ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Данное изобретение относится к устройству для подачи предметов, которое подает предметы разных видов во множество положений, и системе взвешивания, в которой это устройство для подачи предметов используется, а конкретнее - к устройству для подачи предметов, пригодному для использования в полуавтоматических комбинированных весах, куда вручную подают предметы, подлежащие взвешиванию, и системе взвешивания, в которой это устройство для подачи предметов используется.
УРОВЕНЬ ТЕХНИКИ
[0002]
Комбинированные весы включают в себя множество взвешивающих узлов, которые принимают и взвешивают подаваемые предметы. Веса предметов, измеряемые взвешивающими узлами, суммируют различным образом, чтобы выбрать комбинацию взвешивающих узлов, содержащих предметы, суммарный вес которых оказывается в пределах заранее определенного диапазона весов. Затем предметы выпускают из взвешивающих узлов, и поэтому предметы становятся выбранными.
[0003]
Грубо говоря, комбинированные весы можно разделить на три типа весов, предусматривающие разные конструкции: автоматические весы, полуавтоматические весы и весы для взвешивания вручную, в соответствии с тем, как предметы подают во взвешивающие их узлы и выпускают из них. Комбинированные весы для взвешивания вручную требуют привлечения персонала, как для подачи, так и для выпуска предметов. Подача предметов в полуавтоматические комбинированные весы происходит вручную, и конструкция предусматривает механизированный выпуск предметов. В автоматических комбинированных весах и подача, и выпуск предметов автоматизированы, так что полагаться на рабочую силу не нужно.
[0004]
Полуавтоматические комбинированные весы, куда оператор подносит и подает предметы, подлежащие взвешиванию, могут быть пригодными для использования при взвешивании предметов неправильной формы, имеющих относительно большие веса единиц предметов, и этими предметами, например, морепродуктами или кусками мяса, такими, как курятина, которые довольно липки, трудно манипулировать.
[0005]
В патентном документе 1 описаны такие полуавтоматические комбинированные весы, которые требуют привлечения персонала для подачи предметов, подлежащих взвешиванию. Эти полуавтоматические весы оснащены циклическим конвейером, который несет находящиеся на нем предметы, двигаясь вокруг пазов множества весовых бункеров-дозаторов комбинированных весов. В случае этих полуавтоматических комбинированных весов, оператор берет предметы, переносимые на циклическом конвейере, оказывающие около пазов, и опускает их в пазы.
[0006]
В патентном документе 2 описаны комбинированные весы, в которых оператор переносит и укладывает на множестве питающих конвейеров предметы, которые транспортируются питающими конвейерами к множеству взвешивающих конвейеров, чтобы измерить веса предметов. Веса предметов, измеренные взвешивающими конвейерами, суммируют различным образом, чтобы выбрать комбинацию взвешивающих конвейеров, содержащих предметы, суммарный вес которых оказывается в пределах заранее определенного диапазона весов. Затем предметы выпускают со взвешивающих конвейеров, и поэтому накопительный конвейер обеспечивает выбор предметов.
ПЕРЕЧЕНЬ ЦИТИРУЕМОЙ ЛИТЕРАТУРЫ
Патентные документы
[0007]
Патентный документ 1: публикация № 1985-7033 полезной модели Японии
Патентный документ 2: публикация № 2012-251990 патента Японии
СУЩНОСТЬ ИЗОБРТЕНИЯ
Технические задачи
[0008]
Полуавтоматические комбинированные весы, описанные в патентных документах 1 и 2, в обоих случаях требуют, чтобы оператор брал и подавал предметы в пазы множества весовых бункеров-дозаторов или на множество питающих конвейеров. Взвешивание значительного количества предметов с помощью таких весов может оказаться трудоемким процессом.
[0009]
Данное изобретение сделано для решения этих проблем известных технических решений и обеспечивает устройство для подачи предметов, оснащенное средствами механического распределения и подачи предметов во множество целевых мест, и систему взвешивания, в которой это устройство для подачи предметов используется.
