Изобретение относится к одноразовой бочке для газированных (содержащих углекислоту) напитков, в частности для пива и пивных коктейлей.
Текущим уровнем техники являются многоразовые бочки из нержавеющей стали с заполняемыми объемами между 20 и 50 литрами. Эти бочки состоят из двух глубокотянутых полуоболочек из нержавеющей стали, которые сварены посередине с образованием пустого пространства. К нижней полуоболочке снаружи приварено стабильное опорное кольцо, а к верхней полуоболочке захватное кольцо. В верхнюю полуоболочку по центру ввинчен фитинг, от которого металлическая подъемная труба распространяется до дна бочки. Опорное кольцо и захватное кольцо выполнены таким образом, что бочки могут штабелироваться. Благодаря глубокотянутым полуоболочкам бочки могут почти без остатка опорожняться через фитинг. Прочная конструкция позволят при надлежащем обращении и техническом обслуживании фитинга ожидать средний срок службы до 20 лет при примерно 60 циклах обращения. С точки зрения защиты окружающей среды, расхода энергии, надежности и прочности, а также вкусовой нейтральности в отношении заполненного напитка бочки из нержавеющей стали являются уже десятилетиями первым выбором для пивоваренных заводов и предприятий по разливу напитков.
Уже некоторое количество лет также пластиковые бочки из полиэтилентерафталата (PET) используются для экспортного рынка. Они по сравнению с массивными бочками из нержавеющей стали существенно легче и экономичнее. Они рассчитаны лишь на одно единственное заполнение, не должны транспортироваться обратно на предприятие по разливу и не должны очищаться. При длинных маршрутах транспортировки и на рынках с более высокими процентами потерь получаются тем самым непременно преимущества в издержках по сравнению с классической многоразовой бочкой для напитков из нержавеющей стали. Однако пластиковые бочки обнаруживают также недостатки. При высоких температурах окружающей среды внутреннее давление часто превышает предельно допустимое рабочее давление максимум в 3,5 бар. И хотя давления разрыва бочек находятся выше, примерно в диапазоне 9 бар, тем не менее увеличение объема при более высоких давлениях и температурах существенно и непригодно для газированных напитков, таких как пиво. При увеличении объема пластиковой бочки именно углекислый газ необратимо выходит из напитка в возникшее пустое пространство и оставляет напиток безвкусным. При бочках из пластика может случиться, что растрескавшаяся оболочка бочки разлетается отдельными частями с угрозой для жизни. В некоторых странах эта возможность опасности уже привела к запрету пластиковых бочек. Принципиально PET-бочки должны защищаться от света посредством дополнительных мер. Сенсорные тесты регистрировали также пластиковые добавки, такие как умягчители, в напитке, которые диффундируют из оболочки. Дальнейшим предметом критики является сравнительно высокая проницаемость углекислого газа и кислорода через PET-оболочки. В этом случае должны приниматься специальные меры, для того чтобы уменьшать это. Либо PET-материал дополнительно обрабатывается, для того чтобы уменьшать диффузию, либо же закрепляется отдельный пленочный мешок внутри пластиковой бочки. Пленочный мешок состоит в свою очередь из многослойной пленки, в которую интегрировано отдельное алюминиевое уплотнение. Сохранность напитка высшего качества в пластиковой бочке короче, чем время хранения в стандартной бочке из нержавеющей стали.
Дальнейшим, часто используемым типом тары являются одноразовые банки для напитков из луженой жести. Эти трехэлементные бочонки состоят из сваренного вдоль, увеличенного в объеме элемента оболочки и в каждом случае одного элемента дна и элемента крышки. Три конструктивных элемента соединены друг с другом непроницаемо для газа и под давлением стыковыми швами с отбортовкой кромок. Внутренняя поверхность емкости дополнительно уплотнена лаковым слоем. Банки заполняются через центральное отверстие в элементе крышки. Отверстие закрывается затем эластичной пробкой. Разлив происходит либо через запрессованный в элемент оболочки разливочный кран из пластика, либо через отверстие в элементе крышки. Подъемная труба отсутствует. Используются, прежде всего, 5-литровые банки, которые продаются в основном конечным потребителям. Использование для коммерческой продажи напитков в розлив не целесообразно, так как объем заполнения слишком мал для этого. Попытки создать эту так называемую бочку "для вечеринки" с большими размерами для коммерческого использования не были успешными. В частности не могла на длительное время обеспечиваться требуемая устойчивость к перепадам давления при высоких температурах и более суровых требованиях к окружающей среде на экспортном рынке. Кроме того, луженая жесть имеет склонность к коррозии на сварных швах и кромках реза. Присоединение к профессиональным разливочным установкам не возможно.
Потерпели неудачу также попытки продавать одноразовую бочку из оцинкованной стальной оболочки и расположенного внутри мешка из пленки. Проблемой являются при такой комбинации, в частности, негерметичности в месте соединения мешка из пленки с фитингом и стальной оболочкой.
Задачей изобретения является экономичная, стерильная, одноразовая бочка для напитков, которая предотвращает недостатки известных на сегодняшний день одноразовых решений.
Эта задача решается с помощью одноразовая бочки для напитков для одноразового использования, изготовленной из преимущественно цилиндрического элемента оболочки и в каждом случае глубокотянутого элемента дна и элемента крышки, снабженного отверстием по центру элемента крышки, которое закрыто фитингом из пластика, характеризующейся тем, что элемент оболочки изготовлен из нержавеющей стали и имеет толщину стенки 0,8 мм или меньше, и элемент дна и элемент крышки также изготовлены из нержавеющей стали и имеют толщину стенки 0,8 мм или меньше, причем продольный шов элемента оболочки сварен встык посредством лазера, и причем сам фитинг вставлен с внутренней стороны в отверстие элемента крышки.
Зависимые пункты формулы изобретения указывают дальнейшие изобретательские устройства.
Использование нержавеющей стали, в частности в виде сплава 1.4301, удовлетворяет всем требованиям, которые предъявляются к бочке для напитков. Нержавеющая сталь непроницаема для кислорода и углекислого газа, не пропускает свет и нейтральна в отношении вкуса напитка. Она может стерилизоваться при высоких температурах и даже при небольших толщинах листа менее чем 0,3 мм достаточно трещиноустойчива. При недопустимом избыточном давлении раскрывается сварной шов, через который избыточное давление безопасно понижается.
Использование нержавеющей стали по сравнению с PET позволяет применять бочки в широком температурном диапазоне. Между -40°C и +80°C бочки остаются геометрически устойчивыми и надежными в эксплуатации.
Оболочка (боковая стенка) бочки сварена вдоль при помощи технологии лазерной сварки в цилиндр. Достижения в технологии сварки позволяют сваривать друг с другом тонкие листы нержавеющей стали встык, то есть без нахлеста. Согласно изобретению оболочка бочки может герметично свариваться из листовой нержавеющей стали с толщинами стенки лишь в 0,25 мм. В частности, элемент оболочки может иметь таким образом также толщину стенки лишь в 0,3 мм или меньше. Дополнительно сваренный вдоль цилиндр может быть отформован до выпуклой (бочкообразной) формы посредством процесса расширения и подготовлен на торцевых сторонах к сварке.
В то время как в принципе возможно закреплять элементы дна и крышки посредством загибания кромок на цилиндрическом элементе оболочки, согласно изобретению предпочтительной является сварка, так что в дальнейшем будет, например, в большинстве случаев говориться о сварке/сварном шве, без того чтобы это должно оказывать ограничительное действие.
Глубокотянутые из 0,8 мм или более тонкой листовой нержавеющей стали элементы дна и крышки стыкуются с обоими концами цилиндра и тем самым свариваются. Перед этим рабочим шагом три конструктивных элемента могут известным способом стерилизоваться. Это происходит либо посредством термического процесса, либо при помощи известных средств очистки. Известные способы стерилизации, как например термическая обработка посредством нагружения паром внутреннего пространства или при помощи смесей дезинфицирующего средства и пара (например, высокопроцентных растворов перекиси водорода), могут также осуществляться после сборки металлических элементов.
Эта задача решается с помощью отличительных признаков пункта 1 формулы изобретения. Зависимые пункты формулы изобретения указывают дальнейшие изобретательские устройства.
