Область техники
Изобретение относится к тиснильному валу для изготовления волокнистых продуктов, особенно продуктов из тонкой бумаги (бумаги “тиссью”), нетканых материалов или гибридов из них, а предпочтительно - гигиенических и чистящих продуктов с предварительно определенными отличительными признаками, указанными в п. 1 формулы изобретения. Изобретение также относится к устройству для изготовления таких волокнистых продуктов, к способу изготовления многослойных волокнистых продуктов и к волокнистому продукту.
Предпосылки к созданию изобретения и описание аналогов и прототипа
Гигиенические или протирочные продукты в основном включают все виды тонкой бумаги: бумагу, крепированную в сухом состоянии; бумагу, крепированную в мокром состоянии; бумагу, сушеную путем прососа горячего воздуха (СпПГВ); набивки из целлюлозы, или волокнистой массы; или все виды нетканых материалов, или их сочетания; ламинаты или смеси из них. Типичные свойства этих гигиенических и протирочных продуктов включают: надежное поглощение энергии напряжения при растяжении, драпируемость, хорошую текстилеподобную гибкость, свойства, которые часто называют «объемной мягкостью», более высокую поверхностную мягкость и большой удельный объем при ощутимой толщине. Желательными являются: как можно более высокая способность к впитыванию жидкости и, в зависимости от применения, подходящая прочность в мокром и в сухом состояниях, а также визуально привлекательный внешний вид наружной поверхности продукта. Эти свойства, среди прочего, позволяют использовать эти гигиенические и протирочные продукты, например, в качестве чистящих салфеток, например: бумажных салфеток или салфеток из нетканого материала, чистящих салфеток для протирки ветрового стекла, технических протирочных салфеток, кухонной бумаги и т.п.; в качестве гигиенических продуктов, например: туалетной бумаги, бумажных носовых платков или носовых платков из нетканого материала, хозяйственных полотенец, полотенец и т.п.; в качестве косметических салфеток, например: салфеток для протирки лица, гигиенических прокладок или пеленок (следует отметить, что здесь упомянуты только некоторые продукты такого назначения). Кроме того, гигиенические и протирочные продукты могут быть сухими, влажными, мокрыми, набивными или предварительно обработанными каким-либо способом. Кроме того, гигиенические и протирочные продукты могут быть сложены, проложены слоями или разложены отдельно, уложены стопкой или скатаны в рулон, соединены или не соединены каким-либо подходящим способом.
Согласно приведенному выше описанию продукты можно использовать в качестве продуктов для личной гигиены и для хозяйственных целей, а также для коммерческого и технического использования. Они приспособлены к поглощению жидкостей, удалению пыли, для декоративных целей, для упаковки или даже для использования в качестве поддерживающего материала, как это обычно бывает, например, в медицинской практике или в госпиталях.
Если тонкую бумагу надлежит изготавливать из волокнистой массы, то процесс по существу включает: формирование, где используют напорный ящик и формующую сеточную часть; сушильную часть (либо сушку путем прососа горячего воздуха, либо обычную сушку на цилиндре «Янки»). Процесс изготовления также обычно включает процесс крепирования, существенный для изготовления тонкой бумаги, и, наконец, обычно включает мониторинг и накат.
Бумагу можно формировать путем укладки волокна с обеспечением его ориентации или хаотически на один сеточный транспортер, или между двумя сеточными транспортерами, непрерывно перемещаемыми на бумагоделательной машине при одновременном удалении основного количества воды, использованной для разбавления до тех пор, пока содержание сухого твердого вещества ни будет составлять (обычно) в пределах от 12% до 35%.
Сушку сформированного первичного волокнистого полотна осуществляют в один или более этапов путем использования механических и тепловых средств до тех пор, пока конечное содержание сухого твердого вещества ни будет составлять (обычно) от около 93% до 97%. В случае изготовления тонкой бумаги после этой стадии следует процесс крепирования, который существенным образом влияет на свойства готовой тонкой бумаги в обычных процессах. Обычный процесс сухого крепирования включает крепирование на сушильном цилиндре (так называем цилиндре «Янки»), имеющем обычно диаметр от 4,0 м до 6,5 м, посредством использования крепирующего шабера, при вышеупомянутом конечном содержании сухого твердого вещества в сырьевой тонкой бумаге. Можно также использовать процесс мокрого крепирования, если к качеству тонкой бумаги предъявляют более низкие требования. Крепированную, окончательно высушенную сырьевую тонкую бумагу (так называемую базовую тонкую бумагу) затем можно подвергать дальнейшей переработке в бумажный продукт для получения тонкой бумаги.
Вместо обычного процесса изготовления тонкой бумаги, описанного выше, можно использовать модифицированную технологию, согласно которой достигают улучшения параметра удельного объема путем применения специального вида сушки, которая ведет к улучшению параметра объемной мягкости тонкой бумаги. Этот процесс (существует несколько различных его подвидов) называется технологией «сушки путем прососа горячего воздуха» (СпПГВ). Он отличается тем, что «первичное» волокнистое полотно, выпускаемое после стадий формирования и получения бумажного полотна, предварительно сушат до содержания сухого твердого вещества около 80% перед окончательной контактной сушкой на цилиндре «Янки» путем продувания горячего воздуха через волокнистое полотно. Волокнистое полотно поддерживают на воздухопроницаемом сеточном транспортере, или ленте, или на сукне для СпПГВ, и во время транспортировки его направляют на поверхность воздухопроницаемого вращаемого цилиндра (барабана), так называемого цилиндра для СпПГВ. Благодаря структурированию несущего сеточного транспортера, или ленты, обеспечивают возможность выработки любого рисунка из сжатых зон, нарушенных путем деформации во влажном состоянии, также называемой «формованием», приводящей в результате к увеличению средних удельных объемов и, следовательно, к увеличению объемной мягкости без существенного снижения прочности волокнистого полотна.
Для выработки многослойных продуктов из тонкой бумаги, например носовых платков, туалетной бумаги, полотенец или хозяйственных полотенец, часто выполняют промежуточный этап, включающий так называемое «дублирование», при котором базовую тонкую бумагу с желаемым количеством слоев в готовом продукте обычно накатывают в общий многослойный исходный рулон.
Этап переработки базовой тонкой бумаги, уже накатанной (не обязательно) в несколько слоев, в готовый продукт из тонкой бумаги осуществляют на перерабатывающих машинах (преобразующих машинах), на которых выполняют такие операции, как, например, раскатывание базовой тонкой бумаги, повторное разглаживание тонкой бумаги, тиснение посредством печатания, до определенной степени соединенное с нанесением по всей площади и/или локально клея для склеивания отдельных слоев, которые надлежит соединить вместе, а также разрезание в продольном направлении, складывание, разрезание в поперечном направлении, укладку и сложение вместе множества отдельных слоев тонкой бумаги и их упаковку, а также сложение их вместе для формирования большего размера охваченных упаковок или пачек. Такие этапы переработки могут также включать применение веществ, подобных отдушкам, лосьонам, мягчителям или другим химическим добавкам. Отдельные полотна слоев бумаги могут также быть предварительно подвергнуты тиснению, а затем соединены в месте контакта между валами согласно способам тиснения, известным в данной области производства. Любой способ тиснения может приводить к получению тисненых элементов, все из которых имеют одинаковую высоту, или к получению тисненых элементов, имеющих различные высоты. Скрепление слоев, например, с помощью механических или химических средств является другой группой хорошо известных способов, в основном используемых для изготовления носовых платков, пеленок и туалетной бумаги.
Хорошо известная технология увеличения толщины бумажного продукта заключается в тиснении бумажного полотна. Процесс тиснения осуществляют в зоне контакта между тиснильным валом и опорным валом. Тиснильный вал может содержать выступы на его периферической поверхности, посредством которых формируют так называемые «тисненые углубления» в бумажном полотне, или вал может содержать углубления в его периферической поверхности, посредством которых формируют так называемые «тисненые выступы» в бумажном полотне.
Опорные валы могут быть более мягкими, чем соответствующие тиснильные валы, и могут состоять из каучука, например, натурального каучука, или из пластиковых материалов, бумаги или стали.
Для изготовления многослойных продуктов из тонкой бумаги, особенно туалетной бумаги и хозяйственной тонкой бумаги, было создано три способа изготовления, включающих тиснение и скрепление слоев склеиванием. К ним относятся способы тиснения: «Goffra Incolla/точки», «двойное тиснение, одно ламинирование/гнезда» (ДТОЛ) и «выступ к выступу»/«ножка к ножке».
В первом упомянутом способе изготовления, Goffra Incolla, первое полотно направляют через зону контакта между тиснильным валом и опорным валом. В этой зоне контакта полотно обеспечивают тисненым рисунком. Затем валом для нанесения клея наносят клей на те части первого полотна, где находятся выступающие тиснильные элементы на тиснильном валу. Клей переносят из ванны с клеем с помощью вала для переноса клея на наносящий вал. Второе полотно подводят к первому полотну и скрепляют путем приклеивания к первому полотну в зоне контакта между так называемым контактным валом и тиснильным валом. Скрепление клеем происходит в тех точках, на которые был нанесен клей.
Второй способ изготовления (ДТОЛ/гнезда) очень похож на описанный выше способ Goffra Incolla. Согласно этому способу используют дополнительную пару валов, состоящую из второго тиснильного вала и второго опорного вала. Дополнительная пара валов служит для тиснения второго полотна до его скрепления путем склеивания с первым полотном с использованием контактного вала. Обычно дополнительную пару валов располагают рядом с первой парой валов и контактным валом. Такое близкое расположение особенно важно при использовании так называемого «гнездового» способа. Гнездовой способ можно рассматривать как особый случай общего ДТОЛ-способа изготовления. Для осуществления гнездового способа тиснильные элементы первого тиснильного вала и тиснильные элементы второго тиснильного вала располагают таким образом, чтобы тисненые элементы первого тисненого слоя и тисненые элементы второго тисненого слоя входили друг в друга подобно зубчатому зацеплению. Это служит для достижения взаимной стабилизации двух слоев. Однако в ДТОЛ-способе изготовления такую взаимосвязь между тиснеными элементами первого, верхнего, слоя и второго, нижнего, слоя не выполняют. Тем не менее, в литературе термин ДТОЛ-способ часто используют как синоним гнездового способа.
Третий способ изготовления («выступ к выступу»/«ножка к ножке») подобен ДТОЛ-способу. Посредством двух пар валов оба слоя: верхний слой и нижний слой тиснят, соответственно. Клей наносят на тисненые выступы первого слоя. Однако скрепления слоев достигают не посредством контактного вала, как в ДТОЛ-способе, а непосредственно с помощью выступающих тиснильных элементов второго тиснильного вала. Для достижения этого требуется точное регулирование ширины зоны контакта между первым тиснильным валом и вторым тиснильным валом, которая, в основном, определяется толщиной каждого из двух слоев (верхнего слоя и нижнего слоя). Кроме того, тиснильные валы должны быть выполнены таким образом, чтобы выступающие тиснильные элементы обоих валов были обращены друг к другу. Этим объясняется использование терминов «выступ к выступу» или «ножка к ножке» для обозначения вида тиснения.
Все описанные выше способы обладают следующими общими признаками: первый тиснильный вал изготовлен из твердого материала, обычно из металла, особенно из стали, но известны также тиснильные валы, изготовленные из твердой резины или твердых пластиковых материалов. Тиснильные валы могут быть валами охватываемого типа, содержащими отдельные выступы. В альтернативном варианте осуществления тиснильный вал может быть валом охватывающего типа с отдельными углублениями для тиснения. Типичные глубины гравированных рисунков для тиснения составляют от 0,4 мм до 2,0 мм.
