Изобретение относится к накладке для предметов мебели, содержащей тело с нижней стороной, которая может быть прикреплена к предмету мебели, и верхней стороной, обращенной от нижней стороны, причем верхняя сторона имеет, по меньшей мере, одну переходную секцию, спускающуюся к краю тела.
Изобретение также относится к способу изготовления накладки по изобретению.
Из существующего уровня техники известны накладки, которые имеют тело с переходной секцией, спускающейся к краю тела. Такие накладки обычно крепят к узким боковым сторонам мебельных панелей в качестве декоративной отделки. С помощью переходной секции накладки, спускающейся к краю тела, обеспечивается более визуально привлекательный переход от накладки к мебельной панели, чем переход от накладки без спускающейся переходной секции.
В документе WO 2009/053016 A1 приведено описание обычной накладки, где переходная секция имеет, по меньшей мере, частичное декорирование. Изготовленные накладки, описанные в WO 2009/053016 A1, соответствуют размеру предмета мебели по толщине, поэтому последующая обработка узкой боковой стороны накладки с удалением материала не требуется. Предусмотрено, что лучшее визуальное восприятие обеспечивается за счет декорирования, присутствующего на спускающейся переходной секции накладки. Однако изготовление накладки по WO 2009/053016 A1, соответствующей размеру предмета мебели по толщине, затрудняет компенсацию различий в толщине в пределах допусков на предметы мебели, такие как мебельные панели. Кроме того, представляет сложность точное позиционирование края таких накладок.
Декорирование накладок можно выполнять различными способами. Например, декорирование можно наносить посредством процессов печати, например, цифровой печати, в частности, струйной печати или гравюрной печати. Однако декорирование также можно наносить с помощью пленки с печатным рисунком или с помощью пленки для переноса изображения. Из вышеупомянутых процессов нанесения печати цифровая печать является наиболее гибкой, поскольку для каждого декорирования не требуются специальные печатные валы, и на специальном этапе способа не должна подготавливаться пленка, которую наносят в качестве декорирования или с помощью которой наносят изображение.
Несмотря на то, что с помощью вышеуказанных способов декорирование может быть нанесено на накладки без спускающейся переходной секции, нанесение декорирования на накладки с переходной секцией, спускающейся к краю тела, влечет за собой более строгие технические требования.
Следовательно, в случае процессов контактной печати, например, гравюрной печати, сложно поддерживать контакт по всей поверхности спускающейся переходной секции. В случае процессов печати, которые используют жидкие красители, например, при гравюрной печати или струйной печати, краситель может поступать в спускающуюся переходную секцию, что может привести к получению декорирования, внешний вид которого имеет отличия в переходной секции. Кроме того, декорирование в переходной секции может выглядеть неравномерным, поскольку всё большее количество перпендикулярных поверхностей в переходной секции приходят в контакт с относительно всё меньшим количеством красителя. Декорирование на спускающуюся вниз переходную секцию также можно наносить с помощью пленки. Однако здесь необходим дополнительный этап способа, на котором на пленке или пленке для переноса изображения выполняют декорирование, или декорирование должно быть перенесено до того, как декорирование наносят на накладку.
Благодаря гибкости цифровой печати, в частности, струйной печати, было бы желательно, чтобы имелась возможность также использовать эту печать для нанесения декорирования на накладки с переходной секцией, спускающейся к краю тела, так чтобы накладка в целом имела привлекательный внешний вид.
Задача настоящего изобретения, состоит в том, чтобы предложить накладку с переходной секцией, спускающейся к краю тела, имеющей улучшенные характеристики в отношении нанесения декорирования. Другая задача изобретения состоит в том, чтобы предложить накладку, имеющую улучшенные визуальные характеристики.
Все или некоторые из этих задач решаются с помощью первой идеи настоящего изобретения в случае накладки для предметов мебели, содержащей тело с нижней стороной, которая может быть прикреплена к предмету мебели, и верхней стороной, обращенной от нижней стороны, причем верхняя сторона имеет, по меньшей мере, одну переходную секцию, спускающуюся к краю тела, в том смысле, что переходная секция спускается в виде ступеней к краю тела, причем переходная секция имеет, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность на одну ступень, причем верхние боковые поверхности выровнены независимо друг от друга относительно нижней стороны, так что наименьшие углы верхних боковых поверхностей относительно нижней стороны составляют в среднем от -45° до 75°, в частности, от -45° до 45°, и краевые боковые поверхности наклонены независимо друг от друга относительно нижней стороны, так что наименьшие углы краевых боковых поверхностей относительно нижней стороны составляют в среднем от 20° до меньше чем 90°, в частности, от 46° до меньше чем 90°, в частности, до 80°.
Таким образом, по изобретению предусмотрено, что переходная секция ступенчато спускается к краю тела. Здесь переходная секция имеет, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность на ступень. Здесь верхние боковые поверхности продолжаются параллельно или наклонены к нижней стороне накладки, так что наименьшие углы верхних боковых поверхностей относительно нижней стороны составляют в среднем от -45° до 75°, в частности, от -45° до 45°. Сходным образом, краевые боковые поверхности наклонены относительно нижней стороны, так что наименьшие углы краевых боковых поверхностей относительно нижней стороны составляют в среднем от 20° до меньше чем 90°, в частности, от 46° до меньше чем 90°, в частности, до 80°.
В этом случае указанный угловой диапазон относится к каждой верхней боковой поверхности ступени. Кроме того, указанный угловой диапазон относится в каждом случае к каждой краевой боковой поверхности ступени. Все верхние боковые поверхности могут иметь одинаковый угол в указанном угловом диапазоне или разные углы в каждом случае. Сходным образом все краевые боковые поверхности могут иметь одинаковый угол в указанном угловом диапазоне или разные углы в каждом случае.
Углы поверхностей измеряются относительно некриволинейной плоскости между краями, определяющими нижнюю сторону тела.
Визуально привлекательный переход от накладки к предмету мебели обеспечивается за счет наличия переходной секции. Как было отмечено, ступенчатая форма переходной секции обеспечивает бóльшую гибкость относительно процессов печати, которые могут использоваться для нанесения декорирования на накладку, включая сюда переходную секцию. Как результат, на переходную секцию также может быть нанесена печать улучшенным образом. В частности, может быть уменьшено поступление наносимых печатных красителей декорирования. Кроме того, может быть предусмотрен более равномерный переход в переходной секции. Это, в частности, может быть достигнуто, например, без печатающих головок, которые должны быть наклонены при нанесении декорирования посредством струйной печати. Таким образом, улучшается визуальное восприятие накладки.
Верхняя сторона накладки также может иметь две переходные секции, спускающиеся к противоположным концам тела.
Верхняя сторона предпочтительно имеет не только одну или множество переходных секций. Ширина переходной секции предпочтительно составляет 0,1 – 50%, более предпочтительно 0,1 – 30%, еще более предпочтительно 0,1 – 20% и наиболее предпочтительно 0,1 – 10% общей ширины верхней стороны. Здесь вышеуказанная информация о процентном соотношении относится к накладке по изобретению, которую наносят для отделки на предмет мебели и в случае, когда все рабочие этапы были выполнены, включая сюда обработку с целью обеспечения окончательного выравнивания края с предметом мебели. Перед наложением накладки ширина переходной секции предпочтительно может быть 0,1 – 90%, более предпочтительно 0,1 – 70%, еще более предпочтительно 0,1 – 50%, еще более предпочтительно 0,1 – 30%, наиболее предпочтительно 0,1 – 20% от общей ширины верхней стороны. Кроме того, верхняя сторона накладки предпочтительно, по существу, не имеет ступеней снаружи переходной секции.
Накладка имеет тело с нижней стороной, которая может быть прикреплена к предмету мебели. Здесь нижняя сторона предпочтительно прикреплена к узкой стороне предмета мебели. Узкие стороны мебельных панелей предпочтительно получают посредством пиления. Узкие стороны мебельной панели предпочтительно, по существу, плоские.
По варианту выполнения накладки по изобретению накладка также может иметь предварительное натяжение, в частности, по ширине накладки. Предварительное натяжение, в частности, по ширине накладки, позволяет покрывать вязкий слой, например, клеевой слой, накладкой после наложения накладки на предмет мебели. Предварительное натяжение накладки по ее ширине целесообразно выбирать таким образом, чтобы накладка имела вогнутую форму с дугой 0,3 мм и менее, предпочтительно 0,05 – 0,25 мм. Имеется подтверждение, что вышеупомянутое предварительное натяжение является целесообразным для накладок шириной до 50 мм.
Имеется подтверждение, что наклон ступенчатых поверхностей относительно нижней стороны является преимуществом. Следовательно, по изобретению предусмотрено, что краевые боковые поверхности ступеней не продолжаются перпендикулярно, как в обычных ступенях, и вместо этого наклонены относительно нижней стороны. Наклон краевых боковых поверхностей ступеней означает, что они могут быть боле легко декорированы с помощью различных процессов печати.
Верхние боковые поверхности могут продолжаться параллельно нижней стороне или они могут быть наклонены. Если наименьшие углы верхних боковых поверхностей относительно нижней стороны равны 0°, верхние боковые поверхности продолжаются параллельно нижней стороне, т.е. верхние боковые поверхности могут быть эффективным образом декорированы. Если наименьшие углы верхних боковых поверхностей относительно нижней стороны больше 0° и вплоть до 75°, в частности, до 45°, он также могут быть декорированы. Вместе с тем, могут быть получены переходные секции с бóльшим наклоном. Если наименьшие углы верхних боковых поверхностей относительно нижней стороны меньше 0° и вплоть до -45°, они также могут быть декорированы. Вместе с тем, может быть исключен профиль декорирования по другим ступеням. Верхние боковые поверхности предпочтительно наклонены относительно нижней стороны, так что наименьшие углы верхних боковых поверхностей относительно нижней стороны составляют в среднем до 10° до 45° или -10° до -45°.
Ниже приведены описания других вариантов накладки по изобретению и способа по изобретению для изготовления накладки по изобретению, которые также являются объектом зависимых пунктов формулы изобретения.
Верхние боковые поверхности ступеней выровнены независимо друг от друга, так что наименьшие углы верхних боковых поверхностей относительно нижней стороны составляют в среднем от -45° до 75°, в частности, от -45° до 45°. Кроме того, краевые боковые поверхности выровнены независимо друг от друга, так что наименьшие углы краевых боковых поверхностей относительно нижней стороны составляют в среднем от 20° до меньше чем 90°, в частности, от 46° до меньше чем 90°, в частности, до 80°.
Верхние боковые поверхности и краевые боковые поверхности ступеней могут быть прямыми, в частности, без изменения углов относительно нижней стороны. Соответствующие поверхности ступеней могут быть выполнены таким образом, чтобы отдельные секции поверхности ступени имели разные углы относительно нижней стороны, причем поверхность ступени продолжается в среднем в вышеуказанных угловых диапазонах. Здесь секции поверхности также могут быть расположены по углами вне упомянутых углов относительно нижней стороны. Например, верхняя боковая поверхность может иметь секцию, которая лежит в диапазоне от -1° до -45° относительно нижней стороны. Таким образом, например, может быть внедрена структура ступеней в виде поддона. То же самое относится к краевым боковым поверхностям. Верхние боковые и краевые боковые поверхности ступеней предпочтительно являются прямыми.
Ступени переходной секции могут иметь зубчатую форму. Ступени переходной секции также могут иметь рифленую форму. Ступени с рифленой формой предпочтительно имеют пик волны. Впадина волны предпочтительно расположена между двумя последовательными ступенями с рифленой формой. В случае последовательных ступеней с рифленой формой наименьшие углы ступеней с рифленой формой предпочтительно измеряются относительно нижней стороны, продолжаясь от соединительной линии от наивысшей точки вершины волны до самой глубокой точки впадины волны, например, от линии, пересекающей эти две точки. В частности, что касается высоты ступени и ширины ступени, краевая боковая поверхность и верхняя боковая поверхность ступени рифленой формы могут определяться соответственно плоскостями, которые содержат эти соединительные линии. Специалисту в рассматриваемой области ясно, что с этой целью рассматриваются не все плоскости, которые содержат соответствующую соединительную линию. Наоборот, соответствующая плоскость предпочтительно содержит по длине накладки множество соединительных линий одной и той же ступени рифленой формы. Здесь верхние боковые поверхности предпочтительно являются поверхностями, которые имеют небольшие наименьшие углы относительно нижней стороны. Таким образом, ступени переходной секции рифленой формы могут рассматриваться как ступени, которые имеют выгнутые участки. Что касается ступеней рифленой формы, соединительные линии, например, пересекающие линии и, следовательно, наименьшие углы, в частности, могут определяться на микроскопических изображениях сечений накладки. Самая глубокая точка впадины волны предпочтительно является точкой, в которой две последовательных ступени рифленой формы контактируют друг с другом. Наивысшая точка пика волны ступени рифленой формы предпочтительно является точкой, которая имеет наибольшее расстояние под прямыми углами до соединительной линии между самыми глубокими точками двух примыкающих впадин волны.
Одна или множество ступеней могут иметь зубчатую форму, и одна или множество ступеней могут иметь рифленую форму. Если ступени рифленой формы следуют за ступенью зубчатой формы или наоборот, наименьшие углы ступени рифленой формы измеряются относительно нижней стороны, предпочтительно продолжаясь от соединительной линии от наивысшей точки пика волны до переходной точки ступени рифленой формы к ступени зубчатой формы. Вышеприведенное описание ступеней рифленой формы относится к краевым боковым и верхним боковым поверхностям. Наивысшая точка пика волны ступени рифленой формы в этом случае предпочтительно является точкой, которая имеет наибольшее расстояние под прямыми углами до соединительной линии между двумя смежными переходными точками от ступени рифленой формы до ступеней зубчатой формы.
Ступени рифленой формы, к примеру, могут быть получены, когда материал принимает рифленую форму при изготовлении накладки со ступенями зубчатой формы после формования с охлаждением ниже температуры размягчения по Вику.
Переходная секция накладки имеет, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность на ступень. Переходная секция предпочтительно имеет, по меньшей мере, пять ступеней, предпочтительно, по меньшей мере, двадцать ступеней, более предпочтительно, по меньшей мере, пятьдесят ступеней, более предпочтительно, по меньшей мере, восемьдесят ступеней, особо предпочтительно, по меньшей мере, сто ступеней, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность на ступень. Здесь большее число ступеней позволяет получить более плавный профиль переходной секции.
