Изобретение касается шпунтовой бочки с вставленным гибким вкладышем (inliner, инлайнер) с заливочным/раздаточным штуцером и вентиляционным штуцером для хранения и транспортировки, в частности, опасных жидких и жидкотекучих наполнителей.
У снабженной вкладышем шпунтовой бочки жидкий наполнитель не входит в контакт с внутренней частью бочки, а только с внутренней частью вкладыша. Для повторного использования нужных, чаще всего дорогих шпунтовых бочек требуется лишь замена использованного относительно недорогого вкладыша, соответственно, пленочного мешка.
Изобретение предпочтительным образом ориентированно на определенную полимерную шпунтовую бочку, но принципиально может также относиться к другим полимерным емкостям, как например, бочкам со съемной крышкой с 2 шпунтами в бочковой крышке, канистрам FASSETT с боковыми захватами или канистрам с верхним захватом.
Шпунтовая бочка из термопластичного полимера с вставленным, состоящим из тонкостенной полимерной пленки вкладышем включает в себя цилиндрическую стенку бочки, дискообразное нижнее дно и дискообразное верхнее дно, в котором расположены два равновеликих, закрывающихся посредством шпунтовых затворов шпунтовых штуцера, причем один из шпунтовых штуцеров выполнен в виде заливочного и разливочного шпунтового штуцера, а другой шпунтовой штуцер выполнен в виде выпускающего и подводящего воздух шпунтового штуцера, в которых соответственно закреплен соответствующий заливочный и разливочный штуцер вкладыша и выпускающий и подводящий воздух штуцер вкладыша. При этом, шпунтовой затвор для выпускающего и подводящего воздух шпунтового штуцера выполнен составным с, по меньшей мере, одним переходным кольцом, с окружающей, соответственно, охватывающей переходное кольцо накидной или кольцевой гайкой, которые соответственно снабжены центральным сквозным отверстием, и еще с центральной шпунтовой заглушкой, которая вкручена в центральное сквозное отверстие переходного кольца. Переходное кольцо жестко приварено к верхнему концу выпускающего и подводящего воздух шпунтового штуцера вкладыша, и через фланцевое кольцо накрученной кольцевой гайки зафиксировано в выпускающем и подводящем воздух шпунтовом штуцере шпунтовой бочки.
Проблематика: Для различных жидких наполнителей при выборе тары, например, в случае шпунтовой бочки с вставленным многослойным вкладышем, должны выбираться требуемые для соответствующих наполнителей барьерные свойства вкладыша. Чувствительный жидкий наполнитель может подвергаться воздействию, например, проникающего в результате диффузии кислорода и портиться. Многослойные вкладыши с барьерными свойствами являются, однако, сравнительно дорогими и имеют лишь незначительную ударную прочность на разрыв. Вследствие продолжительных динамических знакопеременных нагружений, которые постоянно возникают при транспортировке емкостей для жидкостей посредством колыхающегося туда-сюда наполнителя и которые приводят к постоянным движениям подвешенной только к штуцеру пленки вкладыша в воздушном пространстве над жидким столбом наполнителя, указанные вкладыши могут в зигзагоообразных складках легко становиться негерметичными или, в частности, разрываться в области штуцера вкладыша.
Емкости с вставленным полимерным вкладышем для предотвращения контакта между наполнителем и внутренней стенкой емкости уже известны сами по себе. Публикация US 4 993 579 А раскрывает емкость, состоящую из по существу жесткой обертки и вкладыша в форме упругого пузыря, который при заполнении может заполнять объем упаковки. Чтобы предотвратить то, что указанный пузырь при опорожнении перемещается перед разливочным отверстием и мешает опорожнению, этот пузырь зафиксирован в дистанцированной от указанного отверстия точке на обертке. При наполнении упругий пузырь может в значительной степени заполнять внутреннее пространство емкости. Близость пузыря к наружным стенкам емкости повышает стабильность. Такое выполнение не пригодно для многослойных пленок с барьерными свойствами, которые обычно не настолько упруги, чтобы при наполнении достаточно прилегать к наружным стенкам емкости.
WO 94/26603 А1 описывает комбинацию из шпунтовой бочки и вкладыша, в которой требуется дополнительное монтажное отверстие, по меньшей мере, 80 мм. Таким образом, здесь речь не идет о стандартной бочкотаре, которая без проблем может использоваться на имеющихся разливочных установках и закачиваемых установках. Это дополнительное, не соответствующее стандарту отверстие несет с собой повышенные расходы. Более того, за счет него реализуются дополнительные потенциальные негерметичности упаковки.
Вкладыш здесь не зафиксирован на внутренней стенке бочки. Таким образом, здесь также при использовании многослойных вкладышей с барьерными свойствами вследствие динамических знакопеременных нагрузок при транспортировке, с одной стороны, и незначительной ударной прочности на разрыв такого вкладыша, с другой стороны, имеются опасности негреметичностей на зигзагообразных складках, соответственно, трещин в области штуцера вкладыша.
Наконец, из US 5 217 138 известно применение цилиндрического вкладыша из тонкой полимерной пленки в шпунтовой бочке с заливочным и раздаточным шпунтовым штуцером в верхнем дне. При этом, речь идет о фиксации обоих штуцеров вкладыша в шпунтовом штуцере шпунтовой бочки. Один штуцер вкладыша снабжен приваренной кольцевой втулкой, соответственно, переходным кольцом, которое вставлено сверху в выпускающий и поводящий воздух шпунтовый штуцер бочки и зафиксировано там. Через этот шпунтовой штуцер также должен вводиться внутрь бочки скатанный (свернутый) вкладыш. После вставки вкладыша бочка должна кататься туда обратно до тех пор, пока второй штуцер вкладыша посредством проволоки или тому подобного не будет выловлен через противолежащий шпунтовый штуцер бочки и не сможет закрепиться на нем посредством зажимания. После этого вкладыш слабо (без натяга) висит на обоих шпунтовых штуцерах вкладыша в бочке. Промежуточное воздушное пространство между вкладышем и внутренней стенкой бочки после вставки вкладыша не может подвергаться удалению воздуха, если только тело бочки не имеет в каком-нибудь месте дополнительный закрываемый шпунтовый штуцер, соответственно, дополнительное закрываемое отверстие бочки. При наполнении шпунтовой бочки через заливочный и раздаточный шпунтовой штуцер в противолежащем выпускающем и подводящем воздух шпунтовом штуцере может выкручиваться маленькая, расположенная по центру в кольцевой втулке шпунтовая заглушка с тем, чтобы вытесненный наполнителем воздух мог выходить из внутреннего пространства вкладыша. Для этого выхода из промежуточного воздушного пространства при наполнении бочки должно быть предусмотрено дополнительное отдельное выпускающее воздух отверстие, которое гарантирует быстрый выпуск воздуха; в противном случае может легко происходить то, что в случае автоматических разливочных установок бочки переливаются, поскольку предусмотренное количество наполнителя не может попадать в бочку достаточно быстро.
В основу настоящего изобретения положена задача устранения показанных недостатков уровня техники и оснащения имеющейся в наличии стандартной шпунтовой бочки заменяемым вкладышем, чтобы пользователь, в частности, разливающий и опорожняющий персонал, не мог определить никаких отличий и никаких недостатков при обращении по сравнению с такой же стандартной бочкой без вкладыша и чтобы оснащенная вкладышем шпунтовая бочка без каких-нибудь дополнительных мероприятий могла использоваться на имеющихся разливочных установках и закачиваемых установках.
Эта задача решается специальными признаками пункта 1 формулы изобретения. Признаки в зависимых пунктах описывают дальнейшие предпочтительные возможности выполнения соответствующей изобретению шпунтовой бочки с вкладышем.
Предложенная техническая идея указывает простейший сам по себе путь, как могут быть преодолены недостатки известных шпунтовых бочек с вкладышем и обращение с оснащенными вкладышем бочками для разливающего и опорожняющего персонала совсем не отличается от обращения с обычными бочками.
В конструктивном смысле это обеспечивается следующими признаками:
- оба шпунтовых штуцера выполнены в виде стандартизированных 2'' (двухдюймовых) шпунтовых штуцеров с внутренней резьбой (затвор (=пробка) BCS 70×6 (BCS=plug/bund closure system - система укупоривания пробкой)) и расположенным ниже нее уплотнительным ложем,
- шпунтовый затвор для заливочного и разливочного шпунтового штуцера выполнен в виде обычной стандартизированной 2''-шпунтовой заглушки с наружной резьбой (затвор BCS 70×6) и расположенным ниже нее уплотнительным кольцом, которое уплотнено относительно уплотнительного ложа в заливочном и разливочном шпунтовом штуцере,
- заливочный и разливочный шпунтовой штуцер внутри внутренней резьбы в своем самом узком проходном месте в штуцерной горловине имеет сглаженную, выполненную в виде кольцевой поверхности внутреннюю поверхность сварного ложа, к которой жестко приварен верхний конец заливочного и разливочного штуцера вкладыша,
- вкрученная в центральное сквозное отверстие переходного (адаптирующего) кольца шпунтовая заглушка выполнена в виде обычной стандартизированной ¾''-шпунтовой заглушки с наружной резьбой и расположенным ниже нее уплотнительным кольцом,
- охваченное навинченной кольцевой гайкой фланцевое кольцо переходного кольца на своей нижней стороне на наружном краю имеет окружное уплотнительное кольцо и уплотняет внутреннее пространство бочки относительно уплотнительного ложа ниже внутренней резьбы в выпускающем и подводящем воздух шпунтовом штуцере.