Решения задач
[0010]
С этой целью, данное изобретение обеспечивает следующие технические аспекты.
[0011]
1) Устройство для подачи предметов, соответствующее данному изобретению, включает в себя:
начальный транспортный механизм, который транспортирует подаваемые предметы;
механизм для выпуска предметов, выполненный с возможностью переключения в любое из двух состояний во множестве положений на тракте транспортировки предметов, транспортируемых начальным транспортным механизмом, причем упомянутые два состояния включают в себя состояние разрешения прохождения, в котором прохождение транспортируемых предметов разрешено, и состояние выпуска предметов, в котором происходит выпуск транспортируемых предметов из тракта транспортировки; и
распределительный транспортный механизм, который распределяет предметы, выпускаемые из тракта транспортировки механизмом для выпуска предметов, во множество мест назначения для дальнейшей транспортировки предметов.
[0012]
Когда в устройстве для подачи предметов, соответствующем данному изобретению, предметы подают на находящейся выше по ходу - в направлении транспортировки - стороне начального транспортного механизма, предметы транспортируются начальным транспортным механизмом и выпускаются из тракта транспортировки механизмом для выпуска предметов в разных положениях на тракте транспортировки. Предметы, выпускаемые таким образом из тракта транспортировки, в дальнейшем распределяют, а затем переносят к разным местам назначения при транспортировке распределительным транспортным механизмом. При условии, что устройство для подачи предметов имеет механизмы для выпуска предметов в трех положениях на тракте транспортировки и имеет конструкцию, позволяющую распределять предметы в три места назначения с помощью распределительных транспортных механизмов, подаваемые предметы в одном положении на находящейся выше по ходу стороне начального транспортного механизма, можно распределять в заранее определенные девять положений.
[0013]
Известные полуавтоматические комбинированные весы требуют привлечения персонала для подачи предметов. И наоборот, в соответствии с этим аспектом данного изобретения, сразу после подачи предметов в одном положении на находящейся выше по ходу стороне начального транспортного механизма, предметы, которые обычно подают на полуавтоматические комбинированные весы вручную, можно механически распределять в пазы для опускания предметов, имеющиеся в полуавтоматических комбинированных весах. Тогда оператору может и не понадобиться поднесение всех до единого предметов к таким пазам, как в известных технических решениях, что приводит к большому сокращению нагрузки на оператора и его труда.
[0014]
2) В предпочтительном аспекте данного изобретения, устройство для подачи предметов дополнительно включает в себя конечные транспортные механизмы, которые транспортируют предметы, транспортируемые во множество мест назначения, посредством распределительного транспортного механизма.
[0015]
В соответствии с этим аспектом, предметы, распределяемые распределительными транспортными механизмами, в дальнейшем транспортируются к пунктам назначения при подаче этих предметов конечными транспортными механизмами. С этой целью, транспортировку предметов можно проводить с устанавливаемыми по выбору скоростями, и транспортировку предметов можно приостанавливать посредством конечных транспортных механизмов. Это упрощает своевременную подачу в соответствии с запросом из места назначения при подаче предметов.
[0016]
3) В другом предпочтительном аспекте данного изобретения конечные транспортные механизмы включают в себя вибропитатели, сообщающие вибрацию предметам и транспортирующие их в некотором определенном направлении.
[0017]
В соответствии с этим аспектом данного изобретения, транспортабельность предметов, которые трудно транспортировать, можно повысить, изменяя амплитуды вибрации, а предметы, образующие группу во время их транспортировки друг за другом, можно разделить посредством вибрации во время транспортировки.
[0018]
4) В еще одном предпочтительном аспекте данного изобретения, механизм для выпуска предметов включает в себя направляющий элемент, выполненный с возможностью обеспечивать отход от тракта транспортировки в течение состояния разрешения прохождения, тем самым разрешая прохождение транспортируемых предметов, причем конфигурация направляющего элемента также обеспечивает движение к тракту транспортировки и поперек него в течение состояния выпуска предметов, тем самым способствуя выпуску предметов из тракта транспортировки.
