Область техники, к которой относится изобретение
Настоящее изобретение относится к упаковочным пленкам для упаковывания в вакууме в плотно прилегающую пленку, которые обладают очень высокой формуемостью, сопротивлением имплозии, обрабатываемостью и устойчивостью к неправильному обращению и характеризуется отличными свойствами удержания конденсата и легким открыванием, в особенности, при герметичном соединении с подложками на полиэфирной основе, к способу их изготовления, способу упаковывания с использованием упомянутых пленок и упаковкам, изготавливаемым таким способом.
Уровень техники
Упаковывание в вакууме в плотно прилегающую пленку (VSP, от английского -vacuum skin packaging) является хорошо известной технологией с использованием термопластичного упаковочного материала для упаковывания пищевого продукта.
Используемый термин "упаковывание в вакууме в плотно прилегающую пленку" указывает на то, что продукт упаковывается в вакууме, и при упаковывании из пространства, в котором находится продукт, откачивается газ. Верхнюю гибкую пленку также называют "плотно прилегающей" или "верхней" пленкой.
В процессе упаковывания в вакууме в плотно прилегающую пленку продукт может помещаться на жесткую, полужесткую или гибкую подложку, которая может являться плоской или иметь определенную форму, например, лотка в форме миски или чашки (называемого "нижним" полотном), и затем подают продукт на подложке в камеру, в которой сначала вытягивают "верхнее" полотно вверх вокруг нагретого купола, а затем вниз и окружают им продукт. Перемещение верхнего полотна регулируется вакуумом и/или давлением воздуха, а пространство внутри контейнера вакуумируется до окончательного сваривания верхнего полотна с нижним полотном. В процессе упаковывания в вакууме в плотно прилегающую пленку верхняя нагретая пленка образует плотно прилегающую пленку вокруг продукта и плотно сцепляется с частью подложки, не покрытой продуктом. Упаковывание в вакууме в плотно прилегающую пленку описано во множестве документов, включая FR 1258357, FR 1286018, AU 3491504, US RE30009, US 3574642, US 3681092, US 3713849, US 4055672, US 5346735, WO 2009141214, EP 2722279, EP 2459448.
Упаковывание в вакууме в плотно прилегающую пленку обычно применяется для упаковывания пищевых продуктов, таких как свежее и замороженное мясо и рыба, сыр, мясо, подвергшееся технологической обработке, готовые блюда и т.п. Готовая упаковка представляет собой плотно прилегающую, прозрачную упаковку, которая защищает пищевой продукт от внешней среды. В настоящее время к упаковочным пленкам, используемым при таком упаковывании в вакууме в плотно прилегающую пленку, предъявляются особо высокие требования: пленки должны выдерживать условия нагрева и растяжения в вакуумной камере упаковочной машины без чрезмерного размягчения и образования проколов, они должны иметь хорошую формуемость и отличное сопротивление имплозии (согласно данному ниже определению) помимо термостойкости в случае упаковывания готовых блюд.
Хорошая формуемость очень желательна для упаковывания в вакууме в плотно прилегающую пленку, чтобы гарантировать, что нагретая пленка соответствует форме упакованного продукта, не оставляя складок на поверхности упаковки или не образуя выступающих областей самосцепления пленки в углах или по сторонам упаковки. Это нежелательное явление, известное как образование перемычек или сращений, может быть настолько заметным, что распространяется на отдельные формирующие элементы в ходе одной и той же операции упаковки. Очевидно, что упаковки с этими дефектами верхней плотно прилегающей пленки неприемлемы для потребителя, и поэтому их приходится отбраковывать. Другие важные особенности пленок для упаковывания в вакууме в плотно прилегающую пленку включают оптические свойства, такие как глянец и матовость, которые способствуют привлекательному внешнему виду упаковки.
Кроме того, пленки для упаковывания в вакууме в плотно прилегающую пленку должны гарантировать в сочетании с подложками различной формы и состава приемлемое усилие открывания, чтобы позволить потребителю легко открывать упаковку и извлекать упакованный продукт. Во время хранения помимо легкого открывания необходимо поддерживать герметичность и целостность упаковки, чтобы эффективно сохранять продукт.
Как хорошо известно из техники, такие характеристики легкости открывания и целостности особо труднодостижимы в вакуумной упаковке из плотно прилегающей пленки. По существу, при упаковывании в вакууме в плотно прилегающую пленку не
применяется стандартная операция сваривания посредством нагретой уплотнительной планки, как, например, при упаковывании в лоток с крышкой, и сцепление верхнего полотна с нижним полотном достигается путем наложения нагретого верхнего полотна на всю не покрытую продуктом поверхность нижнего полотна после прекращения вакуумирования купола. Конечное качество и прочность сцепления в основном зависят от температуры, достигаемой верхним полотном, от герметизирующих свойств наружных поверхностей и от химической совместимости уплотнительных слоев верхнего и нижнего полотен.
Вышеуказанные характеристики легкости открывания и герметичности еще сложнее достигаются в случае пленок вакуумных упаковок из плотно прилегающей пленки для упаковывания готовых блюд. Прочность герметизации должна быть достаточной для поддержания герметичности упаковки до стадии тепловой/СВЧ обработки и обеспечения легкого открывания потребителем после этой обработки. В случае готовых блюд, которые необходимо разогревать или подвергать тепловой обработке в обычных печах или СВЧ-печах, используемые в настоящее время подложки имеют полиэфирную основу (например, из АПЭТ, КПЭТ), поскольку полиэфиры имеют требуемые тепловые свойства.
Однако непосредственное герметичное соединение традиционных верхних пленок вакуумных упаковок из плотно прилегающей пленки с подложками на полиэфирной основе всегда являлось затруднительным из-за плохих уплотнительных характеристик полиэфиров. По этой причине полиэфирные подложки обычно покрывают герметизирующим составом или герметизируемым слоем с целью их надлежащего герметичного соединения с верхней пленкой.
В качестве альтернативы, верхние пленки подвергались поверхностной обработке (например, обработке коронным разрядом), чтобы улучшить их герметизируемость, как описано, например, в патенте ЕР 1728731, который рассмотрен далее.
Было бы желательным создать доступные для приобретения верхние пленки вакуумных упаковок из плотно прилегающей пленки на полиэфирных подложках не только с отличной герметизируемостью, но и, возможно, являющиеся термостойкими, в частности, пригодными для использования в СВЧ-печи.
Другой важной особенностью вакуумных упаковок из плотно прилегающей пленки, в частности, для упаковывания свежего мяса (включая домашнюю птицу) или рыбы, является способность контролировать потерю конденсата, т.е. жидкие выделения или соки, которые с течением времени просачиваются из упакованного пищевого продукта. Такие выделения не только делают упаковку на первый взгляд довольно
неприятной для конечного потребителя, но также означают потерю чистого веса употребляемого продукта.
В патенте ЕР 1728731 на имя Curwood описаны вакуумные упаковки из плотно прилегающей пленки, формируемые из термопластичной пленки и полиэфирной подложки. С целью получения отслаивающегося герметичного соединения пленки с подложкой в патенте ЕР '731 предложена обработка наружной поверхности структуры пленки с достижением тем самым поверхностного натяжения 36-60 дин/см и усилий герметичного соединения верхней пленки с подложкой от 0,5 до 6 фунтов/дюйм (0,09-1,08 кг/см).
В патенте ЕР '731 проиллюстрирована структура слоев верхнего полотна, содержащая этиленвинилацетат/иономер/модифицированный полиэтилен/
этиленвиниловый спирт/модифицированный полиэтилен/иономер/полиэтилен низкой плотности. Этот документ не касается проблемы потери конденсата продукта в готовой упаковке.
Верхнее полотно, имеющее этот состав, предлагается на рынке, и было испытано заявителем, как описано далее (смотри пример сравнительной пленки С8 в экспериментальном разделе). В заявке WO 2009032627 на имя DuPont описаны упаковочные пленки, содержащие полиэфирную подложку и уплотнительный слой на (со)полиэфирной основе. Эти пленки не сшиты. Данный документ не касается проблемы потери конденсата в вакуумных упаковках из плотно прилегающей пленки.
Заявка WO 2015107127 А1 на имя Cryovac относится к термоусадочным пленкам для изготовления гибких контейнеров (пакетов), а не к термоформуемым пленкам, применимым для упаковывания в вакууме в плотно прилегающую пленку. Соответственно, в этом документе не идет речь о способности удерживать конденсат или характеристиках отслаивающегося герметичного соединения вакуумных упаковок из плотно прилегающей пленки. Имеющиеся в настоящее время на рынке пленки для вакуумных упаковок из плотно прилегающей пленки, такие как описаны в патенте ЕР 1728731, по-прежнему нуждаются в усовершенствовании с точки зрения удержания конденсата.
В заключение, по-прежнему существует потребность в создании пленок для вакуумных упаковок из плотно прилегающей пленки с оптимизированным балансом свойств, в особенности с наилучшим сочетанием механических, оптических свойств и свойств формуемости, герметично соединяемых с подложками различной химической природы, в особенности, из сложных полиэфиров, и, возможно, термостойких, в частности, пригодных для использования в СВЧ-печи. Желательно, чтобы эти пленки позволяли создавать вакуумные упаковки из плотно прилегающей пленки, которые являются самовентилируемыми, легко открываемыми даже после тепловой обработки и, в особенности, обладают улучшенной способностью удерживать конденсат. Краткое изложение сущности изобретения
В настоящее время установлено, что в результате сшивания верхней пленки с уплотнительным слоем, содержащим один или несколько (со)полиэфиров, характеризующихся особыми температурами стеклования и плавления, образуется непредвиденно хорошо формуемая пленка, которая, тем не менее, устойчива к имплозии, не разрушается в процессе упаковывания в вакууме в плотно прилегающую пленку и преимущественно герметично соединяется с различными материалами. Вакуумные упаковки из плотно прилегающей пленки, изготовленные из этой верхней пленки, являются легко открываемыми и обладают отличной способностью удерживать конденсат помимо того, что они применимы для использования в СВЧ-печи и являются самовентилируемыми во время нагрева.
Неожиданно оказалось, что сшивание не ухудшает характеристики герметизации пленки, а наоборот обеспечивает высоко универсальный герметизирующий состав, который способен эффективно герметизировать различные материалы, такие как ЭВА, полиэфиры или даже алюминий и сталь, и при этом демонстрировать оптимальную отслаиваемость.
Кроме того, сочетание конкретного полиэфирного герметизирующего состава с поперечным сшиванием придает пленкам согласно изобретению неожиданную способность предотвращать потерю конденсата продуктов при их использовании в качестве верхних полотен в вакуумных упаковках из плотно прилегающей пленки.
Соответственно, первым объектом настоящего изобретения является сшитая пленка, применимая в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку и содержащая, по меньшей мере:
наружный уплотнительный слой (а), содержащий один или несколько сложных (со)полиэфиров, имеющих температуру стеклования (Tg) не выше 50°С, предпочтительно не выше 35 °С, более предпочтительно не выше 20°С и/или температуру плавления (Тт) не выше 170°С, предпочтительно не выше 160°С, более предпочтительно не выше 150°С,
устойчивый к неправильному обращению наружный слой (с), содержащий один или несколько полимеров, выбранных из группы, состоящей из полиолефинов и их сополимеров, полиамидов, сложных полиэфиров, полимеров на основе стирола, и необязательно связующий слой (b), расположенный между слоями (а) и (с). Вторым объектом настоящего изобретения является вакуумная упаковка из плотно прилегающей пленки, содержащая подложку, продукт, загруженный на подложку, и верхнюю пленку согласно первому объекту настоящего изобретения, при этом пленка окружает продукт и герметично соединена со всей поверхностью подложки, не покрытой продуктом.
Третьим объектом настоящего изобретения является способ упаковывания в вакууме в плотно прилегающую пленку, в котором плотно прилегающей пленкой является пленка согласно первому объекту настоящего изобретения. В частности, объектом настоящвего изобретения является способ упаковывания в вакууме в плотно прилегающую пленку, который включает
использование сшитой верхней пленки согласно первому объекту настоящего изобретения, содержащей наружный уплотнительный слой (а),
использование подложки,
размещение пленки над подложкой наружным уплотнительным слоем (а) верхней пленки в сторону подложки,
размещение продукта между верхней пленкой и подложкой,
нагрев верхней пленки и ее формование поверх и вокруг продукта и вплотную к подложке с вакуумированием пространства между нагретой верхней пленкой и подложкой с целью формирования плотно прилегающей пленки вокруг продукта, и
герметичное соединение верхней пленки со всей поверхностью подложки, не покрытой продуктом, за счет перепада давления воздуха.
Четвертым объектом настоящего изобретения является применение пленки согласно первому объекту настоящего изобретения в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку.
Определения
Используемый термин "связующий слой" означают любой внутренний слой пленки, основным назначением которого является сцепление друг с другом двух слоев.
Используемый термин "наружный слой" применительно к многослойной пленке относится к слою, у которого только одна из основных поверхностей непосредственно сцеплена с другим слоем пленки.
Используемые термины "герметизирующий слой", "термосвариваемый слой" и "уплотнительный слой" означают наружный слой многослойной пленки, который в процессе упаковывания в вакууме в плотно прилегающую пленку будет соприкасаться с пищевым продуктом и герметично соединяться с подложкой, при этом наружный слой, который в процессе упаковывания в вакууме в плотно прилегающую пленку
будет соприкасаться с нагретым куполом, является "устойчивым к неправильному обращению слоем".
Используемый термин "внутренний слой" применительно к многослойной пленке относится к слою, обе поверхности которого сцеплены с другими слоями пленки.
Используемый термин "непосредственно сцепленный" применительно к слоям многослойной пленки означает первого элемента со вторым элементом без связующего слоя, адгезива или любого другого слоя между ними. Напротив, термин "сцепленный", используемый в изобретении без наречия "непосредственно" в широком смысле относится к адгезии первого элемента со вторым элементом с использованием адгезива, связующего слоя или любого другого слоя между ними.
Используемый термин "объемный слой" или "структурный слой" относится к слою, обычно используемому для повышения устойчивости пленки к неправильному обращению или проколам или просто для придания желаемой толщины.
Используемый термин "сополимер" относится к полимеру, полученному из мономеров двух или боле типов, и включает терполимеры.
Используемый термин "полиолефин" относится к любому полимеризованному или сополимеризованному олефину, который может являться линейным, разветвленным или циклическим, замещенным или незамещенным и, возможно, модифицированным. Он включает все смолы, такие как полиэтилен, сополимеры этилена и альфа-олефина С4-С8, сополимеры этилена и пропилена, терполимеры этилена, пропилена и альфа-олефина С4-С8, сополимер пропилена и бутена, полибутен, поли(4-метил-пентен-1), этилен-пропиленовый каучук, бутилкаучук, а также сополимеры этилена (или высшего олефина) с сомономером, который не является олефином и преобладающим мономером в котором является этилен (или высший олефин), такие как сополимеры этилена и винилацетата, сополимеры этилена и акриловой кислоты, сополимеры этилена и алкилакрилата, сополимеры этилена и метакриловой кислоты, сополимеры этилена и алкилметакрилата, сополимеры этиленалкилакрилата и малеинового ангидрида, иономеры, а также их смеси в любых пропорциях. Он также включает модифицированные полиолефины, при этом термин "модифицированный" служит для обозначения присутствия полярных групп в основной полимерной цепи. Перечисленные полиолефиновые смолы могут являться "гетерогенными" или "гомогенными", при этом эти термины относятся к используемым условиям катализа и, как следствие этого, к конкретному распределению молекулярной массы, размеру разветвленных цепей и распределению на протяжении основной полимерной цепи, как известно из техники.
Используемый термин "сополимер этилена и альфа-олефина" относится к гетерогенным и гомогенным полимерам, таким как линейный полиэтилен низкой плотности (ЛПЭНП) с плотностью обычно от около 0,900 г/см3 до около 0,930 г/см3, линейный полиэтилен средней плотности (ЛПЭСП) с плотностью обычно от около 0,930 г/см3 до около 0,945 г/см3 и полиэтилен очень низкой плотности и сверхнизкой плотности (ПЭОНП и ПЭСНП) с плотностью ниже около 0,915 г/см3, обычно от 0,868 до 0,915 г/см3, таким как катализируемые металлоценами гомогенные смолы Exact® и Exceed® производства компании Exxon, односайтовые смолы Affinity® производства компании Dow и гомогенные сополимеры этилена и альфа-олефина Tafmer® производства компании Mitsui. Все эти материалы обычно включают сополимеры этилена с одним или несколькими сомономерами, выбранными из альфа-олефинов С4-С10, таких как бутен-1, гексен-1, октен-1 и т.д., у которых молекулы сополимеров содержат длинные цепи с относительно небольшим числом боковых цепей или сшитых структур.
Используемый термин "сополимеры этилена и альфа-олефина С4-С10 служит для обозначения как гетерогенных, так и гомогенных (например, "односайтовых" или "металлоценовых") материалов с плотностью от около 0,87 г/см3 до около 0,95 г/см3.
Используемый термин "гетерогенный полимер" или "полимер, полученный гетерогенным катализом" относится к продуктам реакции полимеризации с относительно широким разбросом по молекулярной массе и составу, т.е. к типичным полимерам, которые получены, например, с использованием обычных катализаторов Циглера-Натта, например, галогенидов металлов, активированных металлоорганическим катализатором, то есть хлорида титана, необязательно содержащего хлорид магния, в комплексе с триалкилалюминием, и описаны в патентах, таких как патент US 4302565 на имя Goeke и др. и патент US 4302566 на имя Karol и др. Гетерогенные катализированные сополимеры этилена и альфа-олефина могут включать линейный полиэтилен низкой плотности, полиэтилен очень низкой плотности и полиэтилен высокой плотности. Некоторые сополимеры этого типа производятся, например, компанией Dow Chemical (Мидленд, штат Мичиган, США) и предлагаются на рынке под товарными знаками Dow lex®.
Используемый термин "гомогенный полимер" или "полимер, полученный гомогенным катализом" относится к продуктам реакции полимеризации с относительно узким распределением по молекулярной массе и составу. Гомогенные полимеры структурно отличаются от гетерогенных полимеров тем, что гомогенные полимеры имеют относительно равномерно упорядоченное следование сомономеров внутри цепи,
зеркальное отображение распределения последовательностей во всех цепях и сходство длины всех цепей, т.е. более узкое распределение по молекулярной массе. Этот термин включает гомогенные полимеры, полученные с использованием металлоценов или других односайтовых катализаторов, а также гомогенные полимеры, которые получают с использованием катализаторов типа Циглера-Натта в условиях гомогенного катализа.
Сополимеризация этилена и альфа-олефинов в условиях гомогенного катализа, включая, например, сополимеризацию с использованием систем металлоценовых катализаторов, включая катализаторы с ограниченной геометрией, т.е. комплексы моноциклопентадиенила с переходными металлами, описана в патенте US 5026798 на имя Canich. Гомогенные сополимеры этилена и альфа-олефина (ЭАО) могут включать модифицированные или немодифицированные сополимеры этилена и альфа-олефина, содержащие длинноцепочечный разветвленный (8-20 боковых атомов углерода) альфа-олефин в качестве сомономера, известные как смолы AFFINITY и ATTANE производства компании Dow Chemical, линейные сополимеры Tafmer производства компании Mitsui Petrochemical Corporation (Токио, Япония), и модифицированные или немодифицированные сополимеры этилена и альфа-олефина, содержащие короткоцепочечный разветвленный (3-6 боковых атомов углерода) альфа-олефин в качестве сомономера, известные как Exact производства компании ExxonMobil Chemical (Хьюстон, штат Техас, США).
Используемый термин "иономер" обозначает металлические соли содержащих кислотные звенья сополимеров, такие как металлические соли сополимеров этилена и акриловой кислоты или металлические соли сополимеров этилена и метакриловой кислоты, у которых катионом металла может являться ион щелочного металла, ион цинка или ионы других многовалентных металлов. Эти смолы поставляет, например, компания DuPont под торговым названием Surlyn™.
Используемый термин "сложный полиэфир" относится в целом к гомополимерам или сополимерам, имеющим сложноэфирную связь между мономерными звеньями, которые могут формироваться, например, путем реакций конденсационной полимеризации между дикарбоновой кислотой и гликолем. Мономерное сложноэфирное звено быть представлено общей химической формулой: RC(0)-OR', в которой R и R' означают алкильную группу, и может в целом формироваться в результате полимеризации дикарбоновых кислот и диольных мономеров или мономеров, содержащих как карбоновую кислоту, так и гидроксильные группы. Дикарбоновой кислотой может являться линейная или алифатическая кислота, т.е. щавелевая кислота, малоновая кислота, янтарная кислота, глутаровая кислота,
адипиновая кислота, пимелиновая кислота, субериновая кислота, азелаиновая кислота, себациновая кислота и т.п.; или ароматическая или алкилзамещенная ароматическая кислота, т.е. различные изомеры фталевой кислоты, такие как парафталевая кислота (или терефталевая кислота), изофталевая кислота и нафталиновая кислота. Конкретные примеры алкилзамещенных ароматических кислот включают различные изомеры диметилфталевой кислоты, такие как диметилизофталевая кислота, диметилортофталевая кислота, диметилтерефталевая кислота, различные изомеры диэтилфталевой кислоты, такие как диэтилофталевая кислота, диэтилортофталевая кислота, различные изомеры диметилнафталевой кислоты, такие как 2,6-диметилнафталевая кислота и 2,5-диметилнафталевая кислота, и различные изомеры диэтилнафталевой кислоты. Гликоли могут иметь неразветвленную или разветвленную цепь. Конкретные примеры включают этиленгликоль, пропиленгликоль, триметиленгликоль, 1,4-бутандиол, неопентилгликоль и т.п. Полиалкилтерефталаты представляют собой ароматические сложные эфиры, имеющие бензольное кольцо со сложноэфирными связями в положениях 1, 4 атомов углерода бензольного кольца в отличие от полиалкилизофталатов, у которых в положениях 1, 3 атомов углерода бензольного кольца присутствуют две сложноэфирные связи. В противоположность этому, полиалкилнафталаты представляют собой ароматические сложные эфиры, имеющие два конденсированных бензольных кольца, у которых в положениях 2, 3 атомов углерода или в положениях 1, 6 атомов углерода могут присутствовать две сложноэфирные связи.
