перед одной или более дугообразными частями 18 и после них. Например, как видно на фиг. 1, верхняя эластомерная нить 16 показана проходящей через несвязанный канал 24e вдоль обеих прямых частей 19. Однако в других вариантах осуществления эластомерная нить 16 может проходить через разные несвязанные каналы 24 вдоль первой и второй прямолинейных частей 19. Например, в разных вариантах осуществления материала 10 первая прямая часть 19 (с левой стороны) нити 16 может проходить через несвязанный канал 24e, и вторая прямая часть 19 (с правой стороны) может проходить через несвязанный канал 24d, или 24f, или любой другой несвязанный канал материала 10.
Вдоль дугообразных частей 18 на самом деле нет ограничения количества смежных в продольном направлении несвязанных каналов 24, через которые могут проходить эластомерные нити 16. Несмотря на то что нити 16, показанные на фиг. 1, изображены как проходящие только через пять разных несвязанных каналов 24 вдоль дугообразных частей 18, это не должно рассматриваться как ограничение каким-либо образом. Количество несвязанных каналов 24, через которые нить 16 может проходить вдоль своих дугообразных частей 18, может в целом представлять собой проектное решение, диктуемое конечной целью материала 10.
Дополнительно также отсутствует нижний предел количества пар связей, через которые эластомерная нить 16 должна проходить в заданном несвязанном канале 24 вдоль его дугообразных частей 18. Например, на фиг. 1 показаны эластомерные нити 16, не проходящие через пары связей в заданном несвязанном канале, таком как канал 24b, и проходящие аж через три пары связей в еще одном несвязанном канале, таком как канал 24a. Однако эти количества не должны рассматриваться как верхний и нижний пределы. В некоторых предпочтительных вариантах осуществления может быть желательно, чтобы нити 16 проходили через по меньшей мере одну, или по меньшей мере две, или по меньшей мере три, или по меньшей мере четыре, или по меньшей мере пять пар связей в каждом несвязанном канале 24 вдоль дугообразных частей 18.
Несколько предусмотренных устройств и процессов, предназначенных для образования нитей 16 с дугообразными частями 18, и способ образования связей 20 с минимальным количеством случаев разрыва нити будут описаны более подробно в отношении других фигур настоящего изобретения.
Материалы полотна.
В целом, первый слой 12 материала и внешний слой 14 материала могут быть выполнены из любых материалов, подходящих для использования в лентах в области талии, манжетах для ног или любых других контактирующих с телом частях или неконтактирующих с телом частях предметов одежды и впитывающих изделий. Слои 12, 14 могут быть выполнены из одного и того же материала или разных материалов. Каждый из слоев 12, 14 в разных предполагаемых вариантах осуществления может содержать один слой, несколько слоев, слоистые материалы или т. п. Дополнительно слои 12, 14 могут содержать два отдельных полотна материала, расположенные на противоположных сторонах эластомерных нитей 16 с образованием эластифицированного материала 10, или слои 12, 14 могут содержать одно полотно материала, которое сложено так, что первая часть полотна материала расположена на первой стороне эластомерных нитей 16, а вторая часть полотна материала расположена на второй стороне эластомерных нитей 16 с образованием эластифицированного материала 10.
Примерные подходящие классы материалов для слоев 12, 14 включают синтетические волокна (например, полиэтиленовые или полипропиленовые волокна), натуральные волокна (например, древесные или хлопковые волокна), комбинацию из натуральных и синтетических волокон, пористые пеноматериалы, сетчатые пеноматериалы, пластиковые пленки с отверстиями или т. п. Примеры подходящих материалов включают, но этим они не ограничиваются, вискозные, древесные, хлопковые, сложные полиэфирные, полипропиленовые, полиэтиленовые, нейлоновые или другие связываемые нагреванием волокна, полиолефины, такие как, но без ограничения, сополимеры полипропилена и полиэтилена, линейный полиэтилен низкой плотности, и алифатические сложные эфиры, такие как полимолочная кислота, полотна из мелкоперфорированной пленки, сетчатые материалы и т. п., а также их комбинации.
Дополнительно для слоев 12, 14 можно использовать различные тканые и нетканые материалы. Слои 12, 14 могут содержать тканые материалы, нетканые материалы, полимерные пленки, слоистые материалы из пленки и ткани или т. п., а также их комбинации. Примеры нетканых материалов могут включать ткани на основе материала спанбонд, ткани на основе материала мелтблаун, ткани, полученные по технологии коформ, кардочесанные полотна, связанные кардочесанные полотна, двухкомпонентные ткани на основе материала спанбонд, материалы, полученные по технологии спанлейс, или т. п., а также их комбинации.
Например, слои 12, 14 могут состоять из полотен мелтблаун или спанбонд из полиолефиновых волокон. Альтернативно слои 12, 14 могут быть связанными кардочесанными полотнами, состоящими из натуральных и/или синтетических волокон. Слои 12, 14 могут состоять из по существу гидрофобных материалов, и гидрофобные материалы могут факультативно быть обработаны с применением поверхностно-активного вещества или иным образом обработаны для придания желаемого уровня смачиваемости и гидрофильности. Поверхностно-активное вещество может быть нанесено любым традиционным способом, таким как распыление, печать, нанесение покрытия кистью или т. п. Поверхностно-активное вещество может быть нанесено так, чтобы покрывать слои 12, 14 полностью, или оно может быть выборочно нанесено на конкретные секции слоев 12, 14. Некоторые конкретные примерные материалы, подходящие для слоев 12, 14, содержат связанные кардочесанные полотна из 100 %-го полипропилена в диапазоне 5-150 г/м2. Другие примерные подходящие материалы включают полипропиленовые нетканые полотна спанбонд в диапазоне 5-150 г/м2. Еще другие примерные материалы могут иметь плотность больше 150 г/м2.
В варианте осуществления слои 12, 14 могут быть выполнены из нетканого двухкомпонентного полотна. Нетканое двухкомпонентное полотно может представлять собой двухкомпонентное полотно, полученное по технологии спанбонд, или связанное кардочесанное двухкомпонентное полотно. Пример двухкомпонентного штапельного волокна включает полиэтиленовое/полипропиленовое двухкомпонентное волокно. В этом конкретном двухкомпонентном волокне полипропилен образует сердцевину, а полиэтилен образует оболочку волокна. Без отступления от объема настоящего изобретения возможно использование волокон, ориентированных по-другому, например в виде нескольких лепестков, бок о бок, встык. В варианте осуществления слои 12, 14 могут представлять собой подложки из материала спанбонд с плотностью от приблизительно 8 до приблизительно 50 г/м2. В варианте осуществления слои 12, 14 могут представлять собой подложку из материала спанбонд-мелтблаун-спанбонд с плотностью 12 г/м2. В еще одном варианте осуществления слои 12, 14 могут представлять собой подложку из материала спанбонд-мелтблаун-спанбонд с плотностью 8 г/м2.
Эластомерные нити.
Подходящие эластомерные материалы для эластомерных нитей 16 могут включать, но этим они не ограничиваются, спандексные эластомерные нити, нити из натурального или синтетического каучука, термопластичные эластомерные материалы или активируемые нагреванием эластомерные материалы. Эластомерные нити 16 могут быть любым эластомерным материалом, способным удлиняться на по меньшей мере приблизительно 50 процентов, желательно на приблизительно 350 процентов, и способным восстанавливаться включительно до по меньшей мере приблизительно 250 процентов и желательно приблизительно 150 процентов от своей исходной длины после удлинения на приблизительно 300 процентов. Эластомерные нити 16 могут быть спандексной эластомерной нитью (спандексными эластомерными нитями), такой (такими) как, например, нить LYCRA, доступная для приобретения у компании E. I. DuPont de Nemours и Co. Альтернативно эластомерные нити 16 могут состоять из термопластичного эластомера или натурального или синтетического каучука, доступного для приобретения у компании J.P.S. Elastomerics Corp. Альтернативно эластомерные нити 16 также могут состоять из активируемого нагреванием эластичного материала, такого как PEBAX, доступного для приобретения у компании Atochem, Inc., который может быть активирован тепловой обработкой после размещения эластомерных нитей 16 внутри эластифицированного материала 10 и образования связей 20. В по меньшей мере некоторых вариантах осуществления эластомерные нити могут иметь диаметры, которые находятся в диапазоне от приблизительно 10 денье до приблизительно 1500 денье.
Связи.
Связи 20 могут быть образованы посредством любой подходящей методики связывания, такой как термическое/тепловое связывание, связывание ультразвуковой сваркой, связывание под давлением или другие известные методики связывания. В целом, как будет описано более подробно ниже, связи 20 могут быть образованы путем использования компонента с узором и гладкого компонента. Для образования связей 20 слои 12, 14, между которыми размещены эластомерные нити 16, располагают между компонентом с узором и гладким компонентом с надлежащим выравниванием между любыми признаками компонента с узором и эластомерными нитями 16. Например, эластомерные нити 16 могут быть расположены между приподнятыми выступами (например, связеобразующими выступами) компонента с узором.
Например, при использовании методик термического связывания, связывания под давлением или связывание ультразвуковой сваркой с вращением для образования связей 20 компонент с узором и гладкий компонент могут быть валками с узором и гладкими валками соответственно. В таких вариантах осуществления валки с узором могут содержать ряд приподнятых частей, которые выступают из поверхности валков с узором. Приподнятые части могут приблизительно соответствовать форме связей 20 и быть выровненными на поверхности валков с узором для обеспечения продольного и латерального выравнивания связей 20, как изображено в разных вариантах осуществления эластифицированных материалов согласно настоящему изобретению. Гладкие валки могут в целом быть твердыми валками с гладкими внешними поверхностями.
Методики теплового связывания, которые могут быть использованы для образования связей 20, могут включать нагревание приподнятых частей валков с узором до температуры от приблизительно 70 градусов Цельсия до приблизительно 340 градусов Цельсия. В общем, уровень нагревания должен быть меньше, чем уровень нагревания, который получают при плавлении эластомерных нитей 16 при образовании связей. При достижении надлежащей температуры приподнятых частей валок с узором может быть прижат к гладкому валку, причем слои 12, 14 и эластомерные нити 16 расположены между валками. В качестве некоторых примеров усилие прижатия, применяемое для образования связей 20, может составлять от приблизительно 500 кПа до приблизительно 2750 кПа, и слои 12, 14 и эластомерные нити 16 могут проходить между валком с узором и упорным валком со скоростью от приблизительно 100 погонных метров в минуту (м/мин) до приблизительно 350 (м/мин).
В методиках связывания ультразвуковой сваркой с вращением, которые могут быть использованы для образования связей 20, может использоваться ультразвуковая энергия, чтобы образовать связи 20. Например, при прохождении слоев 12, 14 и эластомерных нитей 16 между валком с узором и гладким валком устройства связывания ультразвуковой сваркой с вращением может обеспечиваться вибрация гладкого валка с частотой от приблизительно 20000 Гц до приблизительно 50000 Гц, которая вызывает внутреннее нагревание слоев 12, 14 до такой степени, что слои 12, 14 сплавляются вместе, образуя связи 20.
Методики связывания под давлением, которые могут быть использованы для образования связей 20, могут быть подобны методикам теплового связывания, описанным выше, за исключением того, что к приподнятым частям валка с узором может не понадобиться прикладывать внешнее тепло. Однако, чтобы компенсировать то, что на приподнятые части действует только температура окружающей среды, усилие прижатия, прикладываемое к валку с узором и гладкому валку для образования связей 20, должно быть значительно увеличено. В некоторых примерах усилие прижатия прикладывают для обеспечения прижимного усилия от приблизительно 0,1 кН до приблизительно 5 кН, тогда как слои 12, 14 и эластомерные нити 16 проходят между валком с узором и упорным валком со скоростью приблизительно 15 м/мин и 450 м/мин.
В методиках связывания ультразвуковой сваркой без вращения, которые могут быть использованы для образования связей 20, элемент с узором и упорный элемент могут быть гладким ультразвуковым сварочным инструментом и упором с узором. В таких вариантах осуществления упорный компонент может иметь приподнятые части, тогда как ультразвуковой сварочный инструмент имеет в целом гладкую поверхность. В некоторых вариантах осуществления узорчатый упор может представлять собой плоскую пластину, тогда как в других вариантах осуществления несколько узорчатых упоров могут быть разнесены по окружности барабана и синхронизированы так, чтобы совпадать с «ударами» ультразвукового сварочного инструмента. В еще одних других вариантах осуществления узорчатый упор может содержать круглый барабан с приподнятыми выступами, размещенными на поверхности барабана. Как и в методиках связывания ультразвуковой сваркой с вращением, в отношении ультразвукового сварочного инструмента может обеспечиваться вибрация с частотой от приблизительно 20000 Гц до приблизительно 50000 Гц, когда слои 12, 14 и эластомерные нити 16 проходят между ультразвуковым сварочным инструментом и узорчатым упором. Это применение ультразвуковой энергии вызывает внутреннее нагревание слоев 12, 14 до такой степени, что слои 12, 14 сплавляются вместе, образуя связи 20.
В целом, такие методики теплового связывания, методики связывания ультразвуковой сваркой и методики связывания под давлением известны из уровня техники. Следует понимать, что параметры, описанные для разных методик, являются лишь примерными подходящими параметрами. Как известно из уровня техники, описанные методики могут быть использованы для образования связей 20 с использованием таких методик, которые характеризуются другими подходящими параметрами. Например, в поданной согласно PCT патентной заявке WO 2010/068150, озаглавленной «METHOD AND APPARATUS FOR BONDING», которая включена в настоящий документ посредством ссылки во всей своей полноте, подробно описаны способы и устройство для выполнения связывания под давлением, которые можно было бы использовать для образования связей 20 с узорами связей, описанными в настоящем изобретении, с использованием многих разных подходящих параметров. Следует дополнительно понимать, что разные способы, которыми образуют связи 20, существенно не влияют на получаемую в результате структуру эластифицированного материала, не говоря уже о возможном получения в результате разных прочностей связей 20. Однако все из таких известных методик способны обеспечить получение связей, которые являются достаточно прочными, чтобы без разрыва связей 20 выдерживать увеличение в размере эластомерных нитей, расположенных между связями 20. Соответственно, связи 20 могут быть образованы согласно любой известной методике связывания без отступления от объема настоящего изобретения.
В общем, связи 20 эластифицированных материалов 10 согласно настоящему изобретению могут иметь любые подходящие размер или форму. Однако в по меньшей мере некоторых вариантах осуществления связи 20 могут иметь площади, находящиеся в диапазоне от приблизительно 50 квадратных микрометров до приблизительно 20 квадратных миллиметров, или от приблизительно 70 квадратных микрометров до приблизительно 10 квадратных миллиметров, или от приблизительно 250 квадратных микрометров до приблизительно 5 квадратных миллиметров. Дополнительно в некоторых вариантах осуществления размер связей 20 в направлении, в целом параллельном эластомерным нитям 16, например, размер 42 по латеральной длине, может быть от приблизительно двух раз до приблизительно шести раз больше, чем размер связей 20, который в целом перпендикулярен эластомерным нитям 16, например, размер 44 по продольной высоте. Например, в варианте осуществления по фиг. 3A латеральная длина проходящих в латеральном направлении частей связей 20 (например, частей 34, 36) может быть от приблизительно двух раз до приблизительно шести раз больше, чем продольная высота проходящих в продольном направлении частей связей 20 (например, частей 35, 37).
Дополнительно следует также понимать, что связи могут в целом иметь любое продольное и/или латеральное разнесение. Например, продольное разнесение смежных в продольном направлении связей из числа связей 20, таких как 20a и 20b или 20a и 20c по фиг. 3A, может изменяться в зависимости от того, размещена ли между смежными в продольном направлении связями эластомерная нить 16. В некоторых вариантах осуществления продольное разнесение между смежными в продольном направлении связями 20a и 20b, как представлено продольным расстоянием 25, может быть меньше, чем продольное разнесение между смежными в продольном направлении связями 20a и 20c, представленное продольным расстоянием 26, где между связями 20a, 20c не размещена эластомерная нить 16. В качестве примера продольное расстояние 25 может быть меньше, чем диаметр в ненатянутом состоянии эластомерной нити 16, тогда как продольное расстояние 26 может иметь любое подходящее продольное разнесение, включая разнесение, которое больше, чем диаметр в ненатянутом состоянии любых эластомерных нитей 16 материала 10. Такие варианты осуществления могут обеспечить более разреженный узор связей в областях материала 10, где не фиксирована эластомерная нить 16. Несмотря на это, в дополнительных вариантах осуществления продольные расстояния 25, 26 могут быть одинаковыми, даже если эластомерная нить 16 проходит между связями 20a, 20b, но между связями 20a, 20c не проходит эластомерная нить 16. В некоторых иллюстративных примерах продольное расстояние между смежными в продольном направлении связями 20, между которыми не проходит эластомерная нить 16 (такими как связи 20a, 20c), может изменяться от приблизительно 1 мм до приблизительно 500 мм.
