Область техники, к которой относится изобретение
Изобретение относится в целом к упаковке, упакованному продукту и способу высвобождения вещества в камеру упаковки.
Предпосылки создания изобретения
При упаковывании пищевых продуктов (например, свежего мяса или рыбы) обычно помещают пищевой продукт на жесткий лоток (например, лоток из термоформованного пенополистирола, имеющий центральную вдавленную область и окружающую ее периферийную кромку). Затем поверх пищевого продукта может помещаться термопластичная пленка и термически свариваться с периферийной кромкой с целью герметизации пищевого продукта.
Однако относительно высокая стоимость таких лотков обусловливает высокую долю конечных затрат на упаковку в таких упаковочных систем. Кроме того, вес и объем упаковки остаются довольно высокими, особенно по сравнению с весом содержащегося в ней продукта, что приводит к увеличению затрат на транспортировку и хранение. Обычно существуют затраты и неудобства, связанные с транспортировкой и хранением лотков перед их использованием в упаковках. Кроме того, такие лотки увеличивают объем упаковочных отходов, с которыми потребитель должен иметь дело после вскрытия упаковки.
Некоторые конечные потребители могут уделять больше внимания удалению отходов из-за налогов, взимаемых в некоторых странах из расчета количества отходов на человека. Кроме того, уделяется повышенное внимание сохранению окружающей среды и энергоресурсов.
Существует необходимость в упаковывании, которое позволяет снизить стоимость готовой упаковки и затраты, связанные с организацией сбора и удаления отходов и их утилизацией.
Существует также потребность в порционных и готовых к употреблению или использованию продуктах и желание иметь возможность придавать конкретный аромат продукту или повышать безопасность продукта перед использованием или употреблением. Это, в частности, касается пищевых продуктов, в особенности, на белковой основе, в частности рыбы или мяса, или предметов личного ухода, гигиены, или лекарственных препаратов.
Среди потребителей существует тенденция уделять повышенное внимание снижению безопасности отходов пищевых продуктов. Среди потребителей также существует тенденция желать, чтобы продукту придавался конкретный аромат без необходимости дополнительной упаковки.
Краткое изложение сущности изобретения
Изобретение согласно первой особенности относится к упаковке для продукта, содержащей:
верхнюю и нижнюю противоположные пленки, прикрепленные друг к другу в зоне хрупкого уплотнения камеры и образующие камеру, которая способна вмещать продукт; и
полый каркас вблизи камеры, способный вмещать определенное вещество,
при этом между камерой и каркасом находится зона хрупкого уплотнения камеры, при разрыве которой вещество вытекает из каркаса в камеру и контактирует с продуктом.
В одном из вариантов осуществления зона хрупкого уплотнения камеры имеет прочность на отрыв 0,058-0,309 Н/мм.
В одном из вариантов осуществления верхняя и нижняя противоположные пленки камеры являются гибкими.
В одном из вариантов осуществления верхняя или нижняя пленка камеры содержит герметизирующий слой (seal layer) и хрупкий слой (frangible layer), сцепленный с улотнительным слоем, при этом хрупкий слой содержит хрупкую смесь, а уплотнительный слой сцеплен с другой пленкой из верхней или нижней пленки камеры в зоне хрупкого уплотнения камеры.
В одном из вариантов осуществления хрупкая смесь имеет прочность на отрыв 0,058-0,309 Н/мм.
В одном из вариантов осуществления в камере содержится продукт, а верхняя и нижняя пленки камеры сплющены друг с другом под действием вакуума вокруг продукта.
В одном из вариантов осуществления в камере содержится продукт, при этом продукт в камере находится в модифицированной среде.
В одном из вариантов осуществления вещество включает, по меньшей мере, одно вещество, выбранное из группы, состоящей из биоцида и органолептического вещества.
В одном из вариантов осуществления вещество включает, по меньшей мере, одно вещество, выбранное из группы, состоящей из озона и двуокиси хлора.
В одном из вариантов осуществления каркас содержит верхнюю и нижнюю противоположные пленки, прикрепленные друг к другу в зоне наружного уплотнения каркаса вблизи наружной стороны каркаса, при этом каркас дополнительно содержит зону внутреннего хрупкого уплотнения каркаса вблизи камеры, имеющую одинаковую протяженность с зоной хрупкого уплотнения камеры.
В одном из вариантов осуществления зона внутреннего хрупкого уплотнения каркаса имеет прочность на отрыв 0,058-0,309 Н/мм.
В одном из вариантов осуществления пленка крышки содержит как верхнюю пленку каркаса, так и верхнюю пленку камеры; пленка основы содержит как нижнюю пленку каркаса, так и нижнюю пленку камеры; при этом пленка крышки и пленка основы проходят непрерывно от каркаса до камеры.
В одном из вариантов осуществления пленка крышки сформирована из пленочного полотна крышки, а пленка основы сформирована из пленочного полотна основы.
В одном из вариантов осуществления пленка крышки прикреплена к пленке основы в зоне наружного уплотнения каркаса.
В одном из вариантов осуществления верхняя и нижняя пленки каркаса прикреплены друг к другу в зоне наружного уплотнения каркаса путем подвода тепла к зоне наружного уплотнения каркаса.
В одном из вариантов осуществления каркас содержит разрывной направитель вещества вблизи зоны хрупкого уплотнения камеры, который сконфигурирован на направление вещества в сторону продукта при разрыве зоны хрупкого уплотнения камеры.
В одном из вариантов осуществления направитель вещества является коническим, полусферическим или сферическим.
В одном из вариантов осуществления зона хрупкого уплотнения камеры образует границу между направителем вещества и камерой.
В одном из вариантов осуществления верхняя и нижняя пленки камеры содержат один или несколько термопластичных полимерных материалов.
В одном из вариантов осуществления упаковка представляет собой упаковку в соответствии с первой особенностью, содержащую продукт внутри камеры и, по меньшей мере, одно вещество внутри каркаса.
В одном из вариантов осуществления продуктом является пищевой продукт.
В одном из вариантов осуществления пищевым продуктом является, по меньшей мере, один продукт, выбранный из группы, состоящей из мяса, рыбы, овощей и фруктов.
В одном из вариантов осуществления каркас содержит, по меньшей мере, две ячейки, и в отдельных ячейках, по меньшей мере, из двух ячеек содержатся различные вещества.
Изобретение согласно второй особенности относится к способу высвобождения, по меньшей мере, одного вещества в камеру упаковки, включающему:
использование, по меньшей мере, одного вещества в полом каркасе вблизи камеры; и
разрушение хрупкого уплотнения между камерой и полым каркасом с целью высвобождения в камеру, по меньшей мере, одного вещества, содержащегося в полом каркасе.
В одном из вариантов осуществления в камере находится продукт.
В одном из вариантов осуществления продуктом является пищевой продукт.
В одном из вариантов осуществления пищевым продуктом является, по меньшей мере, один продукт, выбранный из группы, состоящей из мяса, рыбы, овощей и фруктов.
В одном из вариантов осуществления каркас содержит, по меньшей мере, две ячейки, в первой ячейке, по меньшей мере, из двух ячеек находится первое вещество, во второй ячейке, по меньшей мере, из двух ячеек находится второе вещество, при этом первое вещество высвобождается в камеру до высвобождения в камеру второго вещества.
Изобретение согласно третьей особенности относится к способу упаковывания, включающему:
использование полотна основы из определенного материала;
помещение продукта на полотно основы;
размещение над продуктом полотна крышки из определенного материала;
прикрепление полотна крышки к полотну основы в зоне хрупкого уплотнения камеры с целью формирования камеры, охватывающей продукт;
прикрепление полотна крышки к полотну основы в одной или нескольких зонах уплотнения каркаса с целью формирования полого каркаса вблизи камеры, приспособленного служить опорой для камеры, когда каркас раздут; и
помещение определенного вещества в каркас.
В одном из вариантов осуществления способ дополнительно включает загибание, по меньшей мере, части полотна основы над продуктом с целью формирования полотна крышки.
В одном из вариантов осуществления, по меньшей мере, одна из зон уплотнения каркаса имеет одинаковую протяженность с зоной хрупкого уплотнения камеры.
В одном из вариантов осуществления путем прикреплении полотна крышки к полотну основы в зоне хрупкого уплотнения камеры формируется камера, внутри которой находится модифицированная среда.
В одном из вариантов осуществления способ дополнительно включает создание вакуума в камере путем вакуумирования области, сконфигурированной на формирование камеры, до прикрепления полотна крышки к полотну основы в зоне хрупкого уплотнения камеры.
В одном из вариантов осуществления путем прикрепления полотна крышки к полотну основы в одной или нескольких зонах уплотнения каркаса формируется полый каркас, содержащий газ под давлением выше атмосферного давления.
В одном из вариантов осуществления способ дополнительно включает введение модифицированной среды в камеру.
В одном из вариантов осуществления способ дополнительно включает раздувание полого каркаса.
В одном из вариантов осуществления способ дополнительно включает термоформование, по меньшей мере, части полотна основы путем придания желаемой конфигурации до размещения продукта на полотне основы.
В одном из вариантов осуществления способ дополнительно включает термоформование, по меньшей мере, части полотна крышки путем придания желаемой конфигурации до размещения полотна крышки над продуктом.
В одном из вариантов осуществления способ дополнительно включает, по меньшей мере, частичное разматывание рулонного полотна основы с целью использования полотна основы.
В одном из вариантов осуществления способ дополнительно включает, по меньшей мере, частичное разматывание рулонного полотна крышки с целью использования полотна крышки.
В одном из вариантов осуществления способ дополнительно включает разделение полотна основы на часть полотна основы упаковки и остальную часть полотна основы, при этом полый каркас содержит часть полотна основы упаковки, а остальная часть полотна основы находится за пределами части полотна основы упаковки.
В одном из вариантов осуществления способ дополнительно включает разделение полотна крышки на часть полотна крышки упаковки и остальную часть полотна крышки, при этом полый каркас содержит часть полотна крышки упаковки, а остальная часть полотна крышки находится за пределами части полотна крышки упаковки.
В одном из вариантов осуществления прикрепление полотна крышки к полотну основы с целью формирования камеры и прикрепление полотна крышки к полотну основы с целью формирования каркаса выполняется одновременно.
Краткое описание чертежей
На фиг. 1 показан вид сверху одного из вариантов осуществления упаковки, имеющей раздутый каркас и содержащей модифицированную среду в камере;
на фиг. 2 показан вид в разрезе по линии 2-2 на фиг. 1;
на фиг. 3 показан вид сверху одного из вариантов осуществления упаковки, в котором каркас прерывается уплотнениями;
на фиг. 4 показан вид сверху одного из вариантов осуществления упаковки;
на фиг. 5 показана типичная блок-схема одного из вариантов осуществления технологической линии для изготовления упаковки;
на фиг. 6 показан вид в плане одного из вариантов осуществления упаковки, имеющей канал для раздувания каркаса и канал для раздувания камеры;
на фиг. 7 показан вид в разрезе одного из вариантов осуществления упаковки, имеющей термоформованную пленку основы;
на фиг. 8 показан вид в разрезе одного из вариантов осуществления упаковки, имеющей термоформованную пленку основы и термоформованную пленку крышки;
на фиг. 9 показан вид в перспективе одного из вариантов осуществления упаковки;
на фиг. 10 показан вид в разрезе по линии 10-10 упаковки, показанной на фиг. 9;
на фиг. 11 показан вид в перспективе одного из вариантов осуществления упаковки;
на фиг. 12 показан вид в разрезе по линии 12-12 упаковки, показанной на фиг. 11;
на фиг. 13 показан увеличенный вид края упаковки, показанной на фиг. 12;
на фиг. 14 показан увеличенный вид края упаковки, показанной на фиг. 11, в разорванном состоянии;
на фиг. 15 показан вид в разрезе одного из вариантов осуществления упаковки;
на фиг. 16 показан вид в перспективе одного из вариантов осуществления упаковки;
на фиг. 17 показан вид в разрезе по линии 17-17, упаковки показанной на фиг. 16;
на фиг. 18 показан вид в разрезе одного из вариантов осуществления камеры вакуумирования/продувки газом/термического уплотнения/раздувания, показанной на фиг. 5, в открытом состоянии;
на фиг. 19 показан вид в разрезе показанной на фиг. 18 камеры в закрытом состоянии;
на фиг. 20 показан вид в разрезе показанной на фиг. 18 камеры в состоянии герметизации камеры упаковки;
на фиг. 21 показан вид в разрезе показанной на фиг. 18 камеры в состоянии герметизации каркаса упаковки;
на фиг. 22 показан вид в разрезе показанной на фиг. 18 камеры в открытом состоянии при сформированной упаковке;
на фиг. 23 показан вид в разрезе одного из вариантов осуществления камеры вакуумирования/продувки газом/термического уплотнения/раздувания для использования при формировании плотно прилегающей вакуумной упаковки;
на фиг. 24 показан вид в разрезе одного из вариантов осуществления участка термоформования;
на фиг. 25 показан вид в разрезе одного из вариантов осуществления участка термоформования;
на фиг. 26 показана блок-схема одного из вариантов осуществления технологической линии для изготовления упаковки;
на фиг. 27 показан вид в разрезе одного из вариантов осуществления термоформованной пленки основы, применимой для изготовления упаковки;
на фиг. 28 показан вид сверху пленки основы, полученной путем термоформования, как показано на фиг. 27;
на фиг. 29, 30 и 31, показаны виды сверху вариантов осуществления упаковки; и
на фиг. 32 показан вертикальный вид сбоку продукта согласно одному из вариантов осуществления упаковки.
Подробное описание
Описанная в изобретении "упаковка" может применяться для упаковывания продуктов, например, пищевых продуктов и непищевых продуктов.
Используемый термин "пищевые продукты" включает без ограничения продукты на белковой основе, например, сырое, приготовленное или частично приготовленное мясо и рыбу, а также овощи, фрукты и т.д.
Используемый термин "пленка" означает, в том числе, пластмассовую пленку или пластмассовый лист. Пленки могут содержать один или несколько слоев термопластичных полимерных материалов, таких как, например, полиолефины, полистиролы, полиуретаны, полиамиды, сложные полиэфиры, поливинилхлориды, иономеры, сополимер этилена и винилацетата (EVA), этиленвиниловый спирт (EVOH) и их смеси. Термин "пленка" также означает, в том числе, любую из верхних и нижних пленок 18 (118), 20 (120) камеры, верхних и нижних пленок 26 (126), 28 (128) каркаса и пленок 34 (134), 36 (136) крышки и основы.
Применимые полиолефины включают гомо- и сополимеры этилена и гомо- и сополимеры пропилена. Гомополимеры этилена включают полиэтилен высокой плотности (ПЭВП), которая составляет более 0,94 г/см3, обычно от 0,94 до 0,96 г/см3, полиэтилен средней плотности (ПЭСП), которая обычно составляет от 0,93 до 0,94 г/см3, и полиэтилен низкой плотности (ПЭНП), которая составляет менее 0,93 г/см3. Сополимеры этилена включают сополимеры этилена и альфа-олефинов (ЭАО) и сополимеры этилена и ненасыщенных сложных эфиров (используемый термин (сополимер" означает, в том числе, полимер, полученный из мономеров двух или более типов, и включает терполимеры и т.д.).
ЭАО могут включать сополимеры этилена и одного или нескольких альфа-олефинов, у которых большая часть молярного содержания сополимера приходится на долю этилена. Сомономер может включать один или несколько С3-С20 альфа-олефинов, таких как один или несколько С4-С12 альфа-олефинов, или один или несколько C4-C8 альфа-олефинов. Применимые альфа-олефины включают 1-бутен, 1-гексен, 5-метил-1-пентен, 1-октен и их смеси. ЭАО включают одно или несколько из следующего: линейный полиэтилен средней плотности (ЛПЭСП), например имеющий плотность от 0,926 до 0,94 г/см3, линейный полиэтилен низкой плотности (ЛПЭНП), например, имеющий плотность от 0,915 до 0,930 г/см3, и полиэтилен очень низкой плотности (ПЭОНП) или полиэтилен сверхнизкой плотности (ПЭСНП), например, имеющие плотность менее 0,915 г/см3. Если не указано иное, все указанные плотности измеряются в соответствии со стандартом ASTM D1505.
Полимеры и сополимеры полиэтилена могут являться гетерогенными или гомогенными. Как известно в данной области техники, гетерогенные полимеры могут иметь относительно широкий разброс по молекулярной массе и распределение по составу, а гомогенные полимеры могут иметь относительно узкий разброс по молекулярной массе и распределение по составу. Гетерогенные полимеры могут быть получены, например, с помощью традиционных катализаторов Циглера-Натта. Гомогенные полимеры могут быть получены с использованием металлоцена или других катализаторов моносайтового типа.
Другим применимым сополимером этилена является сополимер этилена и ненасыщенных сложных эфиров, который является сополимером этилена и одного или нескольких мономерных ненасыщенных сложных эфиров. Применимые ненасыщенные сложные эфиры включают виниловые сложные эфиры алифатических карбоновых кислот, имеющие от 4 до 12 атомов углерода (такие как винилацетат), и алкильные сложные эфиры акриловой или метакриловой кислоты (собирательно алкил(мет) акрилат), имеющие от 4 до 12 атомов углерода.
Применимый сополимер пропилена включает сополимеры этилена и пропилена (СЭП) с преобладающим процентным содержанием по весу пропилена, такие как сополимеры этилена и пропилена с содержанием этиленового сомономера менее 10% по весу, менее 6% по весу или даже от около 2% по весу до 6% по весу; и тройные сополимеры пропилена, этилена и бутена (или тройные сополимеры пропилена, этилена и высших альфа-олефинов) с преобладающим процентным содержанием по весу пропилена, такие как с общим содержанием этилена и бутена (или этилена и более высшего альфа-олефина) менее 25% по весу или даже менее 20% по весу. Пропиленовые полимеры также могут являться гетерогенными или гомогенными.
Применимые полиамиды включают как гомополиамиды, так и сополиамиды (тер- или мульти-) полиамиды, которые могут являться алифатическими, ароматическими или частично ароматическими. Гомополиамиды могут быть получены путем полимеризации мономера одного типа, имеющего обе химические функции, характерные для полиамидов, то есть аминогруппы и кислотные группы, при этом такие мономеры обычно являются лактамами аминокислот, или путем поликонденсации полифункциональных мономеров двух типов, то есть полиаминов с многоосновными кислотами. С другой стороны, со-, тер- и мультиполиамиды могут быть получены путем сополимеризации мономеров-предшественников, по меньшей мере, двух (трех или более) различных полиамидов, например, двух различных лактамов, или полиаминов и/или поликислот двух типов, или лактама, с одной стороны, и полиамида и поликислоты, с другой стороны. Примерами применимых полиамидов являются РА 6, РА 6/66, РА 6/12, PA 6I/6T, PA MXD6, PA MXD6/MXDI и подобные полиамиды.
Примеры применимых сложных полиэфиров включают аморфные сложные (со)полиэфиры, содержащие ароматическую дикарбоновую кислоту, например, терефталевую кислоту, нафталиндикарбоновую кислоту и изофталевую кислоту в качестве основного компонента дикарбоновой кислоты и алифатический гликоль, например, этиленгликоль, триметиленгликоль, теткарметиленгликоль, необязательно смешанный с алициклическим гликолем, таким как циклогександиметанол, в качестве основного гликолевого компонента. Могут использоваться сложные полиэфиры с содержанием терефталевой кислоты, по меньшей мере, около 75 мол. % или даже, по меньшей мере, около 80 мол. % в пересчете на общее количество дикарбоновой кислоты.
Как указано выше, любая из пленок может являться однослойной или многослойной. Если пленка является многослойной, она может содержать один или несколько наружных слоев термосвариваемого материала, способствующих термосвариванию пленок друг с другом, как известно в данной области техники. Такой уплотнительный слой может содержать один или несколько рассмотренных выше термопластичных полимеров.
Может быть выгодным, чтобы любая или одна или несколько из пленок имели свойства газового барьера (например, в отношении кислорода, углекислого газа) для уменьшения газопроницаемости пленки. Барьерные свойства могут быть полезны для пленок, например, с целью увеличения срока службы заполненного каркаса 14, продления срока хранения содержащегося в камере 12 упакованного продукта 16 (например, красного мяса), который может портиться под действием кислорода, и поддержания модифицированной среды 24 или вакуума внутри камеры 12. Таким образом, любая или одна или несколько из пленок может содержать один или несколько материалов (барьерных компонентов), которые заметно снижают скорость пропускания кислорода или углекислого газа через пленку и тем самым придают пленке барьерные свойства. (Поскольку барьерные свойства в отношении двуокиси углерода обычно находятся в связи с барьерными свойствами в отношении кислорода, в описании подробно обсуждаются только барьерные свойства в отношении кислорода.) Примеры барьерных компонентов включают сополимер этилена и винилового спирта (EVOH), поливиниловый спирт (PVOH), сополимеры винилиденхлорида (ПВДХ), полиалкиленкарбонат, сложный полиэфир (например, ПЭТ, ПЭН), полиакрилонитрил (ПАН) и полиамид.
Барьерные материалы могут содержать EVOH, ПВДХ, полиамиды и смеси EVOH и полиамидов.
EVOH может иметь содержание этилена от около 20 до 40%, от около 25 до 35% или даже около 32% по весу. EVOH может содержать омыленные или гидролизованные сополимеры этилена и винилацетата, такие как со степенью гидролиза, по меньшей мере, 50% или даже, по меньшей мере, 85%.
Сополимером винилиденхлорида (ПВДХ) является, в том числе, сополимер, содержащий винилиденхлорид, то есть полимер, который содержит мономерные звенья, полученные из винилиденхлорида (СН2=CCl2), и мономерные звенья, полученные из одного или нескольких соединений, включающих винилхлорид, стирол, винилацетат, акрилонитрил и C1-C12 алкильные эфиры (мет)акриловой кислоты (например, метилакрилат, бутилакрилат, метилметакрилат). Как известно в данной области техники, в сочетании с ПВДХ может использоваться один или несколько термостабилизаторов, пластификаторов и технологических смазывающих добавок.
Если пленка является многослойной, один или несколько слоев пленки, которые содержат барьерные компоненты в количестве, достаточном для заметного снижения проницаемости пленки для кислорода, считаются "барьерными слоями". Если пленка является однослойной, барьерные компоненты могут включаться в единственный слой пленки, и сама пленка может считаться "барьерным слоем".
