Изобретение относится к шпунтовой заглушке для непроницаемой для газа и жидкости закупорки шпунтового отверстия с внутренней резьбой сосуда, в частности стальной бочки для хранения и транспортировки в частности опасных жидких наполнителей, состоящей из чашеобразного основания из металла с дискообразным дном и с прилегающей к нему открытой вверх трубообразной кольцевой частью, на которой с наружной стороны предусмотрена наружная резьба, причем внутри чашеобразного основания предусмотрен по меньшей мере один элемент геометрического замыкания в виде отформованной листовой полосы или накладки для вставки инструмента для ввинчивания и вывинчивания шпунтовой заглушки в шпунтовое отверстие сосуда.
До сих пор обычные шпунтовые заглушки для стальных шпунтовых бочек изготовлялись полностью из металла и широко известны. Подобная шпунтовая заглушка известна, например, из описания US 7287662. Проблематика этой известной шпунтовой заглушки состоит в том, что заглушка при определенном использовании для длительной защиты от коррозии на нижней, вступающей в контакт с агрессивным наполнителем стороне, включая наружную резьбу, должна быть снабжена наиболее устойчивым к действию химических продуктов покрытием из фенола. Однако это специальное цветное покрытие может легко истираться при многократном отвинчивании и завинчивании шпунтовых заглушек, причем с одной стороны продукт истирания краски попадает затем в наполнитель и загрязняет его, а с другой стороны места истирания на резьбе имеют слишком тонкое покрытие или больше не имеют его вовсе, так что там образуется коррозия, и заглушки прилегают местами очень плотно и соответственно буквально покрываются ржавчиной.
Такая же проблематика описывается в японском описании JP Н04 239448 А. У известной оттуда шпунтовой заглушки из металла на наружной стороне трубообразной кольцевой части образована выполненная соответствующим образом за одно целое наружная резьба. Для того чтобы минимизировать образование пыли и продуктов истирания при ввинчивании и вывинчивании шпунтовой заглушки, на внутреннюю резьбу расположенного на сосуде шпунтового штуцера, а также на наружную резьбу шпунтовой заглушки нанесено тончайшее особое покрытие. Это тонкое покрытие состоит из модифицированной фенолом смеси эпоксидных смол и из олефинового углеводорода с отличными смазочными свойствами. Вследствие этого предотвращается то, что металлическая резьба шпунтового штуцера вступает в непосредственный контакт с металлической резьбой шпунтовой заглушки, так что металлический продукт истирания не может попадать внутрь сосуда. Здесь также существует опасность, что само тонкое покрытие истирается.
Кроме того, винтовые резьбы шпунтовых заглушек должны иметь высокую точность посадки и незначительные допуски, для того чтобы иметь возможность ввинчиваться в шпунтовые штуцеры, образуя абсолютно непроницаемую закупорку при помощи сравнительно небольших крутящих моментов затяжки.
В публикации DE 3505426 С1 описана классическая шпунтовая заглушка, выполненная полностью из пластика, с наружной резьбой для шпунтового сосуда с соответствующей внутренней резьбой в шпунтовом штуцере заливного и сливного отверстия. На верхней стороне шпунтовой заглушки предусмотрено обычное углубление для вставки винтового ключа. На верхнем крае этого углубления установлено тонкое металлическое кольцо для повышения жесткости пластиковой заглушки. Это металлическое кольцо должно воспринимать действующие в направлении углубления деформационные усилия и создавать опору для них и таким образом предотвращать деформацию пластиковой заглушки, вызывающую нежелательно высокую проницаемость.
Как правило, пластиковые заглушки имеют тот недостаток, что упоры, которые выступают из боковой стенки углубления для вставки винтового ключа, могут очень быстро изнашиваться благодаря передаче высоких крутящих моментов, а при больших нагрузках могут «смазываться» и полностью ломаться. Этот негативный эффект дополнительно усиливается у известной из DE 3505426 C1 шпунтовой заглушки, выполненной полностью из пластика, так как пластиковый материал позади упоров был удален под кольцевой паз для установки металлического кольца, так что там больше не сохраняется связь со сплошным пластиковым материалом шпунтовой заглушки, и упоры вследствие этого имеют еще меньше устойчивости в углублении. Вставленное металлическое кольцо, пожалуй, может уменьшать овальность заглушки, однако при передаче крутящих моментов оно может не помогать, а действует, таким образом, скорее дополнительно ослабляя и создавая помехи.
Шпунтовые сосуды, такие как в частности стальные бочки, которые используются, например, в химической промышленности для хранения и транспортировки опасных жидких наполнителей (химикатов), должны выдерживать, как правило, официальную типовую проверку. При этой проверке сосуд подвергается различным испытаниям, как например испытание внутренним давлением, испытание давлением обжима и испытание бросанием, а также этим испытаниям при низких температурах. Эти низкотемпературные испытания проводятся при -20°С, причем сосуд наполнен переохлажденной жидкостью, которая включает в себя большой процент средства от замерзания. При этих контрольных испытаниях шпунтовые заглушки, в частности также с точки зрения их непроницаемости, подвергаются воздействию высоких нагрузок.