Опорный вал обычно снабжен резиновым покрытием с твердостью от 35 единиц до 85 единиц твердости по Шору, по шкале А. Однако известны также структурированные опорные валы, особенно валы, изготовленные из бумаги, резины или пластиковых материалов, или стали.
Вал для нанесения клея обычно также является резиновым валом с ровной гладкой периферической поверхностью, твердость резинового покрытия которого является средней между твердостью опорного вала и твердостью контактного вала. Обычно используемые значения твердости резинового покрытия составляют от 70 единиц до 85 единиц твердости по Шору, по шкале А. При выборе резины должна быть обеспечена ее совместимость с клеем, подлежащим нанесению.
Устройство для нанесения клея, состоящее из вала для нанесения, вала для переноса клея и ванны с клеем, может быть выполнено в виде так называемого устройства с погруженным валом, в котором вал для переноса клея погружен в ванну с клеем, и этим валом переносят клей, используя поверхностное натяжение и выталкивание клея из ванны с клеем. Регулированием зазора между валом для переноса клея и валом для нанесения можно регулировать количество наносимого клея. Валы для нанесения могут быть структурированными валами. В последнее время стали известны валы для переноса клея, содержащие определенные углубления в их периферической поверхности. Такие валы для переноса клея известны как Анилоксовые валы. Такой вал обычно изготовлен из керамического материала или стали, или меди и покрыт хромом. Избыточное количество клея удаляют с поверхности Анилоксового вала раклей. Количество клея определяется объемом и количеством углублений. Альтернативные варианты осуществления устройств для нанесения клея основаны на применении распыляющего оборудования (Weko-технология).
Второй возможностью влияния на количество переносимого клея является регулирование разницы окружных скоростей вала для переноса клея и вала для нанесения. Обычно вал для переноса клея вращают с меньшей скоростью, чем вал для нанесения клея. Окружная скорость вала для переноса клея обычно составляет от 5% до 100% первой окружной скорости вала для нанесения клея. Ванна для клея может быть выполнена в виде простой ванны; устройства для нанесения клея с раклями могут быть также выполнены в виде камер.
В технологиях тиснения «Goffra Incolla/точка» и «ДТОЛ/гнезда» используют дополнительный вал, так называемый «контактный вал» для ламинирования слоев. Контактный вал обычно имеет гладкую резиновую поверхность с твердостью около 90-95 единиц твердости по Шору, по шкале А. Подходящим материалом является, например, акрилонитрилбутадиеновый каучук (NBR). Однако также известны контактные валы, которые, кроме каучукового покрытия, обеспечены стальным покрытием. Такое стальное покрытие часто выполнено в виде стальной ленты, навитой по спирали поверх каучукового покрытия.
В случае, когда одиночные слои отдельно или вместе подвергают предварительному тиснению, используют так называемое устройство для предварительного тиснения микровыступов. Такое устройство для предварительного тиснения часто используют в сочетании с технологией Goffra Incolla. Также обычно используют печатание по продукту из тонкой бумаги до или после этапа скрепления слоев. Также известны варианты технологий, включающие применение химических веществ, особенно лосьонов и мягчителей.
Другое хорошо известное устройство для тиснения содержит стальной тиснильный вал и соответствующий опорный стальной вал (для так называемого Union тиснения). Поверхности этих валов выполнены таким образом, что деформацию бумаги и механическое скрепление слоев обеспечивают без использования клеев посредством одностадийного тиснения.
При использовании всех трех описанных выше способов тиснения полезным является обеспечение управления натяжением полотна как до, так и после скрепления слоев, так как физические свойства полотна и особенно характеристика «нагрузка-растяжение» могут измениться в значительной степени на этапе тиснения.
На фиг. 11a изображена часть периферической поверхности тиснильного вала 100, содержащего дискретные выступы 102, при использовании которого совместно с податливым опорным валом, описанным выше способом, получают продукт, показанный на фиг. 11b. Такой бумажный продукт 110 содержит основную часть, лежащую в базовой плоскости 112, от которой выступают тисненые углубления 114. В примере согласно прототипу, как показано на фиг. 11a, 11b, тиснильный вал содержит выступающие тиснильные элементы 102, которые (все) имеют одинаковые высоту и форму. Однако также известны способы тиснения так называемой «двойной» высоты. Для примера такого тиснения показана часть наружной периферической поверхности тиснильного вала 120 (см. фиг. 12a) с выступами охватываемого типа двух различных видов. Это - выступы 122, имеющие большую высоту, а также выступы 124 меньшей высоты. Что касается остального, то в примере согласно фиг. 12a, выступы имеют одинаковую форму поперечного сечения. Однако в данной области техники также известны способы сочетания выступов для тиснения различной формы и различной высоты. Такие устройства для тиснения известны из европейского патента EP 0797705А1.
Полученный в результате бумажный продукт 130 схематически показан на фиг. 12b. Начиная от базовой плоскости 132, бумажный продукт содержит тисненые углубления 134 большей глубины, а также тисненые углубления 136 меньшего размера.
Тиснильные валы, использовавшиеся в прототипе, в основном изготавливали с применением так называемой moletage-технологии, заключающейся в гравировании вала посредством холодного формования стали тиснильного вала. Согласно такой moletage-технологии обычно следовало осуществлять несколько этапов холодного формования и несколько этапов травления. При такой известной технологии изготовления накладывались некоторые ограничения на форму выступов на поверхности вала. Угол наклона оказывал пагубное воздействие на механическую стабильность бумажного продукта, изготовленного с использованием такого тиснильного вала. Если угол наклона меньше, то продукт обладает меньшей локальной стабильностью вокруг тисненой структуры, так как локально волокнистая структура разрушается в большей степени. Таким образом, по причинам, заключавшимся в обеспечении достаточной механической стабильности бумажного продукта и в ограничениях, накладывавшихся возможностью изготовления выступов на поверхности вала при использовании moletage-технологии, обычно использовали в данной области техники угол наклона, составлявший, по меньшей мере, 23°.
Другая технология гравирования для изготовления тиснильных валов для получения туалетной и гигиенической бумаги заключается в травлении. На первом этапе на периферическую поверхность тиснильного вала наносят маскирующее покрытие, после чего следует второй этап, на котором поверхность подвергают травлению путем нанесения кислоты на те области, где не было нанесено маскирующее покрытие. В результате получают частично гравированную периферическую поверхность вала, где переход между гравированными областями и негравированными областями содержит ступеньку с углом от 0° до 10°. Другими словами, технология травления приводит к получению ступенчатой структуры поверхности. Этапы нанесения маскирующего покрытия и травления с использованием одинаковых или различных форм маскирующих покрытий можно повторять несколько раз. Посредством использования технологии повторного травления можно получать структуру поверхности, подобную дискретным ступеням, идущим от исходной периферической поверхности вала вглубь материала вала.
Еще одной технологией изготовления тиснильных валов для получения туалетной и гигиенической бумаги является фрезерование на станке с ЧПУ типа CNC (CNC-компьютерное числовое программное управление). Эту технологию часто используют для получения более простых прямоугольных элементов, например усеченных пирамид. Угол тиснильных элементов и радиальное направление тиснильного вала можно легко варьировать в широком диапазоне, если такой угол является одним и тем же для всех тиснильных элементов.
Другая технология, преимущественно используемая для обработки валов, изготовленных из пластиковых материалов, подобных каучуковым валам, заключается в использовании лазерной абляции. Лазерные технологии используют для обработки валов, изготовленных из пластиковых материалов, а также для обработки стальных валов. Другими способами обработки тиснильных валов являются технологии ручного гравирования или гальванографии. В принципе, для изготовления тиснильных валов можно использовать сочетание таких технологий. Один предпочтительный способ изготовления основан на технологии нанесения маскирующего покрытия и травлении в сочетании с moletage-технологией. Другим хорошо известным сочетанием технологий гравирования является сочетание технологии многоэтапного травления, по меньшей мере, с пятью (предпочтительно - около 10) отдельными этапами травления, и финишным скруглением получившихся в результате ступенек для получения сглаженной формы созданных тиснильных элементов. Пригодными этапами скругления являются этапы обработки металлическими щетками, этап краткосрочного общего травления или этап обработки струей твердых частиц, например, стекла, песка или корунда (наждака).
Тиснение служит не только для придания объемности волокнистому продукту, но также для придания продукту визуально улучшенного внешнего вида. Визуально воспринимаемый внешний вид продукта важен для потребителя продуктов, а также служит для обеспечения более высокой степени признания продукта. Визуально воспринимаемый внешний вид может быть улучшен путем сочетания этапов тиснения и крашения. Другим поводом для тиснения является обеспечение более высокой способности к впитыванию или улучшению воспринимаемой мягкости.
Краткое описание изобретения
, является создание тиснильного вала, волокнистого продукта, а также устройства и способа, в которых используют такой тиснильный вал для изготовления такого волокнистого продукта с использованием новой технологии тиснения для расширения возможности получения продуктов с визуально различными внешними видами.
Эту задачу решают посредством использования: тиснильного вала, обладающего отличительными признаками по п. 1 формулы изобретения; способа изготовления многослойного волокнистого продукта, обладающего отличительными признаками по п. 11; устройства для изготовления волокнистого продукта, обладающего отличительными признаками по п. 18; и волокнистого продукта по п. 23. Предпочтительные варианты осуществления раскрыты в зависимых пунктах формулы изобретения.
Согласно изобретению тиснильный вал для изготовления волокнистых продуктов, особенно продуктов из тонкой бумаги (бумаги “тиссью”), нетканых материалов или гибридов из них, а предпочтительно гигиенических и чистящих продуктов, содержит структурированную тиснильную поверхность, подходящую для взаимодействия с опорным валом, где структурированная тиснильная поверхность содержит выступы охватываемого типа или углубления охватывающего типа, начинающиеся от базовой периферической поверхности вала. Рисунок тиснения отличается следующими признаками:
базовые площади выбранных выступов охватываемого типа или углублений охватывающего типа в базовой поверхности являются различными;
высоты выбранных выступов охватываемого типа или глубины выбранных углублений охватывающего типа в радиальном направлении вала, начинающиеся от базовой периферической поверхности, являются различными; и
углы между участками боковой стенки и соседней базовой периферической поверхностью выбранных выступов охватываемого типа и/или углублений охватывающего типа являются различными.
Посредством выступов охватываемого типа тиснильного вала формируют тисненые углубления в продукте, подобные вдавленным местам, тогда как посредством углублений охватывающего типа в <поверхности> вала формируют тисненые выступы в волокнистом продукте, особенно подушкообразной формы. В идеале корреляция между предложенным в изобретении тиснильным валом и волокнистым продуктом, получаемым при использовании такого тиснильного вала, на устройстве, содержащем такой вал и взаимодействующий с ним опорный вал, ведет к получению волокнистого продукта с зеркальным отображением в сравнении с формой предложенного в изобретении тиснильного вала. Однако в действительности имеют место отклонения, происходящие в процессе изготовления. Такие отклонения могут быть объяснены тем фактом, что волокнистый продукт во время обработки обладает вязкоупругими свойствами, т.е. во время тиснения определенная доля деформации является упругой деформацией. Таким образом, после этапа тиснения происходит некоторый обратный процесс усаживания волокнистого продукта, в результате чего тисненый продукт не принимает форму зеркального отображения тиснильного вала. Степень отклонения зависит от материала волокнистого продукта, характеристик тиснильного вала и опорного вала, и многих других факторов, но в основном зависит от формы рисунка тиснения, выполненного на периферической поверхности тиснильного вала.