Применимый барьерный слой может иметь толщину и состав, достаточные для придания пленке, содержащей барьерный слой, скорость пропускания кислорода, не превышающую любую из следующих величин: 150, 100, 50, 45, 40, 35, 30, 25, 20, 15, 10 и 5 кубических сантиметров (при стандартных температуре и давлении) на квадратный метр в сутки на 1 атмосферу перепада давлений кислорода, измеренного при относительной влажности 0% и температуре 23°C. Все величины скорости пропускания кислорода в настоящей заявке измеряется при указанных условиях согласно стандарту ASTM D-3985. Например, верхняя и нижняя пленки 18 (118), 20 (120) камеры, а также верхняя и нижняя пленки 26 (126) и 28 (128) каркаса могут иметь толщину и состав, достаточные для придания каждой из пленок любую из указанных ранее скоростей пропускания кислорода. Верхняя и нижняя пленки 18 (118), 20 (120) камеры, а также верхняя и нижняя пленки 26 (126) и 28 (128) каркаса также могут являться гибкими.
Пленки могут изготавливаться из гибкого многослойного материала, содержащего, по меньшей мере, первый наружный герметизирующий (термосвариваемый) слой, необязательный промежуточный газобарьерный слой и второй наружный термостойкий слой. Наружный герметизирующий слой может содержать полимер, привариваемый к внутренней подложке, на которой находятся упаковываемые продукты, таких как, например, гомополимеры или сополимеры этилена, такие как ПЭНП, сополимеры этилена и альфа-олефинов, сополимеры этилена и акриловой кислоты, сополимеры этилена и метакриловой кислоты и сополимеры этилена и винилацетата, иономеры, сложные сополиэфиры, например ПЭТГ. Дополнительный промежуточный газобарьерный слой может содержать непроницаемые для кислорода смолы, такие как ПВДХ, EVOH, полиамиды и смеси EVOH и полиамидов. Наружный термостойкий слой может изготавливаться из гомополимеров или сополимеров этилена, сополимеров этилена и циклических олефинов, таких как сополимеры этилена и норборнена, гомополимеров или сополимеров пропилена, иономеров, сложных сополиэфиры, (со)полиамидов. Пленка может также содержать другие слои, такие как адгезивные слои или объемные слои для увеличения толщины пленки и улучшения ее устойчивости к неправильному обращению и свойств после глубокой вытяжки. В частности, используемые объемные слои представляют собой иономеры, сополимеры этилена и винилацетата, полиамиды и сложные полиэфиры.
Для улучшения межслойной адгезии могут добавляться дополнительные связующие слои, хорошо известные в данной области техники.
Полимерные компоненты в любом из слоев пленки могут содержать соответствующие количества добавок, которые обычно включают в такие композиции. Некоторые из этих добавок могут включаться в наружные слои или в один из наружных слоев, а некоторые другие могут включаться во внутренние слои. Эти добавки включают понижающие трение добавки и противоблокирующие вещества, такие как тальк, воски, кварц и т.п., ингибиторы окисления, стабилизаторы, пластификаторы, наполнители, пигменты и красители, ингибиторы сшивания, усилители сшивания, стабилизаторы излучения, поглотители ультрафиолетового излучения, поглотители запахов, поглотители кислорода, бактерициды, антистатики и т.д. Один или несколько слоев пленок могут быть сшиты с целью повышения прочности и/или термостойкости пленок. Сшивание может достигаться путем использования химических добавок или путем обработки слоев пленки облучением высокой энергии.
Термоусадочная пленка может быть получена путем ее ориентации при температуре выше точки размягчения пленки, но ниже точки плавления пленки. Путем этой ориентации в твердом состоянии создается ориентированная структура, имеющая собственные напряжения, в результате чего при повторном нагревании пленки до температуры ее размягчения, то есть температуры ориентации, пленка будет давать свободную усадку, т.е. неограниченную усадку, например, такую как при прохождении пленки через усадочный туннель.
С другой стороны, термоусадочная пленка может подвергаться отжигу или термофиксации с целью незначительного или преимущественно полного уменьшения свободной усадки. Термофиксация и отжиг осуществляются путем нагревания пленки до ее температуры ориентации с удержанием пленки, чтобы предотвратить ее усадку. Этим способом с пленки снимаются напряжения без изменения ее размеров.
Свободная усадка измеряется в соответствии со стандартом ASTM D 2732, содержание которого во всей полноте в порядке ссылки включено в настоящую заявку. Используя ASTM D 2732, определяют свободную усадку пленки путем измерения процентного изменения размера образца пленки 10 см × 10 см при погружении в воду при заданной температуре усадки на 5 секунд.
Используемый термин "термоусадочная" относится к любой пленке, которая имеет общую свободную усадку, по меньшей мере, 10%, измеренную при 85°C в соответствии со стандартом ASTM D 2732. Используемый термин "нетермоусадочная" относится к любой пленке, которая имеет общую свободную усадку менее 10%, измеренную при 85°C в соответствии со стандартом ASTM D 2732. Термин "общая свободная усадка" относится к сумме свободной усадки в продольном направлении и поперечном направлении, то есть общая свободная усадка является свободной усадкой L+Т. Пленка может являться термоусадочной или нетермоусадочной. Если пленка является термоусадочной, она может иметь свободную усадку только в продольном направлении L (также называемом "направлением обработки", т.е. "D"), или только в поперечном направлении Т или в обоих направлениях L и Т. Поперечное направление перпендикулярно продольному направлению.
В одном из вариантов осуществления пленка является нетермоусадочной.
Пленка может являться нетермоусадочной, т.е. иметь общую свободную усадку при 85°C менее 10%. В одном из вариантов осуществления пленка может иметь общую свободную усадку менее 8% или даже менее 5%.
Если пленка является термоусадочной, она может иметь общую свободную усадку при 85°C, по меньшей мере, 10%, или, по меньшей мере, 20% или, по меньшей мере, 30% или, по меньшей мере, 40% или, по меньшей мере, 50% или, по меньшей мере, 60%. Пленка может иметь общую свободную усадку при 85°C в любом из следующих диапазонов: от 10% до 150%, от 20% до 140% или от 30% до 130% или от 40% до 120%.
Пленки могут иметь толщину от около 0,5 до около 12 мил (от около 13 мкм до около 305 мкм), от около 0,5 до около 10 мил (от около 13 мкм до около 254 мкм), от около 1 до около 9 мил (около 25 мкм до около 229 мкм) или даже от около 2 до около 8 мил (от около 51 мкм до около 203 мкм).
Пленки могут иметь одну или несколько характеристик, выбранных из гибкости, растягиваемости, удлиняемости и эластичности. Например, пленка может быть растянута путем раздувания или вакуумирования. Пленки могут обладать модулем Юнга, достаточным для того, чтобы выдерживать ожидаемые условия обращения и использования. Модуль Юнга может измеряться в соответствии с одним или несколькими из следующих стандартов ASTM: D882; D5026-95a; D4065-89, содержание каждого из которых во всей полноте в порядке ссылки включено в настоящую заявку. Модуль Юнга любой или всех пленок, измеренный при 100°C, может составлять, по меньшей мере, примерно любую из следующих величин: 100 МПа, 200 МПа, 300 МПа и 400 МПа. Модуль Юнга пленок, измеренный при 100°C, также может составлять от около 70 до около 1000 МПа или даже от около 100 до 500 МПа.
Пленки могут быть ориентированы в направлении обработки (то есть в продольном направлении) или в поперечном направлении или в обоих направлениях (то есть, ориентированы двухосно) с целью уменьшения их проницаемости и повышения прочности и долговечности. Например, пленка может быть ориентирована, по меньшей мере, в одном направлении при любом из следующих соотношений: по меньшей мере, 2,5:1, от около 2,7:1 до около 1,0:1, по меньшей мере, 2,8:1, по меньшей мере, 2,9:1, по меньшей мере, 3,0:1, по меньшей мере, 3,1:1, по меньшей мере, 3,2:1, по меньшей мере, 3,3:1, по меньшей мере, 3,4:1, по меньшей мере, 3,5:1, по меньшей мере, 3,6:1 и, по меньшей мере, 3,7:1.
Применимые пленки могут быть выбраны из одной или нескольких пленок, описанных в международной публикации патентной заявки WO 01/68363 A1 и в патенте US 6299984, содержание которых в обоих случаях во всей полноте в порядке ссылки включено в настоящую заявку.
Используемый термин механизм "легкого открывания" означает, в том числе, механизм открывания упаковки, который позволяет открывать упаковку вручную путем разъединения двух материалов упаковки, например, путем отрыва одной пленки от другой пленки, отрыва пленки от элемента основы, например, лотка и т.д. Пленка или элемента основы может иметь соответствующий состав, который позволяет легко открывать упаковку. С целью обеспечения легко открывающегося механизма может корректироваться состав уплотнителя и/или прилегающего слоя элемента основы и/или пленки.
Используемый термин механизм легкого открывания путем "отслаивания" означает, в том числе, механизм открывания, который позволяет открывать упаковку путем разделения двух частей, например, пленок по границе их уплотнения. Прочность на отрыв механизма легкого открывания путем отслаивания может регулироваться путем соответствующего выбора химического сходства или несходства слоев верхней и нижней частей упаковки, которые прикреплены друг к другу. Прочность на отрыв механизма легкого открывания путем отслаивания также может быть повышена за счет увеличения количества подводимого тепла и/или прилагаемого давления при соединении частей упаковки друг с другом, при этом прочность на отрыв механизма легкого открывания путем отслаивания может быть снижена за счет уменьшения количества подводимого тепла при соединении частей упаковки друг с другом. Прочность на отрыв, полученная с использованием механизма легкого открывания путем отслаивания, может составлять от около 1,47 Н/25,4 мм до около 7,85 Н/25,4 мм (от 0,058 до 0,309 Н/мм), от около 2,00 до около 6,00 Н/25,4 мм (от 0,079 до 0,236 Н/мм) или даже от около 2,50 до около 5,00 Н/25,4 мм (от 0,098 до 0,977 Н/мм).
Используемый термин "прочность на отрыв" означает, в том числе, силу на единицу расстояния, достаточную для того, чтобы вызвать разделение, по меньшей мере, двух соединенных друг с другом материалов, или преодолеть силу сцепления материала. Например, прочность на отрыв может оцениваться согласно следующей процедуре. Из области упаковки, в которой два материала соединены друг с другом, например, в ходе цикла вакуумного упаковывания в плотно прилегающую пленку, могут вырезаться полосы шириной 25,4 мм и длиной 300 мм. Два материала могут разделяться, например, верхний материал от нижнего материала путем прикрепления нижнего материала к нижнему зажиму динамометра и прикрепления верхнего материала к верхнему зажиму таким образом, чтобы тестируемая область находилась между двумя зажимами, и чтобы между двумя краями зафиксированного образца существовало достаточное натяжение. Затем может измеряться прочность на отрыв при скорости траверсы 200 мм/мин и расстояния между зажимами 30 мм.
В качестве альтернативы, для испытания прочности на разрыв может использоваться стандарт ASTM F904 или ASTM F88.
В качестве альтернативы, особенно, в случае упаковки, содержащей продукт, окруженный модифицированной средой, прочность на отрыв может измеряться в соответствии со стандартом ASTM F 904, содержание которого во всей полноте в порядке ссылки включено в настоящую заявку.
Такие испытания позволяют выбирать верхнюю и нижнюю пленки, а также условия настройки оборудования.
Используемый термин механизм легкого открывания путем "нарушения адгезии" означает, в том числе, механизм, который позволяет открывать упаковку сначала путем разрыва по толщине одного из термосвариваемых слоев, а затем отслаивания этого слоя от нижележащей подложки или пленки. Примером механизма легкого открывания путем нарушения адгезии является система, в которой термосвариваемые слои как верхней, так и нижней пленок изготовлены из полиэтилена, а один из термосвариваемых слоев сцеплен с поверхностью полиамида. За счет слабого сцепления между полиэтиленом и полиамидом при вскрытии упаковки происходит их расслаивание. Когда расслаивание достигает области упакованного продукта, происходит второе разрушение термосвариваемого слоя. В результате, весь термосвариваемый слой одной из двух пленок отделяется от одной из пленок и остается сцепленным с противоположной пленкой. Прочность на отрыв в случае механизма легкого открывания путем нарушения адгезии может зависеть от химического сходства или несходства двух материалов.
Существенное влияние на конечную прочность сцепления между двумя слоями в механизме легкого открывания путем нарушения адгезии также могут оказывать условия совместной экструзии, такие как давление, температура и время контакта между расплавленными материалами.
Механизм легкого открывания путем "нарушения когезии" означает, в том числе, механизм, который позволяет открывать упаковку путем внутреннего разрыва термосвариваемого слоя, который при этом разрывается вдоль плоскости, параллельной самому слою.
Кроме того, с целью обеспечения механизма легкого открывания упаковки в герметизирующем (термосвариваемом) слое или хрупком слое, непосредственно сцепленном с термосвариваемым слоем, может использоваться хрупкая смесь. Такая смесь описана в патенте ЕР 1084186, содержание которого во всей полноте в порядке ссылки включено в настоящую заявку.
В одном из вариантов осуществления хрупкая смесь содержит:
(i) сополимер этилена и акриловой кислоты или метакриловой кислоты,
(ii) модифицированный сополимер ЭВА и
(iii) полибутилен.
В одном из вариантов осуществления хрупкая смесь состоит из указанных компонентов (i), (ii) и (iii).
Термин "сополимер этилена и акриловой кислоты или метакриловой кислоты" означает, в том числе, сополимер этилена с сополимеризуемым этилен-ненасыщенным мономером карбоновой кислоты, выбранным из акриловой кислоты и метакриловой кислоты. Сополимер может содержать от около 4% по весу до около 18% по весу звеньев акриловой или метакриловой кислоты. Сополимер может также содержать сополимеризованный с ним алкилакрилат или метакрилат, такой как n-бутилакрилат или метакрилат или изобутилакрилат или метакрилат. Сополимер может находиться в форме свободной кислоты, а также в ионизированной или частично ионизированной форме, в которой нейтрализующим катионом может являться ион любого применимого металла, например, ион щелочного металла, ион цинка или ион других многовалентных металлов; при этом в последнем случае сополимер также называют "иономером".
Компонентом (i) хрупкой смеси может являться иономер. Полимеры могут иметь низкий индекс текучести расплава, составляющий менее 5 или даже менее 2. Полимеры могут представлять собой иономерные смолы с содержанием кислоты до 10%. Такие полимеры предлагаются на рынке компанией DuPont под названием Surlyn™.
Термин "модифицированный сополимер ЭВА" означает, в том числе, сополимер этилена и винилацетата, который может быть модифицирован за счет присутствия в полимерной цепи третьего звена, такого как СО, либо за счет смешивания с ним или прививки к нему другого модифицирующего компонента.
Применимые терполимеры могут быть получены путем сополимеризации этилена, винилацетата и моноокиси углерода, как описано, например, в патенте США №3780140, содержание которого во всей полноте в порядке ссылки включено в настоящую заявку. Термополимеры могут содержать 3-30% по весу звеньев, полученных из моноокиси углерода, 40-80% по весу звеньев, полученных из этилена, и 5-60% по весу звеньев, полученных из винилацетата.
В качестве альтернативы, модифицированные сополимеры ЭВА могут представлять собой сополимеры этилена и винилацетата с привитыми к ним карбоксильными или ангидридными функциональными группами, такие как, например, ЭВА с привитым к нему малеиновым ангидридом.
Различие между индексами текучести расплава полимера (i) и полимера (ii) в хрупкой смеси может составлять, по меньшей мере, 5, по меньшей мере, 10, по меньшей мере, 15 или даже, по меньшей мере, 20. Индекс текучести расплава измеряют в условиях Е стандарта ASTM D 1238.
Термины "полибутен" или "полибутилен" означают, в том числе, гомо- и сополимеры, состоящие в основном из повторяющихся звеньев бутена-1, бутена-2, изобутена, а также сополимеры этилена и бутена. Могут использоваться сополимеры этилена и бутена.
За счет внутренней несовместимости хрупкой смеси при ее использовании обеспечивается низкое сопротивление открыванию, при этом его среднее значение имеет низкую степень изменчивости в процентах.
Хрупкая смесь может быть получена путем тщательного смешивания трех компонентов в порошкообразной форме, а затем экструзии смеси из расплава.
В одном из вариантов осуществления хрупкая смесь содержит от около 35% по весу до около 83% по весу сополимера этилена и акриловой кислоты или метакриловой кислоты (i), от около 15% по весу до около 30% по весу модифицированного сополимера этилена и винилацетата (ii) и от около 2% по весу до около 50% по весу полибутилена (iii).
Хрупкая смесь может быть получена из смеси, содержащей от около 45% по весу до около 75% по весу сополимера этилена и акриловой кислоты или метакриловой кислоты (i), от около 20% по весу до около 30% по весу модифицированного сополимера этилена и винилацетата (ii) и от около 5% по весу до около 25% по весу полибутилена (iii).
Хрупкая смесь может использовать в качестве слоя однослойной или предпочтительно многослойной пленки.
В одном из вариантов осуществления герметизирующий (термосвариваемый) слой содержит описанную выше хрупкую смесь. В одном из вариантов осуществления описанную выше хрупкую смесь содержит слой, непосредственно сцепленный с термосвариваемым слоем.
Прочность на отрыв, полученная при использовании хрупкой смеси в пленке согласно настоящему изобретению, может составлять от около 1,47 Н/25,4 мм до около 7,85 Н/25,4 мм (от 0,058 до 0,309 Н/мм), от около 2,00 до около 6,00 Н/25,4 мм (от 0,079 до 0,236 Н/мм) или даже от около 2,50 до около 5,00 Н/25,4 мм (от 0,098 до 0,977 Н/мм). Прочность на отрыв может быть повышена за счет увеличения количества подводимого к хрупкой смеси тепла и/или прилагаемого к хрупкой смеси давления при соединении частей упаковки друг с другом, и может быть снижена за счет уменьшения количества подводимого к хрупкой смеси тепла при соединении частей упаковки друг с другом.
Степень изменчивость в процентах (3σ) среднего значения прочности на прочность составляет менее около 55% или даже менее 35%, что обеспечивает получение воспроизводимых легко открываемых упаковок.
Упаковка может содержать хрупкую смесь в термосвариваемом слое или в виде хрупкого слоя, непосредственно контактирующего с термосвариваемым слоем.
Если слой, содержащий хрупкую смесь, не является термосвариваемым слоем, термосвариваемый слой может содержать полиолефин. Пленка может содержать, по меньшей мере, один элемент, выбранный из группы, состоящей из сополимеров этилена и альфа-олефинов, ПЭНП, ПЭНП, ПЭВП, сополимера этилена и акриловой кислоты (ЭАК), сополимера этилена и метакриловой кислоты (ЭМАК), сополимера этилена и винилацетата (ЭВА) и иономера.
Помимо термосвариваемого слоя, содержащего хрупкую смесь, или помимо термосвариваемого слоя и хрупкого слоя, содержащего хрупкую смесь, сцепленную с термосвариваемым слоем, пленка также может содержать, по меньшей мере, другой слой, сцепленный с поверхностью хрупкого слоя, который не сцеплен с термосвариваемым слоем.
Используемые термины "уплотнение" и "зона уплотнения" означают, в том числе, местоположение, в котором, по меньшей мере, две части упаковки скреплены друг с другом посредством термической сварки (например, кондуктивной сварки, импульсной сварки, ультразвуковой сварки, диэлектрической сварки), клея (например, отверждаемого ультрафиолетовым излучением клея), механизма легкого открывания путем отслаивания, механизма легкого открывания путем нарушения адгезии, механизма легкого открывания путем нарушения когезии, структуры, содержащей хрупкую смесь, и т.д.
На фиг. 1 и 2 проиллюстрирован один из вариантов осуществления упаковки 10, содержащей камеру 12, окруженную полым каркасом 14. Камера 12 может являться "водонепроницаемой" (т.е. не допускать утечки или проникновения в воды, если только не нарушена ее структура) и дополнительно может являться "воздухонепроницаемой" или "герметичной" (т.е. не допускать проникновения кислорода со скоростью более 1000 кубических сантиметров (при стандартных температуре и давлении) на квадратный метр в сутки на 1 атмосферу перепада давлений кислорода, измеренного при относительной влажности 0% и температуре 23°C, если только не нарушена ее структура). В камере 12 может помещаться продукт 16. Камера 12 может содержать верхнюю пленку 18 и нижнюю пленку 20, которые может быть наложены друг на друга и скреплены друг с другом в зоне 22 хрупкого уплотнения камеры и образуют камеру 12. Используемые термины "верхняя" и "нижняя" пленки означают, в том числе, одну пленку материала, сложенную вдвое, в результате чего образуется верхняя и нижняя пленки.
В одном из вариантов осуществления, показанном на фиг. 1 и 2, полый каркас 14 показан в раздутом состоянии, при этом полый каркас окружает камеру 12. Каркас 14, когда он раздут, приспособлен служить опорой для камеры 12. Когда каркас 14 раздут, внутри каркаса может находиться определенное вещество. Веществом может являться биоцид, органолептическое вещество и т.д. Вещество может находиться в газообразном, жидком или твердом состоянии.
В качестве вещества могут использоваться вещества, перечисленные в Директиве FSIS 1720.1 (пересмотренная версия 15 от 30 апреля 2013 г.) Службы безопасности и контроля сельскохозяйственных пищевых продуктов США, содержание которой во всей полноте в порядке ссылки включено в настоящую заявку. Биоциды могут включать антибактериальные вещества, фунгициды, противовирусные вещества, антимикробные вещества, антибиотические вещества, санитарные средства, дезинфицирующие средства, очистители, окислители и т.д., которые могут использоваться в качестве вещества. Примерами биоцидов являются двуокись хлора и озон. Органолептические вещества, которые применимы в качестве вещества, включают красители, приправы, летучие вещества, источники жира и т.д. Красители включают как натуральные, так и синтетические пищевые красители и т.д. Приправы, которые применимы в качестве вещества, включают розмарин, тимьян, базилик, душистый перец, горчицу, кардамон, перец чили, кайенский перец, шнит-лук, кинзу, корицу, гвоздику, кориандр, тмин, карри, укроп, фенхель, чеснок, имбирь, хрен, жасмин, солодку, ореган, мускатный орех, паприку, петрушку, перец, мяту перечная, куркуму, ваниль, васаби, грушанку, соль и т.д. Источники жиров включают кукурузное масло, масло канолы, оливковое масло, кокосовое масло, пальмовое масло, подсолнечное масло, кунжутное масло, арахисовое масло, сафлоровое масло, масло авокадо, хлопковое масло, льняное масло, масло из виноградных косточек, соевое масло, масло, сало, маргарин и т.д. Летучие материалы включают, в том числе, ароматические молекулы и ароматизаторы, которые включают терпены, фенолы, альдегиды, спирты, олефины, кетоны, эфиры, лактоны, сернистые и азотистые соединения, которые, как известно, придают специфические вкусовые и ароматические характеристики, такие как: перечисленные на страницах 1-98 каталога Aldrich Flavors & Fragrances (1996 г., Aldrich Chemical Company, Милуоки, шт. Висконсин, США), содержание которого во всей полноте в порядке ссылки в настоящую заявку; перечисленные на страницах 3-37 каталога Bedoukian Distinctive Perfume and Flavor Ingredients (1997-1998 г.г., Bedoukian Research Inc., Данбери, шт. Коннектикут, США), содержание которого во всей полноте в порядке ссылки в настоящую заявку; и синтетические ароматизаторы, перечисленные на стр. 3-800 тома 2, и натуральные ароматизаторы, перечисленные на стр. 23-294 тома 1 справочника Fenaroli's Handbook of Flavor Ingredients (под редакцией Burdock GA, 1995 г., 3-е издание, издательство CRC Press, Бока-Ратон, шт. Флорида, США), содержание которого во всей полноте в порядке ссылки в настоящую заявку.