Первая ступень переходной секции накладки по изобретению начинается у края накладки. Последняя ступень переходной секции накладки по изобретению оканчивается у неспускающейся секции верхней стороны накладки по изобретению. Последняя ступень также может иметь только верхнюю боковую поверхность, которая наклонена, в частности, в диапазоне от 10° до 45° относительно нижней стороны.
Краевые боковые поверхности ступеней переходной секции накладки имеют, в частности, длину и ширину. Длины краевых боковых поверхностей ступеней переходной секции заданы, в частности, длиной накладки. Длины краевых боковых поверхностей переходной секции предпочтительно идентичны. Ширины краевых боковых поверхностей могут быть одинаковыми или различными. Ширины краевых боковых поверхностей переходной секции предпочтительно идентичны.
Верхние боковые поверхности ступеней переходной секции накладки имеют, в частности, длину и ширину. Длины верхних боковых поверхностей ступеней переходной секции заданы, в частности, длиной накладки. Длины верхних боковых поверхностей переходной секции, предпочтительно, идентичны. Ширины верхних боковых поверхностей могут быть одинаковыми или различными. Верхняя боковая поверхность первой ступени предпочтительно имеет бóльшую ширину, чем следующая ступень и/или следующие ступени.
Различия в ширинах краевых боковых поверхностей между собой и верхних боковых поверхностей между собой зависит, в частности, от требуемого профиля переходной секции. Таким образом, преимуществом в отношении прямых профилей, является наличие скоса, когда краевые боковые поверхности ступеней и верхние боковые поверхности ступени, следующие за первой ступенью, имеют идентичную ширину. В отличие от этого в отношении закругленного профиля переходной секции преимуществом является то, что ширины краевых боковых поверхностей ступеней и ширины верхних боковых поверхностей ступеней, следующих за первой ступенью, не являются идентичными.
В накладке по изобретению верхняя боковая поверхность первой ступени, в частности, предпочтительно продолжается вверх до края тела, причем длина верхних боковых поверхностей ступеней является идентичной и задана длиной накладки, и верхняя боковая поверхность первой ступени имеет бóльшую ширину, чем верхняя боковая поверхность следующей ступени и/или следующих ступеней. Здесь предпочтительно, что верхняя боковая поверхность первой ступени не продолжается параллельно нижней стороне накладки, а вместо этого наклонена относительно нижней стороны, так что наименьшие углы верхней боковой поверхности первой ступени относительно нижней стороны составляют в среднем от 10° до 45°. Первая ступень, в частности, предпочтительно образует носообразный выступ.
Когда первая ступень имеет бóльшую ширину, чем следующая ступень (следующие ступени), в частности, за счет формирования носообразного выступа, она может выступать за узкую сторону предмета мебели, даже если противоположный край накладки лежит заподлицо с краем узкой стороны предмета мебели. Выступающая часть выступа может быть удалена на последующем этапе удаления материала, причем основная часть накладки преимущественно остается необработанной. Выступ, в частности, может быть отделен во время соединения накладки с мебельной панелью. Выступ может быть отделен посредством механической обработки, например, посредством фрезерования или резки, предпочтительно ножом. Выступ также может быть отделен посредством расплавления с помощью лазера, горячего воздуха или микроволн. Расплавление выступа может использоваться, в частности, для накладок, которые имеют функциональный слой. В результате основной слой декорирования также остается неповрежденным, в частности, в переходной секции. Следовательно, благодаря носообразному выступу внешний вид края накладки остается, по существу, неизменным.
Большая ширина первой ступени накладки также создает преимущество, состоящее в том, что припуски на толщину предметов мебели, в частности, мебельных панелей, на который устанавливают накладки, можно эффективно отделять. В результате облегчается установка накладки по изобретению заподлицо на предмет мебели. Накладка с двумя переходными секциями с противоположных краев тепла может эффективно использоваться как на верхней стороне, так и на нижней стороне мебельной панели. В результате можно обеспечить более жесткие допуски при установке накладки на мебельную панель.
Ширина верхней боковой поверхности первой ступени предпочтительно, по меньшей мере, в два раза больше, в частности, по меньшей мере, в три раза больше ширины верхней боковой поверхности следующей ступени и/или следующих ступеней. Пригодная ширина верхней боковой поверхности первой ступени составляет 0,1 – 30 мм, предпочтительно 0,1 – 15 мм, более предпочтительно 0,1 – 10 мм, более предпочтительно 0,1 – 5 мм, еще более предпочтительно 0,25 – 4 мм, особо предпочтительно 0,3 – 3 мм. Такие ширины создают надлежащий компромисс между приемлемым внешним видом края после установки и удаления выступа и расходом материала. В частности, при ширине 0,1 – 5 мм облегчается последующая механическая обработка благодаря большей стабильности накладки.
Ширина верхней боковой поверхности ступени, следующей за первой ступенью, и/или ступеней, следующих за первой ступенью, составляет предпочтительно 0,01 – 1 мм, более предпочтительно 0,01 – 0,5 мм, особо предпочтительно 0,01 – 0,2 мм.
Кроме того, тело накладки по изобретению может иметь на переходе от верхней боковой поверхности первой ступени к краевой боковой поверхности первой ступени толщину 0,01 – 3 мм, предпочтительно 0,05 – 1 мм, более предпочтительно 0,05- 0,3 мм. Следовательно, первая ступень переходной секции предпочтительно имеет низкую толщину. Таким образом, первая ступень или носообразный выступ накладки является тонкой. Если выступающую часть выступа накладки удаляют на последующем этапе удаления материала, в переходной секции образуется только очень узкая область без декорирования. В результате основная часть декорирования также остается неповрежденной, в частности, в переходной секции. Следовательно, благодаря наличию носоообразного выступа внешний вид края накладки остается, по существу, неизменным. В результате улучшается визуальное восприятие накладки предмета мебели.
Переходная секция накладки по изобретению, в частности, верхние боковые поверхности и краевые боковые поверхности имеют шероховатость Rz, измеренную по DIN EN ISO 4287, в частности, DIN EN ISO 4287:2010-07, 1 – 10 мкм, предпочтительно 3 – 8 мкм или 4 – 7 мкм. В результате может быть уменьшено течение печатных красителей. Кроме того, можно улучшить прилипание печатного декорирования. Кроме того, достигается более эстетичное визуальное восприятие, в частности, так называемое восприятие гладкой матовой отделки.
Тело накладки по изобретению может иметь разные ширины. Тело предпочтительно имеет ширину 90 – 150 мм, предпочтительно 9 – 100 мм, более предпочтительно 9 – 85 мм, особо предпочтительно 16 – 60 мм. Накладки, тело которых имеет одну из указанных ширин, можно устанавливать на обычные мебельные панели.
Тело накладки по изобретению можно изготавливать из различных материалов. Тело накладки по изобретению предпочтительно содержит, по меньшей мере, один материал, который содержит пластик или состоит из него. Также предпочтительно, тело содержит, по меньшей мере, один пластик. Пластик предпочтительно выбирают из группы, состоящей из сополимера акрилонитрил бутадиен-стирола, полиэтилена, сшитого полиэтилена (PE-X), полипропилена, полиамида, поливинилхлорида, поликарбоната, бутадиен-стирола, полиэтилентерефталата, полиметилметакрилата, древесно-пластикового композитного материала и их смесей. Что касается древесно-пластиковых композитных материалов, в частности, используются составы, которые содержат полипропилен и 50-90 мас.% древесных волокон и/или древесной муки относительно общей массы состава. Установлено, что эти пластики особенно пригодны для изготовления накладки по изобретению.
Тело накладки по изобретению может состоять из отдельно взятого слоя или множества слоев, в частности, двух или трех слоев. Тело может содержать множество слоев, в частности, два или три слоя. Слои могут содержать одинаковые или разные материалы, предпочтительно разные материалы. Многослойные тела могут быть получены с помощью соэкструзии. Например, тело может иметь верхний и нижний слои различных цветов. Нижний слой предпочтительно темнее верхнего слоя. Верхний слой, в частности, может быть декоративным основанием. Кроме того, тело может иметь верхний, средний и нижний слои, причем нижний слой содержит нижнюю сторону тела, и адгезия к предмету мебели достигается с помощью нижнего слоя. Нижний слой может быть, в частности, функциональным слоем. В качестве функционального слоя целесообразно использовать слой, с помощью которого накладку можно крепить к предмету мебели, в частности, можно крепить накладку посредством связывания, например, плавящийся слой или плавящийся адгезионный слой. Верхний слой может быть декоративным основанием. Средний слой может быть слоем, который придает стабильность накладке. Самый нижний слой, который содержит нижнюю сторону тела, предпочтительно имеет толщину 0,05 – 3 мм, более предпочтительно 0,1 – 1,5 мм, еще более предпочтительно 0,1 – 1 мм, еще более предпочтительно 0,1 – 0,5 мм, особо предпочтительно 0,1 – 04, мм.
Верхняя сторона тела накладки по изобретению может иметь декорирование. В этом случае декорирование может покрывать верхнюю сторону тела без переходной секции. В этом случае верхняя сторона тела без переходной секции предпочтительно покрыта декорированием полностью или частично.
Декорирование может покрывать верхнюю сторону тела также только в переходной секции. В этом случае верхняя сторона тела в переходной секции предпочтительно полностью покрыта декорированием. Кроме того, декорирование может покрывать верхнюю сторону тела, включая сюда переходную секцию. Верхняя сторона тела, включая сюда переходную секцию, предпочтительно покрыта декорированием. Верхняя сторона тела, включая сюда переходную секцию, в частности, предпочтительно полностью покрыта декорированием. В этом случае декорирование на верхней стороне тела в переходной секции может отличаться от декорирования на верхней стороне остальной части тела. Таким образом, в этом примере достигается так называемый эффект торцевой поверхности. Декорирование на верхней стороне тела, включая сюда переходную секцию, может быть одним и тем же. В результате может быть обеспечено эффективное визуальное восприятие накладки. Кроме того, накладка может быть приспособлена для эффективного визуального восприятия с различными предметами мебели.
Декорирование может быть нанесено на накладку по изобретению различными способами. Например, декорирование может быть нанесено с помощью гравюрной печати, в частности, косвенной гравюрной печати, трафаретной печати, флексографической печати, процессов нанесения покрытия окунанием, в частности, кубической печати, цифровой печати, в частности, струйной печати, нанесения пленки с печатным рисунком или с помощью пленки для переноса изображения. Декорирование предпочтительно является печатным. Декорирование более предпочтительно наносят с помощью процесса бесконтактной печати, в частности, с помощью струйной печати.
Перед нанесением декорирования на верхнюю сторону тела может быть нанесена грунтовка. Нанесение грунтовки может быть полезным, когда декорирование наносят с помощью печатных красителей, в частности, посредством гравюрной печати, трафаретной печати, флексографической печати, цифровой печати или струйной печати. Здесь грунтовка может наноситься на верхнюю сторону тела только в переходной секции. Грунтовка также может наноситься только на верхнюю сторону тела без переходной секции. Грунтовка также может наноситься на верхнюю сторону тела, включая сюда переходную секцию. Грунтовка, в частности, наносится в том месте, где должно быть нанесено декорирование. Грунтовка предпочтительно наносится в области верхней стороны тела, где должно быть нанесено декорирование.
Накладка по изобретению также может иметь структуру. Здесь структура может иметь глубину до 400 мкм, предпочтительно 1 – 300 мкм, более предпочтительно 10 – 200 мкм, еще более предпочтительно 15 -100 мкм. Верхняя сторона тела может иметь структуру только в переходной секции. Сходным образом верхняя сторона тела может иметь структуру за исключением переходной секции. Кроме того, верхняя сторона тела, включая сюда переходную секцию, может иметь структуру. В этом случае структура на верхней стороне тела в переходной секции может отличаться от структуры на верхней стороне остальной части тела. Сходным образом структура на верхней стороне тела, включая сюда переходную секцию, предпочтительно может быть одной и той же. Структура может быть образована с помощью выпуклостей и углублений. Выпуклости могут быть, в частности, получены с помощью структурного лака. Углубления могут быть, в частности, получены выдавливанием. Как вариант, углубления также могут быть получены с помощью лазера.
Кроме того, накладка по изобретению может быть глянцевой. Верхняя сторона тела может иметь глянец только в переходной секции. Кроме того, верхняя сторона тела, включая сюда переходную секцию, может иметь глянец. В этом случае глянец на верхней стороне тела в переходной секции может отличаться от глянца на верхней стороне остальной части тела. Глянец на верхней стороне тела, включая сюда переходную секцию, предпочтительно может быть одинаковым. Накладка также может быть матовой, а не глянцевой. К матовой накладке соответственно относится упомянутое выше при описании глянцевой накладки. Накладка по изобретению преимущественно может иметь все степени глянца, в частности, от глубоко матового до высокоглянцевого. Накладка предпочтительно может иметь степень глянца согласно вышеописанным вариантам в отношении однородности на верхней стороне тела.
Тело накладки по изобретению также может иметь, по меньшей мере, одно ступенчатое углубление поперек продольного направления. Ступенчатое углубление, к примеру, может быть получено посредством тиснения, механической обработки, с помощью лазера или струи среды, например, водяной струи. Ступенчатое углубление предпочтительно имеет ступенчатый профиль, в частности, с обеих сторон ступенчатого углубления. По меньшей мере, одно ступенчатое углубление предпочтительно имеет такой же ступенчатый профиль, как и ступенчатая канавка, описанная здесь со ссылкой на второй вариант способа по изобретению, со ступенчатым профилем с обеих сторон, но в поперечном направлении тела. Также имеется возможность получения в теле множества ступенчатых углублений. Они, в частности, могут иметь определенное расстояние друг от друга, например, 60 см и более в каждом случае. Благодаря наличию ступенчатых углублений, в частности, углы мебельных панелей могут быть выполнены с возможностью создания визуально привлекательного вида.
Накладка также может иметь ступенчатые концы тела в продольном направлении в каждом случае независимо от друг от друга. К форме ступенчатого конца соответственно относится упомянутое выше при описании переходной секции. Визуальное восприятие углов предмета мебели может быть улучшено с помощью ступенчатого конца на основании того же принципа, который описан в отношении переходной секции.
Согласно второй идее настоящее изобретение также предлагает способ изготовления накладки по изобретению, в котором тело накладки, содержащее нижнюю сторону и верхнюю сторону с переходной секцией, образовано, по меньшей мере, из одного материала.
Накладка по изобретению может быть изготовлена с помощью способа по изобретению. Следовательно, к телу накладки относится упомянутое выше при описании в каждом случае накладки по изобретению, в частности, к нижней стороне, верхней стороне, переходной секции, форме ступени переходной секции, верхней боковой поверхности первой ступени, верхним боковым поверхностям ступени (ступеней), следующих за первой ступенью, краевым боковым поверхностям и телу и, по меньшей мере, одному материалу.