Волокнистый продукт согласно изобретению является в основном продуктом из тонкой бумаги, нетканого материала или из их сочетания, а предпочтительно гигиеническим и чистящим продуктом. Он содержит, по меньшей мере, один слой с тисненым рисунком, содержащим тисненые углубления, подобные вдавленным местам, или тисненым выступам подушкообразной формы, где тисненые углубления или тисненые выступы начинаются от базовой плоскости слоя. Рисунок тиснения характеризуется теми же основными признаками, которые могут быть обнаружены у тиснильного вала, однако, в виде обратного рисунка продукта и с указанными выше отклонениями:
базовые площади выбранных тисненых элементов, в частности тисненых углублений или тисненых выступов, в базовой плоскости являются различными;
глубины выбранных тисненых углублений или высоты выбранных тисненых выступов, перпендикулярных базовой плоскости, являются различными; и
углы между участками боковой стенки выбранных тисненых углублений или тисненых выступов и соседней базовой плоскостью являются различными.
Термин «нетканый материал» согласно стандартам ISO 9092, DIN EN 29092 относится к широкому ассортименту продуктов, которые, с точки зрения их свойств, находятся между бумагой (DIN 6730, Мо 1996) и картоном (DIN 6730), с одной стороны, и текстильными материалами, с другой стороны (ISO - Международная организация по стандартизации; DIN - Германский промышленный стандарт). Что касается нетканых материалов, то известно, что используется большое количество очень сильно отличающихся друг от друга технологий изготовления, например технология аэродинамического формирования и «спанлейс», а также технология мокрого формирования. Нетканые материалы включают маты, нетканые материалы и готовые продукты, изготовленные из них. Нетканые материалы могут быть также названы текстилеподобными композитными материалами, представляющими собой гибкие пористые текстильные материалы, которые не вырабатывают, используя классические способы переплетения основных нитей и уточных нитей или способы вязания. В действительности нетканые материалы изготавливают путем перепутывания, сцепления или скрепления клеем волокон или путем сочетания этих способов. Нетканый материал может быть изготовлен из натуральных волокон, например целлюлозных или хлопковых волокон, но он может также состоять из синтетических волокон, например полиэтиленовых (PE), полипропиленовых (PP), полиуретановых (PU), полиэфирных, волокон на основе полиэтилентерефталата, поливинилового спирта, нейлона или регенерированной целлюлозы, или смеси различных волокон. Волокно может быть, например, представлено в виде непрерывных элементарных нитей или предварительно изготовленных волокон конечной длины, например синтетических волокон или штапельных волокон. Нетканые материалы, как упомянуто в данном документе, могут, таким образом, состоять из смесей синтетических и целлюлозных волокнистых материалов, например из натуральных растительных волокон (см. ISO 9092, DIN EN 29092).
Под термином «гигиенические продукты» и «чистящие продукты», при использовании в данном документе, понимают туалетную бумагу, хозяйственные полотенца, носовые платки, салфетки для лица, пеленки, протирочные и чистящие продукты также для столовой посуды. Термин не включает обои.
Для изготовления волокнистого продукта согласно изобретению можно использовать в высокой степени изменяемый, с точки зрения формы, рисунок тиснения. Рисунок тиснения может содержать как тисненые выступы, так и тисненые углубления, как это пояснено выше. Рисунок тиснения представляет собой свободно сформированную трехмерную форму. Это означает, что больше не существует стандартизованных форм тисненых выступов или углублений, или, по меньшей мере, больше не существует групп тисненых выступов или тисненых углублений, все из которых имеют одинаковую форму. Это легкое требование, заключающееся в том, что не все тисненые углубления (в случае использования тиснильного вала с тиснильными выступами охватываемого типа) или тисненые выступы (в случае использования тиснильного вала с тиснильными углублениями охватывающего типа) являются одинаковыми, приводит к перечисленным выше признакам бумажного продукта.
В зависимости от того, содержит ли тиснильный вал выступы охватываемого типа или углубления охватывающего типа на его периферической поверхности, может быть определена базовая плоскость, сопоставимая с базовой плоскостью 112 и 132 (см. фиг. 11b и фиг. 12b) в примерах, относящихся к прототипу.
Согласно изобретению свободно выполненную трехмерную структуру поверхности тиснильного вала транслируют заявленному волокнистому продукту. Однако, как это описано выше, все процессы тиснения содержат такого рода отклонения, что тисненый продукт не принимает точную форму зеркального отображения тиснильного вала. Эти отклонения приводят к появлению углов в тисненых элементах продукта, не таких крутых, как соответствующие углы на тиснильном валу. Это общее наблюдение также действительно для предложенного в изобретении трехмерного тиснения, которое следует учитывать при проектировании подходящего тиснильного вала для изготовления предложенного в изобретении волокнистого продукта. Отклонения тисненого рисунка в продукте от рисунка тиснения на валу зависят от свойств материала бумажного продукта, твердости опорного вала, взаимодействующего с тиснильным валом, от давления на единицу длины образующей тиснильного вала во время процесса тиснения и от отношения глубины, ширины или углов конкретного тиснильного элемента.
Устройство для изготовления волокнистых продуктов, содержащих, по меньшей мере, один слой, особенно, продуктов из тонкой бумаги, нетканого материала или гибридов из них, а предпочтительно гигиенических и чистящих продуктов, содержит предложенный в изобретении тиснильный вал, а также взаимодействующий с ним опорный вал. Структурированный тиснильный вал имеет трехмерную поверхность с тиснильными элементами в виде выступов охватываемого типа или углублений охватывающего типа; при этом углы и высоты/глубины выбранных тиснильных элементов являются различными. Другими словами, предложенный в изобретении тиснильный вал является центральным объектом устройства для изготовления волокнистых продуктов согласно изобретению. Ссылка на выбранные тиснильные элементы служит четким утверждением того, что не все тиснильные элементы должны иметь различную форму. По практическим причинам это невозможно, так как тиснильный вал обычно содержит повторяющийся рисунок на его наружной периферической поверхности, выполненный таким образом, что, по меньшей мере, в каждой из повторяющихся секций дизайна соответствующие тиснильные элементы являются одинаковыми. Однако также возможно, чтобы в одном единственном рисунке дизайна, переносимом на одно полотно туалетной бумаги или одно полотно хозяйственных полотенец, было множество отдельных тиснильных элементов, одинаковых по форме. Таким образом, приведенная выше ссылка на то, что выбранные тиснильные элементы являются различными, предназначена для определения того, что при использовании предложенного в изобретении вала, предложенного в изобретении продукта, а также предложенного в изобретении устройства, где используют такой вал, обеспечена возможность выбора в широком диапазоне различных форм отдельных тиснильных элементов в отношении их размеров, высоты/глубины, углов и общей формы.
Предложенный в изобретении способ изготовления многослойного волокнистого продукта, особенно продукта из тонкой бумаги, нетканого материала или гибридов из них, а предпочтительно гигиенического и чистящего продукта, включает этапы: тиснение верхнего слоя с использованием тиснильного вала согласно изобретению; подача, по меньшей мере, одного дополнительного слоя, и скрепление вместе верхнего слоя и дополнительного слоя в зоне контакта между тиснильным валом и контактным валом или в зоне контакта между тиснильным валом и вторым тиснильным валом для тиснения дополнительного слоя. При применении такого способа обеспечивается возможность получения предложенного в изобретении трехмерного волокнистого продукта.
Предпочтительно тиснильный вал согласно изобретению отличается наличием углов β1, β2, определяемых как углы пересечения ортогональных направлений (Ol, O2) к поверхностям выступов охватываемого типа или углублений охватывающего типа, начинающихся от выбранного положения на локальной поверхности выступов охватываемого типа или углублений охватывающего типа с базовой периферической поверхностью, где такие углы β1, β2 должны составлять либо больше 30°, предпочтительно больше 50°, либо такие углы β1, β2 должны составлять меньше 20°.
Согласно предпочтительному варианту осуществления тиснильный вал выполнен таким образом, что локальная поверхность, по меньшей мере, одного углубления охватывающего типа изогнута таким образом, что два ортогональных направления, начинающихся от выбранных положений на изогнутой локальной поверхности, могут быть определены, где два ортогональных направления пересекают базовую периферическую поверхность под углами β1, β2, удовлетворяющими уравнению 30°<|β1-β2|<90°, а предпочтительно, уравнению 50°<|β1-β2|<90°.
Посредством такого тиснильного вала может быть обеспечен большой диапазон возможных форм поверхности, включающих изогнутые углубления. Согласно прототипу стандартные тиснильные выступы могут также содержать очень маленькие скругленные участки в пределах 0,1 мм на их краях. Такие скругленные участки не охватываются приведенными выше отличительными признаками, согласно которым изогнуты углубления охватывающего типа. То, что под этим понимают, представляет собой изогнутую поверхность, которая явно превышает локально расположенные скругленные края, как известные и имевшие место в тиснильных выступах в прототипе.
Предпочтительно структурированная тиснильная поверхность представляет собой свободно сформированную трехмерную поверхность. То, что понимают под свободно сформированной размерной поверхностью, представляет собой структуру поверхности, которая не является обычным тиснильным выступом или тиснильным углублением на/в базовой поверхности, верхней поверхностью и фиксированным углом наклона. Обычные элементы являются любыми тиснильными элементами, представляющими собой усеченные конусы или пирамиды с многоугольными или круглыми, или овальными базовыми областями, цилиндры с многоугольными или круглыми, или овальными базовыми областями, линейные элементы с фиксированным углом, элементы с базовой областью, являющейся круглой, эллипсной или являющейся правильным многоугольником с изогнутыми боковыми поверхностями. Такие обычные тиснильные элементы обычно имеют максимальную протяженность в базовой плоскости, не превышающую 4 мм. Все такие обычные элементы не охватываются приведенным выше термином «свободно сформированная трехмерная поверхность».
Согласно предпочтительному варианту осуществления, по меньшей мере, один выступ охватываемого типа или одно углубление охватывающего типа имеет поперечную протяженность, превышающую 4 мм, предпочтительно превышающую 10 мм, а наиболее предпочтительно превышающую 25 мм. Другими словами, структурированная тиснильная поверхность предложенного в изобретении тиснильного вала содержит, по меньшей мере, один тиснильный элемент, имеющий протяженность, превышающую протяженность обычного элемента, обычно имеющего максимальную протяженность в базовой плоскости, меньшую 4 мм.
Предпочтительно выступы охватываемого типа или углубления охватывающего типа отличаются тем, что имеют высоту выступов охватываемого типа или глубину углублений охватывающего типа, составляющую, по меньшей мере, 0,4 мм, особенно, по меньшей мере, 0,9 мм. Максимальная высота выступов охватываемого типа и максимальная глубина углублений охватывающего типа не должна превышать 2,0 мм, предпочтительно 1,0 мм.
Согласно предпочтительному варианту осуществления, по меньшей мере, один выступ охватываемого типа или одно углубление охватывающего типа имеет боковые стенки, по меньшей мере, с двумя различными углами наклона между секциями боковой стенки и секциями соседней базовой поверхности. Это служит дополнительным отличительным признаком предложенного в изобретении рисунка тиснения тиснильного вала. Любые обычные признаки, касающиеся формы, регулярности, включая углы наклона и общей формы тиснильных элементов, упраздняются.
Предпочтительно, по меньшей мере, одно углубление охватывающего типа является продолговатой канавкой, глубина которой непрерывно изменяется, по меньшей мере, в секции канавки в продольном направлении канавки. Это также является дополнительным отличительным признаком, который вносит вклад в очень большое разнообразие возможных форм тиснильных элементов предложенного в изобретении тиснильного вала. Кроме того, по меньшей мере, одно углубление охватывающего типа, являясь продолговатой канавкой, может предпочтительно иметь ширину, непрерывно изменяющуюся в продольном направлении канавки, по меньшей мере, в секции канавки. Этот отличительный признак, особенно в сочетании с приведенным выше признаком, заключающимся в изменении глубины продолговатой канавки, приводит к очень большой вариативности возможностей создания форм тисненых выступов в продукте, которые получаются в результате использования продолговатых углублений в предложенном в изобретении тиснильном валу.