Каркас 14 может быть выполнен в виде непрерывной трубки, окружающей камеру 12, как показано на фиг. 1. Кроме того, непрерывная трубка может быть прервана одним или несколькими уплотнениями 23, как показано на фиг. 3. Помимо этого, каркас может быть сформирован на одной или нескольких сторонах камеры и не окружать камеру.
Когда каркас 14 прерывается несколькими уплотнениями 23, они образуют две или более дискретных ячеек 21, 25 и 31 каркаса. Одним из преимуществ дискретных каркасных ячеек является то, что одна ячейка каркаса может раздуваться без раздувания всего каркаса. Другим преимуществом дискретных ячеек каркаса является возможность помещения различных веществ в отдельные ячейки каркаса. В варианте осуществления, показанном на фиг. 3, уплотнения 23 расположены симметрично вдоль каркаса, чтобы избежать или максимально предотвратить любое перекашивание концевой упаковки. В вариантах осуществления упаковок, имеющих преимущественно прямоугольную или квадратную форму, например, как показано на фиг. 3, уплотнения могут находиться в углах.
В одном из вариантов осуществления, показанном на фиг. 4, одно или несколько уплотнений 23 могут содержать выполненные внутри непрерывные или прерывистые (перфорированные) разрезы 123. Преимущество этого одного из вариантов осуществления заключается в том, что конечный пользователь может легко открывать упаковку, взявшись руками за два края каркаса, которые разделены разрезами 123, и разорвать их, используя тем самым разрез как метку. Это может делаться с предварительным наполнением или без предварительного раздувания каркаса в случае одного разреза или двух дискретных ячеек, например, 25 и 21, каркаса, которые примыкают к разрезу, используемому в качестве метки.
Каркас 14 может содержать верхнюю пленку 26 и нижнюю пленку 28, которые могут быть наложены друг на друга и скреплены друг с другом в зоне 30 внутреннего хрупкого уплотнения каркаса и в зоне 32 наружного уплотнения каркаса и образуют каркас 14.
Как показано на фиг. 2, пленка 34 крышки непрерывно проходит от каркаса до камеры, то есть содержит как верхнюю пленку 18 камеры, так и верхнюю пленку 26 каркаса. На фиг. 2 также показано, что пленка 36 основы непрерывно проходит от каркаса 14 до камеры 12, то есть содержит как нижнюю пленку 20 камеры, так и нижнюю пленку 28 каркаса. Пленка 34 крышки может быть сформирована из полотна крышки, а пленка 36 основы может быть сформирована из полотна основы. Используемый термин "полотно" означает, в том числе, непрерывный отрезок пленочного материала в форме рулона в отличие от того же материала, разрезанного на короткие отрезки. Как показано на фиг. 2, каркас 14 прикреплен к камере 12 за счет пленки 34 крышки и пленки 36 основы, которые непрерывно проходят от каркаса 14 до камеры 12 и крепят каркас 14 к камере 12. Пленка крышки или пленка основы или обе пленки могут непрерывно проходить от каркаса до камеры и крепить каркас 14 к камере 12.
Зона 30 внутреннего хрупкого уплотнения каркаса может иметь одинаковую протяженность с зоной 22 хрупкого уплотнения камеры, как показано на фиг. 1 и 2. В качестве альтернативы, зона 30 внутреннего хрупкого уплотнения каркаса может отстоять от зоны 22 хрупкого уплотнения камеры или может прилегать к зоне 22 хрупкого уплотнения камеры. Если пленка 34 крышки прикреплена к пленке 36 основы таким образом, что зона 30 внутреннего хрупкого уплотнения каркаса имеет одинаковую протяженность с зоной 22 хрупкого уплотнения камеры, каркас 14 и камера 12 могут иметь общее уплотнение, как показано на фиг. 2. В этом случае можно сказать, что зона 30 внутреннего хрупкого уплотнения каркаса включает или содержит зону 22 хрупкого уплотнения камеры, или можно сказать, что зона 22 хрупкого уплотнения камеры включает или содержит зону 30 внутреннего хрупкого уплотнения каркаса.
В каркасе 14 может размещаться вещество одного типа или сочетание двух или более веществ. Кроме того, в камерах 25 каркаса, показанных на фиг. 3 и 4, может размещаться вещество одного типа или сочетание двух или более веществ.
Пленки (т.е. верхняя и нижняя пленки камеры, верхняя и нижняя пленки каркаса, пленки крышки и основы) могут быть скреплены друг с другом в любой из зон уплотнения (например, в зоне 22 хрупкого уплотнения камеры, зоне 30 внутреннего хрупкого уплотнения каркаса и зоне 32 наружного уплотнения каркаса).
На фиг. 1 и 2 проиллюстрирован следующий вариант осуществления упаковки 10, содержащей продукт 16, например мясо. Упаковка 10 содержит верхнюю и нижнюю противоположные пленки 18 и 20 камеры, прикрепленные друг к другу в зоне 22 хрупкого уплотнения камеры и образующие камеру 12, в которой содержится продукт 16. Упаковка 10 также содержит полый каркас 14, расположенный вблизи камеры 12 и содержащий определенное вещество, например, озон. Между камерой 12 и каркасом 14 находится зона 22 хрупкого уплотнения камеры, при разрыве которой вещество может вытекать из каркаса 14 в камеру 12 и контактировать с продуктом 16. Зона 22 хрупкого уплотнения камеры имеет прочность на отрыв 0,058-0,309 Н/мм. Каркас содержит верхнюю и нижнюю противоположные пленки 26 и 28, прикрепленные друг к другу в зоне 32 наружного уплотнения каркаса вблизи наружной стороны каркаса. Каркас дополнительно содержит зону 30 внутреннего хрупкого уплотнения каркаса вблизи камеры 12. Зона 30 внутреннего хрупкого уплотнения каркаса имеет одинаковую протяженность с зоной 22 хрупкого уплотнения камеры и прочность на отрыв 0,058-0,309 Н/мм.
Упаковка 10 дополнительно содержит пленку 34 крышки, содержащую верхнюю пленку каркаса 26 и верхнюю пленку 18 камеры, пленку 36 основы, содержащую нижнюю пленку 28 каркаса и нижнюю пленку 20 камеры; при этом пленки 34 и 36 крышки и основы непрерывно проходят от каркаса 14 до камеры 12. Пленка 34 крышки сформирована из полотна крышки (описанного далее), а пленка 36 основы сформирована из полотна основы (описанного далее). Пленка 34 крышки прикреплена к пленке 36 основы в зоне 32 наружного уплотнения 32 каркаса. Когда к каркасу 14 приложено достаточное усилие, зона 22 хрупкого уплотнения камеры и зона 30 внутреннего хрупкого уплотнения каркаса разрываются, и пленки, сцепленные друг с другом в зоне 22 хрупкого уплотнения камеры и в зоне 30 внутреннего хрупкого уплотнения каркаса, разделяются, позволяя веществу вытекать из каркаса 14 в камеру 12.
Зона 22 хрупкого уплотнения камеры и зона 30 внутреннего хрупкого уплотнения каркаса могут разрушаться путем приложения достаточного давления к каркасу 14 для создания усилия, равного или большего, чем усилие отрыва 0,058-0,309 Н/мм, прилагаемое к зоне 22 хрупкого уплотнения камеры и зоне 30 внутреннего хрупкого уплотнения каркаса.
В одном из вариантов осуществления вещество может быть заключено в камеру каркаса 14, показанного на фиг. 1-4, таким образом, чтобы вещество не вытекало из каркаса, пока оно не будет высвобождено в камеру 12 путем разрыва зоны 22 хрупкого уплотнения камеры и зоны 30 хрупкого уплотнения каркаса.
Проиллюстрированный на фиг. 1-4 вариант осуществления способа высвобождения вещества в камеру 12 упаковки 10 включает использование вещества в полом каркасе 14 вблизи камеры 12; и разрыв хрупкого уплотнения (например, зоны 22 хрупкого уплотнения камеры и зоны 30 внутреннего хрупкого уплотнения каркаса) между камерой и полым каркасом с целью высвобождения вещества в камеру. Кроме того, при высвобождении вещества в камеру в ней может находиться продукт 16, например кусок мяса.
Проиллюстрированный на фиг. 3 и 4, вариант осуществления способа высвобождения вещества в камеру 12 упаковки 10 включает использование вещества отличающего типа в каждой, по меньшей мере, из двух дискретных ячеек 21, 25 и 31 полого каркаса 14 вблизи камеры 12; и разрыв хрупкого уплотнения (например, зоны 22 хрупкого уплотнения камеры и зоны 30 внутреннего хрупкого уплотнения каркаса) между камерой и дискретными ячейками 21, 25 и 31 каркаса с целью высвобождения веществ в камеру. Кроме того, при высвобождении вещества в камеру в ней может находиться продукт 16, например кусок мяса. Из одной ячейки, например, 25 в камеру 12 может высвобождаться одно вещество, например биоцид, а затем из отдельной ячейки, например 21 в камеру 12 может высвобождаться другое вещество, например, молекулы ароматического вещества.
На фиг. 6 проиллюстрирован один из вариантов осуществления упаковки 10, содержащей канал 42 для раздувания каркаса, прикрепленный к каркасу 14, обеспечивающий доступ к внутренней части полого каркаса 14 с целью раздувания каркаса. Соответственно, канал 42 для раздувания каркаса может быть соединен с одним или несколькими участками каркаса 14 и с возможностью обмена текучей средой сообщаться с внутренним пространством каркаса 14. Через канал 42 для раздувания каркаса в каркас 14 может помещаться вещество. К камере 12 может быть прикреплен канал 44 для раздувания камеры, обеспечивающий доступ к внутреннему пространству камеры 12 с целью введения модифицированной среды во внутреннее пространство камеры 12. Канал 44 для раздувания камеры может быть соединен с одним или несколькими участками камеры 12 и с возможностью обмена текучей средой сообщаться с внутренним пространством камеры 12. Примеры канала 42 для раздувания каркаса и канала 44 для раздувания камеры включают герметизируемые каналы для раздувания или клапаны для раздувания одностороннего действия, например, проиллюстрированные в патенте US 6276532, содержание которого во всей полноте в порядке ссылки включено в настоящую заявку.
Как показано в другом варианте осуществления, проиллюстрированном на фиг. 7, упаковка 11 содержит термоформованную нижнюю пленку 120 камеры и термоформованную нижнюю пленку 128 каркаса, которые могут использоваться в качестве термоформованной пленки 136 основы. Термоформованная нижняя пленка 120 камеры может обеспечивать конфигурацию, приспособленную для удобного размещения продукта 16 в камере 12 или обеспечения ее соответствия продукту 16.
Как проиллюстрировано в еще одном из вариантов осуществления, показанном на фиг. 8, упаковка 11 может содержать термоформованную нижнюю пленку 120 камеры и термоформованную нижнюю пленку 128 каркаса, которые могут использоваться в качестве пленки 136 основы, а также соответствующие термоформованную верхнюю пленку 118 камеру и термоформованную верхнюю пленку 126 каркаса, которые могут использоваться в качестве термоформованной пленки 130 крышки.
Когда продукт 16 упакован и хранится в среде, отличающейся от атмосферного воздуха, в камере 12 упаковки 10 (11) может содержаться модифицированная среда 24, и продукт 16 может быть упакован в модифицированную среду 24. Модифицированная среда может быть полезна, например, для снижения концентрации кислорода по сравнению с его концентрацией в окружающем воздухе или для повышения концентрации кислорода и углекислого газа по сравнению с их концентрацией в окружающем воздухе с целью продления срока хранения упакованного продукта или яркости цветов продукта. Например, при упаковывании мяса среда в камере 12 может содержать около 80% по объему кислорода и около 20% по объему двуокиси углерода с целью подавления роста вредных микроорганизмов и продления срока, в течение которого мясо сохраняет свою привлекательную красную окраску. Используемый термин "модифицированная среда" означает, в том числе, газовую среду, состав которой изменен по сравнению с составом окружающего воздуха с целью продления срока годности, улучшения внешнего вида или уменьшения порчи упакованного продукта.
Примеры модифицированной среды 24 включают газовые среды с концентрацией кислорода (по объему): 1) превышающей любую из следующих величин: 30%, 40%, 50%, 60%, 70%, 80% и 90% 2) в интервале между любыми из предыдущих величин (например, от около 30% до около 90%), 3) не превышающей любую из следующих величин: 15%, 10%, 5%, 1% и 0% и 4) в интервале между любыми из предыдущих величин (например, от около 0% до около 15%). Модифицированная среда может также представлять собой газовую среду с концентрацией двуокиси углерода, превышающей любую из следующих величин: 10%, 20%, 30%, 40% и 50% по объему. Модифицированная среда 24 может также содержать один или несколько газов, выбранных, например, из аргона, азота, окиси углерода, гелия и подобных газов в количествах, не содержащихся в окружающем воздухе.
Модифицированная среда может содержать один или несколько газов, включающих N2, O2 и CO2 в количествах по объему, которые отличаются от количества тех же газов в атмосфере при 20°C на уровне моря (при давлении 1 атмосфера). Если продукт представляет собой мясо, птицу, рыбу, сыр, хлебопекарные продукты или макаронные изделия, могут использоваться следующие газовые смеси (количества указаны в процентах по объему при 20°C и давлении 1 атмосфера):
красное мясо, птица без кожи: О2=70%, СО2=30%;
птица с кожей, сыр, макаронные изделия, хлебопекарные продукты: СО2=50%, N2=50%;
рыба: СО2=70%, N2=30% или СО2=40%, N2=30%, О2=30%;
переработанное мясо: СО2=30%, N2=70%.
При использовании модифицированной среды 24 описанная упаковка может быть полезной для упаковывания чувствительных к кислороду продуктов (то есть продуктов, которые подвержены порче, разложению или иным изменениям в присутствии кислорода). Примеры чувствительных к кислороду продуктов или изделий включают красное мясо (например, говядину, телятину и баранину), переработанное мясо, свинину, птицу, рыбу, сыр и овощи. Упаковка 10 (11) также может содержать впитывающую прокладку (не показанную) в камере 12, например, для поглощения сока и/или влаги или запахов, выделяющихся из мяса.
Когда модифицированная среда 24 в камере 12 не содержит кислорода, а упакованный продукт 16 является особо чувствительным к кислороду, также может быть целесообразным использовать поглотитель кислорода в верхней и/или нижней пленках камеры 18 (118), 20 (120), а именно, в слое, находящемся ближе к упакованному продукту, чем газобарьерный слой. Поглотитель кислорода присутствующий в слое, будет вступать в реакцию с остаточным кислородом, который захвачен в упаковке или проникает в упаковку, несмотря на газобарьерный слой, и сохранять тем самым не содержащую кислорода модифицированную среду 24. Использование поглотителей кислорода описано, например, в патенте US 5350622, содержание которого во всей полноте в порядке ссылки включено в настоящую заявку, а как общий способ инициирования поглощения кислорода описан в патенте US 5211875, содержание которого во всей полноте в порядке ссылки включено в настоящую заявку.
Пленки могут иметь любую толщину, применимую в целях упаковывания с учетом таких факторов, как, например, будут ли пленки использоваться для вакуумного упаковывания, желаемое давление раздувания каркаса и/или камеры, прочность на разрыв материала пленки, кольцевое напряжение, возникающее в результате раздувания каркаса и/или камеры, ожидаемая степень неправильного обращения при эксплуатации, являются ли пленки термоформованными и желательная скорость проникновения газа через пленки.
В одном из вариантов осуществления пленка является нетермоусадочной. Когда пленка основы или крышки или обе пленки являются, по меньшей мере, частично термоформованными, как в упаковке 11, показанной на фиг. 7 и 8, термоформованные пленки могут быть преимущественно не ориентированы, и их толщина до стадии термоформования может составлять от 1,2 до 12 мил (от 30 до 300 мкм), ≥2,5 мил (63,5 мкм) или даже ≥3 мил (76,2 мкм).
В частности, когда упакованным продуктом 16 является пищевой продукт, по меньшей мере, в верхней пленке 18 (118) камеры, а в случае многослойной пленки, в одном или нескольких слоях пленки может содержаться или быть рассеяно в смоле до формирования из нее пленки эффективное количество одного или нескольких противовуалирующих веществ. По меньшей мере, на одну поверхность пленки также может наноситься противовуалирующее вещество в качестве противовуалирующее покрытия. Применимые противовуалирующие вещества и их эффективные количества хорошо известны в данной области техники.
Любая из пленок, например, верхняя пленка 18 (118) камеры и/или верхняя пленка 26 (126) каркаса, может являться проницаемой для видимого света, чтобы потребитель мог видеть упакованный продукт в тех областях, где на пленку не нанесено печатное изображение (например, маркировочная информация). Используемый термин "проницаемый" означает, в том числе, материал, который пропускает падающий свет с пренебрежимо малым рассеянием и небольшим поглощением, что позволяет ясно видеть объекты (например, упакованный продукт или напечатанное изображение) через материал при типичных условиях наблюдения (то есть ожидаемых условия использования материала). Кроме того, любая из пленок может быть непрозрачной, окрашенной или пигментированной. Например, нижняя пленка 20 (120) камеры и/или нижняя пленка 28 (128) каркаса могут быть непрозрачными, окрашенными или пигментированными, чтобы обеспечивать фон для упакованного продукта 16 или имитировать наружный вид традиционного лотка для мяса или скрывать присутствие впитывающей прокладки или поддона для сбора влаги.
Пленки могут также иметь оптические свойства, включающие мутность 1-20%, 5-15% (ASTM D1003) и блеск при 60°C 90-150 единиц, 100-130 единиц (ASTM D2457).
Термопластичные структуры другого класса, которые зарекомендовали себя полезными при изготовлении упаковки, например, как показано на фиг. 7 и фиг. 8, когда пленки основы или крышки или обе пленки являются термоформованными (или, по меньшей мере, частично термоформованными), могут содержать слоистые материалы с наружным термосвариваемым слоем, содержащим гомополимер или сополимер этилена (например, ЛПЭНП, ПЭОНП, гомогенные сополимеры этилена и альфа-олефинов, ПЭНП, ЭВА, иономеры и т.д.), газобарьерный слой, содержащий EVOH, и другой устойчивый к неправильному обращению наружный слой, содержащий полиамид и даже полиамид с температурой плавления, равной или превышающей 175°C. Толщина этого слоистого материала, который может быть получен путем термического или клеевого наслаивания предварительно сформированных слоев или путем нанесения покрытия методом соэкструзии или экструзии, может составлять от 1 до 11,8 мил (от 25 до 300 мкм), от 2,5 до 9 мил (63,5 до 228,6 мкм) или даже от 3 до 8 мил (с 76,2 до 203,2 мкм). Структура обычно содержит один или несколько внутренних объемных слоев для достижения желаемой толщины, как правило, из недорогих полиолефинов, например, полиэтиленовых и/или полипропиленовых смол.
Если это необходимо или целесообразно, также могут присутствовать связующие слои, улучшающие сцепление между различными слоями и предотвращающие расслоение.
В одном из вариантов осуществления вещество может находиться в каркасе 14, показанном на фиг. 6-8 и не вытекать из каркаса, пока оно не будет высвобождено в камеру 12 путем разрыва зоны 22 хрупкого уплотнения камеры и зоны 30 внутреннего хрупкого уплотнения каркаса.
Вариант осуществления способа высвобождения вещества в камеру 12 10 упаковки, показанный на фиг. 6-8, предусматривает использование вещества в полом каркасе 14 вблизи камеры 12; и разрушение хрупкого уплотнения (например, зоны 22 хрупкого уплотнения камеры и зоны 30 внутреннего хрупкого уплотнения каркаса) между камерой и полым каркасом с целью высвобождения вещества в камеру. Кроме того, при высвобождении вещества в камеру в ней может находиться продукт 16, например кусок мяса.
На фиг. 9 и 10 проиллюстрирован следующий вариант осуществления упаковки 10. На фиг. 10 показан вид в разрезе по линии 10-10 упаковки, показанной на фиг. 9. Упаковка 10 содержит верхнюю и нижнюю противоположные пленки 18 и 20 камеры, прикрепленные друг к другу в зоне 22 хрупкого уплотнения камеры и образующие камеру 12, в которой содержится продукт 16. Упаковка 10 также содержит полый каркас 14 вблизи камеры 12, в котором содержится определенное вещество, например, двуокись хлора. Между камерой 12 и каркасом 14 находится зона 22 хрупкого уплотнения камеры, при разрыве которой вещество может вытекать из каркаса 14 в камеру 12 и контактировать с продуктом 16. Зона 22 хрупкого уплотнения камеры может иметь прочность на отрыв 0,058-0,309 Н/мм. Пленка 34 крышки непрерывно проходит от каркаса 14 до камеры 12, то есть содержит как верхнюю пленку 18 камеры, так и верхнюю пленку 26 каркаса; а пленка 36 основы непрерывно проходит от каркаса 14 до камеры 12, то есть содержит как нижнюю пленку 20 камеры, так и нижнюю пленку 28 каркаса.
Каркас также содержит верхнюю и нижнюю противоположные пленки 26 и 28, прикрепленные друг к другу в зоне 32 наружного уплотнения каркаса вблизи наружной стороны каркаса. Кроме того, каркас содержит зону 30 внутреннего хрупкого уплотнения каркаса вблизи камеры 12, имеющую одинаковую протяженность с зоной 22 хрупкого уплотнения камеры и прочность на отрыв 0,058-0,309 Н/мм. Каркас 14 также содержит разрывной направитель 15 вещества вблизи зоны 22 хрупкого уплотнения камеры. Разрывной направитель является сферическим и сконфигурирован на направление вещества в сторону продукта 16, например, мяса при разрыве зоны 22 хрупкого уплотнения камеры. Зона 22 хрупкого уплотнения камеры образует границу между направителем 15 вещества и камерой 12. В варианте осуществления, который проиллюстрирован на фиг. 9 и 10, между верхней пленкой 18 и нижней пленкой 20 камеры создан вакуум, и упаковке 10 придана конфигурация плотно прилегающей вакуумной упаковки. В камере 12 содержится продукт 16, а верхняя и нижняя пленки 18 и 20 камеры сплющены друг с другом под действием вакуума вокруг продукта.
Направитель вещества может иметь коническую, полусферическую, сферическую форму и т.д.