Поэтому задача данного изобретения состоит в устранении недостатков уровня техники и в предоставлении новой, требующей меньших затрат в производстве шпунтовой заглушки для шпунтовых сосудов, которая в частности для использования с агрессивными жидкими наполнителями обладает абсолютным свойством защиты от коррозии (без дополнительного покрытия антикоррозионной краской). При этом новая шпунтовая заглушка должна одновременно иметь также повышенный аспект безопасности и защитную функцию на случай пожара (уменьшение пламени или жара).
Согласно изобретению эта задача решается с помощью признаков пункта 1 формулы изобретения. Зависимые пункты формулы изобретения включают в себя предпочтительные варианты осуществления соответствующей изобретению шпунтовой заглушки.
Улучшенные свойства с точки зрения защиты от коррозии и аспектов безопасности, как например защитная функция при пожаре (в качестве защиты от разрушения/растрескивания) разъясняются и описываются ниже.
Вследствие того, что шпунтовая заглушка имеет чашеобразное основание из металла с дискообразным дном и с прилегающей к нему открытой вверх трубообразной кольцевой частью, причем на наружной стороне кольцевой части нанесен пластиковый слой, на котором для ввинчивания шпунтовой заглушки в шпунтовое отверстие в шпунтовом штуцере стальной бочки образована соответствующая наружная резьба, обеспечивается такая прочность, как у обычной стальной шпунтовой заглушки. В противоположность к обычным шпунтовым заглушкам из стали, на которые во время дорогостоящей дополнительной технологической операции наружная резьба должна накатываться или нарезаться с удалением материала, данная соответствующая изобретению шпунтовая заглушка имеет на наружной стороне трубообразной кольцевой части прочный пластиковый слой, на котором образована наружная резьба. Вследствие этого соответствующая изобретению шпунтовая заглушка становится также легче, чем обычные стальные шпунтовые заглушки.
Для изготовления соответствующих изобретению «композиционных шпунтовых заглушек» чашеобразное основание в качестве металлической заготовки просто вставляется в пресс-форму для литья под давлением, после чего, по меньшей мере, на наружную сторону кольцевой части напыляется пластиковый слой, на котором благодаря соответствующему заданию формы на внутренней стороне пресс-формы для литья под давлением формируется соответствующая наружная резьба. В качестве пластикового материала может использоваться ПЭВП (полиэтилен высокой плотности), нейлон или предпочтительно ПП (полипропилен). Толщина напыленного пластикового слоя, включая резьбу, составляет приблизительно от 2 мм до 5 мм, причем наружная резьба может быть выполнена в виде резьбы с мелким шагом или при более толстом пластиковом слое в виде резьбы с крупным шагом, а также в зависимости от потребности клиента в стандартизированном (американском) US-варианте или (европейском) EP-варианте.
У обычных стальных шпунтовых заглушек резьбы шпунтовой заглушки и шпунтового штуцера должны изготовляться очень точно и в узких диапазонах допусков с обусловленным вследствие этого высоким процентом брака при изготовлении. Соответствующая изобретению шпунтовая заглушка, у которой наружная резьба образована на напыленном пластиковом слое, допускает небольшие неточности в исполнении резьбы шпунтовой заглушки, которые могут компенсироваться за счет эластичной упругости пластиковой резьбы. Вследствие этого диапазоны допусков могут быть несколько больше, а точность посадки несколько меньше.
По сравнению с применяемыми до сих пор обычными стальными шпунтовыми заглушками соответствующая изобретению шпунтовая заглушка имеет очень серьезное преимущество. В случае пожара, если бочки подвержены непосредственному воздействию пламени, и благодаря выделению тепла с повышением температуры и давления в жидком наполнителе существует большая опасность того, что стальные бочки за счет избыточного давления лопаются (трескаются), можно сказать взрываются, и опасные вредные для окружающей среды химикалии могут вытекать, соответствующая изобретению шпунтовая заглушка служит в качестве элемента безопасности или предохранительного клапана, так как пластиковый материал напыленного пластикового слоя с образованной резьбой при повышенных температурах размягчается и, в конце концов, за счет возникающего внутри бочки избыточного давления выдавливается из шпунтового штуцера, причем резьба в этом случае так сказать «смазывается» в осевом направлении, вследствие чего шпунтовая заглушка выталкивается вверх из шпунтового отверстия, и опасное избыточное давление - без взрывоподобного разрушения сосуда - может удаляться из него, и опасный жидкий наполнитель остается в сосуде. При этом благодаря обладающему хорошей теплопроводностью чашеобразному металлическому основанию достигается более быстрый нагрев и размягчение тонкого пластикового слоя с резьбой по сравнению с заглушкой, выполненной полностью из пластика.
Вариант осуществления изобретения предусматривает соответствующую изобретению шпунтовую заглушку, выполненную из двух частей, у которой верхняя не вступающая в контакт с наполнителем часть состоит из металла, предпочтительно из стали, а нижняя, вступающая в контакт с наполнителем часть состоит из пластика. Таким образом, новая так называемая композиционная шпунтовая заглушка конструктивно отличается новой структурой материала, у которой преимущества известной выполненной полностью из пластика заглушки объединены с преимуществами выполненной полностью из стали заглушки.