Согласно предпочтительному варианту осуществления тиснильный вал содержит, по меньшей мере, два углубления охватывающего типа, где два углубления охватывающего типа имеют различные соотношения между максимальной глубиной в радиальном направлении, начиная от базовой периферической поверхности, и площадью проема в базовой периферической поверхности. Посредством обеспечения таких отличающихся соотношений проемов дополнительно увеличивают необязательные возможности обеспечения существенно различающихся форм отдельных тисненых выступов. Однако следует отметить, что существуют технические ограничения, касающиеся свободного выбора соотношения признаков проема, так как, в зависимости от свойств материала волокнистого продукта, устройства для изготовления продукта и условий процесса, волокнистый продукт, подлежащий изготовлению, может принять только ту форму таких тиснильных выступов или тиснильных углублений, которым материал может следовать. Тем не менее, использование ряда различных соотношений признаков проема открывает дополнительную возможность свободного выбора трехмерных форм, сохраняя стандартизованные свойства и формы обычных тиснильных выступов.
Согласно дополнительному предпочтительному варианту осуществления изобретения вал содержит, по меньшей мере, одну дополнительную базовую периферическую поверхность, от которой начинаются или в которой оканчиваются выбранные выступы охватываемого типа или углубления охватывающего типа. Другими словами, тисненые формы (тисненые выступы охватываемого типа или тисненые углубления охватывающего типа) не обязательно должны начинаться от одной и той же базовой периферической поверхности тиснильного вала. Вместо этого свободно сформированная трехмерная форма может содержать, например, большие углубления охватывающего типа с внутренней структурой, включающей промежуточные секции меньшей глубины, посредством которых одно большое углубление охватывающего типа подразделено на множество отдельных субформаций. Пример такого предложенного в изобретении тиснильного вала, в котором могут быть определены две различные базовых плоскости, приведен ниже со ссылками на предпочтительный вариант осуществления.
Согласно предпочтительному варианту осуществления, по меньшей мере, один выступ охватываемого типа представляет собой продолговатый буртик, высота которого непрерывно изменяется, по меньшей мере, в секции буртика в продольном направлении буртика.
Согласно дополнительному предпочтительному варианту осуществления, по меньшей мере, один выступ охватываемого типа представляет собой продолговатый буртик, ширина которого непрерывно изменяется в продольном направлении буртика, по меньшей мере, секции буртика. Оба приведенных выше признака, которые могут быть осуществлены отдельно или в сочетании в каждом выступе охватываемого типа, являющимся продолговатым буртиком, дополнительно служат увеличению вариативности возможных форм и визуальных внешних видов волокнистого продукта, тисненого с использованием такого тиснильного вала.
Согласно предпочтительному варианту осуществления изобретения выбранные углы между секциями боковой стенки выступов охватываемого типа или углублений охватывающего типа и соседней базовой периферической поверхностью превышают 300. Использование широкого разнообразия таких углов наклона открывает необязательную возможность обеспечения более широкого выбора различных углов в любом одном тиснильном элементе (выступе охватываемого типа или углублении охватывающего типа) или обеспечения более видимых различий между различными тиснильными элементами.
Предпочтительно тиснильный вал изготавливают из металла, особенно из стали или твердых пластиковых материалов, или из твердой резины. В случае использования пластиков предпочтительным является очень твердый пластиковый материал, альтернативно - также возможно использование резины.
Предпочтительно тиснильную поверхность формируют, используя мастер-травление и/или moletage-обработку. Процесс нанесения маскирующего покрытия часто выполняют, используя струю воска или частично удаляя маскирующее покрытие лазером. Применением таких технологий обработки можно обеспечивать широкое разнообразие форм поверхности, но moletage-обработку в основном используют в сочетании с технологией травления, которую применяют тогда, когда металл после этапа moletage-обработки был наиболее сильно деформирован.
В альтернативном варианте осуществления тиснильную поверхность предложенного в изобретении тиснильного вала можно также формировать путем механической обработки, особенно фрезерованием, которую, однако, можно также осуществлять в дополнение к нанесению маскирующего покрытия и травлению и/или к moletage-обработке. Располагая этими технологиями изготовления, можно свободно формировать тиснильную поверхность тиснильного вала таким образом, чтобы ограничениями, накладываемыми на свободную форму тиснильного вала, были не форма самого вала, а использование формы, которую предложенный в изобретении волокнистый продукт все еще может по существу принять в ходе осуществления процесса тиснения.
Предпочтительный вариант осуществления предложенного в изобретении способа изготовления многослойного волокнистого продукта представляет собой скрепление вместе верхнего слоя и дополнительного слоя посредством механического скрепления слоев. Такое механическое скрепление слоев, которое может быть осуществлено, например, посредством технологии тиснения краев и/или посредством накатки, можно осуществлять либо без использования клея, либо в дополнение к нанесению клея. Если механическое скрепление слоев используют без применения клея, то полученный в результате продукт может сохранять высокую степень мягкости, так как слои оказываются только взаимосоединенными в местах, где было выполнено механическое скрепление слоев. В случае механического скрепления слоев в дополнение к ламинированию вместе верхнего слоя и дополнительного слоя посредством клея может быть свободно выбрано любое желательное сочетание способов скрепления слоев и набора отличительных свойств многослойного продукта, определенных влиянием скрепления с использованием клея.
Для ламинирования вместе одиночных слоев материала можно использовать различные виды клея. Подходящими клеями, помимо прочего, являются клеи на основе крахмала или модифицированного крахмала, подобные, например, метилцеллюлозе или карбоксилированной метилцеллюлозе, и полимеры на основе синтетических смол, действующие как клеи, каучук, полипропилен, полиизобутилен, полиуретан, полиакрилаты, поливинилацетат или поливиниловый спирт. Такие клеи могут также содержать красители для улучшения визуального внешнего вида готовых продуктов. Часто для ламинирования слоев бумаги используют клеи на водной основе.
В предпочтительном варианте осуществления способа, включающего ламинирование вместе верхнего слоя и дополнительного слоя посредством использования клея, клей подают на выступающие части тиснильного вала. Эту технологию нанесения клея можно использовать в сочетании со всеми преимущественно используемыми технологиями изготовления, подобными обработке типа Goffra Incolla, ламинированию двух слоев «выступ к выступу» и технологии с использованием тиснильного устройства, на котором соединяют два слоя, используя гнездовой способ. В ходе попытки оказания влияния на поведение многослойного волокнистого продукта в отношении его механических свойств, пробовали наносить клей выборочно на определенные выступы тиснильного вала. Другими словами, клей наносили не на все выступы, а только в выбранных секциях тиснильного вала таким образом, чтобы можно было варьировать в широком диапазоне общее соотношение площади поверхности, на которую наносили клей, относительно общей площади поверхности.
Согласно предпочтительному варианту осуществления предложенного в изобретении способа, способ дополнительно включает применение окрашенного клея или неклеящих окрашенных веществ для окрашивания верхнего слоя, предпочтительно на ту его сторону, которая обращена, по меньшей мере, к одному дополнительному слою в готовом продукте. Применение этого этапа способа позволяет дополнительно повысить большую вариативность возможных визуальных эффектов, достигаемых в многослойном продукте. Можно свободно соединять применение окрашенных веществ, направляемых на отпечатанные поверхности, и/или применение окрашенного клея в трехмерном тисненом слое. Предпочтительно такие окрашенные вещества наносят, направляя их внутрь многослойного продукта таким образом, чтобы окрашенные вещества только просвечивали через верхний и/или нижний слой для создания визуально привлекательного эффекта.
Согласно дополнительному предпочтительному варианту осуществления изобретения предложенный в изобретении способ дополнительно включает этап предварительного тиснения дополнительного слоя до направления его в зону контакта между тиснильным валом и контактным валом. Такой этап предварительного тиснения в основном служит для формирования микровыступов, приводящий к выработке фонового рисунка, на дополнительном слое многослойного волокнистого продукта. Поверхностная плотность элементов для тиснения микровыступов составляет более 20/см2, поскольку при поверхностной плотности тиснильных элементов, составляющей менее 20/см2, эти элементы здесь рассматриваются как макровыступы.
Что касается температуры, при которой осуществляют процесс, то можно либо использовать комнатную температуру, либо использовать термотиснение. Использование технологии термотиснения служит для воплощения сложных форм и, следовательно, трудно осуществимых для данного волокнистого продукта, особенно для нетканого материала или сочетания продуктов. Другими словами, применение тепла может быть полезным для воплощения очень сложных для тиснения форм в предложенном в изобретении продукте. Кроме того, термотиснением можно повысить стабильность тисненой формы.
Предпочтительно тиснение осуществляют в зоне контакта между тиснильным валом и опорным валом. Однако согласно альтернативному предпочтительному варианту осуществления тиснение можно также выполнять, используя ультразвуковую технологию тиснения.
Согласно предпочтительному варианту осуществления изобретения верхний слой и, по меньшей мере, один дополнительный слой складывают вместе при способе изготовления «выступ к выступу». Другими словами, по меньшей мере, один дополнительный слой также подвергают тиснению, используя подобный или такой же трехмерный тиснильный вал таким образом, чтобы тисненые углубления верхнего слоя и, по меньшей мере, одного дополнительного слоя, которые контактируют друг с другом, можно было ламинировать вместе по принципу «выступ к выступу». При этом предполагается, что действие тиснильных валов для обработки верхнего слоя и подачу, по меньшей мере, одного дополнительного слоя совмещают таким образом, чтобы получался хорошо определяемый и воспроизводимый эффект.
В альтернативном предпочтительном варианте осуществления способа верхний слой и, по меньшей мере, один дополнительный слой складывают вместе таким образом, чтобы они принимали гнездовое расположение. При этом также требуется, чтобы действие тиснильных валов для обработки верхнего слоя и подачу, по меньшей мере, одного дополнительного слоя совмещали таким образом, чтобы получалось хорошо определяемое гнездовое расположение слоев единожды сложенных вместе.
Согласно предпочтительному варианту осуществления предложенного в изобретении способа многослойный продукт содержит три слоя, где верхний слой и нижний слой являются слоями, тиснеными с использованием предложенного в изобретении тиснильного вала, тогда как средний слой является слоем, подвергнутым объемному тиснению. Технология объемного тиснения обычных продуктов известна из документа WO2002/103112, сущность которого включена в данный документ путем ссылки. Средний слой с объемным тиснением служит для придания большего объема продукту и может быть пригоден, если желателен продукт, который вызывал бы ощущение большого объема.
Предложенное в изобретении устройство для изготовления волокнистых продуктов содержит предложенный в изобретении тиснильный вал и взаимодействующий с ним опорный вал. Опорный вал предпочтительно изготавливают из каучука, подобного каучуку на основе сополимера этилена, пропилена и диенового мономера (EPDM) или акрилонитрилбутадиеновому каучуку (NBR), из бумаги или из стали.
Согласно предпочтительному варианту осуществления изобретения опорный вал обладает твердостью в диапазоне от 20 единиц твердости по Шору, по шкале А, до 85 единиц твердости по Шору, по шкале А, предпочтительно в диапазоне от 35 единиц твердости по Шору, по шкале А, до 60 единиц твердости по Шору, по шкале А, а наиболее предпочтительно, твердостью около 45 единиц твердости по Шору, по шкале А.