Использование нержавеющей стали, в частности в виде сплава 1.4301, удовлетворяет всем требованиям, которые предъявляются к бочке для напитков. Нержавеющая сталь непроницаема для кислорода и углекислого газа, не пропускает свет и нейтральна в отношении вкуса напитка. Она может стерилизоваться при высоких температурах и даже при небольших толщинах листа менее чем 0,3 мм достаточно трещиноустойчива. При недопустимом избыточном давлении раскрывается сварной шов, через который избыточное давление безопасно понижается.
Использование нержавеющей стали по сравнению с PET позволяет применять бочки в широком температурном диапазоне. Между -40°C и +80°C бочки остаются геометрически устойчивыми и надежными в эксплуатации.
Оболочка (боковая стенка) бочки сварена вдоль при помощи технологии лазерной сварки в цилиндр. Достижения в технологии сварки позволяют сваривать друг с другом тонкие листы нержавеющей стали встык, то есть без нахлеста. Согласно изобретению оболочка бочки может герметично свариваться из листовой нержавеющей стали с толщинами стенки лишь в 0,25 мм. В частности, элемент оболочки может иметь таким образом также толщину стенки лишь в 0,3 мм или меньше. Дополнительно сваренный вдоль цилиндр может быть отформован до выпуклой (бочкообразной) формы посредством процесса расширения и подготовлен на торцевых сторонах к сварке.
В то время как в принципе возможно закреплять элементы дна и крышки посредством загибания кромок на цилиндрическом элементе оболочки, согласно изобретению предпочтительной является сварка, так что в дальнейшем будет, например, в большинстве случаев говориться о сварке/сварном шве, без того чтобы это должно оказывать ограничительное действие.
Глубокотянутые из 0,8 мм или более тонкой листовой нержавеющей стали элементы дна и крышки стыкуются с обоими концами цилиндра и тем самым свариваются. Перед этим рабочим шагом три конструктивных элемента могут известным способом стерилизоваться. Это происходит либо посредством термического процесса, либо при помощи известных средств очистки. Известные способы стерилизации, как например термическая обработка посредством нагружения паром внутреннего пространства или при помощи смесей дезинфицирующего средства и пара (например, высокопроцентных растворов перекиси водорода), могут также осуществляться после сборки металлических элементов.
Предпочтительно три элемента из нержавеющей стали могут свариваться при помощи лазера. Использование нержавеющей стали по сравнению с луженой жестью позволяет даже при очень малых толщинах листов выполнять сварные швы, которые выдерживают внутренние давления до 15 бар. В принципе глубокотянутые элементы дна и крышки могут применяться, будучи ориентированы своими выпуклостями вовнутрь или наружу. Если выпуклости указывают вовнутрь, то элемент оболочки должен быть нарезан соответственно с большей высотой, для того чтобы делать возможным одинаковый объем заполнения. Этот вариант имеет однако то преимущество, что фитинг, соответственно, разливочная головка лучше защищены более высокой линией оболочки. Дальнейшее преимущество заключается в том, что захватное кольцо может выполняться более коротким и тем самым более экономичным или же, если высоты оболочки хватает для этого, может и вовсе исключаться. При умелом выборе конструктивного исполнения элемент крышки и элемент дна могут при определенных обстоятельствах изготавливаться при помощи одного и того же инструмента для глубокой вытяжки.
Если элемент дна использован, будучи ориентирован своей выпуклостью вовнутрь, то подъемная труба должна быть выполнена соответствующим образом, для того чтобы доставать также до самого глубокого места, которое ввиду технологии изготовления находится теперь не по центру дна бочки, а в области окружного сварного шва. Согласно изобретению подъемная труба состоит не из металлической трубы, а из гибкого шланга, который надет с самогерметизацией на носик в фитинге и благодаря своей гибкости вытянут вплоть до самой глубокой области элемента дна. Гибкий шланг может быть выполнен из совместимых с пищевыми продуктами пластиков, как например полипропилена или полиамида. Внутренний диаметр шланга может выбираться помимо этого меньшим (например, от 6 до 10 мм), чем у известных стандартных бочек, так как не предусмотрено очищение бочки, для которого большой диаметр подъемной трубы является обязательно необходимым.
Во время процесса изготовления бочка после вставки фитинга промывается азотом и затем предварительно напрягается углекислым газом или другим инертным газом, например азотом, примерно до 1,5 бар. Таким образом, она остается внутри стерильной и может сразу же и машинным способом заполняться на любых скоростных разливочных станциях. Тем самым могут достигаться скорости заполнения в 1,5 дм3/с. Если бочка с внутренним давлением отправляется от изготовителя на предприятие по розливу (разливочную машину), то датчиком давления на разливочной станции может контролироваться герметичность и тем самым одновременно также стерильность бочки. Кроме того, тонкостенные бочки в предварительно напряженном состоянии гораздо больше нечувствительны к ударным нагрузкам во время транспортировки.
Использование листов из нержавеющей стали для одноразовых бочек исключалось до сих пор специалистами, так как уже только более высокая цена нержавеющей стали препятствовала успешному применению. Благодаря использованию очень тонких листов этот недостаток цены сильно сокращается даже по сравнению с оцинкованными или лужеными листами. Новая технология сварки позволяет изготавливать тонкостенные трубы из нержавеющей стали при помощи лазера с необходимой длиной и устойчивостью. Бывший в предпочтении уже десятилетиями в производстве напитков материал может теперь использоваться также для одноразовых бочек.
Так как соответствующая изобретению бочка не должна изготавливаться как повторно заполняемые стандартные бочки из нержавеющей стали из двух глубокотянутых в максимальной степени полуоболочек, возникает в этом случае дальнейшее преимущество в издержках. Элемент дна может вставляться в оболочку бочки таким образом, что бочка может устойчиво стоять на сварном шве. Тем самым отпадает необходимость в дополнительном нижнем опорном кольце, которое является обязательным у стандартной бочки. Оба сварных шва у соответствующей изобретению бочки могут одновременно выполняться в качестве защиты от растрескивания. На верхнем сварном шве может защелкиваться захватное кольцо из пластика или металла. Его конструктивное исполнение может выбираться таким образом, что размеры нижнего сварного шва подогнаны к захватному кольцу, для того чтобы создавать условия для надежной штабелируемости. Высота изготовленного из полипропилена/(HD)PE или нержавеющей стали захватного кольца выбрана помимо этого таким образом, что фитинг вместе с разливочной головкой не выступает вверх и вследствие этого лучше защищен. Предпочтительны также варианты осуществления, которые создают условия для штабелируемости посредством фасонных деталей из стиропора. Эти фасонные детали могут быть зафиксированы на элементе крышки, например, при помощи натяжных ремней или других известных решений по упаковке. В частности, при больших бочках фиксация может одновременно служить для переноски бочки.
В рамках изобретения также возможно закреплять, например, приклеивать, опорное кольцо и головное кольцо на внешней стороне бочки для напитков. Это позволяет, в частности, вместо описанного применения элемента дна (соответственно, элемента крышки), устанавливать их также снаружи. Опорное кольцо и головное кольцо могут состоять, например, из пластика и/или быть согласованы друг с другом в своей геометрии таким образом, что несколько бочек для напитков могут устойчиво укладываться друг на друга в штабель. Например, выступы головного кольца и/или опорного кольца могут входить в зацепление с углублениями опорного кольца и/или головного кольца.
Соответствующая изобретению одноразовая бочка для напитков рассчитана на длительное сопротивление давлению, по меньшей мере, в 6,5 бар. Толщина стенки цилиндрической оболочки должна составлять для этого лишь 0,25 мм. Глубокотянутые элементы дна и крышки состоят преимущественно из нержавеющей стали толщиной от 0,5 до 0,8 мм. При диаметре бочки в 290 мм еще общая высота, включая захватное кольцо, может даже для объема заполнения чуть более 30 литров удерживаться ниже 600 мм. При этой высоте бочек бочки подходят еще под обычные, профессиональные установки продажи напитков в розлив. Относительно небольшой диаметр в 280 мм позволяет помимо этого оптимальную загрузку на стандартных паллетах. При двух/трехслойном штабелировании эта геометрия открывает оптимальную загрузку на грузовых автомобилях и в морских контейнерах. 30-литровая бочка с диаметром в 280 мм таким образом экономически очень интересна для экспортного рынка. Однако также отличающиеся от этого диаметры или высоты бочек и таким образом другие объемы бочек могут изготавливаться согласно изобретению. В частности, диаметры бочек между 130 и 150 мм и высоты бочек до 800 мм экономически наиболее интересны. В общем и целом является предпочтительным, если объем одноразовой бочки для напитков согласно изобретению находится в диапазоне от 6 до 50 литров.