Вследствие того, что на всю наружную поверхность, в обычном положении на указывающую вниз, поверхность чашеобразного основания в качестве металлической заготовки с дискообразным дном и с трубообразной кольцевой частью нанесен сплошной непроницаемый пластиковый слой, на котором на наружной стороне кольцевой части образована наружная резьба, создается предпочтительная конструкция новой композиционной шпунтовой заглушки, которая является причиной того, что возможно агрессивный для металла наполнитель (кислота) не вступает больше в контакт с состоящим из металла чашеобразным основным телом. Пластиковый слой, который покрывает указывающую вовнутрь бочки нижнюю сторону чашеобразного основания, может быть выполнен сравнительно очень тонким, для того чтобы выполнять функцию антикоррозионного покрытия. Состоящее из металла или из стали чашеобразное основание соответствующей изобретению композиционной шпунтовой заглушки может в итоге выполняться более тонким, причем сохраняется то большое преимущество, что занимающийся разливкой персонал, а также конечный потребитель не должны привносить изменения в процесс эксплуатации и в разливочную или сливочную автоматику на имеющихся разливочных и сливочных установках. Как правило, прежние стальные шпунтовые заглушки вывинчиваются из поставляемых пустыми сосудов чаще всего из стальных шпунтовых бочек (tight head steel drums) в автоматических разливочных установках большой химии при помощи магнитных захватных инструментов завинчивающего автомата непосредственно перед процессом разливки, удерживаются захватным инструментом и непосредственно после процесса разливки снова ввинчиваются магнитными винтовертами в шпунтовые отверстия стальных бочек, образуя непроницаемую для газа и жидкости закупорку. Эти магнитные винтоверты у более крупных конечных потребителей используются также часто для извлечения (разлива) наполнителя.
При этом оптимальные моменты затяжки магнитных винтовертов могут свободно предварительно устанавливаться и регулироваться в зависимости от формы и материала соответствующего уплотнения (например, круглое уплотнение, прямоугольное уплотнение). В зависимости от агрессивности транспортируемого наполнителя выбирается соответствующий устойчивый к действию химикалий материал для уплотнения (EVOH - сополимер этилена и винилового спирта, Viton - сополимер винилиденфторида и гексафторпропилена или тому подобное).
В предпочтительном варианте осуществления над наружной резьбой непосредственно под верхней фланцевой кромкой металлического основания в наружный пластиковый слой может быть встроена совместно отлитая уплотнительная губка. Эта совместно отлитая уплотнительная губка может также состоять из другого пластикового материала, чем основной пластиковый слой и может быть выполнена методом двухкомпонентного литья под давлением. Вследствие этого в данном случае может исключаться установка отдельного уплотнения.
Для прочного соединения пластика с металлом, по меньшей мере, трубообразная кольцевая часть снаружи на контактной поверхности для наружного пластикового слоя снабжена шероховатой поверхностью (например, посредством рифления, поверхностного травления), вследствие чего напыленный пластиковый слой входит в соединение с геометрическим замыканием с металлической поверхностью. Вследствие этого могут также передаваться большие крутящие моменты без опасности того, что тонкий пластиковый слой мог бы отслаиваться от металлического основания.
Кроме того, в простом варианте осуществления изобретения предусмотрено то, что в чашеобразное основание соответствующей изобретению шпунтовой заглушки точно так же как у обычной стальной шпунтовой заглушки внутри чашеобразного основания на наружной стороне (поверхности) дискообразного дна, по существу, известным способом приварен элемент геометрического замыкания в виде отформованной листовой полосы с наружными дугами геометрического замыкания. Элемент геометрического замыкания служит для вставки инструментов для завинчивания.
Другой вариант осуществления изобретения предусматривает для этого то, что внутри чашеобразного основания на двух диаметрально противоположных сторонах из дискообразного дна соответственно образован встроенный элемент геометрического замыкания в виде изогнутой наверх листовой полосы в качестве упорного элемента для обычного винтового ключа для шпунтовых заглушек. Вследствие этого может полностью исключаться известный приваренный элемент геометрического замыкания в виде специально отформованной листовой полосы с наружными дугами геометрического замыкания. Полностью исключаются дорогостоящее изготовление, а также процесс приварки отдельного конструктивного элемента. Процесс изготовления соответствующих изобретению встроенных упорных элементов геометрического замыкания происходит непосредственно при формообразовании (штамповке, прессовании, выдавливании, глубокой вытяжке) металлического чашеобразного основания посредством процесса пробивки для обеих изогнутых вверх в виде язычка или накладки листовых полос. Для создания для них фиксирующей опоры и для закрытия возникшей вследствие этого выемки в дискообразном дне и при необходимости в кромке чашеобразного основания оба встроенных элемента геометрического замыкания или обе изогнутые вверх накладки из листовых полос в направлении трубообразной кольцевой части полностью непроницаемо наполнены пластиком посредством напыления, причем это внутреннее напыление является в данном случае встроенной частью сплошного непроницаемого пластикового слоя под дискообразным дном.