В выполнении изобретения предусмотрено, что навинченная кольцевая гайка сверху закрыта защелкнутым или захватывающим предохранительным колпачком, который также снабжен центральным сквозным отверстием, и через это сквозное отверстие обеспечен свободный доступ к вкрученной по центру в переходном кольце ¾''-шпунтовой заглушке.
Это конструктивное выполнение изобретения предусматривает, что в случае ослабленной, соответственно, свинченной кольцевой гайки переходное кольцо со своим окружным на нижней стороне фланцевого кольца уплотнительным кольцом вместе с жестко вкрученной центральной ¾''-шпунтовой заглушкой образовано легко приподнимается вверх посредством направленного посредством вакуумного колпака зацепляющего тянущего инструмента, а между уплотнительным кольцом и уплотнительным ложем образован кольцевой зазор, через который посредством присоединенного к вакуумному колпаку вакуумного насоса в промежуточном воздушном пространстве между поверхностью вкладыша и внутренней стенкой бочки может создаваться (вытягиваться) вакуум.
Соответствующая изобретению шпунтовая бочка далее характеризуется тем, что после осуществленной вытяжки под вакуумом, когда поверхность вкладыша полностью или почти полностью прилегает к внутренней стенке бочки, переходное кольцо вместе с жестко вкрученной, центральной ¾''-шпунтовой заглушкой посредством направленного посредством вакуумного колпака тянущего инструмента может направляться вниз и окружное на нижней стороне переходного фланцевого кольца уплотнительное кольцо выполнено с возможностью прижима жестко и газоплотно к расположенному в выпускающем и подводящем воздух шпунтовом штуцере ниже внутренней резьбы уплотнительному ложу и в дальнейшем длительно зафиксировано в газоплотном положении посредством жестко навинченной сверху кольцевой гайки. Посредством этого длительно действующего вакуума в промежуточном воздушном пространстве между вкладышем и внутренней стенкой бочки пленка вкладыша даже при более долго длящихся динамических знакопеременных нагрузках, которые постоянно возникают при транспортировке емкостей с жидкостью за счет колыхания туда-сюда наполнителя, остается как «присосанная» в контакте с внутренней стенкой бочки и не возникает никаких складываний и движений пленки вкладыша в воздушном пространстве над жидким столбом наполнителя. Посредством вакуумной фиксации пленки вкладыша на внутренней стенке бочки вкладыш находится по всей площади как «вторая кожа» на внутренней стенке бочки; за счет этого предпочтительным образом позволяется использование даже недорогих пленочных материалов вкладыша с незначительной прочностью на разрыв.
В другом выполнении изобретения предусмотрено, что после осуществленной вытяжки под вакуумом, когда поверхность вкладыша почти по всей площади прилегает к внутренней поверхности внутренней стенки бочки, в случае выкрученной 2''-шпунтовой заглушки на заливочной стороне и выкрученной ¾''-шпунтовой заглушки на стороне дегазации, посредством, например, при необходимости соответственно изогнутой продувочной трубы нагретый воздух вдувается вовнутрь бочки, соответственно, вовнутрь вкладыша, в частности, в верхней области стенки бочки и верхнего дна так, что осуществляется термическая активация пленки вкладыша и наружная поверхность вкладыша слегка приклеена к внутренней поверхности стенки бочки. При этом, более целесообразным образом вдувание горячего воздуха вовнутрь вкладыша для улучшенного клеевого эффекта осуществлено при повышенном давлении. Чтобы обращение с соответствующей изобретению шпунтовой бочкой с вкладышем для разливающего или опорожняющего персонала не отличалось от обращения с такой же шпунтовой бочкой без вкладыша, согласно изобретению предусмотрено, что центрально расположенная ¾''-шпунтовая заглушка - при жестко вкрученной кольцевой гайке для наполнения шпунтовой бочки жидким наполнителем в автоматической разливочной установке посредством наполняющей под давлением трубы и для раздачи жидкого наполнителя в автоматической опорожняющей установке посредством всасывающей трубы низкого давления посредством противолежащего заливочного и опорожняющего шпунтового штуцера - посредством снабженного центральным сквозным отверстием предохранительного колпачка является свободно доступной и выполнена с возможностью выкручивания и вновь вкручивания вручную посредством завинчивающего инструмента или автоматически посредством завинчивающих автоматов, вследствие чего, в частности, также предотвращается непреднамеренное ослабление прижимающейся кольцевой гайкой с потерей вакуума.
Предпочтительная особенность вкладыша состоит в том, что штуцеры вкладыша с внутренней стороны направленным радиально внутрь сварным фланцевым краем приварены, соответственно, сварены со стенкой верхнего дна вкладыша и закатаны изнутри наружу так, что все имеющиеся кромки среза пленки закрыты от контакта с наполнителем и никакая кромка среза пленки - ни кромка у сварного фланцевого края приваренных штуцеров вкладыша, ни кромка у расположенного с внутренней стороны ограничения сквозных отверстий в стенке вкладыша - не входит в контакт с залитым жидким наполнителем. За счет этого обеспечено, что никакие содержащие растворитель наполнители не могут входить в контакт с какими-либо кромками среза пленки, вследствие чего размещенные между барьерными слоями клееподобные адгезионные слои могли бы разъедаться и растворяться, так что, в частности, при более длительной транспортировке оснащенных многослойными вкладышами шпунтовых бочек могло бы осуществляться негативное отделение слоев пленки с потерей барьерных свойств и последующей порчей наполнителя.
Способ для изготовления соответствующей изобретению шпунтовой бочки с вкладышем характеризуется следующими этапами:
-предоставление обычной стандартной шпунтовой бочки с двумя 2''-шпунтовыми штуцерами с 70×6-затворами и обычной 2''-шпунтовой заглушкой для 70×6 затвора и обычной ¾''-шпунтовой заглушкой для 70×6 затвора, причем один 2''-шпунтовый штуцер с 2''-шпунтовой заглушкой служит в качестве заливочного и раздаточного шпунта для жидкого наполнителя, а другой 2''-шпунтовый штуцер служит в качестве выпускающего и подводящего воздух шпунта для заполняемого объема внутри вкладыша и для промежуточного воздушного пространства между наружной поверхностью вкладыша и внутренней стенкой бочки,
-предоставление вкладыша с двумя отличающимися по размеру шпунтовыми штуцерами вкладыша, причем больший шпунтовой штуцер предусмотрен для 2''-шпунтового штуцера с 70×6 затвором и выполнен несколько более длинным с помощью приваренного свободного конца, в то время как к концу более короткого несколько меньшего шпунтового штуцера приварено полое втулкообразное переходное кольцо с нижним уплотнительным кольцом,
- наматывание вкладыша в тонкий рулон, причем приваренное переходное кольцо расположено сверху на рулоне,
- вставка тонкого рулона через выпускающий и подводящий воздух шпунт и фиксация переходного кольца посредством охватывающей переходное кольцо кольцевой гайки с центральным сквозным отверстием и с наружной резьбой для 70×6 затвора в 2''-шпунтовом штуцере выпускающего и подводящего воздух шпунта, причем переходное кольцо с нижним уплотнительным кольцом уплотняет промежуточное воздушное пространство между наружной поверхностью вкладыша и внутренней стенкой бочки в 2''-шпунтовом штуцере,
- вдувание сжатого воздуха в выпускающий и подводящий воздух шпунт до тех пор, пока вкладыш полностью не раздуется и приваренный больший шпунтовой штуцер вкладыша не покажется из противолежащего заливочного и раздаточного шпунта,
- срезание приваренного свободного конца большего шпунтового штуцера вкладыша и выворачивание шпунтового штуцера вкладыша наружу за 2''-шпунтовый штуцер шпунтовой бочки,
-радиальное приваривание штуцера вкладыша ниже внутренней резьбы в 2''-шпунтовом штуцере и точное по размеру срезание избыточного, соответственно, выступающего штуцера вкладыша над сварной кольцевой поверхностью ниже внутренней резьбы,
-насаживание вакуумного колпака на выпускающий и подводящий воздух шпунт и при ослабленной кольцевой гайке и приподнятом переходном кольце посредством подключенного к вакуумному колпаку вакуумного насоса высасывают весь воздух из промежуточного воздушного пространства между наружной поверхностью вкладыша и внутренней стенкой бочки и создают вакуум до тех пор, пока наружная поверхность не приляжет по всей поверхности к внутренней стенке бочки,
- затягивание кольцевой гайки и прижимание переходного кольца с нижним уплотнительным кольцом в 2''-шпунтовом штуцере для длительного сохранения вакуума между вкладышем и внутренней стенкой бочки,
- вкручивание 2''-шпунтовой заглушки в 2''-шпунтовый штуцер заливочного и раздаточного шпунта и вкручивание ¾''-шпунтовой заглушки во втулкообразное, снабженное внутренней резьбой переходное кольцо.