Используемый термин "упаковывание в вакууме в плотно прилегающую пленку" (далее - VSP, от английского - vacuum skin packaging) означает, в том числе, упаковывание продукта под вакуумом, в результате чего из пространства, содержащего продукт, откачивается газ. Верхняя плотно прилегающая пленка, сформированная вокруг продукта, может содержать барьер для кислорода, воздуха и других газов, сокращающих срок годности или хранения продукта, например, пищевого продукта. Пленки, используемые для VSP, могут иметь высокую степень формуемости/растягиваемости во избежание образования морщин и других неровностей на готовом упакованном продукте.
Вариант осуществления способа высвобождения вещества в камеру 12 упаковки 10, показанный на фиг. 9 и 10, предусматривает использование вещества в полом каркасе 14 вблизи камеры 12; и разрушение хрупкого уплотнения (например, зоны 22 хрупкого уплотнения камеры и зоны 30 внутреннего хрупкого уплотнения каркаса) между камерой и полым каркасом с целью высвобождения вещества в камеру. Хрупкое уплотнение может быть разорвано путем сдавливания каркаса и/или направителя 15 вещества. Кроме того, при высвобождении вещества в камеру в ней может находиться продукт 16, например кусок мяса.
В таблице I перечислены слои пленки крышки согласно одному из вариантов осуществления. Слой 1 представляет собой термосвариваемый слой, слои 2-7 представляют собой промежуточные слои, а слой 8 представляет собой наружный слой. Слои образуют многослойную структуру, начиная с термосвариваемого слоя 1 и заканчивая наружным слоем 8 в порядке их нумерации.
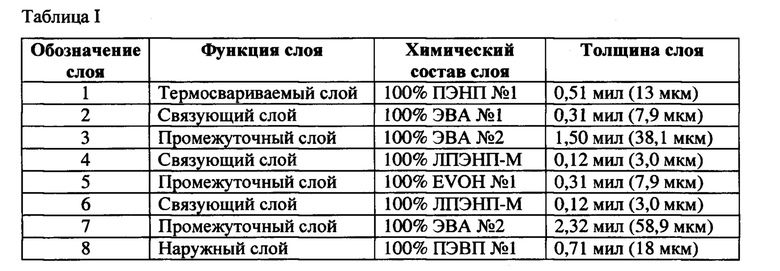
Общая толщина пленки крышки согласно Таблице I составляет 5,9 мил (149,8 мкм). ПЭНП №1 представляет собой полученный от компании Exxon Mobil Corp.гомополимер полиэтилена низкой плотности LD259™, имеющий скорость течения расплава 12 г/10 мин и плотность 0,915 г/см3. ЭВА №1 представляет собой полученный от компании Е. I. du Pont de Nemours сополимер этилена и винилацетата ELVAX 3170™, имеющий скорость течения расплава 2,5 г/10 мин и плотность 0,94 г/см3. ЭВА №2 представляет собой полученный от компании Exxon Mobil Corp. сополимер этилена и винилацетата ESCORENE ULTRA FL00119™, имеющий скорость течения расплава 0,65 г/10 мин и плотность 0,942 г/см3. ЛПЭНП-М представляет собой полученный от компании Arkema S.A модифицированный малеиновым ангидридом линейный полиэтилен низкой плотности OREVAC GREF РЕ 18300 NB SA РЕ 25™, имеющий скорость течения расплава 2,3 г/10 мин и плотность 0,916 г/см3. EVOH №1 представляет собой полученный от компании EVALCA/Kuraray гидролизованный сополимер этилена и винилацетата EVAL F101B™, имеющий скорость течения расплава 1,6 г/10 мин и плотность 1,196 г/см3. ПЭВП №1 представляет собой полученный от компании Ineos Group Limited полиэтилен высокой плотности RIGIDEX HD6070FA™, имеющий скорость течения расплава 7,6 г/10 мин и плотность 0,960 г/см3.
В таблице II перечислены слои пленки основы согласно одному из вариантов осуществления. Слой 1 представляет собой герметизирующий или термосвариваемый слой (seal layer), слои 2-5 представляют собой промежуточные слои, а слой 6 представляет собой наружный слой. Слои образуют многослойную структуру, начиная с термосвариваемого слоя 1 и заканчивая наружным слоем 6 в порядке их нумерации.
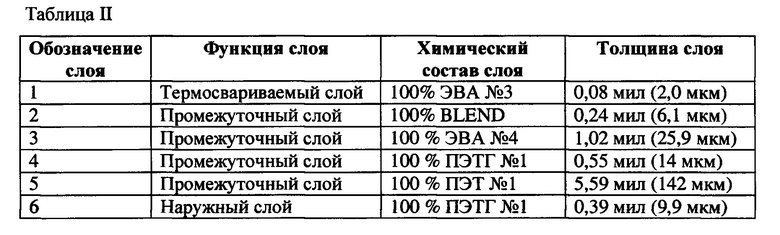
Общая толщина пленки основы согласно Таблице II составляет 7,87 мил (199,9 мкм). ЭВА №3 представляет собой полученный от компании Exxon Mobil Corp.сополимер этилена и винилацетата ESCORENE ULTRA FL00909™, имеющий скорость течения расплава 9 г/10 мин и плотность 0,9280 г/см3. BLEND представляет собой смесь смол, содержащую 30% полученного от компании LyondellBasell Industries полибутилена-1 0300М ™, имеющего скорость течения расплава 4 г/10 мин и плотность 0,915 г/см3; 19% полученного от компании DuPont сополимера этилена, винилацетата, моноокиси углерода ELVALOY 741™, имеющего плотность 1 г/см3; и 51% полученного от компании DuPont нейтрализованного натрием сополимера этилена и метакриловой кислоты Surlyn 1601™, имеющего скорость течения расплава 1,30 г/10 мин и плотность 0,9400 г/см3. EVA №4 представляет собой полученный от компании Exxon Mobil Corp.сополимер этилена и винилацетата ESCORENE FL 00226™, имеющий скорость течения расплава 2,00 г/10 мин и плотность 0,9480 г/см3. ПЭТГ №1 представляет собой полученный от компании Eastman Chemical модифицированный гликолем полиэтилентерефталат GN001™, имеющий плотность 1,27 г/см3. ПЭТ №1 представляет собой полученный от компании DENTIS srl полиэтилентерефталат Petalo RPET 400™, имеющий плотность 1,35 г/см3.
Термосвариваемые слои пленки крышки и пленки основы, перечисленные в Таблицах I и II, могут быть скреплены друг с другом с целью формирования упаковки. Пленка крышки и пленка основы, перечисленные в Таблицах I и II, могут использоваться для изготовления упаковки, служащей для упаковывания в вакууме в плотно прилегающую пленку.
Обращаясь снова к варианту осуществления, показанному на фиг. 3, упаковка 10 содержит дискретные ячейки 21, 25 и 31 каркаса. Тем не менее, упаковка может быть модифицирована и содержать только одну ячейку на одной стороне упаковки 10, две ячейки на противоположных сторонах упаковки 10, две ячейки на соседних сторонах упаковки 10, три ячейки и т.д. Каркас 14 может быть частично сформирован вокруг камеры 12. Кроме того, в одной или нескольких ячейках может содержаться направитель вещества. Ячейки могут использоваться как рукоятки.
На фиг. 11 и 12 проиллюстрирован следующий вариант осуществления упаковки 10. На фиг. 12 показан вид в разрезе по линии 12-12 упаковки, показанной на фиг. 11. Упаковка 10 содержит верхнюю и нижнюю противоположные пленки 18 и 20 камеры, прикрепленные друг к другу в зоне 22 хрупкого уплотнения камеры и образующие камеру 12, в которой содержится продукт 16. Упаковка 10 также содержит полый каркас 14 вблизи камеры 12, содержащий определенное вещество, например, молекулы ароматического вещества. Между камерой 12 и каркасом 14 находится зона 22 хрупкого уплотнения камеры, при разрыве которой вещество может вытекать из каркаса 14 в камеру 12 и контактировать с продуктом 16. Зона 22 хрупкого уплотнения камеры может иметь прочность на отрыв 0,058-0,309 Н/мм. Каркас также содержит верхнюю и нижнюю противоположные пленки 26 и 28, прикрепленные друг к другу в зоне 32 наружного уплотнения каркаса вблизи наружной стороны каркаса. Каркас дополнительно содержит зону 30 внутреннего хрупкого уплотнения вблизи камеры 12, имеющую одинаковую протяженность с зоной 22 хрупкого уплотнения камеры и прочность на отрыв 0,058-0,309 Н/мм.
Пленка 34 крышки непрерывно проходит от каркаса 14 до камеры 12, то есть содержит как верхнюю пленку 18 камеры, так и верхнюю пленку 26 каркаса; а пленка 36 основы непрерывно проходит от каркаса 14 до камеры 12, то есть содержит как нижнюю пленку 20 камеры, так и нижнюю пленку 28 каркаса. Каркас 14 также содержит разрывной направитель 15 вещества вблизи зоны 22 хрупкого уплотнения камеры. Разрывной направитель 15 вещества является сферическим и сконфигурирован на то, чтобы направлять вещество в сторону продукта 16, например, мяса при разрыве зоны 22 хрупкого уплотнения камеры. Зона 22 хрупкого уплотнения камеры образует границу между направителем 15 вещества и камерой 12. В варианте осуществления, проиллюстрированном на фиг. 1 и 12, продукт 16 в камере 12 между верхней пленкой 18 и нижней пленкой 20 окружен модифицированной средой 24.
На фиг. 13 показан увеличенный вид края упаковки, показанной на фиг. 12. Как показано на фиг. 13, пленка 34 крышки содержит наружный слой 27 и термосвариваемый слой 29; а пленка основы 36 содержит наружный слой 33, промежуточный хрупкий слой 35 и термосвариваемый слой 37. Хрупкий слой 35 содержит хрупкую смесь, имеющую прочность на отрыв 0,058-0,309 Н/мм. Термосвариваемый слой 29 пленки 34 крышки прикреплен к уплотнительному слою 37 пленки 36 основы в зоне 22 хрупкого уплотнения камеры.
На фиг. 14 проиллюстрирован вариант осуществления упаковки 10, которая показана на фиг. 13, после разрыва зоны 22 хрупкого уплотнения камеры и зоны 30 внутреннего хрупкого уплотнения каркаса. Под действием давления, приложенного к каркасу 14 и/или направителю 15 вещества, происходит когезионное отделение хрупкого слоя 35 и разрыв термосвариваемого слоя 37. В этом варианте осуществления при разрыве зоны 22 хрупкого уплотнения камеры и зоны 30 внутреннего хрупкого уплотнения каркаса вещество может выходить из каркаса 14 в камеру 12.
На фиг. 15 показан следующий вариант осуществления упаковки 10, содержащей предварительно сформированный элемент 39 основы. Упаковка 10 содержит верхнюю пленку 18 камеры, прикрепленную к элементу 39 основы в зоне 22 хрупкого уплотнения камеры и образующую камеру 12, в которой содержится продукт 16. Упаковка 10 также содержит полый каркас 14 вблизи камеры 12, содержащий определенное вещество, например, приправу. Между камерой 12 и каркасом 14 находится зона 22 хрупкого уплотнения камеры, при разрыве которой вещество может вытекать из каркаса 14 в камеру 12 и контактировать с продуктом 16. Зона 22 хрупкого уплотнения камеры может иметь прочность на отрыв 0,058-0,309 Н/мм. Каркас содержит верхнюю пленку 26, прикрепленную к основному элементу 39 в зоне 32 наружного уплотнения каркаса вблизи наружной стороны каркаса. Каркас дополнительно содержит зону 30 внутреннего хрупкого уплотнения каркаса вблизи камеры 12. Зона 30 внутреннего хрупкого уплотнения каркаса имеет одинаковую протяженность с зоной 22 хрупкого уплотнения камеры и прочность на отрыв 0,058-0,309 Н/мм.
Пленка 34 крышки непрерывно проходит от каркаса 14 до камеры 12, то есть содержит как верхнюю пленку 18 камеры, так и верхнюю пленку 26 каркаса. Каркас 14 также содержит разрывной направитель 15 вещества вблизи зоны 22 хрупкого уплотнения камеры. Разрывной направитель 15 вещества является сферическим и сконфигурирован на то, чтобы направлять вещество в сторону продукта 16, например, мяса при разрыве зоны 22 хрупкого уплотнения камеры. Зона 22 хрупкого уплотнения камеры образует границу между направителем 15 вещества и камерой 12. В одном из вариантов осуществления, показанном на фиг. 15, продукт 16 в камере 12 между пленкой 34 крышки и элементом 39 основы окружен модифицированной средой 24.
Вариант осуществления способа высвобождения вещества в камеру 12 упаковки 10, показанной на фиг. 15, предусматривает использование вещества в полом каркасе 14 вблизи камеры 12; и разрушение хрупкого уплотнения (например, зоны 22 хрупкого уплотнения камеры и зоны 30 внутреннего хрупкого уплотнения каркаса) между камерой и полым каркасом с целью высвобождения вещества в камеру. Хрупкое уплотнение может быть разорвано путем сдавливания каркаса 14 и/или направителя 15 вещества. Кроме того, при высвобождении вещества в камеру в ней может находиться продукт 16, например кусок мяса.
Элемент основы может состоять из однослойного или многослойного полимерного материала. В случае однослойного материала применимыми полимерами могут являться полистирол, полипропилен, сложные полиэфиры, полиэтилен высокой плотности, поли(молочная кислота), ПВХ и т.д. во вспененном или твердом виде. Элемент основы также может состоять из бумажных материалов, таких как картон.
Элемент основы может быть снабжен газобарьерными свойствами, включая скорость пропускания кислорода менее 200 см3/(м2⋅сутки⋅атм), менее 150 см3/(м2⋅сутки⋅атм) или менее 100 см3/(м2⋅сутки⋅атм), измеренную согласно ASTM D-3985 при температуре 23°C и относительной влажности 0%. Материалами газобарьерного однослойного термопластичного элемента основы могут являться сложные полиэфиры, полиамиды и т.п.
Если для формирования элемента основы используется многослойный материал, применимыми полимерами могут являться гомополимеры и сополимеры этилена, гомополимеры и сополимеры пропилена, полиамиды, полистирол, сложные полиэфиры, поли(молочная кислота), ПВХ, ПВДХ, EVOH и т.д. Часть многослойного материала может являться твердой, а часть - вспененной. Например, элемент основы может содержать, по меньшей мере, один слой вспененного полимерного материала, выбранного из группы, состоящей из полистирола, полипропилена, сложных полиэфиров и т.д. Если элемент основы состоит из вспененных материалов, он также может быть покрыт барьерным слоем, чтобы сдерживать, предотвращать утечку, вещества внутри основного элемента, образующего часть полого каркаса.
Многослойный материал может быть получен путем совместной экструзии всех слоев методами совместной экструзии или путем клеевого или термического наслаивания, например, жесткого, вспененного или твердого элемента основы и тонкой пленки.
Тонкая пленка может наслаиваться со стороны элемента основы, соприкасающейся с продуктом, или со стороны, обращенной от продукта, или с обеих сторон. В последнем случае пленки, наслоенные с двух сторон элемента основы, могут являться одинаковыми или различаться. Для увеличения срока хранения упакованного продукта необязательно используется слой материала со свойствами кислородного барьера, например, сополимера (этилена и винилового спирта).
Газобарьерными полимерами, которые могу применяться в газобарьерном слое, являются ПВДХ, EVOH, полиамиды, сложные полиэфиры и их смеси. Толщина газобарьерного слоя может устанавливаться таким образом, чтобы элемент основы имел скорость пропускания кислорода, приемлемую для конкретного упакованного продукта.
Элемент основы может также содержать термосвариваемый слой. Обычно термосвариваемый слой может выбираться из полиолефинов, таких как гомо- или сополимеры этилена, гомо- или сополимеры пропилена, сополимеры этилена и винилацетата, иономеры, и сложные гомо- и сополиэфиры, например, ПЭТГ (модифицированный гликолем полиэтилентерефталат).
В газобарьерном материале основного элемента могут присутствовать и в зависимости от конкретных смол, используемых в газобарьерном слое, предпочтительно присутствуют дополнительные слои, такие как клейкие слои для улучшения сцепления газобарьерного слоя с соседними слоями.
В элемент основы также может быть включен хрупкий слой в качестве термосвариваемого слоя или слоя, сцепленного с термосвариваемым слоем. В случае многослойного материала, используемого для формирования элемента основы, часть структуры может быть вспенена, а часть - не вспенена. Элемент основы может содержать (от самого наружного слоя до самого внутреннего слоя, соприкасающегося с пищевым продуктом) один или несколько структурных слоев обычно из такого материала, как пенополистирол, сложный пенополиэфир или пенополипропилен, или из листа, отлитого, например, из полипропилена, полистирола, поли(винилхлорида), сложного полиэфира или картона; газобарьерный слой и термосвариваемый слой.
Элемент основы может быть изготовлен из листа вспененного полимерного материала, имеющего пленку, содержащую, по меньшей мере, один слой со свойствами кислородного барьера и, по меньшей мере, один поверхностный герметизирующий слой, наслоенный на поверхность, обращенную к упакованному продукту, в результате чего поверхностный герметизирующий слой является слоем элемента основы, соприкасающимся с пищевым продуктом. На наружную поверхность элемента основы может быть наслоена вторая, барьерная или небарьерная пленка.
Материалы элемента основы, применимые для упаковки и содержащие вспененные детали, могут иметь общую толщину менее 8 мм, от 0,5 мм до 7,0 мм или от 1,0 до 6,0 мм.
Материалы элемента основы, применимые для упаковки и не содержащие вспененных деталей, могут иметь общую толщину однослойного или многослойного термопластичного материала менее 2 мм, от 0,1 мм до 1,2 мм, от 0,2 мм до 1,0 мм и даже менее 0,3 мм (300 мкм).
На фиг. 16 и 17 проиллюстрирован следующий вариант осуществления упаковки 10.
На фиг. 17 показан вид в разрезе по линии 17-17, упаковки показанной на фиг. 16. Упаковка 10 содержит верхние и нижние противоположные пленки 18 и 20 камеры, прикрепленные друг к другу в зоне 22 хрупкого уплотнения камеры и образующие камеру 12, в которой содержится продукт 16. Упаковка 10 также содержит полый каркас 14 вблизи камеры 12, в котором содержится определенное вещество, например, биоцид. Между камерой 12 и каркасом 14 находится зона 22 хрупкого уплотнения камеры, при разрыве которой вещество может вытекать из каркаса 14 в камеру 12 и контактировать с продуктом 16. Зона 22 хрупкого уплотнения камеры может иметь прочность на отрыв 0,058-0,309 Н/мм. Каркас также содержит верхние и нижние противоположные пленки 26 и 28, прикрепленные друг к другу в зоне 32 наружного уплотнения каркаса вблизи наружной стороны каркаса. Каркас дополнительно содержит зону 30 внутреннего хрупкого уплотнения каркаса вблизи камеры 12, имеющую одинаковую протяженность с зоной 22 хрупкого уплотнения камеры и прочность на отрыв 0,058-0,309 Н/мм.
Пленка 34 крышки непрерывно проходит от каркаса 14 до камеры 12, то есть содержит как верхнюю пленку 18 камеры, так и верхнюю пленку 26 каркаса; а пленка основы 36 непрерывно проходит от каркаса 14 до камеры 12, то есть содержит как нижнюю пленку 20 камеры, так и нижнюю пленку 28 каркаса. Каркас 14 также содержит разрывной направитель 15 вещества вблизи зоны 22 хрупкого уплотнения камеры. Разрывной направитель 15 вещества имеет коническую форму и сконфигурирован на то, чтобы направлять вещество в сторону продукта 16, например, мяса при разрыве зоны 22 хрупкого уплотнения камеры. Зона 22 хрупкого уплотнения камеры образует границу между направителем 15 вещества и камерой 12. В варианте осуществления, который проиллюстрирован на фиг. 16 и 17, между верхней пленкой 18 камеры и нижней пленкой 20 камеры создан вакуум, а упаковка 10 имеет конфигурацию VSP. В камере 12 содержится продукт 16, а верхняя и нижняя пленки 18 и 20 камеры сплющены друг с другом под действием вакуума вокруг продукта.
Вариант осуществления способа высвобождения вещества в камеру 12 упаковки 10, показанный на фиг. 16 и 17 предусматривает использование вещества в полом каркасе 14 вблизи камеры 12; и разрушение хрупкого уплотнения (например, зоны 22 хрупкого уплотнения камеры и зоны 30 хрупкого уплотнения каркаса) между камерой и полым каркасом с целью высвобождения вещества в камеру. Хрупкое уплотнение может быть разорвано путем сдавливания каркаса и/или направителя 15 вещества. Кроме того, при высвобождении вещества в камеру в ней может находиться продукт 16, например кусок мяса.
На фиг. 32 проиллюстрирован следующий вариант осуществления упаковки 10 с продуктом 16.
Каркас 14 упаковки имеет  толщину, чем продукт 16.
толщину, чем продукт 16.
В одном из вариантов осуществления упаковка 10 может быть формироваться в упаковочной машине 74 (фиг. 5). Упаковочная машина 74 содержит опору 45 для разматывания пленки основы, служащую опорой для рулона 46 пленки основы, в результате чего полотно 40 основы может подаваться в камеру 48 вакуумирования/продувки газом/термического уплотнения/раздувания (то есть камеру 48 термического уплотнения). На опору 51 для разматывания пленки крышки опирается рулон 50 полотна крышки, в результате чего полотно 38 крышки также может подаваться в камеру 48 термического уплотнения.
На фиг. 18-22 показан один из вариантов осуществления камеры 48 термического уплотнения, содержащей верхний корпус 52 и противоположный нижний корпус 54 для использования при изготовлении упаковки, в камере 12 которой содержится модифицированная среда. На фиг. 23 показан один из вариантов осуществления камеры 48 термического уплотнения для использования при изготовлении плотно прилегающей вакуумной упаковки.
Верхний и нижний корпуса камеры способны перемещаться относительно друг друга открытое положение камеры, как показано на фиг. 18 и 22, и закрытое положение камеры, как показано на фиг. 19-21. В открытом положении камеры верхний и нижний корпуса 52 и 54 отстоят друг от друга, позволяя полотнам 38, 40 крышки и основы, а также продукту 16 поступать в камеру 48 термического уплотнения. В закрытом положении камеры верхний и нижний корпуса 52 и 54 расположены вблизи друг друга и образуют замкнутый объем 68 камеры.
В верхний корпус 52 камеры могут плавно входить внутренняя термосварочная планка 56 и наружная термосварочная планка 58. На нижний корпус 54 камеры может опираться опора 60, которая расположена напротив внутренней и наружной термосварочных планок. Внутренняя термосварочная планка 56 и опора 60 могут перемещаться друг относительно друга между сомкнутым положением внутренней термосварочной планки и разомкнутым положением внутренней термосварочной планки. В сомкнутом положении, показанном на фиг. 20 и 21, внутренняя термосварочная планка 56 и опора 60 расположены вблизи друг друга и ограничивают внутренний объем 70 камеры и наружный объем 72 камеры. В разомкнутом положении, показанном на фиг. 19, внутренняя термосварочная планка 56 и опора 60 отстоят друг от друга.