Используемый термин "модифицированный полимер", а также более конкретные термины, такие как "модифицированный сополимер этилена и винилацетата" и "модифицированный полиолефин", относятся к описанным непосредственно выше полимерам с ангидридными функциональными группами, которые привиты к ним и/или сополимеризованы и/или смешаны с ними. Такие модифицированные полимеры предпочтительно имеют ангидридные функциональные группы, которые привиты к ним или полимеризованы, а не просто смешаны с ними. Используемый термин "модифицированный" относится к химическому производному, например, такому, которое имеют ангидридные функциональные группы в любой форме, такой как ангидрид малеиновой кислоты, кротоновой кислоты, цитраконовой кислоты, итаконовой кислоты, фумаровой кислоты и т.д., привитые к полимеру, сополимеризованные с полимером или смешанные с одним или несколькими полимерами, а также включает производные таких функциональных групп, такие как кислоты, сложные эфиры и соли металлов, полученные из них.
. Используемый термин "содержащий ангидрид полимер" и "модифицированный ангидридом полимер" относится к одному или нескольким из следующих полимеров: (1) полимерам, полученным путем сополимеризации содержащего ангидрид мономера со вторым отличающимся мономером, (2) привитым ангидридом сополимерам и (3) смеси полимера и содержащего ангидрид соединения. Термины, используемые для обозначения полимеров, такие как "полиамид", "сложный полиэфир" и т.д., обычно включают не только полимеры, содержащие повторяющиеся звенья, полученные из мономеров с известной способностью к полимеризации с образованием полимера названного типа, но также сомономеры, производные и т.д., которые могут сополимеризоваться мономерами с известной способностью к полимеризации с образованием полимера названного типа. Например, термин "полиамид" относится как к полимерам, содержащим повторяющиеся звенья, полученные из мономеров, таких как капролактам, которые полимеризуются с образованием полиамида, так и к сополимерам, полученным путем сополимеризации капролактама с сомономером, который при полимеризации сам по себе образует полиамид. Кроме того, термины, обозначающие полимеры, также включают сочетания, смеси и т.д. таких полимеров с другими полимерами отличающегося типа.
Используемый термин "полиамид" относится к высокомолекулярным полимерам с амидными связями на протяжении молекулярной цепи, более точно, к синтетическим полиамидам, таким как нейлоны. Таким термином обозначаются как гомополиамиды, так и со- (или тер)полиамиды. Он также конкретно относится к алифатическим полиамидам или сополиамидам, ароматическим полиамидам или сополиамидам и частично ароматическим полиамидам или сополиамидам, их модификациям и смесям. Гомополиамиды получают в результате полимеризации мономера одного типа, содержащего обе функциональные группы, типичные для полиамидов, т.е. аминогруппы и кислотные группы, такого как мономеры, при этом такими мономерами обычно являются лактамы или аминокислоты, или в результате поликонденсации многофункциональных мономеров двух типов, т.е. полиаминов и многоосновных кислот. Со-, тер- и мультиполиамиды получают в результате сополимеризации мономеров-предшественников, по меньшей мере, двух (трех или более) различных полиамидов. В качестве примера, для получения сополиамидов могут использоваться два различных лактама или полиамины и поликислоты двух типов, или лактам, с одной стороны, и полиамин и поликислота, с другой стороны. Примерами полимеров являются полиамид 6, полиамид 6/9, полиамид 6/10, полиамид 6/12, полиамид 11, полиамид 12, полиамид 6/12, полиамид 6/66, полиамид 66/6/10, их модификации и
смеси. Упомянутый термин также относится к кристаллическим или частично кристаллическим, ароматическим или частично ароматическим полиамидам.
Используемый в изобретении термин "аморфный полиамид" относится к полиамидам или нейлонам, у которых отсутствует регулярное пространственное расположение молекул или подгрупп молекул на протяжении больших расстояний относительно размеров атомов. Тем не менее, регулярность структуры существует в локальном масштабе. Смотри "Amorphous Polymers" в Encyclopedia of Polymer Science and Engineering, 2-е издание, стр. 789-842 (издательство J. Wiley & Sons, Inc., 1985 г.). Этот документ имеет номер 84-19713 карточки по каталогу Библиотеки Конгресса. В частности, термин "аморфный полиамид" относится к материалу, признанному специалистами в области дифференциальной сканирующей калориметрии (ДСК) не имеющим измеримой точки плавления (менее 0,5 кал/г) или теплоты плавления при измерении путем ДСК согласно стандарту ASTM 3417-83. Такие нейлоны включают аморфные нейлоны, получаемые путем реакции конденсационной полимеризации диаминов с дикарбоновыми кислотами. Например, сочетают алифатический диамин с ароматической дикарбоновой кислотой или ароматический диамин с алифатической дикарбоновой кислотой, чтобы получить соответствующие аморфные нейлоны.
Термин "EVOH" включает омыленные или гидролизованные сополимеры этилена и винилацетата и относится к сополимерам винилового спирта с содержанием этиленового сомономера предпочтительно от около 25 до около 48 мол. %, более предпочтительно от около 32 до около 48 мол. % этилена, еще более предпочтительно от около 38 до около 44 мол. % этилена и со степенью омыления не менее 85%, предпочтительно, по меньшей мере, 90%.
Используемый термин "барьерный слой" относится к газобарьерному или предпочтительно кислородобарьерному слою и используется для обозначения слоев или структур со скоростью пропускания кислорода (оцененной при температуре 23°С и относительной влажности 0% согласно стандарту ASTM D-3985) менее 500 см м2.сутки-атм. Применимыми термопластичными материалами, которые обеспечивают такие газобарьерные свойства, являются ПВДХ, полиамиды, EVOH, сложные полиэфиры и их смеси, предпочтительно EVOH.
Используемые термины "продольное направление" и "направление обработки", далее сокращенно обозначаемые как "LD" или "MD", означают направление "по длине" пленки, т.е. в направлении формирования пленки во время соэкструзии. Применительно к упаковкам они означают направление их движения в упаковочном оборудовании.
Используемый в изобретении термин "поперечное направление", далее сокращенно обозначаемый как "TD", означает направление поперек пленки, перпендикулярное направлению обработки или продольному направлению. Применительно к упаковкам он означает направление их движения в упаковочном оборудовании.
Термин "экструзия" используется в изобретении применительно к способу формования непрерывных профилей путем продавливания расплавленной пластмассы через матрицу с последующим охлаждением или химическим отверждением. Непосредственно перед экструзией через матрицу обычно подают относительно высоковязкий полимерный материал во вращающийся шнек с изменяемым шагом, т.е. экструдер, который продавливает полимерный материал через матрицу.
Используемый в изобретении термин "соэкструзия" относится к процессу экструзии двух или более материалов через одну матрицу с двумя или более отверстиями, расположенными таким образом, чтобы экструдаты объединялись и сплавлялись друг с другом в слоистую структуру до охлаждения, т.е. закалки.
Используемый термин "нетермоусадочный" относится к пленке с общей свободной усадкой (т.е. суммой свободной усадки в направлении обработки (MD) и в поперечном направлении (TD)), измеренной в масле при 160°С способом согласно стандарту ASTM D2732, менее 20% или 15%, предпочтительно менее 10%.
Используемый термин "легко открываемая вакуумная упаковка из плотно прилегающей пленки" означает упаковку, усилие открывание которой, измеренное описанным в изобретении способом (в экспериментальном разделе), составляет 120-900 г/2,54 см, 150-900 г/2,54 см, предпочтительно 150-800 г/2,54 см или 200-800 г/2,54 см или 150-600 г/2,54 см, более предпочтительно 150-400 г/2,54 см или 250-600 г/2,54 см.
Используемое выражение "пленка, применимая в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку" относится к термопластичной пленке, применимой для использования в технологии упаковывания в вакууме в плотно прилегающую пленку, а именно, к пленке, способной выдерживать условия нагрева и растяжения в вакуумной камере упаковочной машины без образования проколов и чрезмерного размягчения, а затем способной плотно прилегать ко всей поверхности подложки. Пленка для применения в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку предпочтительно характеризуется высоким сопротивлением имплозии, формуемостью и герметизируемостью согласно определениям и оценкам, данным в настоящем описании.
Используемый термин "подложка" означает нижнюю часть вакуумной упаковки из плотно прилегающей пленки, в которой размещен продукт, и часть которой, не покрытая продуктом, окружена верхней плотно прилегающей пленкой. Подложка может являться плоской или иметь определенную форму, т.е. форму лотка, гибкой, жесткой или полужесткой. Подложкой может являться необязательно перфорированная термоформованная на линии подложка или предварительно изготовленный лоток.
Используемый термин "температура герметизации" относится к температуре купола оборудования для упаковывания в вакууме в плотно прилегающую пленку, на который путем всасывания помещают верхнее полотно, и посредством которого нагревают его во время цикла упаковывания в вакууме в плотно прилегающую пленку.
Используемый термин "пригодный для использования в СВЧ-печи" применительно к пленкам или плотно прилегающим вакуумным упаковкам согласно настоящему изобретению относится к тем структурам, которые являются "преимущественно проницаемыми для СВЧ-волн", а также к тем, которые являются "СВЧ-активными". Если преимущественно проницаемыми для СВЧ-волн являются структуры, способные пропускать без каких-либо помех для них, по меньшей мере, 80%, предпочтительно, по меньшей мере, 90% СВЧ-волн, генерируемых СВЧ-печью, СВЧ-активными являются те структуры, которые содержат отражающие СВЧ-волны компоненты, предназначенные для того, чтобы модифицировать энергетическое воздействие на пищевой продукт. В обоих случаях для того, чтобы быть "пригодным для использования в СВЧ-печи" в условиях использования, упаковочный материал не должен разлагаться или деформироваться и не должен выделять в целом более 60 частей/млн. загрязнителей в упакованный пищевой продукт, который соприкасается с ним. На практике в соответствии с большинством законов о пищевых продуктах "пригодными для использования в СВЧ-печи" считаются упаковочные материалы, которые выдерживают термообработку при 121 °С в течение 30 минут (т.е. настолько интенсивную, что она обычно не происходит при приготовлении пищи в СВЧ-печи) без деформации и с выделением менее 60 частей/млн. загрязнителей.
Используемый термин "содержание геля" относится к содержанию гелеобразного материала в термопластичной пленке, который формируется в результате образования поперечных связей внутри полимерного материала. Содержание геля выражается как процентная доля (по весу) полимера, который, образовав нерастворимые углерод-углеродные связи между полимерными цепями вследствие сшивания, находится в форме геля. Содержание геля может определяться методом испытаний согласно стандарту ASTM D-2765-01, который в порядке ссылки во всей полноте включен в настоящую заявку, или методом, описанным в экспериментальном разделе настоящего описания.
Краткое описание чертежей
На фиг. 1, 2 и 3 показаны дефекты герметизации, которые могут возникать в цикле упаковывания в вакууме в плотно прилегающую пленку, их тип и оценка при испытании на формуемость согласно изобретению.
На фиг. 4 показан вид сверху блока, используемого в испытании на сопротивление имплозии согласно изобретению. Чертеж выполнен в масштабе, в частности, с сохранением пропорций частей, а размеры показанных на нем отверстий являются реальными размерами в миллиметрах.
Подробное описание изобретения
Первым объектом настоящего изобретения является сшитая пленка, применимая в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку, содержащая, по меньшей мере:
наружный уплотнительный слой (а), содержащий один или несколько сложных (со)полиэфиров, имеющих температуру стеклования (Tg) не выше 50°С, предпочтительно не выше 35°С, более предпочтительно не выше 20°С и/или температуру плавления (Тт) не выше 170°С, предпочтительно не выше 160°С, более предпочтительно не выше 150°С,
устойчивый к неправильному обращению наружный слой (с), содержащий один или несколько полимеров, выбранных из группы, состоящей из полиолефинов и их сополимеров, полиамидов, сложных полиэфиров, полимеров на основе стирола, и необязательно
связующий слой (b), расположенный между слоями (а) и (с).
Уплотнительным слоем (а) является наружный слой многослойной пленки, который в процессе упаковывания в вакууме в плотно прилегающую пленку будет соприкасаться с пищевым продуктом и герметично соединяться с подложкой.
Уплотнительный слой (а) содержит один или несколько сложных (со)полиэфиров, имеющих температуру стеклования (Tg) не выше 50°С, предпочтительно не выше 35°С, более предпочтительно не выше 20°С и/или температуру плавления (Тт) не выше 170°С, предпочтительно не выше 160°С, более предпочтительно не выше 150°С.
Температура стеклования (Tg) и температура плавления (Тт) могут измеряться в соответствии со стандартом ASTM D 3418, который в порядке ссылки включен в настоящую заявку, с использованием дифференциального сканирующего калориметра. Во избежание сомнений используемый термин Tg означает среднюю точку
температуры стеклования, измеренной в соответствии со стандартом ASTM D 3418, а Тт означает максимальную температуру плавления, измеренную в соответствии со стандартом ASTM D 3418.
Сложный (со)полиэфир может являться целиком аморфным, частично или целиком кристаллическим при условии, что соответствующие величины Tg и/или Тт находятся в указанных выше пределах.
На долю смолы на основе сложных (со)полиэфиров приходится, по меньшей мере, 25%, по меньшей мере, 50% уплотнительного слоя, но предпочтительно она является основным компонентом уплотнительного слоя, предпочтительно составляет, по меньшей мере, 65%, предпочтительно, по меньшей мере, 80%, предпочтительно, по меньшей мере, 90%, более предпочтительно, по меньшей мере, 95% по общему весу уплотнительного слоя, наиболее предпочтительно уплотнительный слой (а) состоит только из указанного сложного (со)полиэфира.
Количество смолы на основе сложных (со)полиэфиров в пленке в соответствии с настоящим изобретением составляет, по меньшей мере, 2%, по меньшей мере, 4%, предпочтительно, по меньшей мере, 5% или 6%, еще более предпочтительно, по меньшей мере, 7%, более предпочтительно, по меньшей мере, 8% по общему весу пленки. Уплотнительный слой (а) может содержать смесь из двух или более описанных выше сложных (со)полиэфиров. В одном из предпочтительных вариантов осуществления уплотнительный слой состоит из материала на основе сложных (со)полиэфиров, имеющего температуру стеклования (Tg) не выше 50°С, предпочтительно не выше 35°С, более предпочтительно не выше 20°С и/или температуру плавления (Тт) не выше 170°С, предпочтительно не выше 160°С, более предпочтительно не выше 150°С или 140°С. В другом варианте осуществления уплотнительный слой содержит смесь, по меньшей мере, из описанного выше сложного (со)полиэфира и, по меньшей мере, другого сложного (со)полиэфира.
В одном из предпочтительных вариантов осуществления уплотнительный слой содержит смесь сложных (со)полиэфиров, более предпочтительно состоит из смеси сложных (со)полиэфиров, в которой, по меньшей мере, один сложный (со)полиэфир имеет Tg не выше 50°С, а, по меньшей мере, другой, сложный (со)полиэфир имеет Tg выше 50°С.
В упомянутой смеси другой сложный (со)полиэфир, имеющий Tg выше 50°С, предпочтительно присутствует в количестве не более 40% по весу.
Сложным (со)полиэфиром также может являться аморфный сложный (со)полиэфир, т.е. сложный (со)полиэфир, не имеющий определенной температуры
плавления (Tm), но при этом отвечающий вышеуказанным требованиям к величинам в Tg-
Сложная (со)полиэфирная смола уплотнительного слоя (а) предпочтительно получена, по меньшей мере, из одной ароматической дикарбоновой кислоты и, по меньшей мере, одной алифатической дикарбоновой кислоты (или их низших диалкиловых сложных эфиров) с одним или несколькими гликолями.
Предпочтительные ароматические дикарбоновые кислоты включают терефталевую кислоту, изофталевую кислоту, фталевую кислоту и 2,5-, 2,6- или 2,7-нафталиндикарбоновую кислоту, предпочтительно ароматическая дикарбоновая кислота выбрана из изофталевой кислоты, фталевой кислоты, терефталевой кислоты и их смесей, более предпочтительно представляет собой фталевую кислоту, необязательно смешанную со следами ее изомеров.
Предпочтительными алифатическими дикарбоновыми кислотами являются насыщенные алифатические дикарбоновые кислоты с общей формулой СпНгn(СООН)2, в которой п имеет величину от 2 до 8, такие как янтарная кислота, себациновая кислота, адипиновая кислота, азелаиновая кислота, субериновая кислота или пимелиновая кислота, предпочтительно себациновая кислота, адипиновая кислота и азелаиновая кислота, более предпочтительно, адипиновая кислота. По меньшей мере, одна алифатическая дикарбоновая кислота предпочтительно выбрана из насыщенных алифатических дикарбоновых кислот с формулой СпН2n(СООН)2, в которой п имеет величину от 2 до 8, предпочтительно от 4 до 8, более предпочтительно n=4, n=7 или n=8.
Предпочтительными гликолями являются алифатические или циклоалифатические гликоли, предпочтительно алифатические гликоли, более предпочтительно алкиленгликоли. Таким образом, применимый гликоль(-и) включает(-ют) алифатические диолы, такие как этиленгликоль, диэтиленгликоль, триэтиленгликоль, пропиленгликоль, 1,3-бутандиол, 1,4-бутандиол, 1,5-пентандиол, 2,2-диметил-1,3-пропандиол, неопентилгликоль и 1,6-гександиол, и циклоалифатические диолы, такие как 1,4-циклогександиметанол и 1,4-циклогександиол.
Предпочтительными гликолями являются этиленгликоль и бутандиол(-ы) и их смеси. Предпочтительными сложными (со)полиэфирами являются сополимеры изофталевой кислоты, фталевой кислоты, терефталевой кислоты и их смесей с этиленгликолем, бутандиолом(-ами) и их смесями.
Концентрация ароматической дикарбоновой кислоты, присутствующей в сложном сополиэфире, предпочтительно составляет не более около 90 мол. %, предпочтительно не более около 80 мол. % в пересчете на компоненты дикарбоновой кислоты сложного сополиэфира.
Концентрация алифатической дикарбоновой кислоты, присутствующей в сложном сополиэфире, предпочтительно составляет, по меньшей мере, около 10 мол. %, предпочтительно, по меньшей мере, около 20 мол. % в пересчете на компоненты дикарбоновой кислоты сложного сополиэфира.
Особо предпочтительными примерами таких сложных сополиэфиров являются (i) сложные сополиэфиры азелаиновой кислоты и терефталевой кислоты с алифатическим гликолем, предпочтительно этиленгликолем; (и) сложные сополиэфиры адипиновой кислоты и терефталевой кислоты с алифатическим гликолем, предпочтительно этиленгликолем; (Ш) сложные сополиэфиры себациновой кислоты и терефталевой кислоты с алифатическим гликолем, предпочтительно бутиленгликолем, (iv) сложные сополиэфиры фталевой кислоты и адипиновой кислоты с этиленгликолем и бутангликолем(-ями).
Предпочтительные полимеры включают сложный сополиэфир себациновой кислоты, терефталевой кислоты и бутиленгликоля (предпочтительно с содержанием компонентов в относительных молярных соотношениях 45-55/55-45/100, более предпочтительно 50/50/100), имеющий точку стеклования (Tg ) -40°С и температуру плавления (Тт) 117°С), сложный сополиэфир азелаиновой кислоты, терефталевой кислоты и этиленгликоля (предпочтительно с содержанием компонентов в относительных молярных соотношениях 40-50/60-50/100, более предпочтительно 45/55/100), имеющий Tg -15°С и Тт 150°С, и сополиэфир фталевой кислоты и адипиновой кислоты с этиленгликолем и бутангликолем, предпочтительно имеющий Tg 10°С и Тт 125°С.
В одном из предпочтительных вариантов осуществления Tg сложного сополиэфира уплотнительного слоя не превышает 20°С, предпочтительно 10°С, а температура плавления Тт не превышает 160°С, предпочтительно 150°С, более предпочтительно, 140°С.