Остаточная стоимость металла соответствующей изобретению одноразовой бочки относительно высока. Рециркуляция обеспечена тем самым также в странах третьего мира без дополнительных, административных документов.
В элемент крышки бочки интегрирован фитинг. Также этот конструктивный элемент должен выдерживать те же условия по давлению и температуре, как и компоненты из нержавеющей стали. Фитинг изготовлен согласно изобретению из пластика и закрывает расположенное по центру отверстие в элементе крышки. Фитинг одновременно реализует два проточных канала. С одной стороны он закрывает линию жидкости, которая проходит по подъемной трубе от дна бочки вплоть до фитинга, а с другой стороны он герметизирует линию газа, по которой углекислота нагнетается в бочку для разлива напитка. Оба отверстия вследствие этого также в течение всего времени хранения и транспортировки должны стерильно герметизировать содержимое бочки. Для разлива содержимого бочки на фитинг надевается точно согласованная разливочная головка, при помощи которой может асептически открываться линия жидкости. С одной стороны она должна позволять вытекать напитку без чрезмерного пенообразования, а с другой стороны она должна безопасно обеспечивать поступление сжатых газов, таких как сжатый воздух или углекислый газ.
Согласно изобретению конструктивные элементы - фитинг и разливочная головка - согласованы друг с другом таким образом, что одноразовую бочку можно заполнять на принятой в данной отрасли заливочной установке без использования разливочной головки и позже безопасно опорожнять на профессиональной разливочной установке с использованием разливочной головки. Разливочная головка имеет вследствие этого разъемы газа и жидкости с размерами 5/8 дюйма, которые могут при помощи адаптеров уменьшаться до 1/2 дюйма. Исполнение с 1/2-дюймовыми разъемами и 5/8-дюймовыми адаптерами опционально также возможно. Вследствие этого бочка может по всему миру подключаться к практически любой разливочной установке.
Согласно изобретению разливочная головка может быть выполнена с возможностью надевания на фитинг и фиксации там. Уплотнительные средства в проточных каналах таким образом одновременно защищены также от загрязнения и непреднамеренного открытия. Закрепленная подходящим образом пломба (печать) может сигнализировать об этом неоткрытом состоянии. Для того чтобы разливать содержимое, сначала должна удаляться или повреждаться пломба герметичности. При повороте разливочной головки на фитинге уплотнительное средство линии жидкости может открываться или снова закрываться. При удалении шланговых линий с разъемов на разливочной головке и одновременном повороте разливочной головки в открытое положение давление в бочке может разряжаться. В конечном счете возможны многочисленные решения, для того чтобы при помощи поворотного движения разливочной головки и сопутствующего этому воздействия на фитинг открывать или закрывать его проточные каналы.
Согласно изобретению благодаря установленным подходящим образом средствам безопасности или фиксаторам, которые вступают в действие при злонамеренном удалении разливочной головки с фитинга, давление в бочке может разряжаться, и фитинг может необратимо повреждаться. Повторное, самовольное заполнение бочки исключено вследствие этого. Так как обусловленная исполнением конструкция бочки (остающееся некоторое количество заполняющего вещества и т.д.) исключает очистку и стерильное повторное заполнение, эта мера безопасности целесообразна и необходима для некоторых случаев применения.
Присоединение фитинга к элементу крышки может согласно изобретению осуществляться при помощи упругого уплотнительного кольца, которое зажимается между металлом и пластиковым фитингом. К отверстию в элементе крышки может быть приварена для этого муфта, которая фитинг принимает с точной посадкой и одновременно фиксирует. Муфта может быть для этого герметично приварена к отверстию в элементе крышки посредством сварки рельефными швами или посредством других известных способов сварки.
Однако, альтернативно и предпочтительно также возможно, что муфта перед соединением элемента крышки и элемента оболочки и соответственно элемента дна вставляется с внутренней стороны в отверстие элемента крышки. Целесообразно муфта имеет для этого прилегающую к внутренней стороне элемента крышки, проходящую по периметру упорную поверхность, которая может реализовываться посредством выступающего участка профиля. Между упорной поверхностью и внутренней стороной элемента крышки и/или в виде соответствующего исполнения упорной поверхности может быть предусмотрен уплотнительный элемент, например, уплотнительное кольцо или нанесенный посредством вулканизации на упорную поверхность уплотнительный элемент. Предпочтительно с повышением внутреннего давления упорная поверхность сильнее прижимается к внутренней стороне элемента крышки, так что при помощи более высокого давления возникает улучшенное уплотнение. Кроме того, муфта целесообразно имеет вступающий из отверстия наружу цилиндрический участок. На цилиндрическом участке может быть предусмотрена наружная резьба, которая делает возможной фиксацию муфты снаружи после ее вставки при помощи фиксирующего элемента, например гайки, с соответствующей ответной внутренней резьбой.
Наконец, наиболее предпочтительным образом также возможно полностью отказаться от муфты и сам фитинг перед соединением элемента крышки и элемента оболочки, соответственно, элемента дна вставлять с внутренней стороны в отверстие элемента крышки. При этом предпочтительно, если фитинг имеет прилегающую к внутренней стороне элемента крышки, проходящую по периметру упорную поверхность, которая может реализовываться посредством выступающего участка профиля. Между упорной поверхностью и внутренней стороной элемента крышки и/или в виде соответствующего исполнения упорной поверхности, в частности в виде уплотнительной губки, может быть предусмотрен уплотнительный элемент, например, уплотнительное кольцо или нанесенный посредством вулканизации на упорную поверхность уплотнительный элемент. Уплотнительный элемент при повышении внутреннего давления прижимается, как уже было также описано в отношении муфты, к элементу крышки, так что герметичность увеличивается с повышением внутреннего давления. Также фитинг предпочтительно имеет выступающий наружу, по существу цилиндрический участок, который выступает наружу через отверстие из элемента крышки. На выступающем участке может иметься наружная резьба, например, резьба M36, которая позволяет предохранять фитинг снаружи при помощи гайки с соответствующей внутренней резьбой от выпадения. Также альтернативные варианты закрепления, например, посредством штифта или приклеивания, возможны. Предпочтительно отпадает в этом случае муфта и шаг способа по введению фитинга в муфту, что делает изготовление существенно проще и экономичнее. Кроме того, возникает таким образом защита от ненадлежащего использования: демонтаж фитинга возможен лишь в том случае, если разрушается бочка.
Вариант осуществления с вставленным изнутри фитингом можно технологически наиболее просто и предпочтительно реализовывать в том случае, если элемент оболочки и элемент крышки свариваются при помощи лазера. При этом (вместо скрепленной исходной конструкции) перемещается лазер в качестве источника сварки, например, при помощи робота.
После укладки асептически обработанного заранее фитинга в муфту последняя соответствующим образом деформируется или опрессовывается, для того чтобы придавать фитингу необходимую герметичность. Асептическая предварительная обработка может осуществляться, например вследствие того, что фитинг вместе с (подъемным) шлангом краткосрочно погружается в дезинфицирующую ванну из трехпроцентного раствора перекиси водорода. Элементы из нержавеющей стали могут в отличие от пластиковых элементов также термически предварительно обрабатываться. Для этого еще не сваренные металлические конструктивные элементы подвергаются температурам выше 85°C. Промышленная стерилизация полностью собранной одноразовой бочки посредством термической обработки, нагружения паром внутреннего пространства или при помощи смеси дезинфицирующего средства и пара (высокопроцентного раствора перекиси водорода) может согласно изобретению осуществляться также через фитинг после сборки всех элементов.
Соответствующая изобретению одноразовая бочка для напитков состоит, следовательно, из трехэлементной емкости из нержавеющей стали и отверстия, которое закрыто фитингом, который выполнен из пластика, например, полипропилена. Фитинг содержит помимо этого два независимых друг от друга уплотнительных средства для обоих проточных каналов для жидкости и газа. Заполнение бочки для напитков осуществляется на обычной заливочной станции. Для этого бочка для напитков напрессовывается верх дном на адаптер, который может механически открывать, по меньшей мере, один из обоих проточных каналов в фитинге.
