Настоящее изобретение относится к упаковочным пленкам и изготавливаемым из них упаковкам, в частности, к пленкам для упаковывания в вакууме в плотно прилегающую пленку (VSP, от английского - vacuum skin packaging), которые используются в качестве верхнего полотна легко открываемых вакуумных упаковок из плотно прилегающей пленки.
Кроме того, настоящее изобретение относится к легко открываемой вакуумной упаковке из плотно прилегающей пленки, применимой для демонстрации и хранения пищевого продукта и для использования при тепловой обработке, разогреве и/или оттаивании упакованного пищевого продукта в микроволновой печи без необходимости предварительного удаления верхнего полотна или предварительного открывания упаковки вручную. Наконец, настоящее изобретение относится к легко открываемой вакуумной упаковке из плотно прилегающей пленки и к соответствующим верхним пленкам, дополнительно способным препятствовать появлению неприятного запаха.
Предпосылки создания изобретения
В упаковочной промышленности существует потребность в пленках, которые можно использовать для надежного упаковывания изделий с возможностью легко открывать упаковку.
Предлагаются разнообразные продукты, в особенности, пищевые продукты, такие как мясо, колбасы, сыр и т.п., в визуально привлекательных упаковках, изготовленных из двух термопластичных полотен или из верхнего гибкого термопластичного полотна и подложки методом упаковывания в вакууме в плотно прилегающую пленку.
В процессе упаковывания в вакууме в плотно прилегающую пленку помещают продукт на подложку, которая может являться плоской или иметь определенную форму, например, лотка в форме миски или чашки (называемого "нижним" полотном), и затем подают продукт на подложке в камеру, в которой сначала вытягивают "верхнее" полотно вверх вокруг нагретого купола, а затем вниз и окружают им продукт и подложку, при этом вакуумируют пространство между верхней пленкой и подложкой за счет перепада давления воздуха. За счет этого верхняя нагретая пленка плотно охватывает продукт и герметично соединяется с подложкой, не покрытой продуктом.
При таком способе упаковывания вся поверхность верхней пленки, выходящей за пределы продукта, герметично соединена с подложкой под вакуумом и окружает весь продукт, при этом широкая область для отслаивания затрудняет открывание упаковки, для чего может требоваться использование ножниц, ножей или других режущих и опасных приспособлений. С целью преодоления этого недостатка на рынок выпущены упаковки, которые можно открыть вручную, известные как "легко открываемые" упаковки. Обычно легко открываемые упаковки открывают вручную, отделяя верхнее полотно от нижнего полотна, начиная обычно с определенной точки, такой как угол упаковки, где верхнее полотно намеренно не соединено с подложкой.
В известных из уровня техники легко открываемых упаковках используются в основном механизмы открывания трех типов.
В первом случае (механизм легкого открывания путем отслаивания) упаковка открывается путем разделения двух полотен на границе герметичного уплотнения. Во втором случае (механизм адгезионного разрушения) открывание упаковки достигается путем разделения уплотнительного слоя нижнего или верхнего полотна и нижнего оставшегося слоя(-ев) подложки или верхнего полотна, соответственно. Когда разделение слоев достигает области упакованных продуктов, происходит второй разрыв уплотнительного слоя, и часть уплотнительного слоя остается герметично соединенной с противодействующим полотном.
В основе третьего механизма лежит когезионное разрушение. В этом случае легкое открывание достигается путем внутреннего разрыва уплотнительного слоя или соседнего слоя, который во время открывания упаковки разрушается вдоль плоскости, параллельной самому слою.
Легко открываемые вакуумные упаковки из плотно прилегающей пленки с использованием когезионного разрушения известны, например, из патента ЕР 192131 В1, в котором описана легко открываемая упаковка с нижним уплотнительным слоем, содержащим двухкомпонентную смесь иономера и модифицированного сополимера этилена и винилацетата.
Эта система основана на различной химической природе этих двух компонентов. Поскольку эти два полимера совместимы лишь частично, при приложении поперечного усилия к этому слою материал разрушается, открывая тем самым упаковку.
Вакуумные упаковки из плотно прилегающей пленки, содержащие улучшенные смеси с легким открыванием путем когезионного разрушения (также называемые хрупкими смесями) в несшитом нижнем полотне, описаны в заявке WO 9954398 А1 на имя компании Cryovac Inc.
В этом документе конкретно не раскрыт и не проиллюстрирован какой-либо вариант осуществления, в котором хрупкая смесь включена в верхнее полотно. Кроме того, не раскрыто и не предложено сшивание пленок, содержащих слой из хрупкой смеси; в упаковках, описанных в WO 9954398А1, нижнее полотно, содержащее хрупкую смесь, никогда не сшито.
В легко открываемых вакуумных упаковках из плотно прилегающей пленки, описанных в этом документе, требуются верхнее и нижнее полотна определенной степени сложности.
В патенте US 5346735 описана многослойная газобарьерная композитная пленка, которая содержит соэкструдированные проницаемые и непроницаемые пленки, применимые для упаковывания в вакууме в плотно прилегающую пленку.
Для придания красного цвета упакованному мясу непроницаемая пленка может отслаиваться и отделяться от проницаемой пленки.
Разделение пленок происходит путем разделения слоев (адгезионного разрушения на границе раздела), а не путем когезионного разрушения несовместимых полимеров внутри слоя.
Для включения хрупкой смеси в нижнее полотно, как в легко открываемых вакуумных упаковках из плотно прилегающей пленки с использованием механизма когезионного разрушения, предлагаемых в настоящее время на рынке, требуются высокотехнологичные нижние полотна, которые помимо хороших механических свойств для выполнения функции подложки, формуемости, герметичности и барьерных свойств также должны иметь свойства легкой открываемости. Как следствие, из-за очень высоких и в целом различных требований к верхнему и нижнему компонентам в производстве существующих легко открываемых вакуумных упаковок из плотно прилегающей пленки с функций легкого открывания в нижнем полотне невозможно использовать простые, дешевые стандартные подложки, не приспособленные специально для конкретного применения. Иными словами, существующее решение для изготовления легко открываемых вакуумных упаковок из плотно прилегающей пленки является довольно технологически сложным, малогибким и, следовательно, довольно дорогим.
Соответственно, по-прежнему существует потребность в вакуумных упаковках из плотно прилегающей пленки, которые при наличии всех упомянутых выше свойств и, в частности, способности легко открываться содержали бы значительно более простые и дешевые нижние структуры, что значительно уменьшило бы сложность изготовления подложки и соответствующие расходы.
Краткое изложение сущности изобретения
Соответственно, заявитель рассмотрел возможность изготовления гораздо более простых и дешевых нижних структур для вакуумных упаковок из плотно прилегающей пленки путем переноса функции легкого открывания из нижнего полотна в верхнее полотно. За счет этого нижнее полотно помимо необязательной герметичности и барьерных свойств должно выполнять только функции подложки, что позволяет значительно упростить конструкцию.
Тем не менее, существовали технические проблемы и предположения, которые препятствовали включению хрупкой смеси в верхнее полотно вакуумных упаковок из плотно прилегающей пленки.
Прежде всего, считалось, что при включении хрупкой смеси в верхнее полотно, а не в нижнее полотно, происходило бы неправильное распространение разрыва при открывании с гораздо более высоким риском инкапсуляции.
Инкапсуляция является недостатком известных нижних полотен с легким открыванием путем когезионного разрушения, и может происходить, когда распространение разрыва при открывании является не таким, как ожидалось.
Фактически, при приложении тянущего усилия разрыв упаковки, при котором она эффективно открывается, не проходит от слоя из хрупкой смеси с легким открыванием через уплотнительный слой вплоть до продукта (смотри схему правильного открывания на фиг. 1а и фиг. 1б, на которых показано, что за счет сочетания усилия I открывания и веса III продукта уплотнительный слой разрушается, как указано стрелкой II). Вместо этого разрыв проходит внутри слоя из хрупкой смеси с легким открыванием с отслаиванием части нижнего полотна, в результате чего продукт остается инкапсулированным между верхним полотном и уплотнительным слоем нижнего полотна (смотри схему на фиг. 2). Ясно, что инкапсуляция представляет собой серьезную проблему, поскольку в итоге упаковка остается закрытой, что заставляет конечного пользователя прибегать к ножницам или другим режущим средствам.
На фиг. 2 показана инкапсуляция известной из уровня техники вакуумной упаковки из плотно прилегающей пленки, содержащей в нижней части хрупкую смесь с легким открыванием, при приложении тянущего усилия.
Если бы хрупкая смесь с легким открыванием была частью верхнего полотна, это еще больше способствовало бы инкапсуляции из-за направления усилий, прилагаемых во время открывания упаковки, которое способствует отслаиванию верхнего полотна (смотри фиг. 4, на который проиллюстрирована инкапсуляция вакуумной упаковки из плотно прилегающей пленки, содержащей хрупкую смесь с легким открыванием в верхнем полотне). Кроме того, правильному открыванию помогает вес продукта, если легкое открываемая система содержится в нижнем полотне (смотри фиг. 1б, на которой влияние веса представлено стрелками III, направленными вниз), но это было бы бесполезно, если бы хрупкая смесь с легким открыванием содержалась в верхнем полотне.
Короче говоря, в упаковках, имеющих легко открываемый слой в нижнем полотне, продукт, давящий на нижнюю структуру, способствует распространению разрыва вплоть до продукта без отслаивания, предотвращая тем самым инкапсуляцию.
Кроме того, считалось, что у вакуумной упаковки из плотно прилегающей пленки, в которой смесь с легким открыванием путем когезионного разрушения включена в верхнее полотно, была бы выше вероятность сложностей при открывании и неправильного распространения разрыва, поскольку верхние полотна для применения при упаковывании в вакууме в плотно прилегающую пленку обычно подвергают сшиванию.
Сшивание, обычно выполняемое в отношении верхних пленок для придания требуемого исключительно высокого сопротивления имплозии, термической стойкости и устойчивости к неправильному обращению, считалось несовместимым с самим механизмом действия хрупких смесей с легким открыванием путем когезионного разрушения.
По существу, когезионное разрушение слоя из хрупкой смеси с легким открыванием основано на ограниченном сродстве первого полимера с другим(-ми) полимером(-ами) смеси, что приводит к неоднородности и внутренней слабости слоя. Считалось, что эта неоднородность смеси отвечает за разрушение слоя и распространение разрыва.
С другой стороны, считалось, что сшивание слоя, содержащего хрупкую смесь с легким открыванием, препятствует когезионному разрушению и ухудшает открывание упаковки, поскольку сшивание усиливает слой с легким открыванием, добавляя новые связи внутри матрицы.
Тем не менее, заявитель неожиданно обнаружил, что можно добиться отличных характеристик открывания без инкапсуляции при использовании сшитых верхних полотен в вакуумных упаковках из плотно прилегающей пленки, содержащих смеси с когезионным разрушением. Если потянуть за верхнее полотно в угол, открывание плавно продолжится внутри смеси, даже если смесь была сшита. Удивительно, что открывание является более надежным и последовательным, чем у предыдущих вакуумных упаковок из плотно прилегающей пленки, содержащих в нижнем полотне хрупкие смеси с легким открыванием.
Как только разрыв достигает уплотнительного слоя, он разрывается вплоть до продукта, открывая тем самым упаковку, несмотря на то, что вес продукта способствовал бы отслаиванию верхних слоев и, несмотря на то, что слой с легким открыванием, является сшитым.
Таким образом, первым объектом настоящего изобретения является сшитая термопластичная многослойная пленка, применимая в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку и содержащая, по меньшей мере,
наружный термосвариваемый слой (а),
слой (b), непосредственно сцепленный со слоем (а) или сцепленный со слоем (а) посредством слоя (а'), и необязательно,
термопластичный слой (с), примыкающий или непосредственно связанный со слоем (b),
при этом слой (а) и/или слой (а'), если он имеется, и/или слой (b) содержат сшитую хрупкую смесь (В) с легким открыванием, по меньшей мере, из двух химически или физически несовместимых полимеров.
Вторым объектом настоящего изобретения является легко открываемая вакуумная упаковка из плотно прилегающей пленки, содержащая
сшитую верхнюю пленку согласно первому объекту,
подложку и
продукт, загруженный на подложку,
при этом пленка окружает продукт и герметично соединена со всей поверхностью подложки, не покрытой продуктом.
Третьим объектом настоящего изобретения является способ упаковывания в вакууме в плотно прилегающую пленку с целью изготовления легко открываемой вакуумной упаковки из плотно прилегающей пленки, у которой верхней пленкой является пленка согласно первому объекту.
В частности, третьим объектом настоящего изобретения является способ упаковывания в вакууме в плотно прилегающую пленку с целью изготовления легко открываемой вакуумной упаковки из плотно прилегающей пленки, включающий
использование сшитой верхней пленки согласно первому объекту, содержащей наружный слой (а),
использование подложки,
размещение пленки над подложкой наружным слоем (а) в сторону подложки, размещение продукта между верхней пленкой и подложкой,
нагрев верхней пленки и ее формование поверх и вокруг продукта и вплотную к подложке с вакуумированием пространства между нагретой верхней пленкой и подложкой с целью формирования плотно прилегающей пленки вокруг продукта, и
герметичное соединение верхней пленки со всей поверхностью подложки, не покрытой продуктом, за счет перепада давления воздуха.
Четвертым объектом настоящего изобретения является применение пленки согласно первому объекту в качестве верхнего полотна в легко открываемых вакуумных упаковках из плотно прилегающей пленки.
Определения
Термин "пленка" используется в качестве родового понятия и включает пластмассовое полотно независимо от того, является ли оно пленкой или листом.
Термины "верхняя пленка" или "верхнее полотно" используются для обозначения пленки, которая в соответствии с традиционной технологией упаковывания в вакууме в плотно прилегающую пленку нагревается в куполе оборудования для упаковывания в вакууме в плотно прилегающую пленку.
Используемый термин "упаковывание в вакууме в плотно прилегающую пленку" означает, что продукт упаковывается в вакууме, и из содержащего продукт пространства при упаковывании откачиваются газы. Верхняя гибкая пленка, которой плотно окружен продукт, называется "верхней пленкой" или "верхним полотном".
Используемое выражение "пленка для применения в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку" относится к термопластичной пленке, применимой для упаковывания в вакууме в плотно прилегающую пленку, а именно, к пленке, способной выдерживать условия нагрева и растяжения в вакуумной камере упаковочной машины без образования проколов и чрезмерного размягчения, а затем способной плотно прилегать ко всей поверхности подложки. Пленка для применения в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку предпочтительно характеризуется высоким сопротивлением имплозии, формуемостью и герметизируемостью согласно определениям и оценкам, данным в настоящем описании.
Используемый термин "вакуумная упаковка из плотно прилегающей пленки" относится к вакуумной упаковке из плотно прилегающей пленки, содержащей верхнюю пленку, подложку и продукт, при этом верхнюю пленку нагревают, формуют поверх и вокруг продукта, а также вплотную к подложке, и вакуумируют пространство между нагретой верхней пленкой и подложкой. Верхнее нагретое полотно образует плотно прилегающую пленку вокруг продукта и герметично соединено со всей поверхностью опоры, не покрытой продуктом, за счет перепада давления воздуха.
Используемый термин "гомополимер" относится к полимеру, получаемому путем полимеризации одного мономера, т.е. полимеру, состоящему в основном из повторяющегося звена одного типа.
Используемый термин "сополимер" относится к полимерам, получаемым путем реакции полимеризации, по меньшей мере, двух различных мономеров.
Используемый термин "полиолефин" относится к любому полимеризованному олефину, который может являться линейным, разветвленным, циклическим, алифатическим, ароматическим, замещенным или незамещенным. Более точно, термин "полиолефин" включает все гомополимеры олефина, сополимеры олефина, сополимеры олефина и неолефинового сомономера, сополимеризуемого с олефином, такие как виниловые мономеры, их модифицированные полимеры и т.п.Конкретные примеры включают гомополимер полиэтилена, гомополимер полипропилена, гомополимер полибутена, сополимер этилена и альфа-олефина, сополимер пропилена и альфа-олефина, сополимер бутена и альфа-олефина, сополимер этилена и винилацетата (ЭВА), сополимер этилена и ненасыщенного сложного эфира и сополимер этилена и ненасыщенной кислоты, в особенности, сополимер этилена и бутилакрилата, сополимер этилена и метилакрилата, сополимер этилена и акриловой кислоты (ЭАК), сополимер этилена и метакриловой кислоты (ЭМАК), модифицированные полиолефиновые смолы, иономерные смолы, полиметилпентен и т.д.
Используемый термин "сополимер этилена и альфа-олефина" относится к гетерогенным и гомогенным полимерам, таким как линейный полиэтилен низкой плотности (ЛПЭНП) и полиэтилен очень низкой и сверхнизкой плотности (ПЭОНП и ПЭСНП); и гомогенным полимерам, таким как катализированные металлоценом линейные гомогенные сополимеры этилена и альфа-олефина EXACT™ производства компании Exxon Chemical и линейные гомогенные сополимеры этилена и альфа-олефина TAFMER™ производства компании Mitsui Petrochemical Corporation. Все эти материалы обычно включают сополимеры этилена с одним или несколькими сомономерами, выбранными из альфа-олефинов С4-С10, таких как бутен-1, гексен-1, октен-1 и т.д., в которых молекулы сополимеров, представляют собой длинные цепочки с относительно небольшим числом боковых цепей или сшитых структур. Эту молекулярную структуру следует отличать от традиционных полиэтиленов низкой или средней плотности, которые являются более разветвленными, чем их соответствующие аналоги. Гетерогенный сополимер этилена и альфа-олефина, обычно известный как ЛПЭНП, имеет плотность обычно от около 0,91 г/см3 до около 0,94 г/см3. В качестве гомогенного сополимера этилена и альфа-олефина другого типа также используются другие сополимеры этилена и альфа-олефина, такие как разветвленные гомогенные гополимеры этилена и альфа-олефина с длинной цепью производства компании Dow Chemical, известные как смолы AFFINITY™.
Используемый термин "непосредственно сцепленный" применительно к слоям пленки означает сцепление слоя-субъекта со слоем-объектом без связующего слоя, адгезива или другого слоя между ними.
Используемый термин "смежный" применительно к двум слоям служит для обозначения двух слоев, которые непосредственно сцеплены друг с другом. В отличие от этого используемое слово "между" применительно к слою, находящемуся между двумя другими указанными слоями, означает как непосредственное сцепление слоя-субъекта с двумя другими слоями, между которыми он находится, так и отсутствие непосредственного сцепления слоя-субъекта с одним или обоими из двух других слоев, между которыми он находится, т.е. между слоем-субъектом и одним или несколькими слоями, между которыми находится слой-субъект, может находиться один или несколько дополнительных слоев.
Используемый термин "экструзия" относится к процессу формования сплошных профилей путем продавливания расплавленного пластмассового материала через матрицу с последующим охлаждением. Непосредственно перед экструзией через матрицу относительно высоковязкий полимерный материал подается во вращающийся шнек с переменным шагом, т.е. экструдер, который продавливает полимерный материал через матрицу.
Используемый термин "соэкструзия" относится к процессу экструзии двух или более материалов через одну матрицу с двумя или более отверстиями, расположенными таким образом, чтобы экструдаты объединялись и сплавлялись друг с другом в слоистую структуру до охлаждения, т.е. закалки.
Используемый термин "нетермоусадочный" относится к пленке, у которой общий процент свободной усадки (т.е. сумма процента свободной усадки в продольном (LD) и поперечном (TD) направлениях, измеренная в масле при 160°С согласно стандарту D2732) составляет менее 20% или 15%, предпочтительно менее 10%.
Используемые термины "наружный слой" или "плотно прилегающий слой" или "устойчивый к неправильному обращению слой" относятся к слою пленки, который отличается от уплотнительного слоя и имеет только одну из основных поверхностей, непосредственно сцепленную с другим слоем пленки. В частности, "устойчивым к неправильному обращению слоем" является наружный слой, который в процессе упаковывания в вакууме в плотно прилегающую пленку входит в контакт с нагретым куполом.
Используемый термин "внутренний слой" относится к любому слою, обе поверхности которого непосредственно сцеплены с другим слоем пленки.
Используемые термины "сердцевина" и "сердцевинный слой" относятся к любому внутреннему слою, чьей основной функцией является что-либо иное помимо обеспечения адгезии или совместимости с целью сцепления двух слоев друг с другом.