Латеральное разнесение между смежными в латеральном направлении связями из числа связей 20 может быть одинаковым по всему материалу 10 или может изменяться. Например, в некоторых вариантах осуществления латеральное разнесение между смежными в латеральном направлении связями 20, которые расположены смежно с эластомерной нитью 16 (например, связями 20a, 20d), как представлено латеральным расстоянием 38, может быть меньше, чем латеральное разнесение между смежными в латеральном направлении связями 20, которые не расположены смежно с эластомерной нитью 16 (например, связями 20c, 20e), как представлено латеральным расстоянием 39. Несмотря на это, в других вариантах осуществления латеральные расстояния 38 и 39 могут быть одинаковыми. Дополнительно в некоторых вариантах осуществления латеральное разнесение между смежными в латеральном направлении связями 20 может изменяться даже между парами смежных в латеральном направлении связей 20, которые являются смежными с эластомерной нитью 16. Например, при использовании в предмете одежды или впитывающем изделии латеральное разнесение связей 20 может изменяться в разных областях предмета одежды или изделия для придания материалу желаемых узора или мягкости. В качестве некоторых неограничивающих примеров латеральное разнесение между смежными в латеральном направлении связями из числа связей 20 может изменяться от приблизительно 1 мм до приблизительно 500 мм.
На фиг. 3A подробно показаны дополнительные признаки связей 20. Например, каждая из связей 20 может содержать верхнюю часть 34, нижнюю часть 36, противоположную верхней части 34, первую боковую часть 35 и вторую боковую часть 37, противоположную первой боковой части 35. Как можно видеть, в по меньшей мере некоторых вариантах осуществления первые боковые части 35 связей 20 проходят под углом относительно эластомерных нитей 16. Например, можно видеть, что первая боковая часть 35 связи 20a образует угол 40 относительно латеральной оси 28 эластомерной нити 16. Расположение под углом первых боковых частей 35 связей 20 может обеспечить материал 10 желаемыми свойствами растяжения и может являться благоприятным для изготовления материала 10. В таких вариантах осуществления угол 40 может находиться где-то в диапазоне от приблизительно 1 градуса до приблизительно 179 градусов. В некоторых более конкретных вариантах осуществления угол 40 может находиться в диапазоне от приблизительно 15 градусов до приблизительно 90 градусов, или от приблизительно 30 градусов до приблизительно 89 градусов, или от приблизительно 50 градусов до приблизительно 88 градусов. В других вариантах осуществления угол 40 может находиться в диапазоне от приблизительно 105 градусов до приблизительно 180 градусов, или от приблизительно 120 градусов до приблизительно 179 градусов, или от приблизительно 140 градусов до приблизительно 178 градусов.
Дополнительно, как можно видеть на фиг. 3A, в по меньшей мере некоторых вариантах осуществления верхние части 34 и нижние части 36 смежных в латеральном направлении связей из числа связей 20 могут находиться в целом на одной линии. Однако в других вариантах осуществления верхние части 34 и нижние части 36 смежных в латеральном направлении связей могут не находиться в целом на одной линии, а вместо этого могут образовывать шахматный узор.
Несмотря на то что связи 20 показаны в целом прямоугольными, а более конкретно в виде параллелограммов, они могут быть любой подходящей формы. На фиг. 3B и фиг. 3C изображены связи 20 альтернативной формы, предусмотренные настоящим изобретением, конкретно круги и квадраты. Однако в еще одних дополнительных предусмотренных вариантах осуществления связи 20 могут быть полукруглыми, овальными, полуовальными, треугольными, прямоугольными, трапециевидными, ромбовидными или т. п. В некоторых вариантах осуществления связи 20 могут иметь три стороны, четыре стороны, пять сторон, шесть сторон или любое другое подходящее количество сторон.
На фиг. 4 изображен альтернативный эластифицированный материал 10’ согласно настоящему изобретению как имеющий узор связей 20, отличный от узора связей 20 материала 10 по фиг. 1. Как можно видеть на фиг. 4, разные связи 20 могут иметь разные углы, которые они образуют относительно латерального направления 32. Двигаясь от верхнего края 11 листа к нижнему краю 13 листа, каждая из связей 20 внутри первой компоновки связей, компоновки 41 связей, может образовывать первый угол 40 относительно латерального направления 32, тогда как каждая из связей 20 внутри второй компоновки связей, компоновки 43 связей, которые являются смежными в латеральном направлении с компоновкой 41 связей, может образовывать второй, отличный угол 40’ относительно латерального направления 32. Несмотря на то что каждая из компоновок 41, 43 связей показана как содержащая четыре отдельные связи 20, следует понимать, что не существует реального предела количества связей 20, которые могут находиться в компоновке связей. Количество связей 20 в компоновке, например, компоновках 41, 43, связей может представлять собой любое подходящее количество, например, всего лишь одну или аж одну тысячу.
Этот узор может повторяться вплоть до нижнего края 13 листа. В некоторых из этих вариантов осуществления разные углы 40, образованные связями внутри компоновок 41, 43 связей, могут быть зеркальным отражением друг друга вокруг продольного направления 31, так что угол 40’, образованный каждой из связей 20 второй компоновки 43 связей, имеет значение, представляющее собой разность 180 градусов и значения угла 40, образованного связями 20 первой компоновки 41 связей (или наоборот, если угол 40, образованный связями 20 первой компоновки 41 связей, больше, чем угол 40’, образованный связями 20 второй компоновки 43 связей). Такой узор из связей 20, как показано на фиг. 4, может обеспечивать материал 10’ благоприятными свойствами растяжения, например, чтобы он обладал свойствами симметричного растяжения.
Следует понимать, что узоры из связей 20 материалов 10, 10’, как показано на фиг. 1 и фиг. 4, не должны рассматриваться как ограничивающие объем настоящего изобретения. Точнее, любой узор из связей 20 может быть использован в комбинации с настоящим изобретением для получения эластифицированных материалов, имеющих эластомерные нити 16, образующие в целом изогнутые формы. Например, в поданной согласно P.C.T. заявке № PCT/US2017/029845, поданной 27 апреля 2017 г. и озаглавленной «ELASTICATED MATERIALS WITH DIRECTIONAL STRETCH PROPERTIES», полное содержимое которой включено в настоящий документ посредством ссылки, подробно описан ряд узоров из связей, все из которых могут быть использованы вместе с подробностями настоящего изобретения для образования эластифицированных материалов, имеющих эластомерные нити, образующие в целом изогнутые формы.
Фиг. 5 - схематическое изображение устройства для осуществления на практике примерного процесса 100, предназначенного для образования эластифицированных материалов согласно настоящему изобретению. Согласно процессу 100 первый слой 12 материала подают в машинном направлении 132 между связывающими элементами 52 и 54 вместе со вторым слоем 14 материала. Одну или более эластомерных нитей 16 также подают между элементами 52, 54 и размещают между слоями 12, 14.
В варианте осуществления по фиг. 5 связывающий элемент 52 представляет гладкий валок и показан смежно со связывающим элементом 54, образуя связывающий зазор 56. Связывающий элемент 54 представляет валок с узором, который содержит приподнятые выступы, образующие узор, соответствующий желаемому узору связей образованного эластифицированного материала 10. Слои 12, 14 материала и эластомерные нити 16 могут объединяться по меньшей мере в связывающем зазоре 56, где первый слой 12 материала связывается со вторым слоем 14 материала, причем эластомерные нити 16 размещаются между ними, связывающими элементами 52, 54. Тип связывания, используемый связывающими элементами 52, 54, может представлять собой любой из типов связывания, описанных ранее в отношении деталей, относящихся к связям 20 и образованию связей 20, или любой другой подходящий тип связывания. Разумеется, в вариантах осуществления, в которых связи 20 образованы согласно разным методам связывания, связывающие элементы 52, 54 могут не быть валками, если этого требует конкретный метод связывания. Например, связывающий элемент 52 может содержать гладкий невращающийся ультразвуковой сварочный элемент, тогда как связывающий элемент 54 содержит узорчатый вращающийся упорный элемент, если используется метод связывания ультразвуковой сваркой без вращения.
Согласно процессу 100 одна или более эластомерных нитей 16 могут дополнительно проходить взад и вперед по поверхности связывающего элемента 54 в направлении 131 поперек машинному за счет осциллирующего устройства 57. Осциллирующее устройство 57 может содержать любое традиционное устройство, обычно используемое для проходящих взад и вперед эластомерных нитей. Это прохождение взад и вперед одной или более эластомерных нитей 16 образует одну или более дугообразных частей 18 одной или более нитей 16, причем в целом дугообразная форма частей 18 удерживается на месте после связывания материала 12 с материалом 14.
Одна сложность в образовании в целом дугообразной или изогнутой формы одной или более эластомерных нитей 16 состоит в том, что прохождение взад и вперед одной или более эластомерных нитей 16 приводит к тому, что одна или более эластомерных нитей 16 пересекают приподнятые выступы связывающего элемента 54. Если любая из одной или более эластомерных нитей 16 пересекает приподнятый выступ связывающего элемента 54 в зазоре 56, приподнятый выступ может прижимать одну или более эластомерных нитей 16 к связывающему элементу 52 и разрывать или иным образом повреждать одну или более эластомерных нитей 16. Таким образом, образование эластифицированных материалов с эластомерными нитями, имеющими в целом изогнутую форму, является более сложным, чем образование эластифицированных материалов с эластомерными нитями, проходящими в целом по прямой, так как в последних материалах эластомерные нити могут быть проще выровнены между приподнятыми выступами перед связывающим зазором 56.
Одним вариантом для снижения частоты разрыва или повреждения эластомерных нитей 16 в рамках процесса 100 является использование узоров связей, которые образуют фиксирующие области и нефиксирующие области внутри эластифицированного материала. В таких вариантах осуществления осциллятор 57 может быть выполнен с возможностью осуществления прохождения взад и вперед одной или более эластомерных нитей 16, чтобы выравнивать дугообразные части 18 в пределах частей связывающего элемента 54, содержащих приподнятые выступы, которые имеют узор, образующий нефиксирующие области эластифицированного материала. Нефиксирующие области могут в целом иметь меньшее среднее значение связанной площади, чем среднее значение связанной площади фиксирующих областей. Меньшее среднее значение связанной площади означает меньшую возможность выравнивания эластомерных нитей с приподнятыми выступами связывающего элемента 54 по мере образования связей 20 во время процесса 100 связывания. Соответственно, в таких вариантах осуществления существует меньшая возможность разрыва нитей 16 во время образования связей 20.
Эластифицированные материалы 10 и 10’ по фиг. 1—4 демонстрируют варианты осуществления, в которых одна или более эластомерных нитей 16 имеют дугообразные части 18 и в которых связи 20 образуют несвязанные каналы 24, которые фиксируют одну или более эластомерных нитей 16 как вдоль их дугообразных частей 18, так и вдоль их прямых частей 19. То есть связи 20, размещенные вдоль дугообразных частей 18 (и прямых частей 19) нитей 16, размещены так, что пары связей 20, размещенные на противоположных сторонах нитей 16 вдоль их дугообразных частей 18, разнесены на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерных нитей 16. Как упоминалось, такие материалы 10, 10’ могут быть в некоторой степени трудны в изготовлении, особенно на высоких скоростях, из-за разрыва нитей 16 во время изготовления.
На фиг. 6-12 изображены другие предусмотренные варианты осуществления настоящего изобретения, которые содержат эластифицированные материалы, имеющие как нефиксирующие области 118, так и фиксирующие области 119, причем нефиксирующие области 118 выровнены с дугообразными частями 18 одной или более эластомерных нитей 16. Такие варианты осуществления могут быть относительно простыми в изготовлении и/или приводить к меньшему разрыву нитей 16 во время изготовления благодаря меньшему среднему значению связанной площади внутри нефиксирующих областей 118, как будет описано более подробно ниже в отношении разных вариантов осуществления. Меньшее среднее значение связанной площади относится к тому факту, что внутри заданной секции внутри нефиксирующей области 118 отношение общей величины связанной площади (например, связывающей первый слой 12 со вторым слоем 14) к общей площади заданной секции будет меньше, чем отношение общей величины связанной площади к общей площади внутри секции того же размера, размещенной внутри фиксирующей области 119.
В качестве одного примера на фиг. 6 изображен примерный эластифицированный материал 200, содержащий эластомерные нити 16, имеющие дугообразные части 18. Подобно примерным материалам 10, 10’, эластомерные нити 16 материала 200 содержат как дугообразные части 18, так и прямые части 19. Однако, в отличие от материалов 10, 10’, дугообразные части 18 эластомерных нитей 16 проходят через нефиксирующую область 118. Связи внутри нефиксирующей области 118 отмечены как связи 201, и причем связи 201 имеют размер, отличный от размера связей 20, которые размещены в фиксирующих областях 119. Более конкретно, как показано на фиг. 6, продольная высота 209 связей 201 может быть меньше, чем продольная высота связей 20 (например, высота 44, как показано на фиг. 3A). Как можно видеть, это создает большее продольное разнесение между смежными в продольном направлении связями из числа связей 201, отмеченными продольным разнесением 207, чем продольное разнесение 25 смежных в продольном направлении связей из числа связей 20 (как показано на фиг. 3A). Соответственно, в таких вариантах осуществления, как те, что подобны эластифицированному материалу 200, продольное разнесение 207 может быть больше, чем диаметр в ненатянутом состоянии эластомерных нитей 16. Таким образом, нефиксирующая область 118, содержащая связи 201, может не обеспечивать фиксирование эластомерных нитей 16 вдоль их дугообразных частей 18.
Нефиксирующие области 118 могут быть определены как области материала 200, содержащие связи 201, которые отличаются по размеру от связей 20, и где отличающийся размер связей 201 приводит к такому продольному разнесению 207 между смежными в продольном направлении связями 201, что связи 201 не обеспечивают фиксирование нитей 16. И наоборот, фиксирующие области 119 могут быть определены как области материала 200, где связи 20 содержат продольное разнесение 25 между смежными в продольном направлении связями 20, которое обеспечивают фиксирование нитей 16.
Связи 201 меньшего размера материала 200 могут способствовать предотвращению разрыва эластомерных нитей 16 во время изготовления. Например, эффект меньших размеров связи из числа связей 201 приводит к относительно меньшему среднему значению связанной площади внутри нефиксирующих областей 118 материала 200, через которые нити 16 могут проходить в целом по дуге. Это отличается от относительно большего среднего значения связанной площади областей материалов 10, 10’, через которые нити 16 проходят в целом по прямой. В некоторых вариантах осуществления среднее значение связанной площади материала 200 в фиксирующих областях 119 может составлять от приблизительно 5 % до приблизительно 40 %, или от приблизительно 5 % до приблизительно 20 %, или от приблизительно 10 % до приблизительно 20 %. Среднее значение связанной площади материала 200 в нефиксирующих областях может составлять от приблизительно 1 % до приблизительно 10 %. Меньшее среднее значение связанной площади нефиксирующих областей 118 приводит к меньшей вероятности того, что нити 16 и приподнятые выступы связывающего элемента 54, которые образуют связи 201, будут выровнены во время образования связей 201. Соответственно, существует меньшая вероятность того, что процесс связывания слоев 12 и 14 вместе приведет к разрыву нитей 16.
Еще одним способом определения материалов согласно настоящему изобретению являются латеральные области. Например, материал 200 по фиг. 6 может быть разделен продольными линиями на отдельные латеральные области, такие как латеральные области 128 и 129. Латеральные области 129 могут представлять собой фиксирующие области, где эластомерные нити внутри областей 129 фиксированы, тогда как латеральные области 128 могут представлять собой нефиксирующие области, где эластомерные нити не фиксированы (или по меньшей мере не фиксированы вдоль большей части своей длины внутри областей 128). В таких вариантах осуществления среднее значение связанной площади внутри каждой из областей 128, 129 может быть разным, как описано выше. В целом, среднее значение связанной площади внутри нефиксирующих областей 128 может быть меньше, чем среднее значение связанной площади внутри фиксирующих областей 129. Среднее значение связанной площади в фиксирующих областях 129 может составлять от приблизительно 5 % до приблизительно 40 %, или от приблизительно 5 % до приблизительно 20 %, или от приблизительно 10 % до приблизительно 20 %. Среднее значение связанной площади в нефиксирующих областях 128 может составлять от приблизительно 1 % до приблизительно 10 %.
Ссылаясь на материал 200 по фиг. 6, несмотря на то что одна или более эластомерных нитей 16 не фиксированы внутри нефиксирующей области 118 материала 200, связи 201 поддерживают в целом дугообразную или изогнутую форму нитей 16 внутри нефиксирующей области 118. Например, материал 200 образован с нитями 16 под натяжением. Когда натяжение материала 200 ослабляется, нити 16 будут втягиваться и прижиматься к связям 201, тем самым поддерживая желаемую в целом дугообразную или изогнутую форму нитей 16 и придавая материалу 200 желаемые свойства растяжения.
В варианте осуществления материала 200 на фиг. 6 показаны связи 201 в нефиксирующей области 118 как в целом выровненные со смежными в латеральном направлении связями 20 внутри фиксирующих областей 119. Например, верхние части 34 связей 201 и связей 20 в целом выровнены между смежными в латеральном направлении связями из числа связей 201, 20. Это подобно выравниванию связей 20 в описанных материалах 10, 10’. Однако связи 201, 20 не нужно выравнивать таким образом во всех предусмотренных вариантах осуществления. Например, на фиг. 7 изображен еще один примерный материал, материал 200’, содержащий одну или более эластомерных нитей 16, имеющих в целом дугообразную или изогнутую форму. Однако в варианте осуществления по фиг. 7 связи 201 в нефиксирующих областях 118 не выровнены со смежными в латеральном направлении связями 20 в фиксирующих областях 119, как в материалах 10, 10’ и 200. Как можно видеть, верхние части 34 связей 201 в варианте осуществления материала 200’ не выровнены с верхними частями 34 смежных в латеральном направлении связей 20. Вместо этого, связи 201 размещены так, что они в целом центрированы в продольном направлении 31 между верхними частями 34 и нижними частями 36 смежных в латеральном направлении связей 20.