Чтобы надежно предотвратить непреднамеренное ослабление или выкручивание кольцевой гайки с потерей вакуума, на 2ʺ-шпунтовый штуцер надевается предохранительный колпачок с центральным сквозным отверстием, которое предоставляет свободный доступ к центральной 3/4ʺ-шпунтовой заглушке.
В целесообразном выполнении способа после вышеупомянутых этапов способа предусмотрено, что во время вакуумной вытяжки через выпускающий и подводящий воздух шпунтовый штуцер внутрь вкладыша через противолежащий заливочный и разливочный шпунтовый штуцер вдувается сжатый воздух, так что пленка вкладыша - в частности, в области верхнего дна вокруг заглубленного шпунтового корпуса - по всей площади прижимается к внутренней стенке шпунтовой бочки и весь воздух промежуточного пространства выталкивается. При этом, вдутый сжатый воздух для термической активации пленки вкладыша вдувается в виде горячего воздуха, так что внешняя сторона пленки вкладыша проявляет клеевой эффект и пристает к внутренней стенке шпунтовой бочки, соответственно, приклеивается к ней с возможностью вновь отделяться.
Для переработки использованных шпунтовых бочек с вкладышем, для режимов рекондиционирования очень предпочтительно, если перед удалением вкладыша из внутреннего пространства бочки при ослабленной кольцевой гайке и приподнятом переходном кольце через кольцевой зазор между уплотнительным кольцом переходника и уплотнительным ложем шпунтового штуцера, например, посредством надетого колпака для сжатого воздуха и присоединенного трубопровода для сжатого воздуха сжатый воздух вдувается в промежуточное воздушное пространство между поверхностью вкладыша и внутренней стенкой бочки, так что приставшая, соответственно, приклеенная к внутренней стенке бочки поверхность вкладыша отделяется. При этом целесообразно, если через заливочный и разливочный шпунтовый штуцер, например, посредством надетого вакуумного колпака вакуум внутри вкладыша создается (тянется), пока он (вкладыш) не будет полностью отделен от внутренней стенки бочки.
Затем, простым способом вваренный в заливочный и разливочный шпунтовый штуцер штуцер вкладыша непосредственно под сварной кольцевой поверхностью сначала отрезается и немного вытягивается из шпунтового штуцера и, например, посредством приваривания плотно закрывается, вследствие чего уменьшается загрязнение внутреннего пространства бочки. После этого, весь вкладыш с переходным кольцом через противолежащий выпускающий и подводящий воздух шпунт вытягивается из внутреннего пространства бочки. После калибровки сварной кольцевой поверхности в заливочном и раздаточном шпунте для радиального вваривания большего штуцера вкладыша новый вкладыш может немедленно вставляться и фиксироваться.
Использованные емкости для транспортировки жидкости, как например, паллетные контейнеры, шпунтовые бочки и канистры специализировано перерабатываются в квалифицированных режимах рекондиционирования для повторного применения, к этому относится, в частности, чистка, исследование, контроль качества, а также установка новых вкладышей. Когда у шпунтовой бочки гибкий тонкостенный заливочный и раздаточный штуцер вкладыша жестко вварен в устойчивый заливочный и раздаточный штуцер устойчивого полимерного штуцера шпунтовой бочки, то это фиксирование вкладыша в шпунтовой бочке для клиента или пользователя, т.е. персонал для разливания или опорожнения жидкого наполнителя, может осуществляться простейшим образом, так как при завинчивании и отвинчивании резьбовых колпачков, шпунтовых штуцеров, заборной арматуры или размешивающих инструментов не может получиться никакого перекручивания гибких заливочных и раздаточных штуцеров вкладыша с образованием складок и негерметичностей, как это до настоящего времени часто имело место при обычном креплении штуцеров вкладыша с простым выворачиванием и зажиманием на жесткий штуцер емкости. Для вентиляции (подвода воздуха) внутреннего пространства бочки, соответственно, вкладыша требуется, как до сих пор обычно у противолежащего выпускающего воздух шпунта, выкручивать только центрально расположенную 3/4ʺ-шпунтовую заглушку (из адаптерного кольца).
В дальнейшем, изобретение более подробно поясняется и описывается на основании схематично изображенного на чертежах примера осуществления изобретения. Показано:
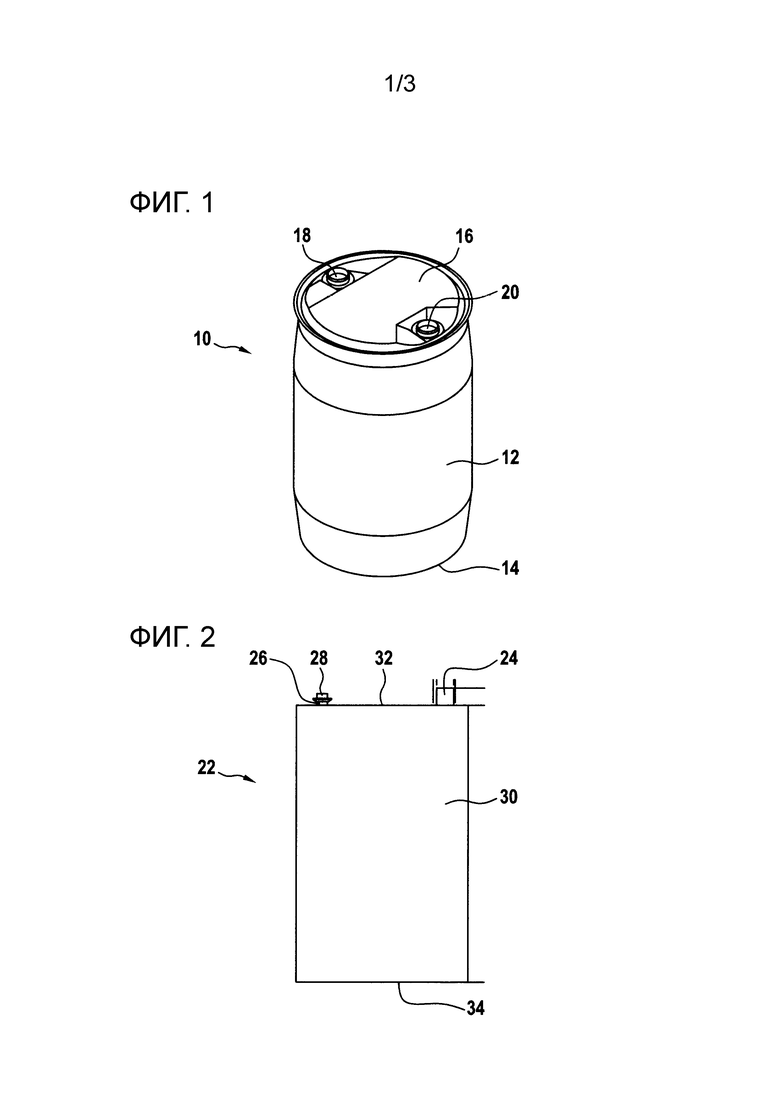
Фиг.1 - перспективный вид соответствующей изобретению шпунтовой бочки с вставленным вкладышем;
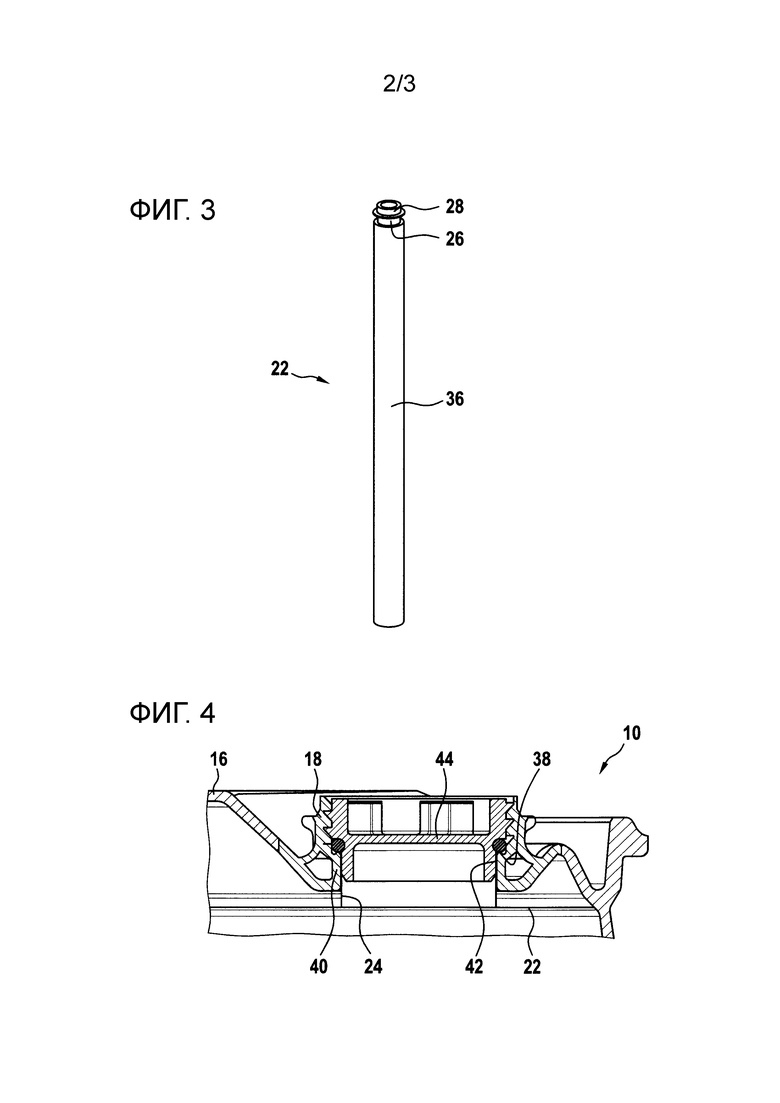
Фиг.2 - боковой вид вставленного вкладыша для шпунтовой бочки согласно фиг.1;
Фиг.3 - боковой вид свернутого вкладыша перед установкой в шпунтовую бочку;
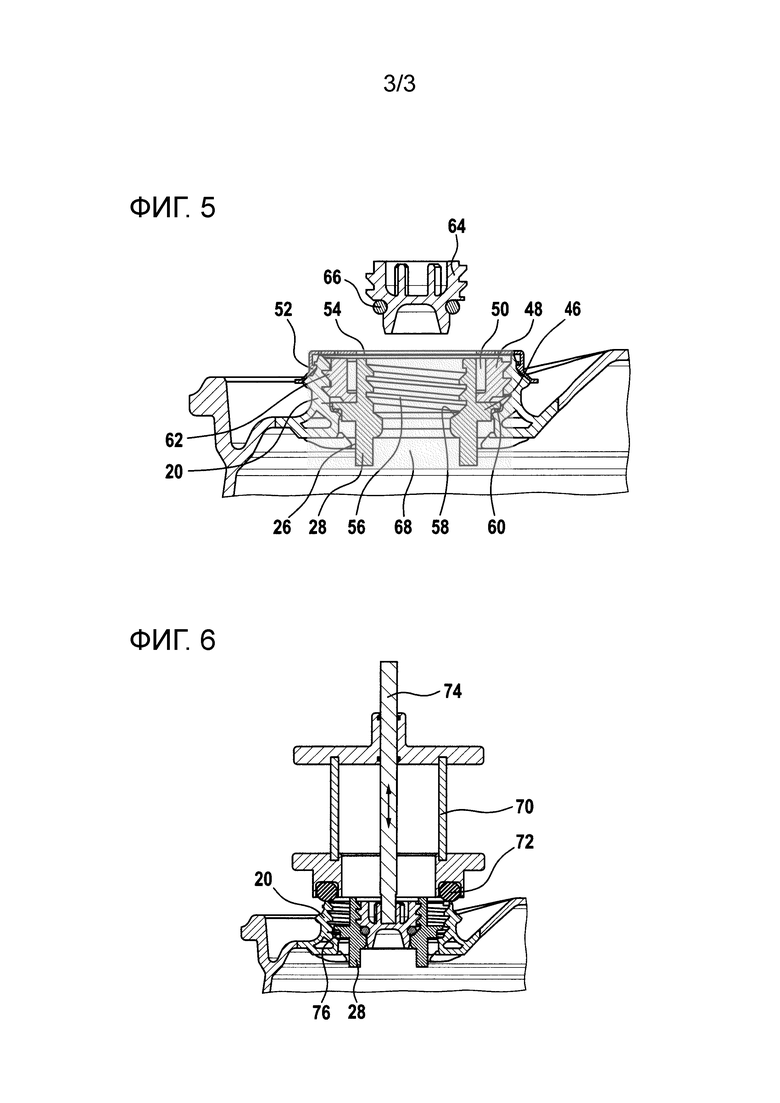
Фиг.4 - вид частичного разреза вокруг верхней области полимерной шпунтовой бочки с 2ʺ-шпунтовым штуцером и приваренным штуцером вкладыша;
Фиг.5 - вид частичного разреза выпускающего и подводящего воздух шпунтового штуцера с выкрученной 3/4ʺ-шпунтовой заглушкой;