Используемый термин "связующий слой" означают любой внутренний слой пленки, основным назначением которого является сцепление двух слоев друг с другом.
Используемый термин "объемный слой" относится к любому внутреннему слою, основным назначением которого является улучшение механических свойств, таких как устойчивость к неправильному обращению или проколам.
Используемые термины "герметизирующий слой", "термосвариваемый слой" и "уплотнительный слой" означают наружный слой пленки, участвующий в герметичном соединении с самой пленкой, другим слоем той же самой или другой пленки и/или другим изделием, которое не является пленкой. В частности, "герметизирующим слоем" или "уплотнительным слоем" является наружный слой многослойной пленки, который в процессе упаковывания в вакууме в плотно прилегающую пленку будет соприкасаться с пищевым продуктом и герметично соединяться с подложкой.
Используемый термин "уплотнение" относится к любому герметичному соединению первой области поверхности пленки со второй областью поверхности пленки или с поверхностью другого изделия, при этом уплотнение формируется путем нагрева, по меньшей мере, первой области до ее соответствующей температуры начала сваривания. Уплотнение основано на связи, формируемой расплавленным(-ими) материалом(-ами). Нагрев может выполняться одним или несколькими из разнообразных способов, таких как использование нагретой планки, горячего воздуха, инфракрасного излучения или других средств, способных к переносу тепла посредством проводимости, конвекции или излучения.
Используемый термин "адгезия" или "адгезивный" в широком смысле относится к способности поверхности, материала, слоя, пленки и т.д. сцепляться с той же самой или второй поверхностью, материалом, слоем, пленкой путем сварки или плавления, а именно, путем герметизации, но также, по меньшей мере, частично, за счет химического сродства или других механизмов, таких как, например, прилипание.
Используемый термин "барьерный слой" относится к водобарьерному, газобарьерному или предпочтительно кислородобарьерному слою и используется для обозначения слоев или структур со скоростью пропускания кислорода (измеряемой при температуре 23°С и относительной влажности 0% согласно стандарту ASTM D-3985) менее 500 см3 м2.сутки.атм. Применимыми термопластичными материалами, которые обеспечивают такие газобарьерные свойства, являются ПВДХ, полиамиды, EVOH, сложные полиэфиры и их смеси, предпочтительно EVOH.
Используемый термин "EVOH" включает омыленные или гидролизованные сополимеры этилена и винилацетата и относится к сополимерам винилового спирта с содержанием этиленового сомономера предпочтительно от около 25 мол. % до около 48 мол. %, более предпочтительно от около 32 мол. % до около 48 мол. % этилена, еще более предпочтительно от около 38 мол. % до около 44 мол. % и со степенью омыления не менее 85%, предпочтительно, по меньшей мере, 90%.
Используемый термин "ПВДХ" означает любой сополимер винилиденхлорида, в котором большая часть сополимера представляет собой винилиденхлорид, а меньшая часть сополимера представляет собой один или несколько сополимеризуемых с ним ненасыщенных мономеров, обычно винилхлорид и алкилакрилаты или метакрилаты (например, метилакрилат или метакрилат) и их смеси в различных пропорциях. Обычно барьерный слой из ПВДХ содержит известные из техники пластификаторы и/или стабилизаторы.
Используемый термин "полиамиды" включает алифатические гомо- или сополиамиды, обычно называемые, например, полиамид 6, полиамид 69, полиамид 610, полиамид 612, полиамид 11, полиамид 12, полиамид 6/12, полиамид 6/66, полиамид 66/610, их модификации и смеси. Упомянутый термин также включает кристаллические или частично кристаллические, ароматические или частично ароматические полиамиды, такие как полиамид 6I/6T или полиамид MXD6.
Используемый термин "полимер на основе стирола" относится, по меньшей мере, к одному полимеру, выбранному из группы, состоящей из полистирола, сополимера стирола, этилена и бутилен-стирола, сополимера стирола и бутадиен-стирола, сополимера стирола и изопрен-стирола, сополимера стирола, этилена и бутадиен-стирола и сополимера стирола и (этилен-пропилен)стирола. Используемая черточка (т.е. "-") в формуле полимеров на основе стирола включает как блок-сополимеры, так и статистические сополимеры. Более точно, термин "полимер на основе стирола" включает сополимеры, в которых (i) все названные мономеры присутствуют в виде блока, или (ii) любое подмножество названных мономеров присутствует в виде блока, а остальные мономеры расположены произвольным образом, или (iii) все названные мономеры расположены произвольным образом.
Используемый термин "полистирол" относится к применимым в пленках гомополимерам и сополимерам стирола и их аналогам и гомологам, включая метил-стирол и стиролы с замещением в кольце, такие как, например, стиролы с метилированием в кольце. Термин "полистирол" используется для обозначения отдельных полимеров или смесей различных указанных выше полистиролов.
Используемый термин "когезионное разрушение" относится к любой системе, в которой функция легкого открытия достигается путем внутреннего разрыва слоя, который во время открывания упаковки разрушается внутри вдоль плоскости, параллельной самому слою.
Используемые термины "совместимый или несовместимый" применительно к полимерам означают смешиваемые или несмешиваемые полимеры, а именно, полимеры, которые при смешивании не образуют единую фазу.
Используемый термин "химически или физически несовместимые полимеры" относится к несмешиваемым смолам, которые при смешивании не образуют однофазную или гомогенную систему из-за низкого химического сродства, например, вследствие различной полярности мономеров и/или из-за низкого физического сродства смол, например, вследствие различной морфологии двух материалов в их твердом состоянии.
При смешивании или сплавлении несмешиваемых полимеров образуется система (по меньшей мере) из двух фаз, которые обычно наблюдаются под электронным микроскопом, при этом неосновной(-ые) полимер(-ы) остается диспергированным, например, в виде островков или капелек, в матрице из основного(-ых) полимера(-ов).
Слабое взаимное сродство несмешиваемых полимеров в смеси и является причиной разрушения слоя, содержащего хрупкую смесь, когда к ней прилагаются противодействующие усилия.
Используемый термин "усилие открывания" относится к усилию, требуемому для открывания упаковки способом, описанным в экспериментальном разделе настоящего описания. Используемые термины "легко открываемый", "легкое открывание" или "с легким открыванием" применительно к смеси или к слою относятся к хрупкой смеси или хрупкому слою, содержащему смесь несовместимых или несмешиваемых полимеров, которая легко разрушается, когда к ней прилагаются противодействующие усилия.
Используемый термин "легко открываемая упаковка" означает упаковку, усилие открывание которой, измеренное описанным в изобретении способом, составляет от 150 до 900 г/2,54 см, предпочтительно от 200 до 800 г/2,54 см, еще более предпочтительно от 250 до 600 г/2,54 см.
Используемый термин "подложка" означает нижнюю часть вакуумной упаковки из плотно прилегающей пленки, в которой размещен продукт, и часть которой, не покрытая продуктом, окружена верхней плотно прилегающей пленкой. Подложка может являться плоской или иметь определенную форму, т.е. форму лотка, гибкой, жесткой или полужесткой. Подложка может представлять собой термоформованную на линии подложку или предварительно изготовленный лоток.
Используемый термин "перепад давления воздуха" относится к разности между давлением, приложенным извне упаковки (например, атмосферным давлением), давлением внутри упаковки (вакуумом).
Используемый термин "Протокол Р1" относится к стандартной технологии и оборудованию для упаковывания в вакууме в плотно прилегающую пленку с термоформованием подложки на линии из термопластичного полотна, разматываемого с рулона (Rollstock). Оборудование (например, Multivac R570CD) выполняет герметизацию верхнего полотна, термоформование, необязательно перфорирование подложки, а также резку упаковки. Термоформование подложки на линии при упаковывании в вакууме в плотно прилегающую пленку описано, например, в заявке WO 200901019 или WO 2007137804.
Используемый термин "Протокол Р2" относится к стандартной технологии упаковывания в вакууме в плотно прилегающую пленку под названием "лоток с плотно прилегающей пленкой" с использованием классического оборудования для упаковывания в вакууме в плотно прилегающую пленку (например, Multivac Т200), при этом подложка представляет собой предварительно сформованный, необязательно перфорированный, плоский или мелкий лоток. Примеры вакуумных упаковок из плотно прилегающей пленки и традиционных способов их изготовления описаны, например, в патентах FR 1258357, FR 1286018, AU 3491504, US RE30009, US 3574642, US 3681092, US 3713849, US 4055672 и US 5346735.
Используемый термин "Протокол Р3" относится к технологии упаковывания в вакууме в плотно прилегающую пленку, когда подложку перфорируют до достижения участка герметизации или на участке герметизации с целью усовершенствования стадии удаления газа из упаковки (вакуумирования). Примеры вакуумных упаковок из плотно прилегающей пленки, изготовленных в соответствии с этим протоколом, описаны, например, в заявках WO 2009141214, WO 2011/012652 и WO 2014/060507 на имя компании Cryovac.
Используемые термины "направление обработки" или сокращенно "MD" и "продольное направление" или сокращенно "LD", относятся к направлению "по длине" пленки, то есть в направлении ее экструзии. Применительно к упаковкам они относятся к направлению их движения в упаковочном оборудовании.
Используемый термин "поперечное направление" или сокращенно "TD" относится к направлению поперек пленки, перпендикулярному направлению обработки или продольному направлению. Применительно к упаковкам он относится к направлению, перпендикулярному направлению их движения в упаковочном оборудовании.
Используемый термин "пригодный для использования в СВЧ-печи" применительно к пленкам или плотно прилегающим вакуумным упаковкам согласно настоящему изобретению относится к тем структурам, которые являются "преимущественно проницаемыми для СВЧ-волн", а также к тем, которые являются "СВЧ-активными". Если преимущественно проницаемыми для СВЧ-волн являются структуры, способные пропускать без каких-либо помех для них, по меньшей мере, 80%, предпочтительно, по меньшей мере, 90% СВЧ-волн, генерируемых СВЧ-печью, СВЧ-активными являются те структуры, которые содержат отражающие СВЧ-волны компоненты, предназначенные для того, чтобы модифицировать энергетическое воздействие на пищевой продукт. В обоих случаях для того, чтобы быть "пригодным для использования в СВЧ-печи" в условиях использования, упаковочный материал не должен разлагаться или деформироваться и не должен выделять в целом более 60 частей/млн. загрязнителей в упакованный пищевой продукт, который соприкасается с ним. На практике в соответствии с большинством законов о пищевых продуктах "пригодными для использования в СВЧ-печи" считаются упаковочные материалы, которые выдерживают термообработку при 121°С в течение 30 минут (т.е. настолько интенсивную, что она обычно не происходит при приготовлении пищи в СВЧ-печи) без деформации и с выделением менее 60 частей/млн. загрязнителей.
Используемый термин "содержание геля" относится к содержанию гелеобразного материала в части или во всей термопластичной пленке, который формируется в результате образования поперечных связей внутри полимерного материала. Содержание геля выражается как процентная доля (по весу) полимера, который, образовав нерастворимые углерод-углеродные связи между полимерными цепями вследствие сшивания, находится в форме геля. Содержание геля может определяться методом испытаний согласно стандарту ASTM D-2765-01, который в порядке ссылки во всей полноте включен в настоящую заявку, или методом, описанным в экспериментальном разделе настоящего описания.
Краткое описание чертежей
На фиг. 1а и фиг. 1б показаны виды сверху закрытой и открытой известной из техники вакуумной упаковки из плотно прилегающей пленки, в которой хрупкая смесь с легким открыванием находится в слое, непосредственно сцепленном с уплотнительным слоем нижнего полотна, и проиллюстрировано правильное открывание упаковки согласно механизму когезионного разрушения.
На фиг. 2 показано неправильное открывание с инкапсулированием продукта проиллюстрированной на фиг. 1 известной из техники вакуумной упаковки из плотно прилегающей пленки.
На фиг. 3 показано правильное открывание вакуумной упаковки из плотно прилегающей пленки согласно изобретению, в которой хрупкая смесь с легким открыванием размещена в верхнем полотне.
На фиг. 4 показано неправильное открывание с инкапсуляцией продукта проиллюстрированной на фиг. 3 вакуумной упаковки из плотно прилегающей пленки.
На фиг. 5 показан график, иллюстрирующий усилия отслаивания, необходимые для открывания вакуумных упаковок из плотно прилегающей пленки согласно изобретению (из пленки по Примерам 10-13 в качестве верхнего полотна) по сравнению с известными из техники вакуумными упаковками из плотно прилегающей пленки (по Примерам С1-С3).
На фиг. 6 показан график, относящийся к цвету мяса (а*), расфасованного в вакуумные упаковки из плотно прилегающей пленки согласно изобретению и известны из техники упаковки с течением времени (в сутках) (оценка срока годности при хранении).
На фиг. 7а и 7б показаны дефекты уплотнения, которые могут возникать в цикле упаковывания в вакууме в плотно прилегающую пленку, их тип и оценка при испытании на формуемость согласно изобретению.
На фиг. 8 показан вид сверху блока, используемого в испытании на сопротивление имплозии согласно изобретению. Чертеж выполнен в масштабе, в частности, с сохранением пропорций частей, а размеры показанных на нем отверстий являются реальными размерами в миллиметрах.
Подробное описание изобретения
Хотя изобретение описано на примере одного или нескольких предпочтительных вариантов осуществления, следует понимать, что оно не ограничено этими вариантами осуществления. Напротив, в изобретение входят все альтернативы, модификации и эквиваленты, которые могут быть включены в объем прилагаемой формулы изобретения.
Проценты приведены по весу, если не указано иное.
Первым объектом настоящего изобретения является сшитая термопластичная многослойная пленка, применимая в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку и содержащая, по меньшей мере,
наружный термосвариваемый слой (а),
слой (b), непосредственно сцепленный со слоем (а) или сцепленный со слоем (а) посредством слоя (а'), и необязательно,
термопластичный слой (с), примыкающий или непосредственно связанный со слоем (b),
при этом слой (а) и/или слой (а'), если он имеется, и/или слой (b) содержат сшитую хрупкую смесь (В) с легким открыванием, по меньшей мере, из двух химически или физически несовместимых полимеров.
Пленки согласно настоящему изобретению содержат наружный слой (а).
Наружным слоем (а) пленок согласно изобретению является термосвариваемый, необязательно клеящий слой.
Пленка предпочтительно является термосвариваемой, а слоем (а) является термосвариваемый слой.
В случае использования термосвариваемого слоя он содержит полимеры, обычно используемые в этих целях при изготовлении пленок для упаковывания в вакууме в плотно прилегающую пленку, обычно полиолефины с низкими показателями температуры стеклования. Применимыми полимерами для термосвариваемого слоя могут являться гомополимеры или сополимеры этилена, такие как ЛПЭНП, ПЭНП, ПЭОНП, полипропилены, сополимеры этилена и альфа-олефина, сополимеры этилена и акриловой кислоты, сополимеры этилена и метакриловой кислоты или сополимеры этилена и винилацетата, иономеры и их смеси.
Предпочтительными материалами для термосвариваемого слоя являются ПЭОН, ЛПЭНП, ПЭНП, иономеры, сополимеры этилена и винилацетата, этилен-пропиленовые сополимеры и их смеси.
Примерами применимых смол для наружного слоя (а) являются этилен-пропиленовый сополимер VERSIFY 3000 (DOW), сополимер этилена и винилацетата ESCORENE ULTRA FL00909 (Exxon Mobil), полиэтилен низкой плотности, такой как LD259 или LD158BW (Exxon Mobil), полиэтилен очень низкой плотности QUEO 2М131 Borealis. Слой (а) предпочтительно содержит, по меньшей мере, 50%, 60%, 70%, 80%, 90%, 95% одного или нескольких из вышеуказанных полимеров по весу слоя (а), более предпочтительно состоит из одного или нескольких из вышеуказанных полимеров.
Помимо термосваривающих свойств слой (а) может иметь адгезивные свойства.
Фактически, поскольку сцепление верхнего полотна с подложкой может быть, по меньшей мере, частично, основано на слипании, а не только сваривании двух поверхностей, в качестве дополнительных или единственных компонентов слоя (а) также могут использоваться полимеры, которые обычно считаются почти не термосвариваемыми, но с достаточной способностью прилипать к подложке.
В случае использования адгезивного слоя (а) он может содержать, например, EVATANE® 2803 производства компании Arkema, Escorene™ FL 00226 производства компании ExxonMobil, Bynel® 1123 производства компании DuPont необязательно в смеси с одним или несколькими из перечисленных выше термосвариваемых полимеров.
При этом для правильного открывания предложенной вакуумной упаковки из плотно прилегающей пленки путем когезионного разрушения достаточно, чтобы самой слабой частью упаковки являлся слой(-и), содержащий(-е) хрупкую смесь (В) с легким открыванием в верхнем полотне. Иными словами, плавное открывание предполагается при условии, что усилие, необходимое для разрыва изнутри слоя из хрупкой смеси (В) с легким открыванием, является меньшим, чем сила сцепления, которая удерживает верхнее и нижнее полотна сцепленными друг с другом.
В зависимости от природы подложки специалист в данной области сможет выбрать лучшие компоненты для слоя (а) верхнего полотна, чтобы обеспечить достаточно сильную адгезию путем уравновешивания свойств сваривания и, возможно, прилипания.
В качестве альтернативы, слой (а) содержит хрупкую смесь (В) с легким открыванием.
В таком случае слой (а) содержит, по меньшей мере, 50%, 60%, 70%, 80%, 90%, 95% хрупкой смеси (В) с легким открыванием по весу слоя (а) весу, более предпочтительно состоит из хрупкой смеси (В) с легким открыванием.
Предложенная пленка может содержать слой (b), непосредственно сцепленный со слоем (а).
Предложенная пленка предпочтительно содержит слой (b), непосредственно сцепленный со слоем (а).
В случае, когда слой (а) является единственным слоем, содержащим хрупкую смесь (В) с легким открыванием, слой (b) предпочтительно содержит один или несколько полимеров, используемых в объемном слое (f), более предпочтительно состоит из одного или нескольких упомянутых полимеров.
Хрупкую смесь (В) с легким открыванием предпочтительно содержит только слой (b), при этом ее количество составляет более 50%, 60%, 70%, 80%, 90% по весу слоя (b), или слой (b) состоит из хрупкой смеси (В) с легким открыванием.
В качестве альтернативы, оба слоя (а) и (b) могут содержать хрупкую смесь (В) с легким открыванием в количестве, которое независимо составляет более 50%, 60%, 70%, 80%, 90% по весу каждого слоя, или оба слоя состоят из хрупкой смеси (В) с легким открыванием.
Предложенная пленка может содержать дополнительный слой (а'), расположенный между слоем (а) и слоем (b). Слой (а') может содержать хрупкую смесь (В) с легким открыванием или один или несколько полимеров, используемых в слое (а) или в объемном слое (0, как описано в изобретении.
Слой (а') предпочтительно содержит, по меньшей мере, 50%, 60%, 70%, 80%, 90%, 95% по весу хрупкой смеси (В) с легким открыванием или одного или нескольких из полимеров, используемых в слое (а) или в объемном слое (f), более предпочтительно состоит из хрупкой смеси (В) с легким открыванием или из одного или нескольких из полимеров, используемых в слое (а) или в объемном слое (f).
Предложенная пленка может содержать хрупкую смесь (В) с легким открыванием в слое (а), в слое (а'), если он присутствует, и в слое (b).
Предложенная пленка может содержать хрупкую смесь (В) с легким открыванием только в слое (а), только в слое (а'), если он присутствует, или только в слое (b).
Предложенная пленка предпочтительно содержит хрупкую смесь (В) с легким открыванием только в слое (b).
Слой (b) более предпочтительно является единственным слоем пленки, содержащим хрупкую смесь (В) с легким открыванием, и состоит из хрупкой смеси (В) с легким открыванием.
Предложенная пленка предпочтительно не содержит слоя (а').
Слой (а) предпочтительно имеет толщину от 1 до 10 мкм, более предпочтительно от 1 до 5 мкм, еще более предпочтительно от 1 до 3 мкм. Заявитель обнаружил, что, когда хрупкая смесь (В) с легким открыванием присутствует только во внутреннем слое (b), выгоден очень тонкий слой (а), поскольку при открывании он способствует правильному распространению разрыва без отслаивания и предотвращает инкапсуляцию продукта.
Слой (а'), если он присутствует, может иметь толщину от 1 до 10 мкм, предпочтительно от 1 до 5 мкм, более предпочтительно от 1 до 3 мкм.