Способ по изобретению предпочтительно содержит этап экструзии, в частности, этап соэкструзии. В этом случае тело может экструдироваться напрямую или посредством соэкструзии. Кроме того, исходный продукт, например, лента, кромочная лента или исходный продукт тела также можно получать посредством экструзии или соэкструзии. Тело накладки также может содержать один или множество других материалов, предпочтительно один или несколько других пластиков, в частности, когда способ содержит этап соэкструзии. Например, тело или исходный продукт, например, лента или кромочная лента, может иметь декоративное основание. Оно преимущественно крепится при изготовлении накладки, в частности, при соэкструзии в качестве самого верхнего слоя тела или исходного продукта. В результате может обеспечиваться однородность цвета на верхней стороне, включая сюда переходную секцию. Кроме того, функциональный слой и/или цветовой слой, к примеру, также может быть получен соэкструзией на нижней стороне тела или исходного продукта. К функциональному слою соответственно относится упомянутое выше при описании функционального слоя накладки по изобретению. В секциях на этапе соэкструзии также могут соэкструдироваться различные материалы. Например, переходная секция может сэкструдироваться из материала, отличающегося от материала остальной части накладки. То же самое относится к исходному продукту тела.
Тело может изготавливаться различным образом согласно способу по изобретению. Например, тело может формироваться непосредственно с помощью экструзии профилированных изделий. Кроме того, сначала может экструдироваться лента или кромочная лента, которая обрабатывается различными способами. И, наконец, тело также может формироваться посредством литья под давлением. Полученное тело может формировать накладку по изобретению, в частности, недекорированную накладку. Однако дополнительно, в частности, на верхнюю сторону, может также быть нанесено декорирование и/или структура и/или лак. По меньшей мере, предпочтительно наносят, по меньшей мере, одно декорирование. В качестве примера ниже приведено описание нескольких других вариантов выполнения способа по изобретению.
Специалисту в этой области известны различные способы, используемые для получения отличий на верхней стороне при декорировании или нанесении лака, например, отличий при декорировании переходной секции от остальной части верхней стороны. Например, с этой целью можно использовать множество печатающих головок при нанесении декорирования или лака с помощью струйной печати. Если декорирование или нанесение лака выполняют с помощью гравюрной печати или флексографической печати, можно достигнуть различного визуального впечатления в переходной секции по сравнению с остальной частью верхней стороны, используя резиновые валики с различной твердостью.
По первому предпочтительному варианту способа по изобретению тело образовано с помощью экструзии профилированных изделий. В этом случае тело предпочтительно образовано из расплава. Тело, содержащее переходную секцию, образовано непосредственно согласно этому варианту.
По первому варианту способа по изобретению тело может быть покрыто декорированием, в частности, с верхней стороны. Декорирование, к примеру, может быть нанесено на тело с помощью гравюрной печати, в частности, косвенной гравюрной печати, флексографической печати, процессов нанесения покрытия окунанием, в частности, кубической печати, цифровой печати, в частности, струйной печати, нанесения пленки с печатным рисунком или с помощью пленки для переноса изображения. Декорирование предпочтительно является печатным. Тело предпочтительно покрывают, в частности, с верхней стороны посредством декорирования с помощью цифровой печати. К способу по изобретению соответственно относится упомянутое выше при описании однородности или различия декорирования в переходной секции и на остальной части верхней стороны тела накладки по изобретению.
Декорирование можно наносить с помощью одной или множества печатающих головок. Печатающая головка (головки) может быть наклонена для обеспечения улучшенной печати в переходной секции. В этом случае достаточно, чтобы были наклонены несколько печатающих головок.
В первом предпочтительном варианте способа по изобретению на теле может быть выполнена структура, в частности, на верхней стороне. Структура может быть выдавлена в теле, в частности, на верхней стороне, в частности, с помощью тиснильного вала. Кроме того, структура также может быть обеспечена с помощью структурированной пленки или стальной ленты или с помощью лазера или посредством механической обработки. Как вариант или дополнительно, тело в первом варианте способа по изобретению также может быть обеспечено структурой, поскольку на тело наносят структурный лак. Таким образом, в частности, могут быть получены выпуклые структуры. Как вариант, выпуклые структуры также могут быть получены с помощью пленки. Как преимущество это может быть выполнено при декорировании тела пленкой для переноса изображения. Кроме того, выпуклая структура также может быть нанесена с помощью 3D-печати. К накладке способа по изобретению соответственно относится упомянутое выше при описании однородности или различия структуры в переходной секции и на остальной части верхней стороны тела накладки по изобретению.
Кроме того, в первом предпочтительном варианте способа по изобретению также могут быть заданы глянец и/или матовость полосы. Таким образом, можно изготавливать глянцевые или матовые накладки. Глянец может быть получен, в частности, посредством нанесения на накладку глянцевого лака. К накладке способа по изобретению соответственно относится упомянутое выше при описании однородности или различия глянца в переходной секции и на верхней стороне остальной части тела накладки по изобретению.
По второму предпочтительному варианту выполнения способа по изобретению способ предпочтительно содержит следующие этапы
a. изготовление, в частности, с помощью экструзии или соэкструзии, ленты, имеющей толщину, продольное направление, верхнюю поверхность и нижнюю поверхность,
b. выполнение, в частности, выдавливание, по меньшей мере, одной ступенчатой канавки в верхней поверхности ленты, в результате чего получают ленту с канавкой,
c. разделение, в частности, резка или разрывание, ленты с канавкой в продольном направлении, в результате чего получают, по меньшей мере, одно тело,
причем
ступенчатая канавка имеет глубину ступенчатой канавки и сечение ступенчатой канавки, которое имеет, по меньшей мере, на одной стороне ступенчатой канавки, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность на ступень, причем верхние боковые поверхности выровнены независимо друг от друга относительно нижней поверхности, так что наименьшие углы верхних боковых поверхностей относительно нижней поверхности составляют в среднем от -45° до 45°, и краевые боковые поверхности наклонены независимо друг от друга относительно нижней поверхности, так что наименьшие углы краевых боковых поверхностей относительно нижней поверхности составляют в среднем от 46° менее чем до 90°, в частности, до 80°, и глубина ступенчатой канавки составляет, по меньшей мере, 70%, предпочтительно, по меньшей мере, 80% толщины ленты.
Изготовление, по меньшей мере, одной ступенчатой канавки можно, к примеру, осуществлять посредством фрезерования или выдавливания. По меньшей мере, одна ступенчатая канавка, предпочтительно является выдавленной.
По существу, второй вариант способа по изобретению имеет преимущество, состоящее в том, что за один рабочий процесс можно изготовить множество накладок.
Лента может быть изготовлена посредством экструзии. Лента также может быть изготовлена посредством соэкструзии. Если лента изготавливается посредством соэкструзии, декорированное основание может быть получено посредством соэкструзии, например, на верхней стороне. Функциональный слой и/или цветовой слой, к примеру, могут быть получены посредством соэкструзии на нижней стороне. К функциональному слою соответственно относится упомянутое выше при описании функционального слоя накладки по изобретению.
Ступенчатая канавка или ступенчатые канавки предпочтительно изготавливается/изготавливаются в ленте таким образом, что лента с канавкой в самой глубокой точке ступенчатой канавки (канавок) имеет толщину 3 мм или менее, предпочтительно от 1 мкм до 1 мм, более предпочтительно от 10 мкм до 500 мкм, особо предпочтительно от 50 мкм до 100 мкм.
Если ступенчатая канавка является выдавленной, лента при выдавливании предпочтительно имеет температуру выше температуры размягчения по Вику. Лента при выдавливании предпочтительно имеет форму расплава, в частности, форму расплава пластика. Расплавы, в частности, расплавы пластика, имеют преимущество, состоящее в том, что они более легко поддаются пластической деформации по сравнению с объектами, имеющими фиксированное состояние массы. Расплавы пластика, в частности, имеют преимущество, состоящее в том, что они эффективно поддерживают изменения, например, выдавливание, в дополнение к хорошей пластической деформируемости. Лента с канавкой предпочтительно охлаждается во время или непосредственно после выдавливания, предпочтительно ниже температуры размягчения по Вику материала ленты. В результате можно легко зафиксировать выдавленную структуру.
Температуру размягчения по Вику предпочтительно определяют по DIN EN ISO 306:2014-03, способ B50 (усилие 50 Н, интенсивность нагрева 50К/ч).
Кроме того, по второму варианту способа по изобретению в ленте предпочтительно изготавливают, по меньшей мере, одну прямую канавку, причем прямая канавка имеет глубину прямой канавки, по меньшей мере, 70%, предпочтительно, по меньшей мере, 80% толщины ленты и прямой профиль. Прямая канавка предпочтительно продолжается, по существу, параллельно ступенчатой канавке. По меньшей мере, одну канавку можно изготавливать, например, посредством фрезерования или выдавливания. По меньшей мере, одна прямая канавка предпочтительно является выдавленной.
Прямая канавка или прямые канавки предпочтительно изготавливают в ленте таким образом, что лента с канавкой в самой глубокой точке прямой канавки (канавок) имеет толщину 3 мм и менее, предпочтительно от 1 мкм до 1 мм, более предпочтительно от 10 мкм до 500 мкм, особо предпочтительно от 50 мкм до 100 мкм.
В этом случае глубину ступенчатой канавки и глубину прямой канавки можно выбирать независимо друг от друга. Однако глубина ступенчатой канавки и глубина прямой канавки предпочтительно являются одинаковыми.
Расстояние между ступенчатой канавкой и смежной прямой канавкой предпочтительно выбирают таким образом, что оно соответствует ширине накладки по изобретению. Прямая канавка и ступенчатая канавка предпочтительно имеют по второму варианту способа по изобретению расстояние друг от друга 9 – 150 мм, более предпочтительно 9 – 100 мм, еще более предпочтительно 9 – 85 мм, особо предпочтительно 16 – 60 мм.
Как описано выше, по второму варианту способа по изобретению за один рабочий процесс можно изготовить множество накладок. Например, ступенчатая канавка может иметь профиль ступени с обеих сторон ступенчатой канавки. Кроме того, в ленте также может быть изготовлено, по меньшей мере, 2, по меньшей мере, 5, по меньшей мере, 10 или, по меньшей мере, 15 ступенчатых канавок. Как преимущество, в ленте также может быть изготовлено множество прямых канавок, в частности, по меньшей мере, 2, по меньшей мере, 6, по меньшей мере, 11, или, по меньшей мере, 16 прямых канавок. Если выполнено несколько ступенчатых канавок и несколько прямых канавок, прямая и ступенчатая канавки предпочтительно чередуются по ширине ленты, причем в каждом случае между прямой и ступенчатой канавками предусмотрено одно из вышеуказанных расстояний независимо друг от друга. Расстояния могут быть различными. В результате за один рабочий процесс можно изготавливать накладки, имеющие идентичное визуальное восприятие и различные ширины. В результате за один рабочий процесс можно изготавливать накладки, имеющие идентичное визуальное восприятие для мебельных панелей различной ширины.
Лента с канавкой может быть, к примеру, разделена посредством резки или разрывания. Разделение предпочтительно выполняется на самой глубокой полученной ступени (ступенях) ступенчатой канавки (канавок), в частности, вдоль линии с наибольшей глубиной ступенчатой канавки и/или в полученной прямой канавке (канавках), в частности, вдоль линии с наибольшей глубиной прямой канавки. Резка может выполняться с помощью режущего устройства, например, ножом, роликовыми ножницами, горячей проволокой или лазером. Можно использовать несколько режущих устройств.
Ступенчатое сечение ступенчатой канавки согласно второму предпочтительному варианту способа по изобретению имеет, по меньшей мере, на одной стороне ступенчатой канавки, по меньшей мере, две ступени с верхней боковой и краевой боковой поверхностями. Ступенчатое сечение ступенчатой канавки предпочтительно имеет, по меньшей мере, на одной стороне ступенчатой канавки, по меньшей мере, пять ступеней, в частности, по меньшей мере, десять ступеней, предпочтительно, по меньшей мере, двадцать ступеней, более предпочтительно 50 ступеней, более предпочтительно 80 ступеней, особо предпочтительно, по меньшей мере, 100 ступеней, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность на ступень. Ступенчатое сечение ступенчатой канавки также может иметь с обеих сторон ступенчатой канавки в каждом случае, по меньшей мере, пять, по меньшей мере, десять или, по меньшей мере, двадцать или, по меньшей мере, 40 или, по меньшей мере, 80 или, по меньшей мере, 100 ступеней. Если ступенчатое сечение ступенчатой канавки имеет ступени с обеих сторон ступенчатой канавки, за один рабочий процесс может быть изготовлено множество накладок без потери материала, в частности, когда лента имеет ширину двух накладок. В этом случае в ленте не должны изготавливаться прямые канавки.
Краевые боковые поверхности ступеней ступенчатой канавки во втором предпочтительном варианте способа по изобретению имеют, в частности, длину и ширину. К краевым боковым поверхностям ступеней ступенчатой канавки соответственно относится упомянутое выше при описании длин и ширин краевых боковых поверхностей ступеней накладки по изобретению.
Верхние боковые поверхности ступеней ступенчатой канавки во втором предпочтительном варианте способа по изобретению имеют, в частности, длину и ширину. К верхним боковым поверхностям ступеней ступенчатой канавки соответственно относится упомянутое выше при описании длин верхних боковых поверхностей ступеней накладки по изобретению. В частности, к ширине верхней боковой поверхности самой глубокой полученной ступени относится упомянутое выше при описании ширины верхней боковой поверхности первой ступени накладки по изобретению. В этом случае, в частности, самая глубокая ступень ступенчатой канавки соответствует первой ступени накладки по изобретению.
По второму варианту способа по изобретению на следующем этапе может быть нанесено декорирование. Декорирование можно наносить на ленту или на ленту с канавкой для создания визуально более привлекательного впечатления. Декорирование предпочтительно наносят на ленту с канавкой. Декорирование можно наносить различными путями. Например, декорирование можно наносить посредством гравюрной печати, в частности, косвенной гравюрной печати, трафаретной печати, флексографической печати, процессов нанесения покрытия окунанием, в частности, кубической печати, цифровой печати, в частности, струйной печати, нанесения пленки с печатным рисунком или с помощью пленки для переноса изображения. Декорирование предпочтительно является печатным. Декорирование более предпочтительно наносят с помощью цифровой печати. Особо предпочтительно декорирование наносят с помощью процесса бесконтактной печати, в частности, с помощью струйной печати. Декорирование наносят на тело, на ленту или на ленту с канавкой в каждом случае, в частности, на верхнюю сторону, так что к накладкам, изготавливаемым по второму варианту способа по изобретению соответственно относится упомянутое выше при описании однородности или различия декорирования в переходной секции и на верхней стороне остальной части тела накладки по изобретению. Несмотря на то, что декорирование предпочтительно наносится на ленту или на ленту с канавкой, декорирование также можно наносить на профиль кромки.