Фиг.6 - другой вид частичного разреза вокруг верхней области выпускающего и подводящего воздуха шпунтового штуцера с установленным вакуумным колпаком.
На фиг.1 в качестве предпочтительного примера осуществления изобретения ссылочной позицией 10 обозначена шпунтовая бочка из термопластичного полимера, которая снабжена вставленным, состоящим из тонкостенной полимерной пленки вкладышем 22. Как упоминалось, изобретение могло бы также применяться к другим полимерным емкостям, таким как канистры, канистры FASSETT, бочки со съемной крышкой со шпунтами или паллетные контейнеры.
Для применения, соответственно, для использования опасных наполнителей шпунтовая бочка 10 удовлетворяет особым критериям проверки и снабжена соответствующим официальным разрешением. Шпунтовая бочка 10 в самом часто используемом объеме в 220 л особенно подходит для химических продуктов, а также для пищевых продуктов. Ее главными составными частями являются цилиндрическая стенка 12, дискообразное нижнее дно 14 и дискообразное верхнее дно 16, в котором расположены два равновеликих, закрывающихся посредством шпунтовых затворов шпунтовых штуцера 18, 20. Подобного типа шпунтовые бочки имеют высоту примерно 935 мм и диаметр примерно 581 мм, предпочтительно изготовлены способом формования раздувом и, как правило, состоят из HDPE - полимерного материала (полиэтилена высокой плотности). Вес бочки составляет примерно 8,2кг. Современные бочки состоят из трех слоев, причем только тонкий наружный слой (20%) окрашен синим и тонкий высокочистый внутренний слой (20%) состоит из первичного материала, в то время как центральный опорный слой (60%) состоит из вторичного гранулята, т.е. из ранее использованного, вновь переработанного полимерного материала.
У соответствующей изобретению шпунтовой бочки 10 один из шпунтовых штуцеров выполнен в виде заливочного и разливочного шпунтового штуцера 18, а другой шпунтовой штуцер выполнен в виде выпускающего и подводящего воздух шпунтового штуцера 20. Оба шпунтовых штуцера выполнены в виде 2ʺ-шпунтовых штуцеров с резьбовым соединением BCS 70×6.
В этих шпунтовых штуцерах бочки закреплен соответственно согласованный заливочный и разливочный штуцер 24 и выпускающий и подводящий воздух штуцер 26 вкладыша 22.
На фиг.2 изображен вкладыш 22 на виде сбоку. Его форма приспособлена к внутренней стенке бочки и состоит из цилиндрической стенки 30 вкладыша, дискообразного верхнего дна 32 вкладыша и дискообразного нижнего дна 34 вкладыша. В верхнем дне 32 вкладыша 22 на соответствующей позиции расположен выполненный немного большим в диаметре и длиннее штуцер 24 вкладыша для штуцера 26 вкладыша шпунтовой бочки и противоположно немного меньший и более короткий штуцер 26 вкладыша для выпускающего и подводящего воздух шпунтового штуцера 20 шпунтовой бочки 10. На более короткий штуцер 26 вкладыша приварено переходное кольцо 28, которое вставляется в выпускающий и подводящий воздух шпунтовой штуцер 20.
При этом, гибкие штуцеры 18, 20 вкладыша изготовлены из того же пленочного материала с теми же барьерными свойствами, что и пленочный материал гибкого вкладыша 22, чтобы исключить негативные проникающие через полимерный материал диффузионные процессы. При многослойной ассиметричной пленочной структуре пленки вкладыша важно, что при кольцеобразном наваривании сварного фланцевого края штуцеров вкладыша на стенку вкладыша соответственно такой же пленочный материал, соответственно, такой же внешний пленочный слой сварены друг с другом.
Вкладыш 22 для объема в 220л имеет высоту примерно 930 мм и диаметр примерно 580 мм. Диаметры составляют для меньшего штуцера 26 вкладыша примерно 25 мм, а для большего и выполненного более длинным штуцера 26 вкладыша - примерно 58 мм. Из-за своей тонкостенности вкладыш сам по себе является не формоустойчивым, а очень гибким, податливым и самоприспосабливающимся. Толщина стенки многослойной комбинированной пленки вкладыша составляет примерно 100 μм - 300 μм, предпочтительно примерно 150 μм. С весом единицы поверхности примерно 100-150г/м2 для мешка-вкладыша в 220 л получается материальный вес примерно 0,15-0,3 кг. При этом, очень тонкие комбинированные слои могут состоять из различных материалов, например, HDPE (полиэтилен высокой плотности)/ LDPE (полиэтилен низкой плотности)/ EVOH (сополимер этилена и винилового спирта)/ PET (полиэтилентерефталат)/ PA (полиамид)/ PP (полипропилен) или SiOx с расположенными между ними слоями из усилителя адгезии и/или смогут быть снабжены стекловолоконным или тканевым армированием. В зависимости от варианта использования комбинированная пленка снабжена барьерными слоями, например, против диффузии углеводорода, кислорода, ароматизатора или водяного пара, и при необходимости снабжена асептическим бактерицидным покрытием или напыленной, содержащей серебро или содержащей алюминий металлической фольгой.