Настоящим изобретением предусмотрены еще одни дополнительные варианты осуществления, в которых одна или более эластомерных нитей проходят через нефиксирующую область эластифицированного материала так, что имеют в целом дугообразную или изогнутую форму, без фиксирования между связями внутри нефиксирующей области. Например, вместо того чтобы связи внутри нефиксирующей области имели размеры, отличные от размеров связей снаружи нефиксирующей области, предусмотрены дополнительные эластомерные материалы согласно настоящему изобретению, в которых разнесение между связями внутри нефиксирующей области отличается от разнесения между связями снаружи нефиксирующей области.
На фиг. 8 и фиг. 9 изображены дополнительные примерные материалы 300, 300’ соответственно согласно аспектам настоящего изобретения. Примерные материалы 300, 300’ демонстрируют варианты осуществления эластифицированных материалов, при этом связи внутри нефиксирующих областей 118 имеют разнесение, отличное от разнесения связей снаружи нефиксирующих областей 118, например, внутри фиксирующих областей 119. Например, в варианте осуществления по фиг. 8 связи 20 внутри нефиксирующей области 118 и снаружи нефиксирующей области 118 имеют в целом одинаковые размер и форму, однако связи 20 внутри нефиксирующей области 118 имеют продольное разнесение 305 между смежными в продольном направлении связями 20, которое больше, чем продольное разнесение 25 между связями 20 снаружи нефиксирующей области 118. В целом, продольное разнесение 305 больше, чем диаметр в ненатянутом состоянии эластомерных нитей 16, чтобы не обеспечивать фиксирование нитей 16 внутри нефиксирующей области 118. В варианте осуществления по фиг. 8 нефиксирующая область 118 образована путем удаления каждой второй смежной в продольном направлении связи 20 для образования увеличенного продольного разнесения 305 связей. Опять-таки, в таких вариантах осуществления среднее значение связанной площади внутри нефиксирующей области 118 в целом меньше, чем среднее значение связанной площади областей материалов 10, 10’, через которые нити 16 проходят в целом по дуге. Увеличенное продольное разнесение 305 может способствовать уменьшению количества разрывов эластомерных нитей 16 во время образования материала 300 относительно образования материалов 10 или 10’.
Однако могут иметь место другие варианты осуществления, имеющие уменьшенное среднее значение связанной площади внутри нефиксирующих областей, при этом поддерживающие подобный размер связей между связями внутри нефиксирующих областей и связями снаружи нефиксирующих областей. Например, на фиг. 9 изображен примерный материал 300’, который содержит нефиксирующую область 118, содержащую связи 20, которые в целом имеют такой же размер, как и связи 20 снаружи нефиксирующей области 118, например, внутри фиксирующих областей 119. Тем не менее в варианте осуществления материала 300’ отсутствует каждая вторая смежная в латеральном направлении связь из числа связей 20 внутри нефиксирующей области 118. Дополнительно первая отсутствующая связь из числа связей 20 в каждом ряду чередуется между смежными в продольном направлении рядами, так что продольное разнесение между смежными в продольном направлении связями 20 внутри нефиксирующей области 118 больше, чем продольное разнесение между смежными в продольном направлении связями 20 внутри фиксирующих областей 119.
Как и в материале 300, продольное разнесение 305 между смежными в продольном направлении связями 20 внутри нефиксирующей области 118 в материале 300’ может отличаться от продольного разнесения 25 между смежными в продольном направлении связями 20 в фиксирующих областях 119. В общем, продольное разнесение 305 больше, чем разнесение 25, а более конкретно больше, чем диаметр в ненатянутом состоянии эластомерных нитей 16, чтобы не обеспечивать фиксирование нитей 16 внутри нефиксирующей области 118. Как и в варианте осуществления по фиг. 8, эластифицированный материал 300’ на фиг. 9 также имеет уменьшенное среднее значение площади связей внутри нефиксирующей области 118 относительно среднего значения связанной площади областей материалов 10, 10’, через которые нити 16 проходят в целом по дуге.
Разумеется, в еще одних дополнительных предусмотренных вариантах осуществления связи внутри нефиксирующей области эластифицированного материала могут быть меньше по размеру, чем связи снаружи нефиксирующей области, как в материалах 200 и 200’, и могут также иметь относительно большее продольное разнесение между смежными в продольном направлении связями внутри нефиксирующей области, как в материалах 300 и 300’. Дополнительно следует понимать, что конкретная форма связей внутри нефиксирующих областей и снаружи нефиксирующих областей может также отличаться. На фиг. 10 и фиг. 11 изображены дополнительные примерные эластифицированные материалы 400 и 400’ соответственно согласно этим аспектам.
Эластифицированный материал 400 по фиг. 10 подобен эластифицированному материалу 200’ в том, что основным отличием между связями 401 внутри нефиксирующей области 118 и связями 20 снаружи нефиксирующей области 118 является размер связей. Однако в варианте осуществления по фиг. 10, форма связей 401 также отличается от формы связей 20. Несмотря на то что связи 401 показаны как в целом круглые, связи 401 могут иметь любую подходящую форму. Эластифицированный материал 400’ по фиг. 11 подобен эластифицированному материалу 300’ в том, что продольное разнесение смежных в продольном направлении связей 401 внутри нефиксирующей области 118 отличается от продольного разнесения смежных в продольном направлении связей 20 снаружи нефиксирующей области 118. Связи 401 также меньше, чем связи 20. Дополнительно форма связей 401 в варианте осуществления по фиг. 11 внутри нефиксирующей области 118 также отличается от формы связей 20 снаружи нефиксирующей области 118. Несмотря на то что связи 401 показаны как в целом круглые, связи 401 могут иметь любую подходящую форму.
На фиг. 12 и фиг. 13 изображены дополнительные примерные эластифицированные материалы, материалы 500, 500’, согласно аспектам настоящего изобретения. Такие материалы 500, 500’ могут быть подобны материалам 200 и 200’ в том, что эластомерные нити 16 могут быть фиксированы вдоль своих дугообразных частей 18. Однако, в отличие от материалов 200, 200’, материал 500 может содержать только связи 20, которые фиксируют нити 16 вдоль дугообразных частей 18 нитей 16. Например, как можно видеть на фиг. 12, верхняя нить 16 может проходить через несвязанные каналы 24e, 24d, 24c и 24b, как на фиг. 1. Однако в варианте осуществления по фиг. 12 связи 20, которые образуют части несвязанных каналов 24e, 24d, 24c и 24b, через которые не проходят дугообразные части 18 нити 16, были удалены. В некоторых вариантах осуществления связи 20, которые образуют части несвязанных каналов, которые являются смежными в продольном направлении с эластомерными нитями 16, могут быть удалены. Например, там, где верхняя эластомерная нить 16 на фиг. 12 проходит через несвязанный канал 24c, связи, которые образуют (смежные в продольном направлении) несвязанные каналы 24b и 24d, были удалены. Таким образом, несвязанные каналы 24b, 24d отсутствуют в области материала 500, смежной в продольном направлении с верхней эластомерной нитью 16, где она проходит через несвязанный канал 24c. В дополнительных вариантах осуществления могут быть удалены связи 20, образующие два ближайших смежных в продольном направлении (например, два верхних и два нижних) несвязанных канала с несвязанным каналом, через который проходит дугообразная часть 18 эластомерной нити 16. В дополнительных вариантах осуществления могут быть удалены связи 20, которые образуют ближайшие от трех (3) до пятидесяти (50) смежных в продольном направлении несвязанных каналов.
Одно преимущество такого варианта осуществления заключается в том, что среднее значение связанной площади материала 500 в области, охватывающей дугообразные части 18 нити 16, меньше, чем среднее значение связанной площади материала 500 снаружи области, охватывающей дугообразные части 18 нити 16. В этих вариантах осуществления может быть меньшая вероятность того, что одна или более эластомерных нитей 16 разорвутся или иным образом повредятся во время изготовления. Например, может быть меньшая вероятность того, что одна из нитей 16 выровняется с выступом на связывающем элементе 54, если нить 16 не уложена в область между выступами связывающего элемента 54, которые образуют связи 20, которые образуют желаемые несвязанные каналы, через которые проходили бы дугообразные части 18 нити 16.
В варианте осуществления по фиг. 13 нити 16 эластифицированного материала 500’ также фиксированы вдоль дугообразных частей 18. Однако эластифицированный материал 500’ содержит отличающийся узор связей внутри области материала 500’, охватывающей дугообразные части 18 нитей 16. Например, вместо удаления связей 20, которые образуют части смежных в продольном направлении несвязанные каналов, связи 20 материала 500’ образуют непрерывный дугообразный несвязанный канал, через который могут проходить эластомерные нити 16. В варианте осуществления по фиг. 13 можно видеть, что верхняя нить 16 проходит через несвязанный канал 24e, а затем через несвязанный канал 24d. Смежные в латеральном направлении связи 20 внутри области материала 500’, охватывающей дугообразные части 18 нити 16, показаны как имеющие небольшое продольное смещение, так что несвязанный канал 24d образует дугообразный путь, через который проходит нить 16. Подобным образом, нижняя нить 16 на фиг. 13 изображена проходящей через несвязанный канал 24i, а также через несвязанный канал 24h, который образует дугообразный путь, через который проходит нижняя нить 16.
Смежные в латеральном направлении связи 20, которые образуют дугообразные несвязанные каналы, могут иметь продольные смещения где-то в диапазоне от приблизительно 5 % до приблизительно 100 %, или от приблизительно 5 % до приблизительно 75 %, или от приблизительно 5 % до приблизительно 50 %. Эти значения латерального смещения представляют диапазон расстояний, на которые смежные в латеральном направлении связи 20 могут быть смещены в продольном направлении 31. То есть, вместо того чтобы смежные в латеральном направлении связи 20 полностью перекрывали друг друга в латеральном направлении 32, связь 20 может быть сдвинута в продольном направлении вверх или вниз относительно смежной в латеральном направлении связи 20 на описанные процентные значения, при этом описанные процентные значения представляют процентное значение размера по высоте связей 20 (например, такого как высота 44 или 209).
Вследствие отличающегося узора связей в области материала 500’, охватывающей дугообразные части 18 нити 16, среднее значение площади связей внутри этой области может быть меньше, чем в областях материала 500’, которые не охватывают дугообразные части 18 нити 16. Соответственно, подобно эластифицированному материалу 500, может быть меньшая вероятность того, что одна или более эластомерных нитей 16 разорвутся или иным образом повредятся во время изготовления, например, если одна или более нитей 16 не выровнены с областями между выступами на одном из связывающих элементов, когда одна или более нитей проходят взад и вперед.
Разумеется, несмотря на то что несвязанные каналы, через которые проходят дугообразные части 18 эластомерных нитей 16, были показаны и описаны на фиг. 12 и фиг. 13 в качестве фиксирующих нити 16, это может быть не во всех вариантах осуществления. В некоторых вариантах осуществления материалов 500 и 500’ связи 20 могут быть размещены на противоположных сторонах нитей 16 вдоль дугообразных частей 18 и разнесены на расстояние, которое больше, чем диаметр в ненатянутом состоянии эластомерных нитей 16. Такие варианты осуществления могут быть преимущественными, так как нити 16 могут быть с меньшей вероятностью разорваны или иным образом повреждены во время изготовления. Например, может быть легче уложить дугообразные части 18 нитей 16 между относительно большими пространствами, расположенными между выступами связывающего элемента 54, перед образованием выступами связей 20.
Вместо корректировки узора связей для образования эластифицированных материалов с фиксирующими областями 119 и нефиксирующими областями 118, могут быть осуществлены корректировки в процессе 100, которые будут также способствовать минимизации разрыва нитей 16 во время изготовления. Например, на фиг. 14 и фиг. 15 изображены альтернативные примерные устройства для выполнения процессов 100’ и 100’’, предназначенных для образования эластифицированных материалов согласно настоящему изобретению.
Процесс 100’ подобен процессу 100, описанному относительно фиг. 5. Однако процесс 100’ дополнительно содержит этап обеспечения контакта связывающего элемента 54 с одной или более эластомерными нитями 16 перед связывающим зазором 56. Как можно видеть на фиг. 14, одна или более эластомерных нитей 16 контактируют со связывающим элементом 54 в точке 51 контакта, размещенной на окружности связывающего элемента 54. В контексте настоящего документа термин «контакт» не ограничен лишь физическим контактом. Вместо этого, термин «контакт» включает состояния, когда первый компонент прижат ко второму компоненту, причем один или более промежуточных слоев предотвращают непосредственный контакт между первым и вторым компонентами. Например, в вышеприведенном примере одна или более эластомерных нитей 16 не контактируют непосредственно со связывающим элементом 54, так как второй слой материала размещен между одной или более эластомерными нитями 16 и связывающим элементом 54. Однако в контексте настоящего документа одна или более эластомерных нитей 16 по-прежнему считаются находящимися в контакте со связывающим элементом 54.
Одну или более эластомерных нитей 16 затем оборачивают вокруг связывающего элемента 54 на протяжении расстояния 55, проходящего между точкой 51 контакта и точкой 53 контакта на окружности связывающего элемента 54, которая совпадает со связывающим зазором 56. Соответственно, расстояние 55 может представлять окружное расстояние. Чтобы иметь мало случаев возникновения разрыва одной или более эластомерных нитей 16 в связывающем зазоре 56, расстояние 55 должно составлять от приблизительно 5 % до приблизительно 75 % от всей окружности связывающего элемента 54. В других вариантах осуществления расстояние 55 должно составлять от приблизительно 5 % до приблизительно 50 %, или от приблизительно 5 % до приблизительно 45 %, или от приблизительно 10 % до приблизительно 40 %, или от приблизительно 15 % до приблизительно 35 %, или от приблизительно 20 % до приблизительно 30 % от всей окружности связывающего элемента 54.
Благодаря контакту связывающего элемента 54 вдоль его окружности на протяжении расстояния 55 перед связывающим зазором 56, одна или более эластомерных нитей 16 могут быть уложены в области между приподнятыми выступами связывающего элемента 54 перед достижением связывающего зазора 56. Соответственно, так как одна или более эластомерных нитей 16 размещены между приподнятыми выступами, когда они достигают связывающего зазора 56, одна или более эластомерных нитей 16 не находятся под угрозой разрыва со стороны выступов связывающего элемента 54 во время связывания первого слоя 12 со вторым слоем 14.
Фиг. 15 - альтернативное устройство для осуществления на практике процесса 100’’. Устройство, изображенное на фиг. 15, подобно устройству, изображенному на фиг. 12, включая связывающие элементы 52 и 54. Однако устройство, показанное на фиг. 13, дополнительно содержит направляющий элемент 59. Направляющий элемент 59 размещен смежно со связывающим элементом 54, образуя направляющий зазор 58. В конкретном варианте осуществления по фиг. 13 направляющий элемент 59 представляет собой направляющий валок. Направляющий элемент 59 способствует обеспечению контакта между вторым слоем 14, и одной или более эластомерными нитями 16, и связывающим элементом 54 перед связывающим зазором 56. Направляющий элемент 59 может быть расположен относительно связывающего элемента 54 так, что направляющий зазор 58 размещен на окружном расстоянии 55 от связывающего зазора 56. В вариантах осуществления, альтернативных тем, которые показаны на фиг. 15, первый слой 12 материала может также быть расположен так, чтобы также проходить через направляющий зазор 56, как и второй слой 14 материала и одна или более эластомерных нитей 16.
Следует понимать, что любой из вышеизложенных вариантов осуществления может быть скомбинирован с любым из других описанных вариантов осуществления в любых комбинациях. Например, на фиг. 11 изображен примерный эластифицированный материал 400’, в котором скомбинированы признаки материалов 200’ и 300’, где связи 401 внутри нефиксирующей области 118 имеют продольное разнесение между смежными в продольном направлении связями 401, которое отличается (имеет больший размер) от продольного разнесения между смежными в продольном направлении связями 20 внутри фиксирующих областей 119, наряду с тем, что связи 401 имеют меньший размер, чем связи 20. Эластифицированный материал 400’ мог быть выполнен согласно любому из описанных процессов 100, 100’ или 100’’. В некоторых вариантах осуществления настоящего изобретения предусмотренные эластифицированные материалы могут иметь любой узор связей, описанный в настоящем документе, или любой другой подходящий узор связей и быть выполнены согласно любому из процессов 100, 100’ или 100’’. Несмотря на то что узоры связей, содержащие нефиксирующие области 118, были описаны как полезные для того, чтобы сделать изготовление эластифицированных материалов, имеющих эластомерные нити с дугообразными частями, более простым, ничто в настоящем изобретении не должно быть истолковано как препятствование образованию таких узоров связей согласно процессу 100’ или 100’’, оба из которых также описаны как способствующие тому, чтобы сделать изготовление эластифицированных материалов, имеющих эластомерные нити с дугообразными частями, более простым.
Разумеется, любой из вышеописанных эластифицированных материалов может быть использован в различных разных предметах одежды и впитывающих изделиях. Например, раскрытые эластифицированные материалы могут образовывать по меньшей мере часть ленты в области талии или панели для талии предмета одежды или впитывающего изделия или по меньшей мере часть эластомерных манжет для ног предмета одежды или впитывающего изделия. Раскрытые материалы могут быть использованы в других частях впитывающих изделий, например, во впитывающей сердцевине впитывающего изделия, как часть герметичного отворота впитывающего изделия или как часть принимающего и/или распределительного слоя впитывающего изделия.