Имеющиеся на рынке смолы на основе сложных (со)полиэфиров, применимые для уплотнительного слоя пленки согласно настоящему изобретению, включают Griltex ES702 производства компании EMS (Tm 115-135°С, Tg 10°С, плотность 1,27 г/см3), Griltex ES703 производства компании EMS (Tm 120-150°С, Tg 9°С, плотность 1,27 г/смЗ), Griltex ES502 производства компании EMS (Tm 110-120°С, Tg -8°С, плотность
1,16 г/см3), Griltex D2547 производства компании EMS (Tm 130°С), Griltex D1874E производства компании EMS (Tm 145-155°С, Tg 25°С), Griltex D2551E производства компании EMS (Tm 100°С, Tg -40°С), Griltex D2368E производства компании EMS (Tm 165-170°С, Tg -1°С), Eastobond 19412 производства компании Eastman Chemical (Tg 51°C), наиболее предпочтительными из которых являются смола Griltex ES702 производства компании EMS, представляющая собой сложный сополиэфир, содержащим фталевую кислоту, адипиновую кислоту, этиленгликоль и бутандиол, и Griltex ES502 производства компании EMS. В одном из наиболее предпочтительных вариантов осуществления уплотнительный слой содержит или состоит из Griltex ES702 производства компании EMS или из смеси Griltex ES702 производства компании EMS и Griltex D1874E производства компании EMS.
В одном из наиболее предпочтительных вариантов осуществления уплотнительный слой содержит или состоит из смеси Griltex ES502 производства компании EMS и Eastobond 19412 производства компании Eastman Chemical.
Предпочтительно уплотнительный слой содержит один или несколько восков. Воск облегчает изготовление путем соэкструзии пленки, содержащей упомянутый выше уплотнительный слой.
Воск может являться натуральным или синтетическим и предпочтительно имеет температуру плавления, по меньшей мере, 50°С. Натуральные воски предпочтительно представляют собой либо растительные воски (например, карнаубский воск) или минеральные воски (такие как горные воски и озокерит). Также могут использоваться парафиновые воски (низкомолекулярные воски с высокой степенью очистки, содержащие прямоцепочечные углеводороды). Примеры синтетических восков включают воски Фишера-Тропша (полученные путем газификации угля и имеющие молекулярную массу от около 300 до около 1400 г/моль) и окисленные и неокисленные (предпочтительно окисленные) полиэтиленовые воски с низкой молекулярной массой (от около 500 до около 3000 г/моль), а также соответствующие полипропиленовые воски. Однако предпочтительным классом восков являются амидные воски. Амидные воски обычно не смешиваются с базовым сложным сополиэфиром термосвариваемого слоя. Амидный воск может являться первичным, вторичным, третичным или бис (жирным) амидом, таким как олеамид и эрукамид. Примеры различных типов включают первичные жирные амиды, такие как эрукамид, бегенид, олеамид или стеарамид; вторичные жирные амиды, такие как стеарил эрукамид, эруцил эрукамид, олеил пальмитамид, стеарил стеарамид или эруцил стеарамид; третичные жирные амиды, такие как диметил стеарамид или Диэтил стеарамид; и ЫзЫ'-бис (жирные)
амиды, такие как 1М,1чГ-этилен-бис (стеарамид), 1Ч,>Г-метилен-бис (стеарамид), N,N'-пропилен-бис(стеарамид), 1Ч,>Г-этилен бис(олеамид), К,1Ч'-метилен-бис(олеамид) или М,М-пропилен-бис(олеамид). Воск предпочтительно выбран из N,N'-6hc (жирных) амидов, более предпочтительно из К,К'-этилен-бис(олеамид(а) и >1,>Г-этилен-бис (стеарамид(а).
Наиболее предпочтительным воском является эрукамид.
В одном из предпочтительных вариантов осуществления воск присутствует в количестве от около 0,01% до около 2%, предпочтительно от около 0,02% до около 1%, предпочтительно не более 1%, обычно от около 0,03% до около 0,5% по общему весу уплотнительного слоя.
Уплотнительный слой может преимущественно содержать антиадгезивные добавки в количестве от 0,01 до 2,0% по весу, предпочтительно 0,02-1,0% по весу, еще более предпочтительно 0,03-0,5% по весу.
Обычно антиадгезивными добавками являются неорганические вещества, наиболее предпочтительным из которых является кремнезем.
Такие неорганические наполнители включают традиционные неорганические наполнители и, в частности, оксиды металлов или металлоидов, такие как оксид алюминия, диоксид кремния (в особенности, осажденный или диатомовый диоксид кремния и силикагели) и диоксид титана, кальцинированную глину и соли щелочных металлов, такие как карбонаты и сульфаты кальция и бария. Предпочтительные неорганические наполнители в виде частиц включают диоксид титана и диоксид кремния.
Толщина уплотнительного слоя составляет от 2 до 25 мкм, предпочтительно от 3 до 20 мкм, более предпочтительно от 4 до 15 мкм, еще более предпочтительно от 5 до 12 мкм.
Толщина уплотнительного слоя относительно толщины всех пленок может составлять от 2 до 25%, предпочтительно от 3 до 20%, более предпочтительно от 4 до 15%, еще более предпочтительно от 5 до 12%.
Уплотнительный слой пленок согласно настоящему изобретению преимущественно позволяет устанавливать температуру купола ниже 220°С, ниже 210°С, ниже 200°, ниже 190°С, ниже 180°С, ниже 170°С, ниже 160°С, даже ниже 150°С или на уровне 140°С или ниже 140°С в ходе цикла упаковывания в вакууме в плотно прилегающую пленку.
Устойчивым к неправильному обращению наружным слоем (с) является слой пленки, который будет соприкасаться с нагретым куполом вакуумной камеры в процессе упаковывания в вакууме в плотно прилегающую пленку.
Устойчивый к неправильному обращению наружный слой (с) содержит один или несколько полимеров, выбранных из группы, состоящей из полиолефинов и их сополимеров, полиамидов, сложных полиэфиров и полимеров на основе стирола.
Устойчивый к неправильному обращению наружный слой (с) содержит один или несколько полимеров, выбранных из группы, состоящей из полиолефинов и их сополимеров, полиамидов, сложных полиэфиров и полимеров на основе стирола в количестве, по меньшей мере, 50%, еще более предпочтительно, по меньшей мере, 65%, по меньшей мере, 80%, по меньшей мере, 90% или, по меньшей мере, 95% по весу слоя (с).
В одном из предпочтительных вариантов осуществления устойчивый к неправильному обращению наружный слой (с) состоит из одного или нескольких полимеров, выбранных из полиолефинов и их сополимеров, полиамидов, сложных полиэфиров и полимеров на основе стирола. Полиолефин относится к любому полимеризованному или сополимеризованному олефину, который может являться линейным, разветвленным или циклическим, замещенным или незамещенным и, возможно, модифицированным. Он включает все смолы, такие как полиэтилен, сополимеры этилена и альфа-олефина С4-С8, сополимеры этилена и пропилена, терполимеры этилена, пропилена и альфа-олефина С4-С8, сополимер пропилена и бутенова, полибутен, поли(4-метил-пентен-1), этилен-пропиленовый каучук, бутилкаучук, а также сополимеры этилена (или высшего олефин(а) с сомономером, который не является олефином и преобладающим мономером в котором является этилен (или высший олефин), такие как сополимеры этилена и винилацетата, сополимеры этилена и акриловой кислоты, сополимеры этилена и алкилакрилата, сополимеры этилена и метакриловой кислоты, сополимеры этилена и алкилметакрилата, сополимеры этиленалкилакрилата и малеинового ангидрида, иономеры, а также их смеси в любых пропорциях. Он также включает модифицированные полиолефины, при этом термин "модифицированный" служит для обозначения присутствия полярных групп в основной полимерной цепи. Перечисленные полиолефиновые смолы могут являться "гетерогенными" или "гомогенными", при этом эти термины относятся к используемым условиям катализа и, как следствие этого, к конкретному распределению молекулярной массы, размеру
разветвленных цепей и распределению на протяжении основной полимерной цепи, как известно из техники.
Предпочтительными смолами для устойчивого к неправильному обращению наружного слоя пленки согласно первому объекту настоящего изобретения являются полиолефины согласно данному в описании определению, в частности гомополимеры и сополимеры этилена, гомополимеры и сополимеры пропилена и иономеры или полиамиды или сложные (со)полиэфиры, т.е. ПЭТГ, или полимера на основе стирола и их смеси.
Слой (с) предпочтительно содержит иономеры, ПЭСП и ПЭВП, более предпочтительно ПЭВП. Обычно применимые температуры плавления превышают 108°С, предпочтительно превышают 120°С.
Примерами ПЭВП для устойчивого к неправильному обращению наружного слоя являются RIGIDEX HD6070FA производства компании Ineos, Surpass HPs667-AB производства компании Nova Chemicals, антиадгезивный ПЭВП 102804 производства компании Ampacet.
Применимым ПЭСП является DOWLEX SC2108G производства компании Dow. Примерами иономеров являются Surlyn 1601 и Surlyn 1650 производства компании DuPont.
Применимым сополимером полипропилена является RB307MO производства компании Borealis.
Термин "полиамиды" включает алифатические гомо- или сополиамиды, обычно называемые, например, полиамид 6, полиамид 69, полиамид 610, полиамид 612, полиамид 11, полиамид 12, полиамид 6/12, полиамид 6/66, полиамид 66/610, их модификации и смеси. Упомянутый термин также включает кристаллические или частично кристаллические, ароматические или частично ароматические полиамиды, такие как полиамид 6I/6T или полиамид MXD6.
Кристаллическими полиамидами для пленки согласно настоящему изобретению являются те полиамиды, температура плавления которых предпочтительно находится в интервале от около 130°С до 230°С, более предпочтительно от около 160°С до 220°С, еще более предпочтительно от около 185°С до 210°С. Применимые кристаллические полиамиды включают кристаллические гомополиамиды и со- (или тер-) полиамиды, предпочтительно выбранные из РА6; РА6.6; РА6.66; РА66.6; РА6.12; РА6.66.12; РА12; РАН; РА6.9; РА6.69; РА6.10; РА10.10; РА66.610; PA XD6/MXDI, более предпочтительно из РА6; РА6.66; РА66.6; РА6.12; РА6.66.12; РА12; РАН; РА6.9; РА MXD6/MXDI, еще более предпочтительно из РА6; РА6.66; РА6.12; РА6.66.12; РА12;
РАН, наиболее предпочтительно упомянутый кристаллический полиамид РА6.66 и их смеси.
Применимыми полиамидами являются ULTRAMID C33L01 производства компании BASF (РА6/66), Terpalex (РА6/66/12) и Grilon CF6S производства компании EMS (РА6/12).
Термин "сложные полиэфиры" для устойчивого к неправильному обращению наружного слоя относится к полимерам, полученным в результате реакции поликонденсации дикарбоновых кислот с двухатомными спиртами. Применимыми дикарбоновыми кислотами являются, например, терефталевая кислота, изофталевая кислота, 2,6-нафталиндикарбоновая кислота и т.п. Применимыми двухатомными спиртами являются, например, этиленгликоль, диэтиленгликоль, 1,4-бутандиол, 1,4-циклогександиметанол и т.п. Примеры применимых сложных полиэфиров включают поли(этилен-2,6-нафталат), поли(этилентерефталат) и сложные сополиэфиры, полученные в результате реакции одной или нескольких дикарбоновых кислот с одним или несколькими двухатомными спиртами, такими как ПЭГ, который является аморфным сложным сополиэфиром терефталевой кислоты с этиленгликолем и 1,4-циклогександиметанолом.
Сложные полиэфиры, применимые для наружного слоя, предпочтительно имеют Tg выше 70°С, выше 75°С или выше 77°С. Применимыми сложными полиэфирами являются RamAPET N180 и Rama PET N1 производства компании Indorama или Artenius PET Global производства компании Artenius или Eastar PETG 6763 производства компании Eastman.
Используемый термин "полимер на основе стирола" относится, по меньшей мере, к одному полимеру, выбранному из группы, состоящей из полистирола, сополимера стирола, этилена и бутилен-стирола, сополимера стирола и бутадиен-стирола, сополимера стирола и изопрен-стирола, сополимера стирола, этилена и бутадиен-стирола и сополимера стирола и (этилен-пропилен) стирола. Используемая черточка (т.е. "-") в формуле полимеров на основе стирола включает как блок-сополимеры, так и статистические сополимеры. Более точно, термин "полимер на основе стирола" включает как сополимеры, в которых (i) все названные мономеры присутствуют в виде блока, или (и) любое подмножество названных мономеров присутствует в виде блока, а остальные мономеры расположены произвольным образом, или (Ш) все названные мономеры расположены произвольным образом.
Используемый термин "полистирол" относится к гомополимерам и сополимерам стирола и их аналогам и гомологам, включая метил-стирол и стиролы с замещением в
кольце, такие как, например, стиролы с метилированием в кольце. Термин "полистирол" используется для обозначения отдельных полимеров или смесей различных указанных выше полистиролов.
Особенно предпочтительными полистирольными смолами являются Styrolux 684D производства компании BASF и Polystyrol 143Е производства компании BASF или KR53 производства компании Chevron Phillips Chemicals, которые могут использоваться как по отдельности, так и в смеси.
Толщина устойчивого к неправильному обращению наружного слоя составляет от 2 до 25 мкм, предпочтительно от 3 до 20 мкм, более предпочтительно от 4 до 15 мкм, еще более предпочтительно от 5 до 12 мкм.
Толщина устойчивого к неправильному обращению наружного слоя относительно толщины всех пленок может составлять от 2% до 25%, предпочтительно от 3% до 20%, более предпочтительно от 4% до 15%, еще более предпочтительно от 5% до 12%.
Количество смолы в устойчивом к неправильному обращению слое пленки согласно настоящему изобретению составляет, по меньшей мере, 3%, предпочтительно, по меньшей мере, 5%, еще более предпочтительно, по меньшей мере, 6% по общему весу пленки.
Пленки согласно настоящему изобретению предпочтительно содержат внутренний барьерный слой (d). Барьерный слой (d) согласно настоящему изобретению содержит ПВДХ, полиамиды, такие как PA MXD6/MXDI, EVOH, сложные полиэфиры и их смеси, предпочтительно EVOH, необязательно смешанные с полиамидами.
Толщина газобарьерного слоя (d) устанавливается таким образом, чтобы придать всему многослойному листу оптимальную скорость пропускания кислорода (OTR) менее 500, предпочтительно менее 100, более предпочтительно менее 10, еще более
3 2
предпочтительно менее 7 см м -сутки.атм, измеренную при температуре 23°С и относительной влажности 0% (способом согласно стандарту ASTM D-3985 с использованием прибора OX-TRAN компании Мосоп).
По меньшей мере, один внутренний газобарьерный слой (d) пленок согласно настоящему изобретению содержит, по меньшей мере, 70%, по меньшей мере, 80%, по меньшей мере, 90%, по меньшей мере, 95% этиленвинилового спирта. EVOH предпочтительно используется в качестве единственного компонента барьерного слоя.
Обычно при использовании EVOH в качестве единственного газобарьерного материала он имеет толщину от 3 мкм до 20 мкм, предпочтительно от 4 мкм до 15 мкм, более предпочтительно от 7 мкм до 13 мкм. Могут использоваться более толстые слои, если это желательно или если требуется более низкая скорость пропускания кислорода.
Примерами предлагаемых на рынке EVOH являются Е171 В, EVAL F101 В или EVAL G156B производства компании Evalca/Kuraray, SOARNOL АТ4403 и SOARNOL ЕТ3803 производства компании Nippon Gohsei. Пленки согласно настоящему изобретению могут содержать, по меньшей мере, один полиамидный слой (е), сцепленный барьерным слоем (d), или два слоя (е), сцепленных с противоположными поверхностями барьерного слоя (d). Упомянутый, по меньшей мере, один или предпочтительно два слоя (е) предпочтительно непосредственно сцеплены с барьерным слоем (d), т.е. без какого-либо промежуточного связующего слоя.
Полиамидный слой (е) в основном содержит кристаллические полиамиды, обычно в количестве более 60% по весу состава слоя, предпочтительно более 80%, более предпочтительно более 90%, еще более предпочтительно более 95%. Полиамидный слой (е) наиболее предпочтительно состоит только из кристаллических полиамидов.
Под кристаллическими полиамидами следует понимать один кристаллический полиамид или смесь или два или более кристаллических полиамидов, предпочтительно один кристаллический полиамид.
Компоненты, дополняющие до 100% по весу состава слоя (е), могут быть представлены применимыми смешиваемыми термопластичными материалами или добавками, такими как, например, сплав иономера и нейлона производства компании Du Pont, предлагаемый на рынке под торговым наименованием Surlyn АМ7927, при условии, что в него в не входят аморфные полиамиды.
Кристаллическими полиамидами согласно настоящему изобретению являются те полиамиды, температура плавления которых предпочтительно находится в интервале от около 130 до 230°С, более предпочтительно от около 160 до 220°С, еще более предпочтительно от около 185 до 210°С.
Кристаллическими полиамидами согласно настоящему изобретению являются кристаллические гомополиамиды и со- (или тер-) полиамиды, предпочтительно выбранные из РА6; РА6.6; РА6.66; РА66.6; РА6.12; РА6.66.12; РА12; РАН; РА6.9; РА6.69; РА6.10; РАЮ. 10; РА66.610; PA MXD6/MXDI, более предпочтительно из РА6; РА6.66; РА66.6; РА6.12; РА6.66.12; РА12; РАН; РА6.9; PA MXD6/MXDI, еще более из РА6; РА6.66; РА6.12; РА6.66.12; РА12; РА1 1, наиболее предпочтительно кристаллический полиамид РА6.66 и их смеси. Кристаллические полиамиды согласно настоящему изобретению предпочтительно выбраны из перечисленных выше полиамидов, более предпочтительно из перечисленных выше полиамидов, имеющих температуры плавления от около 140°С до 230°С, более предпочтительно от около
С
160°С до 220°С, еще более предпочтительно от около 185°С до 210°С.
Толщина, по меньшей мере, одного полиамидного слоя (е) обычно составляет от 2 мкм до 14 мкм, предпочтительно от 3 мкм до 10 мкм, еще более предпочтительно от 4 мкм до 6 мкм. В одном из предпочтительных вариантов осуществления с использованием двух полиамидных слоя (е), непосредственно сцепленных с противоположными поверхностями барьерного слоя, d) толщина каждого слоя обычно составляет от 1 мкм до 7 мкм, предпочтительно от 1,5 мкм до 6 мкм, еще более предпочтительно от 2 мкм до 5 мкм.
В пленке согласно настоящему изобретению может преимущественно присутствовать один или несколько внутренних объемных или "структурных" слоев (f)-
Они обычно содержат полимеры, используемые для улучшения устойчивости пленки к неправильному обращению или проколам или просто для придания желаемой толщины.
Однако при упаковывании в вакууме в плотно прилегающую пленку эти слои также важны для придания требуемой формуемости.
Полимерами, применимыми для этих слоев, обычно являются собой гомополимеры и сополимеры этилена, например, полиэтилен низкой плотности, сополимеры этилена и винилацетата, линейные полиэтилены низкой плотности, линейные полиэтилены высокой плотности и иономеры, предпочтительно иономеры и сополимеры этилена и винилацетата, более предпочтительно сополимеры этилена и винилацетата.
Особенно предпочтительным ПЭНП является LD158BW производства компании ExxonMobil.
Предпочтительными сополимерами этилена и винилацетат являются ELVAX 3165 производства компании DuPont и ESCORENE ULTRA FL00119 производства компании ExxonMobil.
Предпочтительные иономеры включают Surlyn 1601 и Surlyn 1650 производства компании Du Pont.
Пленки согласно настоящему изобретению предпочтительно содержат два объемных слоя (f), расположенных с противоположных сторон барьерного слоя (d), но необязательно в контакте со слоем (d), при этом объемные слои содержат предпочтительно одинаковые полимеры, более предпочтительно сополимеры этилена и винилацетата.
Толщина объемного слоя(-ев) (f) в общей структуре зависит в основном от общей желаемой толщины пленки. Толщина может выражаться в процентах общей толщины
^цмая^нки, и обычно составляет от 30% до 80%, предпочтительно от 35% до 70%, более предпочтительно от 40% до 60%.
Смола(ы) объемного слоя может(-гут) преимущественно содержаться в пленке согласно настоящему изобретению в количестве, по меньшей мере, 25%, предпочтительно, по меньшей мере, 40%, еще более предпочтительно, по меньшей мере, 60% по общему весу пленки.
Другими слоями, которые могут необязательно присутствовать в многослойной пленке согласно изобретению, являются связующие или адгезивные слои (Ь), которые используются для обеспечения лучшего сцепления одного слоя с другим в общей структуре. В частности, пленка может содержать связующий слой(-и) (Ь), непосредственно сцепленный (т.е. непосредственно примыкающий) к одной или обеим сторонам внутреннего барьерного слоя (d) и/или к одной или обеим сторонам полиамидного слоя(-ев) (е) с целью обеспечения лучшего сцепления полиамидного слоя(-ев) е) со смежным объемным слоем(-ями) (d). Дополнительные связующие слои могут также использоваться для обеспечения лучшего сцепления упомянутого слоя(-ев) (d) со смежным уплотнительным слоем а) и/или устойчивым к неправильному обращению наружным слоем (с).
Состав слоев (а) и (с) может регулироваться специалистами в данной области техники с тем, чтобы связующий слой (b) необязательно находился в непосредственном контакте с обоими слоями (а) и (с). В этом случае основную структуру пленки согласно настоящему изобретению можно назвать последовательностью а/с, где "а" означает слой (а), а "с" означает слой (с). Связующий слой (b), если он присутствует, может использоваться сцепления уплотнительного слоя (а) с устойчивым к неправильному обращению наружным слоем (с) в последовательности слоев а/b/с.