Конструктивно, штуцеры 24, 26 вкладыша указывающим радиально внутрь сварным фланцевым краем так приварены с внутренней стороны к стенке вкладыша верхнего дна 32 вкладыша и после этого закатаны изнутри наружу, что все имеющиеся кромки среза пленки закрыты от контакта с наполнителем и никакие кромки среза пленок - ни кромка у сварного фланцевого края приваренных штуцеров 24, 26 вкладыша, ни кромка у расположенного с внутренней стороны ограничения сквозного отверстия в стенке вкладыша - не входят в контакт с залитым жидким наполнителем. Вследствие этого все барьерные свойства остаются в полной сохранности даже при длительном времени транспортировки и хранении шпунтовой бочки, и обусловленные диффузией повреждения чувствительных наполнителей предотвращаются.
Для реализации указанного особенного вкладыша в любом случае является важным, чтобы кольцеобразное наваривание обоих сварных фланцевых краев вкладыша на внутреннюю стенку верхнего дна вкладыша технологически происходило перед полным и окончательным свариванием раскроенных частей многослойной пленки вкладыша для замкнутого корпуса вкладыша, в противном случае будет невозможно приваривание пленочных штуцеров изнутри к внутренней стенке верхнего дна вкладыша.
Чтобы обеспечить возможность ввода вкладыша 22 из гибкой тонкостенной многослойной пленки внутрь бочки, он свернут в тонкий стержнеобразный рулон 36 - как можно видеть на фиг.3. При этом на верхнем конце выступает меньший штуцер 26 вкладыша с приваренным переходным кольцом 28, в то время как больший штуцер 24 вкладыша свернут и здесь не виден. В качестве важного признака для заготовки вкладыша штуцер 24 вкладыша с большим диаметром перед вставкой в шпунтовую бочку 10 имеет длину, по меньшей мере, его удвоенного диаметра и на своем свободном конце заварен, соответственно, герметично закрыт.
Рулон 36 вкладыша вставляется через выпускающий и подводящий воздух шпунтовой штуцер 20 шпунтовой бочки 10 и переходное кольцо 28 закрепляется в шпунтовом штуцере 20, как более подробно поясняется далее. После того, как переходное кольцо 28 закреплено в выпускающем и подводящем воздух шпунтовом штуцере 20, через полое переходное кольцо 28 в меньшем штуцере 26 вкладыша во вкладыш медленно вдувается сжатый воздух, так что вкладыш разворачивается и полностью раздувается до тех пор, пока противолежащий больший, еще заваренный штуцер 24 вкладыша не выглянет сам снизу из согласованного заливочного и разливочного шпунтового штуцера 18 шпунтовой бочки 10.
На фиг.4 изображена верхняя область шпунтовой бочки 10 заливочным и разливочным шпунтовым штуцером 18 для стандартного затвора (пробки) BCS 70×6. 2ʺ-шпунтовой штуцер 18 - как и аналогично выполненный шпунтовой штуцер 20 - имеет выполненную в виде крупной резьбы внутреннюю резьбу; непосредственно под внутренней резьбой находится суженное в диаметре уплотнительное ложе 38 для сидящего на 2ʺ-шпунтовой заглушке 44 уплотнительного кольца. Ниже внутренней резьбы заливочный и разливочный шпунтовой штуцер 18 имеет уменьшенную в диаметре штуцерную горловину 40 с кольцеобразной внутренней поверхностью 42 в качестве поверхности сварного ложа для подлежащего ввариванию 2ʺ-штуцера вкладыша. Кольцеобразная внутренняя поверхность 42 в штуцерной горловине 40 выполнена выровненной в качестве поверхности сварного ложа. Произведенное для калибровки внутренней поверхности 42 выравнивание происходит, например, посредством хонинговального инструмента, развертки или окорочного ножа целесообразным образом при позиционировании бочки в перевернутом положении (снизу на верх), причем осыпающиеся снятые полимерные частицы вытягиваются вниз, при необходимости одновременно через другой шпунтовой штуцер 20 в тело бочки вдувается сжатый воздух, так что в любом случае исключено, что отделенные полимерные частицы могут попасть в тело бочки.
Когда вкладыш 22 вставлен в шпунтовую бочку 10 и надут таким образом, что еще заваренный штуцер 24 вкладыша выглядывает из шпунтового штуцера 18, штуцер 24 вкладыша расправляется, вскрывается вверху и выворачивается за шпунтовой штуцер 18. Затем, штуцер 24 вкладыша методом сварки с расширением в радиальном направлении жестко к кольцеобразной внутренней поверхности 42 (поверхность сварного ложа) приваривается, соответственно, вваривается и отрезается с точным соответствием, так что стандартная 2ʺ-шпунтовая заглушка 44 ввинчивается и посредством своего уплотнительного кольца может обеспечивать уплотнение относительно расположенного на нижнем конце внутренней резьбы уплотнительного ложа 38, соответственно, уплотнительного упора непосредственно над поверхностью сварного ложа. Кроме калибровки поверхности сварного ложа у стандартной шпунтовой бочке 10 не предпринимаются никакие мероприятия или приспособления. Предпочтительное обращение с удобной для пользователя шпунтовой бочкой с вкладышем согласно настоящему изобретению реализуется по существу полностью посредством особенного конструктивного выполнения и принципа действия вставки для выпускающего и подводящего воздух шпунтового штуцера 20.
Как изображено на фиг.5, затвор-вставка для 2ʺ-подводящего и выпускающего воздух шпунтового штуцера 20 состоит из, по меньшей мере, трех частей. Они представляют собой полое внутри переходное кольцо 28 с наружным, расположенным приблизительно по центру радиально выступающим фланцевым кольцом 46, окружающую втулкообразное переходное кольцо 28 сверху фланцевого кольца 46 кольцевую гайку 48 с наружной резьбой и центральным сквозным отверстием 50 и перекрывающий сверху и снаружи верхнюю часть подводящего и выпускающего воздух шпунтового штуцера 20 уплотнительный колпачок 52 с центральным сквозным отверстием 54. Полое втулкообразное переходное кольцо 28 в верхней области своего сквозного отверстия снабжено внутренней резьбой 56. На нижнем конце выполненная в виде крупной резьбы (то есть с крупным шагом) внутренняя резьба 56 снабжена уменьшенным в диметре уплотнительным ложем 58.
На нижней стороне фланцевого кольца 48 переходного кольца 28 с внешней стороны расположено окружное уплотнительное кольцо 60, которое, предпочтительно, выполнено как прямоугольное плоское уплотнение, и внутри шпунтового штуцера 20 - как у противолежащего шпунтового штуцера 18 - уплотнено относительно уплотнительного ложа на нижнем конце внутренней резьбы выше уменьшенной в диаметре штуцерной горловины. Верхняя сторона фланцевого кольца 46 переходного кольца 28 нагружается сверху окружающей верхнюю область переходного кольца 28 кольцевой гайкой 48, выполненная в виде крупной резьбы наружная резьба 62 которой входит в зацепление с внутренней резьбой шпунтового штуцера 18 и прижимает уплотнительное кольцо 60 переходного фланцевого кольца 46 к уплотнительному ложу (38) у нижнего конца внутренней резьбы шпунтового штуцера 20. Под фланцевым кольцом 46 радиально снаружи к выполненному в виде кольцевой втулки переходному кольцу 28 приварен шлангообразный штуцер 26 вкладыша.
Сверху, в выполненную в виде крупной резьбы внутреннюю резьбу 56 переходного кольца 28 может вкручиваться меньшая 3/4ʺ шпунтовая заглушка 64, которая с помощью своего уплотнительного кольца 66 уплотнена относительно уменьшенного в диаметре уплотнительного ложа 58 внутренней резьбы 56. Когда вкладыш 22 установлен в тело бочки и оба шпунта вкладыша закреплены в шпунтовых штуцерах бочки, кольцевая гайка 48 жестко затягивается, так что уплотнительное кольцо 60 газонепроницаемо относительно уплотнительного ложа 58 зажато в шпунтовом штуцере 20, и промежуточное воздушное пространство между вкладышем и внутренней стенкой бочки закрыто полностью воздухонепроницаемо. После этого предохранительный колпачок 52 с центральным сквозным отверстием 54 насаживается сверху на подводящий и выпускающий воздух шпунтовой штуцер 20, причем он обхватывается снаружи в своей верхней области. Предохранительный колпачок 52 выполнен, предпочтительно, в виде тонкостенного полимерного колпачка с разъемным или неразъемным защелкивающимся замком (затвором) и служит для того, чтобы кольцевую гайку 48 для фиксации переходного кольца 56 защищать от непредусмотренного или ненадлежащего отпирания, и чтобы предоставить доступ только к 3/4ʺ-вентиляционной заглушке 38×6, которая при наполнении и опорожнении шпунтовой бочки должна быть открыта.