В случае, если слой (b) является единственным слоем, содержащим хрупкую смесь (В) с легким открыванием, и присутствует слой (а'), общая толщина слоев (а) и (а') предпочтительно составляет не более 10 мкм, более предпочтительно не более 5 мкм, еще более предпочтительно не более 3 мкм.
Заявитель заметил, что при открывании упаковки разрыв беспрепятственно распространяется от слоя (b), содержащего хрупкую смесь с легким открыванием, до продукта при малой толщине промежуточных слоев. Слой (b) предпочтительно имеет толщину от 2 до 30 мкм, более предпочтительно от 4 до 20 мкм, еще более предпочтительно от 4 до 10 мкм.
Пленка согласно настоящему изобретению содержит, по меньшей мере, один слой, содержащий хрупкую смесь (В) с легким открыванием. Хрупкая смесь (В) с легким открыванием содержит, по меньшей мере, два химически или физически несовместимых полимера, как описано выше.
Хрупкие смеси (В) с легким открыванием, содержащие химически и/или физически несовместимые полимеры, предпочтительно представляют собой двухкомпонентные или трехкомпонентные смеси.
В одном из вариантов осуществления хрупкая смесь (В) с легким открыванием представляет собой двухкомпонентную смесь, предпочтительно состоящую из:
(i) сополимера этилена и акриловой кислоты или метакриловой кислоты и (ii) модифицированного сополимера ЭВА или
(i) сополимера этилена и акриловой кислоты или метакриловой кислоты и (iii) полибутилена или
(ii) гомополимера или сополимера этилена или сополимера ЭВА и (iii) полибутилена.
Хрупкая двухкомпонентная смесь (В) с легким открыванием предпочтительно состоит из:
(i) более 50% сополимера этилена и акриловой кислоты или метакриловой кислоты и (ii) дополняющего до 100% модифицированного сополимера ЭВА или
(i) более 50% сополимера этилена и акриловой кислоты или метакриловой кислоты и (iii) дополняющего до 100% полибутилена или
(ii) более 50% гомополимера или сополимера этилена или сополимера ЭВА и (iii) дополняющего до 100% полибутилена.
В одном из предпочтительных вариантов осуществления хрупкая двухкомпонентная смесь (В) с легким открыванием содержит или предпочтительно состоит из (i) сополимера этилена и акриловой кислоты или метакриловой кислоты и (ii) модифицированного сополимера ЭВА.
Хрупкая двухкомпонентная смесь (В) с легким открыванием содержит предпочтительно (i) иономер с показателем текучести расплава менее 5 и (ii) модифицированный сополимер этилена и винилацетата с существенно более высоким показателем текучести расплава, при этом разность между показателями текучести расплава двух полимеров в уплотнительном слое составляет, по меньшей мере, 10.
Двухкомпонентная смесь предпочтительно содержит, по меньшей мере, 60% по весу смеси (i) иономера с показателем текучести расплава менее 5 и не более 40% по весу смеси (ii) модифицированного сополимера этилена и винилацетата с существенно более высоким показателем текучести расплава, при этом разность между показателями текучести расплава двух полимеров в уплотнительном слое составляет, по меньшей мере, 10.
Применимые хрупкие двухкомпонентные смеси (В) с легким открыванием такого типа описаны, например, в патенте ЕР 192131 (на имя Grace). В другом предпочтительном варианте осуществления хрупкая двухкомпонентная смесь (В) с легким открыванием содержит или предпочтительно состоит из (ii) гомополимера или сополимера этилена и (iii) полибутилена.
Хрупкая двухкомпонентная смесь (В) с легким открыванием содержит (ii) гомополимер или сополимер этилена в качестве основной доли (а именно, более 50%, предпочтительно более 60%, более предпочтительно более 70% по весу смеси) и (iii) полибутилен в качестве меньшей доли (а именно, менее 50%, предпочтительно менее 40%, более предпочтительно менее 30% по весу смеси).
Применимые хрупкие двухкомпонентные смеси с легким открыванием такого типа описаны, например, в патенте ЕР 1749655 (на имя Bemis). В другом варианте осуществления хрупкая двухкомпонентная смесь (В) с легким открыванием содержит или предпочтительно состоит из (i) иономера и (iii) полибутилена.
Хрупкая двухкомпонентная смесь (В) с легким открыванием содержит (ii) иономер в качестве основной доли (а именно, более 50%, предпочтительно более 60%, более предпочтительно более 70% по весу смеси) и (iii) полибутилен в качестве меньшей доли (а именно, менее 50%, предпочтительно менее 40%, более предпочтительно менее 30% по весу смеси).
Соответствующие двухкомпонентные смеси такого типа описаны, например, в патенте ЕР 1749655 (на имя Bemis).
В другом варианте осуществления хрупкая двухкомпонентная смесь (В) с легким открыванием содержит или предпочтительно состоит из (ii) ЭВА и (iii) полибутилена.
Хрупкая двухкомпонентная смесь (В) с легким открыванием содержит (ii) сополимер этилена и винилацетата в качестве основной доли (а именно, более 50%, предпочтительно более 60%, более предпочтительно более 70% по весу смеси) и (iii) полибутилен в качестве меньшей доли (а именно, менее 50%, предпочтительно менее 40%, более предпочтительно менее 30% по весу смеси).
Хрупкая двухкомпонентная смесь (В) с легким открыванием наиболее предпочтительно содержит 85% (ii) ЭВА и 15% (iii) полибутилена по весу смеси. Применимые хрупкие двухкомпонентные смеси с легким открыванием такого типа описаны, например, в патенте ЕР 1749655 (на имя Bemis).
В другом варианте осуществления хрупкая двухкомпонентная смесь (В) с легким открыванием включает или предпочтительно состоит из (i) сополимера этилена и акриловой кислоты или метакриловой кислоты и (iii) полибутилена.
Хрупкая двухкомпонентная смесь (В) с легким открыванием содержит (ii) гомополимер или сополимер этилена в качестве основной доли (а именно, более 50% по весу, предпочтительно более 60%, более предпочтительно более 70% по весу смеси) и (iii) полибутилен в качестве меньшей доли (а именно, менее чем 50%, предпочтительно менее 40%, более предпочтительно менее 30% по весу смеси).
Применимые обеспечивающие хрупкие двухкомпонентные смеси (В) с легким открыванием такого типа описаны, например, в патенте ЕР 1749655 (на имя Bemis). Хрупкая смесь (В) с легким открыванием может дополнительно содержать третий компонент (трехкомпонентные смеси).
Предпочтительно хрупкая трехкомпонентная смесь (В) с легким открыванием содержит или предпочтительно состоит из (i) сополимера этилена и акриловой кислоты или метакриловой кислоты, (ii) модифицированного сополимера ЭВА и (iii) полибутилена.
Применимые хрупкие трехкомпонентные смеси с легким открыванием описаны, например, в WO 99/54398.
Предпочтительно хрупкая трехкомпонентная смесь (В) с легким открыванием содержит или предпочтительно состоит из (i) иономера и/или (ii) тройного сополимера этилена, винилацетата и монооксида углерода и/или (iii) сополимера этилена и бутена или гомополимера бутена.
В одном из предпочтительных вариантов осуществления изобретения полимером (i) является иономер цинка, который обеспечивает способность антипиразию. Заявитель обнаружил, что включение иономеров двухвалентных катионов, особенно цинка, во внутренний слой (слои) многослойных пленок VSP, обеспечивает неожиданные хорошие свойства нейтрализации запаха. В случае наличия барьерного слоя слой со свойствами нейтрализации запаха находится между барьерным слоем и наружным слоем (а).
Если хрупкая смесь с легким открыванием содержит иономер двухвалентного катиона, предпочтительно цинка, пленка преимущественно обладает как свойствами нейтрализации запаха, так и функцией легкого открывания.
Термин "сополимер этилена и акриловой кислоты или метакриловой кислоты" (i) относится к сополимеру этилена и сополимеризуемого этилен-ненасыщенного мономера на основе карбоновых кислот, выбранных из акриловой кислоты и метакриловой кислоты. Сополимер обычно содержит от около 4 до около 18% по весу акриловых или метакриловых кислот. Сополимер также может содержать сополимеризованный с ним алкилакрилат или метакрилат, такой как n-бутилакрилат или n-бутилметакрилат или изобутилакрилат или изобутилметакрилат. Сополимер может находиться в форме свободной кислоты, а также в ионизированной или частично ионизированной форме, при этом нейтрализующим катионом может являться ион любого применимого металла, например, ион щелочного металла, ион цинка, ион щелочноземельного металла или ионы других многовалентных металлов; в этом последнем случае сополимер также называют "иономером".
В одном из предпочтительных вариантов осуществления настоящего изобретения полимером (i) является иономер. Применимыми полимерами являются полимеры с низким показателем текучести расплава менее 5, более предпочтительно менее 2. Особо применимыми полимерами являются иономерные смолы с содержанием кислоты до 10%. Такие полимеры предлагаются на рынке компанией DuPont под товарным знаком Surlyn™.
Примерами применимых полимеров (i) являются Surlyn 1601 и Surlyn 1650 (DuPont).
Особенно применимым полимером является нейтрализованный цинком иономер Surlyn 1650 (DuPont).
Термин "модифицированный ЭВА" (ii) относится к сополимеру на основе этилена и винилацетата, который может быть модифицирован за счет присутствия третьего звена, такого как СО, в полимерной цепи, либо путем смешивания с ним или прививки к нему другого модифицирующего компонента.
Особо применимыми в настоящем изобретении являются терполимеры, полученные путем сополимеризации этилена, винилацетата и моноокиси углерода, как описано, например, в патенте US 3780140. Особо предпочтительными являются терполимеры, которые содержат 3-30% звеньев, полученных из моноокиси углерода, 40-80% звеньев, полученных из этилена, и 5-60% звеньев, полученных из винилацетата.
В качестве альтернативы, применимые модифицированные ЭВА смолы включают сополимеры этилена и винилацетата, привитые карбоксильными или предпочтительно ангидридными функциональными группами, такие как, например, ЭВА, привитые малеиновым ангидридом.
В качестве альтернативы, в качестве полимера (ii) могут использоваться гомополимеры или сополимеры этилена.
В одном из предпочтительных вариантов осуществления разность между показателями текучести расплава полимера (i) (иономера) и полимера (ii) (модифицированного сополимера ЭВА) в хрупкой смеси (В) с легким открыванием, используемой в пленках согласно настоящему изобретению, составляет, по меньшей мере, 5 или, по меньшей мере, 10, более предпочтительно, по меньшей мере, 15, еще более предпочтительно, по меньшей мере, 20. Показатели текучести расплава измеряют в условиях Е стандарта ASTM D 1238.
Одним из применимых полимеров (ii) является, например, модифицированный сополимер ЭВА ELVALOY 741 (DuPont).
Термин "полибутен" или "полибутилен" (iii) включает гомополимеры и сополимеры, состоящие в основном из бутена-1, бутена-2, повторяющихся звеньев изобутена, а также сополимеры этилена и бутена. Особенно применимыми в настоящем изобретении являются сополимеры этилена и бутена.
Примерами применимых полимеров (iii) являются Polybutene-1 РВ 8640М и Polybutene-1 0300М (производства компании Lyondell Basell).
Хрупкая смесь с легким открыванием предпочтительно содержит полимер (i) с показателем текучести расплава менее 5 г/10 мин и/или полимер (ii) с показателем текучести расплава выше, чем у полимера (i), по меньшей мере, на 5 г/10 мин.
Хрупкая смесь (В) с легким открыванием может быть получена путем тщательного смешивания компонентов в порошкообразной форме, а затем экструзии смеси в расплаве.
В одном из предпочтительных вариантов осуществления хрупкая смесь с легким открыванием представляет собой трехкомпонентную смесь, которая содержит от 35% до 83% сополимера этилена и акриловой кислоты или метакриловой кислоты (i), от 15% до 30% модифицированного сополимера этилена и винилацетата (ii) и от 2% до 50% полибутилена (iii) по весу смеси.
Трехкомпонентная хрупкая смесь (В) функцией легкого открывания еще более предпочтительно содержит или наиболее предпочтительно состоит из 50-70% сополимера этилена и акриловой кислоты или метакриловой кислоты (i), 18-25% модифицированного сополимера этилена и винилацетата (ii) и 5-40% полибутилена (iii).
Хрупкая трехкомпонентная смесь (В) с легким открыванием наиболее предпочтительно содержит или наиболее предпочтительно состоит из 50-66% сополимера этилена и акриловой кислоты или метакриловой кислоты (i), предпочтительно иономера; 18-25% модифицированного сополимера этилена и винилацетата (ii), предпочтительно тройного сополимера этилена, винилацетата и моноокиси углерода, и 10-30% полибутилена (iii), предпочтительно сополимера этилена и бутена или гомополимера бутена.
Двухкомпонентные хрупкие смеси (В) с легким открыванием из гомополимера или сополимера этилена (ii) и полибутилена (iii) хорошо известны в области упаковывания и обычно содержат от 60% до 90% гомополимера или сополимера этилена и от 40% до 10% полибутилена. Хрупкая смесь (В) в пленке согласно настоящему изобретению является сшитой. Помимо слоя (а) и слоя (b), непосредственно или посредством слоя (а') сцепленного со слоем (а), предложенная пленка также может содержать другой слой (с), сцепленный с поверхностью слоя (b), которая не сцеплена со слоем (а) или (а'), если он присутствует.
Дополнительный слой (с) может являться однослойным или многослойным.
Дополнительный слой (с) может содержать устойчивый к неправильному обращению наружный слой (d) и/или внутренний барьерный слой (е) и/или объемный слой (f) и необязательно один или несколько внутренних связующих слоев (g).
Соответственно, пленка может содержать, например, один или несколько слоев кислородобарьерных или паробарьерных слоев (е), если полотно должно быть непроницаемым для кислорода или влаги, устойчивый к неправильному обращению наружный слой (d) для улучшения механических свойств пленки, один или несколько объемных слоев (f) для придания хорошей механики и необязательно связующие слои (g) для обеспечения прочного сцепления других слоев.
Слой (с) пленки согласно настоящему изобретению предпочтительно содержит два объемных слоя (f) и внутренний газобарьерный слой (е), при этом два объемных слоя (f) расположены с противоположных сторон внутреннего газобарьерного слоя (е).
Устойчивым к неправильному обращению наружным слоем (d) является слой пленки, который будет соприкасаться с нагретым куполом вакуумной камеры в процессе упаковывания в вакууме в плотно прилегающую пленку. Устойчивые к неправильному обращению наружные слои вакуумных упаковок из плотно прилегающей пленки обычно содержат, предпочтительно состоят из относительно тугоплавких полиолефинов, таких как гомополимеры и сополимеры этилена, гомополимеры и сополимеры пропилена, полимеры на основе стиролов, иономеры и сложные (со)полиэфиры, т.е. ПЭТГ и их смеси, предпочтительно иономеры, ПЭСП и ПЭВП, более предпочтительно ПЭВП. Обычно применимые температуры плавления превышают 108°С, предпочтительно превышают 120°С.
Примерами применимых смол наружного слоя (d) являются RIGIDEX HD6070FA (Ineos), HDPE F0863 (SABIC) или LD158BW (Exxon Mobil).
Особенно предпочтительными полистирольными смолами являются Styrolux 684D производства компании BASF и Polystyrol 143Е производства компании BASF или KR53 производства компании Chevron Phillips Chemicals, которые могут использоваться как по отдельности, так и в смеси.
Барьерный слой (е) согласно настоящему изобретению содержит или состоит из полимера, выбранного из ПВДХ, полиамидов, EVOH, сложных полиэфиров и их смесей, предпочтительно содержит или состоит из EVOH, необязательно смешанного с полиамидами.
Примерами применимых смол барьерного слоя (е) являются SOARNOL АТ4403 (Nippon Gohsei) Eval L171 В (EVALCA/Kuraray), Soarnol GH3804B (Nippon Gohsei), EVAL F101 В (EVALCA/Kuraray). Толщина газобарьерного слоя (e) устанавливается таким образом, чтобы придать всему многослойному листу оптимальную скорость пропускания кислорода (OTR) менее 500, предпочтительно менее 100, более предпочтительно менее 10, еще более предпочтительно менее 7 см3⋅м2⋅сутки.атм, измеренную при температуре 23°С и относительной влажности 0% (способом согласно стандарту ASTM D-3985 с использованием прибора OX-TRAN компании Mocon). EVOH предпочтительно используется в качестве единственного компонента барьерного слоя.
Обычно при использовании EVOH в качестве единственного газобарьерного материала он имеет толщину от 3 до 20, предпочтительно от 4 до 15, более предпочтительно от 7 до 13 микрон. Могут использоваться более толстые слои, если это желательно или если требуется более низкая скорость пропускания кислорода.
По меньшей мере, один объемный или "структурный" слой (f) обычно содержит, предпочтительно состоит из полимеров, используемых для улучшения устойчивости пленки к неправильному обращению или проколам или просто для придания желаемой толщины.
Полимерами, применимыми в этих слоях, обычно являются гомополимеры и сополимеры этилена, например, полиэтилен низкой плотности, сополимеры этилена и винилацетата, линейные полиэтилены низкой плотности, линейные полиэтилены очень низкой плотности и сополимеры этилена и (мет)акрилатов, иономеры, предпочтительно иономеры и сополимеры этилена и винилацетата, более предпочтительно сополимеры этилена и винилацетата.
Примерами применимых смол объемного слоя (f) являются ESCORENE ULTRA FL00119 (Exxon Mobil), ELVAX 3165 (DuPont), Surlyn 1601 (DuPont).
Пленки согласно настоящему изобретению предпочтительно содержат два объемных слоя (f), расположенных с противоположных сторон барьерного слоя (е), при этом объемные слои содержат предпочтительно одинаковые полимеры, более предпочтительно иономеры или сополимеры этилена и винилацетата.
Толщина объемного слоя(-ев) (f) в общей структуре зависит в основном от общей желаемой толщины пленки. Толщина может выражаться в процентах общей толщины пленки и обычно составляет от 30 до 80%, предпочтительно от 35 до 70%, более предпочтительно от 40 до 60%.
В одном из предпочтительных вариантов осуществления пленка согласно изобретению может дополнительно содержать, по меньшей мере, один полиамидный слой, сцепленный с барьерным слоем (е), предпочтительно два полиамидных слоя, сцепленных с барьерным слоем (е). Полиамидный слой предпочтительно не содержит аморфных полиамидов, как подробно описано в патенте ЕР 2386411 А1.
В одном из предпочтительных вариантов осуществления слой (с) содержит барьерный слой (е), состоящий из EVOH, и два полиамидных слоя, непосредственно сцепленных с противоположными поверхностями барьерного слоя (е) и состоящих из РА 6/66.
Другими слоями, которые могут необязательно присутствовать в многослойной пленке согласно изобретению, являются связующие или адгезивные слои (g), которые используются для лучшего сцепления одного слоя с другим в общей структуре.
Связующие слои могут содержать полимеры, имеющие привитые полярные группы, позволяющие полимеру ковалентно связываться с полярными полимерами, такими как EVOH или полиамиды. Применимые полимеры связующих слоев включают сополимеры этилена и ненасыщенных кислот, сополимеры этилена и ненасыщенных сложных эфиров, модифицированные ангидридами полиолефины, полиуретан и их смеси. Предпочтительные полимеры связующих слоев включают один или несколько термопластичных полимеров, таких как сополимеры этилена и винилацетата с высоким содержанием винилацетата (например, 18-28% по весу или еще выше), сополимеры этилена и (мет)акриловой кислоты, гомополимеры или сополимеры этилена, модифицированные ангидридными или карбоксильными функциональными группами, смеси этих смол или смеси любых из упомянутых смол с гомополимером или сополимером этилена и аналогичные известные смолы.
Примерами применимых связующих смол являются OREVAC 18303 и OREVAC 18300 (Arkema).
Связующие слои имеют достаточную толщину для обеспечения функции сцепления, как известно из техники. Каждый связующий слой иметь преимущественно сходный или отличающийся состав и/или толщину.
Пленка согласно настоящему изобретению может иметь любую общую толщину при условии, что пленка обеспечивает требуемые свойства (например, легкое открывание, формуемость, устойчивость к неправильному обращению, прочность на прокол, обрабатываемость, прочность герметизации и т.д.) для применения в качестве верхнего полотна вакуумной упаковки из плотно прилегающей пленки.