Связующие слои могут содержать полимеры, имеющие привитые полярные группы, позволяющие полимеру ковалентно связываться с полярными полимерами, такими как EVOH или полиамиды. Применимые полимеры связующих слоев включают сополимеры этилена и ненасыщенных кислот, сополимеры этилена и ненасыщенных сложных эфиров, модифицированные ангидридами полиолефины, полиуретан и их смеси. Предпочтительные полимеры связующих слоев включают один или несколько термопластичных полимеров, таких как сополимеры этилена и винилацетата с высоким содержанием винилацетата (например, 18-28% по весу или еще выше), сополимеры этилена и (мет)акриловой кислоты, гомополимеры или сополимеры этилена, модифицированные ангидридными или карбоксильными функциональными группами,
смеси этих смол или смеси любых из упомянутых смол с гомополимером или сополимером этилена и аналогичные известные смолы.
Предлагаемыми на рынке связующими смолами, особо применимыми для EVOH, являются OREVAC 18303 и OREVAC 18300 производства компании Arkema и BYNEL 4125 производства компании DuPont.
Связующие слои имеют достаточную толщину для обеспечения функции сцепления, как известно из техники. Их толщина обычно составляет от 2 мкм до 20 мкм, предпочтительно от 3 мкм до 13 мкм. Предпочтительно, чтобы многослойная пленка согласно изобретению имела общее содержание сложных (со)полиэфиров менее 20%, менее 15% или менее 10% по общему весу пленки.
Один или несколько из любых слоев многослойной пленки согласно настоящему изобретению могут содержать соответствующие количества добавок, обычно включаемых в структуры для упаковывания пищевых продуктов в вакууме в плотно прилегающую пленку с целью достижения желаемого эффекта, как это известно специалистам в области упаковывания. Например, слой может содержать добавки, такие как понижающие трение добавки, антиадгезивы, антиоксиданты, наполнители, красители и пигменты, усилители сшивания, ингибиторы сшивания, стабилизаторы излучения, поглотители кислорода, антистатики и подобные агенты.
Обычно последовательность слоев пленок согласно настоящему изобретению может выбираться из следующего неисчерпывающего списка:
а/с, a/b/c, a/b/d/b/c, a/f/d/f/c, a/b/f/d/f/b/c, a/b/f/b/d/b/f/b/c, a/b/f/b/d/b/f/c, a/b/f/d/b/f/c, a/b/f/b/d/f/b/c, a/f/b/d/b/f/c, a/b/e/d/e/b/c, a/f/e/d/e/f/c, a/b/f/e/d/e/f/b/c, a/b/f/b/e/d/e/b/f/b/c, a/b/f/b/e/d/e/b/f/c, a/b/f/e/d/e/b/f/c, a/b/f/b/e/d/e/f/b/c, a/f/b/e/d/e/b/f/c, a/f/b/d/e/d/b/f/c.
Если в представленных выше последовательностях слоев многослойных пленок одна и та же буква указана несколько раз, в каждом случае она может отображать одинаковую или отличающуюся композицию из класса, которая выполняет аналогичную функцию.
Пленка согласно первому объекту настоящего изобретения характеризуется толщиной менее 180 мкм, предпочтительно менее 150 мкм, более предпочтительно менее 130 мкм, еще более предпочтительно менее ПО мкм, 100 мкм, 90 мкм, 80 мкм или 70 мкм.
Пленка согласно настоящему изобретению для применения в качестве верхнего полотна вакуумной упаковки из плотно прилегающей пленки предпочтительно имеет общую толщину от около 25 мкм до около 180 мкм, предпочтительно от около 30 мкм до около 150 мкм, более предпочтительно от около 40 мкм до около 120 мкм.
В частности, при упаковывании в вакууме в плотно прилегающую пленку продуктов © %1лее рельефным профилем могут использоваться более толстые пленки, для упаковывания в вакууме в плотно прилегающую пленку продуктов с плоским профилем достаточной и предпочтительной является более тонкая пленка. В частности, более толстые пленки, т.е. толщиной 100 мкм или более применимы в условиях высоких предъявляемых требований, как в случае упаковывания продуктов с рельефным профилем и/или нерегулярными и острыми поверхностями, таких как мясо с костями или замороженные продукты или крабы и т.п.
Пленки согласно настоящему изобретению являются предпочтительными по сравнению с предлагаемыми в настоящее время на рынке пленками для упаковывания в вакууме в плотно прилегающую пленку, обеспечивая сравнимые характеристики при меньшей толщине. Пленка согласно настоящему изобретению может содержать любое число слоев от 2 до 13, слоев, от 3 до 11 слоев, предпочтительно от 5 до 9 слоев, более предпочтительно от 7 до 9 слоев.
Пленки согласно настоящему изобретению предпочтительно имеют, по меньшей мере, 3, по меньшей мере, 4, по меньшей мере, 5, по меньшей мере, 6, по меньшей мере, 7 слоев.
Пленки согласно настоящему изобретению являются сшитыми.
Используемый термин "сшитый" означает, что, по меньшей мере, часть пленки является сшитой. Предпочтительно, чтобы все слои пленки были сшиты.
Сшивание может осуществляться химическим или физическим путем, как описано далее. Сшивание одного или нескольких слоев или всей термопластичной пленки может оцениваться путем измерения содержания геля или показателя текучести расплава, как объяснено в настоящем описании. Пленки согласно настоящему изобретению имеют неограниченную линейную термическую усадку (свободную термоусадку) при 160°С (измеренную в масле) как в направлении обработки, так и в поперечном направлении менее 15%, более предпочтительно менее 10%, еще более предпочтительно менее 5% при измерении методом испытаний согласно стандарту ASTM D-2732, который в порядке ссылки во всей полноте включен в настоящую заявку. Пленки согласно настоящему изобретению имеют неограниченную линейную термическую усадку при 160°С, 180°С и 200°С (измеренную на воздухе описанным внутренним методом) как в направлении обработки, так и в поперечном направлении менее 20%, предпочтительно менее 15%, еще более предпочтительно менее 10%.
Многослойная пленка согласно изобретению для упаковывания в вакууме в плотно прилегающую пленку или, по меньшей мере, ее часть, содержащая один или
несколько из ее термопластичных слоев, является сшитой, как подробно описано применительно к способу изготовления пленки согласно первому объекту настоящего изобретения, до такой степени, что:
вся пленка, когда все образующие ее полимеры растворимы в толуоле до сшивания, или, по меньшей мере, часть пленки, которая изготовлена из полимеров, растворимых в толуоле до сшивания, имеет содержание геля не менее 25% , предпочтительно не менее 40%, более предпочтительно не менее 60%, измеренное способом, описанным в экспериментальном разделе, и/или
вся пленка имеет показатель текучести расплава, измеренный при 230°С и нагрузке 21,6 кг в соответствии со стандартом ASTM D-1238, который во всей полноте в порядке ссылки включен в настоящую заявку, не выше 3 г/10 мин, предпочтительно не выше 2 г/10 мин, более предпочтительно не выше 1 г/10 мин, еще более предпочтительно около 0 г/10 мин, и/или
вся пленка имеет показатель текучести расплава, измеренный при 230°С и нагрузке 21,6 кг в соответствии со стандартом ASTM D-1238, который во всей полноте в порядке ссылки включен в настоящую заявку, не выше 2 г/10 мин, предпочтительно не выше 1 г/10 мин, еще более предпочтительно около 0 г/10 мин.
В случае, например, 9-слойной пленки из Таблицы 4а, растворимая в толуоле часть пленок относится к части, содержащей слои с 6 по 9.
Пленка согласно настоящему изобретению предпочтительно подвергнута облучению сквозь все ее слои (всю сшитую пленку).
Используемый термин "растворимый в толуоле" относится к растворимости, по меньшей мере, 1,25 г/л при температуре кипения толуола (около 110°С, измеренной при стандартном давлении 1 атм после кипячения образца в толуоле в течение 30 минут). Предпочтительные сложные (со)полиэфиры, используемые в уплотнительном слое пленок согласно настоящему изобретению, обычно растворимы в толуоле (например, Griltex ES 703, Griltex ES 702, Griltex D 2547 и Griltex ES 502).
Пленка согласно настоящему изобретению имеет сопротивление имплозии, измеренное описанным (в экспериментальной части) способом, по меньшей мере, 8 мм, предпочтительно, по меньшей мере, 10 мм, еще более предпочтительно, по меньшей мере, 12 мм, еще более предпочтительно, по меньшей мере, 13 мм.
Пленка согласно настоящему изобретению имеет очень хорошую формуемость, в частности, такая пленка имеет показатель формуемости при образовании как перемычек, так сращений (продольных и поперечных и круговых), измеренный описанным (в экспериментальной части) способом, по меньшей мере, 2,0,
предпочтительно, по меньшей мере, 2,5, еще более предпочтительно, по меньшей мере, 2,8.
Наконец, пленки согласно первому объекту настоящего изобретения применимы для печати на них обычным способом, известным из техники.
Пленки согласно настоящему изобретению предпочтительно являются неориентированными.
В случае, если они ориентированы, их подвергают термофиксации с получением петермоусадочных пленок согласно данному в описании определению.
Пленки согласно настоящему изобретению являются нетермоусадочными согласно данному в описании определению.
Вторым объектом настоящего изобретения является вакуумная упаковка из плотно прилегающей пленки, содержащий подложку, продукт, загруженный на подложку, и верхнюю пленку согласно первому объекту настоящего изобретения, при этом пленка окружает продукт и герметично соединена со всей поверхностью подложки, не покрытой продуктом.
Подложка может являться плоской или полой, например, иметь форму лотка. Профилированной подложкой может являться термоформованную на линии подложка или предварительно изготовленный автономно лоток.
Подложка обычно содержит жесткий или полужесткой материала или, в качестве альтернативы, гибкий материал. Подложка может содержать однослойный или многослойный материал.
Подложка предпочтительно изготовлена из многослойного материала, содержащего помимо термосвариваемого слоя, обеспечивающего герметичное соединение плотно прилегающей пленки к части подложки, не покрытой продуктом, по меньшей мере, один объемный слой для придания хороших механических свойств.
Подложка может содержать уплотнительный слой.
Смола уплотнительного слоя может выбираться из модифицированных или немодифицированных полиолефинов согласно данному в описании определению, таких как гомополимеры или сополимеры этилена, гомополимеры или сополимеры пропилена, сополимеры этилена и винилацетата, сополимеры этилена и акриловой кислоты, сополимеры этилена и алкилакрилата, сополимеры этилена и метакриловой кислоты, сополимеры этилена и алкилметакрилата, сополимеры этилена, алкилакрилата и малеинового ангидрида, иономеры. Применимые уплотнительные слои могут также включать отслаивающиеся смеси (также называемые хрупкими смесями, которые представляют собой смеси несмешивающихся полимеров, известных в индустрии
упаковывания) для придания упаковке способности легко открываться. Пленку согласно изобретению предпочтительно используют в сочетании с подложкой, имеющей уплотнительный слой, содержащий сополимеры этилена и винилацетата, сополимеры этилена и акриловой кислоты, сополимеры этилена и алкилакрилата, сополимеры этилена и метакриловой кислоты, сополимеры этилена и алкилметакрилата, сополимеры этилена, алкилакрилата и малеинового ангидрида согласно данному выше определению или сложные полиэфиры.
Более предпочтительно уплотнительный слой подложки, герметично соединяемой с пленкой согласно настоящему изобретению, содержит сополимеры этилена и винилацетата или сложные полиэфиры, наиболее предпочтительно сложные полиэфиры (например, АПЭТ, КПЭТ и ПЭГ).
Применимые сополимеры пропилена включают сополимеры пропилена и этилена (СЭП), которые являются сополимерами пропилена и этилена с преобладающим содержанием по весу пропилена и терполимеры пропилена, этилена и бутена (ПЭБ), которые являются сополимерами пропилена, этилена и 1 -бутена.
В ряде применений подложка также должна обладать газобарьерными свойствами, в частности кислородобарьерными свойствами. Таким образом, помимо объемного и уплотнительного слоя подложка снабжена газобарьерным слоем. Обычно устанавливается такая толщина газобарьерного слоя, чтобы материал подложки имел скорость пропускания кислорода менее 30, менее 15, предпочтительно менее 10 см м суткиатм (измеренную при температуре 23 °С и относительной влажности 0% согласно стандарту ASTM D-3985).
Применимыми термопластичными материалами с низкой скоростью пропускания кислорода для обеспечения упаковочных материалов с газобарьерными свойствами являются ПВДХ, EVOH, полиамиды, сложные полиэфиры или их смеси.
ПВДХ является любой сополимер винилиденхлорида, в котором большая часть сополимера приходится на винилиденхлорид, а меньшая часть сополимера приходится на один или несколько сополимеризуемых с ним ненасыщенных мономеров, обычно винилхлорид и алкилакрилаты или метакрилаты (например, метилакрилат или метакрилат) и их смеси в различных пропорциях. Обычно барьерный слой из ПВДХ содержит известные из техники пластификаторы и/или стабилизаторы.
EVOH является продукт омыления сополимеров этилена и сложного винилового спирта, обычно сополимеров этилена и винилацетата с содержанием этилена обычно от 20 до около 60 мол. % и степенью омыления обычно выше 85%, предпочтительно выше 95%.
Термин "полиамиды" включает алифатические гомо- или сополиамиды, обычно называемые, например, полиамид 6, полиамид 69, полиамид 610, полиамид 612, полиамид 1 1, полиамид 12, полиамид 6/12, полиамид 6/66, полиамид 66/610, их модификации и их смеси. Упомянутый термин также включает кристаллические или частично кристаллические, ароматические или частично ароматические полиамиды, такие как полиамид 6I/6T или полиамид MXD6.
Термин "сложные полиэфиры" применительно к композиции уплотнительного слоя относится к полимерам, полученным в результате реакции поликонденсации дикарбоновых кислот с двухатомными спиртами. Применимыми дикарбоновыми кислотами являются, например, терефталевая кислота, изофталевая кислота, 2,6-нафталиндикарбоновая кислота и т.п. Применимыми двухатомными спиртами являются, например, этиленгликоль, диэтиленгликоль, 1,4-бутандиол, 1,4-циклогександиметанол и т.п. Примеры применимых сложных полиэфиров включают поли(этилен-2,6-нафталат), поли(этилентерефталат) и сложные сополиэфиры, полученные в результате реакции одной или нескольких дикарбоновых кислот с одним или несколькими двухатомными спиртами, такими как ПЭГ, который является аморфным сложным сополиэфиром терефталевой кислоты с этиленгликолем и 1,4-циклогександиметанолом. В материале нижнего полотна подложки могут присутствовать и предпочтительно присутствуют дополнительные слои, такие как связующие слои для обеспечения лучшего сцепления газобарьерного слоя с соседними слоями в зависимости, в частности, от конкретных смол, используемых для газобарьерного слоя.
В случае многослойной структуры она может являться частично вспененной и частично не вспененной. Например, подложка может содержать (от самого наружного слоя до самого внутреннего слоя, соприкасающегося с пищевыми продуктами) один или несколько структурных слоев, обычно из таких материалов, как полистирол, сложный полиэфир, поливинилхлорид, полипропилен, бумага или картон; газобарьерный слой и термосвариваемый слой.
Подложка упаковки согласно настоящему изобретению может иметь основу из полистирола.
Подложка упаковки согласно настоящему изобретению может иметь основу из сложного полиэфира.
Такая подложка может представлять собой однослойный или многослойный материал. Она содержат сложный полиэфир, предпочтительно материал, выбранный из группы, состоящей из полиэтилентерефталата (ПЭТ), кристаллического
полиэтилентерефталата (КПЭТ), аморфного полиэтилентерефталата (АПЭТ), полиэтилентерефталат гликоля (ПЭТГ) и их смесей. В одном из вариантов осуществления такая подложка представляет собой однослойный материал.
В других вариантах осуществления поверхность подложки, соприкасающаяся с продуктом, т.е. поверхность, участвующая в формировании герметичного соединения с укупоривающей пленкой, содержит полиэфирную смолу, обычно аморфную полиэфирную смолу (АПЭТ). Например, подложка может изготавливаться из картона, покрытого сложным полиэфиром, или может выполняться за одно целое из полиэфирной смолы.
Примерами применимых подложек упаковки согласно изобретению являются подложки из вспененного или не вспененного (т.е. плотного) КПЭТ, АПЭТ, АПЭТ/КПЭТ или с соответствующим покрытием, т.е. из герметизируемого картона или алюминия.
Подложка вакуумной упаковки из плотно прилегающей пленки согласно изобретению может иметь поверхность из алюминия.
В одном из вариантов осуществления подложка может состоять из алюминия без покрытия.
Применимыми алюминиевыми подложками являются, например, алюминиевые лотки, которые предлагаются на рынке компанией Cuki, описанные в экспериментальном разделе.
В качестве альтернативы, подложкой может являться многослойная структура, имеющая, по меньшей мере, поверхностный слой, содержащий алюминий или состоящий из него. В одном из вариантов осуществления подложка является компостируемой, например, может содержать объемный слой из биоразлагаемой смолы, такой как производные полимолочной кислоты, и уплотнительный слой, например, из ПЭТГ.
Компостируемая подложка предпочтительно состоит из полимолочной кислоты и ее производных.
Используемый термин "биоразлагаемый" относится к продукту или материалу, который обладает способностью безопасно и относительно быстро распадаться под действием биологических средств на природные сырьевые материалы и исчезать в окружающей среде. Эти продукты могут являться твердыми веществами, которые разлагаются в почве (также называемые компостируемыми), или жидкостями, которые разлагаются в воде. Биоразлагаемая пластмасса рассчитана на разрушение под действием микроорганизмов.
Используемый термин "компостируемый" относится к продукту, который может включаться в состав биоразлагаемых материалов и в конечном итоге превращаться в богатый питательными веществами материал. Он является почти синонимом термина "биоразлагаемый" за исключением того, что ограничен твердыми материалами и не относится к жидкостям.
В одном из вариантов осуществления подложка изготовлена из стали, предпочтительно представляет собой плоскую стальную подложку. В качестве альтернативы, стальная подложка может являться полой, например, представлять собой лоток, поддон для выпечки, поддон для жарки или емкость.
Используемый термин "изготовленная из стали" относится к подложке, в которой на долю стали приходится, по меньшей мере, 70%, 80% 90%, 95% или более по весу подложки.
Сталь является материалом кастрюль, которые используется в столовых и на промышленных кухнях.
При упаковывании в вакууме в плотно прилегающую пленку стальную подложку можно выгодно закрывать пленкой согласно настоящему изобретению в качестве верхнего полотна, чтобы тем самым охватывать продукт, предпочтительно пищевой продукт, более предпочтительно готовое блюдо.
Таким образом, пленки согласно настоящему изобретению выгодно позволяют готовить блюдо и упаковывать его в тот же самый контейнер, продлевая тем самым срок его хранения и позволяя при необходимости откладывать его продажу потребителям.
Подложки для использования в сочетании с пленкой согласно первому объекту настоящего изобретения могут являться окрашенными.
Общая толщина подложки обычно составляет до 8 мм, предпочтительно от 0,08 мм до 7 мм, более предпочтительно от 0,1 мм до 6 мм. Перечень пищевых продуктов, которые могут выгодно упаковываться с использованием пленок согласно первому объекту настоящего изобретения и вышеупомянутой подложки, включает без ограничения рыбу, мясо, в особенности, свежее красное мясо, птицу, сыр, готовые блюда. В случае пищевых продуктов, которые выделяют значительное количество жидкостей при упаковывании в вакуумные упаковки из плотно прилегающей пленки, таких как, например, куриные грудки, у таких упаковок согласно настоящему изобретению, в особенности, выгодна их способность удерживать конденсат. Вакуумные упаковки из плотно прилегающей пленки согласно настоящему изобретению предпочтительно пригодны для использования в СВЧ-печи согласно
данному в описании определению. В случае применения в СВЧ-печи предпочтительными являются плотные подложки, содержащие полимер с относительно высокой температурой плавления, такой как полипропилен, полистирол, полиамид, 1,4-полиметилпентен или кристаллизованный полиэтилентерефталат (КПЭТ). Плотный полипропилен является особенно предпочтительным в силу его прочности, способности служить опорой для пищевого продукта и относительно высокой температуры плавления. Другие материалы будут более или менее желательными для применения в СВЧ-печи в зависимости от их физических характеристик, таких как описаны выше.
Третьим объектом настоящего изобретения является способ упаковывания в вакууме в плотно прилегающую пленку, в котором верхней плотно прилегающей пленкой является пленка согласно первому объекту настоящего изобретения. Способ включает помещение подложки с загруженным на нее продуктом в вакуумную камеру, расположение плотно прилегающей пленки согласно настоящему изобретению над подложкой с загруженным продуктом, чтобы она охватила продукт и герметично соединилась со всей поверхностью подложки, не покрытой продуктом, с целью получения вакуумной упаковки из плотно прилегающей пленки.