Как показано на фиг. 23, камера 48 термического уплотнения для использования при изготовлении плотно прилегающей вакуумной упаковки содержит термосварочную планку 56, имеющую отличающуюся форму и дополнительную функцию нагрева и предварительного растяжения путем контакта с полотном крышки с целью создания куполообразной формы. В случае VSP упаковочный материал может содержать полотно 40 основы и полотно 38 крышки. Упаковываемое изделие может сначала помещаться на полотно основы, которое может являться гибким, жестким или полужестким, плоским или в форме лотка, и также может содержать один или несколько описанных слоев из вспененного термопластичного материала. Затем полотно 38 крышки, которое может быть предварительно нагрето, и полотно 40 основы, на котором размещено упаковываемое изделие, могут по отдельности подаваться на участок упаковывания, на котором верхняя пленка можно дополнительно нагреваться путем контакта с внутренней поверхностью купола который может затем опускаться на изделие. Купол, образованный термосварочной планкой 56, может нагреваться до 170-230°C или даже до 200°C. Пространство между полотном 38 крышки и полотном 40 основы может вакуумироваться с использованием источника 62 вакуума и сопла 63, а полотно 40 крышки может входить в контакт с полотном 40 основы и упаковываемым изделием.
Камера 48 термического уплотнения, показанная на фиг. 23, содержит пространство для введения сопла 63. Полотно 38 крышки может прижиматься к внутренней поверхности купола, например, под действием разрежения, а затем высвобождаться, когда желательно, чтобы достаточно нагретое полотно крышки охватило продукт. Скрепление полотна крышки и полотна основы друг с другом может достигаться путем сочетания теплоты купола и разности между давлением внутри упаковки и давлением внешней среды, и может облегчаться за счет механического давления и/или дополнительного нагрева. Область, которая должна образовывать камеру, может вакуумироваться непосредственно перед скреплением полотна крышки с полотном основы в зоне хрупкого уплотнения камеры с целью создания вакуума в камере. Форма/задание размерности такого купола может предварительно определяться в зависимости от упаковываемого продукта. Термосварочная планка 56, показанная на фиг. 23, может быть снабжена всасывающим и вытяжным каналами для 1) создания вакуума с целью сцепления полотна 38 крышки с термосварочной планкой 56 и 2) последующей подачи воздуха с целью сплющивания полотна крышки на базовом полотне и упаковываемом продукте.
Наружная термосварочная планка 58 и опора 60 могут перемещаться друг относительно друга между сомкнутым положением наружной термосварочной планки и разомкнутым положением наружной термосварочной планки. В сомкнутом положении, показанном на фиг. 21, наружная термосварочная планка 58 и опора 60 расположены вблизи друг друга. В разомкнутом положении, показанном на фиг. 19 и 20, наружная термосварочная планка 58 и опора 60 отстоят друг от друга.
Камера 48 термического уплотнения содержит источник 62 вакуума, источник 64 модифицированной среды и источник 66 подачи газа для раздувания и вещества, при этом каждый из них способен регулируемо обмениваться текучей средой с камерой 48 термического уплотнения, как описано далее. Ниже по потоку, чем камера 48 термического тепла, находится резак 76. Применимые резаки хорошо известны из техники и могут включать, например, роторные фрезы, ножевые фрезы, режущие лезвия и лазерные фрезы.
В процессе работы упаковочной машины 74 полотно 40 основы разматывается из рулона 46, опирающегося на опору 45, и подается в камеру 48 термического уплотнения. Полотно 40 основы может протягиваться с помощью зажимных цепей (не показанных) с двух сторон, как известно из техники. Продукт 16 может помещаться на полотно 40 основы до подачи полотна в камеру 48 термического уплотнения. Полотно 38 крышки разматывается из рулона 50, опирающегося на опору 51, и также подается в камеру 48 термического уплотнения. Полотно 38 крышки также может протягиваться с помощью зажимных цепей (не показанных) с двух сторон, как известно из техники. По меньшей мере, часть полотна 38 крышки может размещаться над продуктом 16, до или после поступления продукта 16 в камеру 48 уплотнения тепла.
Полотна 38, 40 крышки и основы с каждой стороны продукта 16 находятся между верхним корпусом 52 камеры и нижним корпусом 54 камеры, когда камера 48 термического уплотнения находится в открытом положении (фиг. 18). Затем камера 48 термического уплотнения переходит в закрытое положение, и верхний и нижний корпуса 52, 54 камеры захватывают, сдавливают или сжимают находящиеся между ними полотна 38, 40 крышки и основы, в результате чего образуют три преимущественно воздухонепроницаемых закрытых объема камеры: верхний объем 68 (который представляет собой объем над полотном 38), нижний объем 69 (который представляет собой объем под полотном 40) и промежуточный объем 67 (который представляет собой объем между полотнами 38 и 40, окружающими продукт 16 (фиг. 19)). Между верхним и нижним объемами 68, 69 камеры необязательно может устанавливаться сообщение с возможностью обмена текучей средой с помощью соответствующих трубопроводов, труб или других средств, известных из техники.
В закрытом положении камеры (фиг. 19) промежуточный объем 67 камеры 67 может вакуумироваться посредством источника 62 вакуума с целью откачивания желаемого количества окружающего воздуха. Затем в промежуточный объем 67 камеры посредством источника 64 модифицированной среды можно вводиться модифицированная среда желаемого состава и в желаемом количестве. Модифицированная среда может вводиться при температуре ниже, чем окружающая температура, и при последующем нагревании до окружающей температуры давление модифицированной среды внутри камеры 12 может повышаться до давления, превышающего окружающее давление.
Может быть желательным поддерживать сбалансированное усилие, прилагаемое к верхнему и нижнему полотнам (то есть избегать раздувания промежуточного объема 67 камеры) при введении модифицированной среды в промежуточный объем 67 камеры. Для этого давление в верхнем и нижнем объемах 68, 69 камеры может повышаться путем введения газа (например, воздуха или модифицированной среды) в эти объемы камеры при введении модифицированной среды в промежуточный объем 67 камеры.
Затем внутренняя термосварочная планка 56 и опора 60 перемещаются в сомкнутое положение внутренней термосварочной планки (фиг. 20) с целью сжатия находящихся между ними полотен 38, 40 крышки и основы, а также ограничения внутреннего объема 70 и наружного объема 72 камеры, а также и объема 73 каркаса (между полотнами крышки и основы). Внутренняя термосварочная планка нагревается до температуры, позволяющей скреплять полотна друг с другом в зоне 22 хрупкого уплотнения камеры (смотри, например, фиг. 2). При этом образуется камера 12, содержащая модифицированную среду 24 и продукт 16 (смотри, например, фиг. 2).
Конструкции внутренней термосварочной планки 56 и/или опоры 60 может быть придана форма направителя 15 вещества на каркасе 14 упаковки 10 (смотри, например, фиг. 9-17), когда внутренняя термосварочная планка 56 и опора 60 приближены друг к другу.
Кроме того, количество тепла, подводимого внутренней термосварочной планкой 56, может увеличиваться или уменьшаться с целью обеспечения требуемой степени прочности на отрыв зоны хрупкого уплотнения камеры.
Затем в объем 73 каркаса через источник 66 подачи газа для раздувания и вещества вводится газ для раздувания. Применимый газ для раздувания включает, например, воздух, азот или модифицированную среду (в том числе модифицированную среду, имеющую такой же состав, как и среда, которая вводится через источник 64 модифицированной среды, как описано выше). В каркас 14 источник 66 подачи газа для раздувания и вещества также может вводиться вещество. Добавляется определенное количество газа для раздувания с целью повышения давления в объеме 73 каркаса до желаемого уровня, например, до манометрического давления (при этом термин "манометрическое давление" означает разность между давлением в системе и окружающим давлением), по меньшей мере, около любой из следующих величин: 0,1, 0,2, 0,3, 0,4, 0,5, 0,6, 0,8 и 1 бар; до манометрического давления менее 2 бар; и до манометрического давления в интервале между любыми из указанных величин (например, от около 0,2 бар до около 0,8 бар и от около 0,3 бар до около 2 бар).
Также может быть желательным поддерживать сбалансированное усилие, прилагаемое к верхнему и нижнему полотнам (то есть избегать преждевременного раздувания объема 73 каркаса) при введении газа для раздувания в объем 73 каркаса. Для этого в наружном объеме 72 камеры может повышаться давление путем введения в него газа для раздувания, когда в объем 73 каркаса вводится газ для раздувания.
Как показано на фиг. 21, наружная термосварочная планка 58 и опора 60 перемещаются в сомкнутое положение наружной термосварочной опоры (фиг. 21) с целью сжатия находящихся между ними полотен 38, 40 крышки и основы. Наружная термосварочная планка нагревают до температуры, позволяющей скреплять полотна друг с другом в зоне 32 наружного уплотнения каркаса (смотри, например, фиг. 2). При этом образуется полый каркас 14, охватывающий газ для раздувания под повышенным давлением.
Затем внутренний и наружный объемы 70, 72 камеры, а также нижний объем 69 камеры могут продуваться с целью восстановления окружающего давления до открывания камеры. Далее верхний и нижний корпуса камеры возвращаются в открытое положение камеры, в котором внутренняя термосварочная планка 56 и опора 60, а также наружная термосварочная планка 58 опора 60 находятся в разомкнутом положении, как показано на фиг. 22.
Под действием окружающего давления каркас 14 надувается, поскольку давление внутри каркаса 14 превышает окружающее давление. При раздувании каркас 14 стремится оторваться от камеры 12 и тем самым создает натяжение, которое придает определенную устойчивость или жесткость упаковке 10 и камере 12 (содержащей модифицированную среду) по сравнению с состоянием, в котором каркас 14 не надут. Давление внутри каркаса 14 относительно давления в наружном объеме 72 камеры может иметь любую из указанных выше величин.
Полотна крышки и основы могут пошагово перемещаться вперед, в результате чего резак 76 (фиг. 5) может разрезать полотна с целью высвобождения упаковки 10. Резак может разрезать полотна, например, встык или путем высекания, как известно из техники. Хотя на фиг. 5, показано, что резак 76 находится дальше, чем камера 48 термического уплотнения, в качестве альтернативы, резак может находиться непосредственно перед камерой 48 термического уплотнения. Упаковочная машина 74 может действовать в режиме пошагового и/или преимущественно непрерывного перемещения с целью изготовления множества упаковок 10 из рулонных полотен крышки и основы.
Изготовление упаковки 11, в которой пленка крышки или пленка основы или обе пленки являются термоформованными, например, как показано на фиг. 7 и 8, может предусматривать использование, по меньшей мере, одного участка термоформования части полотна 40 основы выше по потоку, чем точка, в которой продукт 16 помещают на полотно, и/или полотна 38 крышки выше по потоку, чем вакуумная камера 48. Устройства и способы термоформования хорошо известны из техники и включают формирование положительного или отрицательного и избыточного давления и положительного или отрицательного давления сжатого воздуха, и любой из них может использоваться с механическим предварительным растяжением или без него с формованием пуансоном или без него. Например, упаковочная машина, показанная на фиг. 5, может быть модифицирована путем включения участка термоформования, такого как участок 80 термоформования (фиг. 24), который имеет пресс-форму 82 и противоположный пуансон 84, во взаимодействии придающие полотну основы желаемую форму, такую как форма термоформованной пленки 136 основы (которая на фиг. 7 содержит термоформованную нижнюю пленку 120 камеры и термоформованную нижнюю пленку 128 каркаса).
Пресс-форма 82 и противоположный пуансон 84 могут образовывать направитель 15 вещества на каркасе 14 упаковки 10 (смотри, например, фиг. 9-17), когда из полотен сформирована упаковка. Другим примером применимого участка термоформования служит участок 86 термоформования (фиг. 25), имеющей пресс-форму 88, противоположную термосварочную пластину 90 и окружающие верхнюю и нижнюю камеры 92, 94. Пресс-форма 88 может служить для формирования направителя 15 вещества на каркасе 14 упаковки 10 (смотри, например, фиг. 9-17), когда из полотен сформирована упаковка. Участок 86 термоформования также может использоваться придания полотну основы желаемой формы, такой как форма термоформованной пленки 136 основы (фиг. 7). Из полотна 40 основы может формироваться ряд лотков с кромками для облегчения крепления полотна 38 крышки к полотну 40 основы. Нижняя пленка каркаса необязательно может являться термоформованной. В качестве альтернативы, термоформованными могут являться только пленки каркаса, т.е. нижняя и/или верхняя пленка каркаса, а пленка камеры может не являться термоформованной.
В другом варианте осуществления упаковка 10 (11) может формироваться с использованием упаковочной машины, схематически представленной на фиг. 26 и обозначенной позицией 100. На фиг. 26 позицией 101 обозначен участок разматывания рулона основы, а позицией 102 обозначен участок разматывания рулона крышки. Позициями 103 и 104 обозначены два отдельных участка термоформования, которые могут быть исключены, если ни основание, ни крышка не должны являться термоформованными, или могут приводиться в действие по отдельности и независимо с целью, по меньшей мере, частичного термоформования только полотна 40 основы или только полотна 38 или для как полотна основы, так и полотна крышки.
Когда, по меньшей мере, полотно основы или полотно крышки является термоформованным, профиль термоформования может являться таким, как показан на фиг. 27 для полотна основы. На фиг. 27 позицией 136 в целом обозначена термоформованная пленка основы, позицией 128 обозначена термоформованная нижняя пленка каркаса, позицией 109 обозначена самый наружный край термоформованной нижней пленки 128 каркаса, позицией 120 обозначена термоформованная нижняя пленка камеры, а позиций 110 обозначен край, отделяющий термоформованную нижнюю пленку 128 каркаса от термоформованной нижней пленки 120 камеры. На фиг. 27 позиции 120, 128 и 136 соответствуют обозначенным теми же позициями элементам упаковки 11 на фиг. 7 и 8, а позиции 109 и 110 соответствуют позициям на виде в плане термоформованного полотна на фиг. 28.
На участке 105 продукт 16 может помещаться на основание. Когда полотно 40 основы является термоформованным, например, как в варианте осуществления на фиг. 27, продукт 16 загружают в термоформованную нижнюю пленку камеры.
После этого полотно 40 основы с загруженным продуктом 16 и соответствующее полотно 38 крышки продвигаются до камеры вакуумирования/продувки газом/термического уплотнения (первой камеры), схематически обозначенной позицией 106. Первая камера 106 отличается от описанной выше камеры 48 в основном тем, что она не содержит источника газа для раздувания.
При желании камера 12 внутри первой камеры 106 может вакуумироваться через источник 162 вакуума и необязательно может заполняться применимой модифицированной средой 24 через источник 164 модифицированной среды. Затем путем перемещения термосварочных планок и оправок в сомкнутое положение за одну операцию или две отдельные операции изготавливаются все уплотнения готовой упаковки 10 (11), то есть в зоне 32 наружного уплотнения каркаса, зоне 30 внутреннего хрупкого уплотнения каркаса и зоне 22 хрупкого уплотнения камеры. Затем полученная таким образом промежуточная упаковка, в которой продукт 16 находится в камеру 12 под вакуумом или в желаемой, необязательно модифицированной среде, а каркас 14 закрыт, но еще не раздут, поступает во вторую камеру 107 разделения/раздувания (вторую камеру). Во второй камере 107 полотна разделяются применимыми резаками с целью отделения отдельной промежуточной упаковки, а затем каркас 14 накачивается путем продувки желаемого газа в нем через отверстие 108, которое может быть выполнено в верхней пленке 26 (126) каркаса или в нижней пленке 28 (128) каркаса.
Как только каркас 14 раздувается, отверстие 108 закрывается или так или иначе отделяется от раздутого каркаса 14, например, путем подвода тепла до того, как готовая упаковка покинет вторую камеру 107.
Отверстие 108 может формироваться на одном из участков 103 и 104 термоформования, на участке 105 загрузки или на отдельном специализированном участке, который может находиться участками термоформования и загрузки продукта.
На фиг. 28 показан вид в плане соответствующим образом термоформованного полотна основы, поступающего на участок 105 загрузки. На фиг. 28 позицией 108 обозначено отверстие, которое будет использоваться для раздувания каркаса 14 в камере 107 разделения/раздувания, а двойные линии 109 и 110 являются краями термоформованных частей (соответствие профилю на фиг. 27 указано с использованием тех же позиций). В полотне также выполнены прорези 111, которые используются для необязательных стадий вакуумирования и введения модифицированной среды 24. Прорези 111 в полотне могут иметь форму креста, как показано на фиг. 28. Полотно 40 основы с загруженным продуктом 16 продвигается до первой камеры 106, где его размещают таким образом, чтобы прорези 111 находились непосредственно над матрицей с отверстиями, которые посредством трубки, расположенной под прорезями, соединены с источником 162 вакуума. Как только первая вакуумная камера 106 закрывается, сжимая находящиеся внутри полотна основы и крышки, она может вакуумироваться через трубку, и края прорезей 111, обозначенные на фиг. 28 позициями, 111a, 111b, 111c и 111d, притягиваются к внутренней стороне трубки, чтобы увеличить проход для воздуха.
С целью предотвращения сплющивания полотна 38 крышки над полотном 40 основы вследствие вакуумирования пространства между ними также вакуумируется верх вакуумной камеры, чтобы удерживать полотно крышки приподнятым над полотном 40 основы. Это может делаться с использованием другого или, как схематически показано на фиг. 26, того же самого источника 162 источника. После вакуумирования в первую камеру 106 вводится желаемая модифицированная среда 24 через те же прорези 111 путем выключения источника 162 вакуума и приведения в действие источника 164 модифицированной среды. Как только давление газа, нагнетаемого вверх через прорези 111 в вакуумную камеру, достигает желаемой величины, механизм нагрева в камере по отдельности закрывает упаковки по линиям зон 32 и 30 уплотнения и зоны 22 хрупкого уплотнения камеры между полотном 40 основы и полотном 38 крышки, исключая прорези 111, при этом отверстие 108 остается внутри каркаса 14. Как показано на фиг. 28, замкнутые линии могут соответствовать двойным линиям 109 и 110.
Затем открывается первая камера 106, и полотна, прикрепленные друг к другу, продвигаются во вторую камеру 107, где применимые резаки отделяют фиксированные полотна с целью высвобождения отдельной упаковки. Затем вдувают в каркас 14 воздух или любой другой желаемый газ через применимое сопло в точном соответствии с отверстием 108, соединенным с источником 166 подачи газа для раздувания и вещества. Также может подаваться вещество из источника 166 подачи газа для раздувания и вещества. Чтобы отверстие 108 оставалось совмещенным с соплом, может соответствующим образом использоваться полое прижимное устройство. В показанном на фиг. 28 конкретном варианте осуществления, в котором отверстие 108 сообщается с каркасом 14 через канал 112, это фактически должно достигаться без сдавливания незакрепленного прохода 112, который должен быть свободным, чтобы обеспечивать раздувание каркаса 14.
В качестве альтернативы, в отверстие 108 может быть вставлена небольшая гибкая трубка, также соединенная источником 166 подачи газа для раздувания и вещества, и использована для раздувания каркаса 14. При использовании небольшой трубки она также может быть соединена с соответствующим насосом и резервуаром, чтобы раздувать каркас 14 любой жидкотекучей средой, включая жидкости, такие как вода и водные растворы, и текучие порошки, и тем самым придавать жесткость каркасу 14. В каркасе 14 также может содержаться вещество.
Как только каркас 14 раздут по желанию, отверстие 108 закрывается, и/или сообщение между отверстием 108 и каркасом 14 прекращается, пока упаковка еще находится в камере 107 разделения/раздувания. Это может достигаться любыми средствами, такими как, например, нанесение барьерной метки поверх отверстия, скрепление друг с другом верхней пленки и нижней пленки упаковки путем подвода тепла к участку, которая содержит, по меньшей мере, отверстие 108 и превышает отверстие, или формирование уплотнения вокруг отверстия подвода тепла, чтобы устранить любое сообщение между отверстием 108 и каркасом. Как показано на фиг. 28, отверстие 108 может быть закрыто путем подвода тепла к проходу 112 или путем подвода тепла к верхней пленке и нижней пленке на всем участке вокруг отверстия 108, который обозначен на чертеже двойными линиями и проходом 112.
В одном из вариантов осуществления, показанном на фиг. 6, модифицированная среда 24 вводится в камеру 12 по каналу 44 раздувания камеры, который затем закрывается с использованием тепла или других средств. Каркас 14 раздувается путем введения газа для раздувания или желаемой жидкотекучей среды через канал 42 для раздувания каркаса, который затем закрывается с использованием тепла или других средств.
Конечный пользователь может открывать упаковку 10 (11), например, путем разрезания верхней пленки 18 (118) камеры, чтобы обеспечить доступ к продукту 16. После извлечения продукта 16 раздутый каркас 14 может прокалываться, чтобы выпустить из него газ, или может открываться канал 42, если он имеется. Затем упаковка 10 (11), из которой выпущен газ, может быть готова к утилизации.
Тем не менее, новая упаковка согласно настоящему изобретению может быть снабжена легко открывающимися элементами, за счет которых конечный пользователь может открывать упаковку и, в частности, камеру 12, не прибегая к использованию инструментов для резки или прокалывания.
Примеры легко открывающихся элементов, примененных в новой упаковке, проиллюстрированы на фиг. 29-31.
Как показано на фиг. 29, нижняя пленка 20 (120) или верхняя пленка 18 (118) камеры могут иметь линию 113 ослабления прочности, которой может являться, например, непрерывная или прерывистая просечка или линия, на участке которой толщина пленка уменьшена, в результате чего пленка может разрушаться под действием незначительного давления, при этом линия 113 ослабления прочности покрыта клейкой этикеткой 114 (114а) с неклейким язычком, которую при желании можно легко отделить, удерживая пальцами неклейкий язычок, чтобы отделить его и тем самым обнажить линию ослабления прочности.
В качестве альтернативы, как показано на фиг. 30, к наружной поверхности верхней пленки 18 (118) камеры прикреплен язычок 115 из упругого материала, содержащий линии 116 ослабления прочности, образующие резак 117, способный прокалывать верхнюю пленку 18 (118) камеры, когда он прижат к ней. Чтобы открыть упаковку, пользователь поднимают язычок, сгибает, ломает или разрывает упаковку по линиям 116 ослабления прочности, чтобы обнажить режущую кромку резака 117, которая затем прижимается к верхней пленке камеры, чтобы проколоть ее. В этом легко открывающийся элемент может быть в качестве альтернативы расположен на нижней пленке камере 20 (120), хотя он и явно более заметен для пользователя при расположении на верхней пленке камере.