Согласно изобретению элементу оболочки может быть также придана жесткость посредством гофров. Для того чтобы достигать высокой плотности упаковки на паллетах, гофры направлены вовнутрь. Бочкообразное расширение элемента оболочки технически не обязательно необходимо. Функционально бочка должна лишь выдерживать прижимное давление заливочных установок. Как правило, в этой отрасли возникают при этом прижимные усилия до 10000 Ньютонов. Структура гофров, соответственно, выбранная форма расширения должна учитывать эти осевые усилия. В заполненном состоянии одноразовая бочка для напитков должна при температурах до 60°C длительно выдерживать внутреннее давление 6,5 бар и краткосрочно 7 бар.
Дальнейшие преимущества и подробности данного изобретения проистекают из описанных в дальнейшем примеров осуществления, а также на основе чертежей. При этом на чертежах показано:
фиг.1 - соответствующая изобретению одноразовая бочка для напитков в первом варианте осуществления;
фиг.2 - одноразовая бочка 1 для напитков с фиг.1 на виде сбоку;
фиг.3 - подробное решение для ввинчивания непоказанного фитинга;
фиг.4 - второй вариант осуществления соответствующей изобретению одноразовой бочки;
фиг.5 - муфта на отрезанном элементе крышки;
фиг.6 - изображение в разрезе по линии A-A разреза в варианте осуществления согласно фиг.5;
фиг.7 - разливочная головка и фитинг с фиг.6 на собственных изображениях в разрезе;
фиг.8 - захватное кольцо из пластика на виде в перспективе сверху;
фиг.9 - элемент крышки дальнейшего варианта осуществления в поперечном разрезе;
фиг.10 - фитинг дальнейшего варианта осуществления;
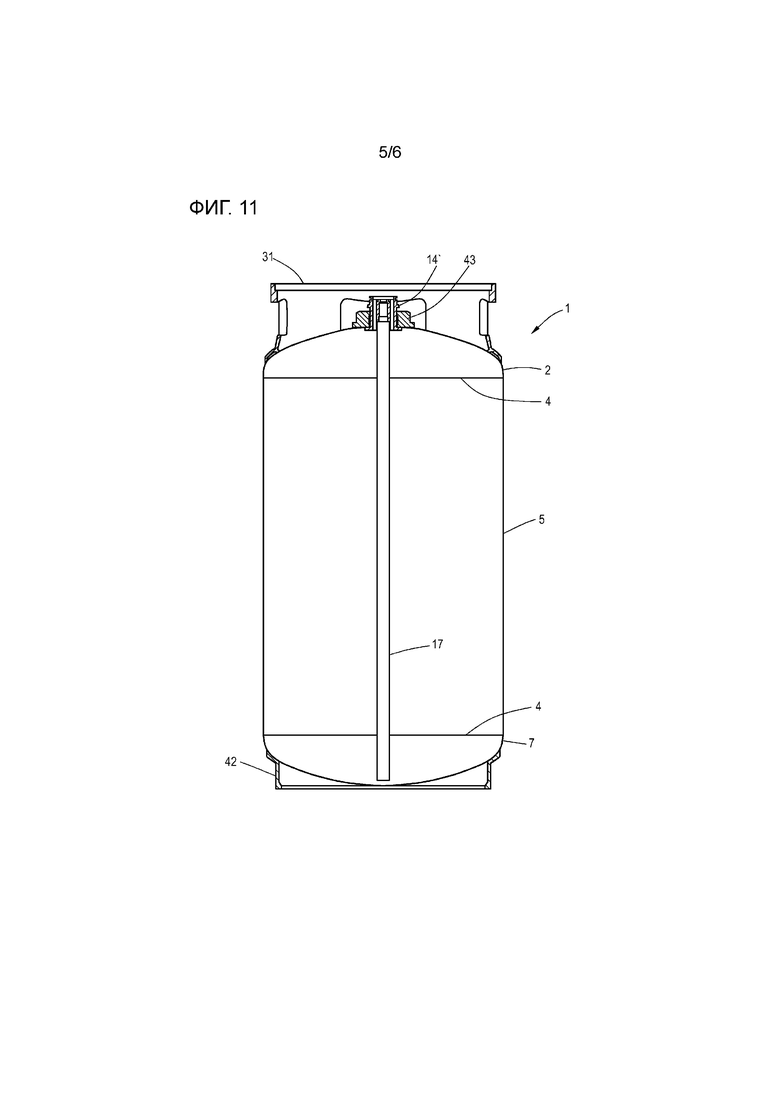
фиг.11 - третий вариант осуществления соответствующей изобретению одноразовой бочки для напитков; и
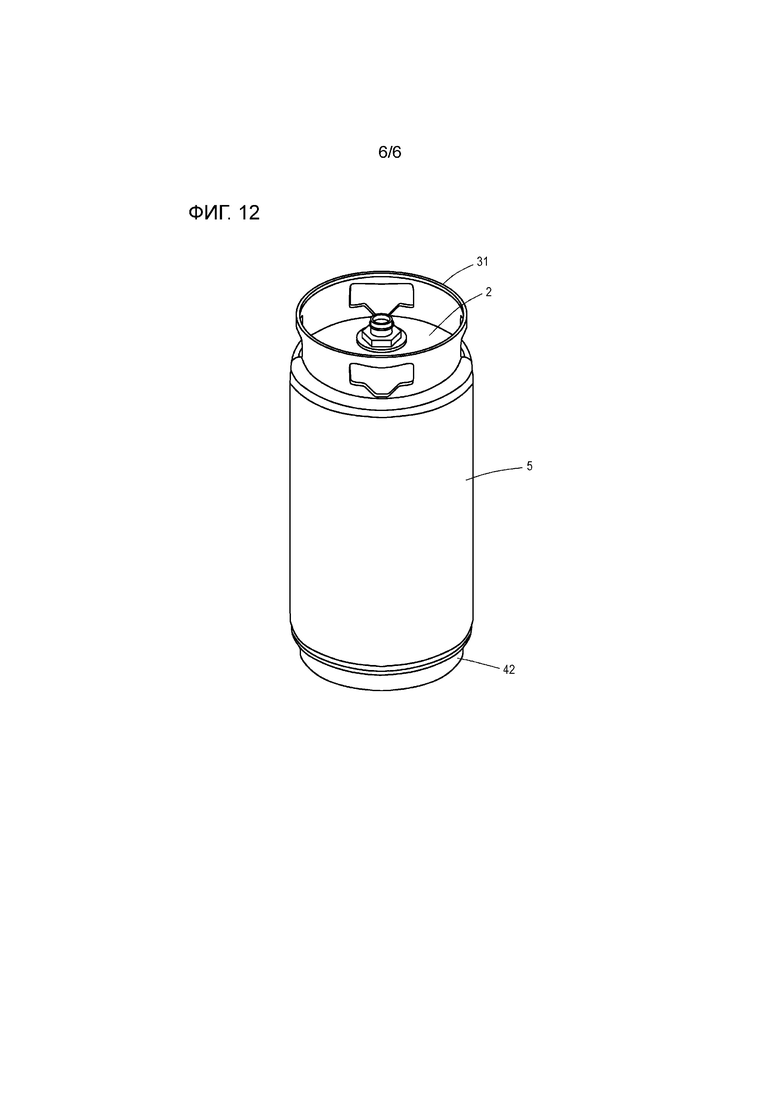
фиг.12 - внешний вид одноразовой бочки для напитков фиг.11.