В предпочтительном варианте осуществления изобретения предусмотрено то, что внутри чашеобразного основания по меньшей мере на двух диаметрально противоположных сторонах из трубообразной кольцевой части и частично из дискообразного дна соответственно образован встроенный элемент геометрического замыкания в виде изогнутой вверх и вовнутрь листовой накладки, которая на своем верхнем конце неразрывно соединена с трубообразной кольцевой частью или верхней фланцевой кромкой, а на своем нижнем конце неразрывно соединена с дискообразным дном. Возникшие благодаря выдавливанию листовых накладок выемки в трубообразной кольцевой части или в дискообразном дне металлического основания полностью непроницаемо и с образованием геометрического замыкания заполняются вдающимся вовнутрь пластиковым материалом наружного трубообразного или нижнего дискообразного пластикового слоя. С точки зрения производственного процесса изготовление соответствующей изобретению, состоящей из двух частей шпунтовой заглушки отличается тем, что предварительно формуется чашеобразное основание в качестве заготовки из металла с дискообразным дном и с прилегающей к дну, открытой вверх, трубообразной, кольцевой частью с встроенными элементами геометрического замыкания в виде выдавленных дугообразных металлических накладок, а после этого в пресс-форме для литья под давлением предварительно изготовляется соответствующая основанию чашеобразная пластиковая деталь с также дискообразным дном и прилегающей к нему, открытой вверх трубообразной кольцевой частью с наружной резьбой, после чего чашеобразная пластиковая деталь надевается на чашеобразное металлическое основание и при помощи защелкивающегося/стопорного соединения с соответствующими внутренними вырезами неподвижно без возможности разъединения фиксируется и соединяется в трубообразной кольцевой части.
Этот предпочтительный вариант осуществления с точки зрения производственного процесса (меньше конструктивных элементов) можно изготовлять не только просто и с меньшими затратами, но также могут передаваться высокие крутящие моменты, без опасности отсоединения шести сварных точек известного отдельно приваренного элемента геометрического замыкания. Благодаря отсутствию приваренной листовой полосы поверхность дискообразного дна металлического чашеобразного основания является очень гладкой, вследствие этого предпочтительным образом могли бы, например, также использоваться простые инструменты для завинчивания с пневматическим держателем с присоской (использующие вакуум). Естественно, на чашеобразное металлическое основание в качестве подкладной детали может также производиться напыление в соответствующей пресс-форме для литья под давлением для образования наружной чашеобразной пластиковой части.
Далее изобретение разъясняется и описывается более подробно при помощи изображенных на чертеже примеров осуществления. Показано:
фиг. 1 - на виде в перспективе соответствующая изобретению шпунтовая заглушка,
фиг. 2 - на виде в перспективе другое предпочтительное осуществление соответствующей изобретению шпунтовой заглушки,
фиг. 3 - металлическое чашеобразное основание шпунтовой заглушки согласно фиг. 2,
фиг. 4 - наружная чашеобразная пластиковая деталь шпунтовой заглушки согласно фиг. 2,
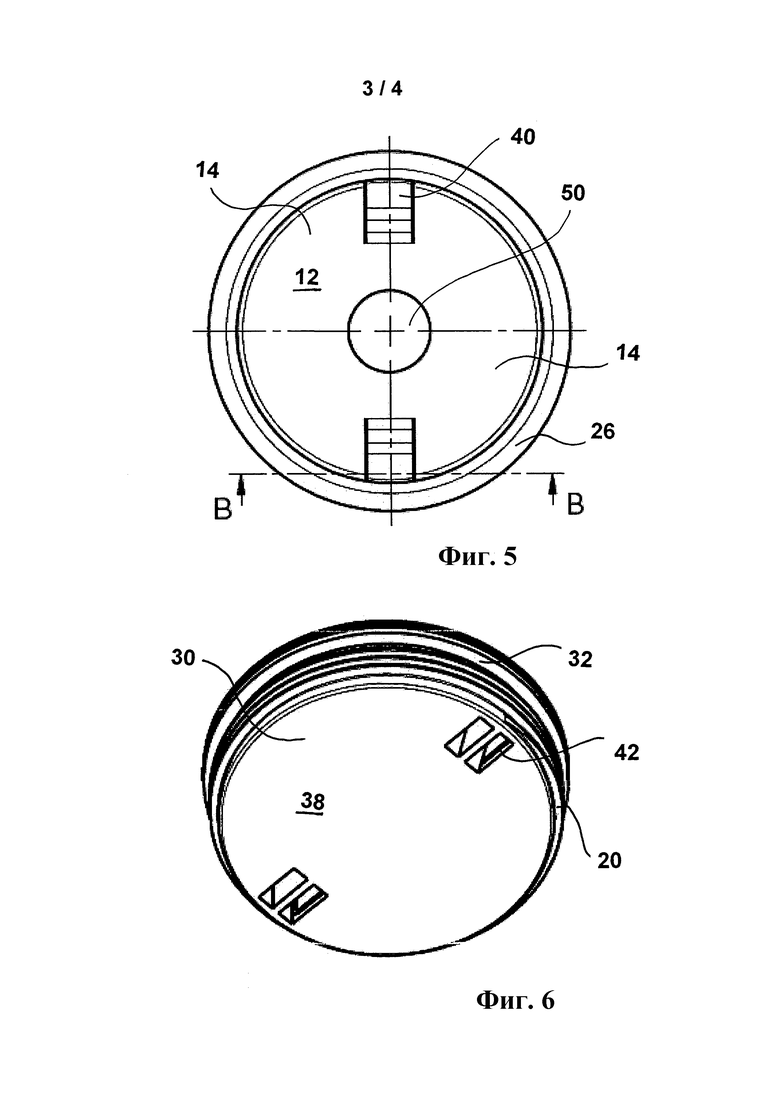
фиг. 5 - вид сверху на металлическое чашеобразное основание,
фиг. 6 - вид в перспективе снизу на наружную чашеобразную пластиковую деталь,
фиг. 7 - вид сбоку шпунтовой заглушки согласно фиг. 2,
фиг. 8 - изображение поперечного разреза согласно линии A-A разреза на фиг. 7 и
фиг. 9 - частичный разрез шпунтовой заглушки согласно линии B-B разреза на фиг. 5.