В частности, пленка согласно настоящему изобретению предпочтительно имеет общую толщину от 50 до 180 мкм, предпочтительно от 70 до 150, более предпочтительно от 90 до 130, еще более предпочтительно от 100 до 125 мкм.
Более толстые пленки традиционно используются для упаковывания продуктов с более рельефным профилем и/или с нерегулярными и острыми поверхностями, а более тонкая пленка является достаточной и предпочтительной для упаковывания в вакууме в плотно прилегающую пленку продуктов с плоским профилем и/или гладкими краями.
Менее толстые пленки могут использоваться в том случае, если верхняя пленка содержит один или несколько слоев на основе полиамида, как описано, например, в патенте ЕР 2386411 А1.
Один или несколько из любых слоев многослойной пленки согласно настоящему изобретению могут содержать соответствующие количества добавок, обычно включаемых в структуры для упаковывания пищевых продуктов в вакууме в плотно прилегающую пленку с целью достижения желаемого эффекта, как известно специалистам в области упаковывания. Например, слой может содержать добавки, такие как понижающие трение добавки, антиадгезивы, антиоксиданты, наполнители, красители и пигменты, стабилизаторы излучения, поглотители кислорода, антистатики и подобные агенты.
Пленки согласно настоящему изобретению предпочтительно характеризуются последовательностью слоев, выбранной из:

в которой слой (а) и/или слой (а'), если он присутствует, и/или слой (b) содержат хрупкую смесь (В) с легким открыванием. В вышеуказанных последовательностях предпочтительно только слой (b) содержит хрупкую смесь (В) с легким открыванием. Слой (b) предпочтительно состоит из хрупкой смеси (В) с легким открыванием. Если в представленных выше последовательностях слоев многослойных пленок одна и та же буква указана несколько раз, в каждом случае она может отображать одинаковую или отличающуюся композицию из класса, которая выполняет аналогичную функцию.
Пленки согласно настоящему изобретению отлично проявляют себя в традиционных и даже отличающихся более высокими требованиями вакуумных упаковках из плотно прилегающей пленки, поскольку они наделены высоким сопротивлением имплозии, хорошей обрабатываемостью и формуемостью. Сопротивление имплозии является очень важным свойством верхних полотен вакуумных упаковок из плотно прилегающей пленки ввиду суровости условий, которые они должны выдерживать на стадии герметизации-уплотнения.
По существу, требования, предъявляемые к упаковочному материалу, используемому в вакуумной упаковке из плотно прилегающей пленки, особо высоки, в частности во время фазы нагрева в куполе и последующего охватывания продукта. Например, пленки, пригодные для применения в вакуумных упаковках из плотно прилегающей пленки, должны выдерживать условия нагрева и растяжения в вакуумной камере упаковочной машины без чрезмерного смягчения и образования проколов.
Кроме того, особо высокие требования предъявляются при упаковывании в вакууме в плотно прилегающую пленку пищевых продуктов с сильно выраженными нерегулярными и острыми поверхностями, таких как мясо с костями, ракообразные или моллюски. Эти продукты не только имеют чрезвычайно острые и жесткие краями, но также имеют сильно выраженные нерегулярные формы, что требует сильного растягивания плотно прилегающей пленки в некоторых областях, которые в таком случае более подвержены прокалыванию. Пленки согласно настоящему изобретению дополнительно характеризуются сопротивлением имплозии, по меньшей мере, 8 мм, по меньшей мере, 10 мм, предпочтительно, по меньшей мере, 11 мм, еще более предпочтительно, по меньшей мере, 12 мм и еще более предпочтительно, по меньшей мере, 13 мм, измеренным способом, описанным далее в экспериментальном разделе. Пленки согласно настоящему изобретению демонстрируют хорошую обрабатываемость на обычном оборудовании для упаковывания в вакууме в плотно прилегающую пленку (т.е. регулярную фиксацию по линии, отсутствие линейных изломов и т.д.) и характеризуются весьма удовлетворительной формуемостью. Хорошая формуемость очень желательна для упаковывания в вакууме в плотно прилегающую пленку, чтобы гарантировать, что нагретая пленка соответствует форме упакованного продукта, не оставляя складок на поверхности упаковки или не образуя выступающих областей самоадгезии пленки в углах или по сторонам упаковки. Это нежелательное явление, известное как образование перемычек или сращений, может быть настолько заметным, что делает упаковки неприемлемыми для потребителя.
Помимо отличного сопротивления имплозии пленки согласно настоящему изобретению также имеют очень хорошую формуемость. В испытании на формуемость, описанном в экспериментальном разделе, пленки согласно настоящему изобретению предпочтительно характеризуются показателем формуемости при образовании как перемычек, так и сращений (продольных и поперечных), по меньшей мере, 2,0, предпочтительно, по меньшей мере, 2,5, еще более предпочтительно, по меньшей мере, 2,8.
Пленки согласно настоящему изобретению могут изготавливаться любым применимым способом экструзии или соэкструзии через плоские или круглые экструзионные матрицы, предпочтительно методами поливной экструзии или экструзии с раздувом горячим воздухом. Применимые линии соэкструзии через круглые или плоские матрицы для соэкструзии пленок согласно изобретению хорошо известны из техники. Для применения в качестве верхнего полотна вакуумной упаковки из плотно прилегающей пленки пленка согласно настоящему изобретению предпочтительно является предпочтительно неориентированной.
Пленки согласно настоящему изобретению являются нетермоусадочными согласно данному в описании определению.
Многослойная пленка согласно изобретению для упаковывания в вакууме в плотно прилегающую пленку или, по меньшей мере, ее часть, включая слой(-и), содержащий(-е) хрупкую смесь (В) с легким открыванием, является сшитой. Вся пленка предпочтительно является сшитой.
Сшивание имеет целью повысить прочность пленки и/или предотвратить ее прожог во время операций термосваривания и повысить теплостойкость пленки, которая должна вводиться в контакт с нагретым куполом. Удивительно, что сшивание верхнего полотна не изменяет способность соответствующей вакуумной упаковки из плотно прилегающей пленки открываться путем когезионного разрушения. Напротив, оно может обеспечивать незначительную изменчивость усилия, требуемого для открывания упаковки и, в конечном счете, более надежную систему открывания.
Пленки согласно настоящему изобретению могут сшиваться любым химическим способом или путем слабого или сильно облучения или путем их сочетания.
Предпочтительным способом сшивания является электронно-лучевое облучение, хорошо известное из техники. Специалист в данной области техники может легко определить уровень облучения, применимый для конкретного случая. Тем не менее, обычно применяются дозы облучения вплоть до около 250 кГр, обычно от 80 до 240 кГр, предпочтительно от 90 до 230 кГр, наиболее предпочтительно от 110 до 220 кГр. Возможные диапазоны облучения, применимые для изготовления пленок согласно настоящему изобретению, составляют 100-250 кГр, 120-240 кГр, 140-220 кГр или 160-200 кГр.
Облучение удобно осуществлять при комнатной температуре, хотя могут использоваться более высокие и более низкие температуры, например, от 0 до 60°С.
Также могут применяться химические сшивающие агенты для обеспечения необходимого сшивания, по меньшей мере, одного из компонентов пленки. Такие агенты обычно добавляют непосредственно в смолу или в маточную смесь до экструзии.
Многослойные пленки согласно настоящему изобретению для упаковывания в вакууме в плотно прилегающую пленку или, по меньшей мере, их часть, включая слой(-и), содержащий(-е) хрупкую смесь (В) с легким открыванием, сшиты до такой степени, что:
вся пленка, когда все образующие ее полимеры растворимы в толуоле до сшивания, или, по меньшей мере, часть пленки изготовлена из полимеров, растворимых в толуоле до сшивания, может иметь содержание геля не менее 40%, предпочтительно не менее 60% по весу всей пленки или по весу упомянутой части пленки, соответственно, измеренное способом, описанным в экспериментальном разделе, и/или
вся пленка имеет показатель текучести расплава, измеренный при 230°С и нагрузке 21,6 кг в соответствии со стандартом ASTM D-1238, который во всей полноте в порядке ссылки включен в настоящую заявку, не выше 3 г/10 мин, предпочтительно не выше 2 г/10 мин, более предпочтительно не выше 1 г/10 мин, еще более предпочтительно около 0 г/10 мин, и/или
вся пленка имеет показатель текучести расплава, измеренный при 230°С и нагрузке 21,6 кг в соответствии со стандартом ASTM D-1238, который во всей полноте в порядке ссылки включен в настоящую заявку, не выше 2 г/10 мин, предпочтительно не выше 1 г/10 мин, еще более предпочтительно около 0 г/10 мин.
Вторым объектом настоящего изобретения является легко открываемая вакуумная упаковка из плотно прилегающей пленки, содержащая:
сшитую верхнюю пленку согласно первому объекту,
подложку и
продукт, загруженный на подложку,
при этом пленка окружает продукт и герметично соединена со всей поверхностью подложки, не покрытой продуктом.
Пленкой согласно изобретению, используемой в предложенной легко открываемой вакуумной упаковке из плотно прилегающей пленки, является герметизируемая пленка, а сцепление между герметизируемой поверхностью верхней пленки и подложкой обеспечивается в основном путем герметичного уплотнения.
Однако пленкой согласно изобретению может являться, по меньшей мере, частично адгезивная пленка, и сцепление между адгезивной поверхностью верхней пленки и подложкой, по меньшей мере, частично происходит за счет прилипания или других механизмов.
В упаковке согласно настоящему изобретению может использоваться любая подложка или нижнее полотно, обычно применимое при упаковывании в вакууме в плотно прилегающую пленку, включая как термоформованные на линии, так и предварительно изготовленные автономно подложки.
Подложка может являться гибкой, жесткой или полужесткой, иметь форму плоского листа или лотка в форме миски или чашки, может представлять собой плотный или вспененный полимерный лоток.
В случае применения в СВЧ-печи предпочтительными являются плотные подложки, содержащие полимер с относительно высокой температурой плавления, такой как полипропилен, полистирол, полиамид, 1,4-полиметилпентен или кристаллизованный полиэтилентерефталат (КПЭТ).
Плотный полипропилен является особенно предпочтительным благодаря его прочности, способности служить подложкой для пищевого продукта и относительно высокой температуры плавления. Другие материалы более или менее желательны для применения в СВЧ-печи в зависимости от их физических характеристик, таких как описаны выше.
Подложка может содержать нижнее полотно из пластмассы, необязательно сцепленное с непластмассовым материалом или наслоенное на него.
Нижним полотном может являться однослойный или многослойный пластмассовый материал.
Нижнее полотно предпочтительно не содержит хрупкой смеси.
В случае однослойного нижнего полотна оно может быть изготовлено, например, из полипропиленов, сложных полиэфиров, ПВХ или ПЭВП. Если поверхность однослойного нижнего полотна не является герметизируемой или адгезивной, сцепление между верхним полотном и нижним полотном может обеспечиваться путем приспособления уплотнительных и возможных адгезивных свойств верхнего полотна, в частности, наружного слоя (а) верхнего полотна.
В дополнение или в качестве альтернативы вышесказанному, сцепления может обеспечиваться посредством известной из техники соответствующей обработки поверхности подложки, такой как обработка коронным разрядом.
Нижним полотном являться многослойное полотно.
Многослойное нижнее полотно предпочтительно содержит наружный герметизируемый слой, позволяющий лучше сваривать верхнюю пленку с частью подложки, не покрытой продуктом. Уплотнительный слой предпочтительно содержит один или несколько полимеров, ранее перечисленных применительно к наружному слою (а) верхнего полотна, таких как полиолефины, такие как гомополимеры или сополимеры этилена, гомополимеры или сополимеры пропилена, сополимеры этилена и винилацетата, иономеры.
Помимо герметизируемого слоя многослойное нижнее полотно обычно содержит, по меньшей мере, один объемный слой для придания механических свойств. Объемный слой предпочтительно содержит один или несколько полимеров, таких как полиэтилен, полистирол, сложный полиэфир, поливинилхлорид (ПВХ), полипропилен или полиамиды.
В ряде применений нижнее полотно должно обладать газобарьерными свойствами, в частности кислородобарьерными свойствами.
Так, помимо объемного и термосвариваемого слоя нижнее полотно может быть снабжено газобарьерным слоем. Обычно устанавливается толщина газобарьерного слоя, обеспечивающая скорость пропускания кислорода менее 500, предпочтительно менее 100, более предпочтительно менее 10, еще более предпочтительно менее 7 см3 м2⋅сутки⋅атм, измеренную при 23°С и относительной влажности 0% (способом, описанным в стандарте ASTM D-3985, и с использованием прибора OX-TRAN компании Мосоп).
В материале нижнего полотна подложки могут присутствовать и предпочтительно присутствуют дополнительные слои, такие как связующие слои для обеспечения лучшего сцепления газобарьерного слоя с соседними слоями в зависимости, в частности, от конкретных смол, используемых для газобарьерного слоя.
В случае многослойной структуры она может являться частично вспененной и частично литой.
Например, нижнее полотно может содержать (от самого наружного слоя до самого внутреннего слоя, соприкасающегося с пищевыми продуктами) один или несколько структурных слоев, обычно из таких материалов, как полиэтилен, полистирол, сложный полиэфир, поливинилхлорид, полипропилен, полиамиды или картон; газобарьерный слой и термосвариваемый слой.
Общая толщина подложки обычно может составлять до 8 мм, например, от 0,1 до 7 мм, более предпочтительно от 0,2 до 6 мм. В одном из предпочтительных вариантов осуществления подложка изготовлена из гибкого полотна, более предпочтительно из гибкого полотна, имеющего такой же состав, как у верхнего полотна, но предпочтительно не содержащего ни одного легко открываемого слоя согласно данному выше определению. Гибкое нижнее полотно предпочтительно имеет толщину от 80 до 400 мкм.
В одном из предпочтительных вариантов осуществления нижнее полотно состоит только из уплотнительного слоя и объемного слоя. Уплотнительным слоем предпочтительно является слой на основе полиэтилена, а объемным слоем является слой на основе сложного полиэфира или полипропилена.
В одном из предпочтительных вариантов осуществления нижнее полотно состоит из уплотнительного слоя, барьерного слоя и объемного слоя. Уплотнительным слоем предпочтительно является слой на основе полиэтилена, барьерным слоем является слой на основе EVOH, а объемным слоем является слой на основе сложного полиэфира или полипропилена.
Термин "сложные полиэфиры" относится к полимерам, полученным в результате реакции поликонденсации дикарбоновых кислот с двухатомными спиртами. Применимыми дикарбоновыми кислотами являются, например, терефталевая кислота, изофталевая кислота, 2,6-нафталиндикарбоновая кислота и т.п. Применимыми двухатомными спиртами являются, например, этиленгликоль, диэтиленгликоль, 1,4-бутандиол, 1,4-циклогександиметанол и т.п. Примеры применимых сложных полиэфиров, включаемых в нижнее полотно, включают полиэтилен-2,6-нафталат, полиэтилентерефталат и сложные сополиэфиры, полученные в результате реакции одной или нескольких дикарбоновых кислот с одним или несколькими двухатомными спиртами, такими как ПЭТГ, который является аморфным сложным сополиэфиром терефталевой кислоты с этиленгликолем и 1,4-циклогександиметанолом.
Полипропиленовые полимеры, используемые в нижних полотнах или подложках, включают гомополипропилен, сополипропилены и их смеси.
Нижнее полотно содержит уплотнительный слой и необязательно один или несколько других слоев. Этим или этими слоями могут являться барьерные слои, объемные слои, связующие слои и устойчивый к неправильному обращению наружный слой.
Уплотнительный слой этого полотна предпочтительно содержит полиолефин. Более предпочтительно он содержит, по меньшей мере, один компонент, выбранный из группы, включающей сополимер этилена и альфа-олефина, ЛПЭНП, ПЭОНП, ПЭНП, ПЭСП, ЭАА, ЭМАК, ЭВА или иономер. Еще более предпочтительно он содержит иономер, ЛПЭНП, ЭВА или их смеси.
Поскольку верхнее полотно является конструктивно сложным и выполняет большинство из соответствующих функций, подложка в вакуумной упаковке из плотно прилегающей пленки может преимущественно являться особо простой и дешевой.
В одном из предпочтительных вариантов осуществления подложка изготовлена из одного листа непластмассового материала, на который соответствующим образом наслоен или нанесен, по меньшей мере, адгезивный слой, предпочтительно уплотнительный слой, для улучшения адгезии, предпочтительно сваривания верхнего полотна и подложки.
В другом варианте осуществления подложка содержит многослойное пластмассовое нижнее полотно, как описано выше, сцепленное с непластмассовым материалом, например, картонным или алюминиевым лотком. В таком случае нижнее полотно предпочтительно не содержит объемного слоя, более предпочтительно состоит только из уплотнительного слоя и необязательно барьерного слоя.
В одном из предпочтительных вариантов осуществления подложка имеет, по меньшей мере, одно отверстие, в частности, выполненное предварительно или на линии отверстие.
По меньшей мере, одно отверстие выгодно позволяет быстрее и более эффективно вакуумировать упаковку, как подробно описано, например, в заявках WO 2014060507 A1, WO 2011/012652 и WO 2014/060507 на имя заявителя.
Подложка вакуумной упаковки из плотно прилегающей пленки не содержит ни одного легко открываемого слоя из хрупкой смеси с легким открыванием согласно данному выше определению, более предпочтительно не содержит какой-либо легко открываемой системы.
Для применения в СВЧ-печи подложка изготовлена из преимущественно пропускающих СВЧ-волны материалов, таких как, например, ПП, ПЭ, КПЭТ, предпочтительно ПП или КПЭТ.
Примерами применимых подложек для вакуумной упаковки из плотно прилегающей пленки согласно изобретению являются лотки Kpseal из АПЭТ/ПЭ производства компании Pentafood, лотки UBRT 1520-30, UBRT1826-27 из ПП/с вкладышем (из уплотнительного слоя из полиэтилена и барьерного слоя из EVOH) производства компании Cryovac или UBST 1826-27 производства компании Cryovac.
Подложка необязательно имеет разрез, предварительно выполненный в нижнем полотне. Этот предварительный разрез облегчает открывание упаковки потребителем, который захватывает и отрывает сформированный таким образом язычок и отслаивает верхнее полотно.
Вакуумная упаковка из плотно прилегающей пленки и ее механизм легкого открывания в соответствии с настоящим изобретением показаны на фиг. 3а и 3б (закрытая и открытая упаковка соответственно).
Эта упаковка состоит из герметизируемой подложки и верхней пленки. Герметизируемая подложка состоит из двух слоев: из основания 31, которым является однослойная термопластичная структура или структура на основе картона, и уплотнительного слоя 32.
Верхняя пленка содержит три слоя: основание 33, которым является однослойный термопластичный слой (с), уплотнительный слой (а) 34 и легко открываемый слой 35 (слой b), непосредственно сцепленный с уплотнительным слоем 34. Легко открываемый слой 35 содержит хрупкую смесь (В) с легким открыванием. Возможный отрывной язычок и предварительный разрез для облегчения открывания не показаны.
На фиг. 3б показана проиллюстрированная на фиг. За вакуумная упаковка из плотно прилегающей пленки после открывания. Ясно, что после того, как пользователь потянет за верхнее полотно (смотри стрелку XI), разрыв ровно пройдет через слой (b), а затем через уплотнительный слой (а) (смотри стрелку XII), разрушив уплотнительный слой вплоть до продукта, без бахромы и нежелательного разделения слоев или инкапсуляции продукта.
Вакуумная упаковка из плотно прилегающей пленки согласно настоящему изобретению содержит продукт, предпочтительно пищевой продукт, такой как, например, свежее красное мясо, переработанное мясо, такое как колбасы, сыр, готовые к употреблению или приготовленные блюда, рыбу, пищевые продукты с сильно нерегулярными и острыми поверхностями, такие как мясо с костями, замороженные ракообразные или моллюски и т.п.Обычно вакуумная упаковка из плотно прилегающей пленки согласно изобретению характеризуется средним усилием открывания, измеренным согласно испытанию, указанном в описании, от 600 до 150 грамм-сила/2,54 см, предпочтительно менее 400, менее 350, даже менее 250 грамм-сила/2,54 см.
Усилие, необходимое для открывания вакуумных упаковок из плотно прилегающей пленки согласно изобретению, у которых хрупкая смесь с легким открыванием содержится в верхнем полотне, является менее изменчивым, чем усилие, необходимое для открывания традиционных легко открываемых вакуумных упаковок из плотно прилегающей пленки, содержащих слой(-и) с когезионным разрушением в нижнем полотне.