В одном другом варианте осуществления изобретения предохранительный колпачок 52 выполнен в виде тонкой неразъемно расклепанной листовой металлической крышки с центральным сквозным отверстием 54, которая дополнительно закрыта тонкостенным замкнутым полимерным защитным колпачком, соответственно, запечатанным колпачком с разъемным защелкивающимся замком. При этом, дополнительный запечатанный колпачок предусмотрен как защита от грязи и дождевой воды и может легко сниматься для выкручивания 3/4ʺ-шпунтовой заглушки, в то время как неразъемно насаженная листовая металлическая крышка со сквозным отверстием в каждом случае предотвращает непреднамеренное или несанкционированное выкручивание кольцевой гайки и может сниматься только с помощью соответствующего инструмента на предприятии по переработке.
Таким образом, в этом выполнении подводящего и выпускающего воздух шпунта 20 в большем затворе 70×2 между внутренней резьбой шпунтового штуцера и внешней резьбой кольцевой гайки установлен меньший затвор 38×6 между внутренней резьбой переходника и внешней резьбой 3/4ʺ-шпунтовой заглушки.
Для пояснения функционирования соответствующей изобретению шпунтовой бочки 10 на фиг.6 изображено, как для вакуумирования промежуточного воздушного пространства между поверхностью вкладыша и внутренней стенкой бочки на подводящий и выпускающий воздух шпунт 20 насажен вакуумный колпак 70 с уплотнительным кольцом 72. По центру в вакуумном колпаке 70 расположен стержнеобразный тянущий инструмент 74, который может перемещаться вверх и вниз, как обозначено двойной стрелкой. Снизу тянущий инструмент 74 входит в прочно ввинченную в переходное кольцо 28 3/4ʺ-шпунтовую заглушку 64. При ослабленной или выкрученной кольцевой гайке 48 посредством тянущего инструмента 74 шпунтовая заглушка 64 вместе с переходным кольцом 28 легко поднимается, так что уплотнение 60 на фланцевом кольце 46 переходного кольца 28 немного приподнимается от уплотнительного ложа 38 в шпунтовом штуцере 20 и освобождает кольцевой зазор 76, через который мешающий промежуточный воздух из промежуточного воздушного пространства между вкладышем и внутренней стенкой бочки полностью вытягивается. После завершения этого процесса, для длительного сохранения вакуума кольцевая гайка 48 вкручивается и прочно затягивается. Вследствие этого, переходное кольцо 28 нижним уплотнительным кольцом 60 прочно вжимается в уплотнительное ложе 38 в шпунтовом штуцере 20. После этого, на 2ʺ-шпунтовую заглушку 20 насаживается еще предохранительный колпачок 52 с центральным сквозным отверстием 54, которое предоставляет свободный доступ к 3/4ʺ-шпунтовой заглушке 64 для наполняющего и опорожняющего персонала. Предохранительный колпачок 52 должен предотвращать непреднамеренное ослабление или выкручивание кольцевой гайки с потерей вакуума. Поверх предохранительного колпачка 52, соответственно, на 2ʺ-шпунтовую заглушку 20 может быть защелкнута еще обычная тонкая полимерная защелкивающаяся крышка для защиты от грязи и дождевой воды.
У настоящего изобретения вкладыш 22 лежит на внутренней поверхности шпунтовой бочки 10 с подгонкой по форме по всей поверхности как «вторая кожа». Существенное преимущество такого вкладыша типа «вторая кожа» состоит в том, что пленочный мешок обычно не нуждается в такой высокой прочности на разрыв относительно вибраций при наполнении или колыхании туда-сюда жидкого наполнителя при транспортировочном перемещении, как до сих пор, поскольку здесь не происходит никакого перемещения пленочного материала вкладыша, так как он жестко и долговечно прилегает к внутренней стороне шпунтовой бочки 10, соответственно, пристает к ней с возможностью вновь отделяться от нее. Вследствие этого могут использоваться также менее дорогие, чувствительные в разрывам пленочные материалы с высокими барьерными свойствами, чем до сих пор.
Настоящее изобретение не представляет собой сложную новую конструкцию шпунтовой бочки, а феноменальным образом, как в случае стандартной шпунтовой бочки с вкладышем, позволяет предпринимать, с одной стороны, вакуумирование мешающего промежуточного воздуха между вкладышем и внутренней стенкой бочки непосредственно после установки вкладыша и, с другой стороны, выпускание воздуха из внутреннего пространства бочки при розливе или подводе воздуха (вентиляция) во внутреннее пространство бочки при отборе наполнителя через один и тот же шпунтовой штуцер. Поскольку это решение разработано для известного, распространенного на рынке типа шпунтовой бочки с двумя 2ʺ-шпунтами, тем самым не только вновь изготовленные шпунтовые бочки, но и все использованные, находящиеся на рынке шпунтовые бочки этого типа могут снабжаться новыми вкладышами и использоваться для повторного применения.
Список ссылочных позиций
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИМЕРНАЯ ЕМКОСТЬ | 2019 |
|
RU2760794C1 |
| МЕТАЛЛИЧЕСКАЯ ШПУНТОВАЯ ЗАГЛУШКА С ПЛАСТИКОВЫМ ЗАЩИТНЫМ СЛОЕМ | 2013 |
|
RU2629863C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОГОРЛЫХ БОЧЕК ИЗ ТЕРМОПЛАСТИЧЕСКОЙ ПЛАСТМАССЫ | 2005 |
|
RU2295478C2 |
| РЕЗЬБОВАЯ КРЫШКА (ВАРИАНТЫ) | 2009 |
|
RU2404907C1 |
| ШПУНТОВАЯ БОЧКА | 2005 |
|
RU2301766C1 |
| ОДНОРАЗОВАЯ БОЧКА ДЛЯ НАПИТКОВ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2016 |
|
RU2736516C2 |
| ВЕНТИЛЬ ЗАПРАВОЧНЫЙ ДЛЯ ХИМИЧЕСКИ АГРЕССИВНЫХ СРЕД | 2020 |
|
RU2751928C1 |
| УСТРОЙСТВО ДЛЯ СЛИВА ЖИДКОСТЕЙ ИЗ БОЧЕК | 1998 |
|
RU2133214C1 |
| ИНЛАЙНЕР | 2017 |
|
RU2739958C1 |
| ПЛАСТИКОВАЯ БОЧКА | 2003 |
|
RU2268210C2 |
Изобретение относится к шпунтовой бочке (10) со вставленным тонкостенным вкладышем (22) из многослойной полимерной пленки для хранения и транспортировки жидких или текучих наполнителей. Чтобы улучшить применение вкладышей в шпунтовых бочках и, в частности, облегчить обращение для пользователя, такого как разливающий и опорожняющий персонал, так что со шпунтовой бочкой (10) с вкладышем (22) можно точно также обращаться, как и со шпунтовой бочкой без вкладыша, в соответствии с изобретением предусмотрено, что посредством вакуумирования промежуточного воздушного пространства между внутренней стенкой бочки и поверхностью вкладыша, а также посредством термической активации за счет вдувания горячего воздуха во внутреннее пространство вкладыша вкладыш своей поверхностью пристает к внутренней стенке бочки, соответственно, разъемно приклеивается к ней. Технический результат заключается в отсутствии отличий для разливающего и опорожняющего персонала в обращении с бочками, оснащенными вкладышем, и обычными бочками. 4 н. и 16 з.п. ф-лы, 6 ил.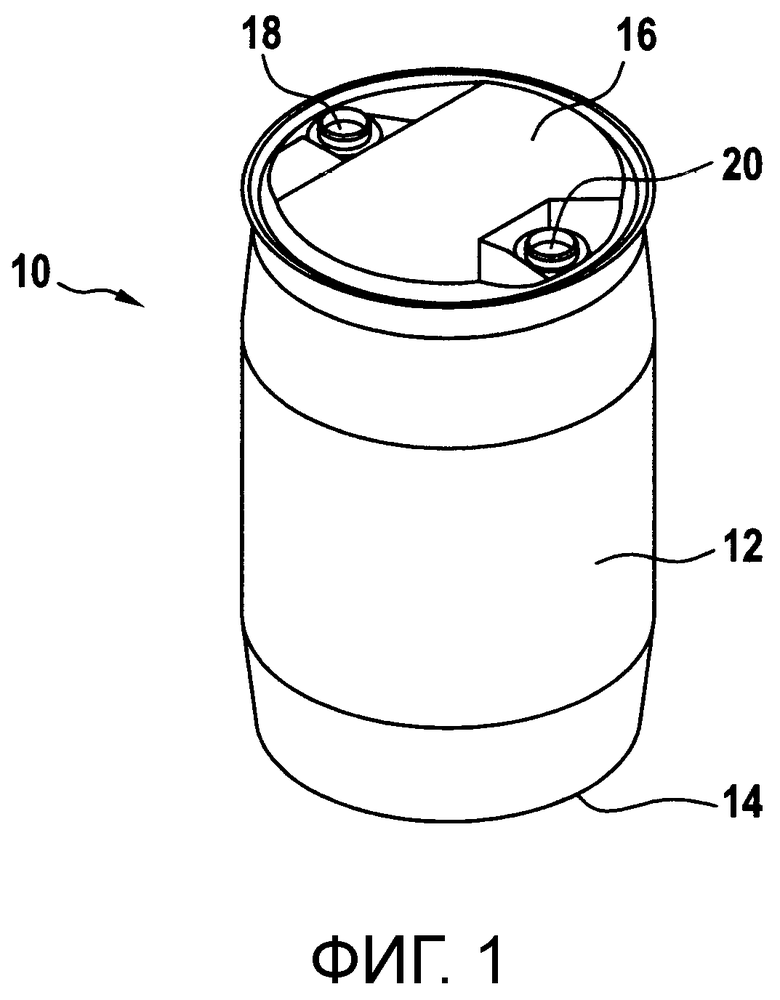