Более подробно, плотно прилегающая пленка согласно настоящему изобретению подается в верхнюю часть нагретой вакуумной камеры, которая имеет верхнюю и нижнюю части и которая вакуумируется извне, чтобы придать плотно прилегающей пленке вогнутую форму в соответствии с наклоненными внутрь стенками верхней части камеры и отверстиями ее горизонтальной части (верхней части купола). Для вакуумирования может использоваться любой традиционный вакуумный насос, при этом плотно прилегающую пленку предпочтительно предварительно нагревают до предшествующей операции, чтобы сделать ее более формуемой и тем самым способной лучше принимать вогнутую форму в верхней части вакуумной камеры.
Предварительный нагрев пленок согласно настоящему изобретению осуществляется предпочтительно с использованием машин Rollstock при температурах ниже 140°С, ниже 120°С, ниже 110°С, более предпочтительно около 100°С.
Упаковываемый продукт размещают на подложке, который может являться плоской или иметь определенную форму, обычно форму лотка, и помещают на платформу, которая находится в нижней части вакуумной камеры чуть ниже купола. Подложка может формироваться автономно или, в качестве альтернативы, на начальном участке вакуум-упаковочной машины. Затем закрывают вакуумную камеру, перемещая верхнюю часть вниз на нижнюю часть, при этом в течение всей этой
последовательности операций постоянно поддерживается вакуум с целью сохранения вогнутой формы пленки. Как только вакуумная камера закрыта, также вакуумируют нижнюю часть вакуумной камеры, чтобы вакуумировать пространство между подложкой и верхней плотно прилегающей пленкой. Продолжают поддерживать вакуум в верхней части вакуумной камеры с целью сохранения вогнутой формы плотно прилегающей пленки до тех пор, пока не будет вакуумировано пространство между подложкой и плотно прилегающей пленкой, после чего восстанавливают атмосферное давление. Это приводит к обрушению размягченной верхней плотно прилегающей пленки над продуктом и подложкой, поскольку атмосферное давление, давящее сверху на плотно прилегающую пленку, и вакуум, втягивающий ее снизу, совместно заставляют плотно прилегающую пленку преимущественно принимать форму упаковываемого продукта на подложке. После завершения стадии вакуумирования продукт необязательно может быть продут выбранным соответствующим образом продувочным газом или газовой смесью с целью создания очень низкого остаточного давления газа в упаковке. В некоторых редких случаях в вакуумной камере могут присутствовать термосварочные планки или другие уплотнительные средства для термосваривания плотно прилегающей верхней пленки по периметру с подложкой.
Как упоминалось, подложка может формироваться автономно, и в этом случае используемой вакуум-упаковочной машиной является машина Tray Skin или, в качестве альтернативы, подложка может формироваться на начальном участке вакуум-упаковочной машины Rollstock.
Предпочтительные машины для способа согласно третьему объекту настоящего изобретения производятся компаниями Multivac, Mondini, Sealpac и Ulma.
Недавно разработанный способ упаковывания в плотно прилегающую пленку описан в WO2009141214, ЕР 2722279, ЕР 2459448. В таком способе подложку, используемую для упаковывания в вакууме в плотно прилегающую пленку, перфорируют, чтобы получить более эффективный вакуум. Такой способ может осуществляться с использованием, например, машины TRAVE Е340, Trave 1000 Darfresh или Trave 590XL Darfresh производства компании Mondini. Это особый способ упаковывания в вакууме в плотно прилегающую пленку на перфорированных лотках также называется Darfresh On Tray.
Уплотнительный слой пленок согласно настоящему изобретению выгодно позволяет устанавливать в ходе цикла упаковывания в вакууме в плотно прилегающую пленку температуру купола ниже 220°С, ниже 210°С, ниже 200°С, ниже 190°С, ниже 180°С, ниже 170°С, ниже 160°С, даже ниже 150°С или 140°С.
Четвертым объектом настоящего изобретения является применение пленки согласно первому объектом настоящего изобретения в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку. Пленка предпочтительно имеет толщину обычно менее 180 мкм, предпочтительно менее 150 мкм, более предпочтительно менее 130 мкм, еще более предпочтительно менее ПО мкм.
Пленку согласно изобретению предпочтительно используют в сочетании с подложкой, имеющей уплотнительный слой, содержащий полиолефины согласно данному в описании определению, такие как гомополимеры или сополимеры этилена, гомополимеры или сополимеры пропилена, сополимеры этилена и винилацетата, сополимеры этилена и акриловой кислоты, сополимеры этилена и алкилакрилата, сополимеры этилена и метакриловой кислоты, сополимеры этилена и алкилметакрилата, сополимеры этилена, алкилакрилата и малеинового ангидрида, иономеры или сложные полиэфиры.
Более предпочтительно уплотнительный слой подложки, герметично соединяемой с пленкой согласно настоящему изобретению, содержит сополимеры этилена и винилацетата или сложные полиэфиры.
Пленку согласно изобретению предпочтительно используют с подложками из вспененного или не вспененного (т.е. плотного) КПЭТ, АПЭТ и АПЭТ/КПЭТ или из картона или алюминия с покрытием согласно данному ранее определению. Такая подложка может являться плоской или профилированной (полой), т.е. иметь форму лотка. Пленки согласно настоящему изобретению могут изготавливаться путем соэкструзии, как описано в патенте US 4287151, в котором предусмотрена соэкструзия через круглую экструзионную головку, при этом такой способ является предпочтительным.
Пленки согласно настоящему изобретению также могут изготавливаться методом соэкструзии путем литья через плоскую экструзионную головку. Применимые круглые или плоские многослойные матрицы для соэкструзии пленок согласно изобретению хорошо известны из техники.
Многослойные пленки для вакуумных упаковок из плотно прилегающей пленки согласно изобретению или только один или несколько из их термопластичных слоев сшиты до такой степени, что:
вся пленка, когда все образующие ее полимеры растворимы в толуоле до сшивания, или, по меньшей мере, часть пленки изготовлена из полимеров, растворимых в толуоле до сшивания, имеет содержание геля не менее 25% ,
предпочтительно не менее 40%, более предпочтительно не менее 60%, измеренное собственным способом, описанным в экспериментальном разделе, и/или
вся пленка имеет показатель текучести расплава, измеренный при 230°С и нагрузке 21,6 кг в соответствии со стандартом ASTM D-1238, который во всей полноте в порядке ссылки включен в настоящую заявку, не выше 3 г/10 мин, предпочтительно не выше 2 г/10 мин, более предпочтительно не выше 1 г/10 мин, еще более предпочтительно около 0 г/10 мин, и/или
вся пленка имеет показатель текучести расплава, измеренный при 230°С и нагрузке 21,6 кг в соответствии со стандартом ASTM D-1238, который во всей полноте в порядке ссылки включен в настоящую заявку, не выше 2 г/10 мин, предпочтительно не выше 1 г/10 мин, еще более предпочтительно около 0 г/10 мин.
Пленки согласно настоящему изобретению могут сшиваться любым химическим способом или путем слабого или сильно облучения или путем их сочетания.
Предпочтительным способом сшивания является электронно-лучевое облучение, хорошо известное из техники. Специалист в данной области техники может легко определить уровень облучения, применимый для конкретного случая. Тем не менее, обычно применяются дозы облучения вплоть до около 250 кГр, обычно от около 80 до около 240 кГр, предпочтительно от 90 до 220 кГр.
Способ изготовления пленок согласно настоящему изобретению предпочтительно не включает стадии ориентации.
В случае, если это так, за ним предпочтительно следует стадия термофиксации, которая значительно уменьшает или предпочтительно устраняет любую термоусадку.
Способ изготовления пленок согласно настоящему изобретению предпочтительно не включает стадии ориентации и стадии термофиксации.
Экспериментальный раздел
Примеры
Следующие примеры приведены с целью дальнейшего иллюстрирования и пояснения настоящего изобретения и не должны рассматриваться как ограничивающие его в каком-либо отношении. Если не указано иное, все доли и проценты указаны по весу.
Все пленки по примерам и сравнительным примерам были изготовлены методом соэкструзии путем литья через круглую матрицу с последующим сшиванием путем электронно-лучевого облучения дозой 220 кГр, если не указано иное.
Наконец, полученные пленки были охлаждены водой при температуре 15°С и намотаны на рулоны. В Таблице 1 представлены смолы, использованные для
изготовления пленок, а в Таблицах 2-4 представлены композиции пленок по примеру и сравнительным примерам.

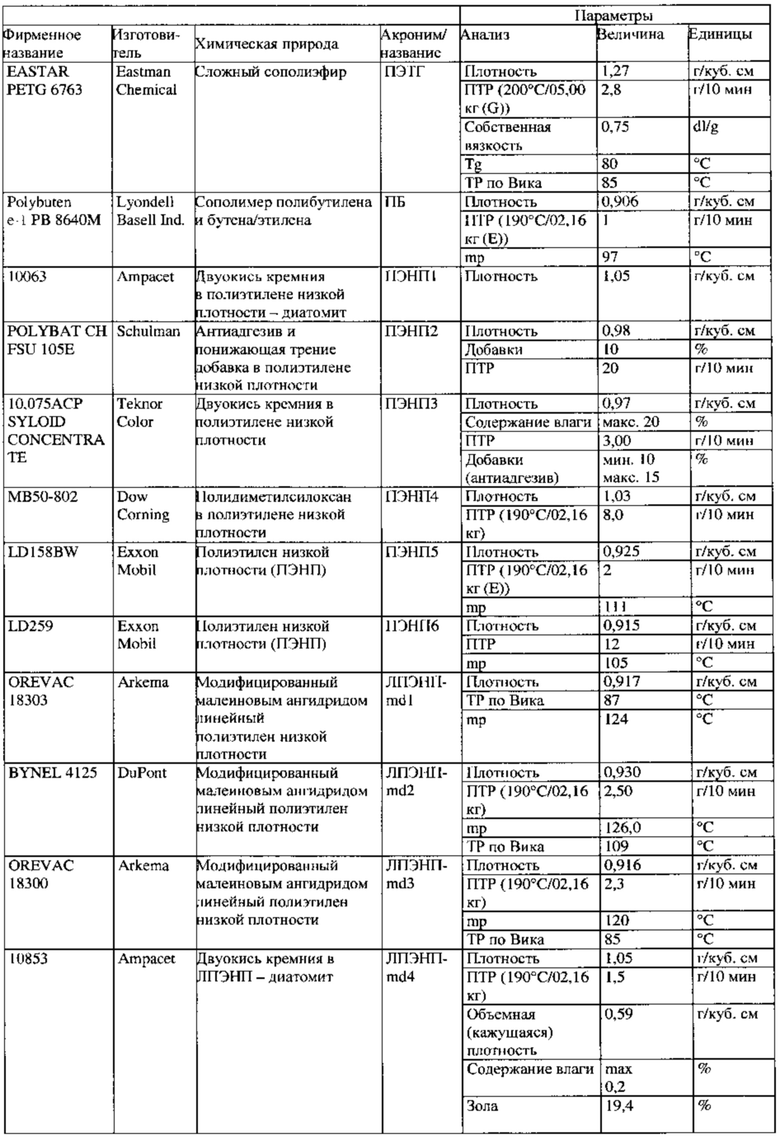
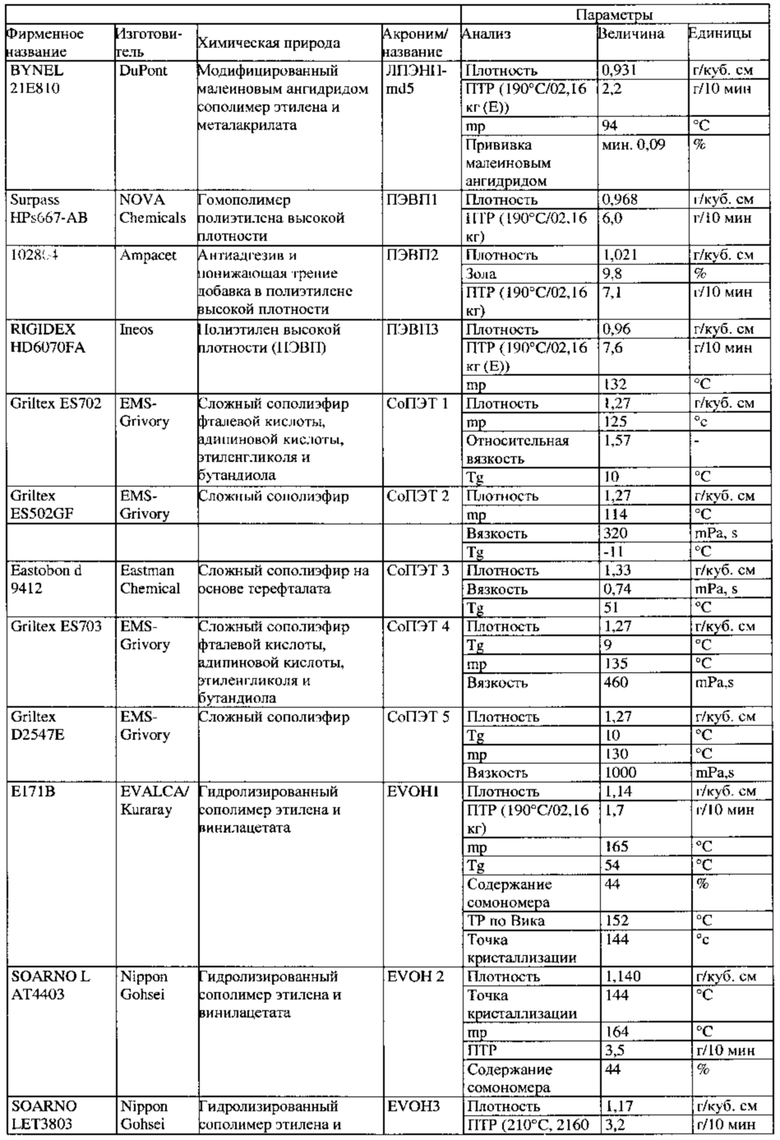
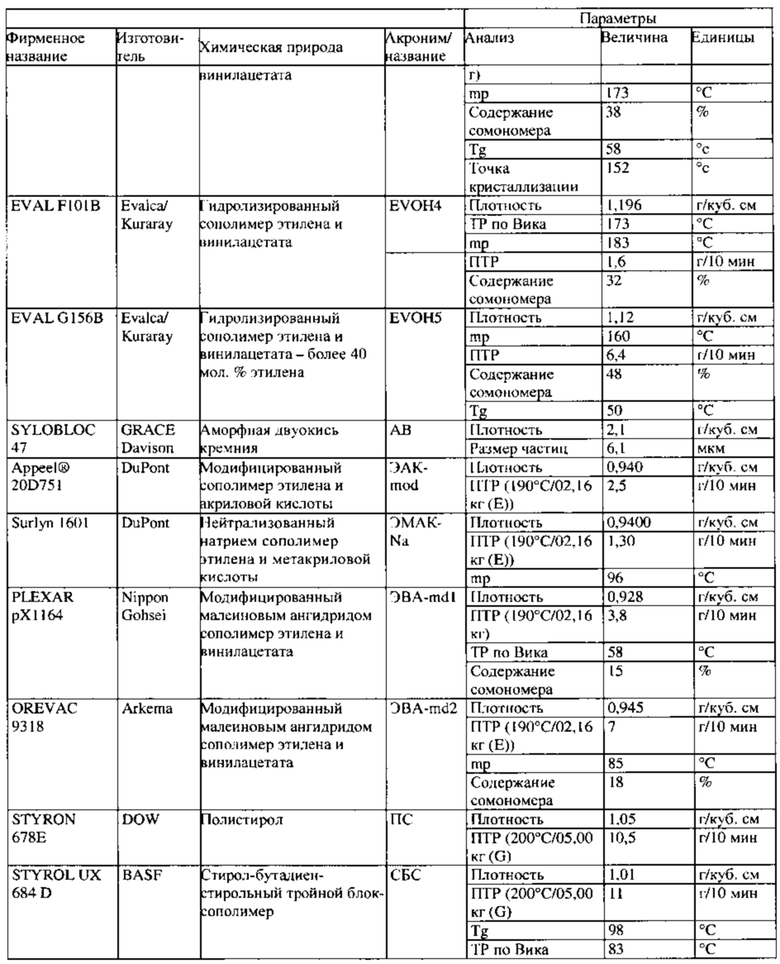
Tg: Температура стеклования;
ПТР: Показатель текучести расплава;
тр.: Температура плавления;
TP по Вика: Температура размягчения по Вика;
EASTAR PETG 6763: полиэтилентерефталат/гликоль, сложный сополиэфир терефталевой кислоты, около 33 мол. % 1,4-циклогександиметанола и около 67 мол. % этиленгликоля
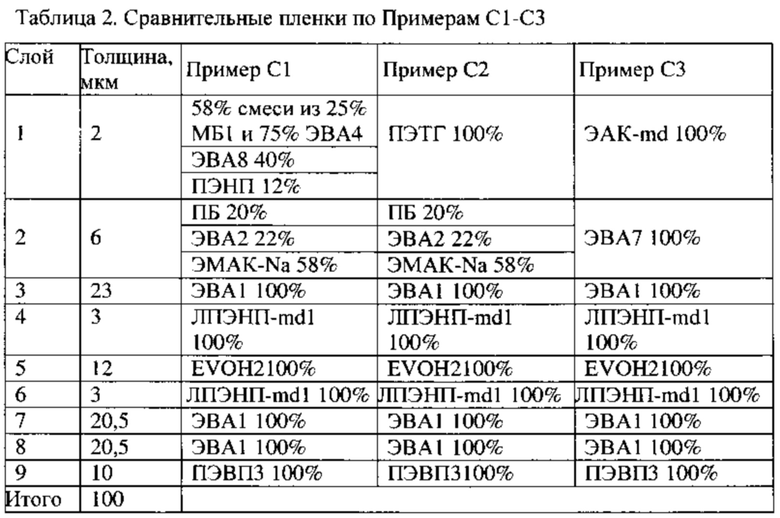
Примеры CI, С2 и означают Сравнительные примеры 1, 2 и 3. МБ1 означает 2% АБ + 98% ЭВА4
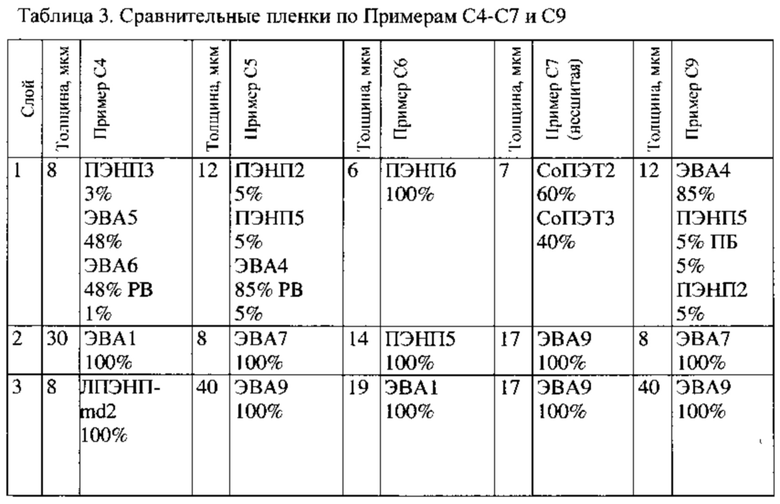
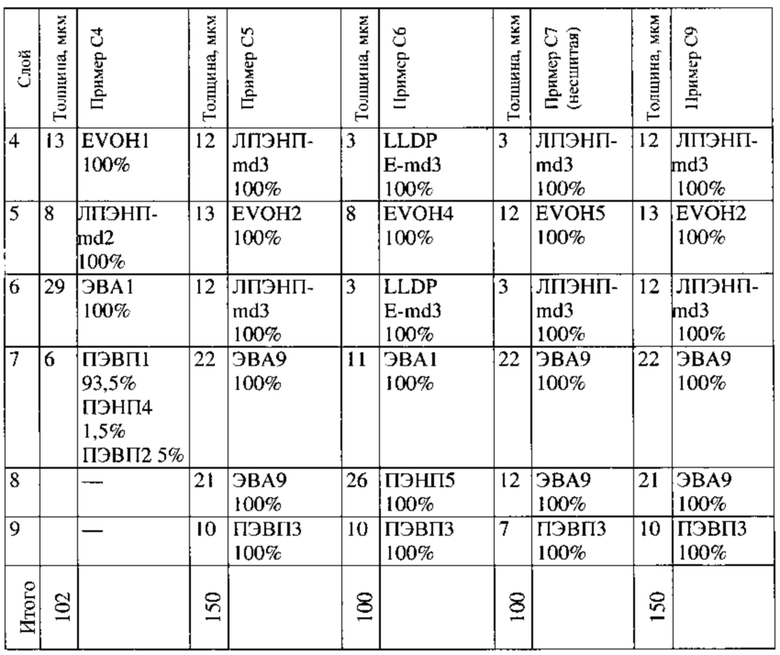
Примеры С4, С5, С6, С7 и С9 означают сравнительные примеры 4, 5, 6, 7 и 9. Пленка по Сравнительному примеру С7 имеет такой же состав и толщину, как пленка по Примеру 4, но является не сшитой.