На фиг. 1 позицией 10 обозначена соответствующая изобретению шпунтовая заглушка, которая включает в себя чашеобразное основание 12 из металла с дискообразным дном 14 и с прилегающей к нему открытой вверх трубообразной кольцевой частью 16 с верхней фланцевой кромкой 26, причем на наружной стороне кольцевой части 16 нанесен трубообразный пластиковый слой 18, на котором для ввинчивания шпунтовой заглушки 10 в шпунтовое отверстие в шпунтовом штуцере стальной бочки образована соответствующая наружная резьба 20. У состоящей из двух частей структурной конструкции соответствующей изобретению шпунтовой заглушки 10 верхняя часть, включающая в себя чашеобразное основание 12 и приваренный элемент 22 геометрического замыкания как у обычных стальных шпунтовых заглушек, состоит по-прежнему из металла или стали, в то время как нижняя, вступающая в контакт с наполнителем часть состоит теперь из пластика. Пластиковый материал предпочтительно состоит из ПЭВП (полиэтилена высокой плотности), однако он может быть точно также выбран из другого подходящего пластика, как например нейлон или полипропилен (ПП).
Металлическое основание 12 с приваренным элементом 22 геометрического замыкания и с обеими дугами 24 геометрического замыкания для вставки соответствующего рабочего ключа по-прежнему допускает обычную эксплуатацию при помощи магнитных винтовертов.
На другой стороне у соответствующей изобретению, состоящей из двух частей композиционной шпунтовой заглушки жидкий наполнитель вступает в контакт всего лишь с напыленным пластиковым слоем 18, 30, а не с подверженным коррозии металлическим основным телом. Вследствие этого можно отказаться от трудоемкого дорогостоящего нанесения специального покрытия, например в качестве защиты от коррозии металлического основания. Для не вступающей в контакт с агрессивным наполнителем верхней стороны (поверхности) композиционной шпунтовой заглушки достаточно простой оцинковки или цветного лакирования против обычных воздействий окружающей среды (дождя, солнца, ветра). В этом варианте осуществления над пластиковой наружной резьбой 20 и непосредственно под верхней металлической фланцевой кромкой 26 предусмотрено отдельное уплотнительное кольцо 28.
Фиг. 2 показывает другой предпочтительный вариант осуществления изобретения, в котором внутри чашеобразного основания 12 предусмотрены два диаметрально противоположных встроенных элемента 34 геометрического замыкания для вставки рабочего ключа, которые образованы из дискообразного дна 14 посредством процесса пробивки в виде изогнутых вверх в форме языка листовых полос. Вследствие этого полностью исключается известная, специально отформованная и приваренная шестью сварными точками листовая полоса 22 с наружными дугами 24 геометрического замыкания. Тем самым полностью исключаются дорогостоящее изготовление, а также процесс приварки отдельного конструктивного элемента 22.
Процесс изготовления соответствующих изобретению встроенных элементов 34 геометрического замыкания происходит непосредственно при формообразовании (штамповке, прессовании, выдавливании, глубокой вытяжке) металлического чашеобразного основания 12, например, посредством процесса пробивки для обеих u-образных изогнутых вверх листовых полос. Для создания для них опоры и для плотного закрытия возникшей вследствие этого выемки в дискообразном дне 14 чашеобразного основания 12 оба встроенных элемента 34 геометрического замыкания или обе изогнутые вверх листовые полосы в направлении трубообразной кольцевой части 16 наполнены изнутри пластиком посредством напыления, причем это внутреннее напыление является в данном случае встроенной, наполненной изнутри частью 36 сплошного непроницаемого пластикового слоя 30 под дискообразным дном 14.
Этот предпочтительный вариант осуществления с встроенными элементами геометрического замыкания с точки зрения производственного процесса (меньше конструктивных элементов) можно изготовлять не только просто и с меньшими затратами, но также могут передаваться высокие крутящие моменты без опасности отсоединения сварных точек приваренного отдельного (известного) элемента геометрического замыкания. Благодаря отсутствию приваренной известной листовой полосы поверхность дискообразного дна металлического чашеобразного основания 12 является гладкой и ровной без шероховатостей, возникающих посредством приваренной известной листовой полосы, вследствие этого предпочтительным образом могли бы также использоваться простые автоматические инструменты для завинчивания, например с пневматическим держателем с присоской (использующие вакуум).
Для лучшего понимания на фиг. 3 еще раз отдельно изображено металлическое чашеобразное основание 12. К дискообразному дну 14 с наружной стороны прилегает выступающая вверх, трубообразная кольцевая часть 16, которая на верхней стороне оканчивается верхней фланцевой кромкой 26. Из кольцевой части 16 и дна 14 образованы две диаметрально противоположные листовые накладки 40 в качестве встроенных элементов геометрического замыкания для вставки рабочего ключа внутрь в металлическую чашу.