1. Шпунтовая бочка (10) из термопластичного полимера с вставленным, состоящим из тонкостенной полимерной пленки вкладышем (22), включающая в себя цилиндрическую стенку (12) бочки, дискообразное нижнее дно (14) и дискообразное верхнее дно (16), в котором расположены два закрываемых посредством шпунтовых затворов шпунтовых штуцера (18, 20), причем один из шпунтовых штуцеров выполнен в виде заливочного и разливочного шпунтового штуцера (18), а другой шпунтовой штуцер выполнен в виде выпускающего и подводящего воздух шпунтового штуцера (20), в которых соответственно закреплен соответствующий заливочный и разливочный штуцер (24) вкладыша (22) и выпускающий и подводящий воздух штуцер (26) вкладыша (22), причем шпунтовый затвор для выпускающего и отводящего воздух шпунтового штуцера (20) выполнен составным и имеет, по меньшей мере, одно нижнее переходное кольцо (28) и одну верхнюю накидную или кольцевую гайку (48), которые соответственно снабжены центральным сквозным отверстием (50, 70), и еще центральную шпунтовую заглушку (64), которая вкручена в центральное сквозное отверстие (68) переходного кольца (28), причем переходное кольцо (28) жестко приварено к верхнему концу выпускающего и подводящего воздух шпунтового штуцера (26) вкладыша (22) и через фланцевое кольцо (46) зафиксировано накрученной кольцевой гайкой (48) в выпускающем и подводящем воздух шпунтовом штуцере (20) шпунтовой бочки (10),
отличающаяся следующими признаками,
- оба шпунтовых штуцера (18, 20) выполнены в виде равновеликих стандартизированных 2ʺ-шпунтовых штуцеров с внутренней резьбой (затвор BCS 70×6) и расположенным ниже нее уплотнительным ложем (38),
- шпунтовой затвор для заливочного и разливочного шпунтового штуцера (18) выполнен в виде обычной стандартизированной 2ʺ-шпунтовой заглушки с наружной резьбой (затвор BCS 70×6) и расположенным ниже нее уплотнительным кольцом, которое уплотнено относительно уплотнительного ложа (38) в заливочном и разливочном шпунтовом штуцере (18),
- заливочный и разливочный шпунтовой штуцер (18) внутри внутренней резьбы в своем самом узком проходном месте в штуцерной горловине (40) имеет сглаженную, выполненную в виде кольцевой поверхности внутреннюю поверхность (42) сварного ложа, к которой жестко приварен верхний конец заливочного и разливочного штуцера (24) вкладыша (22),
- вкрученная в центральное сквозное отверстие (68) переходного кольца (28) шпунтовая заглушка выполнена в виде обычной стандартизированной 3/4ʺ-шпунтовой заглушки (64) с наружной резьбой и расположенным ниже нее уплотнительным кольцом (66),
- охваченное навинченной кольцевой гайкой (48) фланцевое кольцо (46) переходного кольца (28) на своей нижней стороне на наружном краю имеет окружное уплотнительное кольцо (60) и уплотняет внутреннее пространство бочки относительно уплотнительного ложа (38) ниже внутренней резьбы в выпускающем и подводящем воздух шпунтовом штуцере (20).
2. Шпунтовая бочка (10) по п.1, отличающаяся тем, что навинченная кольцевая гайка (48) сверху закрыта защелкнутым или захватывающим предохранительным колпачком (52), который также снабжен центральным сквозным отверстием (54), и через это сквозное отверстие (54) обеспечен свободный доступ к вкрученной по центру в переходном кольце (28) 3/4ʺ-шпунтовой заглушки (64).
3. Шпунтовая бочка (10) по п.1 или 2, отличающаяся тем, что окружное на нижней стороне на наружном краю фланцевого кольца (46) переходника уплотнительное кольцо (60) уплотняет промежуточное воздушное пространство между поверхностью вкладыша и внутренней стенкой бочки относительно уплотнительного ложа (38), расположенного ниже внутренней резьбы в выпускающем и подводящем воздух шпунтовом штуцере (20).
4. Шпунтовая бочка (10) по одному из пп.1, 2 или 3, отличающаяся тем, что при ослабленной или вывинченной кольцевой гайке (48) переходное кольцо (28) со своим окружным на нижней стороне фланцевого кольца (46) уплотнительным кольцом (60) вместе с жестко вкрученной центральной 3/4ʺ-шпунтовой заглушкой выполнено с возможностью приподнимания вверх посредством направленного посредством вакуумного колпака (70) тянущего инструмента (72), и между уплотнительным кольцом (60) и уплотнительным ложем (38) образован кольцевой зазор (76), через который посредством присоединенного к вакуумному колпаку (70) вакуумного насоса в промежуточном воздушном пространстве между поверхностью вкладыша и внутренней стенкой бочки может создаваться вакуум.
5. Шпунтовая бочка (10) по одному из пп.1-3 или 4, отличающаяся тем, что после осуществленной вакуумной вытяжки, когда поверхность вкладыша почти полностью, соответственно, по всей площади прилегает к внутренней стенке бочки, переходное кольцо (28) вместе с жестко вкрученной, центральной 3/4ʺ-шпунтовой заглушкой (64) посредством направленного посредством вакуумного колпака (70) тянущего инструмента (72) выполнено с возможностью направления вниз, а окружное на нижней стороне фланцевого кольца (46) переходника уплотнительное кольцо (60) выполнено с возможностью прижима жестко и газоплотно к расположенному в выпускающем и подводящем воздух шпунтовом штуцере (20) ниже внутренней резьбы уплотнительному ложу (38) и в дальнейшем длительно зафиксировано в газоплотном положении жестко навинченной сверху кольцевой гайкой (48).
6. Шпунтовая бочка (10) по одному из пп.1-4 или 5, отличающаяся тем, что после осуществленной вакуумной вытяжки, когда поверхность вкладыша почти по всей площади прилегает к внутренней поверхности внутренней стенки бочки, при выкрученной 2ʺ-шпунтовой заглушке (44) на заливочной стороне и выкрученной 3/4ʺ-шпунтовой заглушке (64) на стороне дегазации, горячий воздух вдувается во внутреннее пространство бочки, а именно во внутреннее пространство вкладыша (22), в частности, в верхней области стенки бочки и верхнего дна, так, что вызывается термическая активация пленки вкладыша и наружная поверхность вкладыша (22) слегка приклеена к внутренней поверхности стенки бочки.
7. Шпунтовая бочка (10) по п.6, отличающаяся тем, что вдувание горячего воздуха во внутреннее пространство вкладыша (22) для улучшенного клеевого эффекта осуществлено при повышенном давлении.
8. Шпунтовая бочка (10) по одному из пп.1-7, отличающаяся тем, что центрально расположенная 3/4ʺ-шпунтовая заглушка (64) - при жестко вкрученной кольцевой гайке (48) для наполнения шпунтовой бочки (10) жидким наполнителем в автоматической разливочной установке посредством наполняющей под давлением трубы и для раздачи жидкого наполнителя в автоматической опорожняющей установке посредством всасывающей под низким давлением трубы посредством противолежащего заливочного и разливочного шпунтового штуцера (18) - посредством снабженного центральным сквозным отверстием (54) предохранительного колпачка (52) является свободно доступной и выполнена с возможностью выкручивания и вновь вкручивания вручную посредством завинчивающего инструмента или автоматически посредством завинчивающих автоматов.