В одном из предпочтительных вариантов осуществления легко открываемой вакуумной упаковкой из плотно прилегающей пленки согласно настоящему изобретению является пригодная для использования в СВЧ-печи легко открываемая вакуумная упаковка из плотно прилегающей пленки.
Эта легко открываемая вакуумная упаковка из плотно прилегающей пленки не только применима для демонстрации и сохранения пищевого продукта, но также для использования при тепловой обработке, разогреве и/или оттаивании упакованного пищевого продукта в СВЧ-печи без необходимости предварительного удаления верхнего полотна с легким открыванием или предварительного открывания упаковки вручную. Упаковка сохраняет свои свойства легкого открывания даже после тепловой обработки.
В использовании в СВЧ-печи независимо от того, является ли пищевой продукт сырым или подвергнутым тепловой обработке продуктом, и требуется ли подвергнуть его тепловой обработке или просто разогреть, в течение цикла нагрева внутри упаковки образуется значительное количество водяного пара. Хотя тепловая обработка или нагрев при незначительном избыточном давлении пара улучшает вкус и текстуру конечного продукта, следует избегать чрезмерно высокого избыточного давления внутри упаковки, чтобы предотвратить внезапные взрывы упаковки внутри СВЧ-печи.
Легко открываемая вакуумная упаковка из плотно прилегающей пленки согласно настоящему изобретению преимущественно является самовентилируемой и позволяет пару, образующемуся внутри нее в течение цикла тепловой обработки, без ущерба для возможности в конечном итоге открыть упаковку.
Благодаря функции самовентиляции можно оттаивать и/или подвергать тепловой обработке или разогревать упакованный продукт без необходимости удаления, ослабления или прокалывания верхней крышки перед тем, как поместить упаковку в СВЧ-печь, без какого-либо риска взрыва или чрезмерного растяжения верхнего полотна с легким открыванием. Верхнее полотно с легким открыванием фактически будет подниматься над продуктом из-за давления пара, выделяемого продуктом (вздутие). Когда давление пара достигает порогового значения, упаковка открывается, и избыточный пар отводится между верхним и нижним полотнами упаковки по ее периферии.
Когда нагрев завершен, верхнее полотно возвращается в исходное положение. После завершения обработки в СВЧ-печи верхнее полотно с легким открыванием легко удаляется.
В одном из предпочтительных вариантов осуществления легко открываемая вакуумная упаковка из плотно прилегающей пленки согласно настоящему изобретению обладает свойствами нейтрализации запаха, когда хрупкая смесь с легким открыванием содержит иономер цинка.
Третьим объектом настоящего изобретения является способ упаковывания в вакууме в плотно прилегающую пленку с целью изготовления легко открываемой вакуумной упаковки из плотно прилегающей пленки, у которой верхней пленкой является пленка согласно первому объекту.
В частности, третьим объектом настоящего изобретения является способ упаковывания в вакууме в плотно прилегающую пленку с целью изготовления легко открываемой вакуумной упаковки из плотно прилегающей пленки, включающий
использование сшитой верхней пленки согласно первому объекту,
использование подложки, при этом наружный слой (а) верхней пленки обращен к подложке,
размещение продукта между верхней пленкой и подложкой,
нагрев верхней пленки и ее формование поверх и вокруг продукта и вплотную к подложке с вакуумированием пространства между нагретой верхней пленкой и подложкой с целью формирования плотно прилегающей пленки вокруг продукта, и
плотное сцепление, предпочтительно герметичное соединение верхней пленки со всей поверхностью подложки, не покрытой продуктом, за счет перепада давления воздуха.
Легко открываемые вакуумные упаковки из плотно прилегающей пленки согласно настоящему изобретению изготавливаться согласно любой известной технологии упаковывания в вакууме в плотно прилегающую пленку.
Плотное сцепление верхней пленки со всей поверхностью подложки может достигаться путем герметичного уплотнения, сваривания или прилипания, предпочтительно путем термосваривания.
Вакуумные упаковки из плотно прилегающей пленки могут изготавливаться, например, по традиционной технологии упаковывания в вакууме в плотно прилегающую пленку, согласно которой упаковочный материал содержит предварительно сформованную подложку, например, лоток и легко открываемую верхнюю пленку согласно изобретению.
Сначала упаковываемый продукт помещается на опору. Затем обычно предварительно нагретая легко открываемая верхняя пленка и подложка, содержащая упаковываемый продукт, по отдельности подаются на участок упаковывания, на котором легко открываемая верхняя пленка дополнительно нагревается при контакте с внутренней поверхностью так называемого "купола", который затем опускается поверх продукта на подложке. Пространство между вершиной и подложкой вакуумируется, и легко открываемая верхняя пленка вводиться в контакт с подложкой и упаковываемым продуктом. Легко открываемая верхняя пленка может удерживаться в прижатом к внутренней поверхности купола состоянии, например, за счет вакуумметрического давления, которое затем сбрасывается, когда желательно, чтобы достаточно нагретая легко открываемая верхняя пленка охватила продукт. Герметичное соединение верхней пленки с подложкой достигается за счет сочетания теплоты купола и перепада давлений изнутри и снаружи упаковки, и может облегчаться путем оказания механического давления и/или путем дополнительного нагрева.
Более подробно, легко открываемая плотно прилегающая верхняя пленка согласно настоящему изобретению подается в верхнюю часть нагретой вакуумной камеры, содержащей верхнюю и нижнюю части, и вакуумируется извне, в результате чего ей придается вогнутая форма, которая соответствует наклоненным внутрь стенкам верхней части камеры и отверстиям в горизонтальной части стенок (верхней части купола). Для вакуумирования может использоваться любой обычный вакуумный насос, при этом до указанной операции легко открываемая плотно прилегающая верхняя пленка предпочтительно предварительно нагревается соответствующим образом с целью придания ей лучшей формуемости и тем самым лучшей способности принимать вогнутую форму в верхней части вакуумной камеры. Упаковываемый продукт находится на подложке, может являться плоской или иметь определенную форму, например, лотка, и помещается на платформу, которая подается в нижнюю часть вакуумной камеры непосредственно под куполом.
Затем вакуумная камера закрывается путем перемещения верхней части вниз на нижнюю часть, и в течение всей этой последовательности операций постоянно поддерживается вакуум для сохранения вогнутой формы легко открываемой верхней пленки. После того, как вакуумная камера закрыта, нижняя часть вакуумной камеры также вакуумируется, чтобы вакуумировать пространство между подложкой и легко открываемой плотно прилегающей верхней пленкой. В верхней части вакуумной камеры продолжает поддерживаться вакуум для сохранения вогнутой формы легко открываемой плотно прилегающей верхней пленки до тех пор, пока область между подложкой и легко открываемой плотно прилегающей верхней пленкой не будет вакуумирована, после чего вакуум сбрасывается, и устанавливается атмосферное давление. При этом размягченная легко открываемая плотно прилегающая верхняя пленка сжимается над продуктом и подложкой, и в результате совместного воздействия атмосферного давления, давящего на нее сверху, и вакуума, втягивающего ее снизу, легко открываемая плотно прилегающая верхняя пленка преимущественно соответствует форме упаковываемого продукта на подложке. После завершения стадии вакуумирования продукт необязательно может быть продут выбранным соответствующим образом продувочным газом или газовой смесью с целью создания очень низкого остаточного давления газа в упаковке. В некоторых случаях в вакуумной камере могут присутствовать термосварочные планки или другие уплотнительные средства для термосваривания легко открываемой плотно прилегающей верхней пленки по периметру с подложкой.
Эта технология известна как упаковывание в лоток с плотно прилегающей пленкой (протокол Р2 в настоящем описании), и может осуществляться на традиционных машинах для упаковывания в вакууме в плотно прилегающую пленку, таких как, например, Multivac Т200, Sealpac А7, Sealpac А10.
В качестве альтернативы, вакуумная упаковка из плотно прилегающей пленки согласно настоящему изобретению может изготавливаться по так называемой "рулонной" технологии, при которой нанесение легко открываемого верхнего полотна на подложку является традиционным, как описано выше, но подложка подвергается термическому формованию на линии из рулонного полотна. Применимым оборудованием является, например, Multivac R570CD, ULMA TF407, 507, 607, 707 и т.п. В настоящем описании эта технология изготовления и используемые в ней машины именуются протоколом Р1. В обоих случаях вакуумные упаковки из плотно прилегающей пленки могут изготавливаться согласно усовершенствованному варианту традиционной технологии упаковывания в вакууме в плотно прилегающую пленку, а именно, согласно высоковакуумной высокоскоростной технологии, в которой легко открываемое верхнее полотно герметично соединяют с перфорированными лотками. Этот вариант известен как "Darfresh on Tray". Наличие одного или нескольких отверстий в лотках позволяет более эффективно и быстрее удалять газ из упаковки и, в целом, улучшать цикл упаковывания в вакууме в плотно прилегающую пленку. Лотки могут перфорироваться перед подачей или могут перфорироваться на линии после термоформования или непосредственно перед герметичным соединением с верхней пленкой внутри купола. В настоящем описании эта усовершенствованная технология упаковывания в вакууме в плотно прилегающую пленку называется протоколом РЗ. Применимым оборудованием для этого варианта технология упаковывания в вакууме в плотно прилегающую пленку на перфорированном лотке является TRAVE Е340, Trave 1000 Darfresh, Trave 590XL Darfresh производства компании Mondini.
Примеры
Следующие примеры служат целям дополнительной иллюстрации изобретения, но без его ограничения. Для изготовления верхних пленок или нижних полотен, используемых в описанных экспериментах, использовались следующие смолы.
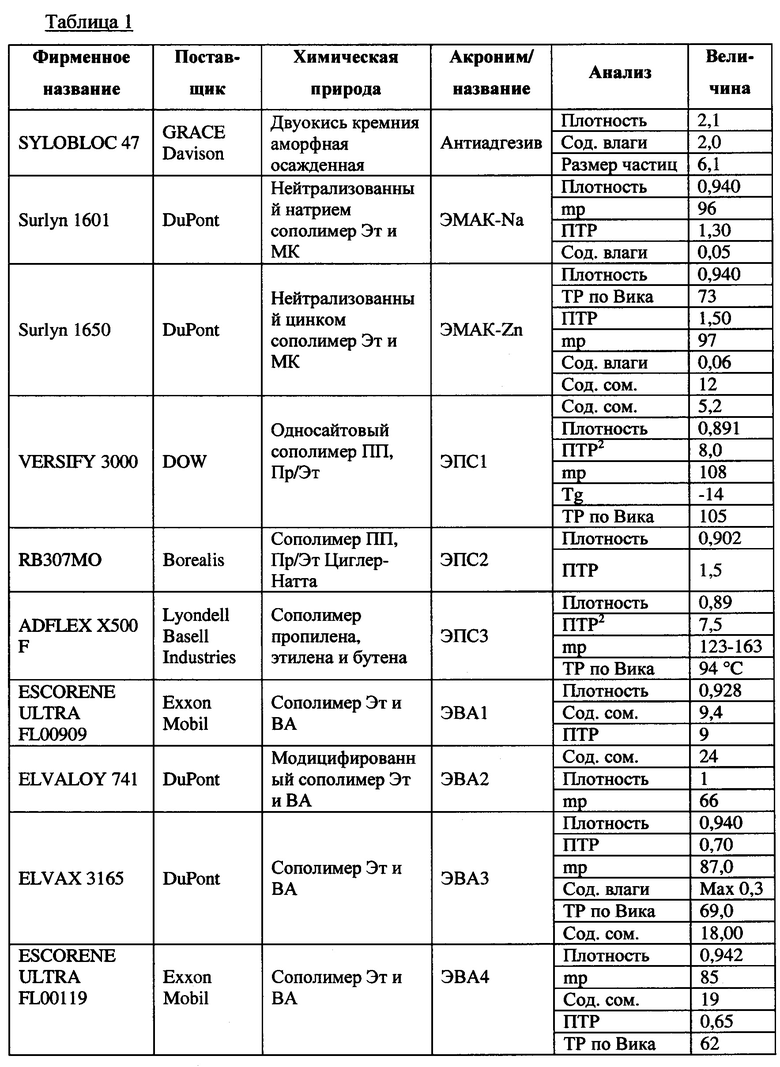
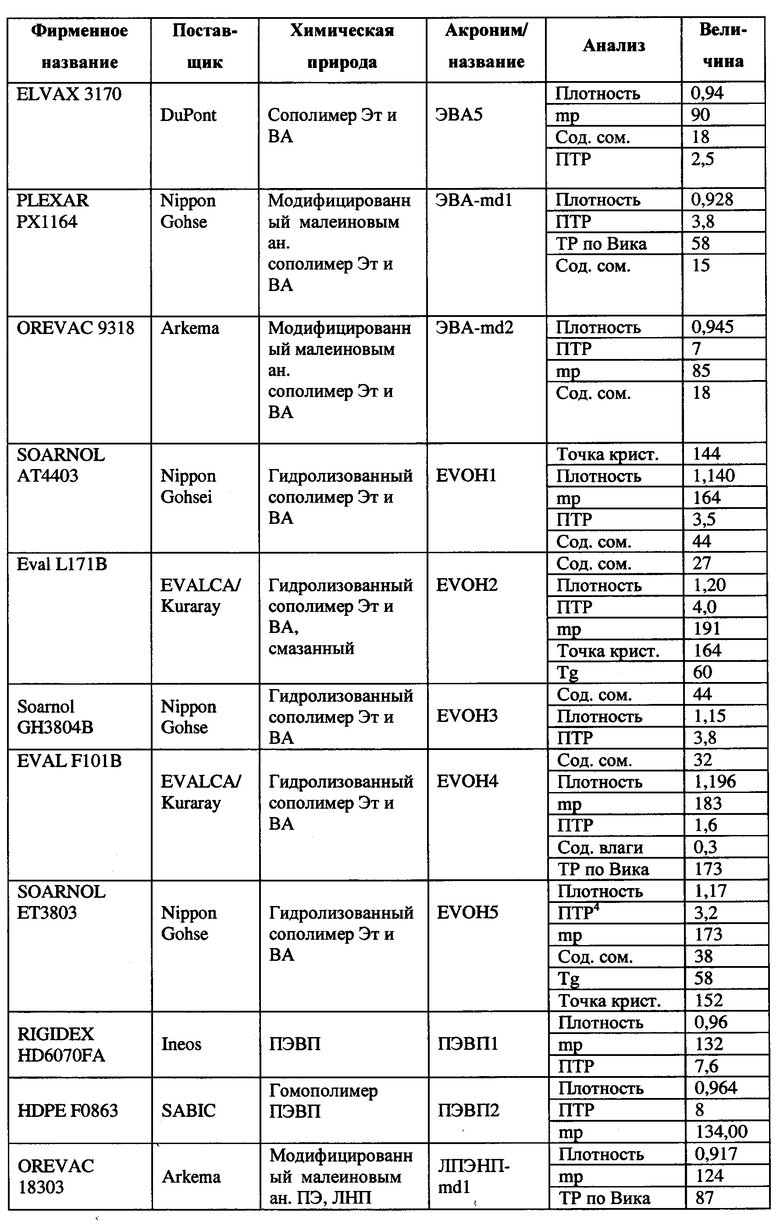


Сокращения и ключи:
Показатель текучести расплава: ПТР;
ПТР (при 190°С/02,16 кг (Е);
ПТР2 (при 230°С/02,16 кг (L);
ПТР3 (при 200°С/05,00 кг (G);
ПТР4 (при 210°С/02,16 кг (L);
Температура плавления: mp
Температура размягчения по Вика: TP по Вика;
Содержание сомономера: сод. сом.;
Точка кристаллизации: точка крист.;
% сомономера: % сом.;
Температура стеклования: Tg;
Полипропилен: ПП;
Этилен: Эт;
Полиэтилен: ПЭ;
Метакриловая кислота: МК;
Пропилен: Пр;
Винилацетат: ВА;
Бутен: Бу;
Малеиновый ангидрид: малеиновый ан.;
Высокой плотности: ВП;
Линейный, низкой плотности: ЛНП;
Очень низкой плотности: ОНП;
Низкой плотности: НП;
Средней плотности: СП;
Односайтовый: SS;
Полибутилен: ПБ;
Терефталевая кислота: ТК;
Дициклогександиметанол: ДДГДМ;
Этиленгликоль: ЭГ;
Единицы измерения:
Плотность: г/см3;
Показатель текучести расплава: г/10 мин;
Содержание влаги: %;
Содержание сомономера: %;
Зола: %;
Размер частиц: мкм;
Точка плавления: °С;
Температура размягчения по Вика: °С;
Температура стеклования: °С;
Точка кристаллизации: °С.
Верхние пленки
Изготовили верхние пленки согласно изобретению (Примеры 1-20) и известные из техники верхние пленки (С1-С3), представленные в Таблицах 2-6, методом поливной соэкструзии через круглые матрицы. Затем осуществили сшивание пленок электронно-лучевым облучением в дозе 220 кГр, если не указано иное.



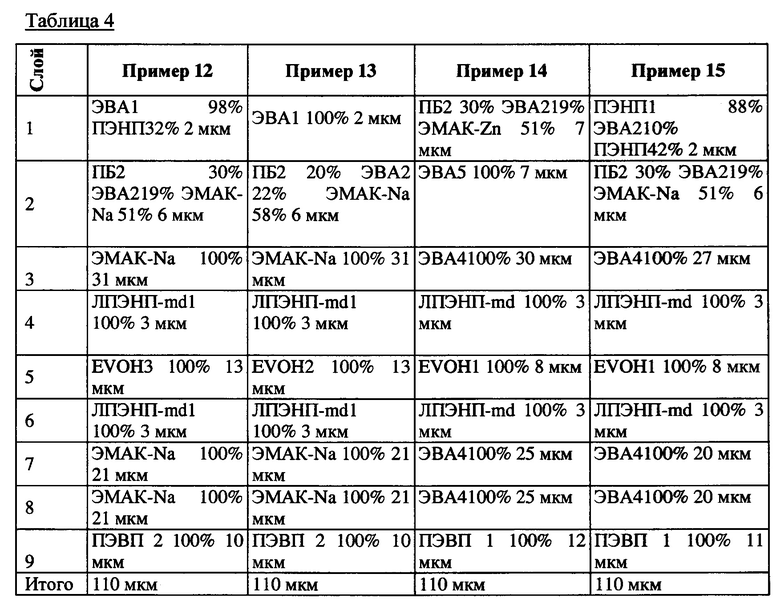
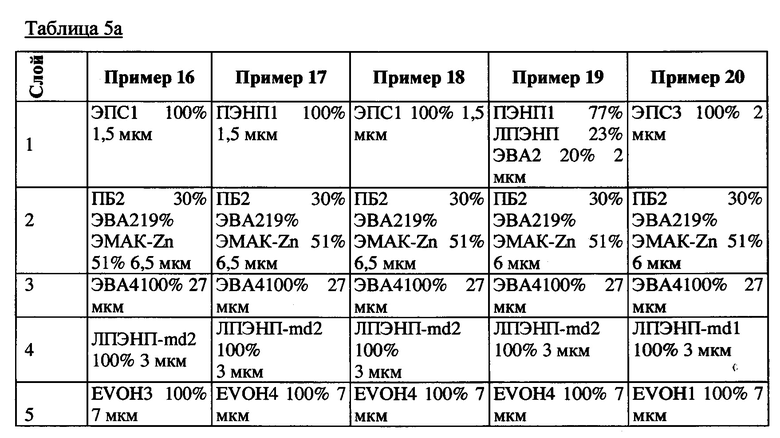

Таблица 6
Эталонные верхние полотна
В этой таблице представлены композиции пленок, сходных с пленками согласно настоящему изобретению (Примеры С1 и С2), и имеющейся на рынке верхней пленки для упаковывания в вакууме в плотно прилегающую пленку, которая не содержит хрупкую смесь с легким открыванием (Пример С3).
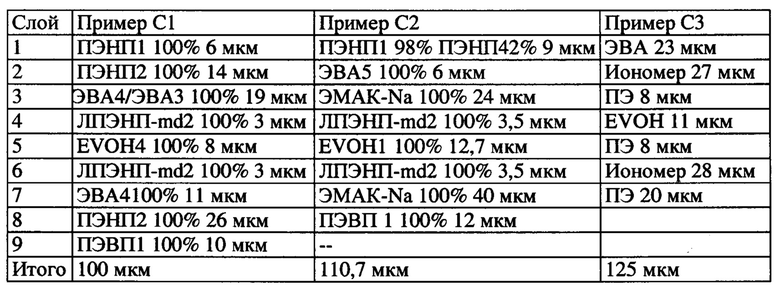
Пленкой по Примеру СЗ является пленку, которую Заявитель нашел на рынке и проанализировал.