На фиг. 31 показан вариант осуществления изобретения, в котором в области наложения пленок крышки и основы, изолированной от каркаса 14 и прилегающей к зоне 22 хрупкого уплотнения камеры, имеется разрывная прорезь в форме непрерывного или прерывистого разреза, почти перпендикулярная зоне 22 хрупкого уплотнения камеры. Проиллюстрированная упаковка может удобно изготавливаться с использованием упаковочной машины 100, показанной на фиг. 26, и проиллюстрированного выше способа, в котором раздувают каркас 14 через отверстие 108, и затем прекращают сообщение между каркасом 14 и отверстием 108, перекрывая канал 112 путем подвода к нему тепла или путем соединения друг с другом пленок крышки и основы путем подвода к ним тепла на всем участке вокруг отверстия, которое ограничено двойными линиями и проходом 112. Этот участок обозначен позицией 200 на фиг. 31. Вдоль границы участка 200, которая соприкасаются с зоной 30 внутреннего хрупкого уплотнения каркаса, проходят зазубрины 201, при этом участок 200 разделен на две части вторыми зазубринами 202, почти перпендикулярными зоне 22 хрупкого уплотнения камеры.
Соответственно, нажав на этот участок, можно разорвать зазубрины 201 и 202 и, потянув в противоположные стороны за образовавшиеся в результате клапаны 200а и 200b, можно легко открыть камеру 12. В качестве альтернативы, вместо линий с зазубринами в верхней пленке и нижней пленке могут быть предусмотрены просечки.
Примеры осуществления, показанные на чертежах и описанные выше, иллюстрируют, но не ограничивают предмет изобретения, раскрытый в настоящей заявке. Следует понимать, что предмет изобретения не ограничен конкретной формой, раскрытой в настоящее заявке и, напротив, должен охватывать все модификации и альтернативные конструкции, а также эквиваленты, входящие в пределы его существа и объема согласно формуле изобретения. Если содержание документов, которые в порядке ссылки включены в настоящую заявку, противоречит содержанию настоящего документа, предпочтение отдается содержанию настоящего документа.
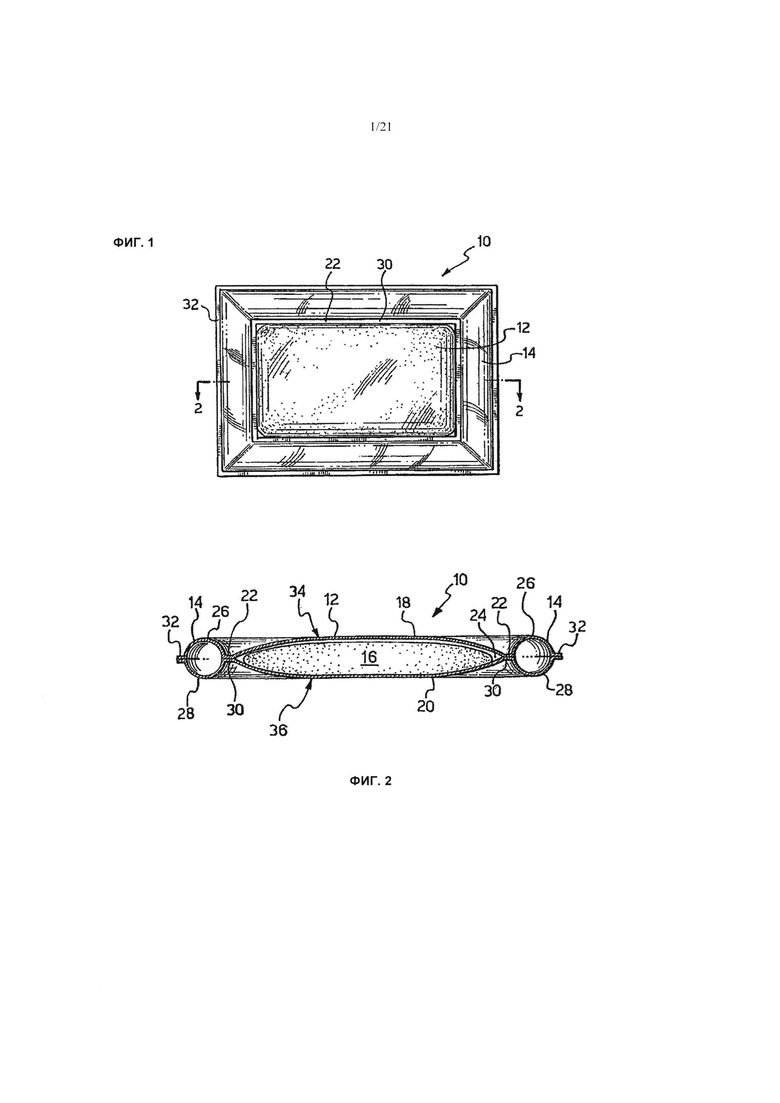
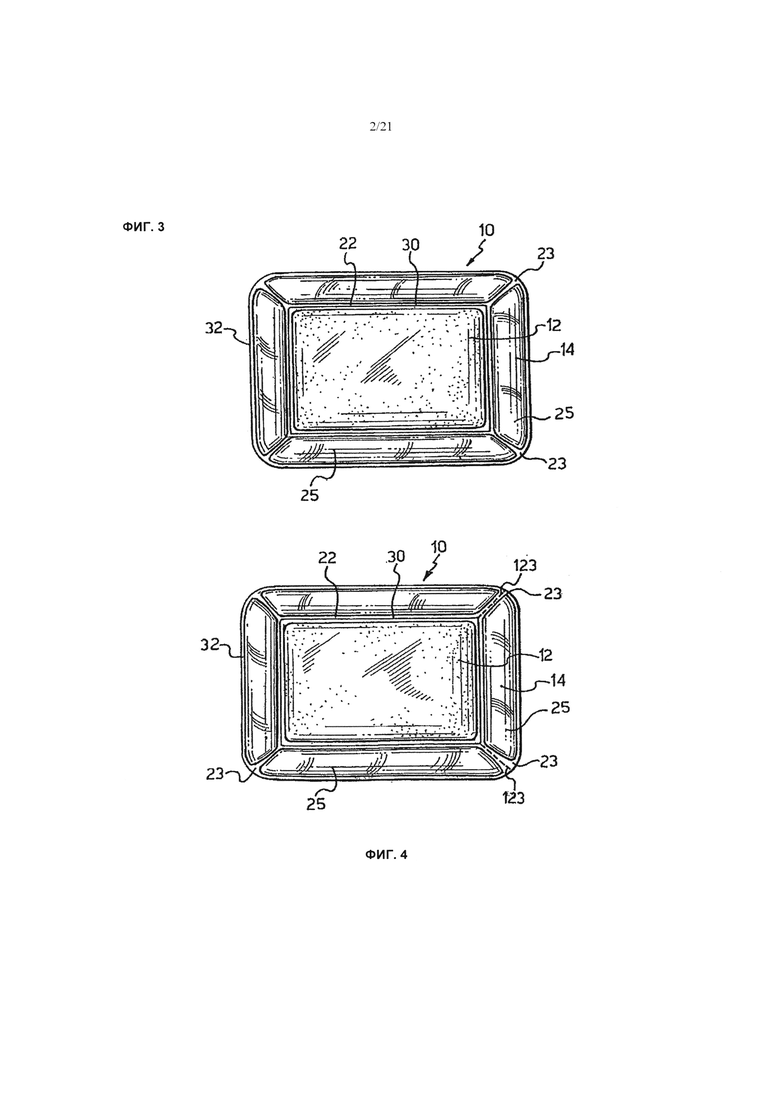
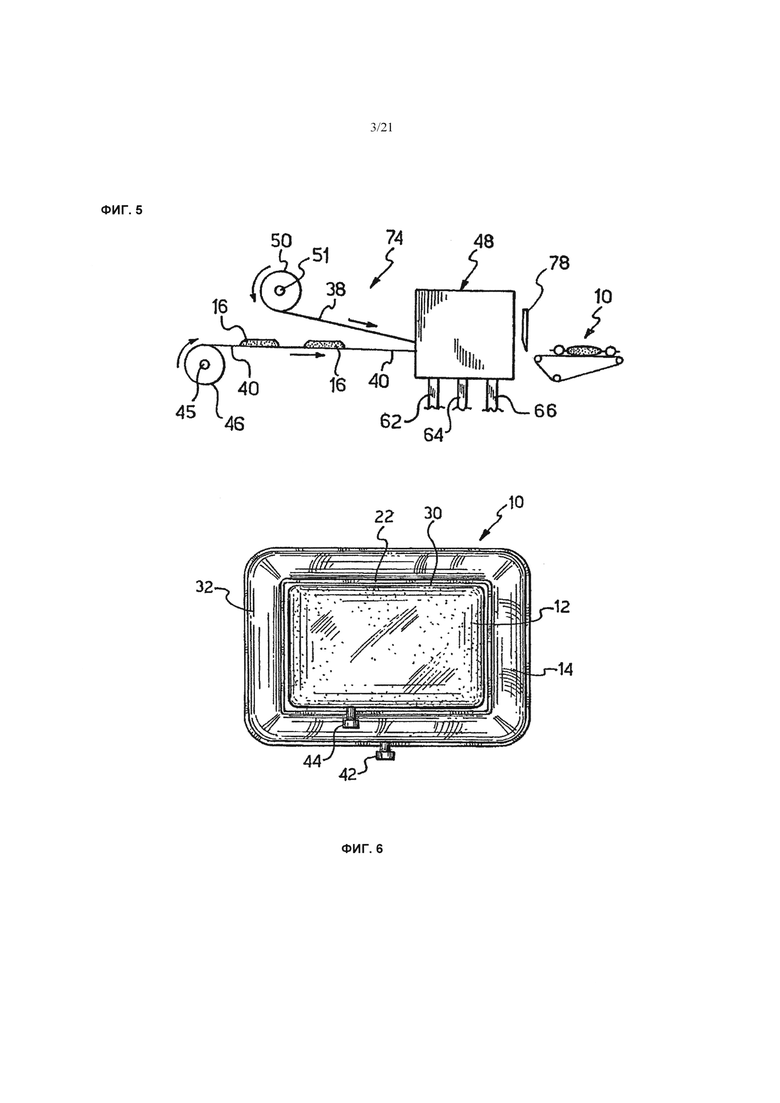
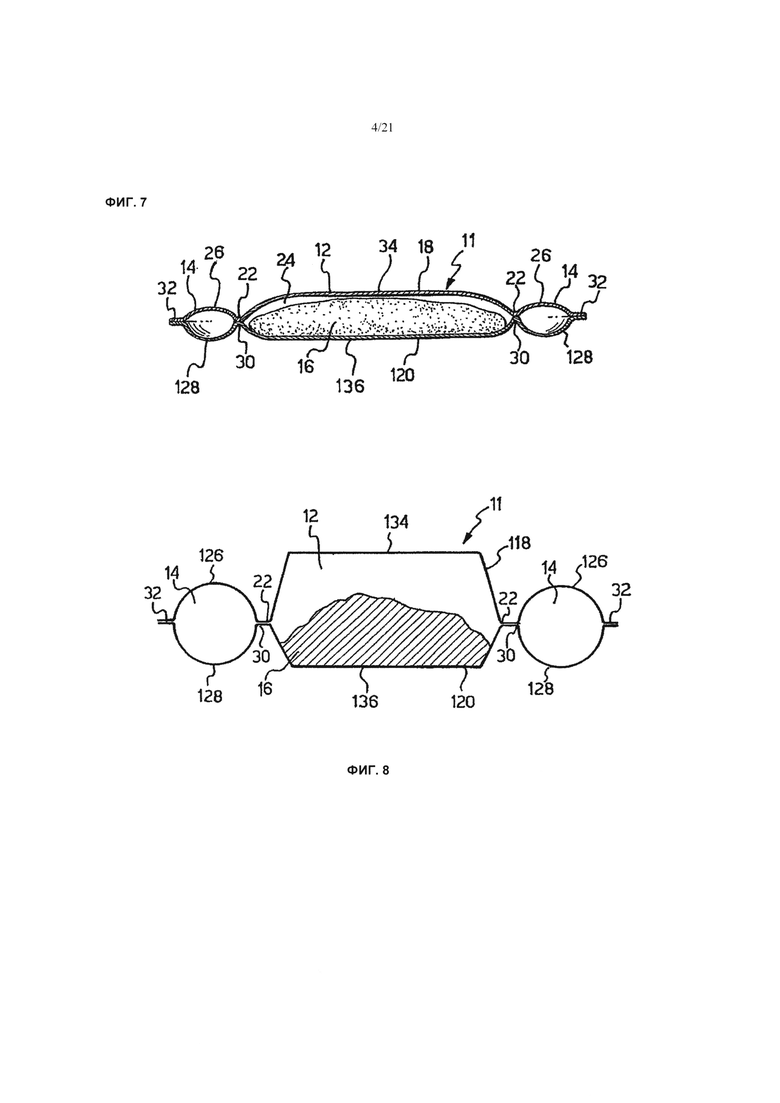
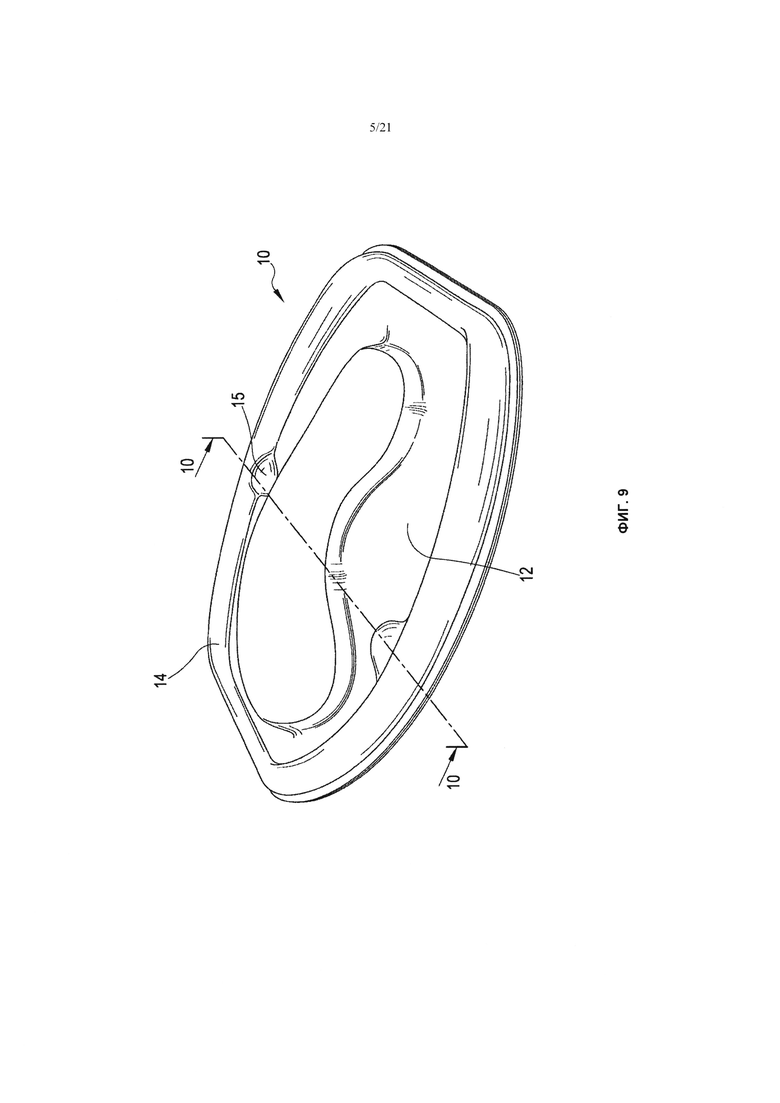
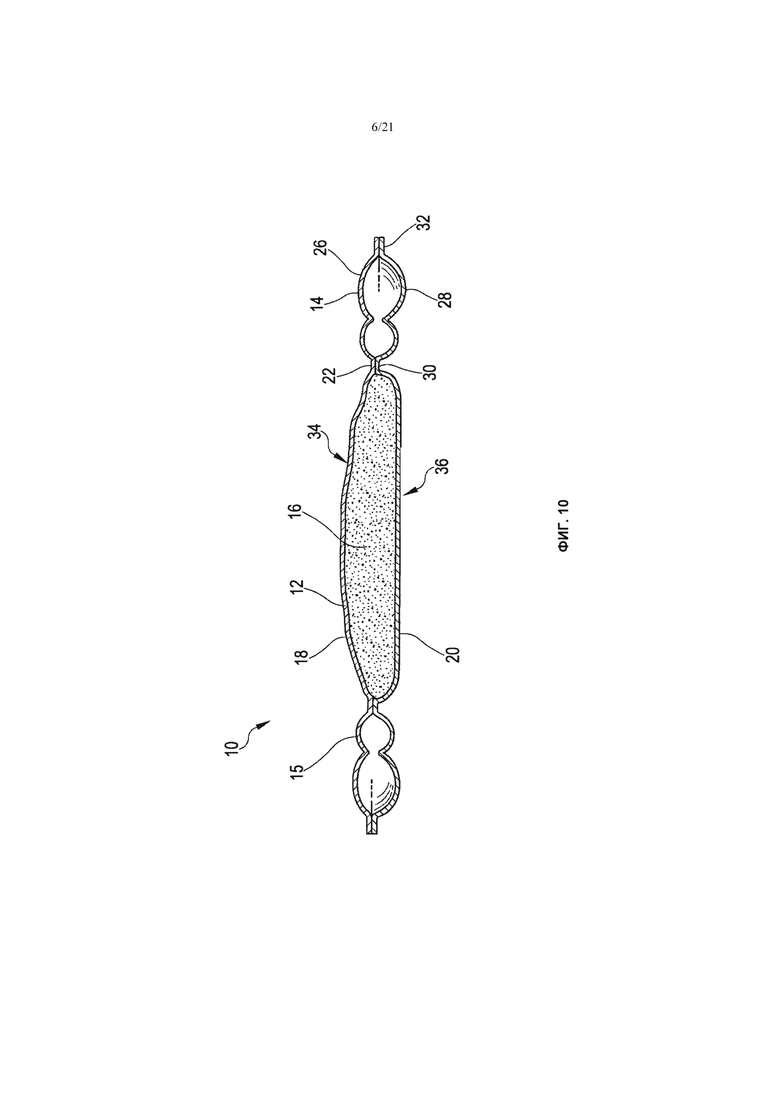
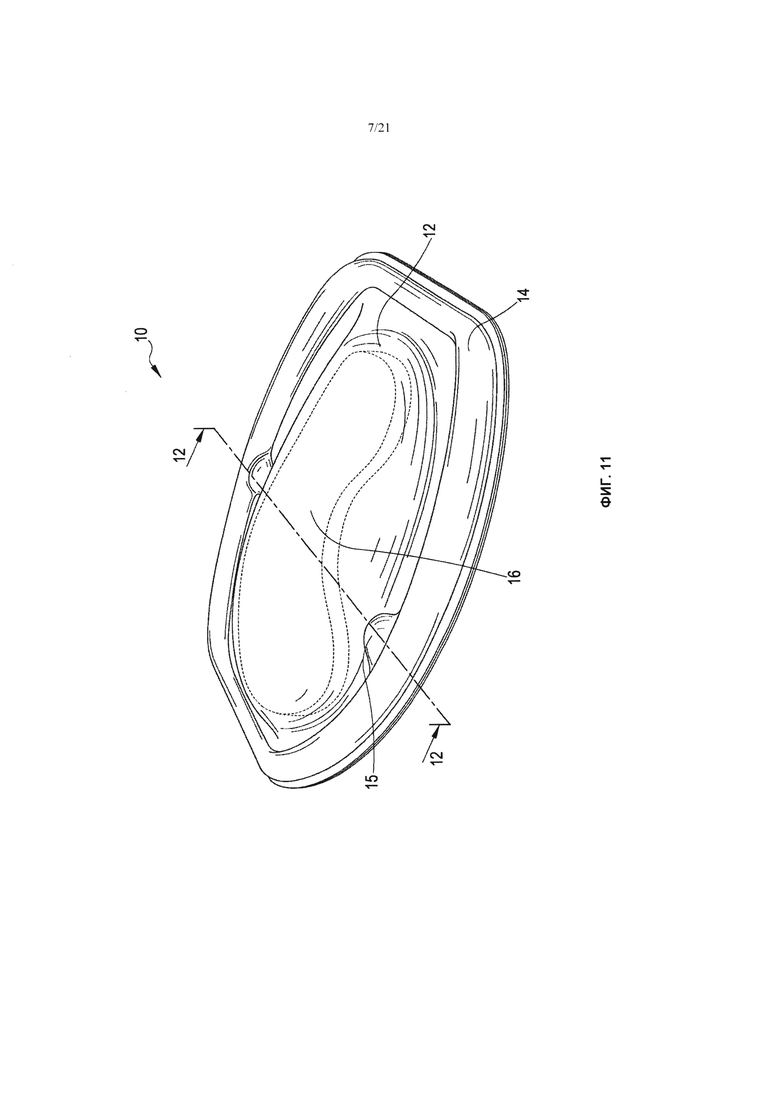
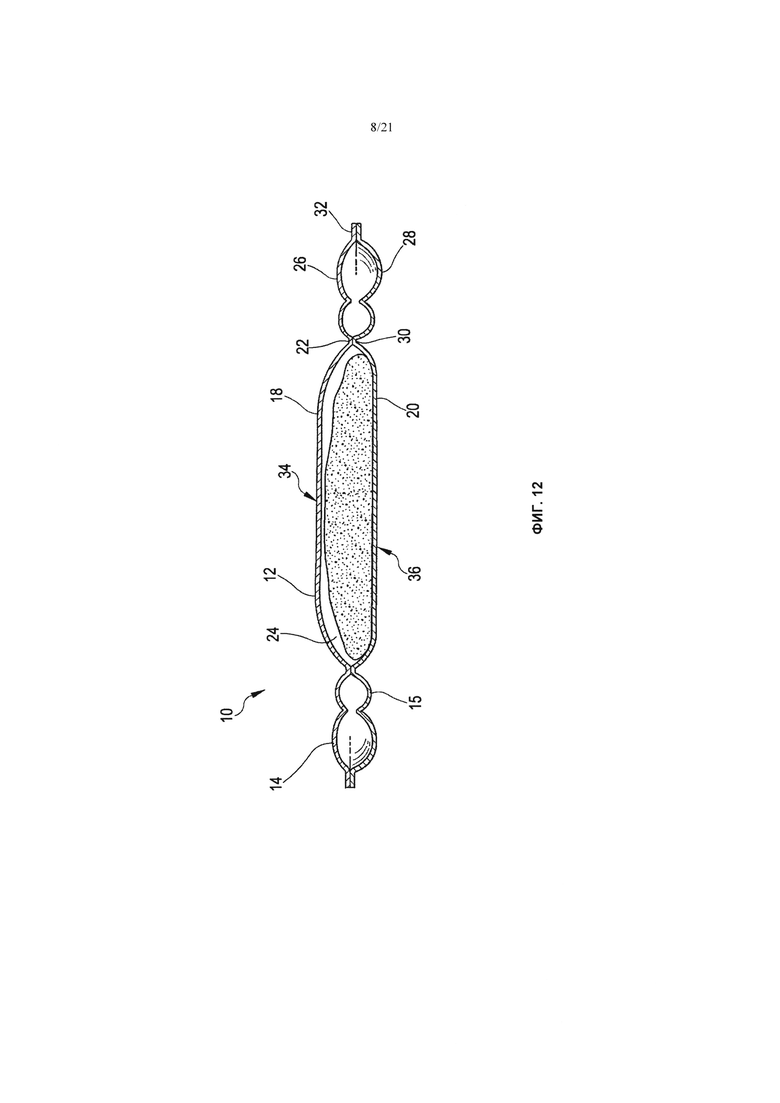
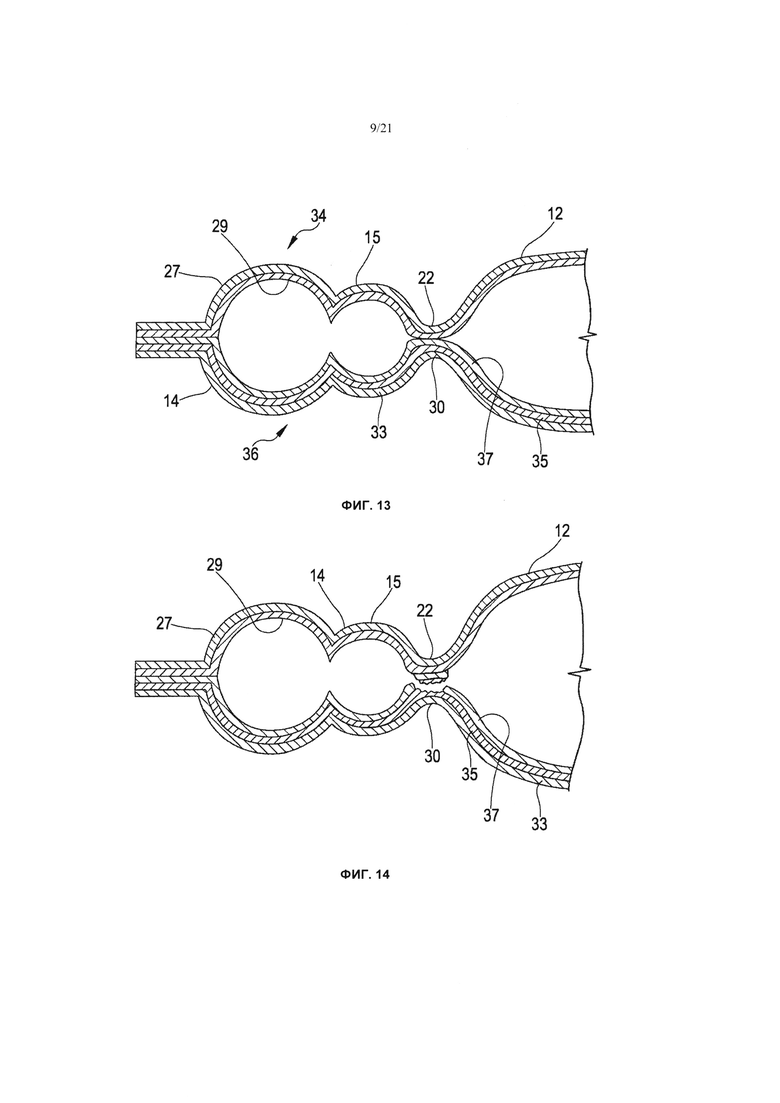
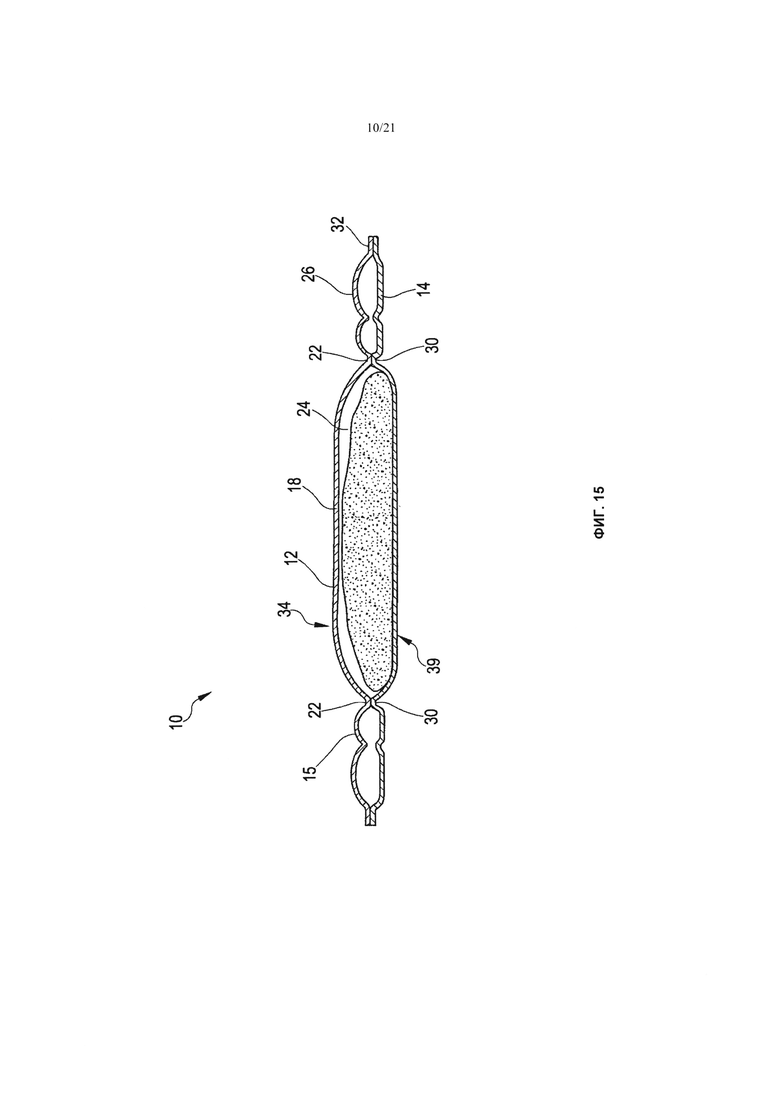
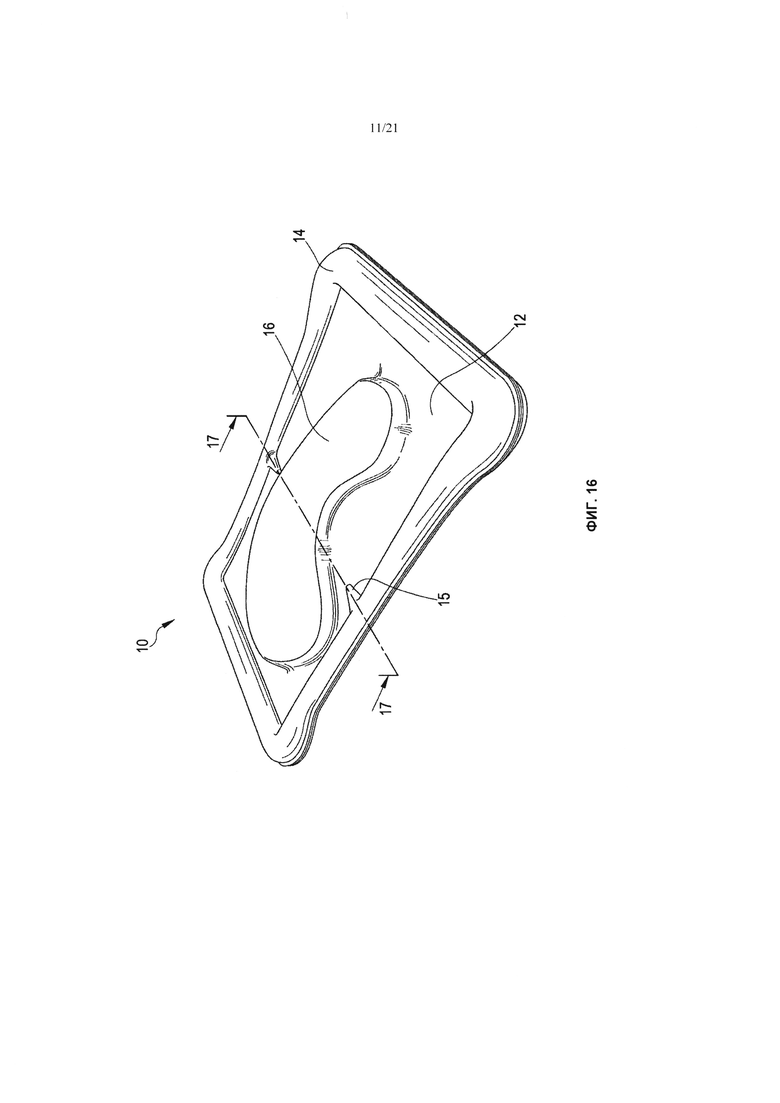
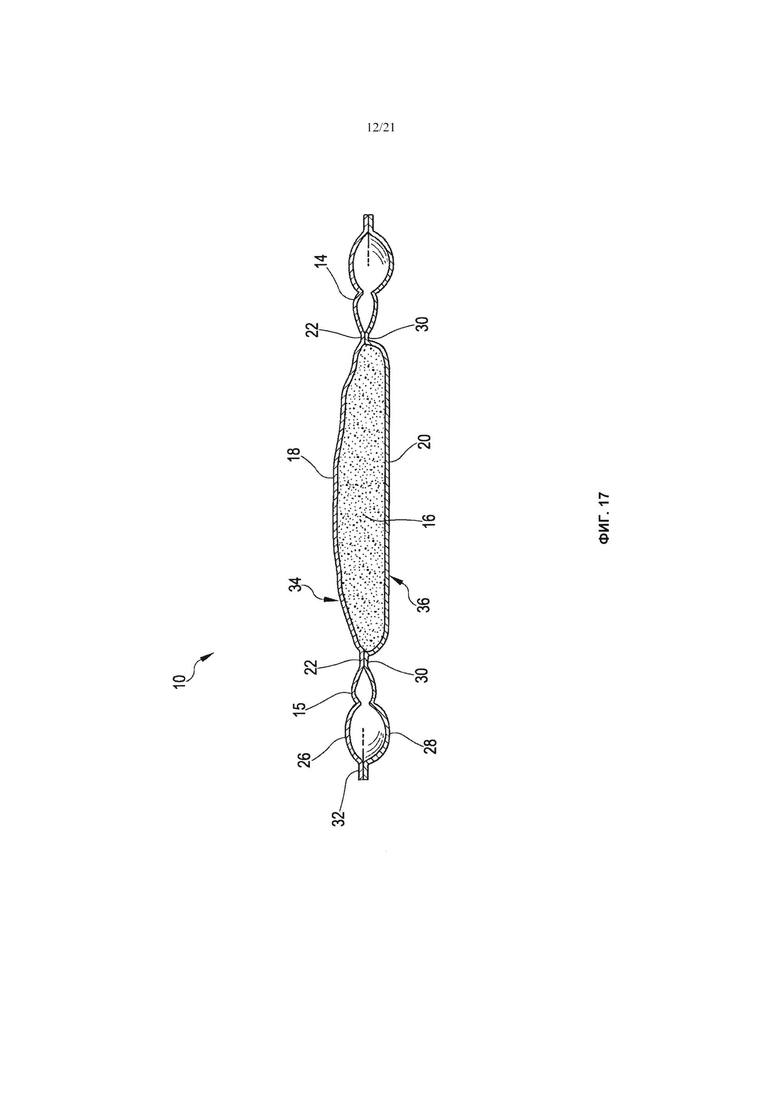
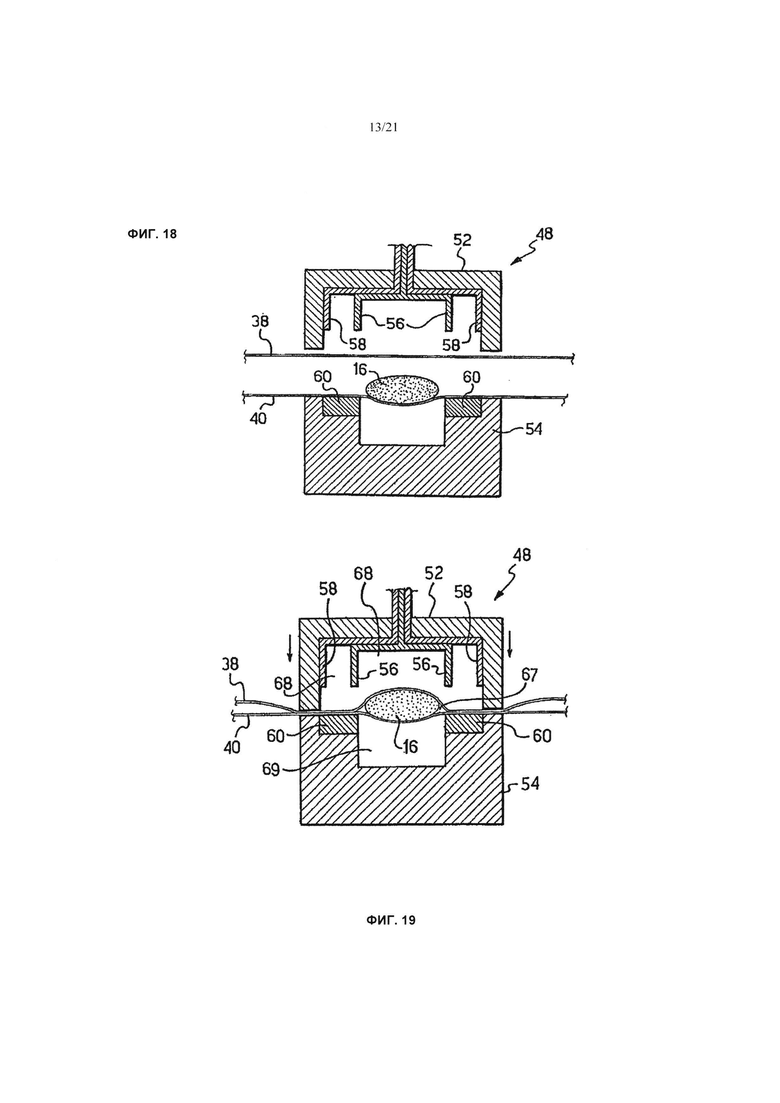
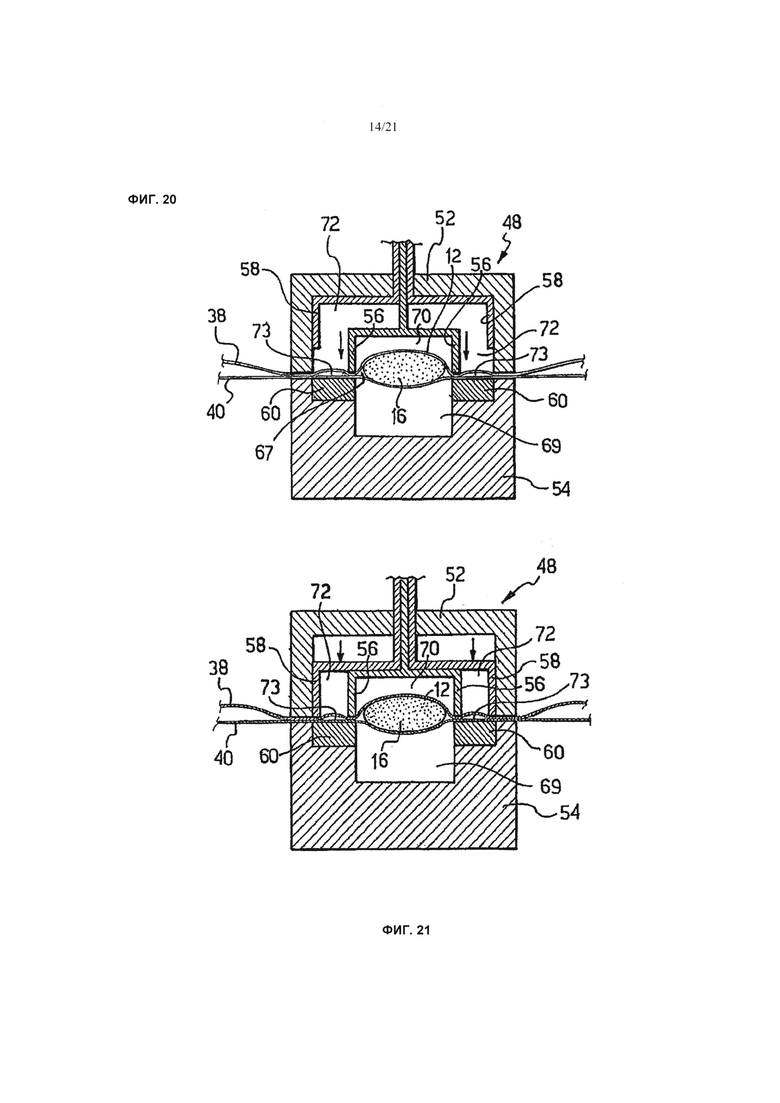
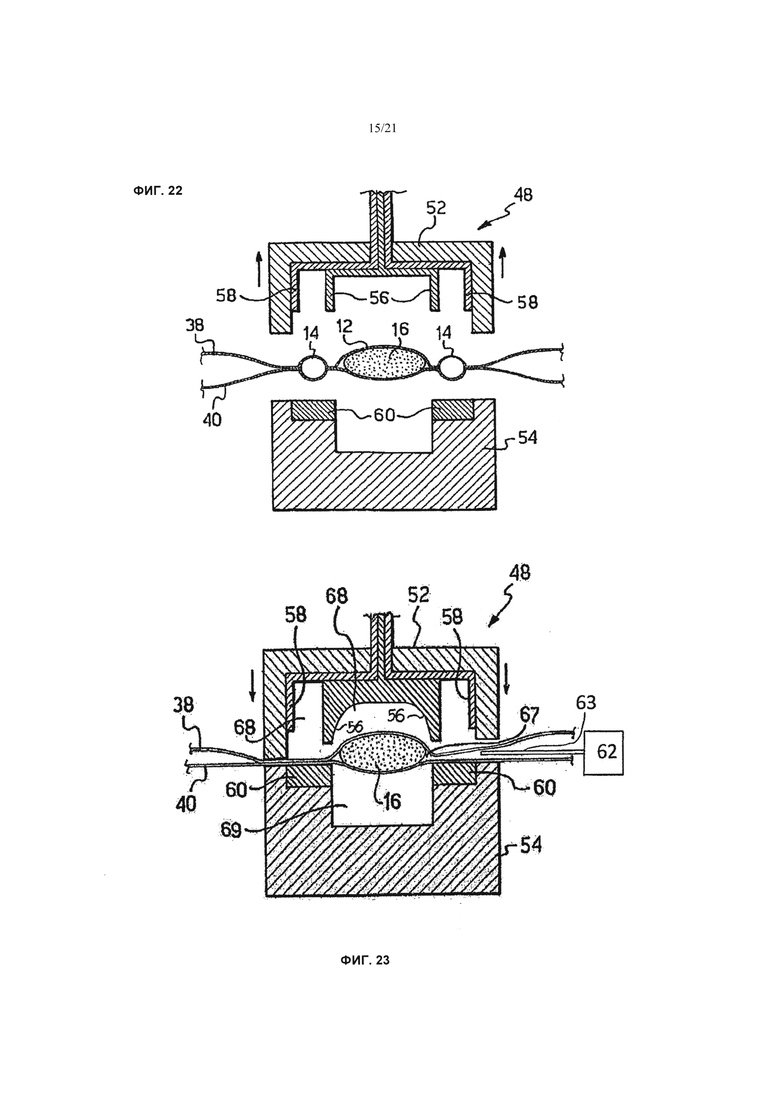
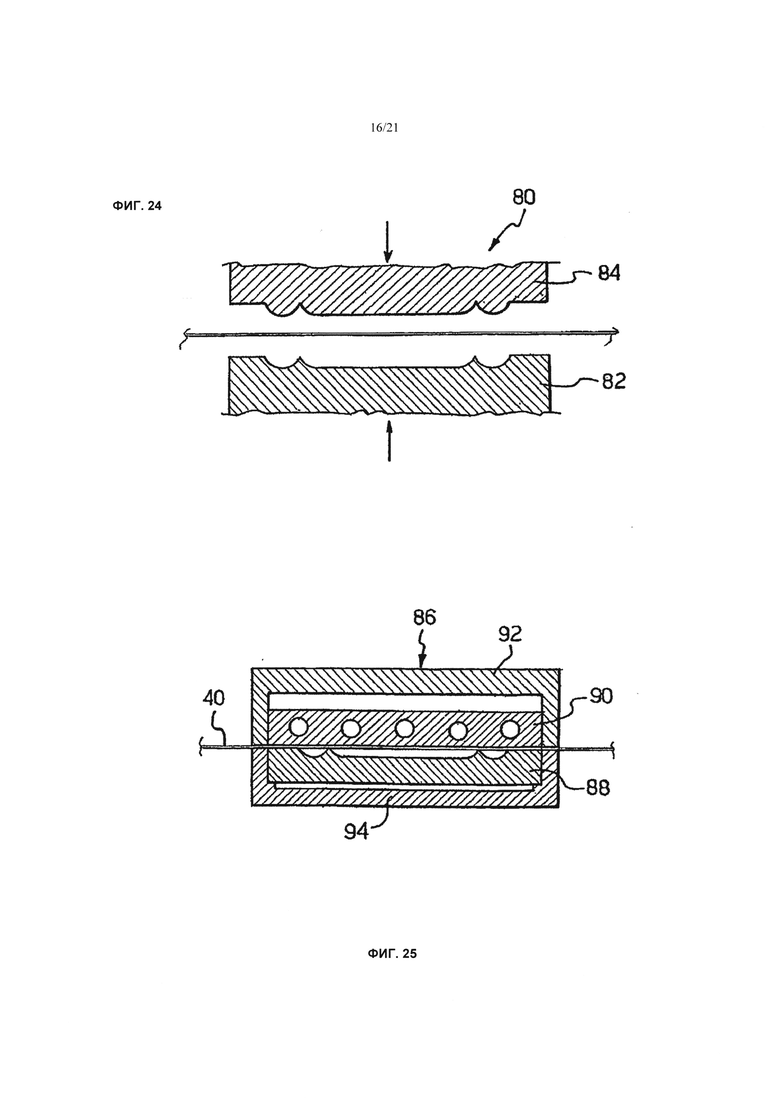
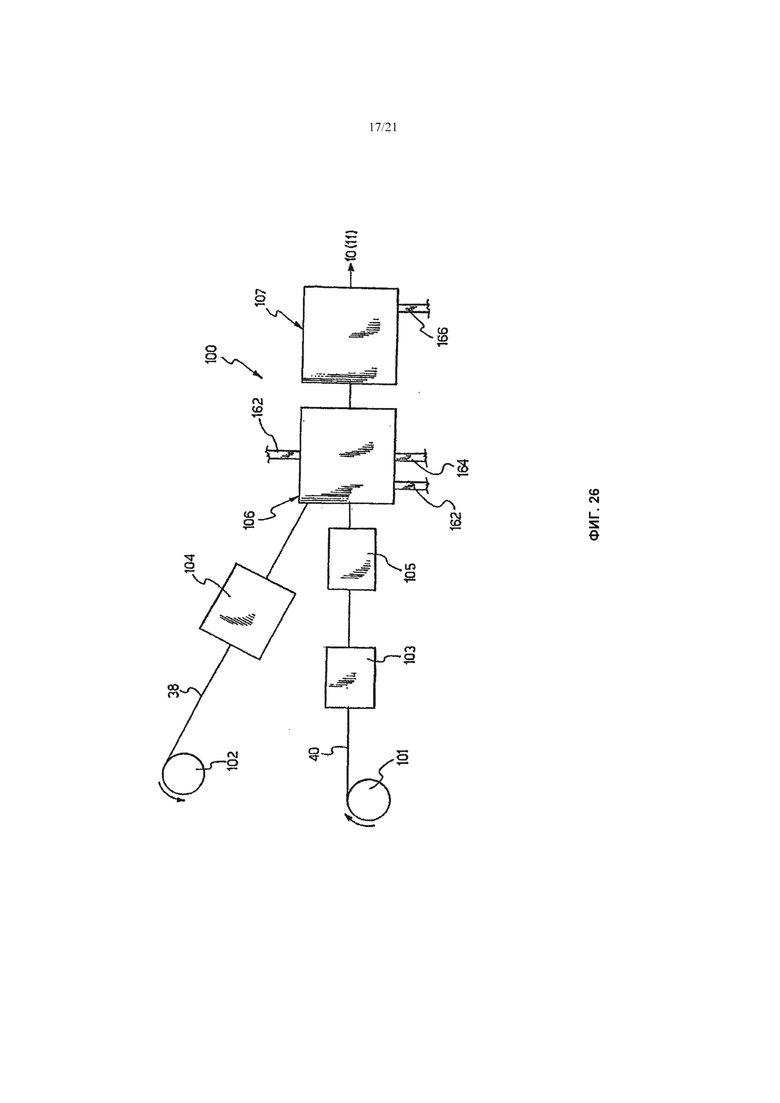
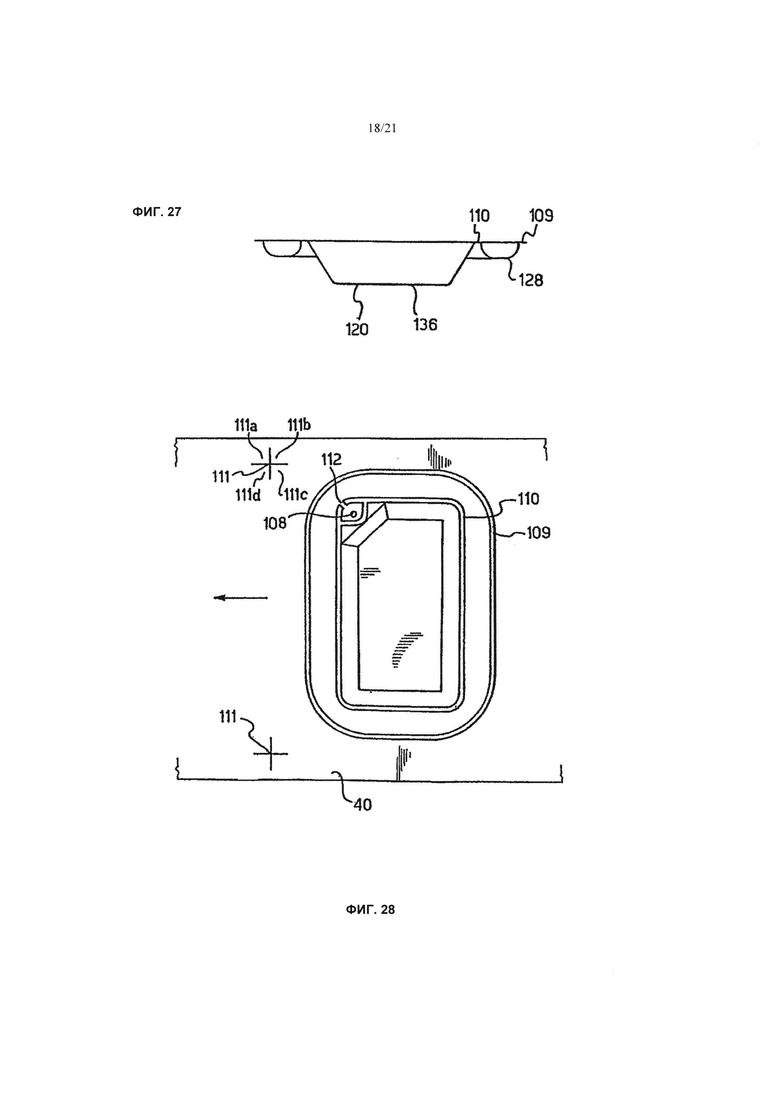
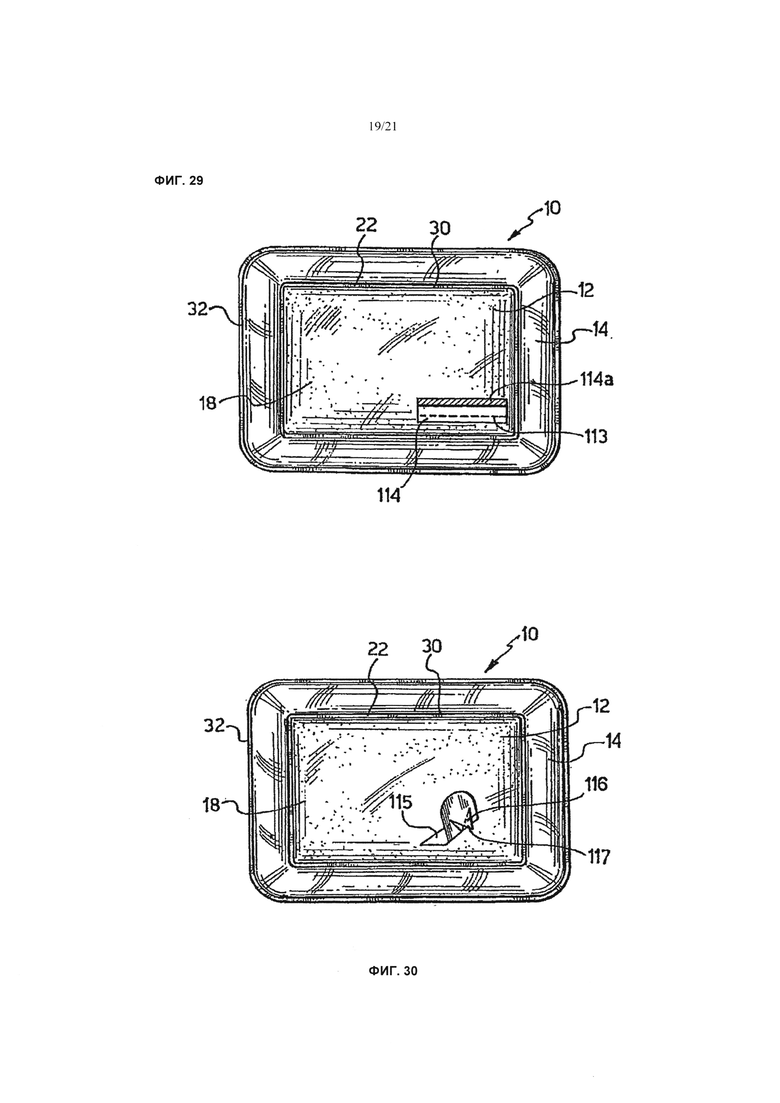
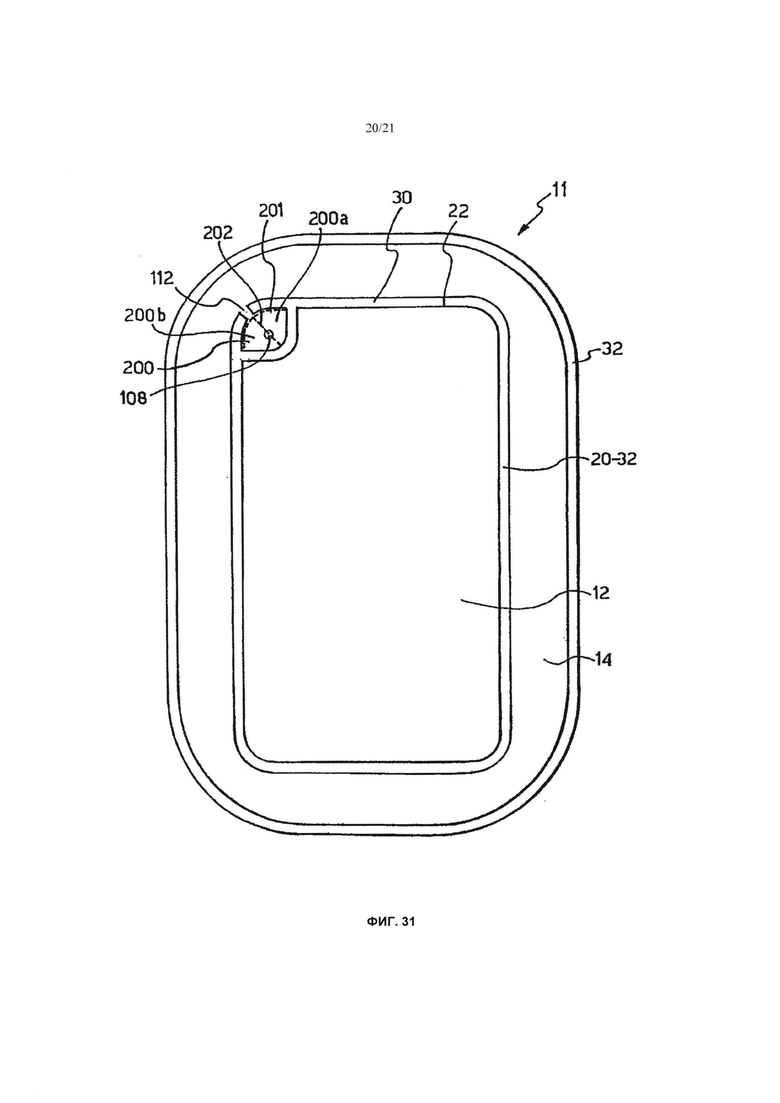
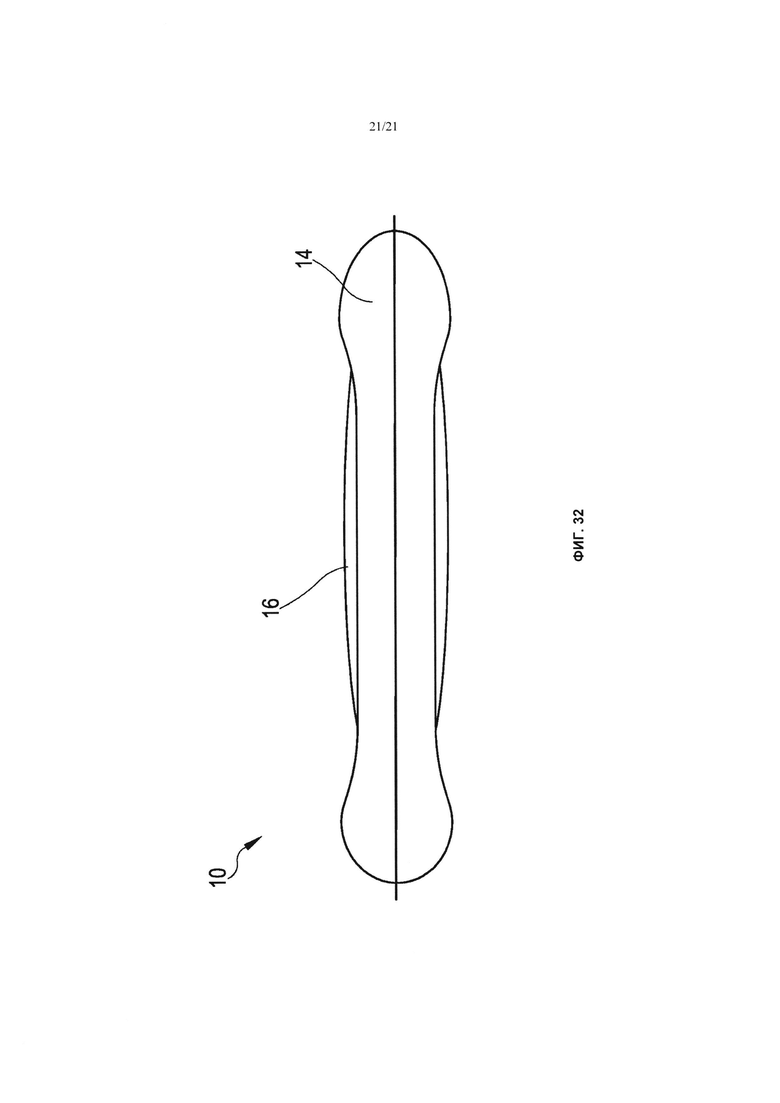
Изобретение относится к упаковке и способам высвобождения вещества в камеру упаковки. Упаковка содержит камеру, полый каркас вблизи камеры и зону хрупкого уплотнения камеры между камерой и каркасом. Способ высвобождения по меньшей мере одного вещества в камеру упаковки включает разрыв хрупкого уплотнения между камерой и полым каркасом с целью высвобождения в камеру по меньшей мере одного вещества, содержащегося в полом каркасе. Способ упаковывания включает использование полотна основы, помещение продукта на полотно основы, размещение полотна крышки над продуктом, прикрепление полотна крышки к полотну основы с целью формирования камеры, охватывающей продукт, прикрепление полотна крышки к полотну основания с целью формирования полого каркаса вблизи камеры и помещение вещества в каркас. Технический результат – расширение функциональных возможностей упаковки. 4 н. и 13 з.п. ф-лы, 2 табл., 32 ил. 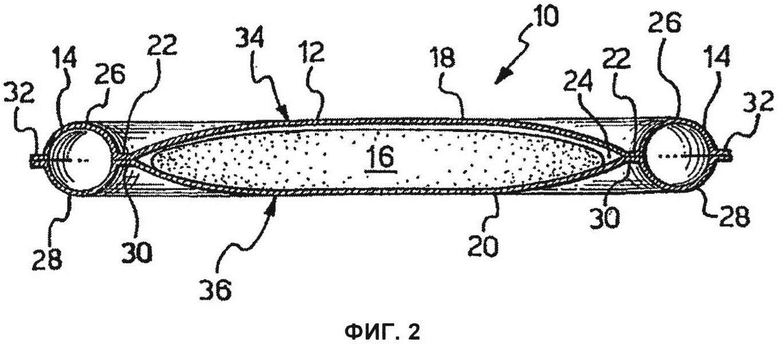