9. Вкладыш (22) для вставки в шпунтовую бочку по одному из пп.1-8, отличающийся цилиндрической стенкой (30) вкладыша, дискообразным нижним дном (34) и дискообразным верхним дном (32), в котором расположены два штуцера (24, 26) вкладыша, причем один из штуцеров вкладыша имеет больший диаметр, чем другой, и служит в качестве заливочного и разливочного штуцера (24), а упомянутый другой штуцер (26) вкладыша служит для выпускания и впуска воздуха при наполнении, соответственно, опорожнении вкладыша и шпунтовой бочки (10) жидким наполнителем, причем верхний конец этого шпунтового штуцера (26) с меньшим диаметром жестко приварен к переходному кольцу (28), которое имеет радиально выступающее фланцевое кольцо (46), на нижней стороне которого расположено, соответственно, закреплено окружное уплотнительное кольцо (60).
10. Вкладыш (22) по п.9, отличающийся тем, что штуцеры (24, 26) вкладыша с внутренней стороны направленным радиально внутрь сварным фланцевым краем относительно стенки вкладыша верхнего дна (32) вкладыша приварены или сварены и изнутри наружу закатаны так, что все имеющиеся кромки среза пленки закрыты от контакта с наполнителем и никакая кромка среза пленки - ни кромка на сварном фланцевом краю приваренных штуцеров (24, 26) вкладыша, ни кромка на внутренней стороне ограничения сквозных отверстий в стенке вкладыша - не входит в контакт с залитым жидким наполнителем.
11. Вкладыш (22) по п.9 или 10, отличающийся тем, что приваренные штуцеры (24, 26) вкладыша имеют такую же многослойную пленочную структуру, как и стенка (30, 32, 34) вкладыша.
12. Вкладыш (22) по одному из пп.9, 10 или 11, отличающийся тем, что штуцер (24) вкладыша с большим диаметром перед вставкой в шпунтовую бочку (10) имеет длину, по меньшей мере, своего удвоенного диаметра и на своем свободном конце заварен или герметично закрыт.
13. Вкладыш (22) по одному из пп.9-12, отличающийся тем, что штуцер (24) вкладыша с большим диаметром после установки в шпунтовую бочку (10) на нужную длину отрезан и в заливочный и раздаточный шпунтовой штуцер (18) непосредственно ниже его внутренней резьбы радиально приварен к внутренней поверхности (42) сварного ложа в штуцерной горловине (40).
14. Способ изготовления шпунтовой бочки по одному из пп.1-8 с вкладышем (22) по одному из пп.9-13, отличающийся следующими этапами:
- предоставление обычной стандартной шпунтовой бочки (10) с двумя 2''-шпунтовыми штуцерами с 70×6-затворами и обычной 2''-шпунтовой заглушкой (44) для 70×6 затвора и обычной 3/4ʺ-шпунтовой заглушкой (64) для 70×6 затвора, причем один 2''-шпунтовый штуцер с 2''-шпунтовой заглушкой (44) служит в качестве заливочного и раздаточного шпунта (18) для жидкого наполнителя, а другой 2''-шпунтовый штуцер служит в качестве выпускающего и подводящего воздух шпунта (20) для заполняемого объема внутри вкладыша (22) и для промежуточного воздушного пространства между наружной поверхностью вкладыша (22) и внутренней стенкой бочки,
- предоставление вкладыша (22) с двумя отличающимися по размеру шпунтовыми штуцерами (24, 26) вкладыша, причем больший шпунтовой штуцер предусмотрен для 2''-шпунтового штуцера с 70×6 затвором и выполнен несколько более длинным с помощью приваренного свободного конца, в то время как к концу более короткого несколько меньшего шпунтового штуцера приварено полое втулкообразное переходное кольцо (28) с нижним уплотнительным кольцом (60),
- наматывание вкладыша (22) в тонкий рулон (36), причем приваренное переходное кольцо (28) расположено сверху на рулоне (36),
- вставка упомянутого тонкого рулона (36) через выпускающий и подводящий воздух шпунт (20) и фиксация переходного кольца (28) посредством охватывающей переходное кольцо (28) кольцевой гайки (48) с центральным сквозным отверстием (50) и с наружной резьбой для 70×6 затвора в 2''-шпунтовом штуцере выпускающего и подводящего воздух шпунта (20), причем переходное кольцо (28) с нижним уплотнительным кольцом (60) уплотняет промежуточное воздушное пространство между наружной поверхностью вкладыша (22) и внутренней стенкой бочки в 2''-шпунтовом штуцере (20),
- вдувание сжатого воздуха в выпускающий и подводящий воздух шпунт (20) до тех пор, пока вкладыш (22) полностью не раздуется и приваренный больший шпунтовой штуцер (24) вкладыша не покажется из противолежащего заливочного и раздаточного шпунта (18),
- срезание приваренного свободного конца большего шпунтового штуцера (24) вкладыша и выворачивание шпунтового штуцера вкладыша наружу за 2''-шпунтовый штуцер (18) шпунтовой бочки (10),
- радиальное приваривание штуцера (24) вкладыша ниже внутренней резьбы в 2''-шпунтовом штуцере (18) и точное по размеру срезание избыточного и/или выступающего штуцера (24) вкладыша над сварной кольцевой поверхностью (42) ниже внутренней резьбы,
- насаживание вакуумного колпака (70) на выпускающий и подводящий воздух шпунт (20) и при ослабленной кольцевой гайке (48) и приподнятом переходном кольце (28) посредством подключенного к вакуумному колпаку (70) вакуумного насоса высасывают весь воздух из промежуточного воздушного пространства между наружной поверхностью вкладыша (22) и внутренней стенкой бочки и создают вакуум до тех пор, пока наружная поверхность вкладыша (22) не приляжет по всей поверхности к внутренней стенке бочки,
- затягивание кольцевой гайки (48) и прижимание переходного кольца (28) с нижним уплотнительным кольцом (60) в 2''-шпунтовом штуцере (20) для длительного сохранения вакуума между вкладышем и внутренней стенкой бочки,
- вкручивание 2''-шпунтовой заглушки (44) в 2''-шпунтовый штуцер (18) заливочного и раздаточного шпунта и вкручивание ¾''-шпунтовой заглушки (64) во втулкообразное, снабженное внутренней резьбой (56) переходное кольцо (28).
15. Способ по п.14, отличающийся тем, что для надежного перекрытия на 2ʺ-шпунтовый штуцер (20) надевают предохранительный колпачок (52) с центральным сквозным отверстием (54), чтобы предотвратить непреднамеренное ослабление или выкручивание кольцевой гайки (48) с потерей вакуума.
16. Способ по п.14, отличающийся тем, что во время вакуумной вытяжки через выпускающий и подводящий воздух шпунтовый штуцер (20) внутрь вкладыша (22) через противолежащий заливочный и разливочный шпунтовый штуцер (18) вдувают сжатый воздух, так что пленка вкладыша (22) по всей поверхности прижимается к внутренней стенке шпунтовой бочки (10) и весь воздух промежуточного пространства выталкивается.
17. Способ по одному из пп.14-16, отличающийся тем, что вдутый сжатый воздух для термической активации пленки вкладыша вдувают в виде горячего воздуха, так что внешняя сторона пленки вкладыша проявляет клеевой эффект и пристает к внутренней стенке шпунтовой бочки (10) и/или приклеивается к ней с возможностью вновь отделяться.
18. Способ удаления вкладыша из шпунтовой бочки, изготовленной способом по одному из пп.14-17, отличающийся тем, что для удаления вкладыша (22) из внутреннего пространства бочки при ослабленной кольцевой гайке (48) и приподнятом переходном кольце (28) через кольцевой зазор между уплотнительным кольцом (60) переходника и уплотнительным ложем (38) шпунтового штуцера сжатый воздух вдувают в промежуточное воздушное пространство между поверхностью вкладыша и внутренней стенкой бочки, так что приставшая и/или приклеенная к внутренней стенке бочки поверхность вкладыша отделяется.
19. Способ по п.18, отличающийся тем, что через заливочный и разливочный шпунтовый штуцер (18) создают вакуум внутри вкладыша (22), пока он не будет полностью отделен от внутренней стенки бочки.
20. Способ по п.18 или 19, отличающийся тем, что вваренный в заливочный и разливочный шпунтовый штуцер (18) штуцер (24) вкладыша непосредственно под сварной кольцевой поверхностью сначала отрезают и немного вытягивают из шпунтового штуцера (18) и плотно закрывают, а после этого весь вкладыш (22) с переходным кольцом (28) через противолежащий выпускающий и подводящий воздух шпунт (20) вытягивают из внутреннего пространства бочки.
| US 5217138 A, 08.06.1993 | |||
| СПОСОБ МЕСТООПРЕДЕЛЕНИЯ ИСТОЧНИКА ИЗЛУЧЕНИЯ ТРИАНГУЛЯЦИОННЫМ МЕТОДОМ С БОРТА ЛЕТАТЕЛЬНОГО АППАРАТА | 2024 |
|
RU2834975C1 |
| US 4993579 A, 19.02.1991 | |||
| WO 9426603 A1, 24.11.1994. | |||