Посередине дискообразного дна 14 центрально может быть предусмотрено отверстие 50, при необходимости для применения особого дегазационного или вентиляционного устройства. Как правило, это отверстие 50 закрыто и герметично закупорено снизу изображенной отдельно на фиг. 4 чашеобразной пластиковой деталью 38. Чашеобразная пластиковая часть 38 может приливаться в соответствующей пресс-форме для литья под давлением непосредственно на использованное в качестве подкладной детали, металлическое основание 12, или она может предварительно отдельно изготовляться в простой пресс-форме для литья под давлением в виде отдельной детали. Затем предварительно изготовленная чашеобразная пластиковая деталь 38 надевается и напрессовывается на металлическое основание 12, так что указывающие вовнутрь круглые выступы 48 геометрического замыкания снаружи входят в прочное зацепление с геометрическим замыканием с соответствующими круглыми выемками 46 (например, высверленными или пробивными отверстиями) геометрического замыкания на трубообразной кольцевой части 16 металлического основания 12. Одновременно встроенные внутренние наполнения 36 чашеобразной пластиковой детали 38 западают в обе конструктивные формы под листовыми накладками 40 и фиксируются там. Благодаря этой предпочтительной конструкции и соединению пластиковой чаши и металлического основания достигается то, что крутящие моменты, которые необходимы для прочного ввинчивания и вывинчивания шпунтовых заглушек, отлично передаются на том самом месте, где они прикладываются, на наружную резьбу 20 трубообразного пластикового слоя 18. Тем самым исключено нежелательное проскальзывание или прокручивание металлического основания внутри чашеобразной пластиковой детали.
На фиг. 5 еще раз показан вид сверху на металлическое основание 12. Можно увидеть, что листовые накладки 40 по направлению к центру прочно соединены с дискообразным дном 14, а по направлению к краю с трубообразной кольцевой частью 16 или с верхней фланцевой кромкой 26, так что они предоставляют устойчивую и прочную опору для вставки инструмента для завинчивания, как например динамометрический ключ.
Фиг. 6 показывает наружную чашеобразную пластиковую деталь 38 на виде в перспективе снизу. Можно увидеть диаметрально противоположные, встроенные внутренние наполнения или два находящихся друг около друга выреза с боковыми выступами в виде защелкивающегося/стопорного соединения 42 в выемках листовых накладок 40 металлического основания 12. Эти вырезы не должны быть обязательно выполнены, они предусмотрены здесь лишь с целью экономии пластикового материала и с целью уменьшенной усадки. В этом исполнении чашеобразной пластиковой детали 38 на верхнем конце наружной резьбы 20 предусмотрена встроенная, совместно отлитая уплотнительная губка 32 (уплотнительное кольцо).
Фиг. 7 показывает на виде сбоку шпунтовую заглушку 10 с отдельным уплотнительным кольцом 28. На фиг. 8 изображен поперечный разрез по линии A-A разреза. При этом разрез проходит точно по внутренним наполнениям 36 чашеобразной пластиковой детали 38 с дискообразным пластиковым слоем 30. Наконец фиг. 9 показывает частичный разрез шпунтовой заглушки согласно линии B-B разреза (на фиг. 5) по трубообразной кольцевой части 16 металлического основания и трубообразного пластикового слоя 18 с наружной резьбой 20 чашеобразной пластиковой детали. Во встроенном внутреннем наполнении 36 можно увидеть вырезы для экономии материала. Внутреннее наполнение имеет боковые выступы для защелкивающегося/стопорного соединения 42 с металлическим основным телом.
Предпочтительным образом в предпочтительном варианте осуществления лучше всего может реализовываться вариант с предварительно изготовленной отдельной пластиковой чашей. Соединение с геометрическим замыканием на внутренней стороне наружной резьбы обеспечивает надежную фиксацию на металлическом основании, а пластиковые выступы 48, которые наподобие пробок снаружи входят в зацепление с геометрическим замыканием с металлическим основным телом, передают непосредственно на месте за пластиковой резьбой 20 максимальные крутящие моменты для надежного и прочного ввинчивания и вывинчивания соответствующих изобретению композитных шпунтовых заглушек. Соответствующие изобретению шпунтовые заглушки могут изготовляться с любыми размерами, как например 2 дюйма, 3 дюйма, 3/4 дюйма (2'' заглушки S 70×6 мм, ¾'' заглушки S 38×6 мм, а также 2'' заглушки S 56×4 мм согласно стандарту «Союза химической промышленности» - VCI) или 2'' c трапецеидальной резьбой, BCS 56×4 или в настоящее время ISO G2 x 11.5 (2'' NPS) с резьбой с крупным или мелким шагом.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
10 шпунтовая заглушка
12 основание из металла (10)
14 дискообразное дно (12)
16 трубообразная кольцевая часть (12)
18 трубообразный пластиковый слой (16)
20 наружная резьба (18)
22 элемент геометрического замыкания (14)
24 дуга геометрического замыкания (22)