В Таблице 7 приведена структура имеющегося на рынке нижнего полотна, содержащего слой из смеси с легким открыванием (ВОТ1), которое использовалось в качестве подложки при изготовлении сравнительных вакуумных упаковок из плотно прилегающей пленки.

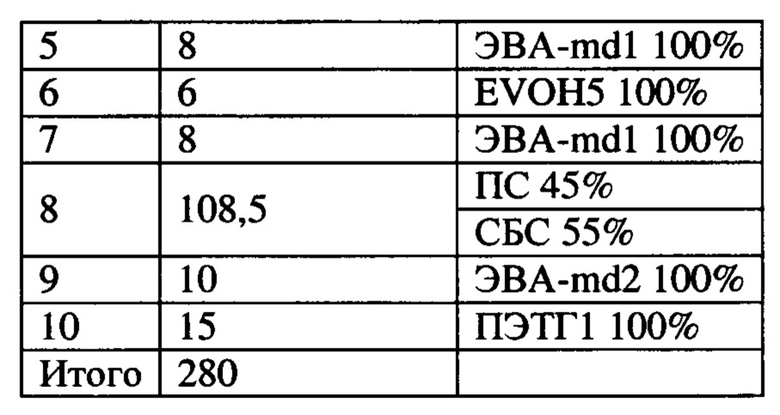
В Таблице 8 приведена структура содержащего хрупкую смесь с легким открыванием вкладыша (XX) имеющихся на рынке лотков.
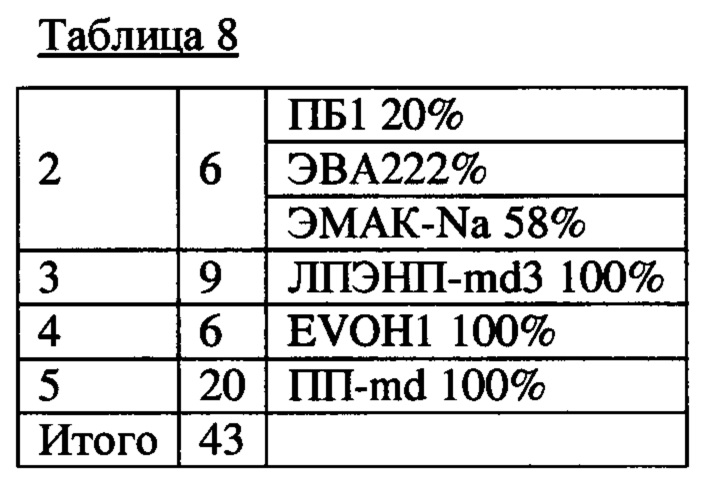
Методы испытаний
Испытание на стабильность
Этот метод использовался для оценки формуемости верхнего полотна вакуумной упаковки из плотно прилегающей пленки над продуктом. Он состоит из стандартной процедуры упаковывания в вакууме в плотно прилегающую пленку, а для оценки повторяемости дефектов уплотнения, называемых образующих перемычки и сращения складками, в вакуумных упаковках из плотно прилегающей пленки, использовали шкалу оценок от 0 до 3.
На фиг. 7А и 7Б схематически изображены оцениваемые дефекты уплотнения, их наименование и присвоенная оценка.
Выполнили традиционный цикл упаковывания в вакууме в плотно прилегающую пленку с использованием машин Rollstock R570CD или R270CD Multivac (по протоколу Р1) при высоте купола, температуре купола, скорости и характеристиках нижнего полотна согласно соответствующим таблицам.
Упакованными продуктами являлись параллелепипеды (пластмассовые блоки шириной 105 мм, длиной 190 мм и высотой 30 мм). Изготовили по 15 упаковок каждого вида, которые были оценены экспертами на наличие сращений (складок в углу) и перемычек по шкале с высшей оценкой 3 (без сращений, перемычек) и низшей оценкой 0. На фиг. 7А и 7Б показаны оцененные по этой шкале дефекты уплотнения, в частности W (перемычки), LB (продольные перемычки) и ТВ (поперечные перемычки).
В Таблице 10 представлены средние результаты этой оценки пленок согласно настоящему изобретению и эталонных пленок.
Испытание на сопротивление имплозии
Использовали это испытание, чтобы измерить способность пленки для упаковывания в вакууме в плотно прилегающую пленку без разрывов заполнять полости. Выполнили традиционный цикл упаковывания в вакууме в плотно прилегающую пленку, как описано в испытании на формуемость (на машинах R570CD или R270CD Multivac), но упакованными продуктами являлись пластмассовые блоки (шириной 100 мм, длиной 190 мм и длиной 25 мм), на верхней поверхности которых имелось по 10 калиброванных отверстий одинаковой глубины 20 мм, но различных диаметров. Диаметр отверстий составлял от 5 до 14 мм, как показано на фиг. 8. Кроме того, при испытании на имплозию с помощью резьбового вкладыша уменьшили диаметр сопла для повторной подачи воздуха с 25 мм до 7 мм, чтобы обеспечить более медленное охватывание пленкой подложки и упаковываемого блока.
Во время испытательного упаковывания пластмассового блока пленка испытывала растягивающее напряжение в соответствии с отверстиями, которое увеличивалось с увеличением площади отверстий.
Площадь наибольшего отверстия до разрыва пленки была взята за показатель сопротивления имплозии, отображающий упаковочные характеристики пленки, и приведена в соответствующей Таблице 10. Повторили испытание 30 раз для каждой пленки и вычислили среднюю оценку.
Определение содержания геля
Содержание геля выражает процентную долю нерастворимого в толуоле полимерного материала и является показателем уровня сшивания полимера в этом материале. В случае многослойной пленки испытание может проводиться на всей пленке, если все образующие ее полимеры до сшивания растворимы в толуоле, или на ее части из полимеров, которые до сшивания растворимы в толуоле, путем отслаивания желаемых слоев без использования для испытания тех слоев, полимеры которых сами по себе нерастворимы в толуоле, таких как, например, EVOH или иономеры.
При оценке содержания геля только в растворимой в толуоле части пленки, как пояснено выше, результат отображает хороший показатель успешного облучения всей пленки, включая не подвергнутые анализу слои. Фактически, поскольку пленки согласно настоящему изобретению обычно получают путем соэкструзии всех слоев с последующим облучением, соответственно, все слои подвергались одинаковому облучению.
Используемый термин "растворимый в толуоле" относится к растворимости, по меньшей мере, 1,25 г/л при температуре кипения толуола (около 110°С, измеренной при стандартном давлении 1 атмосфера после кипячения образца в толуоле в течение 30 минут).
Результат выражают в виде процентной доли нерастворенного материала (т.е. сшитого материала) после обработки толуолом по общему весу исходного материала. Испытание проводили согласно следующей процедуре.
Вырезали квадратный образец из проволочной металлической сетки (с размером ячеек 80 меш, 15 см × 15 см) и очистили путем погружения в лабораторный стакан с толуолом. После испарения растворителя придали проволочной сетке форму воронки и взвесили (вес В). Поместили 120 мл толуола в 200-мл стакан и нагрели на горячей пластинке.
Взвесили образец материала объемом около 150 мг (вес А) и на 30 минут поместили в кипящий толуол в условиях перемешивания. Затем профильтровали раствор на проволочной сетке, в результате чего на ней остался гель. Высушили проволочную сетку с гелем под колпаком и взвесили (вес С) через 24 часа и 48 часов до достижения постоянного веса.
Рассчитали процентную долю геля при каждом взвешивании согласно следующей формуле: (С-В)/А×100, и вычислили среднюю величину. Дважды повторили процедуру для каждого материала.
Испытание на герметизацию
Чтобы оценить герметизируемость пленок согласно настоящему изобретению и эталонных пленок, изготовили вакуумные упаковки из плотно прилегающей пленки при различных заданных температурах купола с сохранением постоянными всех остальных параметров (компонентов упаковки, продукта, протокола изготовления, как указано в соответствующих Таблицах 10-13). У пленок согласно изобретению подложка не содержала ни одного слоя из смеси с легким открыванием, а в эталонных пленках использовалось имеющееся на рынке нижнее полотно с легким открыванием (ВОТ1 из Таблицы 7).
Герметизируемость верхних пленок и открываемость полученных упаковок была оценена экспертами на основании следующих критериев:
+++: (хорошая герметизируемость) - отличная вакуумная упаковка из плотно прилегающей пленки, очень хорошее герметичное соединение верхней пленки с подложкой по всей поверхности; плавное открывание на протяжении 100% поверхности подложки, равномерное прилагаемое усилие, хороший механизм когезионного разрушения;
++: (приемлемая герметизируемость) - по-прежнему приемлемая вакуумная упаковка из плотно прилегающей пленки, но с несколькими небольшими негерметизированными областями, плавное открывание посредством механизма когезионного разрушения;
+: (плохая герметизируемость) - неприемлемая вакуумная упаковка из плотно прилегающей пленки, плохое герметичное соединение верхней пленки с подложкой с несколькими негерметизированными областями.
Усилие открывания
С целью оценки усилия открывания, требуемого, чтобы открыть готовую вакуумную упаковку из плотно прилегающей пленки, использовали следующую внутреннюю стандартную процедуру.
После извлечения продукта вырезали полоски из каждой из вакуумных упаковок из плотно прилегающей пленки, изготовленных путем герметичного соединения друг с другом выбранных верхних и нижних полотен по технологии упаковывания в вакууме в плотно прилегающую пленку согласно протоколу и при настройках, указанных в соответствующих таблицах. Вырезали из нижней плоской части упаковок образцы размером 2,54 см (1 дюйм) в ширину и 15-20 см в длину в направлении обработки (а именно, в направлении разматывания рулона). Подвергли испытанию по шесть полос для каждых условий упаковывания. Упакованным продуктом являлась ветчина весом около 60 г, помещенная со смещением от центра на одну половину нижнего полотна, а другая половина использовалась для вырезания образцов с целью измерения усилия открывания.
Разделили полосы вручную, чтобы получить разъединенные участки верхнего и нижнего полотен, которых достаточно для их фиксации в нижнем зажиме и верхнем зажиме динамометра.
Испытуемая область должна находиться посредине двух зажимов, и между двумя концами зафиксированного образца должно быть достигнуто соответствующее натяжение.
Рассчитали среднюю величину усилия открывания (смотри величины, приведенные в Таблицах 10 и 15, и график на фиг. 5).
Характеристики динамометра:
оборудование: Instron
начальное расстояние между зажимами: 2 см
скорость передвижения траверсы: 300 мм/мин,
длина открытого для измерения уплотнения: 5 см.
Инструмент измерял усилие, необходимое для отделения верхнего полотна от нижнего полотна, в частности, среднее усилие, прилагаемое для открывания уплотнения у каждого образца на протяжении 5 см (г/2,54 см). Наконец, рассчитали среднюю величину усилия для 6 испытанных образцов, которая представлена в соответствующей таблице.
Изготовление вакуумных упаковок из плотно прилегающей пленки В следующей таблице 9 представлены компоненты вакуумных упаковок из плотно прилегающей пленки и общие параметры их изготовления.


Ключи:
Pentafood Kpseal АПЭТ/ПЭ: 400 или 300 мкл, прямоугольный прозрачный лоток 250×135 мм, глубиной 5 мм, АПЭТ/ПЭ, 350 мкм/50 мкм (итого 400 мкм) или 250 мкм/50 мкм (итого 300 мкм);
UBRT 1520-30 производства компании Cryovac: ультрабарьерный жесткий прозрачный лоток толщиной 750 мкм, ПП/вкладыш (вкладыш 45 мкм из полиэтиленового уплотнительного слоя и барьерного слоя EVOH) (длина 15 см × ширина 20 × глубина 30 мм);
UBRT1826-27 производства компании Cryovac: ультрабарьерный жесткий лоток, окрашенный черным пигментом, толщина полотна 750 мкм, РР/вкладыш (вкладыш 45 мкм полиэтиленового уплотнительного слоя и барьерного слоя EVOH) (длина 18 см × ширина 26 × глубина 27 мм);
ВОТ1 (общая толщина полотна 280 мкм из хрупкой смеси с легким открыванием, смотри Таблицу 7);
EDT1826-27 (общая толщина жесткого лотка 750 мкл, ПП/вкладыш XX из хрупкой смеси с легким открыванием, Таблица 8) (длина 18 см × ширина 26 × глубина 27 мм);
EOST1520-30 (общая толщина жесткого лотка 750 мкм, ГШ/вкладыш XX из хрупкой смеси с легким открыванием, Таблица 8) длина 15 см × ширина 20 × глубина 30 мм);
Имеющийся на рынке картон: плоский картон (32 см × 19 см), код В0847, общая толщина 850 микрон, из картонной сердцевины (около 800 микрон) и двух полипропиленовых покрытий одинаковой толщины (окрашенных в золотой и серебряный цвета) (уплотнительной поверхностью в настоящем испытания являлась золотая поверхность);
C-VSP: сравнительная вакуумная упаковка из плотно прилегающей пленки;
Протокол Р1: стандартная технология упаковывания в вакууме в плотно прилегающую пленку с термоформованием подложки на линии от термопластичного нижнего полотна, разматываемого из рулона (Rollstock);
Протокол Р2: стандартная технология упаковывания в вакууме в плотно прилегающую пленку на традиционном оборудовании (например, Multivac Т200 или Cryovac VS26) с использованием предварительно формуемого плоского или мелкого лотка;
Протокол Р3: технология упаковывания в вакууме в плотно прилегающую пленку с перфорированием подложки до участка герметизации или на участке герметизации с целью улучшения стадии удаления газа из упаковки;
Если не указано иное, упакованными продуктами являлись влажные прямоугольные прокладки (75 мм × 150 мм, Dry-Loc производства компании Cryovac).
Упаковки были изготовлены на специальном оборудовании и в условиях, подробно описанных в каждой соответствующей таблице.
Если не указано иное, соответствующие условия герметизации для циклов упаковывания в плотно прилегающую пленку согласно протоколам P1, Р2 и Р3 были следующими:
предварительный нагрев верхнего полотна (протокол Р1): 130-140°С
температура купола: 200-230°С
время нагрева: 1-5 сек.
вакуум в упаковке до герметизации: 1-100 мбар
Время повторной подачи воздуха: от 1 до 4 секунд (на одной или двух стадиях)
Формуемость, сопротивление имплозии, усилие открывания и прочность на разрыв
Далее в Таблице 1 обобщены данные формуемости, сопротивления имплозии, усилия открывания и прочность на разрыв. Испытание проводили, как описано в разделе методов испытаний, согласно протоколу PI (Rollstock) с использованием машины R570 CD Multivac с куполом высотой 30 мм на пленках согласно изобретению и эталонных пленках.
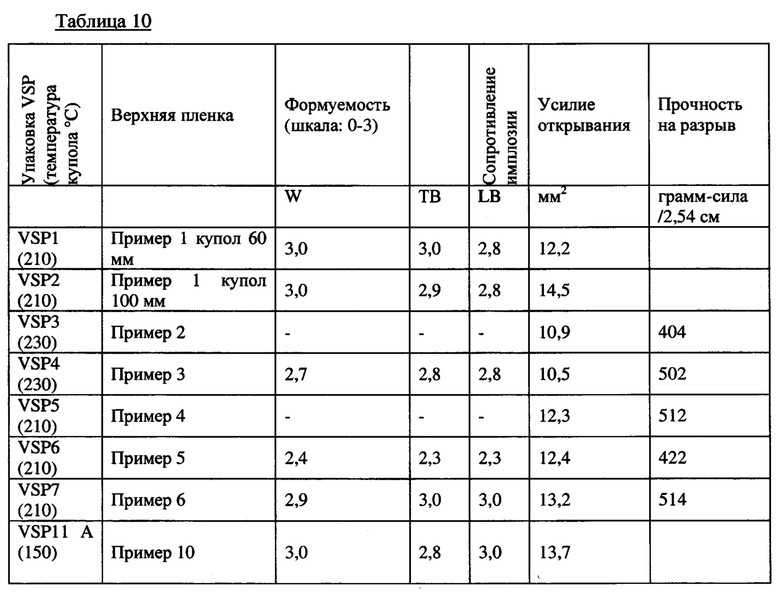

RB = прямоугольные блоки;
IB = имплозивные блоки;
W = сращение;
LB = продольные перемычки;
ТВ = поперечные перемычки;
VSP: упаковки согласно изобретению, содержащие верхнее полотно, содержащее хрупкую смесь с легким открыванием, и нижнее полотно без хрупкой смеси с легким открыванием;
C-VSP: сравнительные упаковки, содержащие традиционную верхнюю пленку VSP без легкого открывания (пленку по Примеру С1 толщиной 100 мкм, пленку по Примеру С2 толщиной ПО мкм) и нижнее полотно, содержащее хрупкую смесь с легким открыванием (ВОТ1).
Испытание проводилось при минимальной температуре купола, которая обеспечивала приемлемую герметизацию, в частности при 150°С для пленок по Примеру 10, Примеру 11, Примеру 12, при 170°С для пленок по Примеру С1 и Примеру С2, при 200°С для пленки по Примеру 14.
Сравнили все упаковки (VSPUA-14 А и C-VSP17A-18A) при 200°С. Два эксперта участника оценили сопротивление имплозии на 30 образцах вакуумной упаковки из плотно прилегающей пленки каждого типа (по 30 упаковок для каждого сочетания верхнего полотна, нижнего полотна и температурных уровней) и формуемость (сращение и перемычки) на 15 образцах вакуумной упаковки из плотно прилегающей пленки каждого типа.
Как видно из результатов, приведенных в Таблице 10, легко открываемые верхние пленки согласно изобретению продемонстрировали неожиданную улучшенную или, по меньшей мере, сравнимую формуемость и сопротивление имплозии по сравнению с верхними пленками без легкого открывания (сравнительных вакуумных упаковок из плотно прилегающей пленки, содержащих верхние полотна С1 или С2 или С3). В частности, из данных, приведенных в Таблице 10, и из наблюдений за упаковками при открывании, следует, что:
формуемость при 200°С (температура купола) являлась отличной в случае прямоугольного блока, в особенности, у пленки по Примеру 10;
упаковки VSP1 и VSP2, у которых пленка по Примеру 1 была герметично соединена с подложкой из АПЭТ/ПЭ, продемонстрировали хорошую герметичность, хорошее удержание конденсата и плавное открывание с умеренным отслаивающим усилием открывания;
пленки по Примеру. 4, Примеру 5, Примеру 6, Примеру 10, Примеру 11, Примеру 12 и Примеру 13 и соответствующие упаковки из плотно прилегающей VSP5-VSP7 и VSP11-VSP14 продемонстрировали очень интересные характеристики с точки зрения герметизируемости и легкого открывания, в частности
пленка по Примеру 5 показала приемлемые результаты при испытаниях как на сопротивление имплозии, так формуемость,
пленка по Примеру 6 оказалась одной из лучших испытываемых пленок с точки зрения как сопротивления имплозии, так и формуемости по сравнению со стандартными пленками верхнего полотна (смотри худшие характеристики сравнительных упаковок C-VSP17 и C-VSP18, содержащих традиционные верхние полотна по Примерам С1 и С2),
пленка по Примеру 7, у которой хрупкая смесь с легким открыванием также содержалась в уплотнительном слое, оказалась достаточно удовлетворительной с точки зрения легкого открытия,
упаковки из пленок по Примерам 5 и 6 также визуально оценили с точки зрения оптических свойств и герметизируемости: обе упаковки являлись прозрачными, глянцевыми и без видимых дефектов герметизации (без складок),
пленки по Примерам 10-13 (VSP11-VSP14) получили очень хорошие оценки формуемости и имели минимум или не имели складок в форме сращивания и перемычек (смотри довольно высокие оценки образования перемычек, являющиеся показателем хорошей формуемости (испытание пройдено),
пленки по Примерам 10, 11 и 12 продемонстрировали исключительно высокое сопротивление имплозии с оценками, значительно превышающими стандарты, достигнутые при испытании эталонных пленок по Примеру С1 и Примеру С2, даже при 150°С (смотри значительно более высокие величины имплозии 13,7, 12,7 и 13,8 в сравнении с контрольными величинами всего 10,5 при 170°С).