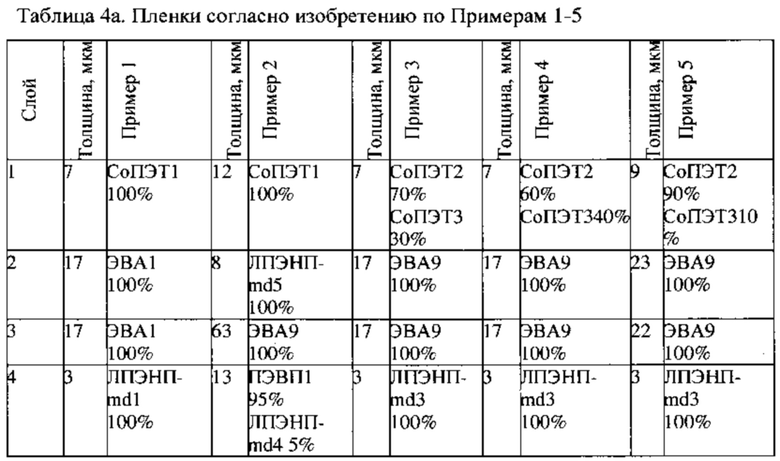
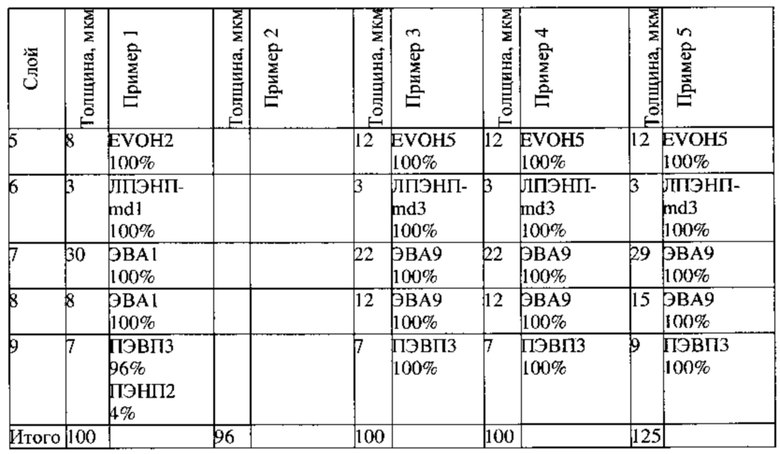
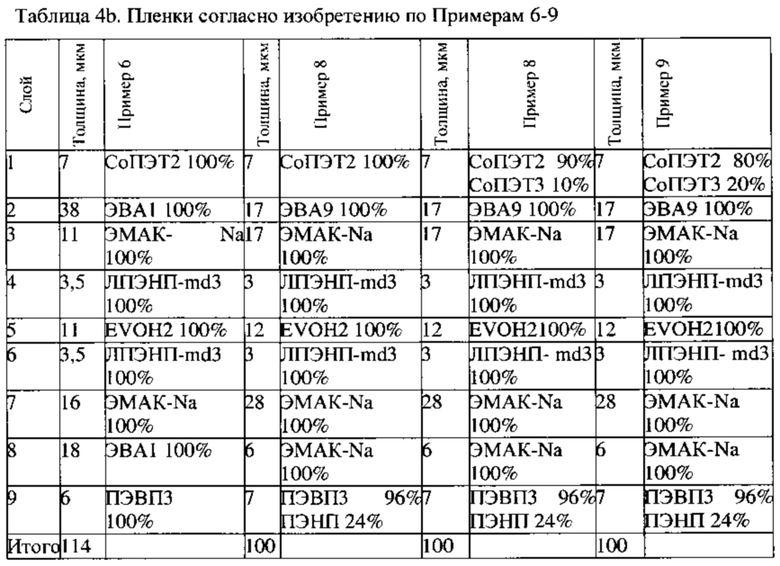
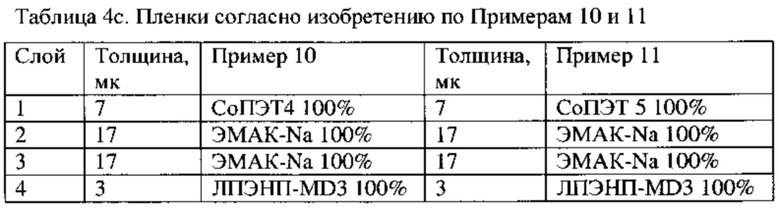
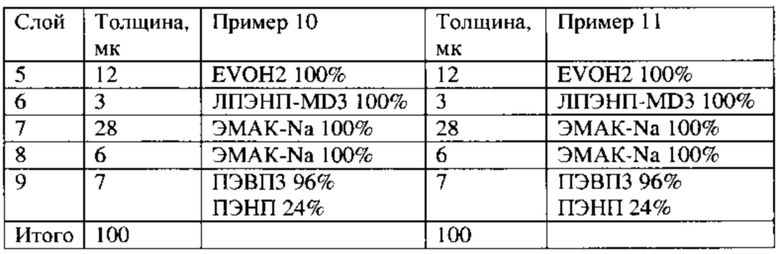
Подвергли пленки из Таблиц 2-4 особым испытаниям с целью оценки их основных физических свойств и характеристик в качестве верхних полотен в сочетании с подложками различной химической природы.
Механические и оптические свойства
Далее в Таблице 5 представлена аналитическая оценка пленки по Примеру 1, которая продемонстрировала очень хорошие механические и оптические свойства. Также указаны методы анализа, использованные для оценки. Оценка проводилась на образцах пленок, сшитых путем облучения дозой 220 кГр, если не указано иное. Результаты представлены в виде средних значений.

LD/TD: продольное/поперечное направление
Свободная усадка на воздухе оценивалась собственным способом при каждой из температур, при которых проводились испытания:
1. вырезали из пленки по Примеру 1 три образца размером 14 см х 14 см, точно отметили центр квадратом размером 10 см х 10 см, и также отметили на образцах направления LD и TD,
2. распределили небольшое количество кукурузного крахмала Oxy-Dry C300R производства компании Archem PRS Ltd по каждой поверхности каждого образца, который затем поместили между двумя листами бумажной фольги одинакового размера (14 см х 14 см),
3. нагрели печь до температуры термического испытания (соответственно, 160°С, 180°С и 200°С), которую поддерживали в течение 10 минут до перехода к стадии 4,
4. на 5 минут поместили образцы в печь, нагретую до температуры термического испытания,
5. удалили образцы из печи и охладили до температуры окружающей среды;
6. измерили размеры (деформированного) квадрата в продольном и поперечном направлении и округлили результаты до ближайшего 1,0 мм,
7. рассчитали свободную усадку в LD и TD по следующей формуле:
свободная усадка (%) = [(100-кратный размер после усадки (мм))/100 мм] х 100
Определение содержания геля
Содержание геля выражает процентную долю нерастворимого в толуоле полимерного материала и является показателем уровня сшивания полимера в этом материале.
В случае многослойной пленки испытание может проводиться на всей пленке, если все образующие ее полимеры до сшивания растворимы в толуоле, или на ее части из полимеров, которые до сшивания растворимы в толуоле, путем отслаивания желаемых слоев без использования для испытания тех слоев, полимеры которых сами по себе нерастворимы в толуоле, таких как, например, EVOH или иономеры.
При оценке содержания геля только в растворимой в толуоле части пленки, как пояснено выше, результат отображает хороший показатель успешного облучения всей пленки, включая не подвергнутые анализу слои. Фактически, поскольку пленки согласно настоящему изобретению обычно получают путем соэкструзии всех слоев с последующим облучением, соответственно, все слои подвергались одинаковому облучению. Результат выражают в виде процентной доли нерастворенного материала (т.е. сшитого материала) после обработки толуолом по общему весу исходного материала. Испытание проводили согласно следующей процедуре.
Вырезали квадратный образец из проволочной металлической сетки (с размером ячеек 80 меш, 15 см х 15 см) и очистили путем погружения в лабораторный стакан с толуолом. После испарения растворителя придали проволочной сетке форму воронки и взвесили (вес Ь). Поместили 120 мл толуола в 200-мл стакан и нагрели на горячей пластинке.
Взвесили образец материала объемом около 150 мг (вес а) и на 30 минут поместили в кипящий толуол в условиях перемешивания. Затем профильтровали раствор на проволочной сетке, в результате чего на ней остался гель. Высушили проволочную сетку с гелем под колпаком и взвесили (вес с) через 24 часа и 48 часов до достижения постоянного веса.
Рассчитали процентную долю геля при каждом взвешивании согласно следующей формуле: (С - В)/А х 100, и вычислили среднюю величину. Дважды повторили процедуру для каждого материала.
Пример 12
Использовали пленки согласно изобретению и сравнительные пленки при изготовлении вакуумных упаковок из плотно прилегающей пленки, как подробно описано далее. Измерили усилие открывание упаковок, или просто открывали их вручную.
Пример 12а
Оценка усилия открывания упаковок, изготовленных на машине Rollstock Оценили усилие открывания упаковок, изготовленных на машине Rollstock (R272CD производства компании Multivac), верхним полотном которых являлась пленка по Примеру 1 согласно изобретению, а нижнее полотно (которое подавалось в машину в виде рулона для термоформования в машине до цикла герметизации) имело следующий состав и код: PentaFood KSeal АПЭТ 250 мкм (дно 1а), АПЭТ 200 мкм/ПЭ 50 мкм (полиэтиленовая уплотнительная подкладка). Слой АПЭТ нижнего полотна соприкасался с уплотнительным слоем верхнего полотна. АПЭТ представлял собой аморфный ПЭТ с Tg около 78°С.
Термоформованное дно являлось прямоугольным (длиной 250 мм, шириной 135 мм, глубиной 5 мм).
Производительность машины составляла 6,4 цикла/мин, и был установлен вакуум на уровне ниже 15 мбар при времени вакуумирования 1 секунда. Упаковываемым
продуктом являлась ветчина весом около 60 г, помещенная со смещением от центра на одну половину нижнего полотна, а другая половина использовалась для вырезания образцов с целью измерения усилия открывания.
Установили для циклов упаковывания различные температуры купола и две высоты купола (30 и 60 мм) согласно Таблице 6а.
Изготовили другие упаковки на машине Rollstock (R570CD производства компании Multivac с куполом высотой 50 мм), верхним полотном которых являлись пленки по Примерам 6, 7, 8 или 9 согласно изобретению, а нижнее полотно (которое подавалось в машину в виде рулона для термоформования в машине до цикла герметизации) имело следующий состав и код: АПЭТ EGA010 250 мкм (дно lb), АПЭТ 200 мкм/ПЭ 50 мкм (полиэтиленовая уплотнительная подкладка). Слой АПЭТ нижнего полотна соприкасался с уплотнительным слоем верхнего полотна. АПЭТ представлял собой аморфный ПЭТ с Tg около 78°С.
Термоформованное дно являлось прямоугольным (длиной 250 мм, шириной 135 мм, глубиной 5 мм). Параметры машины и упакованные продукты являлись такими же, как описано выше.
Установили для циклов упаковывания различные температуры купола согласно Таблице 6Ь.
Изготовили другие упаковки на машине Rollstock (R570CD производства компании Multivac с куполом высотой 50 мм), верхним полотном которых являлись пленки по Примерам 2, 4 или 5 согласно изобретению, а нижнее полотно (которое подавалось в машину в виде рулона для термоформования в машине до цикла герметизации) имело следующий состав и код: EGA012 АПЭТ-ПЭТ 250 мкм (дно 1с), АПЭТ 200 мкм/ПЭ 50 мкм (полиэтиленовая уплотнительная подкладка). Слой АПЭТ нижнего полотна соприкасался с уплотнительным слоем верхнего полотна. АПЭТ представлял собой аморфный ПЭТ с Tg около 78°С.
Термоформованное дно являлось прямоугольным (длиной 250 мм, шириной 135 мм, глубиной 5 мм).
Установили для циклов упаковывания различные температуры купола согласно Таблице 6с.
Изготовили другие упаковки на машине Rollstock (R570CD производства компании Multivac с куполом высотой 50 мм), верхним полотном которых являлись пленки по Примерам 1, 5 и 6 согласно изобретению, а нижнее полотно (которое подавалось в машину в виде рулона для термоформования в машине до цикла
герметизации) имело следующий состав и код: EGA012 АПЭТ-ПЭТ 250 мкм (дно 1с), как указано выше.
Термоформованное дно являлось прямоугольным (длиной 250 мм, шириной 135 мм, глубиной 5 мм).
Установили для циклов упаковывания температуру купола согласно Таблице 6d.
Измерили усилие открывания на образцах размером 2,54 см (1 дюйм) в ширину и около длину 15-20 см в длину, вырезанных из нижней плоской части упаковок в направлении обработки (а именно, в направлении разматывания рулон(а). Подвергли испытанию по шесть образцов для каждых условий упаковывания, и рассчитали среднюю величину усилия открывания (смотри Таблицы 6а, 6Ь, 6с и 6d, в которых приведены эти величины). Начинали открывать каждый образец вручную, чтобы обеспечить достаточные размеры для помещения отделенного верхнего полотна на верхний зажим (тот, который движется вверх во время испытания) динамометра и нижнего полотна на нижний зажим (неподвижный).
Характеристики динамометра (Instron):
оборудование: Instron
начальное расстояние между зажимами: 2 см скорость передвижения траверсы: 300 мм/мин, длина открытого для измерения уплотнения: 5 см.
Инструмент измерял усилие, необходимое для отделения верхнего полотна от нижнего полотна, в частности, среднее усилие, прилагаемое для открывания уплотнения у каждого образца на протяжении 5 см (г/2,54 см). Наконец, рассчитали среднюю величину усилия для 6 испытанных образцов, которая представлена в соответствующих Таблицах 6а, 6Ь, 6с и 6d.
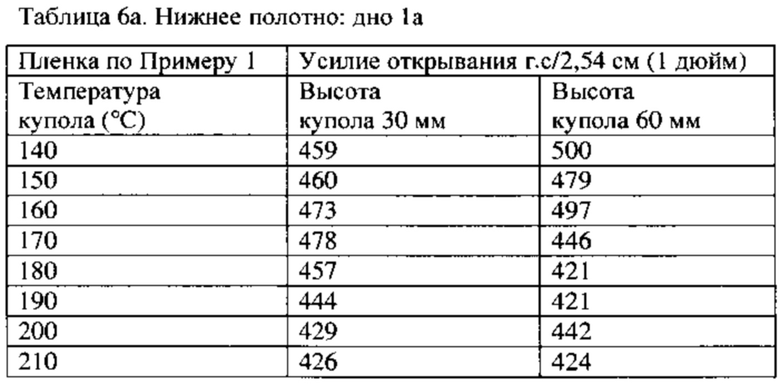
Как видно из Таблицы 6а, величины усилия открытия полностью соответствуют целевым величинам для легко открываемой упаковки даже при очень низкой температуре купола (140°С).
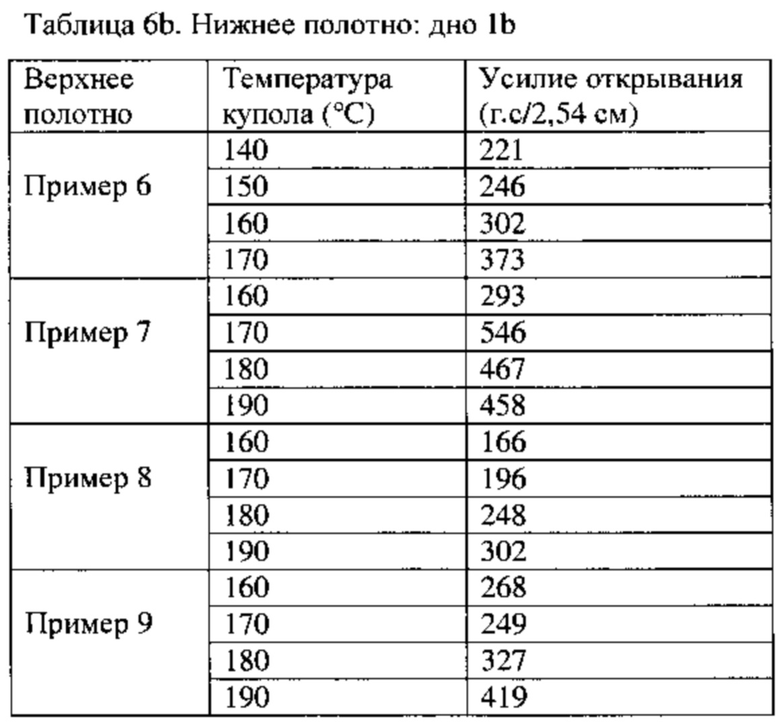
Как видно величин, приведенных в Таблицах 6а и 6b, прочность герметизации пленок по Примерам 6, 8 и 9 возрастает с повышением температуры термосваривания, что позволяет приспосабливать усилие открывания упаковки путем соответствующего выбора температуры термосваривания. Напротив, герметизируемость пленок по Примерам 1 и 7, по-видимому, не зависит от температуры термосваривания, поскольку усилие отслаивания остается в пределах 400-500 г.с/2,54 см при температурах термосваривания 140-210°С для пленки по Примеру 1 и 170-190°С для пленки по Примеру 7. Обеспечение постоянного усилия открывания независимо от точной температуры термосваривания может являться выгодным, поскольку не требует строгого контроля температурных параметров и обеспечивает удовлетворительные результаты даже в случае колебания технологических условий.
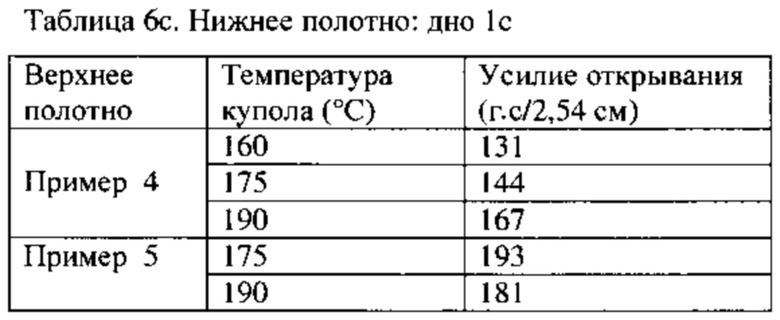
Как видно из данных, приведенных в Таблице 6с, пленки согласно изобретению хорошо термосвариваются с подложками, имеющими подкладку из полиэтилена, и обеспечивают легко открываемые упаковки.
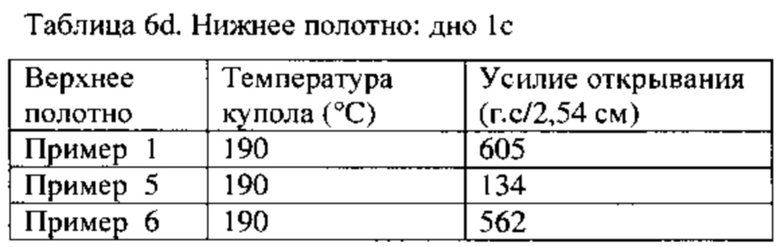
Как видно из данных, приведенных в Таблице 6d, пленки согласно изобретению хорошо термосвариваются с подложками, имеющими подкладку из полиэтилена, и обеспечивают легко открываемые упаковки. Также использовали сравнительные пленки по Примерам CI, С2 и СЗ для изготовления вакуумных упаковок из плотно прилегающей пленки в машине R570CD производства компании Multivac с куполом высотой 60 мм, нагретым до 210°С, и временем вакуумирования 1 секунда. Использовали следующие нижние полотна:
PentaFood KSeal АПЭТ 250 мкм, АПЭТ 200 мкм/ПЭ 50 мкм, которое описано выше (дно 1а), дно 2, структура которого приведена далее в Таблице 7а.
Нижнее полотно подавалось в машину в виде рулона для термоформования в машине до цикла герметизации. Термоформованное дно являлось прямоугольным (длиной 250 мм, шириной 135 мм, глубиной 5 мм).
Оба рулона с нижним полотно были вывернуты, что наружный слой (из АПЭТ у дна 1 и из ПЭТГ у дна 2) соприкасался с уплотнительным слоем верхнего полотна.
Производительность машины составляла 6,4 цикла/мин, и был установлен вакуум на уровне ниже 15 мбар. Упаковываемым продуктом являлась ветчина весом около 60 г, помещенная со смещением от центра на одну половину нижнего полотна, а другая половина использовалась для вырезания образцов с целью измерения усилия открывания описанным выше способом.

Пленка по Сравнительному примеру 1 при использовании обоих нижних полотен продемонстрировала нестабильную, ограниченную и неоднородную герметичность при открывании вручную.
Пленка по Сравнительному примеру 2, имеющая уплотнительный слой (а) из сложного (со)полиэфира с Tg 80°С, при использовании обоих нижних полотен продемонстрировала совершенно нестабильную герметичность и слабое/отсутствующее сцепление между уплотнительным слоем верхнего и нижнего полотен даже при температуре купола вплоть до 210°С. Этот результат оказался неожиданным, поскольку в уплотнительном слое из ПЭТГ у пленки по Сравнительному примеру 2 и в слое из ПЭТГ дна 2, с которым была термосварена эта верхняя пленка, использовалась одна и та же смола.
Пленка по Сравнительному примеру 3 продемонстрировала хорошее герметичное соединение с дном 1а, поскольку среднее усилие открывания (измеренное, как описано выше) составляло 550 г/дюйм. Однако эта пленка не обеспечивала хорошего удержания конденсата, как указано в Таблице 9а.