На фиг. 16 изображено примерное впитывающее изделие 500, которое содержит эластифицированные материалы как часть своих лент в области талии, манжет для ног и герметичных отворотов. Вариант осуществления по фиг. 16 иллюстрирует впитывающее изделие 500, которое включает в себя впитывающее изделие, изготовленное посредством так называемого процесса с применением направления (CD) поперек машинному. Однако следует понимать, что другие впитывающие изделия, которые изготовлены посредством процессов с применением машинного направления (MD), могут содержать эластифицированные материалы согласно настоящему изобретению без отступления от идеи и объема настоящего изобретения.
Впитывающее изделие 500 может содержать трехкомпонентную конструкцию, в которой впитывающее изделие 500 имеет основу 506, содержащую переднюю панель 502 для талии, имеющую передний поясной край 501, заднюю панель 504 для талии, имеющую задний поясной край 503, и впитывающую панель 509, проходящую между передней панелью 502 для талии и задней панелью 504 для талии. Впитывающая панель 509 может в целом содержать впитывающий элемент 508.
В некоторых вариантах осуществления впитывающая панель 509 может иметь первый латеральный боковой край 505 и второй латеральный боковой край 507 и может перекрывать переднюю панель 502 для талии и заднюю панель 504 для талии. Впитывающая панель 509 может быть связана с передней панелью 502 для талии и задней панелью 504 для талии для определения трехкомпонентной конструкции. Однако предполагается, что впитывающее изделие может быть изготовлено посредством процесса с применением CD не в виде предмета одежды трехкомпонентной конструкции, что также иногда называется цельной конструкцией (не показано), поскольку передняя панель 502 для талии и задняя панель 504 для талии образуют друг с другом одно целое посредством соединенных обычным способом компонентов, образующих панель для талии, таких как обращенный к телу прокладочный материал и/или внешнее покрытие, которые могут окружать впитывающую панель 509 или просто покрывать сторону предмета одежды с впитывающей панелью 509.
Передняя панель 502 для талии и задняя панель 504 для талии могут в целом содержать эластомерные нити 516, размещенные между по меньшей мере двумя слоями материала. Например, передняя панель 502 для талии и задняя панель 504 для талии могут содержать эластифицированный материал, например, описанный в настоящем документе. Эти разные варианты осуществления могут придавать разные благоприятные свойства посадки впитывающему изделию 500. Например, одна или более нитей 516 могут проходить по меньшей мере по всей части передней и/или задней панелей 502, 504 для талии по дуге, например, нити 516a—d. Эти дугообразные нити 516 или части нитей 516 могут обеспечивать более плотную и/или более комфортную посадку изделия 500 при ношении, например, путем обеспечения лучшего прилегания изделия 500 к телу.
Подобным образом, манжеты 510, 511 для ног могут быть образованы с помощью одной или более эластомерных нитей 517. В некоторых вариантах осуществления части 518 одной или более нитей 517 могут проходить по дуге согласно любому из вариантов осуществления, описанных в настоящем документе. Это может обеспечить лучшую посадку изделия 500, где манжеты 510, 511 для ног лучшим образом способны соответствовать телу носящего, например, вокруг ног. В некоторых дополнительных или альтернативных вариантах осуществления герметичные отвороты 512 могут также содержать одну или более эластомерных нитей 521. По меньшей мере некоторые части, такие как части 522, этих эластомерных нитей 521 могут проходить по дуге согласно любому из вариантов осуществления, описанных в настоящем документе, чтобы лучше соответствовать телу носящего для способствования предотвращению вытекания.
На фиг. 17 изображено еще одно примерное впитывающее изделие 600, которое может получать благоприятные свойства вследствие использования одного или более материалов, раскрытых в настоящем документе. Изделие 600 содержит основу 602 и обращенную к телу поверхность 603 и может дополнительно содержать передние боковые панели 609 и задние боковые панели 608. Передние боковые панели 609 могут содержать область 607 прикрепления, тогда как задние боковые панели 608 могут содержать область 609 прикрепления. Области 607, 609 прикрепления могут взаимодействовать друг с другом для образования надежного соединения между передними боковыми панелями 609 и задними боковыми панелями 609. В такой конфигурации изделие 600 может считаться находящимся в конфигурации для ношения.
В некоторых вариантах осуществления может быть благоприятно, чтобы по меньшей мере одна из передних боковых панелей 609 и/или задних боковых панелей 608 содержала одну или более эластомерных нитей, которые имеют одну или более дугообразных частей (не показаны). Соответственно, передние боковые панели 609 и/или задние боковые панели 608 могут содержать любой из материалов, описанных в настоящем документе. Передние боковые панели 609 и/или задние боковые панели 608 могут получать благоприятные свойства вследствие реализации эластомерных нитей, имеющих дугообразные части, чтобы обеспечить лучшую посадку для изделия 600. Поскольку передние боковые панели 609 и/или задние боковые панели 608 сидят/проходят вокруг части талии и ног носящего, дугообразные части эластомерных нитей передних боковых панелей 609 и/или задних боковых панелей 608 могут обеспечить лучшее прилегания изделия 600, приводя к лучшей посадке.
Изделие 600 может дополнительно содержать манжеты 610 для ног, которые могут быть образованы с помощью одной или более эластомерных нитей 611. В некоторых вариантах осуществления части одной или более нитей 611 могут проходить по дуге, например, части 612, согласно любому из вариантов осуществления, описанных в настоящем документе. Это может обеспечить лучшую посадку изделия 600, где манжеты 610 для ног лучшим образом способны соответствовать телу носящего, например, вокруг ног. В некоторых дополнительных или альтернативных вариантах осуществления герметичные отвороты 615 могут также содержать одну или более эластомерных нитей 616. По меньшей мере некоторые части этих эластомерных нитей 616, такие как части 618, могут проходить по дуге согласно любому из вариантов осуществления, описанных в настоящем документе. Эти дугообразные части 618 могут позволить герметичным отворотам 615 лучше соответствовать телу носящего для способствования предотвращению вытекания. В еще одних дополнительных или альтернативных вариантах осуществления изделие 600 может содержать переднюю ленту 620 в области талии и/или заднюю ленту 621 в области талии. В различных вариантах осуществления передняя лента 620 в области талии и/или задняя лента 621 в области талии могут содержать одну или более эластомерных нитей, которые проходят по дуге, согласно любому из материалов, раскрытых в настоящем документе. Такие дугообразные части в передней ленте 620 в области талии и/или задней ленте 621 в области талии могут способствовать обеспечению изделия 600 лучшей характеристикой посадки.
Все документы, упомянутые в подробном описании, в соответствующей части включены в настоящий документ посредством ссылки; причем упоминание какого-либо документа не следует рассматривать как признание того, что он является прототипом по отношению к настоящему изобретению. Если любое значение или определение термина в этом письменном документе противоречит какому-либо значению или определению термина в документе, включенном посредством ссылок, то значение или определение, в котором термин употребляется в этом письменном документе, должно превалировать.
Специалистам в данной области техники будет понятно, что настоящее изобретение может быть представлено в разнообразных формах, отличающихся от конкретных вариантов осуществления, описанных и предусмотренных в настоящем документе. Конкретно не следует полагать, что различные признаки, описанные относительно различных вариантов осуществления и фигур, должны применяться только к тем вариантам осуществления и/или фигурам. Наоборот, каждый описанный признак можно комбинировать с любым другим признаком в различных предусмотренных вариантах осуществления, либо с любым из других признаков, описанных в совокупности с теми признаками, либо без него. Соответственно, отступление в форме и деталях может быть осуществлено без отступления от объема настоящего изобретения, описанного в прилагаемой формуле изобретения.
Варианты осуществления.
В первом варианте осуществления способ образования эластифицированного материала может включать продвижение первого непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении, продвижение второго непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении и продвижение эластомерной нити в растянутом состоянии в машинном направлении, при этом эластомерная нить расположена между нижней поверхностью первого непрерывного материала в виде подложки и верхней поверхностью второго непрерывного материала в виде подложки. Способ может дополнительно включать продвижение первого непрерывного материала в виде подложки и второго непрерывного материала в виде подложки, между которыми расположена эластомерная нить, в связывающее устройство. Связывающее устройство может содержать первый связывающий элемент и второй связывающий элемент, размещенный вблизи первого связывающего элемента и образующий связывающий зазор с первым связывающим элементом. Способ может также включать осуществление прохождения взад и вперед эластомерной нити в направлении поперек машинному, продвижение первого непрерывного материала в виде подложки, второго непрерывного материала в виде подложки и эластомерной нити через связывающий зазор и связывание первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, с помощью по меньшей мере первой связи и второй связи. Первую связь и вторую связь могут размещать на противоположных сторонах эластомерной нити и разносить на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и могут располагать вдоль части эластомерной нити, которая проходит по дуге.
Во втором варианте осуществления второй связывающий элемент согласно первому варианту осуществления может иметь внешний край, содержащий окружность, и вторая непрерывная подложка и эластомерная нить могут контактировать со вторым связывающим элементом вдоль внешнего края на протяжении длины контакта, которая составляет от приблизительно 5 % до приблизительно 75 % окружности.
В третьем варианте осуществления второй связывающий элемент согласно любому из первого и второго вариантов осуществления может представлять собой валок, имеющий внешний край, содержащий окружность, и вторая непрерывная подложка и эластомерная нить могут контактировать со вторым связывающим элементом вдоль внешнего края на протяжении длины контакта, которая составляет от приблизительно 15 % до приблизительно 50 % окружности.
В четвертом варианте осуществления первый непрерывный материал в виде подложки согласно второму варианту осуществления может контактировать со вторым связывающим элементом вдоль внешнего края на протяжении длины контакта, которая составляет от приблизительно 5 % до приблизительно 75 % окружности.
В пятом варианте осуществления этап связывания первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, согласно любому из вариантов осуществления с первого по четвертый может дополнительно включать образование третьей связи и четвертой связи, которые размещают на противоположных сторонах эластомерной нити. Третью связь и четвертую связь могут разносить на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и располагать вдоль части эластомерной нити, которая проходит по прямой.
В шестом варианте осуществления способ согласно любому из вариантов осуществления с первого по пятый может не включать этап нанесения клея между первым непрерывным материалом в виде подложки и вторым непрерывным материалом в виде подложки.
В седьмом варианте осуществления первую связь и вторую связь согласно любому из вариантов осуществления с первого по шестой могут образовывать посредством связывания под давлением.
В восьмом варианте осуществления первую связь и вторую связь согласно любому из вариантов осуществления с первого по шестой могут образовывать посредством связывания ультразвуковой сваркой.
В девятом варианте осуществления способ образования эластифицированного материала может включать продвижение первого непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении, продвижение второго непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении, продвижение эластомерной нити в растянутом состоянии в машинном направлении, при этом эластомерная нить расположена между нижней поверхностью первого непрерывного материала в виде подложки и верхней поверхностью второго непрерывного материала в виде подложки, и продвижение первого непрерывного материала в виде подложки и второго непрерывного материала в виде подложки, между которыми расположена эластомерная нить, в связывающее устройство. Связывающее устройство может содержать первый связывающий элемент, второй связывающий элемент, размещенный вблизи первого связывающего элемента и образующий связывающий зазор с первым связывающим элементом, и направляющий элемент, размещенный вблизи второго связывающего элемента и образующий направляющий зазор со вторым связывающим элементом. Способ может дополнительно включать осуществление прохождения взад и вперед эластомерной нити в направлении поперек машинному, продвижение второй непрерывной подложки и эластомерной нити через направляющий зазор, так что вторая непрерывная подложка и эластомерная нить контактируют со вторым связывающим элементом перед связывающим зазором, и продвижение первого непрерывного материала в виде подложки, второго непрерывного материала в виде подложки и эластомерной нити через связывающий зазор, и связывание первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, с помощью по меньшей мере первой связи и второй связи. Первую связь и вторую связь могут размещать на противоположных сторонах эластомерной нити, и разносить на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и располагать вдоль части эластомерной нити, которая проходит по дуге.
В десятом варианте осуществления второй связывающий элемент согласно девятому варианту осуществления может представлять собой валок, имеющий внешний край, содержащий окружность, и направляющий зазор может быть размещен таким образом, что расстояние между связывающим зазором и направляющим зазором вдоль внешнего края второго связывающего элемента составляет от приблизительно 5 % до приблизительно 75 % окружности.
В одиннадцатом варианте осуществления второй связывающий элемент согласно любому из девятого и десятого вариантов осуществления может представлять собой валок, имеющий внешний край, содержащий окружность, и направляющий зазор может быть размещен таким образом, что расстояние между связывающим зазором и направляющим зазором вдоль внешнего края второго связывающего элемента составляет от приблизительно 15 % до приблизительно 50 % окружности.
В двенадцатом варианте осуществления способ согласно любому из вариантов осуществления с девятого по одиннадцатый может дополнительно включать продвижение первого непрерывного материала в виде подложки через направляющий зазор вместе со вторым непрерывным материалом в виде подложки и первым непрерывным материалом в виде подложки.
В тринадцатом варианте осуществления этап связывания первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, согласно любому из вариантов осуществления с девятого по двенадцатый может дополнительно включать образование третьей связи и четвертой связи, которые размещают на противоположных сторонах эластомерной нити. Третью связь и четвертую связь могут разносить на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и располагать вдоль части эластомерной нити, которая проходит по прямой.
В четырнадцатом варианте осуществления способ согласно любому из вариантов осуществления с девятого по тринадцатый может не включать этап нанесения клея между первым непрерывным материалом в виде подложки и вторым непрерывным материалом в виде подложки.
В пятнадцатом варианте осуществления первый связывающий элемент и второй связывающий элемент согласно любому из вариантов осуществления с девятого по четырнадцатый могут включать в себя валки.
В шестнадцатом варианте осуществления эластифицированный материал может содержать первый слой в виде подложки, второй слой в виде подложки, эластомерную нить, размещенную между первым слоем в виде подложки и вторым слоем в виде подложки, и множество связей, связывающих первый слой в виде подложки со вторым слоем в виде подложки. Эластомерная нить может содержать по меньшей мере одну прямую часть и по меньшей мере одну дугообразную часть. Множество связей может содержать первую связь и вторую связь, и причем первая связь и вторая связь могут быть размещены на противоположных сторонах эластомерной нити, и разнесены на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и расположены вдоль дугообразной части эластомерной нити.
В семнадцатом варианте осуществления множество связей дополнительно согласно шестнадцатому варианту осуществления может дополнительно содержать третью связь и четвертую связь, и причем третья связь и вторая связь могут быть размещены на противоположных сторонах эластомерной нити. Третья связь и четвертая связь могут быть разнесены на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, расположены вдоль по меньшей мере одной прямой части эластомерной нити.
В восемнадцатом варианте осуществления материал согласно любому из шестнадцатого и семнадцатого вариантов осуществления может не содержать клея.
В девятнадцатом варианте осуществления множество связей согласно любому из вариантов осуществления с шестнадцатого по восемнадцатый может быть размещено рядами связей, образующими множество несвязанных каналов, проходящих между смежными в продольном направлении рядами связей, и причем дугообразная часть эластомерной нити может проходить между несколькими из множества несвязанных каналов.
В двадцатом варианте осуществления множество связей согласно любому из вариантов осуществления с шестнадцатого по девятнадцатый может быть размещено рядами связей, образующими множество несвязанных каналов, проходящих между смежными в продольном направлении рядами связей, и причем часть множества связей может образовывать несвязанный канал, имеющий дугообразную форму. Дополнительно дугообразная часть эластомерной нити может проходить через дугообразный несвязанный канал.
В двадцать первом варианте осуществления эластифицированный материал может проходить в латеральном направлении и продольном направлении и может содержать первое полотно материала и второе полотно материала, связанное с первым полотном материала множеством связей. Множество связей может содержать первую последовательность противоположных пар связей, проходящую в латеральном направлении, причем первая последовательность противоположных пар связей определяет первый несвязанный канал, проходящий между первой последовательностью противоположных пар связей, и вторую последовательность противоположных пар связей, проходящую в латеральном направлении и разнесенную в продольном направлении от первой последовательности противоположных пар связей, причем вторая последовательность противоположных пар связей определяет второй несвязанный канал, проходящий между второй последовательностью противоположных пар связей. Материал может дополнительно содержать эластомерную нить, проходящую в латеральном направлении и размещенную между первым полотном материала и вторым полотном материала. Первая часть эластомерной нити может быть размещена внутри первого несвязанного канала, и вторая часть эластомерной нити может быть размещена внутри второго несвязанного канала.
В двадцать втором варианте осуществления связи по меньшей мере одной пары связей первой последовательности противоположных пар связей материала согласно двадцать первому варианту осуществления, которые определяют часть первого несвязанного канала, в котором находится эластомерная нить, могут быть разнесены в продольном направлении на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити.
В двадцать третьем варианте осуществления связи по меньшей мере одной пары связей первой последовательности противоположных пар связей материала согласно двадцать второму варианту осуществления могут быть разнесены в продольном направлении на расстояние, которое больше, чем диаметр в ненатянутом состоянии эластомерной нити.