1. Упаковка для продукта, содержащая:
верхнюю и нижнюю противоположные пленки (18, 20, 118, 120) камеры, прикрепленные вместе в зоне (22) хрупкого уплотнения камеры для образования камеры (12), которая способна вмещать определенный продукт, и
полый каркас (14) вблизи камеры (12), способный вмещать определенное вещество,
при этом между камерой (12) и каркасом находится зона (22) хрупкого уплотнения камеры, при разрыве которой вещество вытекает из каркаса в камеру (12) и контактирует с продуктом.
2. Упаковка по п. 1, в которой одна пленка из верхней и нижней пленок камеры (18, 20, 118, 120) содержит герметизирующий слой и хрупкий слой, сцепленный с герметизирующим слоем, хрупкий слой содержит хрупкую смесь, герметизирующий слой сцеплен с другой пленкой из верхней и нижней пленок в зоне (22) хрупкого уплотнения камеры, при этом каждая из верхней и нижней пленок (18, 20, 118, 120) содержит один или несколько термопластичных полимерных материалов, и при этом зона (22) хрупкого уплотнения камеры имеет прочность на отрыв 0,058-0,309 Н/мм.
3. Упаковка по п. 1, в которой в камере (12) содержится продукт, а верхняя и нижняя пленки (18, 20, 118, 120) камеры сплющены вместе под действием вакуума вокруг продукта или в камере (12) содержится продукт, окруженный модифицированной средой, находящейся в камере (12).
4. Упаковка по п. 1, в которой вещество включает по меньшей мере одно, выбранное из группы, состоящей из: биоцид, органолептическое вещество, озон и двуокись хлора.
5. Упаковка по п. 1, в которой каркас (14) содержит верхнюю и нижнюю противоположные пленки каркаса, прикрепленные вместе в зоне (32) наружного уплотнения каркаса вблизи наружной стороны каркаса, при этом каркас (14) дополнительно содержит зону (30) внутреннего хрупкого уплотнения каркаса вблизи камеры (12), имеющую одинаковую протяженность с зоной (22) хрупкого уплотнения камеры, которая опционально имеет прочность на отрыв 0,058-0,309 Н/мм.
6. Упаковка по п. 5, в которой:
пленка крышки содержит как верхнюю пленку каркаса, так и верхнюю пленку камеры;
пленка основы содержит как нижнюю пленку каркаса, так и нижнюю пленку камеры и
пленки крышки и основы непрерывно проходят от каркаса (14) до камеры (12),
при этом пленка крышки прикреплена к пленке основы в зоне (32) наружного уплотнения каркаса,
опционально пленка крышки сформирована из полотна (38) крышки, а пленка основы сформирована из полотна (40) основы.
7. Упаковка по п. 1, в которой каркас содержит разрывной направитель (15) вещества, сформированный вблизи зоны (22) хрупкого уплотнения камеры, который сконфигурирован на направление вещества в сторону продукта при разрыве зоны (22) хрупкого уплотнения камеры, при этом зона (22) хрупкого уплотнения камеры образует границу между направителем вещества и камерой (12),
опционально направитель (15) вещества имеет коническую, полусферическую или сферическую форму.
8. Упакованный продукт, содержащий:
упаковку по любому из предшествующих пунктов;
продукт внутри камеры (12) и
по меньшей мере одно вещество внутри каркаса (14),
при этом опционально продуктом является пищевой продукт, которым является по меньшей мере один продукт, выбранный из группы, состоящей из мяса, рыбы, овощей и фруктов.
9. Упакованный продукт по п. 8, в котором каркас (14) содержит по меньшей мере две ячейки, и при этом в отдельных ячейках, по меньшей мере из двух ячеек, содержатся различные вещества.
10. Способ высвобождения по меньшей мере одного вещества в камеру (12) упаковки по любому из пп. 1-7, включающий:
использование по меньшей мере одного вещества в полом каркасе (14) вблизи камеры и