Предпочтительное устройство содержит устройство для предварительного тиснения для обработки, по меньшей мере, одного дополнительного слоя, составляющего изнаночный слой. Такое предварительное тиснение осуществляют до направления дополнительного слоя в зону контакта между тиснильным валом и контактным валом.
Устройство согласно изобретению может дополнительно содержать устройство, расположенное рядом с тиснильным валом, для нанесения клея на верхний слой. Такое устройство для нанесения клея расположено таким образом, чтобы верхний слой при обработке можно было располагать около тиснильного вала, и таким образом, чтобы он был в контакте с обычным устройством для нанесения клея на ту сторону верхнего слоя, которая не находится в контакте с тиснильным валом.
Устройство предпочтительно содержит контактный вал, вращаемый в контакте с тиснильным валом для скрепления вместе, по меньшей мере, одного верхнего слоя и, по меньшей мере, одного дополнительного слоя. Такой контактный вал используют в обычном процессе типа Goffra Incolla и в тиснильной машине для обеспечения гнездового расположения двух тисненых слоев. Однако контактный вал не является необходимым в случае непосредственного скрепления вместе двух тисненых слоев для осуществления описанного выше процесса скрепления слоев «выступ к выступу», в котором вершины тисненых рисунков двух слоев обращены друг к другу и их ламинируют вместе в местах контакта таких вершин. В таком случае устройство предпочтительно содержит дополнительный тиснильный вал, вращаемый в контакте с предложенным в изобретении тиснильным валом для тиснения, по меньшей мере, одного дополнительного слоя. Этот дополнительный тиснильный вал может быть также предложенным в изобретении тиснильным валом. Однако можно также использовать обычный тиснильный вал, которым формируют обычные тисненые элементы в изнаночном слое таким образом, чтобы они располагались в выбранных положениях относительно предложенного в изобретении тиснильного вала, которым обрабатывают верхний слой, где вершины тисненых элементов, созданных с помощью обоих тиснильных валов, были обращены друг к другу для достижения расположения «выступ к выступу» и скрепления двух слоев.
Согласно предпочтительному варианту осуществления изобретения тисненый рисунок волокнистого продукта, который может также быть продуктом, состоящим из одного слоя, обладает дополнительными признаками, заключающимися в том, что выбранные тисненые выступы или тисненые углубления обладают различным соотношением между высотой в направлении, перпендикулярном базовой плоскости, и площадью проема в базовой плоскости. Благодаря обеспечению таких отличающихся соотношений, характеризующих проемы, дополнительно увеличивают необязательную возможность создания осознанно различных форм для получения отдельных тисненых элементов (тисненых выступов или тисненых углублений). Однако имеют место технические ограничения, касающиеся свободного выбора соотношений, характеризующих проемы, так как, в зависимости от свойств материала бумажного продукта, от устройства для изготовления продукта и от условий процесса, бумажному продукту, подлежащему изготовлению, можно придать только ту форму таких тиснильных выступов или тиснильных углублений, которую он может принять.
Предпочтительно, по меньшей мере, один слой волокнистого продукта содержит, по меньшей мере, одну дополнительную базовую плоскость, от которой выступают такие выбранные тисненые выступы или тисненые углубления. Другими словами, тисненые формы не обязательно должны начинаться от одной и той же базовой плоскости. Вместо этого свободно сформированная трехмерная форма может содержать, например, большие тисненые выступы с внутренней структурой, включающей промежуточные секции меньшей высоты, посредством которых один большой выступ подразделен на множество отдельных субформаций.
Предпочтительно волокнистый продукт дополнительно содержит, по меньшей мере, один дополнительный слой, составляющий изнаночный слой. Такой изнаночный слой может оставаться нетисненым или, в альтернативном варианте осуществления, может также содержать тисненые рисунки, или, согласно дополнительному альтернативному варианту осуществления, может содержать такой же рисунок тиснения, как и верхний слой. Определение того, который из слоев является верхним слоем, а который является изнаночным слоем, является вопросом произвольного выбора. Однако для более легкого распознавания, по меньшей мере, один слой с трехмерным тиснением и специально приданной визуальной привлекательностью принято считать верхним слоем волокнистого продукта, тогда как, по меньшей мере, один дополнительный слой составляет изнаночный слой. Однако можно верхний слой или верхние слои тиснить вместе в одной зоне контакта, а изнаночный слой или слои также тиснить вместе в другой зоне контакта. Кроме того, продукт может также содержать один или большее число средних слоев, тисненых отдельно от верхнего слоя или верхних слоев и от изнаночного слоя или изнаночных слоев.
В случае если изнаночный слой является нетисненым, то такой продукт легко изготавливать, так как нетисненый изнаночный слой можно непосредственно подавать к контактному валу, где его можно прикреплять к верхнему слою.
Согласно предпочтительному варианту осуществления изнаночный слой тиснят, сообщая ему второй рисунок тиснения, отличающийся от рисунка тиснения верхнего слоя, где второй рисунок тиснения предпочтительно содержит рисунок тиснения микровыступов. Рисунок тиснения микровыступов является относительно регулярным рисунком из плотно расположенных маленьких тисненых выступов. Рисунок тиснения, выполненный с поверхностной плотностью тисненых элементов, составляющей более 20/см2, определен в данном документе как рисунок тиснения микровыступов. Такой рисунок тиснения микровыступов может быть свободно выбран на основании критерия функциональности, заключающегося в придании бумажному продукту определенных признаков, касающихся общей прочности, объемности или гладкости. Требования, предъявляемые к внешнему виду, и эффекты не играют какой-либо существенной роли при выборе подходящего рисунка тиснения микровыступов.
Предпочтительно множество слоев скрепляют вместе путем склеивания, предпочтительно используя окрашенный клей. Использование клея является еще одним средством влияния на технические свойства комбинированного продукта, особенно на общую жесткость волокнистого продукта. Если используют окрашенные клеи, то такой выбор делают для придания особенного визуального внешнего вида продукту. Согласно предпочтительному варианту осуществления доля площади поверхности слоев, покрытой клеем, составляет больше 5% и меньше 80%, предпочтительно от 15% до 60%, особенно от 20% до 50%. Для стандартных многослойных бумажных продуктов с гнездовым расположением, по меньшей мере, двух тисненых слоев доля площади поверхности, покрытой клеем, обычно составляет от 3% до 8%. Из этого сравнения с обычно используемыми долями площади поверхности, покрытой клеем, следует, что предложенный в изобретении продукт может содержать на много большую долю общей площади поверхности, покрытой клеем. При такой большой площади поверхности, покрываемой клеем, которая предпочтительно составляет от 15% до 60%, получается в результате жесткий продукт, который может быть особенно пригоден для пеленок.
Для соединения вместе множества слоев, а конкретно двух слоев, слои предпочтительно скрепляют путем склеивания их вместе в области обращенных друг к другу вершин рисунков тиснения слоев.
В другом предпочтительном варианте осуществления изобретения многослойный волокнистый продукт содержит, по меньшей мере, один средний слой, подвергнутый объемному тиснению. Технология объемного тиснения обычных продуктов известна из документа W02002/103112, сущность которого включена в данный документ путем ссылки. Средний слой с объемным тиснением служит для придания большого объема продукту и может быть пригоден, если желателен продукт, который вызывал бы ощущение большого объема.
Согласно предпочтительному варианту осуществления волокнистый продукт содержит четыре слоя, где, по меньшей мере, один средний слой тиснен вместе с соседним верхним слоем.
Согласно предпочтительному варианту осуществления изобретения верхний слой волокнистого продукта содержит рисунок тиснения с тиснеными подушкообразными выступами, тогда как нижний слой содержит тисненые стабилизирующие элементы, которые выступают внутрь подушкообразных выступов верхнего слоя. Такая структура обладает преимуществом, заключающимся в том, что могут быть обеспечены относительно большие по размерам подушкообразные выступы, которые стабилизированы с помощью стабилизирующих элементов изнаночного слоя или нижнего слоя. Для более подробного описания концепции обеспечения стабилизирующих элементов, сделана ссылка на документ WO2006/136186, сущность которого включена в данный документ путем ссылки. С помощью тисненых стабилизирующих элементов поддерживают трехмерную структуру верхнего слоя и исключают сплющивание подушкообразных выступов.
Предпочтительно, по меньшей мере, один слой многослойного волокнистого продукта имеет цвет, отличающийся от цвета другого слоя или других слоев. Обеспечением выбранного слоя, имеющего отличающийся основной цвет, можно дополнительно улучшить визуально внешний вид многослойного волокнистого продукта.
Краткое описание чертежей
На чертежах:
на фиг. 1 схематически показана секция периферической поверхности предложенного в изобретении, структурированного тиснильного вала для изготовления предложенного в изобретении бумажного продукта;
на фиг. 2 схематически показан предложенный в изобретении двухслойный продукт, где один из его слоев тиснен с использованием тиснильного вала, схематически показанного на фиг. 1;
на фиг. 3 схематически показана зона контакта между двумя предложенными в изобретении структурированными тиснильными валами, подлежащим использованию в тиснильной машине, работающей согласно способу «выступ к выступу»;
на фиг. 4 показано поперечное сечение продукта, приведенного в качестве примера, для изготовления которого использовали тиснильные валы, схематически показанные на фиг. 3;
на фиг. 5 схематически показана зона контакта между двумя предложенными в изобретении структурированными тиснильными валами, подлежащим использованию в тиснильной машине, работающей согласно способу гнездового расположения выступов;
на фиг. 6 показано поперечное сечение продукта, приведенного в качестве примера, для изготовления которого использовали тиснильные валы, схематически показанные на фиг. 5;
на фиг. 7 схематически показано изогнутое углубление охватывающего типа в периферической базовой поверхности тиснильного вала;
на фиг. 8 показан пример устройства для изготовления продукта и для осуществления способа изготовления предложенного в изобретении двухслойного продукта с использованием тиснильной машины типа Goffra Incolla;
на фиг. 9a показан другой пример устройства для изготовления продукта и для осуществления способа изготовления предложенного в изобретении двухслойного продукта с использованием тиснильной машины типа «выступ к выступу»;
на фиг. 9b показан дополнительный пример устройства для изготовления продукта и для осуществления способа изготовления предложенного в изобретении двухслойного продукта с использованием тиснильной машины типа «выступ к выступу», содержащей устройство для нанесения печатной краски, а также устройство для нанесения клеев;
на фиг. 10 показан дополнительный пример устройства для изготовления продукта и для осуществления способа изготовления предложенного в изобретении двухслойного продукта с использованием тиснильной машины для гнездового расположения выступов;
на фиг. 11a изображен схематический вид части обычного тиснильного вала с одной высотой выступов охватываемого типа;
на фиг. 11b изображен схематический вид продукта, тисненного с использованием тиснильного вала с одной высотой выступов, представленного на фиг. 11a;
на фиг. 12a изображен схематический вид части периферической поверхности обычного тиснильного вала с выступами двух высот; и
на фиг. 12b изображен продукт, тисненный с использованием обычного тиснильного вала с выступами двух высот, представленного на фиг. 11b.
Описание предпочтительных вариантов осуществления изобретения
На фиг. 1 изображен схематически вид, на котором показана только маленькая часть периферической части тиснильного вала для изготовления предложенного в изобретении бумажного продукта. Тиснильный вал предпочтительно изготавливают из стали, очень твердых пластиков, каучука или твердой резины, и, в общем, обозначен позицией номер 10. В конкретном варианте осуществления, как это показано на фиг. 1, тиснильный вал 10 содержит тиснильные формации охватывающего типа, что означает, что в наружной периферической поверхности вала, начиная от базовой периферической поверхности 12, показанной пунктирной линией, выполнены углубления охватывающего типа. На тиснильном валу может быть определена дополнительная базовая периферическая поверхность 14, показанная пунктирной линией с двумя точками. Помимо основных углублений 16, идущих от базовой периферической поверхности 12, имеются также дополнительные, меньшего размера углубления 18, начинающиеся от дополнительной периферической базовой поверхности 14 и имеющие меньшую глубину, чем основные углубления 16.