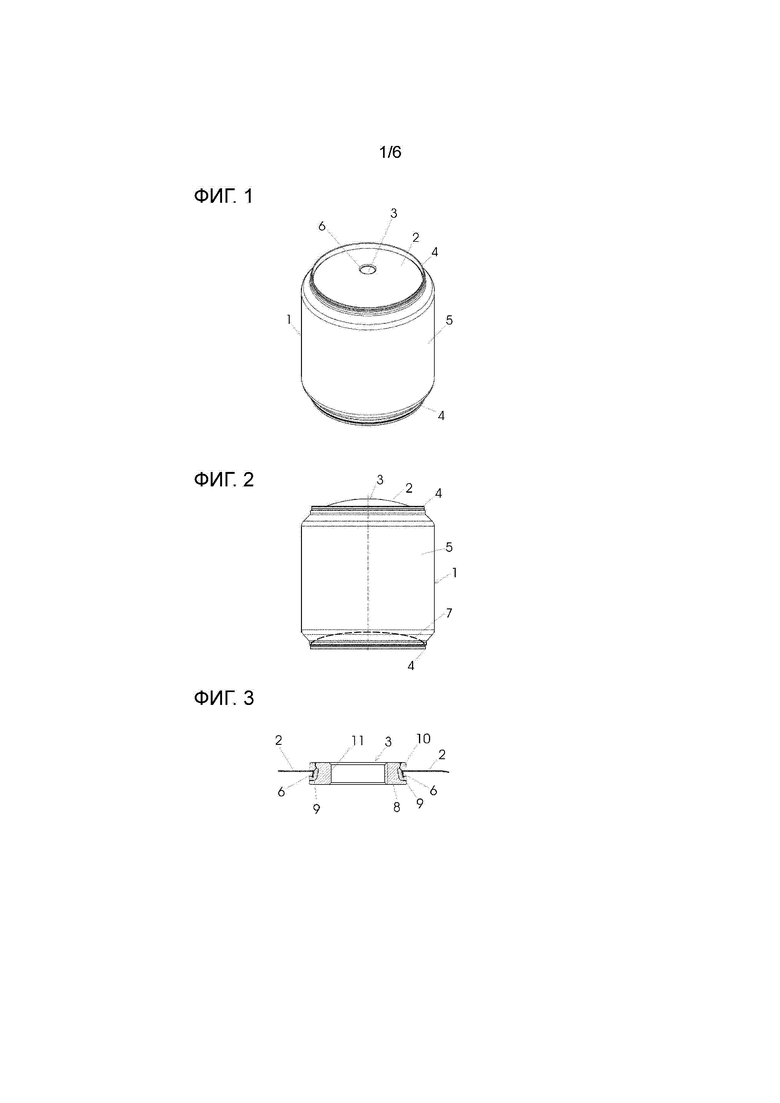
Фиг.1 показывает соответствующую изобретению одноразовую бочку 1 для напитков из нержавеющей стали на виде в перспективе сверху. Одноразовая бочка состоит из сваренного вдоль, цилиндрического элемента 5 оболочки, который расширен и на обеих торцевых сторонах предварительно отформован для сварного шва 4. Максимальный диаметр элемента 5 оболочки ограничен 290 мм. В зависимости от необходимого содержимого бочки высота оболочки может варьироваться. Для объема в 30 литров получается высота примерно в 600 мм. Элемент 2 крышки имеет отверстие 3 с вытянутой вовнутрь отбортовкой 6. Элемент 7 дна с этой точки зрения не виден.
Фиг.2 показывает одноразовую бочку 1 для напитков с фиг.1 на виде сбоку. Установленный выпуклостью вовнутрь элемент 7 дна показан пунктиром. Он герметично соединен с элементом 5 оболочки посредством нижнего сварного шва 4. Нижний и/или верхний сварной шов 4 выполнен таким образом, что одноразовая бочка 1 может штабелироваться, а также выдерживает ненадлежащее обращение при высоком внутреннем давлении. Начиная с внутреннего давления более 7 бар, швы целенаправленно не выдерживают это давление и позволяют напитку безопасно вытекать.
Фиг.3 показывает подробное решение для ввинчивания непоказанного фитинга в отверстие 3 элемента 2 крышки согласно фиг.1. В отверстие 3 изнутри вдавлено пластиковое кольцо 8 с точно посаженным уплотнительным кольцом 9. Уплотнительное кольцо 9 прижимается прилегающим после заполнения внутренним давлением бочки к отбортовке 6, для того чтобы реализовывать герметичное присоединение. Без имеющегося внутреннего давления пластиковое кольцо 8 фиксируется защелкнутым снаружи натяжным кольцом 10. Пластиковое кольцо 8 имеет по центру резьбовое отверстие 11, в которое может ввинчиваться (непоказанный) фитинг. Принципиальная конструкция фитинга подробно разъяснена на фиг.6 и 7. В варианте осуществления согласно фиг.3 пластиковые элементы предварительно асептически обрабатываются перед сборкой бочки посредством погружения в подходящий раствор. Металлические составные элементы бочки уже перед вставкой пластиковых элементов были термически стерилизованы известным способом. Они проходят для этого через печь, которая нагревает металлические элементы выше 85°C максимум до 150°C.
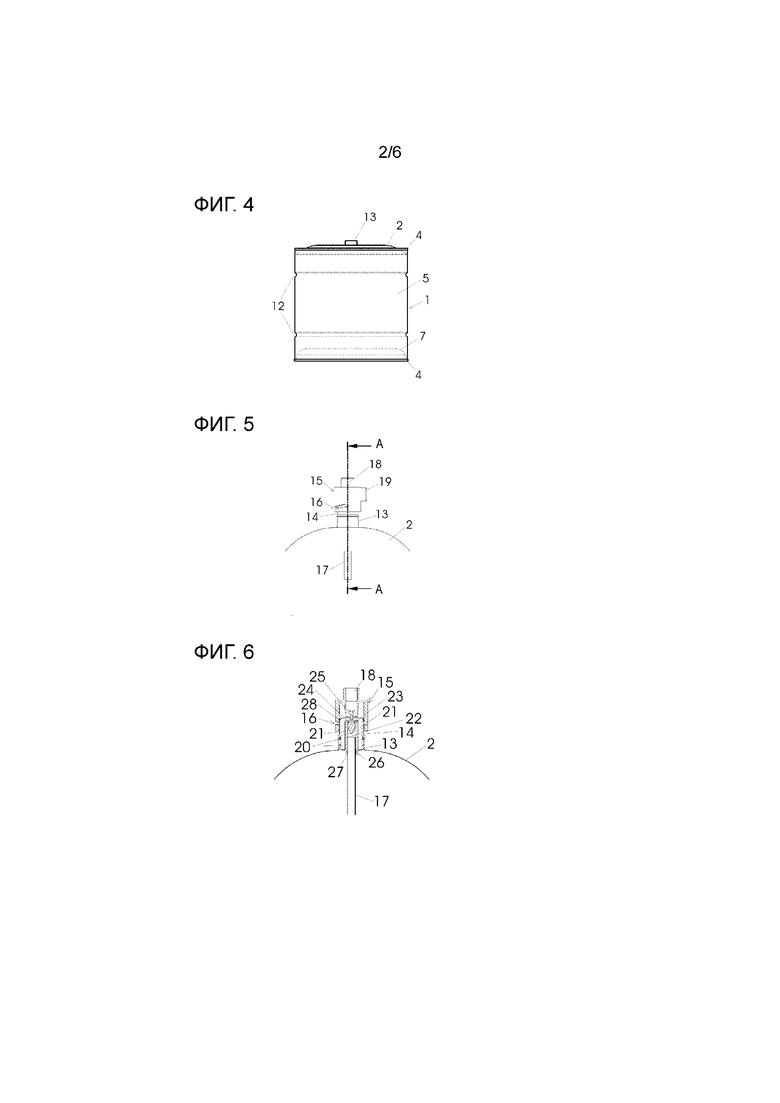
Фиг.4 показывает дальнейшее исполнение соответствующей изобретению одноразовой бочки 1. Цилиндрический элемент 5 оболочки здесь не расширен, а усилен направленными вовнутрь гофрами 12. Гофры имеют расстояние между собой, по меньшей мере, в 14 см, для того чтобы создавать достаточное место для размещения маркировочной бандероли. В этом исполнении элементы 7, 2 дна и крышки должны быть выполнены по причине большего диаметра несколько более устойчивыми. Также требования к сварным швам 4 увеличиваются при этой геометрии. Отверстие 3 в элементе 2 крышки отбортовано в этом варианте сильно наружу в виде муфты 13, для того чтобы была возможность фиксировать фитинг без пластикового кольца с фиг.3. Альтернативно отбортовке, при очень тонком материале крышки изготовленная отдельно муфта 13 приварена или вставлена изнутри, как будет разъясняться в дальнейшем более подробно в отношении фиг.9. Исполнение с приваренной муфтой 13 может быстро, надежно и экономично реализовываться посредством сварки с рельефным швом или при помощи лазерной сварки. Согласно изобретению фитинг уже перед привариванием может быть также впрыснут или влит в муфту 13 согласно известным способом изготовления.
Фиг.5 показывает на отрезанном элементе 2 крышки приваренную муфту 13, в которую ввинчен фитинг 14, на который надета разливочная головка 15. Разливочная головка 15 может поворачиваться на фитинге 14 и благодаря так называемой байонетной направляющей 16 смещаться в осевом направлении. Показанный не полностью, гибкий (подъемный) шланг 17 проходит от области сварки одноразовой бочки в фитинг 14. Разливочная головка 15 имеет разъем 18 жидкости для напитка и разъем 19 газа для углекислого газа или других разливочных газов. Оба разъема (подключения) 18, 19 имеют 5/8-дюймовую наружную резьбу, 1/2-дюймовую наружную резьбу или другие, отвечающие требованиям клиента резьбы для привинчивания соответствующих линий к профессиональной разливочной установке. Для розлива без CO2 и без использования профессиональных разливочных установок, к разъему 19 газа присоединяется воздушный насос, газовый патрон или компрессор с редукционным клапаном, а на разъеме 18 жидкости монтируется шланг с дозатором.