Кроме того, пленка по Сравнительному примеру 3 продемонстрировала прочное герметичное соединение с дном 2, поскольку среднее усилие легкого открывания (измеренное, как описано выше) составляло 1000 г/дюйм, что считается чрезмерным для вакуумных упаковок из плотно прилегающей пленки; к тому же, такая пленка не позволяла обеспечить хорошее удержания конденсата, как указано в Таблице 9а.
Пленка по Примеру 1 продемонстрировала способность герметично соединяться с подложками из АПЭТ и ПЭТГ и обеспечивать легко открываемое уплотнение даже без необходимости нанесения на такую подложку особого уплотнительного покрытия или слоя из сложного полиэфира. Аналогичным образом, все пленки согласно изобретению, проиллюстрированные выше в качестве примера, продемонстрировала соответствующее равновесие между прочностью герметичного соединения и его способностью легко открываться при использовании различных подложек. Пример 12b
Оценка усилия открывания вакуумных упаковок из плотно прилегающей пленки с алюминиевыми лотками
Изготовили вакуумные упаковки из плотно прилегающей пленки в описанных выше условиях (на машине Rollstock RC570CD с куполом высотой 50 мм, температурой купола согласно Таблице 7Ь) с использованием пленок по Примерам 1, 5, 6, сравнительной пленки по Примеру С8 и предлагаемого на рынке алюминиевого лотка (овального лотка Cuki с максимальными размерами 445 мм х 295 мм х 28 мм в глубину, толщиной закраины 132-140 мкм и весом 41,7 г).
Разрезали дно лотка (310 мм х 210 мм) и поместили на термоформованный лоток из сложного полиэфира, уложили ветчину на алюминиевую поверхность, и герметично соединили пленку со всей внутренней поверхностью, не покрытой ветчиной, а именно, как с алюминиевым дном и поверхностью термоформованного лотка. Вырезали образцы для измерения усилия открывания из частей упаковки, в которых пленка была герметично соединена непосредственно с алюминиевой поверхностью.
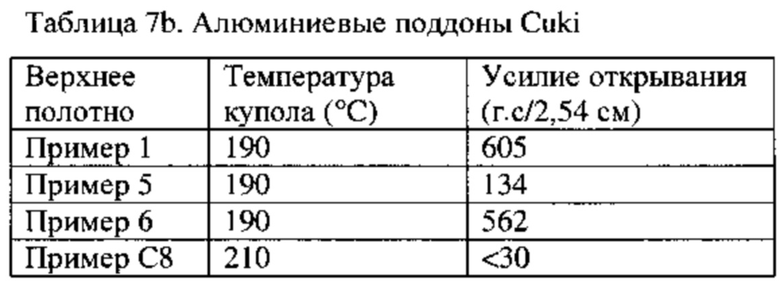
Как видно из данных, представленных в Таблице 7Ь, пленки по Примерам 1, 5 и 6 обеспечивают хорошее герметичное соединение с алюминиевой поверхностью в отличие от предлагаемой на рынке сравнительной пленки по Примеру С8.
Пример 12с
Оценка усилия открывания упаковок, изготовленных на машине Tray Skin Также оценили усилие открывания вакуумных упаковок из плотно прилегающей пленки, изготовленных на машине Tray Skin под названием Multivac Т200, с использованием в качестве верхнего полотна пленки по Примеру 1 и в качестве нижнего полотна дна 1 и дна 2.
Установили для циклов упаковывания различные температуры купола и высоту купола 10 мм согласно Таблице 8а. Был установлен вакуум на уровне ниже 15 мбар при времени вакуумирования 1,5 секунды в соответствии со временем нагрева верхнего полотна. Упаковываемым продуктом являлась ветчина весом около 60 г, помещенная со смещением от центра на одну половину нижнего полотна, а другая половина ^пользовалась для вырезания образцов с целью измерения усилия открывания, как описано выше.
Измерили усилие открывания, как описано выше, на образцах размером 2,54 см (1 дюйм) в ширины и около 15-20 см в длину, вырезанных в направлении обработки из нижней плоской части упаковок. Подвергли испытанию по шесть образцов для каждых условий упаковывания, и рассчитали среднюю величину усилия открывания (смотри Таблицу 8а, в которой приведены эти величины).
Путем автономного термоформования изготовили нижние полотна из рулонов дна 1а и дна 2 таким образом, чтобы их наружный слой (из АПЭТ у дна 1а и из ПЭТГ у дна 2) соприкасался с уплотнительным слоем верхнего полотна упаковки. Размеры лотка составляли 15 см в ширину, 20 см в длину, 30 мм в глубину.
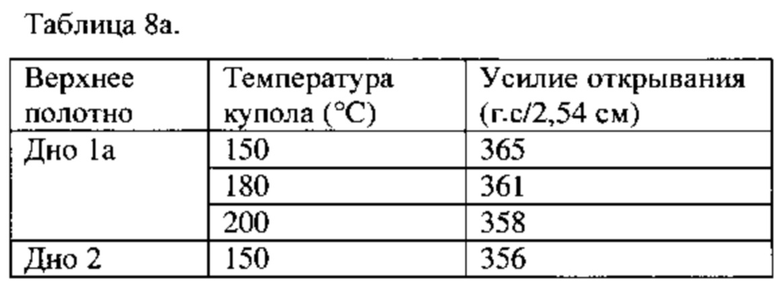
Как видно из Таблицы 8а, средние величины усилия открытия полностью соответствуют целевым величинам усилия легкого открытия для упаковывания в вакууме в плотно прилегающую пленку даже при очень низкой температуре купола (150°С). Пленка согласно настоящему изобретению продемонстрировала свою универсальность и применимость на различном оборудовании для упаковывания в вакууме в плотно прилегающую пленку и с различными нижними полотнами или лотками.
Пример 12d
Изготовление и открывание вручную вакуумных упаковок из плотно прилегающей пленки с компостируемыми лотками
Изготовили вакуумные упаковки из плотно прилегающей пленки на ручной упаковочной машине Darfresh (для упаковывания в плотно прилегающий лоток) Cryovac VS26 (настройки: время вакуумирования 7,5 секунды, плоский купол, температура купола: 190°С) с использованием следующих компостируемых лотков:
а) Cuki (профессиональные компостируемые прямоугольные лотки EV-103Bio)
размером (мм) 159 х 109 х 26, общей толщиной (в области закраины) 520 мкм; состав:
объемный слой из ПЛА + уплотнительный слой из ПЭТГ;
б) прямоугольные лотки Econeer (03D-531-3311) (изготовленные в Китае)
размером (мм) 220 х 150 х 30; общей толщиной 730 мкм; состав: уплотнительный слой
из СоПЭТ (14 мкм); второй объемный слой из бумаги с полиуретанами, красный
пигмент и добавки (сульфаты в качестве наполнителей).
Поместили в каждый лоток влажную прокладку с целью имитации продукта.
Были изготовлены по две упаковки для каждого лотка с использованием пленки по Примеру 4 в качестве верхнего полотна.
Упаковки были открыты вручную тремя специалистами, которые следующим образом оценили их герметизируемость и отслаиваемость.
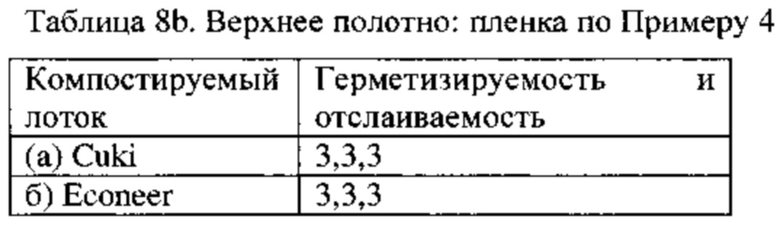
Оценки: 3 хорошо; 2 удовлетворительно; 1 плохо
Пример 13
Оценка удержание конденсата
Использовали собственный способ испытаний с целью определения способности пленок предотвращать или сводить к минимуму образование конденсата (способность удерживать конденсат) в вакуумных упаковках из плотно прилегающей пленки.
Использовали упаковочные машины трех типов: Rollstock (R272CD или R570CD производства компании Multivac), Tray Skin (Т200 производства компании Multivac) и Darfresh® on Tray (TRAVE E340 производства компании Mondini) для варианта технологии упаковывания в вакууме в плотно прилегающую пленку на перфорированном лотке, при этом пищевые продукты и условия упаковывания указаны далее. Затем вакуумные упаковки из плотно прилегающей пленки поместили в коробку в вертикальном положении и хранили при 2°С в темном помещении. Оценка способности удерживать конденсат при хранении в вертикальном положении является наиболее строгой и позволяет выделить различные характеристики упаковочных пленок.
Способность удерживать конденсат оценивалась через 1, 2 и, возможно, 3 недели двумя или тремя экспертами, которые дали согласованную окончательную оценку каждой упаковке.
Использовали следующую шкалу оценок от 1 до 5:
1 означает отсутствие конденсата вокруг продукта,
означает некоторое количество конденсата при максимальном расстоянии между границей области конденсата и продуктом до 1 мм,
2 означает некоторое количество конденсата при максимальном расстоянии между границей области конденсата и продуктом от 1 до 3 мм,
3 означает большее количество конденсата при максимальном расстоянии между границей области конденсата и продуктом от 3 и 5 мм,
4 означает заметное количество конденсата при максимальном расстоянии между границей области конденсата и продуктом более 5 мм.
Оценка способности удерживать конденсат не выше 3 считается приемлемой с точки зрения потребителя.
Пример 13а
Способность удерживать конденсат у вакуумных упаковок из плотно прилегающей пленки, изготовленных на машине Rollstock R272CD (с куполом высотой 60 мм)
Использовали такие же установки машины, как для оценки усилия открывания, за исключением температуры купола, которая указана в Таблице 9а.
Упаковываемым продуктом являлась говядина (150-200 г/упаковка), помещенная на дно всегда в одно и то же смещенное от центра положение.
В качестве уплотнительного слоя дна использовался АПЭТ для дна 1а и ПЭТГ для дна 2. Термоформованное дно являлось прямоугольным (длиной 250 мм, шириной 135 мм, глубиной 5 мм). Оценивалось по три упаковки для каждого условия.
В Таблице 9а указаны верхние полотна и нижние полотна, используемые в сочетании, и оценки потери конденсата.

Сравнительным (С8) верхним полотном является сшитое 7-слойное верхнее полотно толщиной 125 мкм с использованием ЭВА в качестве уплотнительного слоя и EVOH в качестве барьерного слоя, предлагаемое на рынке также для подложек на полиэфирной основе.
Как видно из Таблицы 9а, пленка по Примеру 1 согласно настоящему изобретению продемонстрировала более эффективное удержание конденсата также в вертикальном положении и даже в течение до 2 недель после упаковывания помимо отличных показателей усилия открывания. Кроме того, пленка по Примеру 1 оказалась наиболее эффективной даже при герметизации при более низкой температуре (170°С вместо 210°С) с точки зрения удержания конденсата, чем предлагаемое на рынке верхнее полотно С8 и сравнительные пленки. Способность удерживать конденсат значительно не уменьшилась в случае герметизации при температуре 170°С вместо 210°С.
Способность удерживать конденсат у вакуумных упаковок из плотно прилегающей пленки, изготовленных на машине Rollstock R570CD (с куполом высотой 50 мм)
Использовали такие же установки машины, которые описаны ранее, за исключением температуры купола, которая указана далее в Таблице b.
Упаковываемым продуктом являлась говядина (150-200 г/упаковка), помещенная на дно всегда в одно и то же смещенное от центра положение. Оценивалось по три упаковки для каждого условия.Термоформованное дно (ранее описанное дно lb) являлось прямоугольным (длиной 250 мм, шириной 140 мм, глубиной 5 мм).
В Таблице 9b указаны верхние полотна, используемые в сочетании с дном lb, и оценки потери конденсата у вакуумных упаковок из плотно прилегающей пленки.
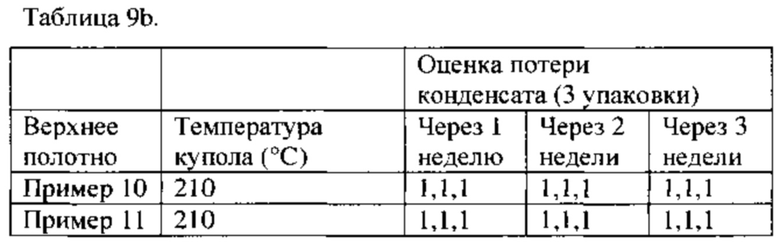
В другом испытании, проведенном на такой же машине и в таких же условиях, которые только что описаны выше, оценили способность удерживать конденсат вакуумных упаковок, изготовленных из пленки по Примеру 6 и дна lb, но при более низкой температуре герметизации и с использованием различных продуктов, как показано в следующей далее Таблице 9с.
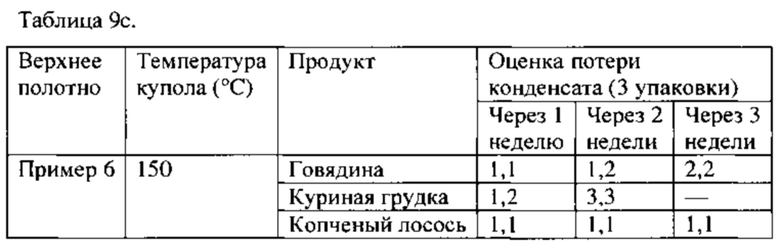
Как следует из данных, приведенных в Таблице 9с, наиболее проблемным продуктом является куриная грудка. Даже в случае этого продукта пленка по Примеру 6 согласно изобретению обеспечивает приемлемое образование конденсата в течение до 2 недель хранения, а в случае других продуктов конденсата удерживался даже через 3 недели.
Пример 13b
Способность удерживать конденсат у вакуумных упаковок из плотно прилегающей пленки, изготовленных на машине Tray Skin (с куполом высотой 10 мм)
Использовали такие же установки машины, как для оценки усилия открывания, за исключением температуры купола, которая указана в Таблице 10. В качестве продуктов использовали мясо говядины (150-200 г мяса/упаковка) и копченый лосось (100 г/упаковка), которые помещали на дно всегда в одно и то же смещенное от центра положение.
Использовали по 4 упаковки с говядиной (150-200 г мяса/упаковка) и по 2 упаковки с копченым лососем для каждого состояния, чтобы оценить удержание конденсата через 1 неделю после упаковывания. В таблице 10 приведена единая оценка, данная экспертами каждой упаковке. Для оценки имеющегося на рынке верхнего полотна использовали только говядину и 2 упаковки вместо 4.
Используемые поддоны были изготовлены из дна 1а следующих размеров: 15 см в ширину, 20 см длину, 30 мм в глубину.
Нижнее полотно подвергли термоформованию, чтобы его наружный слой (АПЭТ) соприкасался с уплотнительным слоем верхнего полотна.
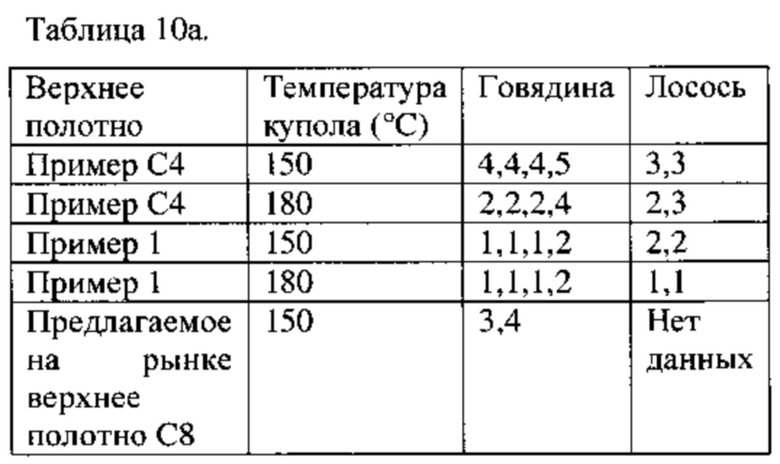
Как видно из таблицы 10а, пленка по Примеру 1 согласно настоящему изобретению продемонстрировала более эффективное удержание конденсата также в вертикальном положении и даже в течение до 2 недель после упаковывания (данные не показаны) даже с проблемными с точки зрения потери конденсата продуктами, такими как свежее красное мясо и лосось. Как видно из предыдущей оценки потери конденсата, более низкая температура герметизации не влияла на способность пленки по Примеру 1 удерживать конденсата.
Более низкая температура герметизации пленок согласно изобретению выгодно предотвращает деформацию лотка, которая может происходить при использовании лотка из АПЭТ в некоторых машинах для упаковывания в плотно прилегающий лоток, когда герметизируется закраина лотка, а именно, закраина лотка остается в контакте с термосварной планкой в течение всего цикла и, следовательно, может деформироваться.
Пример 13с
Способность удерживать конденсат у вакуумных упаковок из плотно прилегающей пленки, изготовленных на машине Darfresh on Tray производства компании Mondini TRAVE Е340 (с куполом высотой 25 мм)
Использовали следующие установки упаковочной машины: время вакуумирования 1 секунда, быстродействие 5 циклов/мин, время выпуска пленки: 2 секунды, температура купола 150°С и 160°С.
Упакованным продуктом являлась говядины или свежая куриная грудка (150-200 г/упаковка), при этом каждый продукт помещался на лоток всегда в одно и то же смещенное от центра положение.
Дном являлись прямоугольные (180 мм х 260 мм х 5 мм в глубину) поддоны из АПЭТ (дно 3) и КПЭТ (дно 4) толщиной 700 мкм производства компании Faerch.
Оценивали по два или три упаковки для каждого условия.
В следующей Таблице 10b указаны верхние полотна и нижние полотна, используемые в сочетании, и оценки потери конденсата.
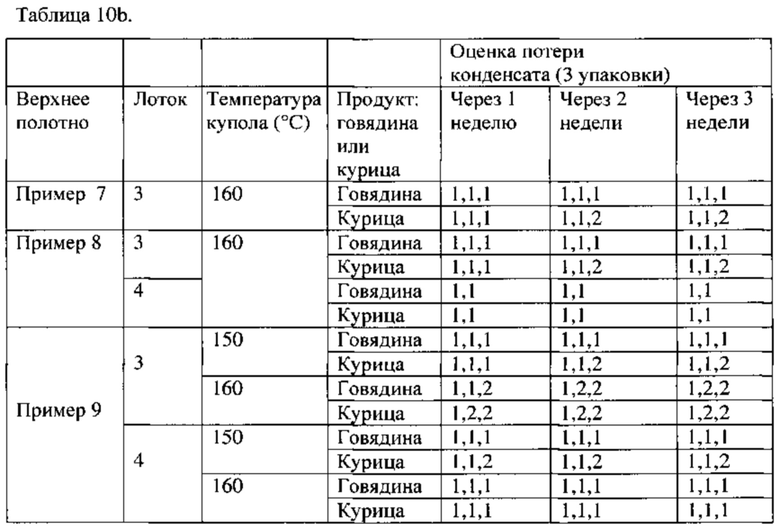
Пример 13d
Способность удерживать конденсат у вакуумных упаковок из плотно прилегающей пленки с использованием сшитых и не сшитых верхних полотен (изготовленных на упаковочной машине Darfresh (для упаковывания в плотно прилегающий лоток) производства компании Cryovac VS26)
Изготовили упаковки при следующих установках машины: время вакуумирования 7,5 секунды, плоский купол, температура купола согласно Таблице 10с.
Упакованным продуктом являлось свежее красное мясо, нижним полотном являлось описанное выше дно 1.
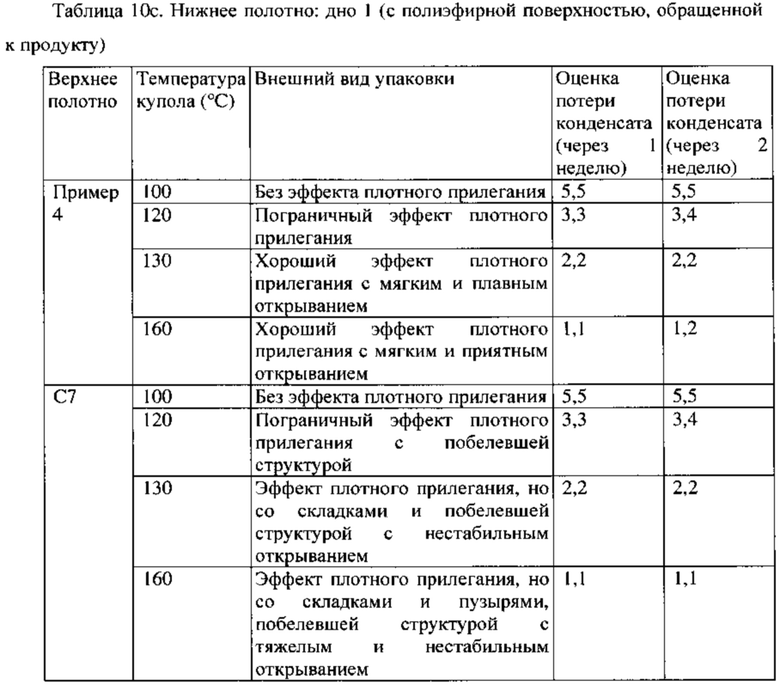
Как видно из данных потери конденсата, приведенных в Таблицах 9а-10с, эффективность пленок согласно изобретению значительно выше, чем у сравнительных пленок С1-С6 и С8, которые являются сшитыми, но не содержат уплотнительный слой на основе сложного полиэфира согласно данному в описании определению, и у сравнительной пленки С7, которая содержат уплотнительный слой на основе сложного полиэфира согласно данному в описании определению, но не является сшитой.