разрушение хрупкого уплотнения между камерой (12) и полым каркасом (14) для высвобождения в камеру (12) по меньшей мере одного вещества, содержащегося в полом каркасе (14).
11. Способ по п. 10, в котором продукт находится в камере (12), при этом продуктом является пищевой продукт, которым опционально является по меньшей мере один продукт, выбранный из группы, состоящей из мяса, рыбы, овощей и фруктов.
12. Способ по любому из пп. 10, 11, в котором каркас (14) содержит по меньшей мере две ячейки, при этом в первой ячейке, по меньшей мере из двух ячеек, находится первое вещество, во второй ячейке, по меньшей мере из двух ячеек, находится второе вещество, при этом первое вещество высвобождается в камеру (12) до высвобождения в камеру (12) второго вещества.
13. Способ упаковывания, включающий:
использование полотна (40) основы из определенного материала;
помещение продукта на полотно (40) основы;
размещение над продуктом полотна (38) крышки из определенного материала;
прикрепление полотна (38) крышки к полотну (40) основы в зоне (22) хрупкого уплотнения камеры для формирования камеры (12), охватывающей продукт;
прикрепление полотна (38) крышки к полотну (40) основы в одной или нескольких зонах уплотнения каркаса для формирования полого каркаса (14) вблизи камеры, приспособленного служить опорой для камеры (12), когда каркас раздут, и
помещение определенного вещества в каркас.
14. Способ по п. 13, дополнительно включающий загибание по меньшей мере части полотна (40) основы над продуктом для формирования полотна (38) крышки и/или в котором по меньшей мере одна из зон уплотнения каркаса имеет одинаковую протяженность с зоной (22) хрупкого уплотнения камеры.
15. Способ по любому из пп. 13, 14, в котором:
путем прикреплении полотна (38) крышки к полотну (40) основы в зоне (22) хрупкого уплотнения камеры формируют камеру (12), внутри которой находится модифицированная среда, или способ дополнительно включает создание вакуума в камере (12) путем вакуумирования области, сконфигурированной на формирование камеры (12), до прикрепления полотна (38) крышки к полотну (40) основы в зоне (22) хрупкого уплотнения камеры; и
путем прикрепления полотна (38) крышки к полотну (40) основы в одной или нескольких зонах уплотнения каркаса формируют полый каркас (40), содержащий газ под давлением выше атмосферного давления.
16. Способ по любому из пп. 13, 14, дополнительно включающий термоформование по меньшей мере части полотна (40) основы путем придания желаемой конфигурации до размещения продукта на полотне (40) основы и/или термоформование по меньшей мере части полотна (38) крышки путем придания желаемой конфигурации до размещения полотна (38) крышки над продуктом.
17. Способ по любому из пп. 13, 14, дополнительно включающий:
по меньшей мере частичное разматывание рулонного полотна основы для использования полотна (40) основы;
по меньшей мере частичное разматывание рулонного полотна крышки для использования полотна (38) крышки;
разделение полотна (40) основы на часть полотна основы упаковки и остальную часть полотна основы, при этом полый каркас (14) содержит часть полотна основы упаковки, а остальная часть полотна основы находится за пределами части полотна основы упаковки;
разделение полотна (38) крышки на часть полотна крышки упаковки и остальную часть полотна крышки, при этом полый каркас (14) содержит часть полотна крышки упаковки, а остальная часть полотна крышки находится за пределами части полотна крышки упаковки,
при этом прикрепление полотна (38) крышки к полотну (40) основы для формирования камеры и прикрепление полотна (38) крышки к полотну (40) основы для формирования каркаса опционально выполняется одновременно.
| US 2005126941 A1, 16.06.2005 | |||
| US 4805767 A, 21.02.1989 | |||
| US 2009320411 A1, 31.12.2009 | |||
| RU 2003117453 A, 27.12.2004. |