По второму предпочтительному варианту способа по изобретению также можно изготавливать накладку со структурой. Накладку со структурой можно изготавливать посредством получения отпечатка, например, посредством выдавливания структуры в ленте или в ленте с канавкой. Если выдавливаются ступенчатая канавка (канавки) и дополнительно прямая канавка (канавки), структуру можно выдавливать, в частности, одновременно с выдавливанием ступенчатой канавки (канавок) и дополнительной прямой канавки (канавок). Кроме того, структуру также можно наносить с помощью структурированной пленки или стальной ленты или с помощью лазера или посредством механической обработки. Как вариант или дополнительно, также может быть получена накладка со структурой, поскольку на ленту с канавкой или образованное тело наносят структурный лак. Таким образом, могут быть получены, в частности, выпуклые структуры. Как вариант, выпуклые структуры также могут быть получены с помощью пленки. Как преимущество, это можно выполнять при выполнении декорирования с помощью пленки для переноса изображения на ленту или на ленту с канавкой. Здесь структуру наносят на тело, на ленту или на ленту с канавкой в каждом случае, в частности, на верхнюю сторону, так что к накладкам, изготавливаемым по второму варианту способа по изобретению соответственно относится упомянутое выше при описании однородности или различия структуры в переходной секции и на верхней стороне остальной части тела накладки по изобретению.
Кроме того, по второму предпочтительному варианту способа по изобретению также может быть задано получение глянца. Таким образом, можно изготавливать глянцевые или матовые накладки. В частности, глянец может быть получен посредством нанесения на тело глянцевого лака. Глянец также может быть получен посредством нанесения глянцевого лака на ленту или ленту с канавкой. Здесь глянец наносят на тело, на ленту или на ленту с канавкой в каждом случае, в частности, на верхнюю сторону, так что к накладкам, изготавливаемым по второму варианту способа по изобретению соответственно относится упомянутое выше при описании однородности или различия глянца в переходной секции и на верхней стороне остальной части тела накладки по изобретению.
По третьему предпочтительному варианту способа по изобретению также могут быть получены накладки по изобретению, поскольку сначала выполняется экструзия или соэкструзия кромочной ленты, которая не имеет переходной секции. Кромочная лента предпочтительно имеет ширину тела. В дальнейшем может быть получена переходная секция посредством механической обработки, например, фрезерования, кромочной ленты для формирования тела.
Вместо механической обработки, в частности, фрезерования, кромочной ленты эта кромочная лента может быть подвергнута тепловой обработке с помощью лазера. Таким образом, посредством тепловой обработки с помощью лазера может быть получено тело с переходной секцией.
В качестве другого способа механической обработки, в частности, фрезерования, кромочной ленты для получения тела кромочная лента также может быть подвергнута обработке струей среды, в частности, водяной струей.
К нанесению декорирования и/или структуры и/или глянца на тело, образованное по третьему предпочтительному варианту способа по изобретению, соответственно относится упомянутое выше при описании нанесения декорирования и/или структуры на профиль кромки по первому или второму способу по изобретению. Декорирование и/или структура и/или глянец предпочтительно наносятся на тело по третьему предпочтительному варианту. При нанесении декорирования и/или структуры и/или глянца на кромочную ленту, которая еще не имеет переходной секции, они, в частности, могут быть удалены в области переходной секции.
По четвертому варианту способа по изобретению тело образовано посредством литья под давлением. В этом случае инструмент, используемый для литья под давлением, может быть спроектирован таким образом, что во время литья под давлением на тело наносится структура. Согласно этому варианту способа по изобретению тело образуется напрямую. Тело может образовывать накладку или на него в дальнейшем может быть нанесено декорирование, структура и/или глянец для получения накладки. Кроме того, декоративная пленка также может быть расположена в инструменте для литья под давлением с выполнением последующего обратного нагнетания. В результате накладка может быть получена непосредственно во время литья под давлением. Упомянутое выше при описании декорирования, структуры и глянца для первого, второго или третьего варианта выполнения способа по изобретению, в частности, соответственно относится к настоящему случаю. Литье под давлением пригодно, в частности, для производства в очень небольших объемах. Структура на верхней стороне также может образовываться непосредственно в инструменте для литья под давлением во время литья под давлением.
В теле или в накладке в способе по изобретению также может быть выполнено, по меньшей мере, одно ступенчатое углубление. По меньшей мере, одно ступенчатое углубление предпочтительно выполняется в теле перед декорированием и/или нанесением структуры и/или глянца.
По меньшей мере, одно ступенчатое углубление предпочтительно имеет такой же профиль ступени, как и описанная здесь ступенчатая канавка со ссылкой на второй вариант способа по изобретению, но оно ориентировано в поперечном направлении. По меньшей мере, одно ступенчатое углубление может, например, изготавливаться посредством выдавливания, механической обработки, с помощью лазера или струи среды, например, водяной струи. По меньшей мере, одно ступенчатое углубление также может быть изготовлено непосредственно при изготовлении накладки с помощью литья под давлением. По меньшей мере, одно ступенчатое углубление предпочтительно выполняют в теле с равными интервалами, например, 60 см или более. Однако ступенчатое углубление можно выполнять в теле, когда накладка режется по длине на предмете мебели. В этом случае концы в продольном направлении тела, к примеру, могут быть получены при изготовлении тела или накладки посредством литья под давлением.
Кроме того, изобретение также предлагает тиснильный вал, с помощью которого согласно способу по изобретению ленты с канавкой, тела и/или накладки могут быть изготовлены в тиснильном устройстве с заданным рабочим зазором, содержащем рабочую часть вала с поверхностью вала и, по меньшей мере, одну выпуклую реберную структуру, которая продолжается по поверхности вала для выдавливания, по меньшей мере, одного выдавливания в ленте, причем реберная структура имеет высоту ребра поперек окружного направления рабочей части вала, ступенчатое сечение которого имеет, по меньшей мере, на одной стороне реберной структуры, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность на ступень, причем верхние боковые поверхности выровнены независимо дуг от друга относительно поверхности вала, так что наименьшие углы верхних боковых поверхностей относительно поверхности вала составляют в среднем от -45° до 75°, в частности, от -45° до 45°, причем краевые боковые поверхности наклонены независимо друг от друга относительно поверхности вала, так что наименьшие углы краевых боковых поверхностей относительно поверхности вала составляют в среднем от 20° до меньше чем 90°, в частности, от 46° до меньше чем 90°, в частности, до 80°, и высота рабочего зазора измеряется от поверхности вала, и высота ребра составляет, по меньшей мере, 70% от высоты рабочего зазора.
Высота ребра также может быть, по меньшей мере, 80% от высоты рабочего зазора. Высоту ребра выбирают пригодным образом, так что заготовка, подвергаемая выдавливанию с помощью вала, например, лента с канавкой, в самом глубоком месте выдавливания имеет толщину 3 мм, предпочтительно от 1 мкм до 1 мм, более предпочтительно от 10 мкм до 500 мкм, особо предпочтительно о 50 до 100 мкм. Устройство резки, например, ножевое кольцо, которое преимущественно расположено в центре реберной структуры, в окружном направлении, может обеспечивать опору. В результате облегчается разделение лент с канавкой, изготавливаемых с помощью тиснильного вала.
К верхней боковой поверхности первой ступени реберной структуры со ступенчатым сечением тиснильного вала по изобретению соответственно относится упомянутое выше при описании верхней боковой поверхности первой ступени накладки по изобретению.
К верхним боковым поверхностям ступени (ступеней), следующей за первой ступенью реберной структуры со ступенчатым сечением тиснильного вала по изобретению относится упомянутое выше при описании ступени (ступеней), следующей за первой ступенью накладки по изобретению.
К верхним боковым поверхностям ступени (ступеней), следующей за первой ступенью реберной структуры со ступенчатым сечением тиснильного вала по изобретению относится упомянутое выше при описании краевых боковых поверхностей накладки по изобретению.
Реберная структура со ступенчатым сечением может иметь ступенчатое сечение с одной стороны или с обеих сторон. Ступенчатое сечение может быть идентичным с обеих сторон или различаться на обеих сторонах.
Тиснильный вал также может иметь одну или множество других реберных структур, которые имеют, по существу, прямое сечение или ступенчатое сечение.
Тиснильный вал может быть спроектирован таким образом, чтобы реберная структура (структуры) со ступенчатым сечением и дополнительно реберная структура (структуры) с прямым сечением были неподвижно прикреплены к тиснильному валу. Накладки с фиксированной шириной могут изготавливаться с помощью такого тиснильного вала. Накладки с двумя переходными участками, расположенными с противоположных сторон, соответственно могут изготавливаться смежными реберными структурами со ступенчатым сечением, расположенным на тиснильном валу.
Также могут использоваться тиснильные сегменты с разными реберными структурами со ступенчатым сечением и дополнительно с прямым сечением, в частности, расположенные на поддерживающем валу, которые совместно образуют тело вала. В добавление к тиснильным сегментам на поддерживающем валу также могут использоваться проставки. В результате можно определять ширину накладки (накладок).
Тиснильные сегменты, к примеру, могут использоваться посредством установки кольцевых сегментов на поддерживающем валу.
Кроме того, тиснильный вал может иметь тиснильные элементы, с помощью которых можно выдавливать структуру.
Существует ряд возможностей для проектирования и дополнительного усовершенствования накладки по изобретению и способа по изобретению. В этом отношении дается ссылка, с одной стороны, на пп. 1 – 17 формулы изобретения, и, с другой стороны, на описание иллюстративных вариантов выполнения со ссылкой на чертежи, на которых:
на фиг. 1a - 1e – схематические виды сбоку различных вариантов накладки по изобретению с переходной секцией, где верхняя боковая поверхность первой ступени в каждом варианте накладки шире верхней боковой поверхности следующей ступени (ступеней);
на фиг. 2 – схематический вид в перспективе накладки по изобретению из фиг. 1a;
на фиг. 3a - 3c – схематический вид накладки по изобретению на предмете мебели сразу же после крепления накладки к предмету мебели (фиг. 3a) и сразу же после удаления выступающей части первой ступени (3b) и увеличенный вид места (фиг. 3c), обведенного окружностью на фиг. 3a;
на фиг. 4 – схематический вид изготовления накладки по изобретению по первому варианту способа по изобретению с помощью экструзии профилированных изделий;
на фиг. 5 – схематический вид изготовления накладки по изобретению по второму варианту способа по изобретению с помощью выдавливания;
на фиг. 6a и 6b – схематический вид изготовления накладки по изобретению с помощью литья под давлением в двух различных разрезах инструмента для литья под давлением, где накладка имеет в каждом случае ступенчатые концы в продольном направлении;
на фиг. 7 – схематический вид тиснильного вала по изобретению, который имеет ножевое кольцо, расположенное в центре на реберной структуре в окружном направлении;
на фиг. 8a - 8c – схематический вид накладки по изобретению на предмете мебели сразу же после крепления накладки к предмету мебели (фиг. 8a) и сразу же после удаления выступающей части первой ступени (8b) и увеличенный вид места (фиг. 8c), обведенного окружностью на фиг. 8a. Накладка на фиг. 8a - 8c имеет переходную секцию, закругленный профиль и не имеет наклонного профиля;
на фиг. 9a - 9c – схематический вид накладки по изобретению на предмете мебели сразу же после крепления накладки к предмету мебели (фиг. 9a) и сразу же после удаления выступающей части первой ступени (9b) и увеличенный вид места (фиг. 9c), обведенного окружностью на фиг. 9a. Накладка на фиг. 9a - 9c имеет переходную секцию, закругленный профиль и не имеет наклонного профиля. Накладка также имеет ступени рифленой формы.
Углы поверхностей, указанные ниже, указаны относительно некриволинейной плоскости между краями, ограничивающими нижнюю сторону.
На фиг. 1a – 1e и 2 предпочтительные варианты выполнения накладок 1 и 1' представлены с помощью примера на виде сбоку и пространственного изображения накладки 1, где верхняя боковая поверхность первой ступени шире верхней боковой поверхности следующей ступени (следующих ступеней). Фиг. 3a – 3c показывают предпочтительный вариант выполнения накладки 1 из фиг. 1a – 1e и 2, где верхняя боковая поверхность первой ступени также шире верхней боковой поверхности следующих ступеней, но накладка имеет большее количество ступеней, чем накладка на фиг. 1a – 1e и 2, и прикреплена к предмету мебели. На фиг. 4, 5 и 6 показаны другие варианты способа по изобретению. На фиг. 7 показан тиснильный вал по изобретению. На фиг. 8a – 8c показан вариант накладки из фиг. 3a – 3c с закругленным переходным участком 5. На фиг. 9a – 9c показан вариант накладки из фиг. 8a – 8c, где ступени имеют рифленую форму. На других фигурах ступени имеют зубчатую форму.
Далее в первую очередь приведено описание иллюстративных вариантов выполнения накладок 1, 1' на фиг. 1a – 3c и 8a – 9c.
Общим для накладок 1,1' на фиг. 1a – 3c и 8a – 9c является то, что они имеют тело 2 с нижней стороной 3 и верхней стороной 4 по направлению от нижней стороны 3. Накладки 1,1' имеют вогнутую форму с дугой 15 мм по ширине.
Верхняя сторона 4 также имеет, по меньшей мере, один переходный участок 5, спускающийся к краю тела 3. Это показано на фиг. 1a, 1c, 1d, 2, 3a, 3b, 3c и 8a – 9c для накладки 1. Однако верхняя сторона 4 также может иметь два переходных участка, спускающихся к противоположным краям тела 3, как показано на фиг. 1b для накладки 1'.
Накладки 1, 1' на фиг. 1a – 3c и 8a – 9с содержат пластик. В качестве пластиков могут использоваться сополимер акрилонитрил бутадиен-стирола, полиэтилен, сшитый полиэтилен (PE-X), полипропилен, полиамид, поливинилхлорид, поликарбонат, бутадиен-стирол, полиэтилентерефталат, полиметилметакрилат, древесно-пластиковые композитные материалы и их смеси.