В двадцать четвертом варианте осуществления связи, которые разнесены в продольном направлении на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, материала согласно двадцать третьему варианту осуществления могут иметь первые площади связей, связи, которые разнесены в продольном направлении на расстояние, которое больше, чем диаметр в ненатянутом состоянии эластомерной нити, материала согласно двадцать третьему варианту осуществления могут иметь вторые площади связей, и вторые площади могут быть меньше, чем первые площади.
В двадцать пятом варианте осуществления связи, которые разнесены в продольном направлении на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, материала согласно двадцать третьему варианту осуществления могут представлять собой многоугольники, и связи, которые разнесены в продольном направлении на расстояние, которое больше, чем диаметр в ненатянутом состоянии эластомерной нити, материала согласно двадцать третьему варианту осуществления могут быть круглыми.
В двадцать седьмом варианте осуществления связи по меньшей мере одной пары связей второй последовательности противоположных пар связей, которые определяют часть второго несвязанного канала, материала согласно любому из вариантов осуществления с двадцать второго по двадцать шестой, могут быть разнесены в продольном направлении на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити.
В двадцать седьмом варианте осуществления связи по меньшей мере одной пары связей второй последовательности противоположных пар связей, которые определяют часть второго несвязанного канала, материала согласно любому из вариантов осуществления с двадцать второго по двадцать шестой, могут быть разнесены в продольном направлении на расстояние, которое больше, чем диаметр в ненатянутом состоянии эластомерной нити.
В двадцать восьмом варианте осуществления вторая часть эластомерной нити материала согласно двадцать седьмому варианту осуществления, которая размещена внутри второго несвязанного канала, может не проходить между никакими парами связей второй последовательности противоположных пар связей, которые разнесены в продольном направлении на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити.
В двадцать девятом варианте осуществления первая последовательность противоположных пар связей материала согласно любому из вариантов осуществления с двадцать первого по двадцать восьмой может не являться смежной со второй последовательностью противоположных пар связей.
В тридцатом варианте осуществления материал согласно любому из вариантов осуществления с двадцать первого по двадцать девятый может дополнительно содержать третью последовательность противоположных пар связей, проходящую в латеральном направлении и разнесенную в продольном направлении от первой последовательности противоположных пар связей и второй последовательности противоположных пар связей, третья последовательность противоположных пар связей определяет третий несвязанный канал, проходящий между третьей последовательностью противоположных пар связей, и третья часть эластомерной нити может быть размещена внутри третьего несвязанного канала.
В тридцать первом варианте осуществления третья часть эластомерной нити согласно любому из вариантов осуществления с двадцать первого по тридцатый может быть размещена внутри первого несвязанного канала, причем вторая часть размещена между первой частью и третью частью.
В тридцать втором варианте осуществления эластифицированный материал, проходящий в латеральном направлении и продольном направлении, может содержать первое полотно материала, второе полотно материала, связанное с первым полотном материала множеством связей, причем по меньшей мере некоторые из множества связей образуют пары связей, и эластомерную нить, проходящую в латеральном направлении и размещенную между первым полотном материала и вторым полотном материала. Эластомерная нить может образовывать дугообразную форму, и эластомерная нить может проходить между множеством пар связей, причем по меньшей мере некоторые из множества пар связей имеют связи, которые разделены продольным расстоянием, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити.
В тридцать третьем варианте осуществления по меньшей мере некоторые из множества пар связей согласно тридцать второму варианту осуществления, через которые проходит эластомерная нить, могут иметь связи, которые разделены продольным расстоянием, которое больше, чем диаметр в ненатянутом состоянии эластомерной нити.