Из сравнения максимальной глубины D1 и D2 двух показанных в качестве примера углублений в валу 10 следует, что углубления могут иметь различные глубины. По поперечному сечению, показанному на фиг. 1, невозможно судить о протяженности углублений в направлении, перпендикулярном плоскости чертежа, т.е. в базовой поверхности 12. То же самое относится к общим размерам площадей А, показанных в качестве примера, в виде площадей А1 и A2 на фиг. 1. Однако следует отметить, что соотношение между глубиной D и соответствующей площадью проема А углубления охватывающего типа может быть различным у различных углублений 16, а также у различных углублений 18, начинающихся от второй базовой периферической поверхности 14.
На фиг. 1 также показано, что углы наклона между частями секций 17 боковой стенки углублений 16 и направлением, перпендикулярным к базовой периферической поверхности 12, т.е. радиальным направлением вала 10, имеют различные и свободно выбираемые значения.
Рисунок, показанный в качестве примера, выполненный в поверхности вала 10, может быть получен любым известным способом, например механической обработкой, травлением, нанесением маскирующего покрытия с последующим травлением и способом moletage или с использованием подходящих сочетаний этих способов. Схематический вид, представленный на фиг. 1, предназначен для того, чтобы показать, что тиснильная поверхность может иметь свободно выбранную форму без ограничений в отношении одинаковости формы различных тиснильных углублений 16 или 18. Размеры, наклоны боковых стенок, определение базовых периферических поверхностей и площади проемов в любой базовой поверхности, определенной таким образом, могут быть свободно выбраны в той мере, пока материал, подлежащий тиснению, может по существу принимать форму тиснильной поверхности вала.
На фиг. 2 показано поперечное сечение предложенного в изобретении продукта 60, показанного в качестве примера, представляющего собой двухслойный продукт, состоящий из первого слоя 20 и второго слоя 30. Первый слой 20 является верхним слоем, и он изготовлен с использованием предложенной в изобретении технологии трехмерного тиснения и с использованием тиснильного вала 10, показанного на фиг. 1. Второй нижний слой 30 снабжен рисунком тисненых микровыступов с более высокой поверхностной плотностью тисненых форм в сравнении с верхним слоем 20. Рисунки для микротиснения имеют поверхностную плотность тиснильных элементов, составляющую более 20/см2.
Верхний слой 20 является трехмерно тисненым слоем, в котором сформированы подушкообразные выступы 22, тогда как тисненые микровыступы изнаночного слоя 30 обозначены позицией номер 32. На схематическом чертеже, на фиг. 2, показано, что несколько тисненых микровыступов 32 выступает внутрь тисненых подушкообразных выступов 22 верхнего слоя 20 и стабилизируют их, поддерживая подушкообразные выступы и исключая их сплющивание.
В областях 40 два слоя скреплены вместе с помощью клея 42, который локально нанесен на базовую плоскость 24 первого слоя, соответствующего базовой периферической поверхности 12 вала 10, показанного на фиг. 1.
В верхнем слое 20 может быть определена дополнительная базовая плоскость, соответствующая дополнительной базовой поверхности 14 вала 10, которая соответствует дополнительной базовой периферической поверхности 14 вала 10, показанного на фиг. 1, и которой подразделены подушкообразные выступы во вторичных подушкообразных выступах 41.
Второй слой 30 разравнивают посредством контактного процесса в тех областях, в которых первый слой 20 и второй слой 30 скрепляют вместе склеиванием. Для повышения визуального эффекта клей 42 может быть окрашенным.
На фиг. 3 схематически показана зона контакта 11 между двумя предложенными в изобретении, структурированными тиснильными валами 10а и 10b, подлежащими использованию в тиснильной машине, и проиллюстрирован процесс изготовления «выступ к выступу». Для осуществления этого процесса используют два вала 10а и 10b для трехмерного тиснения, имеющих топографии поверхностей, являющихся зеркальным отображением друг друга. В действительности для достижения расположения двух слоев, соответствующего режиму «выступ к выступу», не обязательно, чтобы тиснильные поверхности двух взаимодействующих тиснильных валов были одинаковыми в отношении их зеркальных отображений. Достаточно того, чтобы выбранные приподнятые участки тиснильной формы двух взаимодействующих валов были обращены друг к другу. В примере, показанном на фиг. 3, оба вала 10а и 10b снабжены углублениями 16 охватывающего типа, но могут быть определены некоторые дополнительные периферические поверхности 14, а также 15, определяющие дополнительные поверхности и составляющие начальную точку дополнительных углублений 18 и 19 охватывающего типа, идущих от плоскостей 14 и 15, соответственно. Зону контакта, т.е. расстояние между двумя базовыми периферическими плоскостями 12a, 12b регулируют согласно толщине обрабатываемого волокнистого продукта и, возможно, толщине дополнительных слоев, составляющих один или большее число средних слоев.
На фиг. 4 показан пример многослойного продукта, изготовленного посредством использования пары валов, схематически показанных на фиг. 3. Первый слой 20 и второй слой 30 повторяют форму тиснильных валов 10а, 10b; описанные выше отклонения формы тисненого волокнистого продукта от формы тиснильного вала здесь не рассматриваются. Такое отклонение выражается в небольшом уменьшении высоты тисненых элементов в сходном продукте в сравнении с высотами тиснильных элементов в тиснильном валу. Имеется еще третий слой 21 (как это показано на чертеже), подвергнутый объемному тиснению. Под объемным тиснением здесь понимают то, что третьему слою 21 был придан нерегулярный рисунок тиснения, не совмещенный с рисунком тиснения первого слоя 20 и второго слоя 30. Эффект от использования среднего слоя 20, подвергнутого объемному тиснению, заключается в стабилизации тисненых выступов 22 первого и второго слоев 20, 30. Продукт, показанный на фиг. 4, изготовлен путем отдельного объемного тиснения среднего слоя 21 и последующего направления среднего слоя в зону контакта 11 между тиснильными валами 10а и 10b, как это показано на фиг. 3. В зоне контакта 11 между этими частями тиснильных валов, лежащими в базовых периферических плоскостях 12a, 12b и обращенных друг к другу, три слоя скрепляют вместе, используя клей, наносимый на слой 20 и/или на слой 30 в ходе выполнения отдельных этапов их тиснения, но до направления в зону контакта 11 между двумя тиснильными валами, показанными на фиг. 3.
В качестве альтернативы при расположении тиснильных валов и продукта таким образом, как это показано на фиг. 3 и 4, можно использовать больше одного среднего слоя, подвергнутого объемному тиснению, или среднего слоя, не подвергнутого тиснению. Кроме того, форма двух тиснильных валов 10а, 10b может быть различной, где тиснильные поверхности обоих валов не являются зеркальными отображениями друг друга. Это возможно, так как два вала действуют скоординированным образом и имеются четко определенные участки обоих валов, в которых производят скрепление слоев в зоне контакта 11 между обоими тиснильными валами 10а, 10b.
Вариант осуществления согласно фиг. 5 и продукт, получаемый в результате этого, показанный на фиг. 6, отличаются тем, что здесь используют два тиснильных вала 10а, 10с, имеющих различную форму, и тем, что они расположены таким образом, чтобы слои, подвергаемые тиснению отдельными валами 10а и 10с, можно было соединять вместе в дополнительном этапе процесса для достижения гнездового расположения слоев.
Тиснильный вал 10а идентичен тиснильному валу 10а, изображенному на фиг. 3, так что в любых последующих пояснениях можно ссылаться на описание, относящееся к фиг. 3. Тиснильный вал 10с снабжен дискретными выступами 23, которые могут иметь либо одинаковую форму, либо различную форму, как в примере тиснильного вала 10с, в котором различные типы выступов 23a, 23b и 23c … отличаются друг от друга. Процесс, в котором используют тиснильные валы 10а и 10c, описан ниже со ссылками на фиг. 10.
При соединении вместе двух слоев 20 и 30, обработанных отдельно на тиснильных валах 10а, 10с, между первым тиснильным валом 10а и контактным валом, получают продукт, схематически показанный на фиг. 6. Нижний слой 30 снабжен выступами 33, которые введены в тисненые выступы 22 первого слоя 20, и с их помощью обеспечивают стабилизирующий эффект, оказываемый на выступы 22 первого слоя 20. Это является преимуществом, так как посредством тиснильного вала 10а согласно изобретению обеспечивают свободно разработанную трехмерную поверхность, с помощью которой можно создавать тисненые углубления или тисненые выступы сложной формы и больших размеров, которые более стабильно сохраняют их форму, если нижний слой снабжен поддерживающими выступами 33, как это схематически показано на фиг. 6.
На фиг. 7 схематически показаны другие признаки предложенного в изобретении тиснильного вала. На фиг. 7 показана маленькая часть базовой периферической поверхности вала 10 с углублением 16 охватывающего типа, сформированным в ней. Углубление охватывающего типа содержит боковые стенки изогнутой формы в поперечном сечении, как это показано на фиг. 7. Под словами «боковые стенки изогнутой формы» понимают не только маленькие скругленные секции в области переходов между базовой периферической поверхностью и обычными тиснильными углублениями, но и изогнутую поверхность, которая может составлять значительную часть или всю боковую стенку. На фиг. 7 показаны две воображаемые ортогональные линии, начинающиеся от изогнутой поверхности углубления охватывающего типа. Обе ортогональные линии пересекают базовую периферическую поверхность под углами, обозначенными как β1 и β2, которые определены (каждый) как наименьший угол, существующий между ортогональным направлением O1 и O2 и базовой периферической поверхностью 12 тиснильного вала 10. Можно увидеть, что может быть определено два ортогональных направления, которые (оба) начинаются от выбранных положений изогнутой локальной поверхности углубления охватывающего типа и которые пересекают базовую периферическую поверхность под углами, удовлетворяющими уравнению 30°<|β1-β2|<90°, а предпочтительно уравнению 50°<|β1-β2|<90°. Здесь следует заметить, что углы β1 и β1 имеют различное направление, что приводит к различным математическим алгебраическим знакам.
На фиг. 8 показан первый вариант осуществления <устройства> для изготовления двухслойного продукта согласно изобретению с использованием технологии Goffra Incolla. В примере, показанном на фиг. 8, первый слой 20 подвергают трехмерному тиснению между опорным валом 50 и предложенным в изобретении тиснильным валом 10, как это показано в качестве примера на фиг. 1. Клей наносят на базовую поверхность 12 трехмерного тиснильного вала 10 (если трехмерный тиснильный вал снабжен углублениями охватывающего типа, как это показано на фиг. 1) или на верхние поверхности тиснильных выступов охватываемого типа (если трехмерный тиснильный вал снабжен выступами охватываемого типа на его периферической поверхности). Клей наносят посредством устройства 52, содержащего вал 53 для нанесения. Второй слой 30 может быть подвергнут (необязательно) предварительному тиснению между валом 54 для микротиснения и соответствующим опорным валом 56, и его затем подают в зону контактна между трехмерным тиснильным валом 10 и контактным валом 58, как это обычно делают в данной области производства. Двухслойный ламинированный продукт 60, соответствующий продукту, показанному на фиг. 2, выпускают из схематического устройства, как это показано на фиг. 8.