В частности, при сопоставлении пленки по Примеру 4 и сравнительной не сшитой пленки С7 наблюдалось, что в обоих случаях эффект плотного прилегания становится приемлемым при температуре от 130°С, но, если сшитая пленка (по Примеру 4) остается прозрачный, сравнительная пленка становится побелевшей (полностью теряет прозрачность), и структура кажется обожженной.
Кроме того, несмотря на сшивание, пленка по Примеру 4 согласно изобретению, является неожиданно хорошо герметизируемой и предотвращает потерю конденсата с плавным и приятным эффектом открывания в интервале рабочих температур и очень хорошим эффектом плотного прилегания. Не сшитая сравнительная пленка С7 не имеет интервала рабочих температур и имеет нестабильный эффект открытия (с более высоким и переменным усилием открывания).
Пример 13е
Способность удерживать конденсат и открываемость вакуумных упаковок из плотно прилегающей пленки со стальной подложкой
Изготовили вакуумные упаковки из плотно прилегающей пленки на упаковочной машине Darfresh (для упаковывания в плотно прилегающий лоток) производства компании Cryovac VS26 при следующих настройках машины: время вакуумирования 7,5 секунды, плоский купол, температура купола согласно Таблице 10d.
Упакованным продуктом являлась свинина, помещенная на прямоугольные плоские стальные подложки (50 см х 70 см х 0,5 см). В качестве верхнего полотна использовали пленку по Примеру 4 и сравнительную пленку С9.
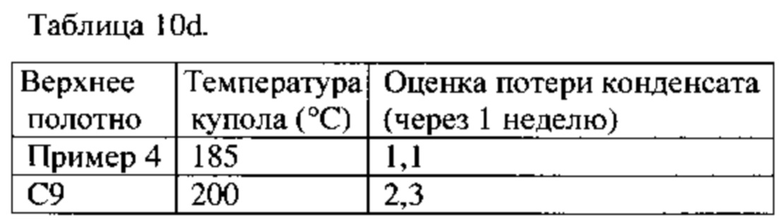
Через 1 неделю хранения в холодильнике в сравнительных упаковках образовалось больше конденсата, чем в упаковке согласно изобретению. При открывании упаковка согласно изобретению оказалась герметизированной лучше, чем сравнительная упаковка.
Пример 14
Формуемость и сопротивление имплозии
Выполнили традиционный цикл упаковывания в вакууме в плотно прилегающую пленку с использованием машины Rollstock R570CD при высоте купола 50 мм, температуре купола 210°С, быстродействии машины 6,0 циклов/мин, времени вакуумирования 1 секунда. Глубина формования подложки составляла 5 мм, а ее размеры составляли 250 мм х 135 мм. Материалом подложки являлось дно 2. Для испытания на сопротивление имплозии и формуемость использовали уплотнительный слой дна 2 (100% ЭВА4) в качестве слоя, соприкасающегося с пищевым продуктом и герметично соединяемого с верхним полотном.
Упакованными продуктами являлись пластмассовые блоки в форме параллелепипеда и круглой формы, как описано далее.
Испытание на формуемость
При оценке формуемости измеряется частота дефектов герметизации, т.е. перемычек и сращений (показанных на фиг. 1-3).
Упакованными продуктами являлись пластмассовые блоки в форме параллелепипеда (шириной 105 мм, длиной 190 мм и высотой 30 мм) и круглой формы (диаметром 105 мм, высотой 28 мм). Машина обрабатывала по 3 упаковки за цикл, и было выполнено 5 циклов, соответственно, этим способом оценили формуемость в общей сложности 15 упаковок.
После упаковывания два эксперта оценили упаковки на наличие сращений (складок в углу) и перемычек, при этом оценка 3 являлась высшей (отсутствие сращений и перемычек), а оценка 0 являлась низшей.
В таблице 11 приведен средний результат этой оценки для пленок по Примеру 1 и Сравнительному примеру 6, а в Таблице 1lb для пленок по Примерам 2-4, а в Таблице 11с для пленок по Примерам 4 и 5.
Испытание на сопротивление имплозии
Это свойство используется для измерения способности без разрывов заполнять полости у пленки для упаковывания в вакууме в плотно прилегающую пленку. Выполнили традиционный цикл упаковывания в вакууме в плотно прилегающую пленку, как описано в испытании на формуемость, но упакованными продуктами являлись пластмассовые блоки в форме параллелепипеда (шириной 100 мм, длиной 190 мм и длиной 25 мм), на верхней поверхности которых имелось по 10 калиброванных отверстий различного диаметра от 5 до 14 мм и одинаковой глубины 20 мм (смотри фиг. 4). Кроме того, при испытании на имплозию с помощью резьбового вкладыша уменьшили диаметр сопла для повторной подачи воздуха с 25 мм до 7 мм, чтобы обеспечить более медленное охватывание пленкой подложки и упаковываемого блока.
Повторили испытание 30 раз для каждой пленки и вычислили среднюю оценку. Во время испытательного упаковывания пластмассового блока пленка испытывала растягивающее напряжение в соответствии с отверстиями, которое увеличивалось с увеличением площади отверстий. Площадь наибольшего отверстия до разрыва пленки была взята за показатель сопротивления имплозии, отображающий упаковочные характеристики пленки.
Экспериментальные данные сведены в Таблицах 1 la-11с.
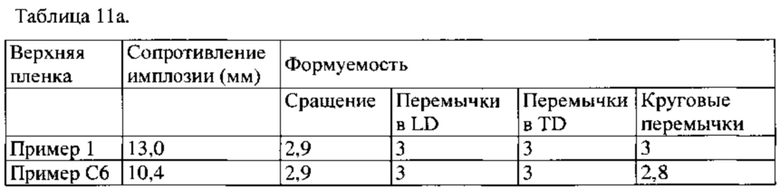
Как видно из Таблицы 11а, пленка по Примеру 1 отлично зарекомендовала себя с точки показателей формуемости и неожиданно оказалась лучше, чем сравнительная пленка 6, которой являлось одно из стандартных верхних полотен, обычно используемых с нижним полотном 2.
Пленка по Примеру 1 имела показатель 13 мм без разрушения. Эта величина значительно превышает, показатели стандартного верхнего полотна из сравнительной пленки 6 такой же общей толщины.
Оценка упаковок показала, что пленка по Примеру 1 согласно изобретению имела очень хорошую формуемость и сопротивление имплозии.
Оценили пленки по Примерам 2, 3 и 4 согласно изобретению в другом испытании на имплозию и формуемость, проведенном в таких же условиях, которые описаны выше, а температуры и оценки, приведены далее в Таблице 1lb.
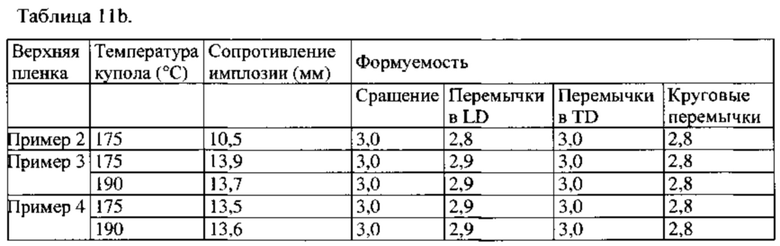
Высота купола: 50 мм
Оценили пленку по Примеру 5 согласно изобретению в другом испытании на имплозию и формуемость, проведенном в таких же условиях, которые описаны выше, а температуры и оценки, приведены далее в Таблице 11с.
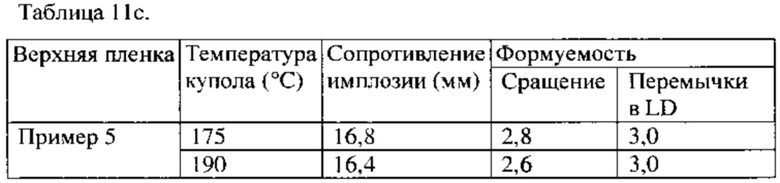
Высота купола: 100 мм Пример 15
Пригодность для использования в СВЧ-печи
Упаковали маринованный лосось с использованием машины CRYOVAC VS26 для упаковывания в вакууме в плотно прилегающую пленку при температуре купола 190°С и времени вакуумирования 6 секунд. Нагревательный купол имел форму плоской пластины. В качестве верхнего полотна использовалась пленка по Примеру 1, а подложками являлись следующие лотки:
черный лоток 2155-1Е из КПЭТ производства компании Faerch размером 13 см в ширину, 16 см в длину и 50 мм в глубину;
лоток FOAM 1620-45 из КПЭТ производства компании Silver Plastic шириной 16 см, длиной 20 см и глубиной 45 мм.
Изготовили упаковку другого типа в машине Trave 340 для упаковывания в плотно прилегающий лоток производства компании Mondini (время вакуумирования 4 секунды, температура купола 170°С) с использованием пленки по Примеру 3 и лотка С-PET производства компании Faerch (размеры: 180 мм х 260 мм х 130 мм). Упакованным продуктом являлась маринованная куриная грудка. Поместили упаковки в СВЧ-печь мощностью 1000 Вт на течение 4 минут. Во время тепловой обработки происходило раздувание (верхнее полотно, раздулось под давлением паров, выходящих из пищевого продукт(а) и самовентиляция упаковок (уплотнение между верхней частью и лотком открылось в одной точке с длинной стороны упаковки, и через него выпускались пары). После тепловой обработки упаковки были вручную открыты двумя экспертами: они легко открывались, а прочность герметизации была однородной и последовательной на протяжении упаковки.
После тепловой обработки упаковки были вручную открыты двумя экспертами: они легко открывались, а прочность герметизации была однородной и последовательной на протяжении упаковки.
Лосось и куриная грудка получились равномерно приготовленными. Вероятно, вакуумные упаковки из плотно прилегающей пленки, изготовленные из пленок согласно настоящему изобретению, особо применимы для использования с готовыми продуктами, так называемыми "готовыми блюдами", которые предназначены для разогрева или тепловой обработки в СВЧ-печи.
В заключение, пленка согласно настоящему изобретению, наделенная хорошими оптическими и механическими свойствами, имеет высокую формуемость и отличное сопротивление имплозию, является механически устойчивой к циклу упаковывания в вакууме в плотно прилегающую пленку, герметично соединяемой с подложками различной химической природы, в особенности, из материалов на основе сложных полиэфиров, таких как АПЭТ, КПЭТ и ПЭТ, даже однослойных и герметизируемой в более широком интервале температур. Полученные вакуумные упаковки из плотно прилегающей пленки демонстрируют неожиданно хорошую способность удерживать конденсат и являются легко открываемыми. Легкая открываемость упаковки за счет особого состава сшитого уплотнительного слоя верхней пленки выгодно позволяет использовать простые нижние полотна без легко открываемых систем.
Наконец, вакуумные упаковки из плотно прилегающей пленки согласно настоящему изобретению также пригодны для использования в СВЧ-печи и наделены функцией самовентиляции во время тепловой обработки.


Изобретение относится к многослойным пленкам для упаковывания в вакууме в плотно прилегающую пленку, к способу их изготовления, способу упаковывания с использованием упомянутых пленок и упаковкам, изготавливаемым таким способом. Сшитая пленка, применимая в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку, содержит, по меньшей мере: а) наружный уплотнительный слой, содержащий один или несколько сложных (со)полиэфиров, имеющих температуру стеклования (Tg) не выше 50°С, измеренную в соответствии с ASTM D 3418, и/или температуру плавления (Tm) не выше 170°С, предпочтительно не выше 160°С, более предпочтительно не выше 150°С, измеренную в соответствии с ASTM D 3418; устойчивый к неправильному обращению наружный слой с), содержащий один или несколько полимеров, выбранных из группы, состоящей из полиолефинов и их сополимеров, полиамидов, сложных полиэфиров, полимеров на основе стирола, и опционально связующий слой (b), расположенный между слоями (а) и (с). Изобретение обеспечивает получение пленок с очень высокой формуемостью, сопротивлением имплозии, обрабатываемостью и устойчивостью к неправильному обращению и характеризуется отличными свойствами удержания конденсата и легким открыванием, в особенности, при герметичном соединении с подложками на полиэфирной основе. Упаковки демонстрируют хорошее удержание конденсата, легкую открываемость и высокую ффективность применения в СВЧ-печи. 4 н. и 16 з.п. ф-лы, 24 табл., 4 ил.
1. Сшитая пленка, применимая в качестве верхнего полотна при упаковывании в вакууме в плотно прилегающую пленку, содержащая, по меньшей мере:
- наружный уплотнительный слой (а), содержащий один или несколько сложных (со)полиэфиров, имеющих температуру стеклования (Tg) не выше 50°С, предпочтительно не выше 35°С, более предпочтительно не выше 20°С, измеренную в соответствии с ASTM D 3418, и/или температуру плавления (Tm) не выше 170°С, предпочтительно не выше 160°С, более предпочтительно не выше 150°С, измеренную в соответствии с ASTM D 3418;
- устойчивый к неправильному обращению наружный слой (с), содержащий один или несколько полимеров, выбранных из группы, состоящей из полиолефинов и их сополимеров, полиамидов, сложных полиэфиров, полимеров на основе стирола, и опционально
- связующий слой (b), расположенный между слоями (а) и (с).
2. Пленка по п. 1, в которой:
- сложный (со)полиэфир(-ы) составляет, по меньшей мере, 25%, по меньшей мере, 50%, предпочтительно, по меньшей мере, 65%, по меньшей мере, 80%, по меньшей мере, 90%, более предпочтительно, по меньшей мере, 95% по общему весу уплотнительного слоя (а), наиболее предпочтительно уплотнительный слой (а) состоит только из сложного (со)полиэфира(-ов), и/или
- устойчивый к неправильному обращению наружный слой (с) содержит, по меньшей мере, 50%, предпочтительно, по меньшей мере, 65%, по меньшей мере, 80%, по меньшей мере, 90%, по меньшей мере, 95% по весу слоя (с) или состоит из одного или нескольких полимеров, выбранных из полиолефинов и их сополимеров, полиамидов, сложных полиэфиров и полимеров на основе стирола, предпочтительно из полиолефинов, более предпочтительно из иономеров, ПЭСП и ПЭВП.
3. Пленка по п. 1 или 2, в которой сложный (со)полиэфир уплотнительного слоя (а) содержит, по меньшей мере, одну ароматическую дикарбоновую кислоту, по меньшей мере, одну алифатическую дикарбоновую кислоту и один или несколько гликолей, при этом
- по меньшей мере, одна ароматическая дикарбоновая кислота выбрана из терефталевой кислоты, изофталевой кислоты, фталевой кислоты, 2,5-, 2,6- или 2,7- нафталиндикарбоновой кислоты и их смесей, предпочтительно из изофталевой кислоты, фталевой кислоты, терефталевой кислоты и их смесей;
- по меньшей мере, одна алифатическая дикарбоновая кислота выбрана из насыщенных алифатических дикарбоновых кислот с формулой CnH2n(COOH)2, в которой n имеет величину от 2 до 8, предпочтительно от 4 до 8, более предпочтительно n=4, n=7 или n=8;
- один или несколько гликолей являются алифатическими или циклоалифатическими гликолями, предпочтительно алифатическими гликолями, предпочтительно алкиленгликолями, выбранными из этиленгликоля, диэтиленгликоля, триэтиленгликоля, пропиленгликоля, 1,3-бутандиола, 1,4-бутандиола, 1,5-пентандиола, 2,2-диметил-1,3-пропандиола, неопентилгликоля и 1,6-гександиола, более предпочтительно из этиленгликоля, бутандиола(-ов) и их смесей.
4. Пленка по любому из предшествующих пунктов, в которой:
- толщина уплотнительного слоя (а) составляет от 2 до 25 мкм, предпочтительно от 3 до 20 мкм, более предпочтительно от 4 до 15 мкм, еще более предпочтительно от 5 до 12 мкм, и/или
- толщина устойчивого к неправильному обращению наружного слоя (с) составляет от 2 до 25 мкм, предпочтительно от 3 до 20 мкм, более предпочтительно от 4 до 15 мкм, еще более предпочтительно от 5 до 12 мкм, и/или
- общая толщина пленки составляет менее 180 мкм, предпочтительно менее 150 мкм, более предпочтительно менее 130 мкм, еще более предпочтительно менее 110 мкм.
5. Пленка по любому из предшествующих пунктов, дополнительно содержащая:
- внутренний барьерный слой (d), содержащий, по меньшей мере, полимер, выбранный из ПВДХ, полиамидов, EVOH, сложных полиэфиров, и их смесей, предпочтительно содержащий EVOH, опционально смешанный с полиамидами; и/или
- по меньшей мере, один внутренний полиамидный слой (е), предпочтительно два внутренних полиамидных слоя (е), более предпочтительно непосредственно сцепленных с барьерным слоем (d); и/или
- один или несколько внутренних объемных слоев (f), предпочтительно содержащих один или несколько полимеров, выбранных из гомополимеров и сополимеров этилена, иономеров и сополимеров этилена и винилацетата.
6. Пленка по любому из предшествующих пунктов, содержащая от 2 до 13 слоев, от 3 до 11 слоев, предпочтительно от 5 до 9 слоев, более предпочтительно от 7 до 9 слоев.
7. Пленка по любому из предшествующих пунктов, которая является нетермоусадочной.
8. Пленка по любому из предшествующих пунктов, дополнительно имеющая:
- сопротивление имплозии, по меньшей мере, 8 мм, по меньшей мере, 10 мм, предпочтительно, по меньшей мере, 11 мм, более предпочтительно, по меньшей мере, 12 мм, еще более предпочтительно, по меньшей мере, 13 мм, измеренное методом испытания на сопротивление имплозии согласно настоящему описанию, и/или
- показатель формуемости при образовании как перемычек, так и сращений (продольных, поперечных и круговых), по меньшей мере, 2, предпочтительно, по меньшей мере, 2,5, еще более предпочтительно, по меньшей мере, 2,8, измеренный методом испытания на формуемость согласно настоящему описанию, и/или
- содержание геля во всей пленке, когда все полимеры, образующие пленку, растворимы в толуоле до сшивания, или, по меньшей мере, ее часть состоит из полимеров, растворимых в толуоле до сшивания, не менее 25%, предпочтительно не менее 40%, более предпочтительно не менее 60% по весу всей пленки или весу упомянутой части пленки, соответственно.
9. Вакуумная упаковка из плотно прилегающей пленки, содержащая подложку, продукт, загруженный на подложку, и верхнюю пленку по любому из пп. 1-8, при этом пленка охватывает продукт и герметично соединена по всей поверхности подложки, не покрытой продуктом.
10. Упаковка по п. 9, в которой подложка содержит уплотнительный слой, содержащий полимер, выбранный из сополимеров этилена и винилацетата и сложных полиэфиров.
11. Упаковка по п. 9 или 10, в которой подложкой является однослойная или многослойная подложка на основе полиэфира, предпочтительно выбранного из полиэтилентерефталата (ПЭТФ), кристаллического полиэтилентерефталата (КПЭТ), аморфного полиэтилентерефталата (АПЭТ), поли(этилентерефталат)-гликоля (ПЭТГ), и их сочетаний.
12. Упаковка по любому из пп. 9-11, в которой подложка является компостируемой, предпочтительно состоит из компостируемой полимолочной кислоты и ее производных.
13. Упаковка по любому из пп. 9-11, в которой подложка имеет поверхность из алюминия.
14. Упаковка по п. 13, в которой подложка изготовлена из алюминия и не содержит уплотнительного слоя.
15. Упаковка по п. 9, в которой подложка изготовлена из стали.
16. Упаковка по любому из пп. 9-15, в которой продуктом является пищевой продукт, предпочтительно пищевой продукт, выбранный из рыбы, мяса, предпочтительно свежего красного мяса и птицы, сыра и готовых блюд.
17. Упаковка по любому из пп. 9-14 и 16 для применения в СВЧ-печи.
18. Способ упаковывания в вакууме, содержащий этапы:
- использование сшитой верхней пленки по любому из пп. 1-8,
- использование подложки,
- размещение пленки над подложкой наружным уплотнительным слоем (а) в сторону подложки,
- размещение продукта между верхней пленкой и подложкой,
- нагрев верхней пленки и ее формование поверх и вокруг продукта и вплотную к подложке с вакуумированием пространства между нагретой верхней пленкой и подложкой для формирования плотно прилегающей пленки вокруг продукта, и
- герметичное соединение верхней пленки со всей поверхностью подложки, не покрытой продуктом, за счет перепада давления воздуха.
19. Способ по п. 18, в котором в ходе цикла упаковывания в вакууме в плотно прилегающую пленку устанавливают температуру купола ниже 220°С, ниже 210°С, ниже 200°С, ниже 190°С, ниже 180°С, ниже 170°С, ниже 160°С, даже ниже 150°С или на уровне около 140°С или даже ниже.
20. Применение пленки по любому из пп. 1-8 в качестве верхнего полотна для упаковывания в вакууме в плотно прилегающую пленку.
| WO 2009032627 A2, 12.03.2009 | |||
| WO 2015107127 A1, 23.07.2015 | |||
| US 3694991 A, 03.10.1972 | |||
| US 3574642 A, 13.04.1971. |