Верхняя сторона 4 накладок 1, 1' на фиг. 1a – 3c и 8a – 9c полностью покрыта посредством декорирования, включая сюда переходную секцию 5. Здесь декорирование выполнено посредством цифровой печати. Декорирование является равномерным по всей поверхности 4 накладки, включая сюда переходную секцию 5.
Как можно видеть на фиг. 1a – 1e и 2, переходная секция 5 спускается ступенчато к краю тела 2, причем переходная секция 5 имеет множество ступеней, в частности, первую ступень с верхней боковой поверхностью 6a и краевой боковой поверхностью 7 и, по меньшей мере, одну вторую ступень с верхней боковой поверхностью 6 и краевой боковой поверхностью 7. Однако переходная секция 5 также может иметь больше двух ступеней, как показано на фиг. 3a – 3c и на фиг. 8a – 9c. Ступени рифленой формы показаны в виде кругового сегмента на фиг. 9a – 9c. Длина кругового сегмента со ступенями рифленой формы на фиг. 9a – 9c является одной и той же длиной. Однако эти длины также могут отличаться друг от друга.
Переходная секция на фиг. 1a, 1c, 1d, 2, 3a – 3c и 8a – 8c оканчивается краевой боковой секцией 7. Однако переходная секция также может оканчиваться верхней боковой поверхностью 6, как показано на фиг. 1e. Переходная секция также может оканчиваться ступенью рифленой формы, как показано на фиг. 9a – 9c.
Верхняя боковая поверхность 6a первой ступени накладок 1, 1' на фиг. 1a – 3a, 3c, 8a и 8c более чем в три раза шире верхних боковых поверхностей 6 следующих ступеней. Однако верхняя боковая поверхность 6a первой ступени также может иметь точно такую же ширину, как и верхняя боковая поверхность (верхние боковые поверхности) следующей ступени (следующих ступеней).
Наклоны верхних боковых поверхностей 6 и краевых боковых поверхностей 7 ступеней рифленой формы определяются на фиг. 9a и 9c соединительными линиями между высшими точками пиков 51 волны и самыми глубокими точками впадин 52 волны. На фиг. 9c в качестве примера обозначены только один пик 51 волны и одна впадина 52 волны. Однако следует принять во внимание, что на фиг. 9c показаны множество пиков 51 волны и впадин 52 волны. На фиг. 9a – 9c верхняя боковая поверхность 6a первой ступени накладки 1 более чем в три раза шире верхних боковых поверхностей 6 следующих ступеней. Однако верхняя боковая поверхность 6a первой ступени также может иметь точно такую же ширину, как и верхняя боковая поверхность (верхние боковые поверхности) следующей ступени (следующих ступеней).
Накладки 1, 1' на фиг. 1a – 3a, 3c, 8a, 8c, 9a и 9c также являются тонкими у перехода от верхней боковой поверхности 6a первой ступени к краевой боковой поверхности 7 первой ступени. В частности, они имеют толщину 0,05 – 0,35 мм. Как видно на фиг. 3a – 3c и 8a – 9c, различия в толщине предмета мебели, связанные с изготовлением, можно легко компенсировать с помощью накладки 1, 1', где верхняя боковая поверхность 6a шире верхних боковых поверхностей 6 следующих ступеней. Особым преимуществом является то, что для подгонки накладки 1 и ее установки заподлицо с предметом мебели, как показано на фиг. 3a, 8a и 9a, необходимо удалить только тонкую первую ступень 6a. Это ясно из фиг. 3c, 8c и 9c, каждая из которых является увеличением областей, обозначенных окружностью на фиг. 3a, 8a или 9a. В случае накладки 1', которая имеет две переходные секции 5, спускающиеся к противоположным краям тела 2, для установки накладки заподлицо с предметом мебели необходимо удалить две тонкие первые ступени 6a. Таким образом, в переходной секции 5 не будет декорирована только узкая секция, что не оказывает значительного влияния на зрительное восприятие накладок 1, 1'. Кроме того, обеспечивается, по существу, плавный переход от накладок 1, 1' к предмету мебели. Накладка 1' может быть очень точно подогнана, так чтобы она была расположена заподлицо с верхней и нижней сторонами предмета мебели.
Кроме того, верхние боковые поверхности 6 и краевые боковые поверхности 7 ступеней, следующих за первой ступенью, имеют на фиг. 3a и 3b одну и ту же ширину. Таким образом, накладка 1 имеет скос в переходной секции 5. Накладка 1' соответственно имеет два скоса. Варьируя ширины верхних боковых поверхностей 6 и краевых боковых поверхностей 7 в переходной секции 5 накладок 1, 1', также можно получить, в частности, закругленные и образованные по-иному переходные секции 5.
Накладка 1 с закругленной переходной секцией 5 на мебельной панели показана на фиг. 8a – 8c. Переходная секция 5 из фиг. 8a показана в увеличенном виде на фиг. 8c. В переходной секции на фиш. 8a – 8c верхние боковые поверхности 6, следующие за первой ступенью, имеют частично разные ширины. Кроме того, верхние боковые поверхности 6, 6a и краевые боковые поверхности 7 имеют разные наклоны. Таким образом, может быть получена закругленная переходная секция 5. В этом случае краевые боковые поверхности 7 наклонены таким образом, что наименьшие углы краевых боковых поверхностей 7 относительно нижней стороны, прикрепленной к мебельной панели, составляют в среднем от 46° до меньше чем 90°. Верхние боковые поверхности 6, 6a на фиг. 8a – 8c наклонены относительно нижней стороны в среднем больше чем на 0° и меньше чем на 45°. В отличие от фиг. 8a, фиг. 8b показывает накладку 1 мебельной панели после удаления выступающей части первой ступени.
На фиг. 9a – 9c показан вариант накладки 1из фиг. 8a – 8c с закругленной переходной секцией на мебельной панели, причем ступени переходной секции 5 имеют рифленую форму. Здесь указанные ступени закругленной формы следуют друг за другом. Каждая ступень закругленной формы имеет пик 51 волны, обозначенный на фиг. 9c в качестве примера для одной ступени. Между последовательными ступенями расположена впадина 52 волны, обозначенная на фиг. 9c в качестве примера для одной ступени. Самая глубокая точка впадины 52 волны предпочтительно является точкой, в которой две последовательные ступени рифленой формы контактируют друг с другом. Ступени рифленой формы показаны в виде круговых сегментов на фиг. 9a – 9c. Следовательно, самая глубокая точка впадины 52 волны на фиг. 9c предпочтительно является точкой, в которой два круговых сегмента контактируют друг с другом. Как описано выше, наименьшие углы ступеней рифленой формы измеряются относительно нижней стороны, в каждом случае с учетом соединительных линий от пиков 51 волны до самых глубоких точек впадин 52 волны.
Верхние боковые поверхности 6, 6a на фиг. 1a, 1b, 1e, 3a, 3b и 3c наклонены относительно нижней стороны таким образом, что наименьшие углы верхней боковой поверхности 6, 6a относительно нижней стороны 3 в среднем больше 0° и меньше 45°. Здесь все верхние боковые поверхности 6 имеют один и тот же угол. Количество ступеней в переходной секции 5 может уменьшаться за счет большего наклона верхних боковых поверхностей 6, 6a. На фиг. 1c верхние боковые поверхности 6, 6a имеют разные углы относительно нижней стороны 3. В этом случае угол верхней боковой поверхности 6 второй ступени составляет от 10° до 45°, и угол верхней боковой поверхности 6 третьей ступени составляет от -10° до -45°. Угол верхней боковой поверхности 6 второй ступени изменяется на фиг. 1d, но в среднем составляет от 5° до 45°. Таким образом, можно получить структуру в виде поддона, которая легко удерживает печатаное декорирование.
Краевые боковые поверхности 7 наклонены относительно нижней стороны 3, так что наименьшие углы краевых боковых поверхностей относительно нижней стороны 3 составляют в среднем от 46° до меньше чем 90°, в частности, до 80°. На эти поверхности может быть более легко нанесено декорирование с помощью процессов цифровой печати, в частности, процесса струйной печати, за счет наклона краевых боковых поверхностей 7.
Верхние боковые поверхности 6, 6a и краевые боковые поверхности 7 на фиг. 1a – 3c и 8a – 8c также имеют шероховатость 10 мкм. Таким образом, достигается восприятие накладки, имеющей глянцево-матовую поверхность. Ступени рифленой формы на фиг. 9a – 9c имеют шероховатость 10 мкм. Таким образом, достигается восприятие накладки, имеющей глянцево-матовую поверхность.
Нижняя сторона 3 накладки 1 на фиг. 3a – 3c и фиг. 8a – 9c также имеет слой другого цвета, в частности, более темного, чем цвет тела 2. Таким образом, уменьшается различие цветов обрабатываемой первой ступени и декорирования, наносимого посредством печати на накладку 1. Это также может быть достигнуто с помощью многослойной, в частности, двухслойной накладки 1, где слой, содержащий нижнюю сторону, является самым темным. Нижняя сторона 3 также имеет плавящийся слой.
На фиг. 4, 5 и 6 показаны различные варианты способа по изобретению для производства накладки 1 по изобретению. Во всех вариантах накладка 1 изготавливается из материала, состоящего из пластика. В качестве пластиков могут использоваться вышеупомянутые пластики.
Общим для всех вариантов является то, что тело 2 образовано из пластика. Тело 2 образовано в форме непрерывной ленты. Здесь образованное тело 2 имеет нижнюю сторону 3, которая может быть прикреплена к предмету мебели, причем верхняя сторона 4 направлена от нижней стороны 3, и переходная секция 5 спускается к краю тела 2.
Переходная секция 5 образованного тела 2 ступенчато спускается к краю тела 2 и, к примеру, имеет, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность, причем верхние боковые поверхности наклонены независимо друг от друга относительно нижней стороны 3, так что наименьшие углы верхних боковых поверхностей относительно нижней стороны 3 составляют в среднем 20° в каждом случае, и краевые боковые поверхности наклонены независимо друг от друга относительно нижней стороны 3, так что наименьшие углы краевых боковых поверхностей относительно нижней стороны 3 составляют в среднем 75°.
В этом случае в отношении возможных вариантов тела 2, в частности, переходной секции 5 и верхней боковой поверхности первой ступени выше приведена ссылка на варианты выполнения накладки 1 по изобретению.
На фиг. 4 тело 2 образуется непосредственно посредством экструзии профилированных изделий с помощью экструдера 10. Преимуществом этого варианта является то, что накладки 1 можно изготавливать рентабельным образом в малых объемах.
Далее на тело 2 наносят декорирование 8. На фиг. 4 декорирование 8 наносят посредством цифровой печати с помощью цифровой печатающей головки 11 для цифровой печати, предпочтительно струйной печатающей головки. В этом случае печатающая головка 11 для цифровой печати также может быть наклонена для обеспечения улучшенного нанесения печати на переходную секцию 5 тела 2. Для обеспечения оптимального визуального восприятия накладки 1 можно использовать множество печатающих головок 11 с различным наклоном. Здесь декорирование 8 на верхней стороне 4 тела 2 является равномерным, включая сюда переходную секцию 5, и полностью покрывает верхнюю сторону 4 тела 2 накладки 1.
Если требуется, в дополнение к декорированию 8 или вместо него на верхней стороне 4 тела 2 может быть выполнена структура. Структура может быть, например, выдавленной с помощью тиснильного вала в верхней стороне 4 тела 2. Выпуклые структуры могут быть нанесены, например, с помощью структурного лака на верхней стороне 4 тела 2. Для нанесения структурного лака можно использовать печатающую головку, например, цифровую печатающую головку. Выпуклые структуры также можно наносить с помощью наложения структурированной пленки на верхнюю сторону 4 тела 2. Тело 2 предпочтительно также имеет структуру, которая является равномерной на верхней стороне тела 2 накладки 1, включая сюда переходную секцию 5.
Накладка 1, показанная на фиг. 4, режется режущим устройством 12 поперек направления экструзии с равными интервалами. Таким образом, к примеру, можно получать накладки равной длины. Далее накладка 1 свертывается для хранения и транспортирования (не показана).
Согласно другому способу по изобретению, показанному на фиг. 5a, сначала изготавливают ленту 100, которая имеет некоторую толщину, продольное направление L, верхнюю поверхность 104 и нижнюю поверхность 103, образованные с помощью экструдера 110. Далее в тиснильном устройстве 20 в верхней поверхности 104 ленты 100 выдавливается ступенчатая канавка 105. С этой целью тиснильное устройство 20 оснащено валами 21 и 21'. Здесь вал 21 является тиснильным валом, который выдавливает ступенчатую канавку 105 в ленте 100. В результате получают ленту 101 с канавкой. Тиснильное устройство 20, например, может быть спроектировано в виде каландра.
Здесь лента 100 экструдируется в виде расплава пластика, который, по меньшей мере, на верхней поверхности имеет температуру выше его температуры размягчения по Вику, которую измеряют по DIN EN ISO 306:2014-03, процесс B50. В конечном счете, лента 101 с канавкой охлаждается, при этом в ленте 100 могут быть выдавлены структуры с очень высокой точностью размеров. Как преимущество, лента 101 с канавкой охватывает тиснильный вал 21 (не показано).
Ступенчатая канавка 105, выдавленная в ленте 100, имеет глубину ступенчатой канавки и ступенчатое сечение. На фиг. 5a сечение ступенчатой канавки 105 имеет на обеих сторонах ступенчатой канавки 105 две ступени с верхней боковой поверхностью 106, 106a и краевой боковой поверхности 107 на одну ступень, при этом спуски обозначены только с одной стороны. Однако сечение ступенчатой канавки 105 может иметь ступени только на одной стороне ступенчатой канавки. Однако в ленте 100 могут быть выдавлены несколько ступенчатых канавок 105, в частности, две, пять, десять, пятнадцать и более. В тиснильном устройстве в добавление к ступенчатой канавке 105 и дополнительной прямой канавке (дополнительным прямым канавкам) в ленте 100 также может быть выдавлена структура (не показано).
Сечение ленты 101 с канавкой по плоскости Vb показано на фиг. 5b. На фиг. 5b сечение ступенчатой канавки105 имеет две ступени с обеих сторон. Верхняя сторона 106a является самой глубокой выдавленной ступени имеет ширину 3 мм. Верхняя сторона 106 следующей ступени имеет ширину 0,05 мм. Следовательно, верхняя сторона 6a шире, чем верхняя сторона 106. Верхний стороны 106a и 106 в среднем имеют угол 20° относительно нижней поверхности 103. Краевые боковые поверхности 107 имеют угол 75° относительно нижней поверхности 103. Однако сечение может иметь больше ступеней, например, по меньшей мере, пять, по меньшей мере, десять или, по меньшей мере, двадцать.