26 верхняя фланцевая кромка (16)
28 уплотнительное кольцо (опционально)
30 дискообразный пластиковый слой (12)
32 совместно отлитая уплотнительная губка (20)
34 встроенный элемент геометрического замыкания
36 встроенное внутреннее наполнение (30)
38 чашеобразная пластиковая деталь
40 листовая накладка (14/16)
42 защелкивающееся/стопорное соединение
44 пластиковые выступы (18/30)
46 выемки геометрического замыкания
48 выступы геометрического замыкания
50 центральная выемка (отверстие)
| название | год | авторы | номер документа |
|---|---|---|---|
| ШПУНТОВАЯ БОЧКА С ВКЛАДЫШЕМ, А ТАКЖЕ СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2745406C2 |
| ПОЛИМЕРНАЯ ЕМКОСТЬ | 2019 |
|
RU2760794C1 |
| Устройство для хранения и транспортировки жидкости, находящейся под давлением | 2015 |
|
RU2664951C2 |
| ШПУНТОВАЯ ПРОБОЧНАЯ ЗАГЛУШКА | 2021 |
|
RU2832115C1 |
| УКУПОРОЧНАЯ ПРОБКА И КОЛПАЧОК | 2003 |
|
RU2329186C2 |
| ПАЛЕТНЫЙ КОНТЕЙНЕР | 2013 |
|
RU2633232C2 |
| ОДНОРАЗОВАЯ БОЧКА ДЛЯ НАПИТКОВ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ | 2016 |
|
RU2736516C2 |
| ПАЛЛЕТНЫЙ КОНТЕЙНЕР | 2013 |
|
RU2633243C2 |
| РАЗЛИВОЧНАЯ ГОЛОВКА С 3/2-ХОДОВЫМ КЛАПАНОМ | 2018 |
|
RU2756804C1 |
| ЗАПРЕССОВЫВАЕМАЯ ФЛАНЦЕВАЯ СИСТЕМА УКУПОРИВАНИЯ ЕМКОСТИ | 2014 |
|
RU2677962C2 |



Изобретение относится к шпунтовой заглушке для непроницаемой для газа и жидкости закупорки шпунтового отверстия сосуда, в частности стальной бочки для хранения и транспортировки, в частности, опасных жидких наполнителей, и направлено на повышение безопасности использования. Шпунтовая заглушка для непроницаемой для газа и жидкости закупорки шпунтового отверстия, имеющего внутреннюю резьбу сосуда, в частности стальной бочки для хранения и транспортировки, в частности, опасных жидких наполнителей, в форме чашеобразного основания из металла с дискообразным дном и с прилегающей к нему открытой вверх трубообразной кольцевой частью, на которой с наружной стороны предусмотрена наружная резьба, причем внутри чашеобразного основания предусмотрен элемент геометрического замыкания в виде отформованной листовой полосы или накладки для вставки инструмента для ввинчивания и вывинчивания шпунтовой заглушки в шпунтовое отверстие сосуда. На наружной стороне кольцевой части предусмотрен прочный пластиковый слой, на котором для ввинчивания шпунтовой заглушки во внутреннюю резьбу шпунтового отверстия снаружи образована соответствующая наружная резьба. Покрытая пластиком наружная сторона кольцевой части чашеобразного основания из металла остается полностью свободной для любых типов образования резьбы. 3 н. и 13 з.п. ф-лы, 9 ил.
1. Шпунтовая заглушка (10) для непроницаемой для газа и жидкости закупорки шпунтового отверстия, имеющего внутреннюю резьбу сосуда, в частности стальной бочки для хранения и транспортировки, в частности, опасных жидких наполнителей, в форме чашеобразного основания (12) из металла с дискообразным дном (14) и с прилегающей к нему открытой вверх трубообразной кольцевой частью (16), на которой с наружной стороны предусмотрена наружная резьба (20), причем внутри чашеобразного основания (12) предусмотрен по меньшей мере один элемент (22) геометрического замыкания в виде отформованной листовой полосы или накладки для вставки инструмента для ввинчивания и вывинчивания шпунтовой заглушки в шпунтовое отверстие сосуда, отличающаяся тем, что на свободной от резьбы наружной стороне кольцевой части (16) предусмотрен прочный пластиковый слой (18), на котором для ввинчивания шпунтовой заглушки (10) во внутреннюю резьбу шпунтового отверстия снаружи образована соответствующая наружная резьба (20).
2. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что на всю наружную поверхность чашеобразного основания (12) в качестве металлической заготовки с дискообразным дном (14) и с трубообразной кольцевой частью (16) нанесен сплошной непроницаемый пластиковый слой (18), на котором на наружной стороне кольцевой части (16) снаружи образована наружная резьба (20).
3. Шпунтовая заглушка (10) по п. 1 или 2, отличающаяся тем, что она выполнена из двух чашеобразных частей, у которой верхняя не вступающая в контакт с наполнителем чашеобразная часть (12) состоит из металла в качестве металлической заготовки, предпочтительно из стали, а нижняя вступающая в контакт с наполнителем чашеобразная часть состоит из пластика (18).
4. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что внутри чашеобразного основания (12) на наружной стороне дискообразного дна (14) приварен элемент (22) геометрического замыкания в виде листовой полосы с наружными дугами (24) геометрического замыкания.
5. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что сплошной прочный пластиковый слой (18) с наружной резьбой (20) нанесен напылением снаружи на всю наружную поверхность чашеобразного металлического основания (12) с дискообразным дном (14) и с трубообразной кольцевой частью (16).