На фиг. 9a. схематически показан альтернативный вариант осуществления тиснильного устройства и проиллюстрирован способ изготовления продукта по принципу «выступ к выступу». Первый слой 20 подвергают трехмерному тиснению между предложенным в изобретении тиснильным валом 10 и опорным валом 50, и клей наносят посредством устройства 52, содержащего вал 53 для нанесения. Второй слой 30 также обеспечивают трехмерным рисунком тиснения между дополнительным предложенным в изобретении трехмерным тиснильным валом 62 и соответствующим опорным валом 64. Второй трехмерный тиснильный вал может быть такого же типа, как и вал 10, т.е. оба вала могут быть снабжены выступами охватываемого типа и/или углублениями охватывающего типа, или он может быть другого типа, чтобы один из валов 10, 62 содержал углубления охватывающего типа, а другой вал содержал выступы охватываемого типа. Два слоя 20 и 30 соединяют вместе в зоне контакта между двумя тиснильными валами 10 и 62 и получают двухслойный ламинированный продукт 60. Тип тиснильного устройства и способ, представленные на фиг. 9a, могут быть такого типа, которые представлены на фиг. 3, описанной выше.
На фиг. 9b показано тиснильное устройство и проиллюстрирован способ изготовления продукта по принципу «выступ к выступу», аналогичные представленным на фиг. 9a, за исключением того, что устройство 52 для нанесения клея присоединено к трехмерному тиснильному валу 62, вместо вала 10, и того, что дополнительное устройство 72 для нанесения красителя (печатной краски) присоединено к трехмерному тиснильному валу 10.
На фиг. 10 показан дополнительный альтернативный вариант осуществления тиснильного устройства и проиллюстрирован способ изготовления продукта гнездового типа. Первый слой 20 подвергают трехмерному тиснению между предложенным в изобретении тиснильным валом 10 и опорным валом 50, и клей наносят посредством устройства 52, содержащего вал 53 для нанесения. Таким образом, обработку первого слоя 20 выполняют таким же способом, как это описано выше со ссылкой на фиг. 8, 9a и 9b. По меньшей мере, один дополнительный слой 30 снабжают рисунком тиснения между тиснильным валом 63, который может быть либо предложенным в изобретении трехмерным тиснильным валом, либо обычным тиснильным валом. Второй слой 30 подвергают тиснению между валом 63 и опорным валом 64 до направления этого слоя в зону контакта между трехмерным тиснильным валом 10 для тиснения первого слоя и контактным валом 58, взаимодействующим с трехмерным тиснильным валом 10 для тиснения первого слоя. Тиснильные валы 10 и 63 действуют в согласованном режиме таким образом, чтобы осуществлялось гнездовое расположение, схематически показанное на фиг. 6. Тиснильный вал 63 для тиснения, по меньшей мере, одного дополнительного слоя 30 может быть такого типа, который показан в качестве примера в виде тиснильного вала 10с на фиг. 5, но возможно использование любой другой формы, приводящей к достижению гнездового расположения тисненых элементов второго слоя 30 в тисненых элементах первого слоя 20 для обеспечения желаемого результата.
Применение предложенного в изобретении тиснильного вала в сочетании со способом трехмерного тиснения и устройства обеспечивает возможность изготовления волокнистых продуктов со значительно более широким разнообразием рисунков тиснения в сравнении с обычными волокнистыми продуктами. Не существует почти никаких ограничений, касающихся формы отдельных рисунков тиснения, за исключением требования, заключающегося в том, чтобы соответствующий волокнистый продукт принимал форму трехмерных тиснильных валов в ходе осуществления способа изготовления.






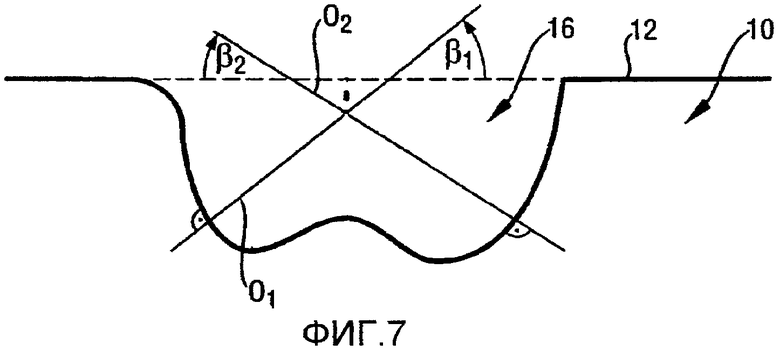
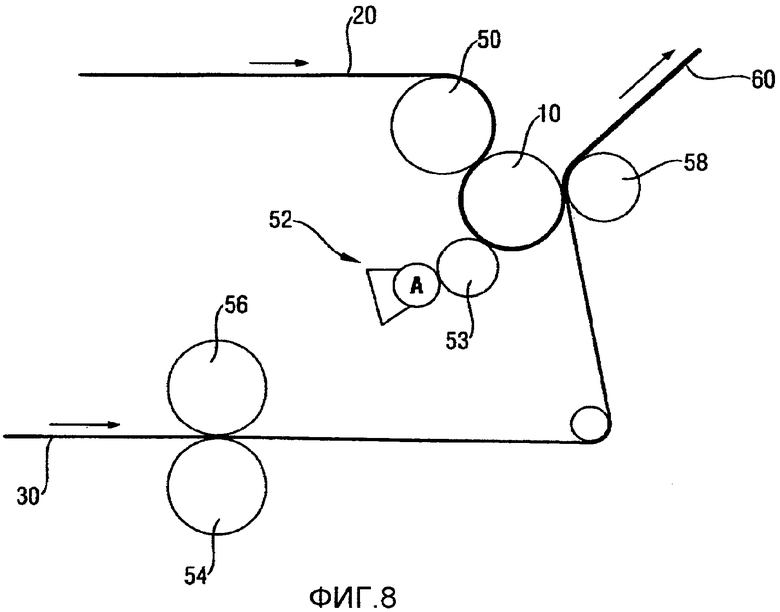
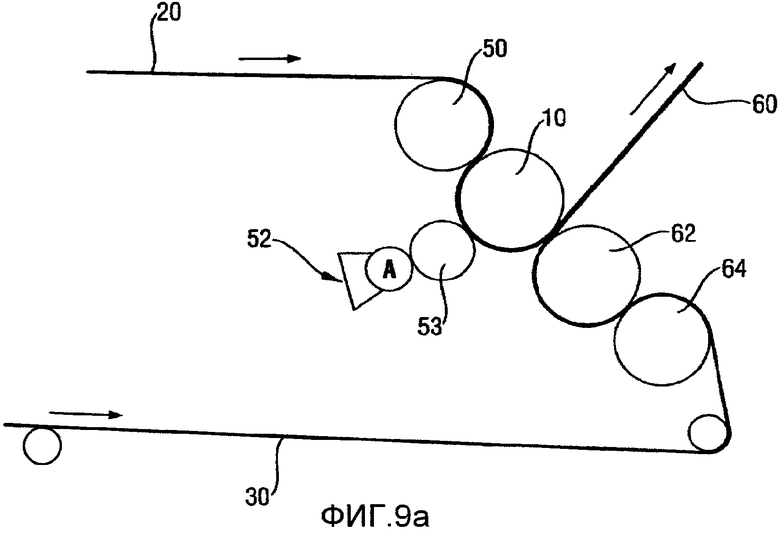
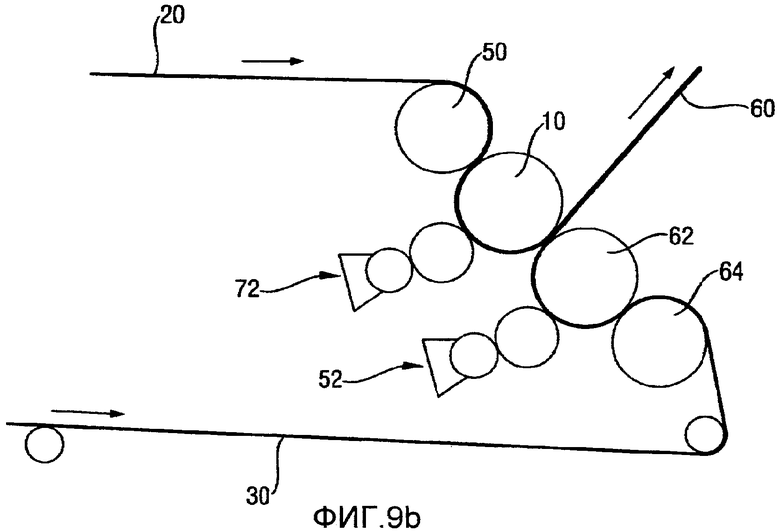
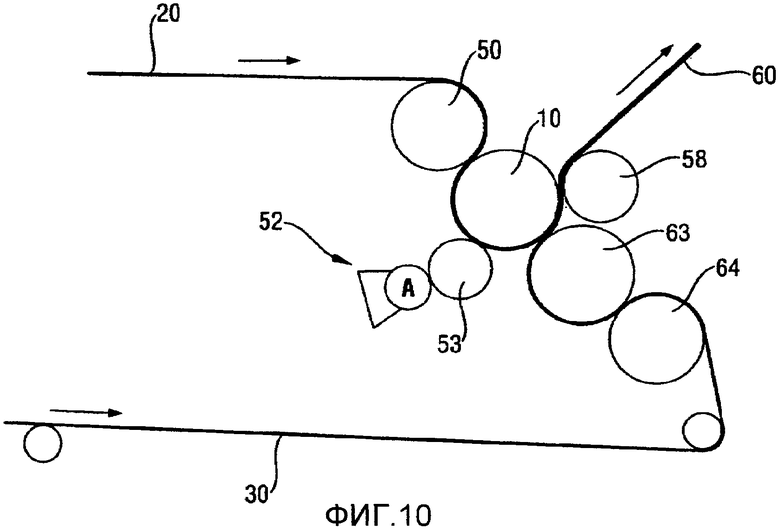




Тиснильный вал для изготовления волокнистых продуктов, особенно продуктов из тонкой бумаги, нетканого материала или гибридов из них, со структурированной тиснильной поверхностью, подходящей для взаимодействия с опорным валом. При этом структурированная тиснильная поверхность содержит выступы охватываемого типа или углубления охватывающего типа, начинающиеся от базовой периферической поверхности вала. Причем базовые площади выбранных выступов охватываемого типа или углублений охватывающего типа в базовой периферической поверхности являются различными. Высоты или глубины выбранных выступов охватываемого типа или углублений охватывающего типа в радиальном направлении вала, начинающиеся от базовой периферической поверхности, являются различными. Углы между секциями боковых стенок и соседней базовой периферической поверхностью выбранных выступов охватываемого типа и/или углублений охватывающего типа являются различными. Причем, по меньшей мере, один выступ охватываемого типа или одно углубление охватывающего типа содержит боковые стенки с, по меньшей мере, двумя различными углами наклона между секциями боковой стенки и соседней базовой поверхностью. Выбранные углы между секциями боковых стенок выступов охватываемого типа или углублений охватывающего типа и соседней базовой поверхностью превышают 30°. Изобретение также относится к способу и устройству для изготовления многослойного волокнистого продукта. Группа изобретений обеспечивает получение таких продуктов, которые после тиснения будут иметь визуально различные внешние виды. 4 н. и 24 з.п. ф-лы, 15 ил.