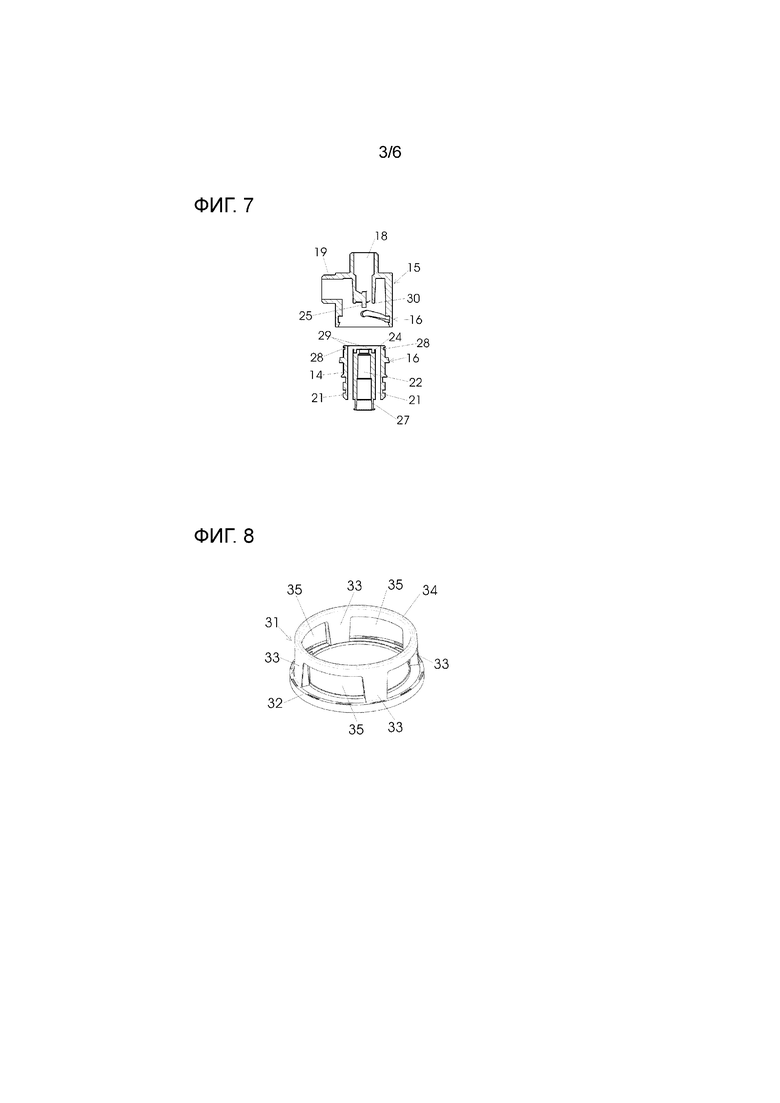
Фиг.6 представляет собой изображение в разрезе по линии A-A разреза в варианте осуществления согласно фиг.5. Фитинг 14 фиксируется в нижней области муфтой 13 и защищается в верхней области разливочной головкой 15. Для того чтобы была возможность более отчетливо показывать детали разливочной головки 15 и фитинга, на фиг.7 разливочная головка 15 и фитинг 14 с фиг.6 изображены на отдельных изображениях в разрезе без уплотнительных колец круглого сечения и уплотнительных средств. Ссылочные позиции на фиг.5-7 относятся таким образом к одному и тому же варианту осуществления.
Нижняя часть фитинга 14 уплотнена двумя кольцами 20 круглого сечения относительно муфты 13. Муфта 13 после вставки фитинга 14 была стянута на верхнем конце, для того чтобы фитинг 14 герметично фиксировать. Сквозь фитинг 14 проходят несколько отверстий 21 линии газа и центральная линия 22 жидкости, в которой уплотнительное тело 23 может перемещаться вверх и вниз. В верхней конечной точке уплотнительное тело 23 уплотняет на уплотнительной поверхности 24 фитинга 14 линию 22 жидкости. Нижнюю точку прилегания уплотнительного тела 23 образует верхний конец вставленной снизу в фитинг 14 подъемной линии 17. Уплотнительное тело 23 имеет таким образом достаточный ход, для того чтобы в верхнем положении линию 22 жидкости герметизировать, а в нижнем положении удерживать линию 22 жидкости максимально широко открытой. Для открытия линии 22 жидкости поворачивается разливочная головка 15. По байонетному направляющему пазу 16 разливочная головка 15 перемещается в зависимости от направления поворота в осевом направлении вверх или вниз. При перемещении по направлению к фитингу 14 шип 25 прижимает уплотнительное тело 23 вниз от уплотнительной поверхности 24. Путь для жидкости по линии 22 жидкости таким образом освобождается. При противоположном поворотном движении разливочной головки 15 шип 25 снова притягивается вверх, и уплотнительное тело 23 прижимается внутренним давлением бочки к уплотнительной поверхности 24. Согласно изобретению этот вариант решения функционирует без необходимых в известных решениях, металлических нажимных пружин.
Уплотнительное средство 26 для уплотнения линии газа является эластомером, который натянут на носик 27 на нижнем конце линии 22 жидкости и своей дискообразной уплотнительной поверхностью уплотняет отверстия 21 линии газа. Уплотнительное средство 26 выполнено при этом таким образом, что оно плотно надето на носик 27 и перекрывает отверстия 21 линии газа также без перепада давления. Оно действует таким образом как обратный клапан, который деблокирует только путь вовнутрь бочки, если имеющееся давление в линии выше, чем системное давление в бочке. Для того чтобы уплотнять отдельные линии друг относительно друга и относительно окружения, предусмотрены два дальнейших уплотнения. Фитинг 14 имеет проходящий по периметру паз 28 для приема кольца круглого сечения, которое линию газа в отношении вертикального и поворотного движения разливочной головки 15 на фитинге 14 уплотняет относительно окружающей среды. Уплотнение линии газа относительно линии 22 жидкости обеспечивается заполненным эластичным уплотнением из пенопласта кольцевым пазом 29. В уплотнение из пенопласта вжимается при опускании разливочной головки выполненный подходящим образом ответный элемент 30.
Фиг.8 показывает, наконец, захватное кольцо 31 из пластика на виде в перспективе сверху. Проходящая по периметру (окружная) кольцевая планка 32 может прочно приклеиваться в области верхнего сварного шва 4 одноразовой бочки 1 для напитков согласно фиг.1 и 2. Будучи отделена четырьмя перемычками 33, выполнена также проходящая по периметру захватная планка 34, диаметр и форма которой точно согласованы с диаметром нижних сварных швов 4 одноразовой бочки 1. Четыре остающиеся выемки 35 позволяют надежное обращение с бочкой и предоставляют шланговым линиям во время периода розлива надежную опору.
Для заполнения одноразовой бочки 1 для напитков она напрессовывается без разливочной головки вверх дном на работающую автоматически заливочную станцию, причем обе проточные линии входят в зацепление с заливочной станцией. Бочка может быть согласно изобретению предварительно напряжена углекислым газом или другим инертным газом. Заполнение напитками осуществляется в отличие от будущего процесса розлива через отверстия 21 линии газа и не через линию 22 жидкости. Уплотнительное средство 26 деблокирует путь, как только прилегающее давление жидкости превысит внутреннее давление в бочке. Газ в бочке выходит через (подъемный) шланг и уплотнительное тело 23 в фитинге, как только оно оттесняется назад выполненным подходящим образом инструментом на заливочной станции. Заполнение бочки может в итоге также регулироваться посредством вытекания газа в бочке. У предварительно напряженных бочек обеспечивается таким образом полностью асептическое заполнение. При выполненных с достаточными размерами отверстиях 21 линии газа может достигаться высокая производительность заполнения. На практике заполнение одноразовой бочки 1 для напитков будет происходить по объему, то есть, если необходимое количество напитка залито, подача жидкости прекращается, и бочка снимается с заливочной станции.