6. Шпунтовая заглушка (10) по п. 5, отличающаяся тем, что по меньшей мере трубообразная кольцевая часть (16) металлического основания (12) снаружи на контактной поверхности для наружного пластикового слоя (18) снабжена шероховатой поверхностью, вследствие чего напыленный пластиковый слой (18) входит в соединение с силовым и геометрическим замыканием с металлической поверхностью.
7. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что на чашеобразное основание (12) из металла с дискообразным дном (14) с прилегающей к нему открытой вверх трубообразной кольцевой частью (16) и с встроенными в них элементами (34) геометрического замыкания надета соответствующая основанию (12), предварительно изготовленная методом литья под давлением чашеобразная пластиковая деталь (38) с дискообразным дном (30) и прилегающей к нему открытой вверх трубообразной кольцевой частью (18) с наружной резьбой (20) и эта пластиковая деталь (38) при помощи защелкивающегося/стопорного соединения (42) с соответствующими внутренними вырезами неподвижно без возможности разъединения зафиксирована и соединена.
8. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что на наружном пластиковом слое (18) над наружной резьбой (20) и непосредственно под верхней фланцевой кромкой (26) металлического основания (12) выполнено кольцевое уплотнительное посадочное место для вставки отдельного уплотнительного кольца.
9. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что наружный пластиковый слой (18) над наружной резьбой (20) и непосредственно под верхней фланцевой кромкой (26) металлического основания (12) имеет встроенную, совместно отлитую, уплотнительную губку (32).
10. Шпунтовая заглушка (10) по п. 9, отличающаяся тем, что совместно отлитая уплотнительная губка (32) состоит из другого пластикового материала, чем состоящий из основного пластика пластиковый слой (18), и выполнена методом двухкомпонентного литья под давлением.
11. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что внутри чашеобразного металлического основания (12) по меньшей мере на каждой из двух диаметрально противоположных сторон из дискообразного дна (14) и/или из трубообразной кольцевой части (16) образован встроенный элемент (34) геометрического замыкания в виде изогнутой выступающей наверх листовой полосы.
12. Шпунтовая заглушка (10) по п. 11, отличающаяся тем, что встроенные элементы (34) геометрического замыкания снабжены в направлении трубообразной кольцевой части (16) по меньшей мере частично пластиком, создавая опору, причем это внутреннее наполнение (36) является встроенной частью сплошного непроницаемого пластикового слоя (30) под дискообразным дном (14).
13. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что внутри чашеобразного металлического основания (12) по меньшей мере на каждой из двух диаметрально противоположных сторон из трубообразной кольцевой части (16) и частично из дискообразного дна (14) образован встроенный элемент (34) геометрического замыкания в виде изогнутой внутрь листовой накладки (40), которая на своем верхнем конце соединена с трубообразной кольцевой частью (16) или верхней фланцевой кромкой (26), а на своем нижнем конце жестко соединена с дискообразным дном (14).
14. Шпунтовая заглушка (10) по п. 1, отличающаяся тем, что на внутренней стороне пластикового слоя (18), располагаясь приблизительно на противоположной стороне от наружной резьбы (20), по меньшей мере на двух диаметрально противоположных сторонах выполнен встроенный в пластиковый слой (18), имеющий форму конуса пробкообразный пластиковый выступ (44), который, имея точное внешние соответствие, входит в зацепление с геометрическим замыканием с выемками на кольцевой части (16) и при необходимости частично на дискообразном дне (14), которые образованы посредством формирования изогнутых вовнутрь листовых накладок (40).
15. Способ изготовления состоящей из двух частей шпунтовой заглушки для непроницаемой для газа и жидкости закупорки шпунтового отверстия сосуда, в частности стальной бочки для хранения и транспортировки, в частности, опасных жидких наполнителей, отличающийся тем, что чашеобразное основание в качестве заготовки из металла с дискообразным дном и с прилегающей к нему открытой вверх трубообразной кольцевой частью вставляют в пресс-форму для литья под давлением, после чего пластиковый слой плотно напыляют по меньшей мере на наружную сторону трубообразной кольцевой части, причем благодаря соответствующему заданию формы на внутренней стороне пресс-формы для литья под давлением формируется соответствующая наружная резьба на пластиковом слое.
16. Способ изготовления состоящей из двух частей шпунтовой заглушки для непроницаемой для газа и жидкости закупорки шпунтового отверстия сосуда, в частности стальной бочки для хранения и транспортировки, в частности, опасных жидких наполнителей, отличающийся тем, что предварительно формуют чашеобразное основание в качестве заготовки из металла с дискообразным дном, встроенными элементами геометрического замыкания и с прилегающей к дну открытой вверх трубообразной кольцевой частью, а после этого в пресс-форме для литья под давлением предварительно изготовляют соответствующую основанию чашеобразную пластиковую деталь с дискообразным дном и прилегающей к нему открытой вверх трубообразной кольцевой частью с наружной резьбой, после чего чашеобразную пластиковую деталь надевают на чашеобразное металлическое основание и при помощи защелкивающегося/стопорного соединения с соответствующими внутренними вырезами неподвижно без возможности разъединения фиксируют и соединяют.
| US 5709313 A, 20.01.1998 | |||
| US 3856172 A, 24.12.1974 | |||
| US 4863030 A, 05.09.1989 | |||
| DE 3505426 C1, 06.03.1986 | |||
| ЗАТВОР В ВИДЕ ПРОБКИ | 2003 |
|
RU2294870C2 |