В целом, пленки согласно изобретению зарекомендовали себя лучше при 200°С, чем эталонные пленки, в особенности, с точки зрения сопротивления имплозии.
Свойства уплотнения
Сравнили характеристики верхних пленок согласно изобретению (по Примерам 8-15) в различных условиях упаковывания в вакууме в плотно прилегающую пленку с поведением эталонных пленок по Примеру С1 и Примеру С2, имеющих сходную толщину и состав, но без слоя из хрупкой смеси с легким открыванием (C-VSP17 и 18).
Что касается герметизируемости, также сравнили имеющееся на рынке верхнее полотно (по Примеру С3), который также не содержит слоя из хрупкой смеси с легким открыванием (C-VSP19). В частности, оценили уплотнительные свойства пленок согласно изобретению и сравнительных пленок в интервале от 140°С до 200°С согласно трем различным протоколам VSP: P1 (Rollstock), Р2 (Tray Skin) и Р3 (Darfresh On Tray).
Упакованным продуктом являлась влажная прямоугольная прокладка (75 мм × 150 мм, Dry-Loc производства компании Cryovac).
Подложкой являлся прямоугольный прозрачный лоток из АПЭТ/ПЭ размером 250 × 135 мм, глубиной 5 мм и толщиной 250 мкм/50 мкм (общей толщиной 300 микрон) (Pentafood Kpseal).
Два эксперта проверили на образование складок и открываемость вручную (отслаиваемость) по 10 упаковок для каждого условия и для каждой пленки.
Оценки, полученные согласно различным протоколам, приведены далее в Таблицах 11-13 и суммированы в Таблице 14.
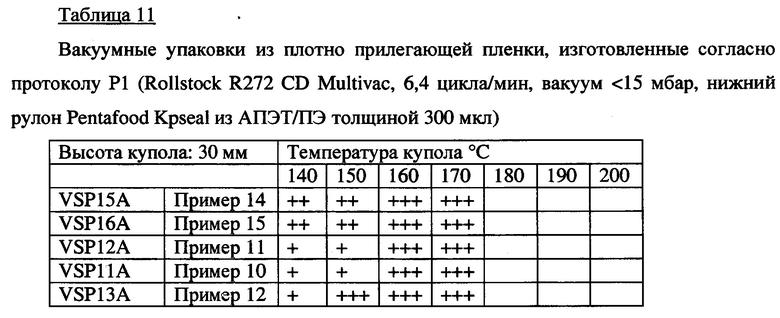
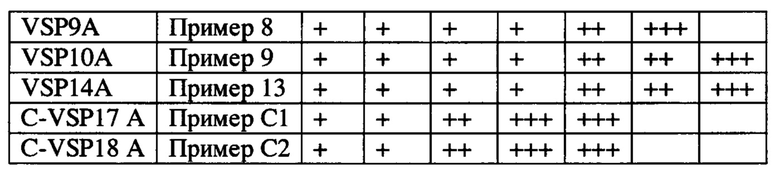
+++: хорошая герметизация;
++: приемлемая герметизация;
+: плохая герметизация (смотри более подробное пояснение выше).
Как ясно видно из данных, приведенных выше в Таблице 11, пленки согласно изобретению по Примерам 10, И, 12и 14 обеспечивает отличные вакуумные упаковки из плотно прилегающей пленки с очень хорошей герметизацией по всей поверхности, начиная с 150°С (низкая температура инициации уплотнения).
Таблица 12
Изготовили вакуумные пакеты из плотно прилегающей пленки согласно протоколу РЗ (Darfresh On Tray) на оборудовании Trave Е340 производства компании Mondini, 6,4 цикла/мин, вакуум <15 мбар. Перфорировали подложку (4 отверстия, размер: 3×6 мм, овальной формы). Подложка: ультрабарьерный жесткий лоток (UBRT1826-27 производства компании Cryovac, окрашенный черным пигментом, толщина полотна 750 мкм, ПП/вкладыш (вкладыш 45 мкм, ПЭ из уплотнительного слоя и барьерного слоя EVOH)
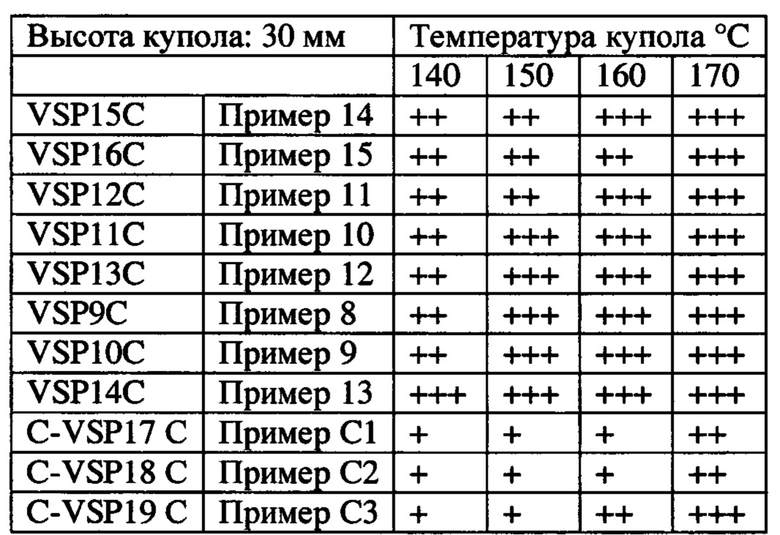
Ключи: смотри выше
Ясно, что пленки согласно изобретению демонстрируют приемлемую или отличную герметизируемость даже при низких температурах купола, таких как 150°С или даже ниже.
Таблица 13
Изготовили вакуумные упаковки из плотно прилегающей пленки согласно протоколу Р2 (Tray Skin) на оборудовании Т200 производства компании Multivac или компании Cryovac VS26, вакуум <15 мбар.
Подложки: во всех вакуумных упаковок из плотно прилегающей пленки кроме VSP20 использовали прозрачную подложку UBRT 1520-30 производства компании Cryovac с толщиной полотна 750 мкм, с ПП/вкладышем (вкладыш 45 мкм, ПЭ уплотнительного слоя и барьерного слоя EVOH); в упаковке VSP20 подложкой являлся плоский картон (32 см × 19 см), код В0847, общей толщиной около 850 микрон, из картонной сердцевины (около 800 микрон) и двух полипропиленовых покрытий (золотого и серебряного) (уплотнительной являлась золотая поверхность); в упаковках C-VSP подложкой являлась EOST1520-30 толщиной 750 мкл с ПП/вкладышем XX, содержащим хрупкую смесь с легким открыванием (смотри Таблицу 8)

Ключи: смотри выше
В этих условиях лучшими пленками согласно изобретению оказались пленки по Примерам 10, 11 и 13 с отличными характеристиками уплотнения при температуре от 150°С.
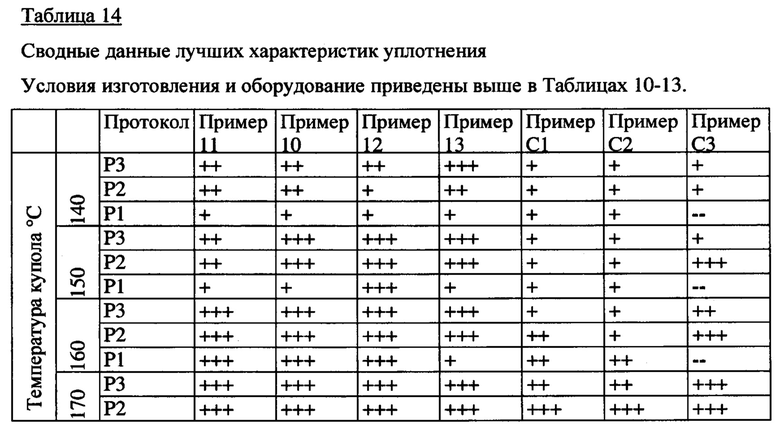

Как видно из сводной Таблицы 14, пленки согласно изобретению демонстрируют хорошую или отличную герметизирумость даже при низких температурах (смотри, в частности, результаты при 140-150°С для упаковок, изготовленных согласно протоколу РЗ) в отличие от сравнительных пленок.
При изготовлении согласно протоколу РЗ (Darfresh On Tray) лучше всего зарекомендовали себя пленки по Примеру 11, Примеру 10, Примеру 12 и Примеру 13, которые уже при 150°С продемонстрировали приемлемые результаты, лучшие, чем у эталонных пленок.
При изготовлении согласно протоколу Р2 (Tray Skin) лучше всего зарекомендовали себя пленки по Примеру 10, Примеру 12 и Примеру 13, которые продемонстрировали хорошую герметизируемость и открываемость при температуре от 150°С аналогично эталонной пленке по Примеру СЗ, но лучше, чем пленки по Примеру С1 и Примеру С2.
При изготовлении согласно протоколу P1 (Rollstock) лучшими с точки зрения герметизируемости являлись пленки по Примеру 11, Примеру 10, которые обеспечивали хорошую герметизацию при 160°С и, в особенности, по Примеру 12 (максимальная оценка при температуре от 150°С).
Усилие открывания
Оценили эффективность открывания вышеуказанных вакуумных упаковок из плотно прилегающей пленки VSP11 C-VSP14C в сравнении с известными упаковками C-VSP17 С (из пленки по Примеру CI), C-VSP18 С (из пленки по Примеру С2) и С-VSP19 С (из пленки по Примеру С3), изготовленными при таких же условиях согласно протоколу РЗ (Darfresh On Tray), путем измерения прилагаемого усилия открывания описанным методом испытания усилия открывания.
На фиг. 5 показана диаграмма усилий открывания (МАХ: максимальное, MTN: минимальное, AVG: средняя величина) вакуумных упаковок из плотно прилегающих пленок согласно изобретению (упаковок VSP11C-VSP14C из пленок по Примерам 10-13 в качестве верхних полотен), герметично соединенных с лотком UBRT1826-27 производства компании Cryovac (ПП/вкладыш общей толщиной 750 мкм, вкладыш из ПЭ/EVOH толщиной 45 мкм) при температурах 160°С (слева) и 180°С (в центре), в сравнении с вакуумными упаковками из известных плотно прилегающих пленок (по Примерам С1-С3) (справа), герметично соединенных при 180°С с имеющимися на рынке лотками EDT1826-27 (из ПП общей толщиной 750 мкл, вкладыш XX, как указано в Таблице 8), содержащими хрупкую смесь с легким открыванием.
В следующей далее Таблице 15а приведены сводные данные усилий открывания согласно диаграмме.
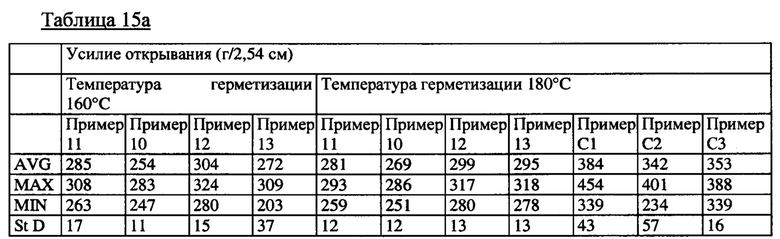
St D: стандартное отклонение
Как следует из диаграммы на фиг. 5 и величин, приведенных в Таблице 15а, упаковки согласно изобретению, у которых верхняя пленка содержит хрупкую смесь с легким открыванием (пленки по Примерам 10-13), плавно открываются со сравнимыми величинами усилия открывания.
Предварительные данные, не приведенные выше, показали, что упаковки с использованием верхних пленок по Примерам 8 и 9, в которых хрупкая смесь с легким открыванием содержит меньшее количество полибутилена (20%), требуют несколько большего усилия открывания, чем при использовании других пленок согласно изобретению, у которых хрупкая смесь с легким открыванием содержит полибутилена 30% по весу.
Кроме того, ввиду меньших величин стандартных отклонений, по-видимому, система открывания согласно изобретению с использованием хрупкой смеси с легким открыванием в верхнем полотне является более приемлемой, чем известная система, в которой смесь такого же типа содержится в нижнем полотне.
Меньшая изменчивость измеренных величин прочности вакуумных упаковок из плотно прилегающей пленки согласно настоящему изобретению соответствует более надежной и однородной системе открывания, чем известная из техники система открывания, в которой такая же хрупкая смесь с легким открыванием, помещенная в несшитое нижнее полотно, вызывала большую изменчивость усилий открывания. По-видимому, сшивание не только не ставит под угрозу эффективность механизма когезионного разрушения, но, что удивительно, даже повышает надежность системы.
Изготовили упаковки (VSP20), содержащие пленку по Примеру 18 в качестве верхнего полотна, герметично соединенного с золотой полипропиленовой поверхностью имеющегося на рынке плоского картона (код В0847), ранее упомянутого в качестве подложки, и 50 г мортаделлы в качестве продукта, на машине VS26 компании Cryovac для упаковывания в лоток с плотно прилегающей пленкой согласно протоколу Р2 при следующих параметрах настройки: время вакуумирования 7 сек, плоский купол, температура купола: 190°С и 200°С.
Оценили по три упаковки для каждых условий на предмет эффективности открывания, и получили следующие результаты.
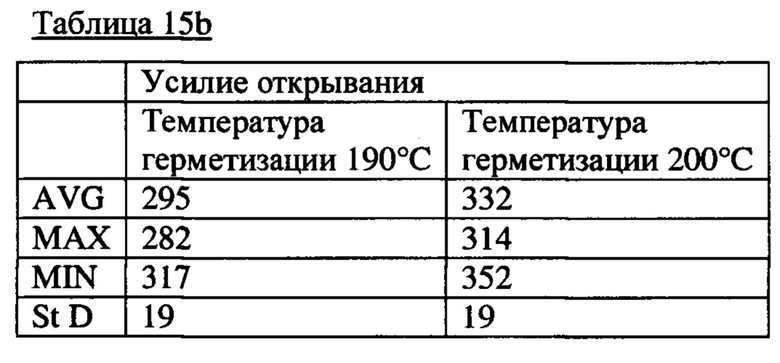
Как видно из данных, приведенных в Таблице 15b, упаковки VSP20 согласно изобретению, у которых верхняя пленка содержит хрупкую смесь с легким открыванием (пленка по Примеру 18), а нижней частью покрытый полипропиленом картон, продемонстрировали хорошие показатели усилия открывания, которым соответствует плавное открывание упаковок вручную.
Обрабатываемость
Пленки согласно изобретению изготавливались на различном оборудовании и в различных условиях (смотри протоколы P1, Р2 и Р3), но никогда не создавали каких-либо сложностей при резке, как это обычно имело место у пленок, взятых за эталон.
В заключение, все испытанные пленки согласно изобретению хорошо зарекомендовали себя на всем оборудовании и во всех условиях испытания.
Испытание на тепловую обработку в СВЧ-печи
Это испытание проводилось, чтобы оценить применимость испытываемых пленок в качестве верхних полотен вакуумных упаковок из плотно прилегающей пленки при тепловой обработке в СВЧ-печи.
Испытание проводилось с использованием пленки по Примеру 10 в качестве верхнего полотна, герметично соединенного с лотками UBST 1520-30 и UBST 1826-27 (общей толщиной 750 мкм, ПП/вкладыш YY, как показано в Таблице 16) согласно протоколу Р2 (Tray Skin) и протоколу РЗ (Darfresh On Tray) в обоих случаях при температуре купола 150°С, с целью упаковывания маринованного лосося. Поместили еще закрытые упаковки в СВЧ-печь и в течение 3 мин нагревали с мощностью 900 Вт.Во время тепловой обработки происходило раздувание (верхнее полотно, раздулось под давлением внутренних паров) и самовентиляция упаковок (пары выпускались через уплотнение между верхней частью и лотком с длинной стороны упаковки). После тепловой обработки упаковки были вручную открыты двумя экспертами: они легко открывались, а прочность герметизации была однородной и последовательной на протяжении упаковки.
Лосось получился равномерно приготовленным.
В заключение, упаковки отлично зарекомендовали себя в этом испытании с точки зрения раздувания и самовентиляции. В конце цикла тепловой обработки они легко открывались без отслоения прокладки и образования бахромы. Образование бахромы является общим недостатком известных из техники пригодных для использования в СВЧ-печи вакуумных упаковок из плотно прилегающей пленки, у которых хрупкая смесь с легким открыванием включена в нижнее полотно.
Упаковки согласно изобретению, содержащие систему легкого открывания в верхнем полотне, обеспечивают неожиданные преимущества с точки зрения универсальности и дешевизны, поскольку они позволяют изготавливать пригодные для тепловой обработки в СВЧ-печи легко открываемые вакуумные упаковки из плотно прилегающей пленки с использованием в качестве подложки простых и недорогих лотков вместо гораздо более дорогостоящих и конструктивно сложных нижних полотен.
Оценка срока годности
По имеющимся данным барьерные характеристики верхнего полотна, используемого в вакуумной упаковке из плотно прилегающей пленки, значительно влияют на изменение и стабильность цвета мяса во время хранения.
Провели испытание на сохранность свежего мяса, чтобы сравнить, как сохраняется его цвет в вакуумной упаковке из плотно прилегающей пленки, содержащей пленку согласно изобретению, которая в качестве верхнего полотна содержит слой из хрупкой смеси с легким открыванием, и в стандартной упаковке (без слоя с легким открыванием в верхнем полотне).
Сравнили пленку по Примеру 10, содержащую хрупкую смесь с легким открыванием, и пленку аналогичной структуры по Примеру С2, но без слоя из хрупкой смеси с легким открыванием, при этом обе пленки имели толщину 110 мкм.
Изготовили вакуумные упаковки из плотно прилегающей пленки согласно с протоколу Р3, упаковали в них свежие бифштексы, и провели испытание на сохранность.
Технические подробности
Продукт: бифштексы из спинной части весом около 300-350 г через 8 дней после убоя.
Машина: Multivac R272CD.
Верхние полотна: по Примеру 10 в сравнении с Примером С2.
Лоток: из ПП толщиной 650 микрон с вкладышем (YY, 45 мкм), имеющим состав, указанный в Таблице 16.
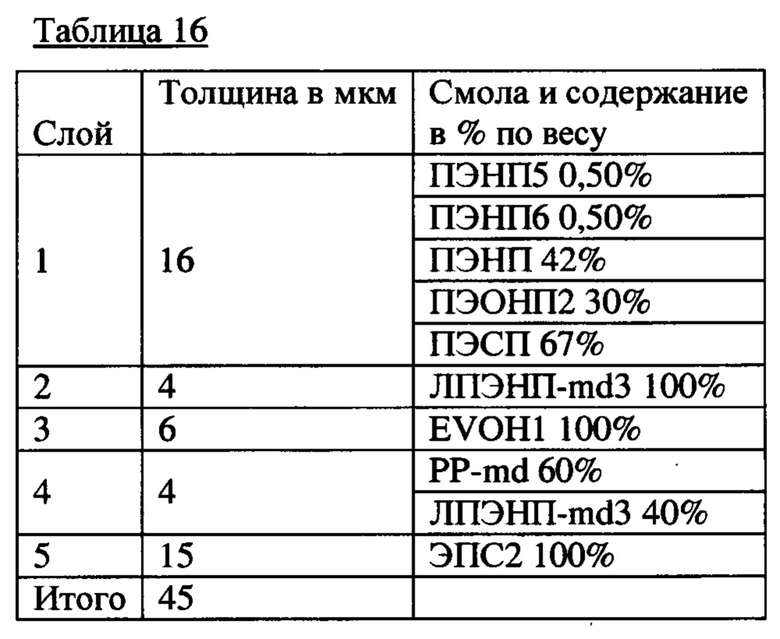
Оценка цвета: приборная (колориметр Minolta CM600d) и визуальная (невооруженным глазом).
Условия хранения: 1-2°С, относительная влажность около 60%, подсветка дисплея в течение дня.
Данные о цвете были представлены на диаграмме (фиг. 6) с указанием параметра а* (показатель красноты продукта: чем выше показатель а*, тем краснее продукт), который описывает изменение цвета во время хранения.
Как оказалось в результате испытания, все вакуумные упаковки из плотно прилегающей пленки, содержащие пленки согласно изобретению или сравнительные пленки в качестве верхних полотен, продемонстрировали весьма сравнимое и удовлетворительное поведение, которое обеспечивало стабильность цвета мяса в течение более одного месяца.