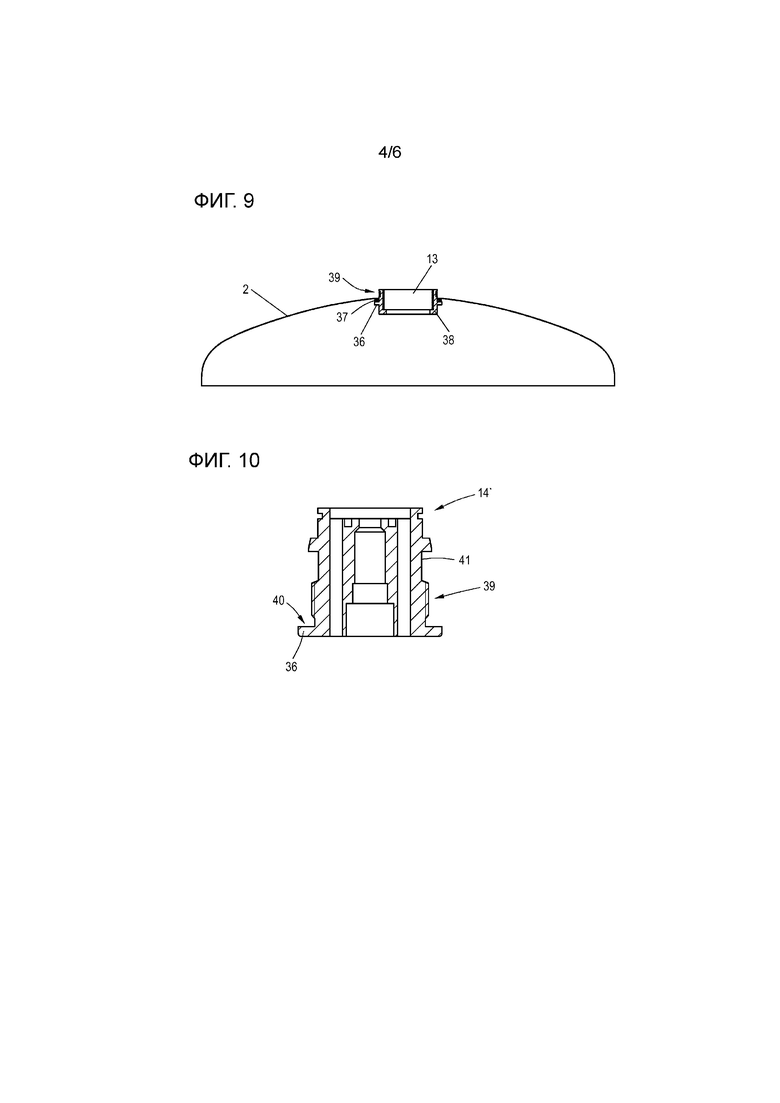
Фиг.9 показывает элемент 2 крышки дальнейшего варианта осуществления в поперечном разрезе. Можно увидеть, что муфта 13 вставлена здесь изнутри перед свариванием элемента 2 крышки, элемента 5 оболочки и элемента 7 дна. Для этого она имеет участок 36 профиля в виде упора, который определяет упорную поверхность, которая через уплотнительный элемент 37 прижимается под давлением к внутренней стороне элемента 2 крышки. На выступающем наружу через отверстие в элементе 2 крышки цилиндрическом участке 38 можно увидеть наружную резьбу 39, посредством которой при помощи не изображенного здесь более подробно фиксирующего элемента с соответствующей внутренней резьбой может осуществляться, по меньшей мере, предварительное закрепление муфты 13. Само собой разумеется, также возможно альтернативное закрепление, по меньшей мере, для фазы, на которой еще отсутствует внутреннее давление, например, при помощи приклеивания.
Альтернативно и наиболее предпочтительно вместо муфты 13 также сам фитинг 14 может непосредственно, предпочтительно перед свариванием лазером элемента 5 оболочки и элемента крышки, вставляться в отверстие в элементе 2 крышки (ср. с фиг.9). Выполненный соответствующим образом фитинг 14 показан на фиг.10. Также фитинг 14 имеет участок 36 профиля, который определяет упорную поверхность 40, которая во вставленном через отверстие состоянии прилегает к внутренней стороне элемента 2 крышки. На ней или в виде части упорной поверхности 40 может быть снова предусмотрен уплотнительный элемент 37 (см. фиг.9).
На выступающем во вставленном состоянии наружу из элемента 2 крышки участке 41, который имеет форму по существу цилиндра, предусмотрена наружная резьба 39, в данном случае резьба M36, посредством которой фитинг 14 при помощи фиксирующего элемента, в частности гайки, может, по меньшей мере, предварительно закрепляться, что также возможно посредством других средств закрепления, например, посредством приклеивания или вставляемого сквозь выступающий участок 41 штифта.
После того, как фитинг 14 был вставлен и, по меньшей мере, предварительно закреплен, элемент 2 крышки и элемент 5 оболочки могут состыковываться для сварки, при которой предпочтительно лазер в качестве источника сварки проходит вокруг состыкованной, неподвижной сырой конструкции. В более поздние моменты времени упорная поверхность 40 прижимается благодаря внутреннему давлению к элементу 2 крышки, так что создается превосходное уплотнение.
Фиг.11 и 12 показывают, наконец, третий, особенно предпочтительный вариант осуществления соответствующей изобретению одноразовой бочки 1. Имеющий толщину в 0,3 мм элемент 5 оболочки сварен с элементом 2 крышки и элементом 7 дна, которые в каждом случае имеют толщину в 0,5 мм. После применения опорного кольца 42 и головного кольца, выполненного в виде захватного кольца 31, которые согласованы друг с другом, допускается не только штабелирование одноразовых бочек 1, но и присоединение элемента 2 крышки и соответственно элемента 7 дна, как было описано выше. Соединение снова обеспечено сварными швами 4.
Используется фитинг 14' с фиг.10, причем дополнительно также показан выполненный, например, в виде гайки фиксирующий элемент 43, внутренняя резьба которого взаимодействует с наружной резьбой 39. Также распорное кольцо может использоваться в качестве фиксирующего элемента 43.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ ЕМКОСТЬ | 2019 |
|
RU2760794C1 |
| РАЗЛИВОЧНАЯ ГОЛОВКА С 3/2-ХОДОВЫМ КЛАПАНОМ | 2018 |
|
RU2756804C1 |
| МЕТАЛЛИЧЕСКАЯ ШПУНТОВАЯ ЗАГЛУШКА С ПЛАСТИКОВЫМ ЗАЩИТНЫМ СЛОЕМ | 2013 |
|
RU2629863C2 |
| ОДНОРАЗОВЫЙ СОСУД С НАСАДКОЙ С ФИТИНГОМ | 2010 |
|
RU2536717C2 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И ВЫДАЧИ ЖИДКОСТИ | 2006 |
|
RU2391287C2 |
| ПРЕДОХРАНИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ КЛАПАННОЙ НАСАДКИ НА БОЧКЕ С НАПИТКОМ | 1993 |
|
RU2093455C1 |
| ФИТИНГ ДЛЯ ПЭТ КЕГА | 2019 |
|
RU2691300C1 |
| ШПУНТОВАЯ БОЧКА С ВКЛАДЫШЕМ, А ТАКЖЕ СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2745406C2 |
| УКУПОРОЧНОЕ СРЕДСТВО ДЛЯ БОЧКИ, ВКЛЮЧАЮЩЕЕ В СЕБЯ ВЫПОЛНЕННЫЕ КАК ОДНО ЦЕЛОЕ ЭЛЕМЕНТЫ | 2018 |
|
RU2770450C2 |
| УКУПОРОЧНОЕ СРЕДСТВО БОЧКИ С ЭЛЕМЕНТОМ ДЛЯ БЛОКИРОВКИ КЛАПАНА В ОТКРЫТОМ ПОЛОЖЕНИИ | 2018 |
|
RU2765187C2 |
Изобретение относится к одноразовой бочке для газированных (содержащих углекислоту) напитков, в частности для пива и пивных коктейлей. Одноразовая бочка для напитков для одноразового применения, изготовленная из преимущественно цилиндрического элемента оболочки и в каждом случае глубокотянутого элемента дна и элемента крышки, снабженного отверстием по центру элемента крышки, которое закрыто фитингом из пластика, причем элемент оболочки изготовлен из нержавеющей стали и имеет толщину стенки 0,8 мм или меньше, и элемент дна и элемент крышки также изготовлены из нержавеющей стали и имеют толщину стенки 0,8 мм или меньше. 2 н. и 24 з.п. ф-лы, 12 ил.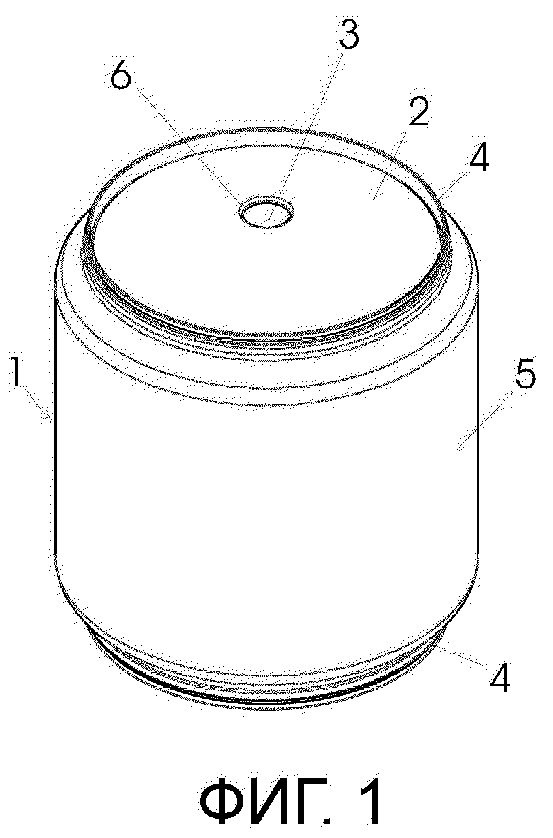
1. Одноразовая бочка для напитков для одноразового использования, изготовленная из преимущественно цилиндрического элемента оболочки и в каждом случае глубокотянутого элемента дна и элемента крышки, снабженного отверстием по центру элемента крышки, которое закрыто фитингом из пластика,
отличающаяся тем, что
элемент оболочки изготовлен из нержавеющей стали и имеет толщину стенки 0,8 мм или меньше, и элемент дна и элемент крышки также изготовлены из нержавеющей стали и имеют толщину стенки 0,8 мм или меньше,
причем продольный шов элемента оболочки сварен встык посредством лазера, и причем сам фитинг вставлен с внутренней стороны в отверстие элемента крышки.