В тридцать четвертом варианте осуществления связи согласно тридцать третьему варианту осуществления, которые разделены продольным расстоянием, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, могут иметь первые площади связей, и связи, которые разнесены в продольном направлении на расстояние, которое больше, чем диаметр в ненатянутом состоянии эластомерной нити, могут иметь вторые площади связей, которые меньше, чем первые площади связей.
В тридцать пятом варианте осуществления связи согласно любому из тридцать третьего и тридцать четвертого вариантов осуществления, которые разнесены в продольном направлении на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, могут представлять собой многоугольники, и связи, которые разнесены в продольном направлении на расстояние, которое больше, чем диаметр в ненатянутом состоянии эластомерной нити, могут быть круглыми.
В тридцать шестом варианте осуществления эластомерная нить согласно любому из вариантов осуществления с тридцать третьего по тридцать пятый может проходить через связи, которые разнесены в продольном направлении на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, по прямому пути, и эластомерная нить может проходить через связи, которые разнесены в продольном направлении на расстояние, которое больше, чем диаметр в ненатянутом состоянии эластомерной нити, по дугообразному пути.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛАСТИФИЦИРОВАННЫЙ МАТЕРИАЛ С ПРЕРЫВИСТЫМИ КАНАЛАМИ | 2018 |
|
RU2717816C1 |
| СДЕЛАННЫЕ ЭЛАСТИЧНЫМИ МАТЕРИАЛЫ, РАСТЯГИВАЮЩИЕСЯ В ОПРЕДЕЛЕННОМ НАПРАВЛЕНИИ | 2017 |
|
RU2709038C1 |
| СДЕЛАННЫЕ ЭЛАСТИЧНЫМИ МАТЕРИАЛЫ, РАСТЯГИВАЮЩИЕСЯ В ОПРЕДЕЛЕННОМ НАПРАВЛЕНИИ | 2017 |
|
RU2713366C1 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С ВИЗУАЛЬНО РАЗНЫМИ ОСНОВОЙ И ПОЯСНЫМИ ЛЕНТАМИ | 2017 |
|
RU2735227C1 |
| ЭЛАСТИФИЦИРОВАННЫЕ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ И СПОСОБЫ ОБРАЗОВАНИЯ ЭЛАСТИФИЦИРОВАННЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЙ | 2017 |
|
RU2747676C1 |
| СТРУКТУРА, ПОСАДКА И ТЕКСТУРА НАВИТОГО ЭЛАСТОМЕРНОГО СЛОИСТОГО МАТЕРИАЛА | 2018 |
|
RU2749394C1 |
| СПОСОБЫ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ ЭЛАСТОМЕРНЫХ ЛАМИНАТОВ И ЛАМИНАТЫ | 2006 |
|
RU2405677C2 |
| ЭЛАСТИФИЦИРОВАННЫЕ ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ И СПОСОБЫ ОСЛАБЛЕНИЯ ЭЛАСТИЧНЫХ ЧАСТЕЙ В ЭЛАСТИФИЦИРОВАННЫХ ВПИТЫВАЮЩИХ ИЗДЕЛИЯХ | 2016 |
|
RU2731246C1 |
| СИСТЕМА И СПОСОБ ПОЛУЧЕНИЯ СВЯЗАННЫХ ВОЛОКНИСТЫХ МАТОВ | 2013 |
|
RU2630485C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С ЭЛАСТОМЕРНЫМ МАТЕРИАЛОМ | 2003 |
|
RU2326639C2 |
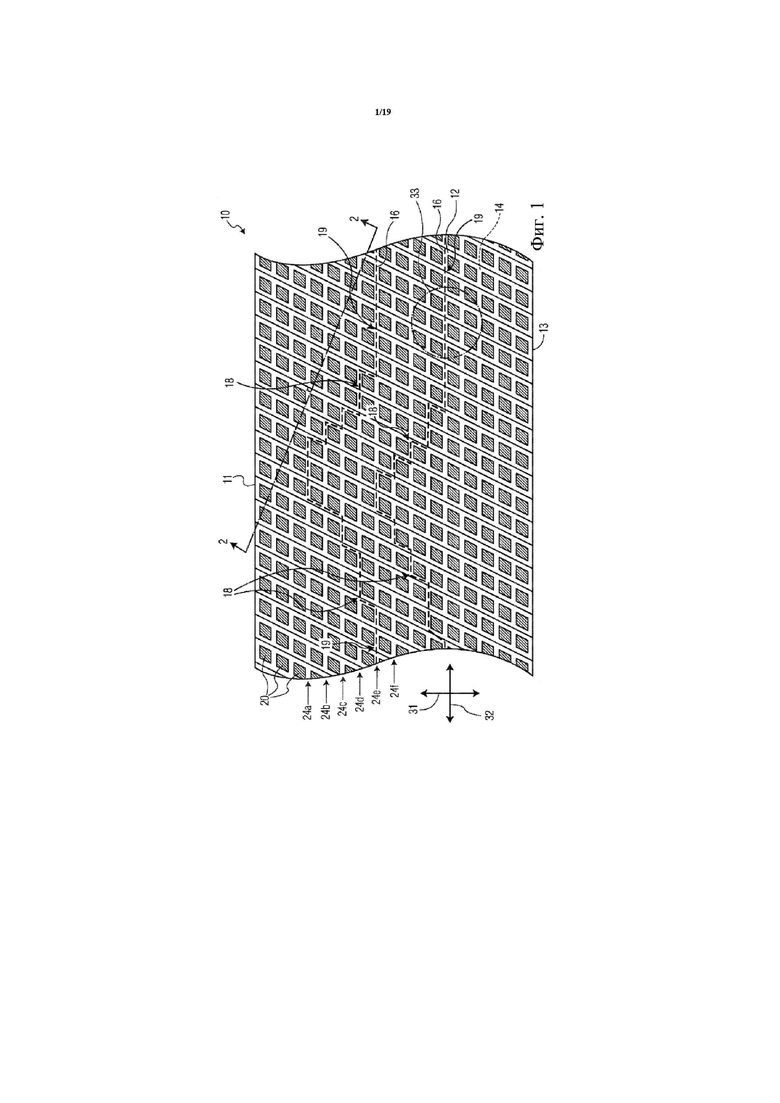
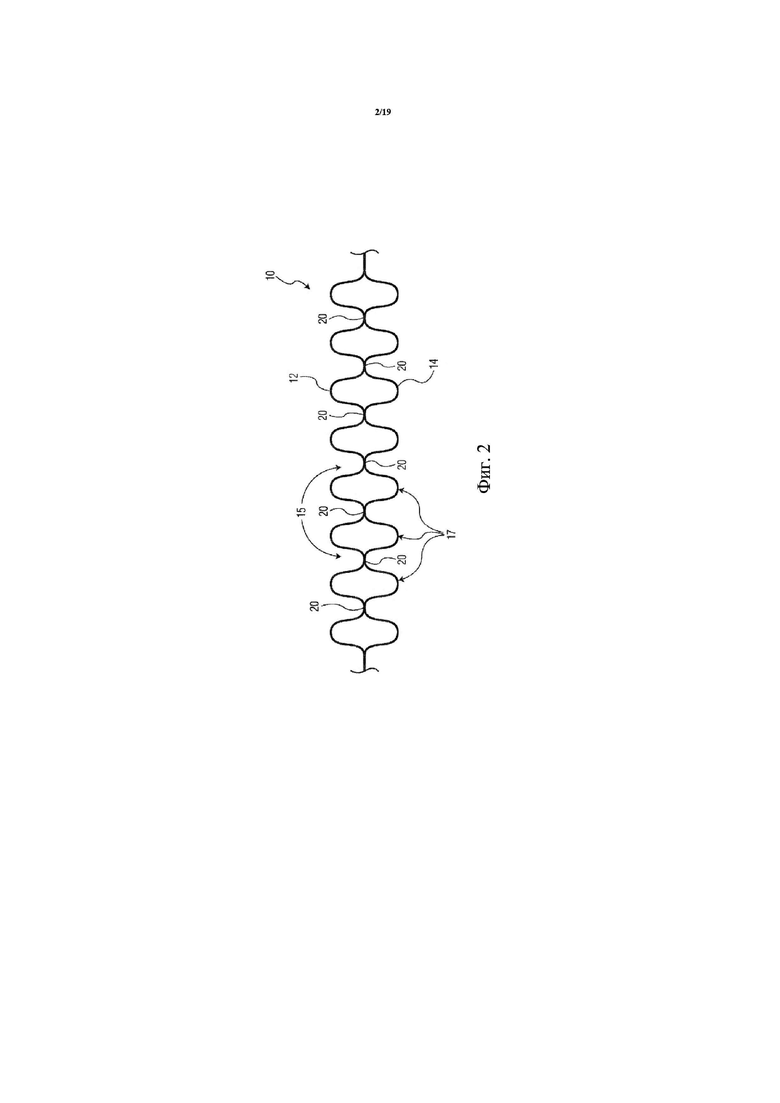
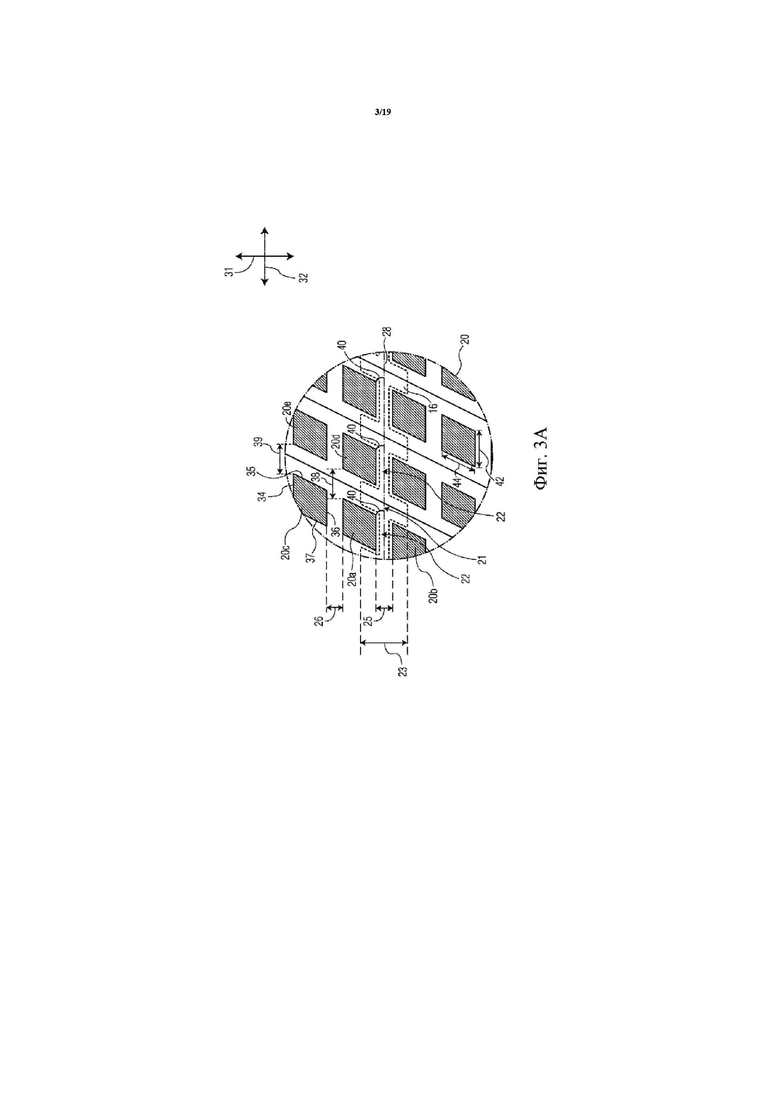
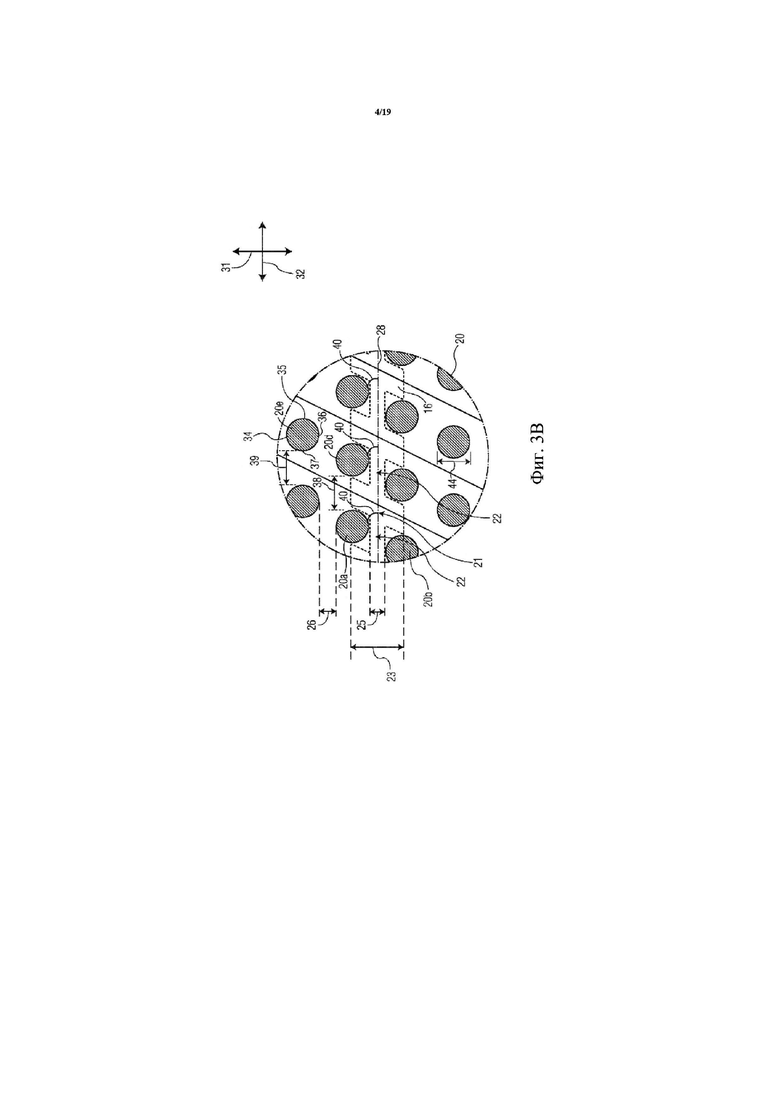
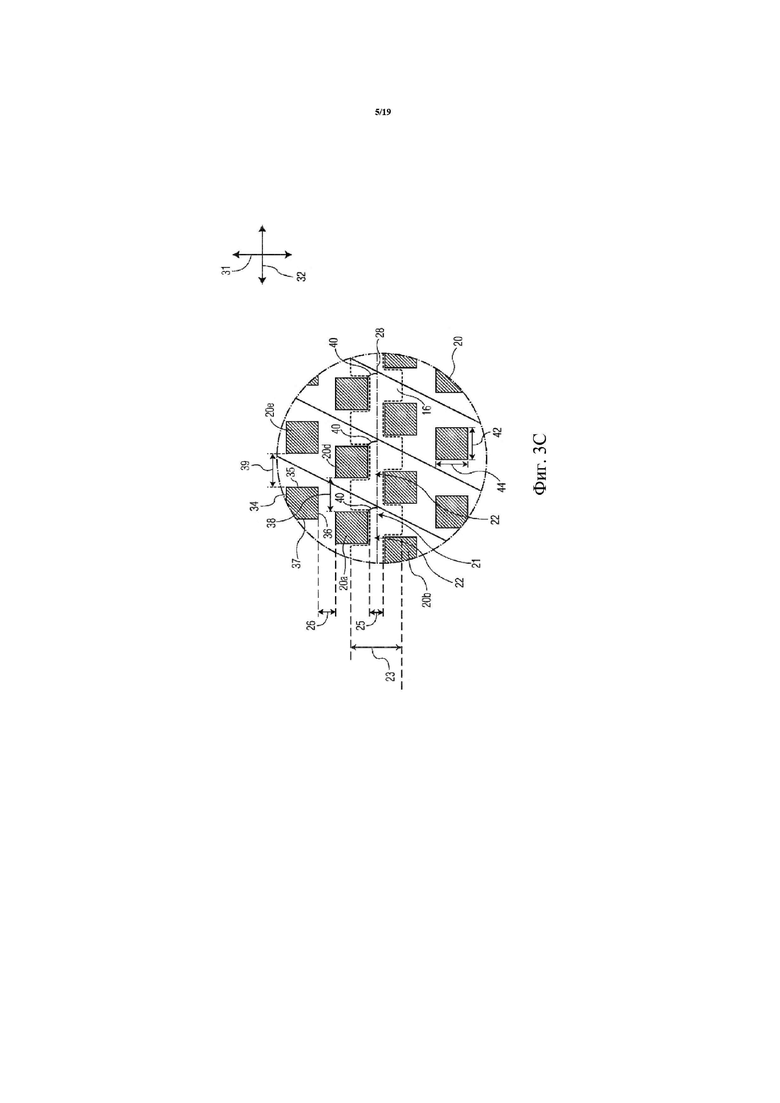
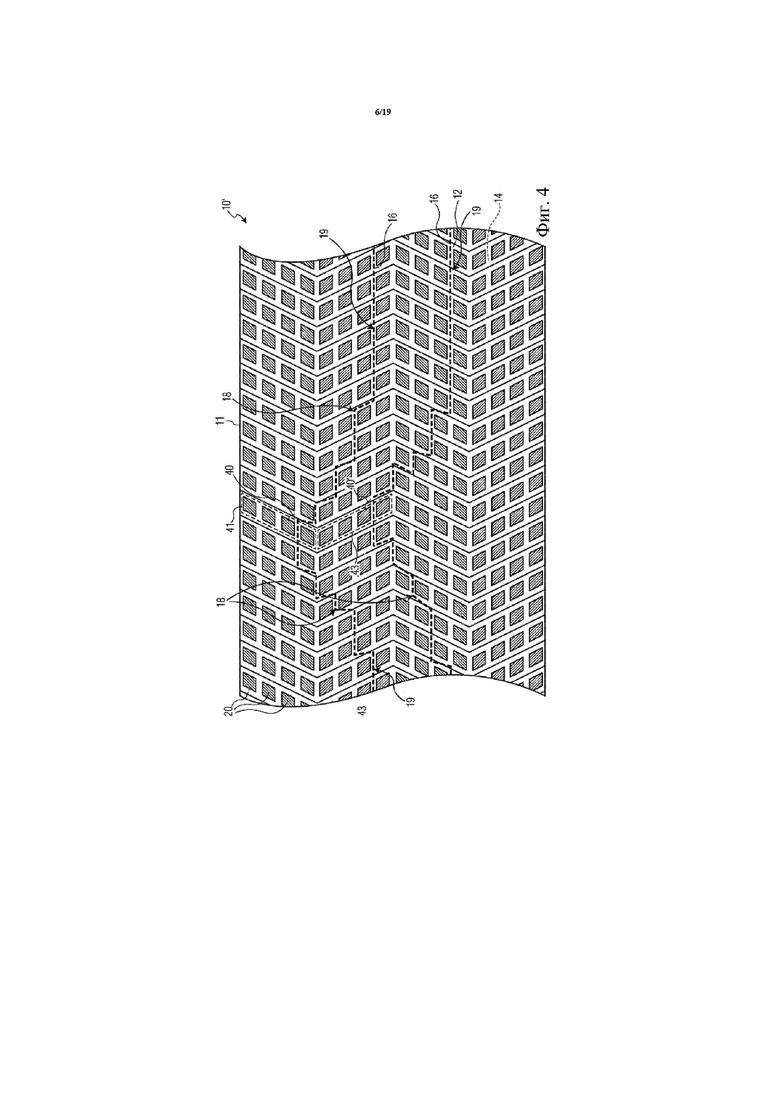
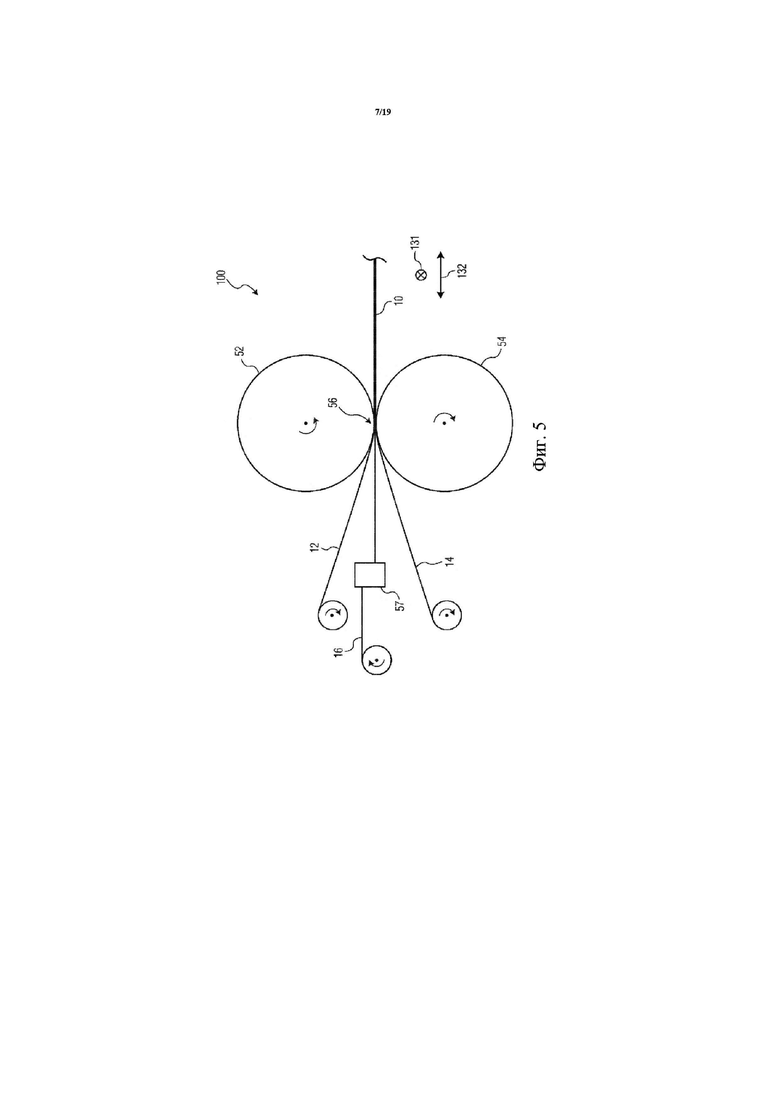
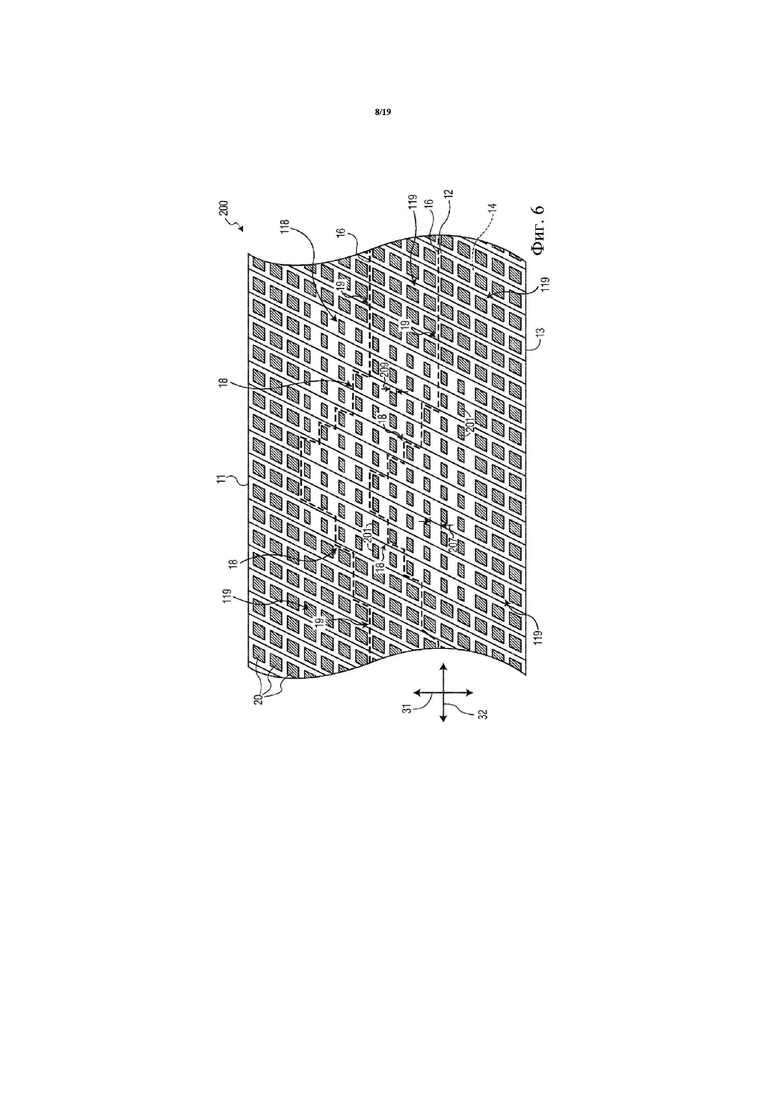
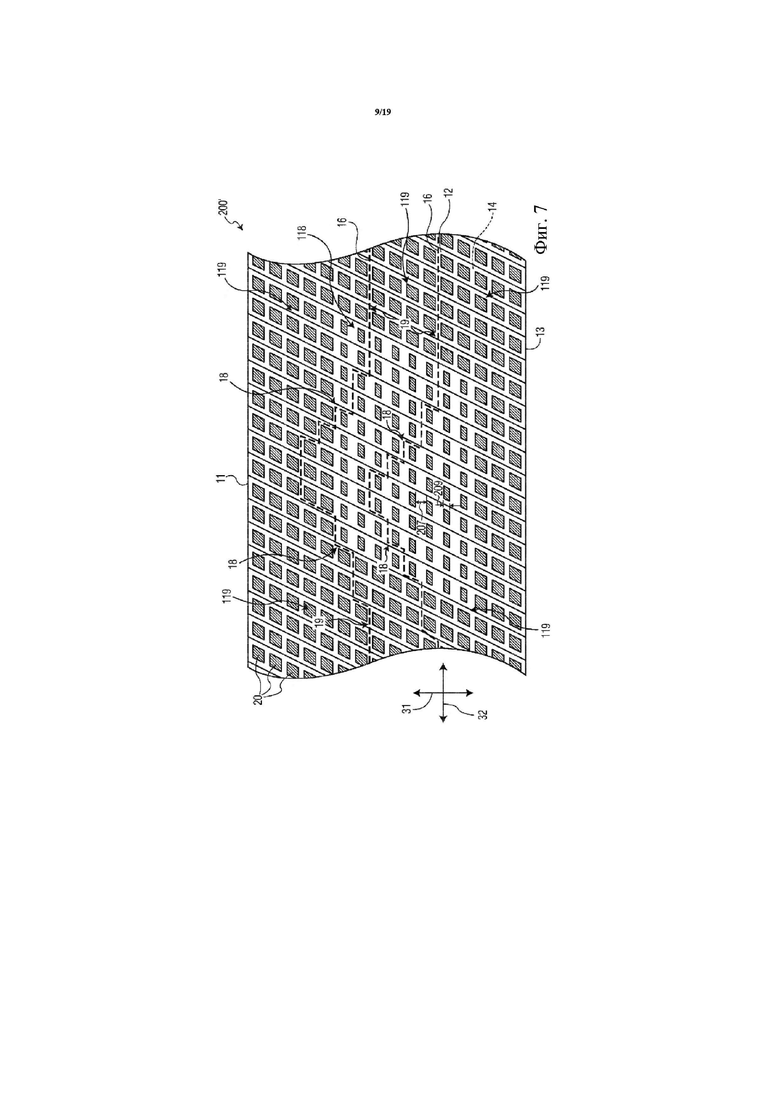
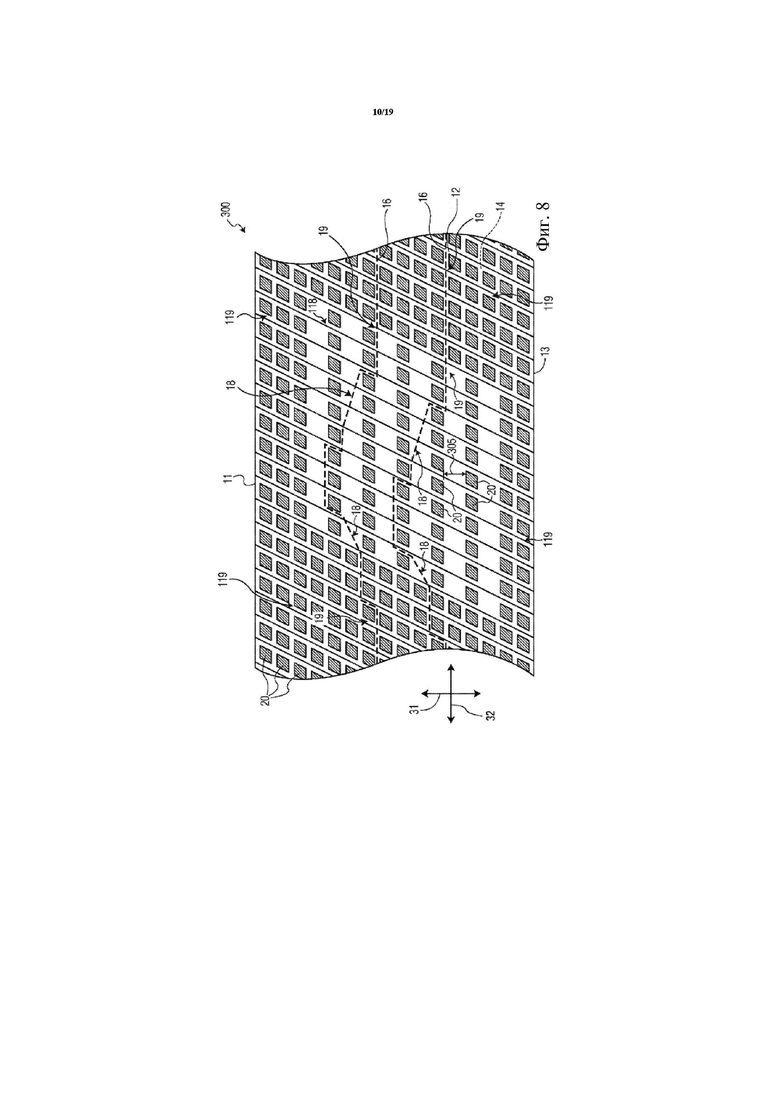
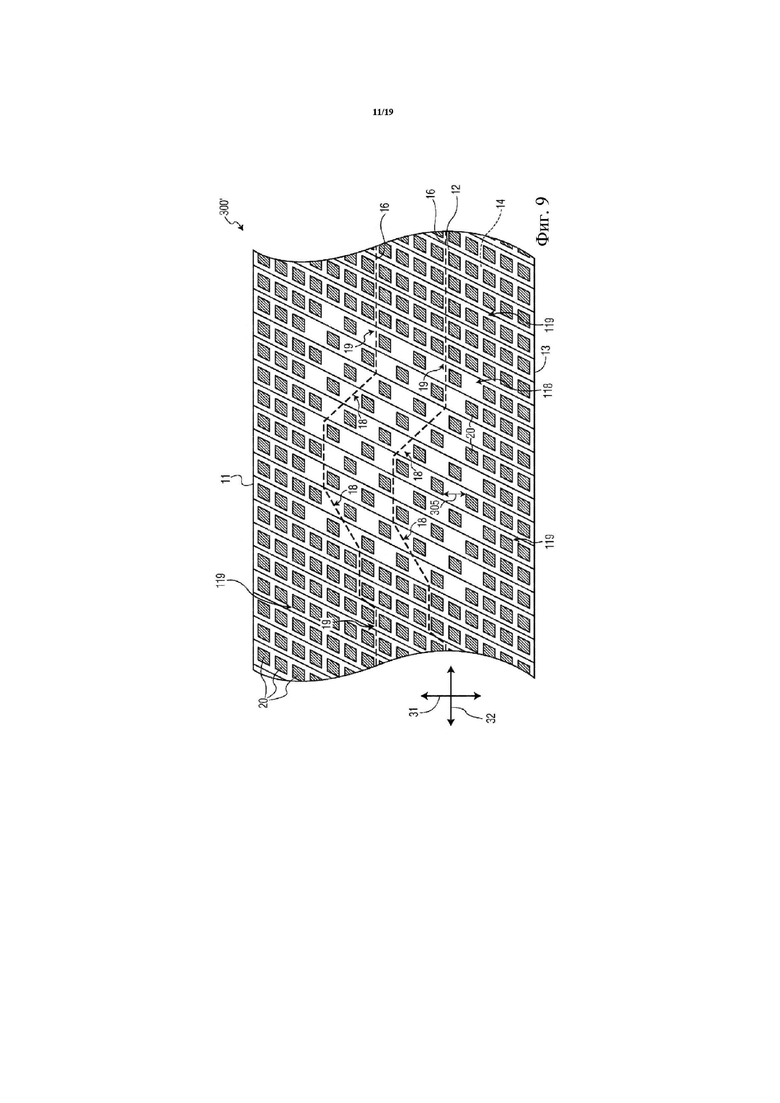
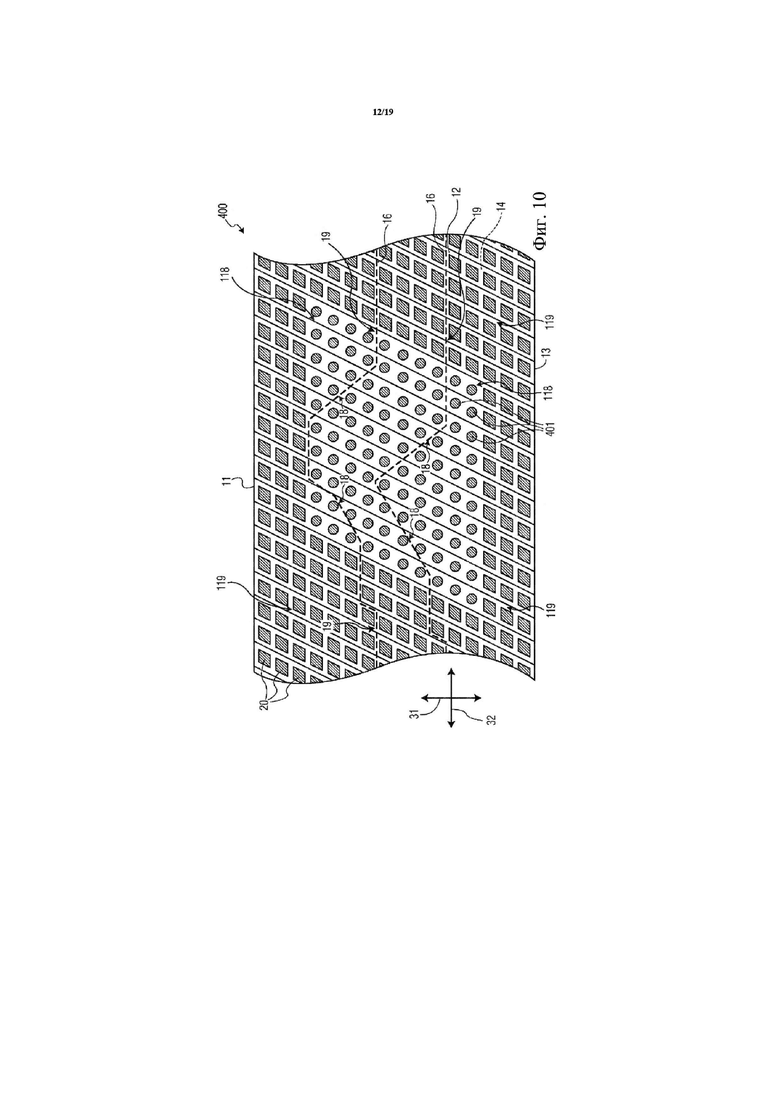
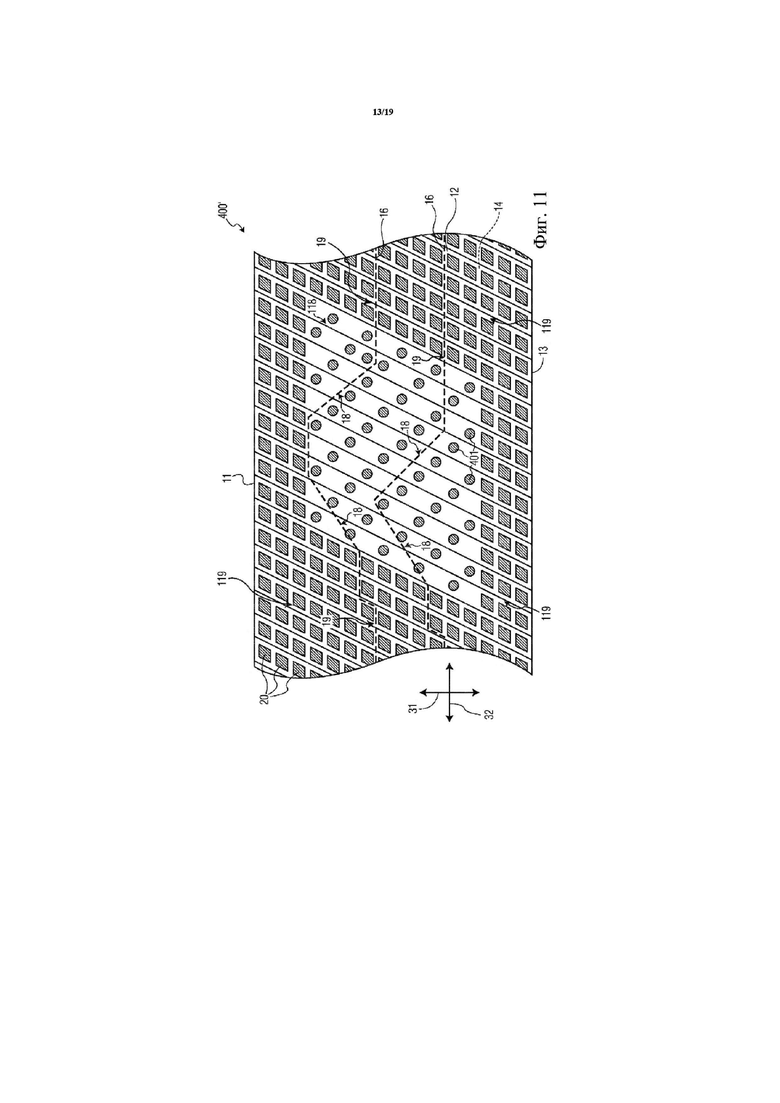
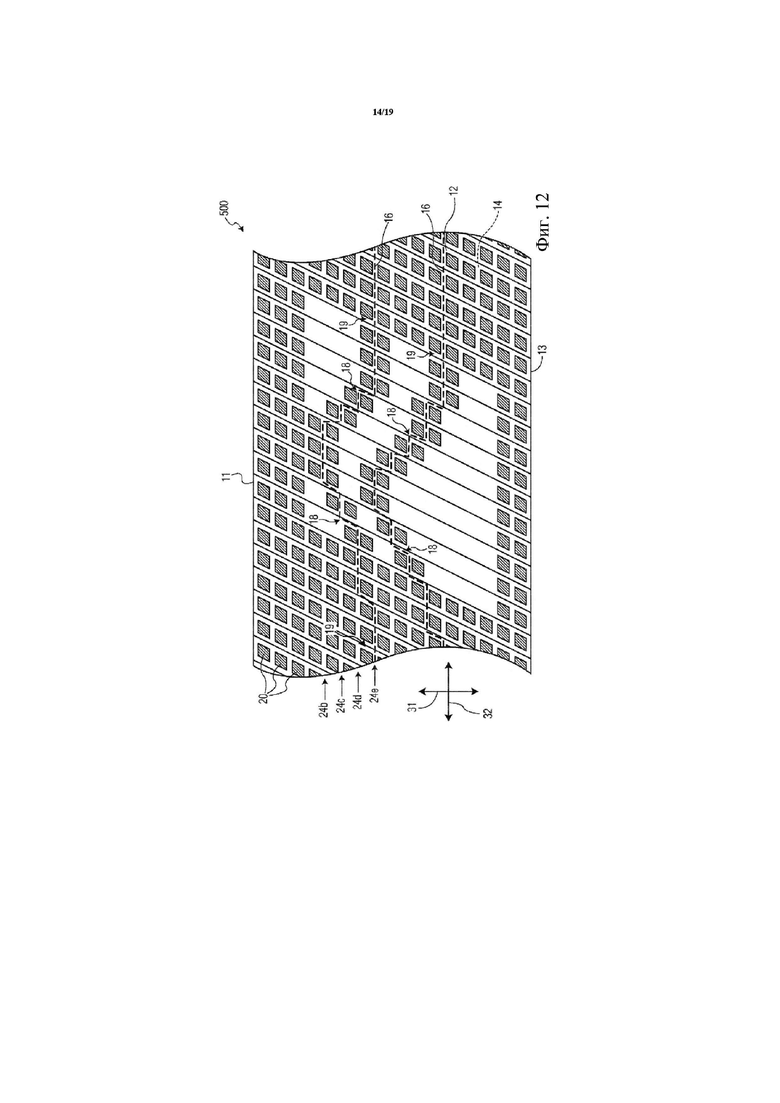
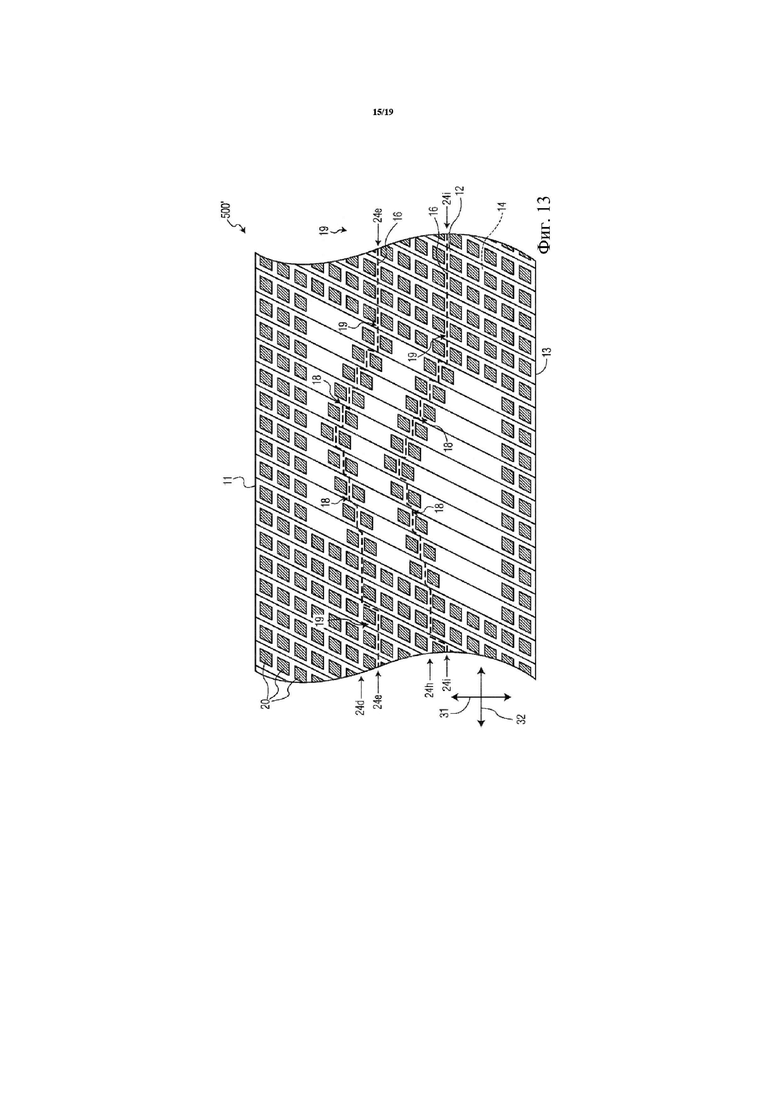
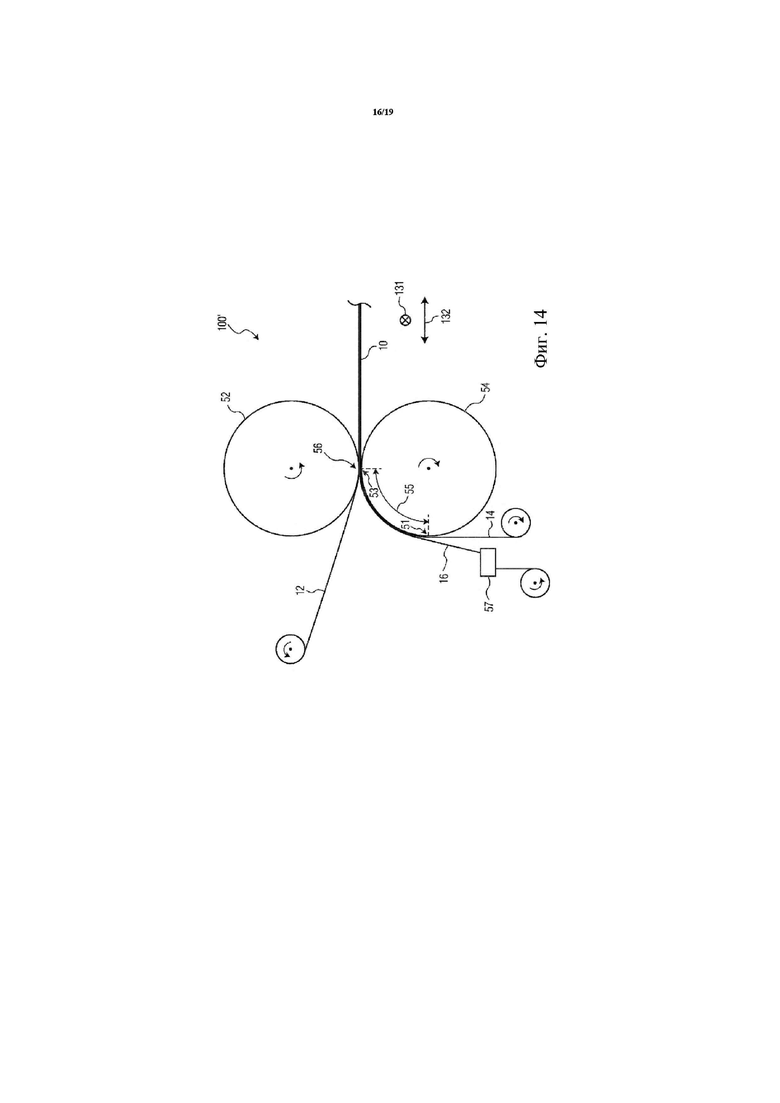
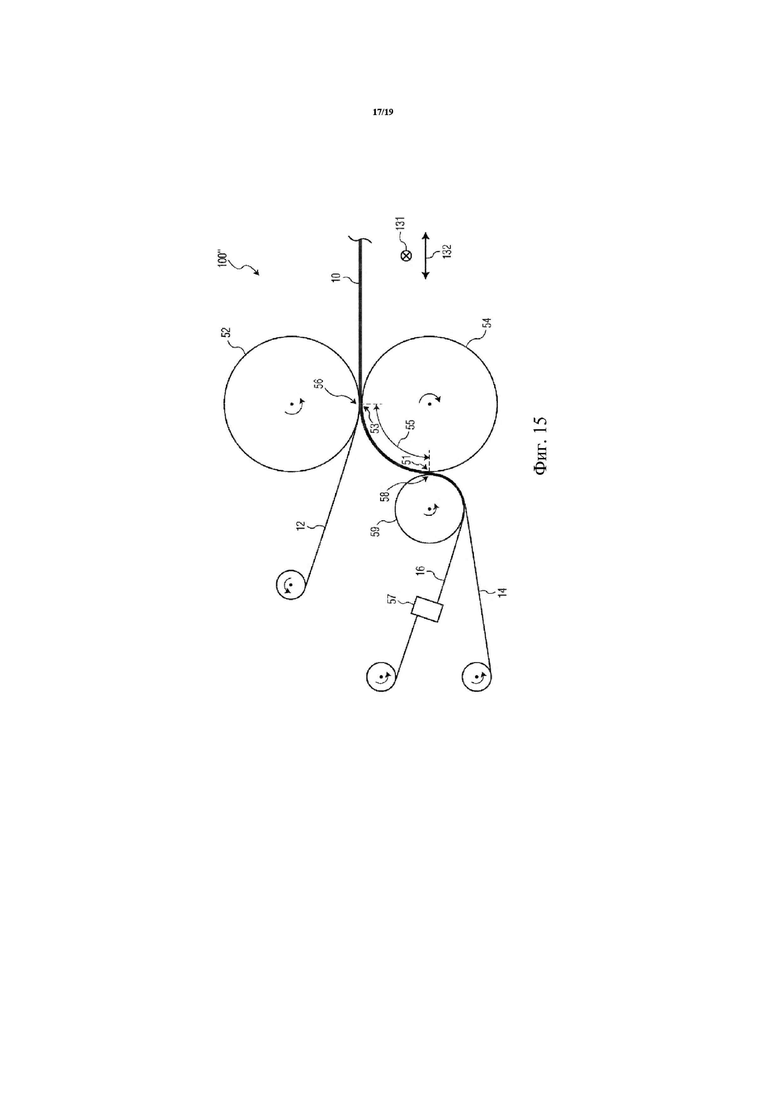
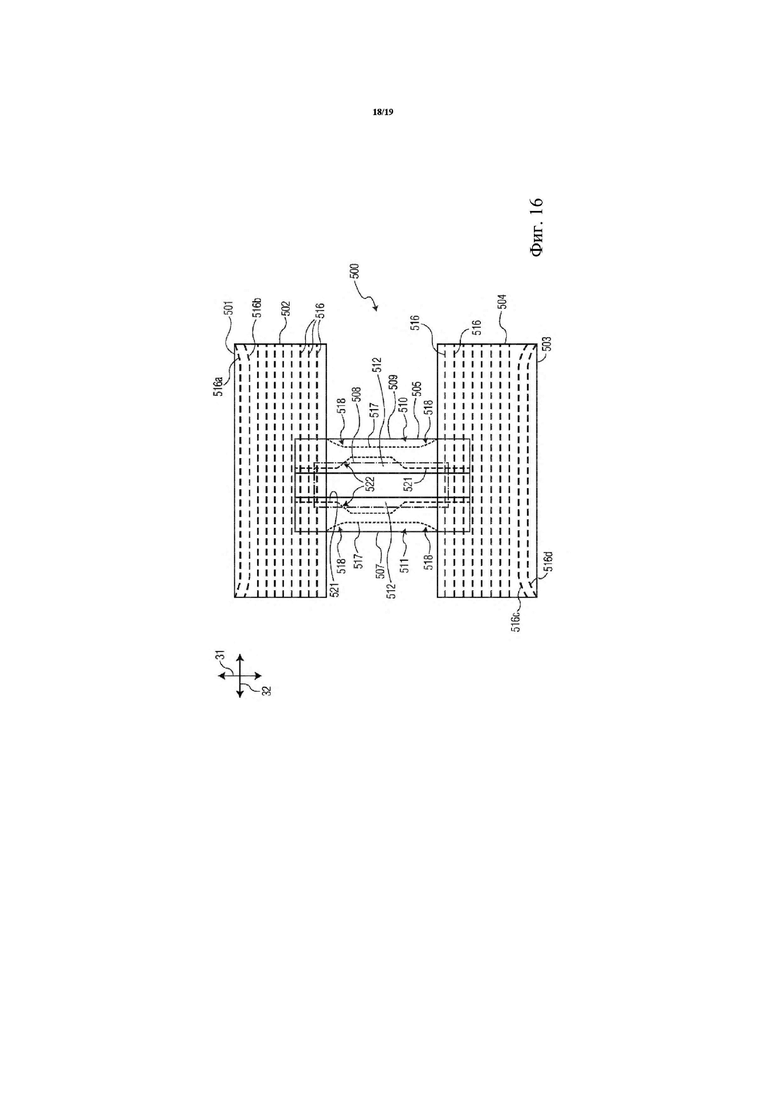
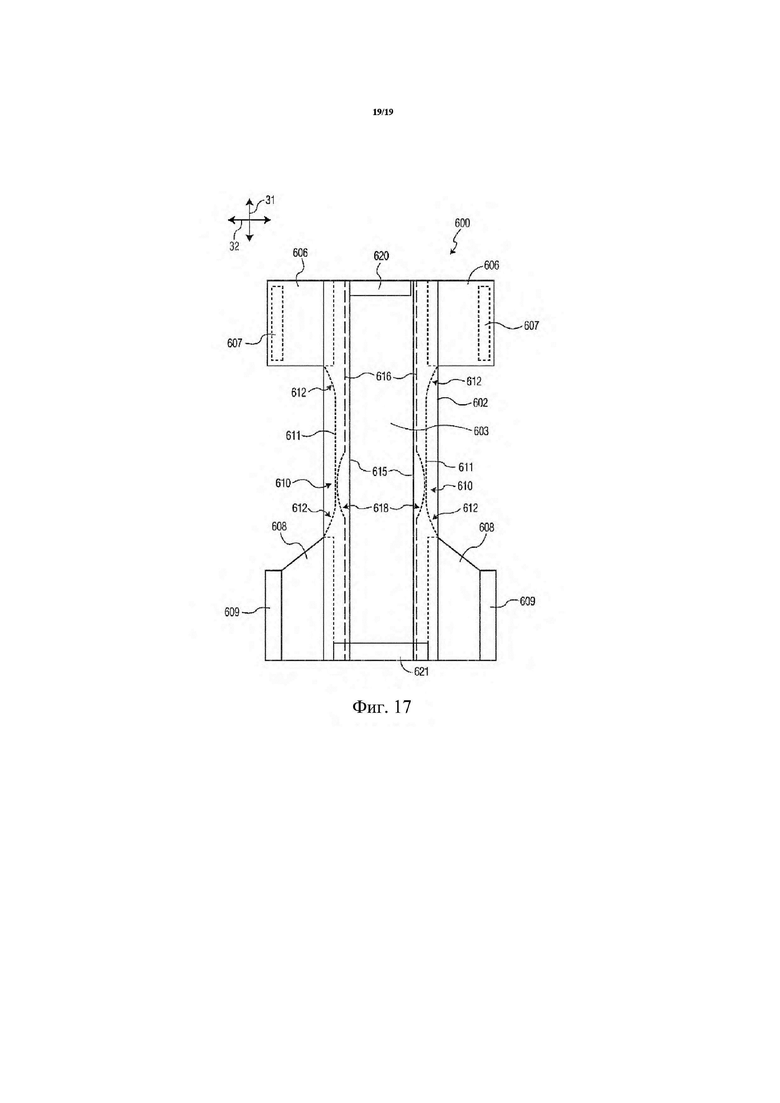
Изобретение относится к технологии получения эластифицированных материалов, которые используются в различных предметах одежды и впитывающих изделиях, и касается эластичных слоистых материалов с изогнутыми резинками и способа их получения. Способ включает продвижение первого и второго материалов в виде подложек и растянутой эластомерной нити в машинном направлении. Способ может дополнительно включать продвижение первого и второго материалов в виде подложек, между которыми расположена эластомерная нить, в связывающее устройство. Связывающее устройство содержит первый и второй элементы, образующие связывающий зазор. Способ может дополнительно включать осуществление прохождения взад и вперед нити в направлении поперек машинному и продвижение первого и второго материалов в виде подложек и нити через связывающий зазор, и связывание первого и второго материалов в виде подложек вместе с помощью по меньшей мере первой и второй связей. Первую и вторую связи могут размещать на противоположных сторонах нити и разносить на расстояние, которое меньше, чем ее диаметр в ненатянутом состоянии, и первую и вторую связи могут располагать вдоль дугообразной части нити. Изобретение обеспечивает образование эластифицированных материалов, которые имеют дугообразные или изогнутые эластомерные нити. 3 н. и 17 з.п. ф-лы, 17 ил.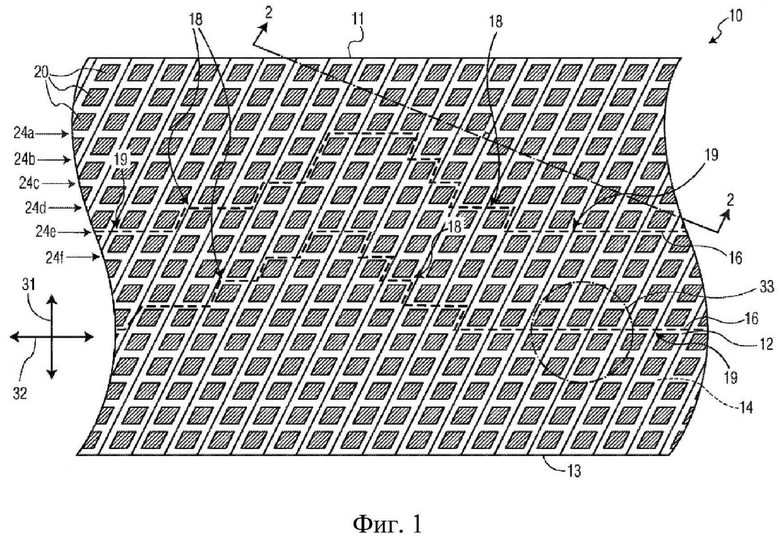
1. Способ образования эластифицированного материала, причем способ включает:
продвижение первого непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении;
продвижение второго непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении;
продвижение эластомерной нити в растянутом состоянии в машинном направлении, при этом эластомерная нить расположена между нижней поверхностью первого непрерывного материала в виде подложки и верхней поверхностью второго непрерывного материала в виде подложки;
продвижение первого непрерывного материала в виде подложки и второго непрерывного материала в виде подложки, между которыми расположена эластомерная нить, в связывающее устройство, при этом связывающее устройство содержит:
первый связывающий элемент и
второй связывающий элемент, размещенный вблизи первого связывающего элемента и образующий связывающий зазор с первым связывающим элементом;
осуществление прохождения взад и вперед эластомерной нити в направлении поперек машинному; и
продвижение первого непрерывного материала в виде подложки, второго непрерывного материала в виде подложки и эластомерной нити через связывающий зазор и связывание первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, с помощью по меньшей мере первой связи и второй связи,
при этом первую связь и вторую связь размещают на противоположных сторонах эластомерной нити и разносят на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и
при этом первую связь и вторую связь располагают вдоль части эластомерной нити, которая проходит по дуге.
2. Способ по п. 1, отличающийся тем, что второй связывающий элемент представляет собой валок, имеющий внешний край, содержащий окружность, и при этом вторая непрерывная подложка и эластомерная нить контактируют со вторым связывающим элементом вдоль внешнего края на протяжении длины контакта, которая составляет от приблизительно 5 % до приблизительно 75 % окружности.
3. Способ по п. 1, отличающийся тем, что второй связывающий элемент представляет собой валок, имеющий внешний край, содержащий окружность, и при этом вторая непрерывная подложка и эластомерная нить контактируют со вторым связывающим элементом вдоль внешнего края на протяжении длины контакта, которая составляет от приблизительно 15 % до приблизительно 50 % окружности.
4. Способ по п. 2, отличающийся тем, что первый непрерывный материал в виде подложки контактирует со вторым связывающим элементом вдоль внешнего края на протяжении длины контакта, которая составляет от приблизительно 5 % до приблизительно 75 % окружности.
5. Способ по п. 1, отличающийся тем, что связывание первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, дополнительно включает:
образование третьей связи и четвертой связи, которые размещают на противоположных сторонах эластомерной нити,
при этом третью связь и четвертую связь разносят на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и
при этом третью связь и четвертую связь располагают вдоль части эластомерной нити, которая проходит по прямой.
6. Способ по п. 1, отличающийся тем, что способ не включает этап нанесения клея между первым непрерывным материалом в виде подложки и вторым непрерывным материалом в виде подложки.
7. Способ по п. 1, отличающийся тем, что первую связь и вторую связь образуют посредством связывания под давлением.
8. Способ по п. 1, отличающийся тем, что первую связь и вторую связь образуют посредством связывания ультразвуковой сваркой.
9. Способ образования эластифицированного материала, причем способ включает:
продвижение первого непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении;
продвижение второго непрерывного материала в виде подложки, имеющего верхнюю поверхность и нижнюю поверхность, в машинном направлении;
продвижение эластомерной нити в растянутом состоянии в машинном направлении, при этом эластомерная нить расположена между нижней поверхностью первого непрерывного материала в виде подложки и верхней поверхностью второго непрерывного материала в виде подложки;
продвижение первого непрерывного материала в виде подложки и второго непрерывного материала в виде подложки, между которыми расположена эластомерная нить, в связывающее устройство, при этом связывающее устройство содержит:
первый связывающий элемент,
второй связывающий элемент, размещенный вблизи первого связывающего элемента и образующий связывающий зазор с первым связывающим элементом, и
направляющий элемент, размещенный вблизи второго связывающего элемента и образующий направляющий зазор со вторым связывающим элементом;
осуществление прохождения взад и вперед эластомерной нити в направлении поперек машинному;
продвижение второй непрерывной подложки и эластомерной нити через направляющий зазор, так что вторая непрерывная подложка и эластомерная нить контактируют со вторым связывающим элементом перед связывающим зазором; и