В течение второго месяца краснота цвета несколько уменьшалась, что стало очевидным в конце месяца и привело к потере яркости. В то же время, были очевидны симптомы порчи с образованием газовых карманов в упаковке и выделением посторонних запахов после открывания. Однако не наблюдалось явного или точечного обесцвечивания, и цвет мяса оставался приемлемым на протяжении всего срока хранения.
В заключение, оказалось, что пленка по Примеру 10 со слоем из хрупкой смеси с легким открыванием имеет срок годности, сравнимый со стандартной пленкой по Примеру С2.
Наконец, пленки согласно настоящему изобретению позволяют значительно упростить вакуумные упаковки из плотно прилегающей пленки: высокотехнологичное верхнее полотно выполняет большинство функций, требуемых для вакуумной упаковки из плотно прилегающей пленки (отличная формуемость и сопротивление имплозии, пригодность для использования в СВЧ-печи, нейтрализация запаха и легкость открывания), что тем самым обеспечивает исключительную универсальность выбора нижнего полотна, которое на практике может служить только подложкой. Пленке может придаваться большая или меньшая герметизируемость и способность прилипать к любому материалу подложки путем выбора композиции наружного слоя (а) верхнего полотна. Следовательно, нижним полотном может являться простая, даже жесткая подложка из одного материала, который может быть дешевым, что снижает общую стоимость упаковки. Кроме того, сшитые хрупкие смеси с легким открыванием более надежны и характеризуются незначительной изменчивостью характеристик открывания.




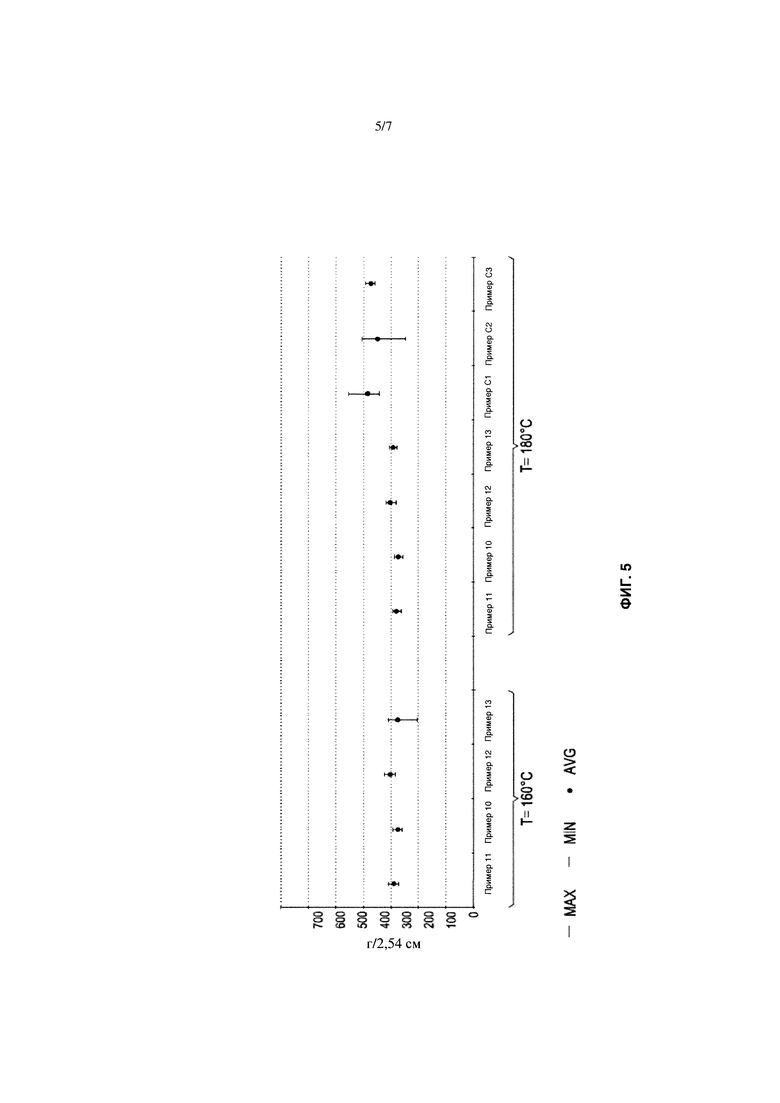
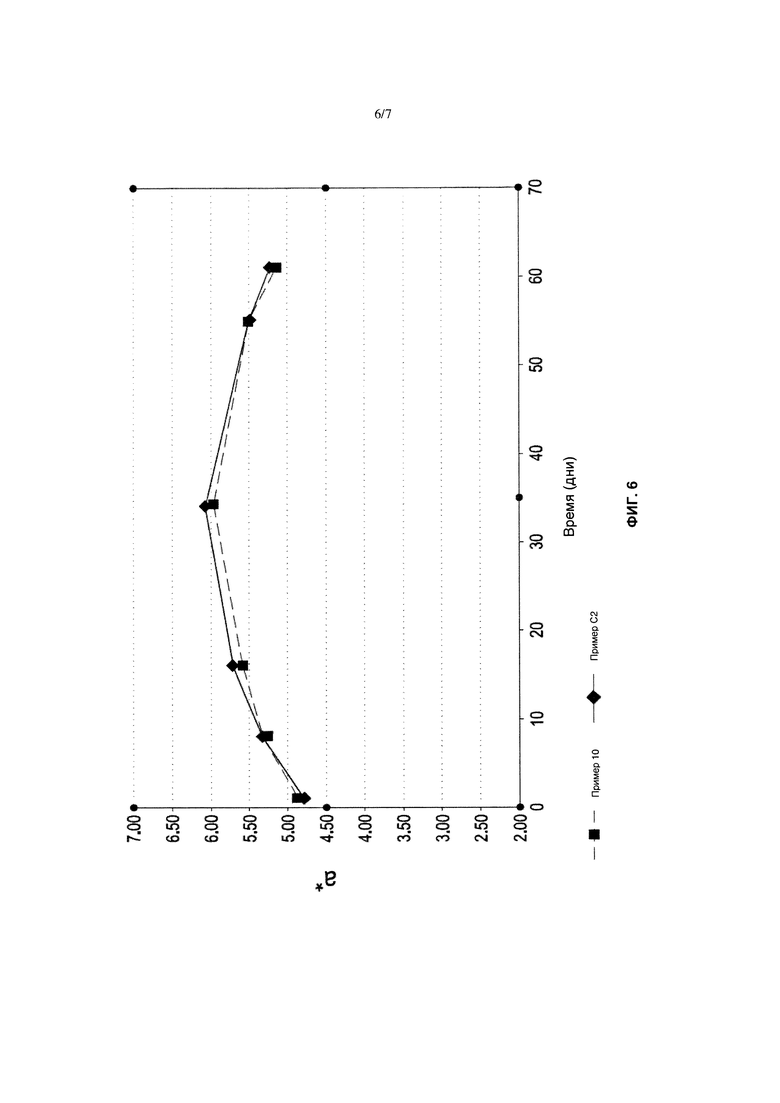
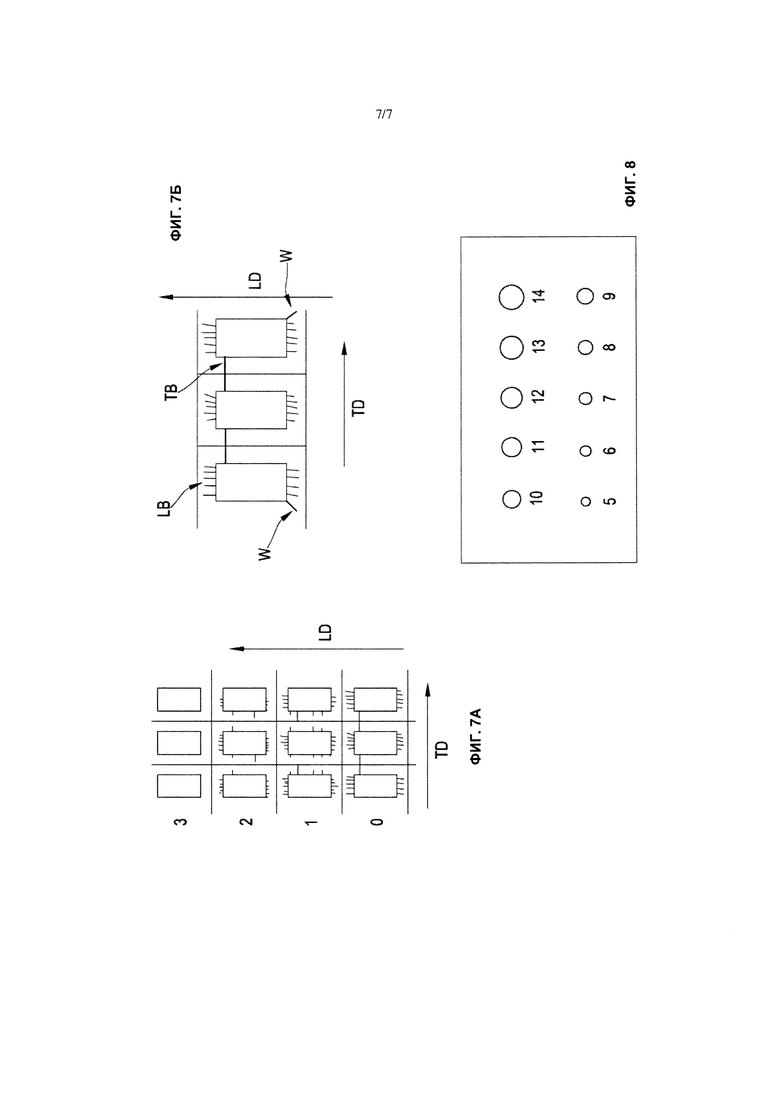
Изобретение относится к сшитым пленкам для упаковывания в вакууме в плотно прилегающую пленку, используемым в качестве верхних полотен вакуумных упаковок из плотно прилегающей пленки, которым приданы свойства легкого открывания, и к изготавливаемым из них упаковкам. Пленки согласно изобретению содержат, по меньшей мере, один слой из хрупкой смеси несовместимых полимеров. Изобретение обеспечивает изготовление более простых и дешевых нижних структур для вакуумных упаковок из плотно прилегающей пленки путем переноса функции легкого открывания из нижнего полотна в верхнее полотно. За счет этого нижнее полотно помимо необязательной герметичности и барьерных свойств должно выполнять только функции подложки, что позволяет значительно упростить конструкцию. 4 н. и 19 з.п. ф-лы, 8 ил., 17 табл.
1. Сшитая термопластичная многослойная пленка, применимая в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку, содержащая, по меньшей мере,
наружный термосвариваемый слой (а),
слой (b), непосредственно сцепленный со слоем (а) или сцепленный со слоем (а) посредством опционального/необязательного слоя (а'), и опционально/необязательно
термопластичный слой (с), примыкающий или непосредственно связанный со слоем (b),
при этом слой (а) и/или слой (а'), если он имеется, и/или слой (b) содержит сшитую хрупкую смесь (В) с легким открыванием, по меньшей мере, из двух химически или физически несовместимых полимеров.
2. Пленка по п. 1, в которой хрупкая смесь (В) с легким открыванием предпочтительно состоит из:
(i) сополимера этилена и акриловой кислоты или метакриловой кислоты и (ii) модифицированного сополимера ЭВА, или
(i) сополимера этилена и акриловой кислоты или метакриловой кислоты и (iii) полибутилена, или
(ii) гомо- или сополимера этилена или сополимера ЭВА и (iii) полибутилена.
3. Пленка по п. 1 или 2, в которой хрупкая смесь (В) с легким открыванием дополнительно содержит третий полимер, образуя тем самым трехкомпонентную смесь, которая содержит сополимер этилена и акриловой кислоты или метакриловой кислоты (i), модифицированный сополимер ЭВА или гомо- или сополимер этилена или сополимер ЭВА (ii) и полибутилен (iii).
4. Пленка по любому из предшествующих пунктов, в которой хрупкая смесь (В) с легким открыванием содержит:
(i) сополимер этилена и акриловой кислоты или метакриловой кислоты, (ii) модифицированный сополимер ЭВА и опционально/необязательно (iii) полибутилен; или
(i) иономер и (iii) полибутилен; или
(ii) сополимер ЭВА и (iii) полибутилен; или
(ii) гомо- или сополимер этилена и (iii) полибутилен.
5. Пленка по любому из предшествующих пунктов, в которой хрупкая смесь (В) с легким открыванием предпочтительно состоит из
(i) иономера,
(ii) тройного сополимера этилена, винилацетата и моноокиси углерода, и
(iii) сополимера этилен-бутена или гомополимера бутена.
6. Пленка по любому из предшествующих пунктов, в которой полимером (i), если он присутствует, является иономер цинка
7. Пленка по любому из предшествующих пунктов, в которой хрупкой смесью (В) с легким открыванием является трехкомпонентная смесь, которая предпочтительно состоит из:
от 35% до 83%, предпочтительно от 50% до 70% по весу сополимера этилена и акриловой кислоты или метакриловой кислоты (i),
от 15% до 30%, предпочтительно от 18% до 25% по весу модифицированного сополимера ЭВА или гомо- или сополимера этилена или сополимера ЭВА (ii), и
от 2% до 50%, предпочтительно от 5% до 40% по весу полибутилена (iii).
8. Пленка по п. 2, в которой хрупкая смесь (В) состоит из:
(i) более 50% сополимера этилена и акриловой кислоты или метакриловой кислоты и (ii) дополняющего до 100% модифицированного сополимера ЭВА, или
(i) более 50% сополимера этилена и акриловой кислоты или метакриловой кислоты и (iii) дополняющего до 100% полибутилена, или
(ii) более 50% гомо- или сополимера этилена или сополимера ЭВА и (iii) дополняющего до 100% полибутилена.
9. Пленка по любому из предшествующих пунктов, в которой отсутствует слой (а').
10. Пленка по любому из предшествующих пунктов, в которой только слой (b) содержит хрупкую смесь (В) с легким открыванием и предпочтительно слой (b) содержит, по меньшей мере, 50%, 60%, 70%, 80%, 90% или предпочтительно состоит из хрупкой смеси (В).
11. Пленка по любому из предшествующих пунктов, в которой присутствует слой (с), который содержит
(d) устойчивый к неправильному обращению наружный слой, и/или
(e) внутренний барьерный слой, и/или
(f) объемный слой и опционально/необязательно
(g) один или несколько внутренних связующих слоев.
12. Пленка по п. 11, в которой слой (с) содержит два объемных слоя (f) и внутренний газобарьерный слой (е), при этом два объемных слоя (f) расположены с противоположных сторон внутреннего газобарьерного слоя (е).
13. Пленка по любому из предшествующих пунктов, в которой
- наружный термосвариваемый слой (а) содержит, по меньшей мере, 50%, 60%, 70%, 80%, 90% или предпочтительно состоит из герметизируемого материала, выбранного из гомо- или сополимеров этилена, сополимеров этилена/альфа-олефина, полипропилена, сополимеров этилена/акриловой кислоты, сополимеров этилена/метакриловой кислоты, иономеров, сополимеров этилен-винилацетата (ЭВА) и их смесей, и/или
- устойчивый к неправильному обращению наружный слой (d), если он присутствует, содержит, по меньшей мере, 50%, 60%, 70%, 80%, 90% или предпочтительно состоит из полимера, выбранного из иономеров, ПЭНП, ПЭВП и их смесей, предпочтительно ПЭВП, и/или
барьерный слой (е), если он присутствует, содержит, по меньшей мере, 50%, 60%, 70%, 80%, 90% или состоит из полимера, выбранного из ПВДХ, полиамидов, EVOH, сложных полиэфиров и их смесей, предпочтительно EVOH, опционально/необязательно смешанных с полиамидами, и/или
объемный слой (f), если он присутствует, содержит, по меньшей мере, 50%, 60%, 70%, 80%, 90% или предпочтительно состоит из полимера, выбранного из полиэтилена низкой плотности, сополимеров этилен-винилацетата, линейных полиэтиленов низкой плотности, линейных полиэтиленов сверхнизкой плотности, иономеров и их смесей, предпочтительно из иономеров, сополимеров этилен-винилацетата и их смесей.
14. Пленка по любому из предшествующих пунктов, в которой
- толщина слоя (а) составляет от 1 до 10 мкм, предпочтительно от 1 до 5 мкм, более предпочтительно от 1 до 3 мкм, и/или
- толщина слоя (а'), если он присутствует, составляет от 1 до 10 микрон, предпочтительно от 1 до 5 микрон, более предпочтительно от 1 до 3 мкм, и/или
- толщина слоя (b) составляет от 2 до 30 мкм, предпочтительно от 4 до 20 микрон, более предпочтительно от 4 до 10 микрон.
15. Пленка по любому из предшествующих пунктов, дополнительно характеризующаяся
- сопротивлением имплозии, по меньшей мере, 8 мм, по меньшей мере, 10 мм, предпочтительно, по меньшей мере, 11 мм, более предпочтительно, по меньшей мере, 12 мм, еще более предпочтительно, по меньшей мере, 13 мм, измеренным методом испытания на сопротивление имплозии согласно настоящему описанию; и/или
- содержанием геля во всей пленке, когда все полимеры, образующие пленку, растворимы в толуоле до сшивания, или, по меньшей мере, ее часть состоит из полимеров, растворимых в толуоле до сшивания, не менее 40%, предпочтительно не менее 60% по весу всей пленки или весу упомянутой части пленки, соответственно, измеренным методом согласно настоящему описанию; и/или
- показателем текучести расплава всей пленки, измеренным при 230°С и нагрузке 21,6 кг согласно ASTM D-1238, не выше 3 г/10 мин, предпочтительно не выше 2 г/10 мин, более предпочтительно не выше менее 1 г/10 мин, еще более предпочтительно около 0 г/10 мин, и/или
- показателем текучести расплава всей пленки, измеренным при 230°С и нагрузке 2,16 кг согласно ASTM D-1238, не выше 2 г/10 мин, предпочтительно не выше 1 г/10 мин, более предпочтительно около 0 г/10 мин, и/или
- показателем формуемости при образовании как перемычек, так сращений (продольных и поперечных), по меньшей мере, 2,0, предпочтительно, по меньшей мере, 2,5, еще более предпочтительно, по меньшей мере, 2,8, измеренным методом испытания на формуемость согласно настоящему описанию.
16. Легко открываемая вакуумная упаковка из плотно прилегающей пленки, содержащая:
- сшитую верхнюю пленку по любому из пп. 1-15,
- подложку и
- продукт, помещенный на подложку,
при этом пленка охватывает продукт и герметично соединена со всей поверхностью подложки, не покрытой продуктом.
17. Упаковка по п. 16, в которой подложка содержит однослойное или многослойное полотно, которое не содержит хрупкую смесь (В) с легким открыванием по любому из пп. 1-8.
18. Упаковка по п. 16 или 17, в которой подложкой является многослойная подложка, содержащая уплотнительный слой и, по меньшей мере, объемный слой, содержащий полиэтилен, ПЭВП, полистирол, полиэфир, поливинилхлорид (ПВХ), полипропилен, полиамиды, картон или алюминий.
19. Упаковка по любому из пп. 16-18, в которой подложка имеет, по меньшей мере, одно отверстие.
20. Упаковка по любому из пп. 16-19, в которой продуктом является пищевой продукт.
21. Упаковка по любому из пп. 16-20, применимая для тепловой обработки в СВЧ-печи.
22. Способ упаковывания в вакууме в плотно прилегающую пленку для изготовления легко открывающейся вакуумной упаковки из плотно прилегающей пленки, включающий:
- использование сшитой верхней пленки по любому из пп. 1-15, содержащей наружный слой (а),
- использование подложки,
- размещение пленки над подложкой наружным слоем (а) в сторону подложки,
- размещение продукта между верхней пленкой и подложкой,
- нагрев верхней пленки и ее формование поверх и вокруг продукта и вплотную к подложке с вакуумированием пространства между нагретой верхней пленкой и подложкой для формирования плотно прилегающей пленки вокруг продукта, и
герметичное соединение верхней пленки со всей поверхностью подложки, не покрытой продуктом, за счет перепада давления воздуха.
23. Применение пленки по любому из пп. 1-15 в качестве верхнего полотна в легко открываемых вакуумных упаковках из плотно прилегающей пленки.
| US 5346735 A, 13.09.1994 | |||
| WO 9954398 A1, 28.10.1999 | |||
| US 2010266676 A1, 21.10.2010 | |||
| US 3574642 A, 13.04.1971. |