2. Одноразовая бочка для напитков по п.1, отличающаяся тем, что элемент оболочки сварен с элементом дна и элементом крышки таким образом, что материал в непосредственной близости к продольным соответственно кольцевым сварным швам, начиная с внутреннего давления в 7 бар, становится негерметичным, для того чтобы предотвращать более высокое повышение давления.
3. Одноразовая бочка для напитков по п.1 или 2, отличающаяся тем, что отдельные компоненты и соединения конструктивно рассчитаны таким образом, что они при температурах между -40°C и +80°C остаются геометрически устойчивыми и надежными в эксплуатации.
4. Одноразовая бочка для напитков по любому из пп.1-3, отличающаяся тем, что диаметр оболочки находится между 130 и 500 мм, в частности между 230 и 290 мм.
5. Одноразовая бочка для напитков по любому из пп.1-4, отличающаяся тем, что высота бочки составляет менее 800 мм.
6. Одноразовая бочка для напитков по любому из пп.1-5, отличающаяся тем, что на элементе крышки и/или элементе дна закреплено захватное кольцо, соответственно опорное кольцо из пластика или металла, которое выполнено таким образом, что бочка для напитков может штабелироваться, и фитинг защищен от механических ударных нагрузок.
7. Одноразовая бочка для напитков по любому из пп.1-6, отличающаяся тем, что фитинг в каждом случае включает в себя блокируемую линию газа и линию жидкости.
8. Одноразовая бочка для напитков по любому из пп.1-7, отличающаяся тем, что фитинг изготовлен по меньшей мере частично из полипропилена, полиамида или другого совместимого с пищевыми продуктами пластика и герметично соединен с элементом крышки.
9. Одноразовая бочка для напитков по любому из пп.1-8, отличающаяся тем, что цилиндрический элемент оболочки выполнен расширенным.
10. Одноразовая бочка для напитков по любому из пп.1-9, отличающаяся тем, что все компоненты, которые вступают в контакт с содержимым, стерилизованы либо дезинфицирующим раствором и/или посредством термической обработки по меньшей мере от 85°C до максимум 300°C.
11. Одноразовая бочка для напитков по любому из пп.1-10, отличающаяся тем, что бочка после стерильной обработки и перед заполнением напитками предварительно напряжена инертным газом.
12. Одноразовая бочка для напитков по любому из пп.1-11, отличающаяся тем, что элемент оболочки стабилизирован посредством направленных вовнутрь гофров.
13. Одноразовая бочка для напитков по любому из пп.1-12, отличающаяся тем, что по меньшей мере одно уплотнительное средство в проточных каналах фитинга может открываться при помощи надеваемой разливочной головки.
14. Одноразовая бочка для напитков по п.13, отличающаяся тем, что по меньшей мере одно уплотнительное средство выполнено таким образом, что оно после удаления разливочной головки негерметично.
15. Одноразовая бочка для напитков по любому из пп.1-14, отличающаяся тем, что фитинг выполнен таким образом, что по меньшей мере одно уплотнительное средство может открываться при монтаже на заливочной головке обычной заливочной установки.
16. Одноразовая бочка для напитков по любому из пп.1-15, отличающаяся тем, что фитинг перед вставкой в элемент крышки стерилизован в дезинфицирующей ванне.
17. Одноразовая бочка для напитков по любому из пп.1-16, отличающаяся тем, что на фитинг надета разливочная головка, которую посредством поворота можно смещать в осевом направлении.
18. Одноразовая бочка для напитков по п.17, отличающаяся тем, что шип в разливочной головке может воздействовать на уплотнительное средство линии жидкости.
19. Одноразовая бочка для напитков по п.17 или 18, отличающаяся тем, что разливочная головка имеет разъемы с 5/8 или 1/2 дюймовыми наружными резьбами.
20. Одноразовая бочка для напитков по любому из пп.17-19, отличающаяся тем, что разливочная головка имеет средства, которые после насильного удаления с фитинга разрушают фиксацию на фитинге.
21. Одноразовая бочка для напитков по любому из пп.17-20, отличающаяся тем, что разливочная головка имеет средства, которые после насильного удаления с фитинга делают по меньшей мере одно уплотнительное средство негерметичным.
22. Одноразовая бочка для напитков по любому из пп.17-21, отличающаяся тем, что разливочная головка имеет линию газа и линию жидкости.
23. Одноразовая бочка для напитков по любому из пп.1-22, отличающаяся тем, что к фитингу может присоединяться с самогерметизацией гибкий шланг, который выступает от фитинга до самой глубокой области элемента дна.
24. Способ изготовления одноразовой бочки для напитков по любому из пп.1-23, отличающийся тем, что элемент оболочки отформован для сварки лазером в цилиндр, и обе свариваемые стороны листа позиционируются встык и сохраняют при этом ширину зазора менее чем 0,2 мм.
25. Способ изготовления одноразовой бочки для напитков по п.24, отличающийся тем, что для сварки лазером элемент крышки, соответственно элемент дна ориентируются на элементе оболочки таким образом, что зазор между отдельными элементами составляет меньше чем 0,2 мм.
26. Способ по п.24 или 25, отличающийся тем, что фитинг перед сваркой элемента крышки и элемента оболочки, соответственно элемента дна вставляется с внутренней стороны в отверстие элемента крышки.
| DE 10138365 A1, 20.02.2003 | |||
| WO 1992009489 A1, 11.06.1992 | |||
| DE 202014009365 U1, 27.02.2015 | |||
| КРЫШКА ДЛЯ КЕГА С ПРЕДОХРАНИТЕЛЬНЫМ МЕХАНИЗМОМ | 2011 |
|
RU2555137C2 |
| WO 1999023016 A1, 14.05.1999 | |||
| US 4911212 A1, 27.03.1990 | |||
| Лобовая фрикционная передача | 1927 |
|
SU7725A1 |
| US 20100102087 A1, 29.04.2010 | |||
| СПОСОБ ЛАЗЕРНО-СВЕТОВОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКИХ МАТЕРИАЛОВ С РЕГУЛИРУЕМЫМ НАГРЕВОМ | 2006 |
|
RU2323265C1 |