Ступенчатая канавка 105, выдавленная в ленте 100, имеет в самом тонком месте толщину 0,1 мм.
В дополнение к ступенчатой канавке 105 в ленте 100 или в ленте 101 с канавкой также могут быть выдавлены одна или множество прямых канавок, в частности, две, пять, десять, пятнадцать или более (не показано).
На фиг. 5a на верхнюю сторону ленты 101 с канавкой нанесено декорирование с помощью печатающей головки 11. Печатающая головка 11 является цифровой печатающей головкой, в частности, струйной печатающей головкой. Здесь декорирование является равномерным по поверхности 104 ленты 101 с канавкой. С помощью других печатающих головок (не показаны) также могут быть нанесены структурный и/или глянцевый лак. Можно использовать множество печатающих головок 11. Все головки или некоторые из них также могут быть наклонены.
Далее ленту 101 с канавкой, показанную на фиг. 5, разделяют в продольном направлении L, в результате чего получают две накладки 1 с образованными телами 2. С этой цель используется режущее устройство 13, показанное на фиг. 5. Здесь ленту 101 с канавкой режут по ступенчатой канавке 105 вдоль линии с наибольшей глубиной ступенчатой канавки. В отличие от резки лента 101 с канавкой также может быть разорвана вдоль ступенчатой канавки 105 в продольном направлении L. Если лента 101 с канавкой имеет множество ступенчатых канавок 105 и дополнительно одну или множество прямых канавок, ленту 101 с канавкой режут в режущем устройстве 13 соответствующее множество раз в продольном направлении. Эти резы выполняют вдоль прямых канавок и вдоль ступенчатых канавок 105.
И, наконец, на фиг. 5a полученные накладки 1 режут в режущем устройстве 12 поперек продольного направления L с равными интервалами. Затем накладки 1 свертывают для хранения и транспортирования (не показано).
Преимущество варианта из фиг. 5a способа по изобретению состоит в том, что за один рабочий процесс может быть образовано множество накладок 1. Здесь накладки 1 изготавливаются с максимальным использованием материала.
По другому варианту способа по изобретению, который не показан, также может экструдироваться непрерывная кромочная лента, которая приблизительно соответствует ленте 100 из варианта, показанного на фиг. 5a, но является более узкой и имеет ширину, приблизительно равную ширине накладки 1. В дальнейшем полоса 1 с переходной секцией 5 может быть получена посредством механической обработки кромочной ленты, например, посредством фрезерования, тепловой обработки лазером или струей среды, в частности, водяной струей. Как вариант, переходная секция 5 также может быть выдавлена в кромочной ленте. Что касается нанесения декорирования 8 и выполнения последующих этапов, дается ссылка на варианты выполнения согласно компоновке на фиг. 4.
На фиг. 6a и 6b показан другой вариант способа по изобретению, в котором тело 2, содержащее нижнюю сторону 3 и верхнюю сторону 4 и переходную секцию 5, образовано с помощью литья под давлением. Переходная секция 5, показанная на фиг. 6a, имеет две ступени с носообразным выступом. Описание переходной секции 5 из фиг.4 соответственно относится к переходной секции на рассматриваемых фигурах.
В другом варианте выполнения способа по изобретению, показанному на фиг. 6a и 6b, пластик нагнетается в инструмент 30, состоящий из полуформ 31 и 32, через литьевое сопло (литьевые сопла) 33. После охлаждения пластика в форме полученное тело 2 удаляют из инструмента 30. В дальнейшем на тело наносят декорирование и, по усмотрению, глянец, как описано выше со ссылкой на фиг. 4 (не показано). В результате получают накладку 1.
На фиг. 6a показан разрез инструмента 30 для литья под давлением, где плоскость реза проходит таким образом, что продольное направление тела 2 перпендикулярно плоскости реза. Фиг. 6b показывает другой разрез такого же инструмента 30 для литья под давлением, где плоскость реза проходит перпендикулярно плоскости реза на фиг. 6a и в то же самое время перпендикулярно поверхности 4 тела 2. На фиг. 6b также можно видеть, что верхняя сторона 4 тела 2 также ступенчато спускается у концов в продольном направлении тела 2 к краю и, таким образом, образует ступенчатый конец 9. Здесь форма ступенчатого конца 9 точно такая же, как и форма переходной секции 5.