1. Тиснильный вал (10) для изготовления волокнистых продуктов, особенно, продуктов из тонкой бумаги, нетканого материала или гибридов из них, и предпочтительно гигиенических и чистящих продуктов со структурированной тиснильной поверхностью, подходящей для взаимодействия с опорным валом (50), где структурированная тиснильная поверхность содержит выступы охватываемого типа или углубления (16) охватывающего типа, начинающиеся от базовой периферической поверхности (12, 12а, 12b) вала; где
- рисунок тиснения характеризуется следующими отличительными признаками:
- базовые площади (А1, А2) выбранных выступов охватываемого типа или углублений (16) охватывающего типа в базовой периферической поверхности (12, 12а, 12b) являются различными;
- высоты или глубины (D1 D2) выбранных выступов охватываемого типа или углублений (16) охватывающего типа в радиальном направлении вала (10), начинающиеся от базовой периферической поверхности (12, 12а, 12b), являются различными; и
- углы (α1, α2) между секциями (17) боковых стенок и соседней базовой периферической поверхностью (12, 12а, 12b) выбранных выступов охватываемого типа и/или углублений (16) охватывающего типа являются различными;
- по меньшей мере, один выступ охватываемого типа или одно углубление (16) охватывающего типа содержит боковые стенки (17) с, по меньшей мере, двумя различными углами наклона между секциями боковой стенки и соседней базовой поверхностью (12, 12а, 12b); и
- выбранные углы (α1, α2) между секциями (17) боковых стенок выступов охватываемого типа или углублений (16) охватывающего типа и соседней базовой поверхностью превышают 30°.
2. Тиснильный вал по п.1, в котором углы β1, β2, определенные как углы пересечения ортогональных направлений (О1, О2), начинающихся от выбранных положений на локальной поверхности выступов охватываемого типа и/или углублений охватывающего типа, с базовой периферической поверхностью, где такие углы β1, β2 должны составлять больше 30°, предпочтительно больше 50°, или меньше 20°.
3. Тиснильный вал по п.1 или 2, в котором локальная поверхность, по меньшей мере, одного углубления (16) охватывающего типа изогнута таким образом, что может быть определено два ортогональных направления (О1, О2), начинающихся от выбранных положений на локальной поверхности, где два ортогональных направления (О1, О2) пересекают базовую периферическую поверхность под углами β1, β2, удовлетворяющими уравнению 30°<|β1-β2|<90°, а предпочтительно уравнению 50°<|β1-β2|<90°.
4. Тиснильный вал по п.1, в котором структурированная тиснильная поверхность является свободно сформированной трехмерной поверхностью.
5. Тиснильный вал по п.1, в котором, по меньшей мере, один выступ охватываемого типа или одно углубление (16) охватывающего типа имеет поперечную протяженность, которая превышает 4 мм, предпочтительно 10 мм, а наиболее предпочтительно 25 мм, в котором выступы охватываемого типа имеют минимальную высоту, составляющую 0,4 мм, и максимальную высоту, составляющую 2,0 мм, и в котором углубления охватывающего типа имеют минимальную глубину, составляющую 0,4 мм, и максимальную глубину, составляющую 2,0 мм.
6. Тиснильный вал по п.1, содержащий, по меньшей мере, одно углубление (16) охватывающего типа, являющееся продолговатой канавкой, глубина которой непрерывно изменяется, по меньшей мере, в секции канавки в продольном направлении канавки или ширина которой непрерывно изменяется в продольном направлении канавки, по меньшей мере, в секции канавки.
7. Тиснильный вал по п.1, содержащий, по меньшей мере, один выступ охватываемого типа, являющийся продолговатым буртиком, высота которого непрерывно изменяется, по меньшей мере, в секции буртика в продольном направлении буртика или ширина которого непрерывно изменяется в продольном направлении буртика, по меньшей мере, в секции буртика.
8. Тиснильный вал по п.1, содержащий, по меньшей мере, два углубления (16) охватывающего типа, где два углубления охватывающего типа обладают различным соотношением между максимальными глубинами (D1, D2) в радиальном направлении, начинающимися от базовой периферической поверхности (12, 12а, 12b), и площадями проемов (А1, А2) в базовой периферической поверхности (12, 12а, 12b).
9. Тиснильный вал по п.1, содержащий, по меньшей мере, одну дополнительную базовую периферическую поверхность (14, 14а, 14b, 15a, 15b), от которой начинаются выбранные выступы охватываемого типа или углубления охватывающего типа.
10. Тиснильный вал по п.1, тиснильную поверхность которого изготавливают путем нанесения маскирующего покрытия-травления, и/или путем молетирования, и/или путем механической обработки.
11. Способ изготовления многослойного волокнистого продукта, особенно продукта из тонкой бумаги, нетканого материала или гибрида из них, а предпочтительно гигиенического и чистящего продукта, включающий следующие этапы способа:
(a) тиснение верхнего слоя (20) с использованием тиснильного вала (10) по любому из предыдущих пунктов;
(b) подачу, по меньшей мере, одного дополнительного слоя (30), где такой дополнительный слой (30) необязательно является слоем, подвергнутым предварительному тиснению (54, 56) до направления его в зону контакта между тиснильным валом (10) и контактным валом (58); и
(с) скрепление вместе верхнего слоя (20) и дополнительного слоя (30) в зоне контакта между тиснильным валом (10) и контактным валом (58) или в зоне контакта между тиснильным валом (10) и вторым тиснильным валом (62) для тиснения дополнительного слоя (30).
12. Способ по п.11, в котором на этапе (с) скрепление осуществляют посредством механического скрепления слоев или посредством ламинирования вместе верхнего слоя (20) и дополнительного слоя (30) с помощью клеев.
13. Способ по п.12, в котором клей наносят на выступающие части тиснильного вала (10), особенно выборочно на особые выступы тиснильного вала (10).
14. Способ по любому из пп.11-13, дополнительно включающий применение окрашенного клея и/или неклеящих окрашенных веществ для нанесения красителя на верхний слой (20), предпочтительно на ту его сторону, которая обращена, по меньшей мере, к одному дополнительному слою (30) в готовом продукте (60).
15. Способ по п.11, в котором
тиснение на этапе (а) выполняют, используя ультразвуковую технологию тиснения в зоне контакта между тиснильным валом (10) и опорным валом (50).
16. Способ по п.11, в котором верхний слой (20) и, по меньшей мере, один дополнительный слой (30) складывают вместе, располагая по принципу «выступ к выступу» или гнездовым способом.
17. Способ по п.11, в котором:
- многослойный продукт (60) содержит три или четыре слоя;
- нижний слой (30) подвергают тиснению, используя тиснильный вал (10) по любому из пп.1-10; и
- по меньшей мере, один средний слой (21) подвергают объемному тиснению, в котором, по меньшей мере, один средний слой подвергают тиснению вместе с верхним слоем.
18. Устройство для изготовления волокнистых продуктов, содержащих, по меньшей мере, один верхний слой (20), особенно, продуктов из тонкой бумаги, нетканого материала или гибридов из них, а предпочтительно гигиенических и чистящих продуктов, содержащее:
- тиснильный вал (10) по любому из пп.1-10; и
- взаимодействующий с ним опорный вал (50) и
- необязательно устройство (54, 56) для предварительного тиснения, по меньшей мере, одного дополнительного слоя (30).
19. Устройство по п.18, дополнительно содержащее устройство (52) для нанесения клея, расположенное вблизи тиснильного вала (10), для нанесения клея на верхний слой (20),
в котором такое устройство (52) для нанесения клеев предпочтительно содержит вал (53) для нанесения клеев, где вал (53) для нанесения необязательно может быть структурированным валом для нанесения.
20. Устройство по любому из пп.18 и 19, дополнительно содержащее контактный вал (58), взаимодействующий с тиснильным валом (10) для скрепления вместе, по меньшей мере, одного верхнего слоя (20) и, по меньшей мере, одного дополнительного слоя (30).
21. Устройство по любому из пп.18 и 19, дополнительно содержащее дополнительный тиснильный вал (62), взаимодействующий с тиснильным валом (10), для тиснения, по меньшей мере, одного дополнительного слоя (30).
22. Устройство по пп.18 и 19, дополнительно содержащее:
- дополнительный тиснильный вал (62), взаимодействующий с первым тиснильным валом (10), для тиснения, по меньшей мере, одного дополнительного слоя (30);
- устройство (52) для нанесения клеев либо на верхний слой (20), либо на нижний слой (30), где это устройство (52) для нанесения клеев может необязательно содержать вал (53) для нанесения, особенно, структурированный вал для нанесения; и
- устройство (72) для нанесения красителя (печатной краски) либо на верхний слой (20), либо на нижний слой (30).
23. Волокнистый продукт (60), особенно, продукт из тонкой бумаги, нетканого материала или гибрид из них, а предпочтительно гигиенический и чистящий продукт, содержащий:
- по меньшей мере, один слой (20) с тисненым рисунком, содержащим тисненые углубления (22), подобные вдавленным точкам, или тисненые выступы (22) подушкообразной формы, где тисненые углубления или тисненые выступы начинаются от базовой плоскости (24) слоя (20);
- рисунок тиснения, отличающийся следующими признаками:
- базовые площади (А1, А2) выбранных тисненых элементов (22), в частности, тисненых углублений или тисненых выступов, в базовой плоскости (24) являются различными;
- глубины (D1, D2) выбранных тисненых углублений или высоты выбранных тисненых выступов, перпендикулярные базовой плоскости (24), являются различными; и
- углы (α1, α2) между секциями боковой стенки и соседней базовой плоскостью (24) выбранных тисненых углублений или тисненых выступов (22) являются различными;
- по меньшей мере, один выступ охватываемого типа или одно углубление охватывающего типа содержит боковые стенки с, по меньшей мере, двумя различными углами наклона между секциями боковой стенки и соседней базовой поверхностью; и
- выбранные углы (α1, α2) между секциями боковых стенок выступов охватываемого типа или углублений охватывающего типа и соседней базовой поверхностью превышают 30°.
24. Волокнистый продукт по п.23, содержащий рисунок тиснения, имеющий дополнительные признаки:
- выбранные тисненые выступы (22) или тисненые углубления имеют различное соотношение высоты или глубины (D1, D2) в направлении, перпендикулярном базовой плоскости (24), и площади проема (А1, А2) в базовой плоскости (24).
25. Волокнистый продукт по п.23 или 24, в котором, по меньшей мере, один слой (20) содержит, по меньшей мере, одну дополнительную базовую плоскость (25), от которой выступают выбранные тисненые выступы или тисненые углубления (41).
26. Волокнистый продукт по п.23, дополнительно содержащий, по меньшей мере, один дополнительный слой (30), составляющий изнаночный слой (30), где изнаночный слой может быть нетисненым слоем, или где изнаночный слой (30) либо содержит такой же рисунок тиснения, как и верхний слой (20), либо изнаночный слой (30) тиснен вторым рисунком тиснения, отличающимся от рисунка тиснения верхнего слоя (20), где второй рисунок тиснения предпочтительно содержит рисунок микротиснения.
27. Волокнистый продукт по п.26, в котором множество слоев (20, 30) скреплено путем склеивания вместе предпочтительно с использованием окрашенного клея, где доля площади поверхности, покрытая клеями между слоями, предпочтительно составляет более 5% и менее 80%, предпочтительно от 15 до 60%, где множество слоев (20, 30) необязательно может быть скреплено путем склеивания вместе (40) в области вершин тисненых рисунков слоев, обращенных друг к другу, и где слои (20, 30) предпочтительно только частично скреплены вместе.
28. Волокнистый продукт по п.24, в котором:
- верхний слой (20) содержит рисунок тиснения с тиснеными подушкообразными выступами (22); и
- нижний слой (30) содержит тисненые стабилизирующие элементы (33), выступающие внутрь подушкообразных выступов (22) верхнего слоя (20).
| US 2006286885 А1, 21.12.2006 | |||
| US 6173496 B1, 16.01.2001 | |||
| US 1921456 A, 08.08.1933 | |||
| US 2005138981 A1, 30.06.2005 | |||
| Устройство для регистрации грозовых разрядов | 1960 |
|
SU138078A1 |