продвижение первого непрерывного материала в виде подложки, второго непрерывного материала в виде подложки и эластомерной нити через связывающий зазор и связывание первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, с помощью по меньшей мере первой связи и второй связи,
при этом первую связь и вторую связь размещают на противоположных сторонах эластомерной нити и разносят на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и
при этом первую связь и вторую связь располагают вдоль части эластомерной нити, которая проходит по дуге.
10. Способ по п. 9, отличающийся тем, что второй связывающий элемент представляет собой валок, имеющий внешний край, содержащий окружность, и при этом направляющий зазор размещен таким образом, что расстояние между связывающим зазором и направляющим зазором вдоль внешнего края второго связывающего элемента составляет от приблизительно 5 % до приблизительно 75 % окружности.
11. Способ по п. 9, отличающийся тем, что второй связывающий элемент представляет собой валок, имеющий внешний край, содержащий окружность, и при этом направляющий зазор размещен таким образом, что расстояние между связывающим зазором и направляющим зазором вдоль внешнего края второго связывающего элемента составляет от приблизительно 15 % до приблизительно 50 % окружности.
12. Способ по п. 9, отличающийся тем, что дополнительно включает продвижение первого непрерывного материала в виде подложки через направляющий зазор вместе со вторым непрерывным материалом в виде подложки и первым непрерывным материалом в виде подложки.
13. Способ по п. 9, отличающийся тем, что связывание первого непрерывного материала в виде подложки со вторым непрерывным материалом в виде подложки, между которыми размещена эластомерная нить, дополнительно включает:
образование третьей связи и четвертой связи, которые размещают на противоположных сторонах эластомерной нити,
при этом третью связь и четвертую связь разносят на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и
при этом третью связь и четвертую связь располагают вдоль части эластомерной нити, которая проходит по прямой.
14. Способ по п. 9, отличающийся тем, что способ не включает этап нанесения клея между первым непрерывным материалом в виде подложки и вторым непрерывным материалом в виде подложки.
15. Способ по п. 9, отличающийся тем, что по меньшей мере один из первого связывающего элемента и второго связывающего элемента включает в себя валки.
16. Эластифицированный материал, содержащий:
первый слой в виде подложки;
второй слой в виде подложки;
эластомерную нить, размещенную между первым слоем в виде подложки и вторым слоем в виде подложки; и
множество связей, связывающих первый слой в виде подложки со вторым слоем в виде подложки,
при этом эластомерная нить содержит по меньшей мере одну прямую часть и по меньшей мере одну дугообразную часть,
при этом множество связей содержит первую связь и вторую связь, и причем первая связь и вторая связь размещены на противоположных сторонах эластомерной нити и разнесены на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и
при этом первая связь и вторая связь расположены вдоль дугообразной части эластомерной нити.
17. Эластифицированный материал по п. 16, отличающийся тем, что:
множество связей дополнительно содержит третью связь и четвертую связь, и причем третья связь и вторая связь размещены на противоположных сторонах эластомерной нити,
при этом третья связь и четвертая связь разнесены на расстояние, которое меньше, чем диаметр в ненатянутом состоянии эластомерной нити, и
при этом третья связь и четвертая связь расположены вдоль по меньшей мере одной прямой части эластомерной нити.
18. Эластифицированный материал по п. 16, отличающийся тем, что материал не содержит клея.
19. Эластифицированный материал по п. 16, отличающийся тем, что множество связей размещено рядами связей, образующими множество несвязанных каналов, проходящих между смежными в продольном направлении рядами связей, и при этом дугообразная часть эластомерной нити проходит между несколькими из множества несвязанных каналов.
20. Эластифицированный материал по п. 16, отличающийся тем, что множество связей размещено рядами связей, образующими множество несвязанных каналов, проходящих между смежными в продольном направлении рядами связей, и при этом часть множества связей образует несвязанный канал, имеющий дугообразную форму, и при этом дугообразная часть эластомерной нити проходит через дугообразный несвязанный канал.
| US 2017000660 A1, 05.01.2017 | |||
| US 2015328056 A1, 19.11.2015 | |||
| US 2002019616 A1, 14.02.2002 | |||
| US 2004192140 A1, 30.09.2004. |