Тиснильный вал 21, используемый в тиснильном устройстве 20, может иметь другую конструкцию. Общим для различных вариантов является то, что они имеют выпуклую реберную структуру, проходящую по поверхности вала. Реберная структура имеет высоту ребра и ступенчатое сечение, которое имеет, по меньшей мере, на одной стороне реберной структуры, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность, причем верхние боковые поверхности выровнены независимо друг от друга относительно поверхности вала, так что наименьшие углы верхних боковых поверхностей относительно поверхности вала составляют в среднем от -45° до 75°, в частности, от -45° до 45°, и краевые боковые поверхности наклонены независимо друг от друга относительно поверхности вала, так что наименьшие углы краевых боковых поверхностей относительно поверхности вала составляют в среднем от 20° до меньше чем 90°, в частности, от 46° до меньше чем 90°, в частности, до 80°. Здесь количество выпуклых реберных структур со ступенчатым сечением соответствует количеству ступенчатых канавок, которые должны быть выдавлены в ленте.
Для того чтобы также выдавить прямые канавки в ленте, тиснильный вал также дополнительно может иметь выпуклые реберные структуры с прямым сечением. Здесь количество реберных структур с прямым сечением соответствует количеству прямых канавок, которые должны быть выдавлены в ленте.
На фиг. 7 в качестве примера показан тиснильный вал 21'', который также имеет ножевое кольцо 24 и выдавливающие элементы 25. Здесь ножевое кольцо 24 расположено по центру в окружном направлении на реберной структуре 22. Благодаря наличию ножевого кольца 24 реберная структура 22 имеет общую высоту, по меньшей мере, 90% от рабочего зазора. На фиг. 7 высота ребра выбрана таким образом, что заготовка, в которой вал выполняет выдавливание, например, лента, имеет толщину 50 мкм в самой глубокой выдавливаемой точке. При этом ножевое кольцо не требуется. Реберная структура 22 тиснильного вала 21'' имеет с обеих сторон ступенчатое сечение 23, которое обозначено только с одной стороны на фиг. 7. Ступенчатое сечение реберной структуры 22 идентично с обеих сторон и соответствует ступенчатому сечению 23. На фиг. 7 реберная структура со ступенчатым сечением тиснильного вала 21'' в качестве примера имеет две ступени. Однако реберная структура со ступенчатым сечением тиснильного вала 21'' может иметь большее количество ступеней. Кроме того, тиснильный вал может быть спроектирован, как описано выше со ссылкой на фиг. 5a.
Тиснильный вал 21'', показанный на фиг. 7, также имеет тиснильные элементы 25. С помощью тиснильных элементов 25 может быть выдавлена структура в заготовке, например, в ленте на том же этапе, на котором выполняется тиснение ступенчатой канавки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТИСНИЛЬНЫЙ ВАЛИК С ОБОГРЕВОМ | 2009 |
|
RU2486304C2 |
| СТРУКТУРА ПЕРЕДНЕЙ ЧАСТИ ДЛЯ ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2554174C1 |
| ПРЕДМЕТ УЛИЧНОЙ МЕБЕЛИ | 2019 |
|
RU2768883C1 |
| НАПОЛЬНАЯ ПАНЕЛЬ, ИМЕЮЩАЯ ТЕКСТУРНЫЕ ЗОНЫ НА ВЕРХНЕЙ СТОРОНЕ | 2020 |
|
RU2819092C2 |
| ТРЕХМЕРНОЕ ТИСНЕНИЕ | 2007 |
|
RU2426649C1 |
| ПРЕДМЕТ СИДЯЧЕЙ МЕБЕЛИ (ВАРИАНТЫ) И СПОСОБ СБОРКИ ПРЕДМЕТА СИДЯЧЕЙ МЕБЕЛИ | 2020 |
|
RU2813408C2 |
| КОНИЧЕСКИЙ МЕТАЛЛИЧЕСКИЙ СТАКАН И СПОСОБ ЕГО ФОРМОВАНИЯ | 2019 |
|
RU2781951C1 |
| УСТРОЙСТВО И СПОСОБ ДЕКОРИРОВАНИЯ ОБЪЕКТОВ | 2018 |
|
RU2760404C2 |
| СИСТЕМА ПОЛА ДЛЯ ФЮЗЕЛЯЖНОЙ ЧАСТИ ВОЗДУШНОГО СУДНА | 2009 |
|
RU2494916C2 |
| ПОДДОН ДЛЯ ТРАНСПОРТИРОВКИ НА НЕМ ПРОДУКТОВ | 2013 |
|
RU2676804C2 |
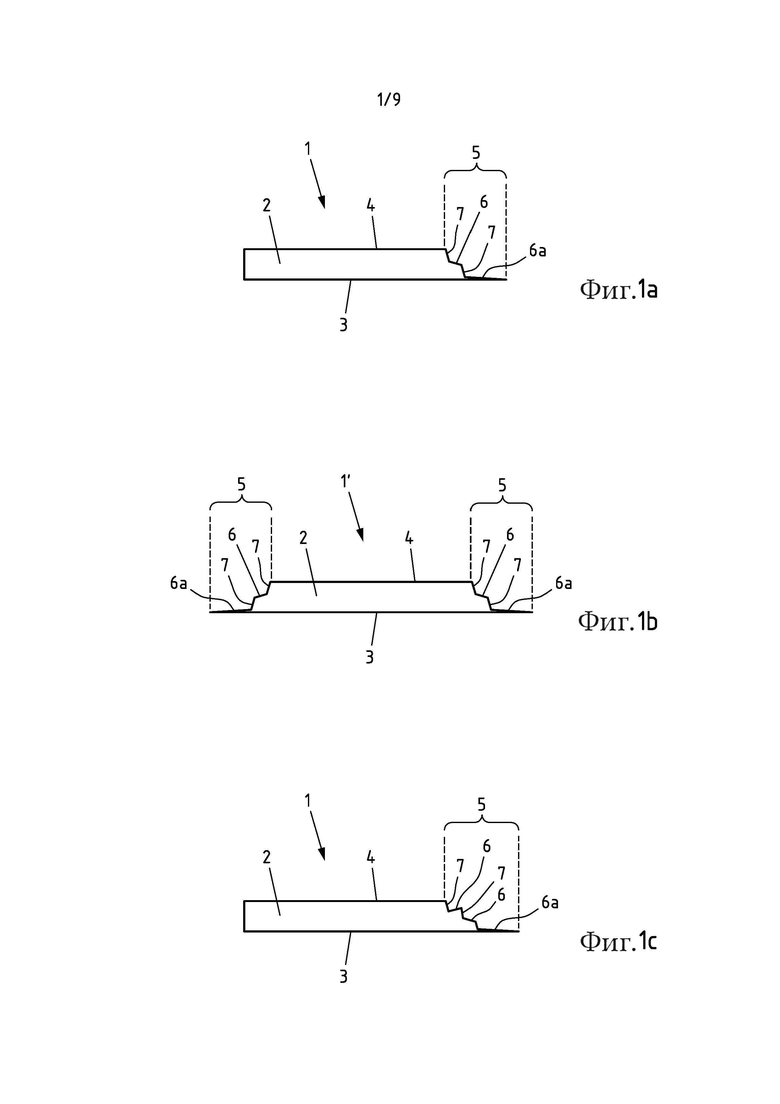
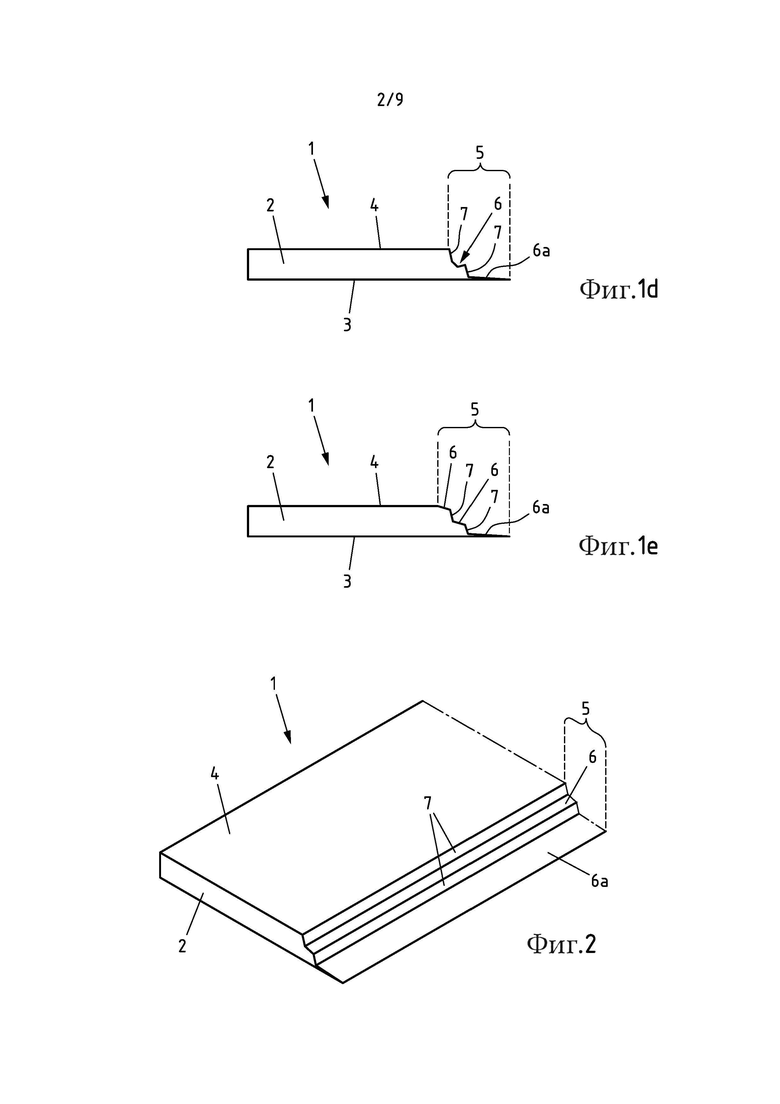
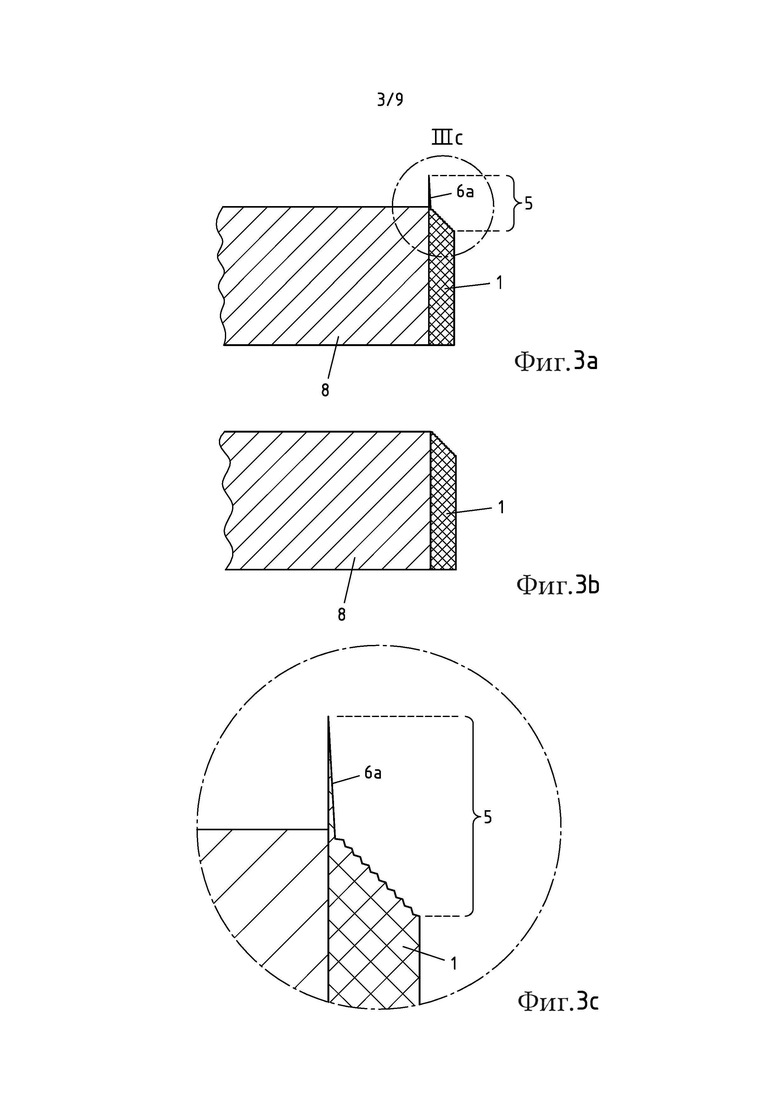

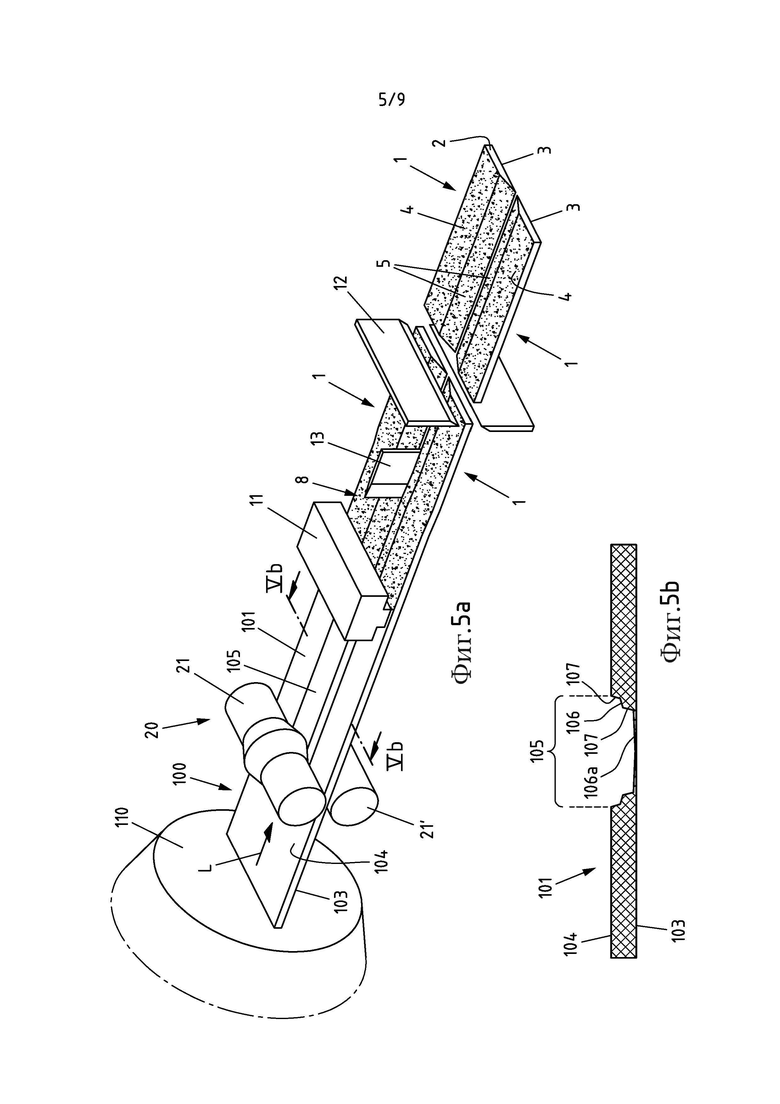
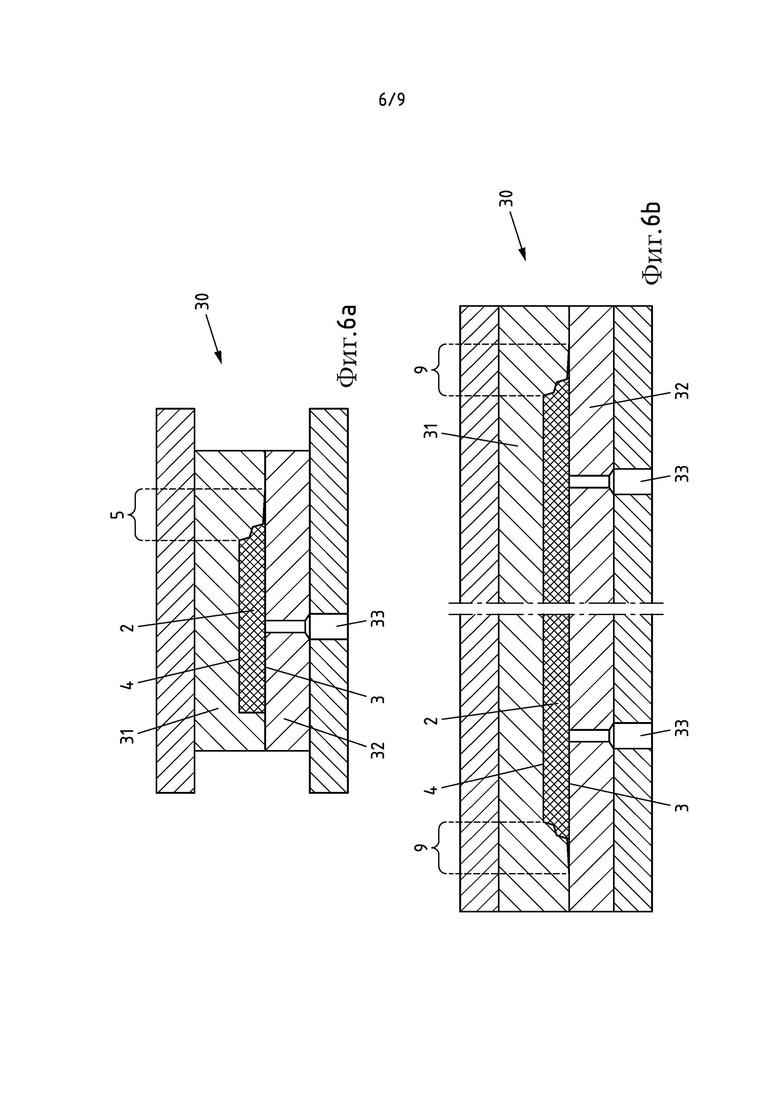
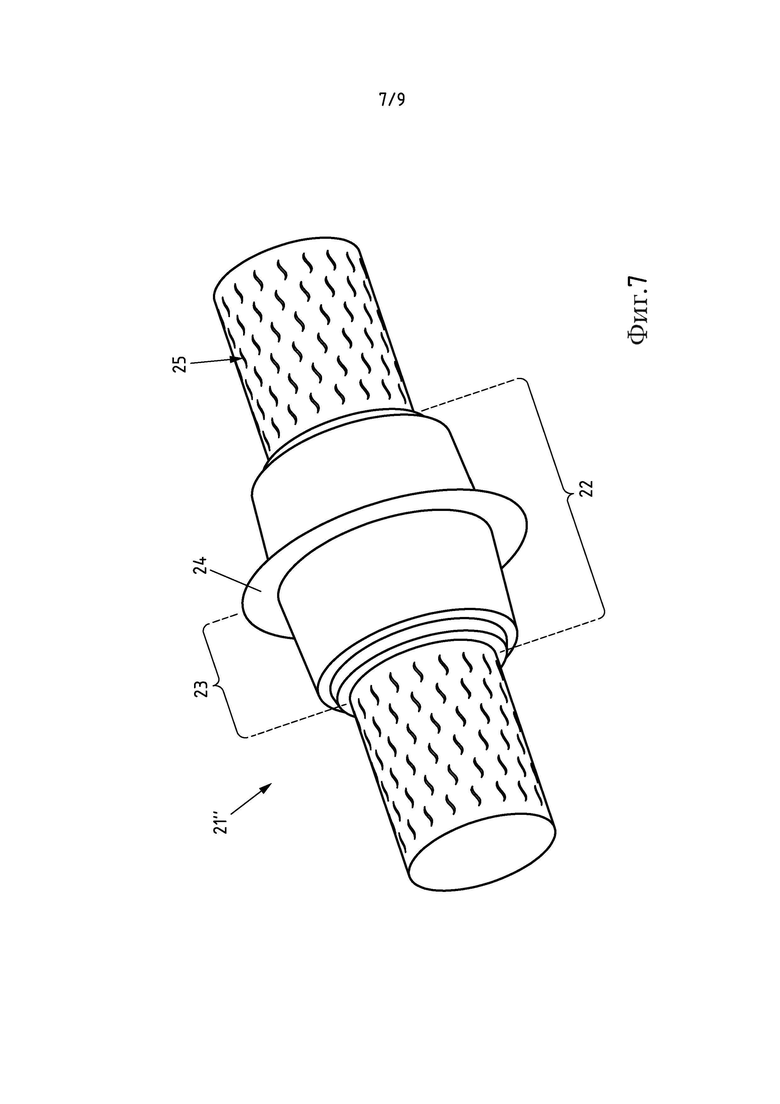

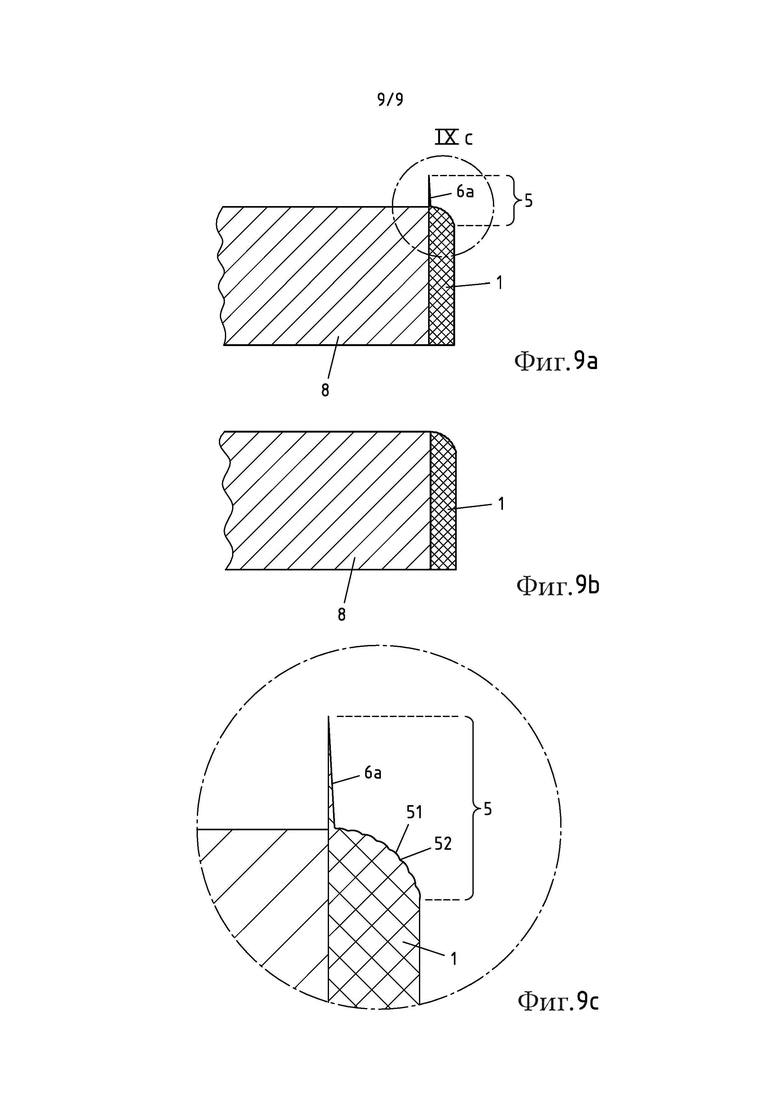
Группа изобретений относится к накладке для предметов мебели, способу изготовления накладки, тиснильному валу для изготовления накладок. Техническим результатом является повышение эксплуатационных характеристик в отношении нанесения декорирования. Накладка для предметов мебели имеет тело с нижней стороной, которая прикреплена к предмету мебели, и с верхней стороной, обращенной от нижней стороны, причем верхняя сторона имеет по меньшей мере одну переходную секцию, спускающуюся к краю тела. Переходная секция спускается ступенчато к краю тела, имеет две ступени, каждая из которых имеет верхнюю и краевую боковые поверхности на ступень. Верхние боковые поверхности выровнены независимо друг от друга относительно нижней стороны, так что наименьшие углы верхних боковых поверхностей относительно нижней стороны составляют в среднем от -45° до 75°, в частности от -45° до 45°. Краевые боковые поверхности наклонены независимо друг от друга относительно нижней стороны, так что наименьшие углы краевых боковых поверхностей относительно нижней стороны составляют в среднем от 20° до меньше чем 90°, в частности от 46° до меньше чем 90°, в частности до 80°. 3 н. и 29 з.п. ф-лы, 9 ил.
1. Накладка (1, 1') для предметов мебели, имеющая тело (2) с нижней стороной (3), которая прикреплена к предмету мебели, и с верхней стороной (4), обращенной от нижней стороны (3), причем верхняя сторона (4) имеет, по меньшей мере, одну переходную секцию (5), спускающуюся к краю тела (2), отличающаяся тем, что переходная секция (5) спускается ступенчато к краю тела (2), причем переходная секция (5) имеет, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность (6, 6a) и краевую боковую поверхность (7) на ступень, причем верхние боковые поверхности (6, 6a) выровнены независимо друг от друга относительно нижней стороны (3), так что наименьшие углы верхних боковых поверхностей (6, 6a) относительно нижней стороны (3) составляют в среднем от -45° до 75°, в частности, от -45° до 45°, и краевые боковые поверхности (7) наклонены независимо друг от друга относительно нижней стороны (3), так что наименьшие углы краевых боковых поверхностей (7) относительно нижней стороны (3) составляют в среднем от 20° до меньше чем 90°, в частности, от 46° до меньше чем 90°, в частности, до 80°.
2. Накладка (1, 1') по п. 1, отличающаяся тем, что переходная секция (5) имеет, по меньшей мере, пять ступеней, в частности, по меньшей мере, двадцать ступеней или, по меньшей мере, пятьдесят ступеней или, по меньшей мере, восемьдесят ступеней или, по меньшей мере, сто ступеней, каждая из которых имеет верхнюю боковую поверхность (6, 6a) и краевую боковую поверхность (7) на ступень.
3. Накладка (1, 1') по любому из пп. 1 или 2, отличающаяся тем, что верхняя боковая поверхность (6a) первой ступени продолжается вверх до края тела (2), причем длина верхних боковых поверхностей (6, 6a) ступеней является идентичной и определяется длиной накладки (1, 1'), причем верхняя боковая поверхность (6a) первой ступени имеет бóльшую ширину, чем верхняя боковая поверхность (6) следующей ступени и/или следующих ступеней.
4. Накладка (1, 1') по п. 3, отличающаяся тем, что ширина верхней боковой поверхности (6a) первой ступени, по меньшей мере, в два раза больше, в частности, по меньшей мере, в три раза больше ширины верхней боковой поверхности (6) следующей ступени и/или следующих ступеней и, в частности, составляет 0,1 - 30 мм или 0,1 - 15 мм или 0,1 - 10 мм или 0,1 - 5 мм или 0,25 мм - 4 мм или 0,3 - 3 мм.
5. Накладка (1, 1') по любому из пп. 3 или 4, отличающаяся тем, что ширина верхней боковой поверхности (6) ступени, следующей за первой ступенью и/или ступеней, следующих за первой ступенью, составляет 0,01 - 1 мм, в частности, 0,1 - 0,5 мм или 0,01 - 0,2 мм.
6. Накладка (1, 1') по любому из пп. 3 - 5, отличающаяся тем, что тело (2) имеет на переходе от верхней боковой поверхности (6a) первой ступени к краевой боковой поверхности (7) первой ступени толщину 0,01 - 3 мм, предпочтительно 0,05 - 1 мм, более предпочтительно 0,05 - 0,3 мм.
7. Накладка (1, 1') по любому из предыдущих пунктов, отличающаяся тем, что тело (2) имеет ширину 9 - 150 мм, в частности, 9 - 100 мм или 9 - 85 мм или 16 - 60 мм.
8. Накладка (1, 1') по любому из предыдущих пунктов, отличающаяся тем, что тело (2) накладки (1, 1') содержит, по меньшей мере, один материал или состоит из материала, который содержит, по меньшей мере, один пластик, причем пластик, в частности, выбран из группы, состоящей из сополимера акрилонитрил бутадиен-стирола, полиэтилена, сшитого полиэтилена (PE-X), полипропилена, полиамида, поливинилхлорида, поликарбоната, бутадиен-стирола, полиэтилентерефталата, полиметилметакрилата, древесно-пластикового композитного материала и их смесей.
9. Накладка (1, 1') по любому из предыдущих пунктов, отличающаяся тем, что верхняя сторона (4) тела (2), в частности, включая сюда переходную секцию (5), имеет декорирование (8), или только переходная секция (5) имеет декорирование, или верхняя сторона (4) тела (2) без переходной секции (5) имеет декорирование (8).
10. Накладка (1, 1') по п. 9, отличающаяся тем, что декорирование (8) покрывает верхнюю сторону (4) тела (2) полностью или частично и/или, что декорирование (8) на верхней стороне (4) тела (2) в переходной секции (5) отличается от декорирования (8) на верхней стороне (4) остальной части тела (2).
11. Накладка (1, 1') по любому из пп. 9 или 10, отличающаяся тем, что декорирование (8) выполнено посредством печати, в частности, цифровой печати.
12. Накладка (1, 1') по любому из предыдущих пунктов, отличающаяся тем, что верхняя сторона (4) тела (2), в частности, включая сюда переходную секцию (5), имеет структуру или только переходная секция (5) имеет структуру, или верхняя сторона (4) тела (2) без переходной секции (5) имеет структуру, и/или, что верхняя сторона (4) тела (2), в частности, включая сюда переходную секцию (5), имеет глянец, или только переходная секция (5) имеет глянец, или только верхняя сторона (4) тела (2) без переходной секции (5) имеет глянец.
13. Накладка (1, 1') по п. 12, отличающаяся тем, что структура имеет глубину до 400 мкм, в частности, 1 - 300 мкм или 10 - 200 мкм или 15 - 100 мкм и/или, что структура является выдавленной и/или является структурным лаком.
14. Накладка (1, 1') по любому из предыдущих пунктов, отличающаяся тем, что тело (2) накладки (1, 1') имеет множество слоев, в частности, два или три слоя.
15. Накладка (1, 1') по п. 14, отличающаяся тем, что слои содержат различные материалы, и/или тело (2) может быть получено соэкструзией.
16. Накладка (1, 1') по п. 15, отличающаяся тем, что тело (2) накладки (1, 1') имеет верхний слой, причем верхний слой является декоративным основанием, и/или, что накладка (1, 1') имеет нижний слой, причем нижний слой содержит функциональный слой, в частности, плавящийся слой.
17. Способ изготовления накладки (1, 1') по любому из пп. 1 - 16, в котором тело (2), имеющее нижнюю сторону (3) и верхнюю сторону (4) с переходной секцией (5), образовано, по меньшей мере, из одного материала.
18. Способ по п. 17, отличающийся тем, что включает в себя этап экструзии, в частности, этап соэкструзии.
19. Способ по любому из пп. 17 или 18, отличающийся тем, что тело (2) образовано с помощью экструзии профилированных изделий, по меньшей мере, из одного материала.
20. Способ по любому из пп. 17 или 18, включающий в себя следующие этапы:
a. изготовление, в частности, с помощью экструзии или соэкструзии, ленты (100), по меньшей мере, из одного материала, имеющей толщину, продольное направление (L), верхнюю поверхность (104) и нижнюю поверхность (103),
b. выполнение, в частности, выдавливание, по меньшей мере, одной ступенчатой канавки (105) в верхней поверхности (104) ленты (100), в результате чего получают ленту (101) с канавкой,
c. разделение, в частности, резка или разрывание, ленты (101) с канавкой в продольном направлении (L), в результате чего получают, по меньшей мере, одно тело (2),
причем
ступенчатая канавка (105) имеет глубину ступенчатой канавки и сечение ступенчатой канавки, которое имеет, по меньшей мере, на одной стороне ступенчатой канавки (105), по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность (106, 106a) и краевую боковую поверхность (107) на ступень, причем верхние боковые поверхности (106, 106a) выровнены независимо друг от друга относительно нижней поверхности (103), так что наименьшие углы верхних боковых поверхностей (106, 106a) относительно нижней поверхности (103) составляют в среднем от -45° до 75°, в частности, от -45° до 45°, и краевые боковые поверхности (107) наклонены независимо друг от друга относительно нижней поверхности (103), так что наименьшие углы краевых боковых поверхностей (107) относительно нижней поверхности (103) составляют в среднем от 20° до 90°, в частности, от 46° до менее чем 90°, в частности, до 80°, и глубина ступенчатой канавки составляет, по меньшей мере, 70%, предпочтительно, по меньшей мере, 80% толщины ленты (100).
21. Способ по п. 20, отличающийся тем, что в ленте (100) дополнительно выполнена, по меньшей мере, одна прямая канавка, причем прямая канавка имеет глубину прямой канавки, по меньшей мере, 70%, в частности, по меньшей мере, 80% от толщины ленты (100), и прямой профиль и, в частности, продолжается, по существу, параллельно ступенчатой канавке (105).
22. Способ по любому из пп. 20 или 21, отличающийся тем, что, по меньшей мере, одна ступенчатая канавка (105) и дополнительно, по меньшей мере, одна прямая канавка выполнены в ленте (100) независимо друг от друга, так что лента (101) с канавкой в самой глубокой точке, по меньшей мере, одной ступенчатой канавки (105) и в самой глубокой точке дополнительной, по меньшей мере, одной прямой канавки имеет независимые друг от друга толщину 3 мм или менее, в частности, от 1 мкм до 1 мм или от 10 мкм до 500 мкм или от 50 мкм до 100 мкм и/или, что, по меньшей мере, одна ступенчатая канавка (105) и дополнительная, по меньшей мере, одна прямая канавка выполнены посредством выдавливания.
23. Способ по любому из пп. 20 - 22, отличающийся тем, что в каждом случае в ленте (100) выполнены, по меньшей мере, две, по меньшей мере, пять, по меньшей мере, десять или, по меньшей мере, пятнадцать ступенчатых канавок (105).
24. Способ по любому из пп. 20 - 23, отличающийся тем, что ступенчатое сечение ступенчатой канавки (105) имеет, по меньшей мере, с одной стороны ступенчатой канавки (105), по меньшей мере, пять ступеней, в частности, по меньшей мере, двадцать ступеней или, по меньшей мере, пятьдесят ступеней или, по меньшей мере, восемьдесят ступеней или, по меньшей мере, сто ступеней, каждая из которых имеет верхнюю боковую поверхность (106, 106a) и краевую боковую поверхность (107) на ступень.
25. Способ по любому из пп. 20 - 24, отличающийся тем, что в каждом случае ступенчатая канавка (105) и/или прямая канавка находятся друг от друга на расстоянии 9 - 150 мм, в частности, 9 - 100 мм или 9 - 85 мм или 16 - 60 мм.
26. Способ по любому из пп. 20 - 25, отличающийся тем, что длина верхних боковых поверхностей (106, 106a) идентична ступеням ступенчатого сечения (105), и верхняя боковая поверхность (106a) самой глубокой полученной ступени ступенчатого сечения (105) имеет бóльшую ширину, чем менее глубоко выполненная ступень (106) или менее глубоко выполненные ступени (106).
27. Способ по п. 26, отличающийся тем, что ширина верхней боковой поверхности (106a) самой глубокой выполненной ступени, по меньшей мере, в два раза больше, в частности, по меньшей мере, в три раза больше ширины верхней боковой поверхности (106) менее глубоко выполненной ступени или менее глубоко выполненных ступеней и, в частности, составляет 0,1 - 30 мм или 0,1 - 15 мм или 0,1 - 10 мм или 0,1 - 5 мм или 0,25 - 4 мм или 0,3 - 3мм, и/или, что ширина верхней боковой поверхности (106) ступени, следующей за самой глубокой выполненной ступенью, или ступеней, следующих за самой глубокой выполненной ступенью, составляет 0,01 - 1 мм, в частности, 0,01 - 0,5 мм или 0,01 - 0,2 мм.
28. Способ по любому из пп. 20 - 27, отличающийся тем, что декорирование (8) наносят на ступенчатую ленту (101), в частности, декорирование (8) наносят на ступенчатую ленту (101) с помощью цифровой печати.
29. Способ по любому из пп. 17 или 18, отличающийся тем, что сначала экструдируется кромочная лента, в которой посредством механической обработки, в частности, посредством фрезерования, тепловой обработки лазерным лучом, обработки струей среды, например, водяной струей, или посредством выдавливания выполняют переходную секцию (5) таким образом, что формируется тело (2).
30. Способ по любому из пп. 17 или 18, отличающийся тем, что тело (2) формируется с помощью литья под давлением.
31. Способ по любому из пп. 19, 29 или 30, отличающийся тем, что декорирование (8) наносят на тело (2), в частности, с помощью цифровой печати.
32. Тиснильный вал (21, 21'') для изготовления накладок (1, 1') по способу по любому из пп. 20 - 29 в тиснильном устройстве (20), в частности, в каландере, с заданным рабочим зазором, содержащем рабочую часть вала с поверхностью вала и, по меньшей мере, одну выпуклую реберную структуру (22), которая продолжается по поверхности вала для выдавливания, по меньшей мере, одного выдавливания в ленте (100), отличающийся тем, что реберная структура (22) имеет высоту ребра поперек окружного направления рабочей части вала, ступенчатое сечение (23) которого имеет, по меньшей мере, на одной стороне реберной структуры, по меньшей мере, две ступени, каждая из которых имеет верхнюю боковую поверхность и краевую боковую поверхность на ступень, причем верхние боковые поверхности выровнены независимо дуг от друга относительно поверхности вала, так что наименьшие углы верхних боковых поверхностей относительно поверхности вала составляют в среднем от -45° до 75°, в частности, от -45° до 45°, причем краевые боковые поверхности наклонены независимо друг от друга относительно поверхности вала, так что наименьшие углы краевых боковых поверхностей относительно поверхности вала составляют в среднем от 20° до меньше чем 90°, в частности, от 46° до меньше чем 90°, в частности, до 80°, и высота рабочего зазора измеряется от поверхности вала, и высота ребра составляет, по меньшей мере, 70%, в частности, по меньшей мере, 80% от высоты рабочего зазора.
| Способ флотации волокна методом частичного электролиза оборотной воды бумагоделательных машин | 1960 |
|
SU141744A1 |
| Дверной затвор | 1939 |
|
SU59947A1 |
| Способ облицовывания кромок щитовых мебельных деталей искусственной кожей | 1987 |
|
SU1637754A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДМЕТА МЕБЕЛИ | 2003 |
|
RU2258448C2 |
| Облицовочный узел | 1987 |
|
SU1602431A1 |
| WO 2009053016 A1, 30.04.2009. | |||