[0019]
В соответствии с этим аспектом, предметы продолжают двигаться по тракту транспортировки, проходя механизм для выпуска предметов, когда направляющий элемент отходит от тракта транспортировки и остается вне его, тогда как предметы направляются направляющим элементом и выпускаются в поперечном направлении наружу из тракта транспортировки при осуществлении привода направляющего элемента к тракту транспортировки и поперек него. Таким образом, предметы, транспортируемые по тракту транспортировки, можно выпускать точно в желаемом положении за счет осуществления привода, например, более одного направляющего элемента механизма для выпуска предметов с целью движения к тракту транспортировки и поперек него в разных положениях.
[0020]
5) В еще одном аспекте данного изобретения распределительный транспортный механизм включает в себя качающийся конвейер, который транспортирует предметы, выпускаемые из тракта транспортировки механизмом для выпуска предметов, причем конфигурация качающегося конвейера обеспечивает качание во множество положений, центры которых находятся на конце конвейера, куда поступают предметы, и из этих положений.
[0021]
В соответствии с этим аспектом, который предусматривает наличие качающегося конвейера, выполненного с возможностью его качания вокруг своего конца, куда поступают предметы, эти предметы, выпускаемые механизмом для выпуска предметов, могут прибывать на сторону того конца, куда поступают предметы, качающегося конвейера безотносительно того, где в пределах диапазона качательного движения качающийся конвейер находится в текущий момент. Поэтому, независимо от того, как качающийся конвейер ориентирован в текущий момент для работы по распределению предметов, эти предметы можно переносить, реагируя в устанавливаемые по выбору моменты времени, из механизма для выпуска предметов в качающийся конвейер.
[0022]
6) В еще одном аспекте данного изобретения устройство для подачи предметов дополнительно включает в себя первый датчик для обнаружения предметов, который обнаруживает предметы, проходящие через область обнаружения, соответствующую каждому из множества положений на тракте транспортировки, второй датчик для обнаружения предметов, который обнаруживает предметы, выпускаемые механизмом для выпуска предметов в распределительный транспортный механизм, и контроллер, который выбирает состояние разрешения прохождения состояние выпуска предметов на основании результатов обнаружения, выдаваемых из первого датчика для обнаружения предметов и второго датчика для обнаружения предметов.
[0023]
В соответствии с этим аспектом, первый датчик для обнаружения предметов обнаруживает предметы, проходящие через область обнаружения, соответствующую каждому из множества положений на тракте транспортировки, в которых предметы выпускаются механизмом для выпуска предметов. Контроллер приглашает механизм для выпуска предметов адаптироваться для состояния выпуска предметов на основании выходного сигнала обнаружения из первого датчика для обнаружения предметов, тем самым разрешая начать выпуск предметов во множестве положений на тракте транспортировки. Второй датчик для обнаружения предметов обнаруживает предметы, выпускаемые механизмом для транспортировки предметов в распределительный транспортный механизм. Контроллер инициирует переход механизма для выпуска предметов в состояние разрешения прохождения предметов на основании выходного сигнала обнаружения из второго датчика для обнаружения предметов, указывающего, что предметы выпущены, после чего предметы больше не выпускаются во множестве положений на тракте транспортировки.
[0024]
7) В еще одном предпочтительном аспекте данного изобретения контроллер управляет длительностью состояния выпуска предметов посредством механизма для выпуска предметов, делая это на основании результата обнаружения, выдаваемого из второго датчика для обнаружения предметов.
[0025]
В соответствии с этим аспектом, второй датчик для обнаружения предметов продолжает выдавать результат обнаружения в процессе обнаружения предметов, выпускаемых механизмом распределения предметов в распределительный транспортный механизм. Длительность выдаваемых результатов обнаружения может соответствовать количеству предметов, выпускаемых механизмом для выпуска предметов в распределительный транспортный механизм, т.е., предметов, принимаемых распределительным транспортным механизмом.
[0026]
На основательности длительности результатов обнаружения из второго датчика для обнаружения предметов, контроллеру разрешается управлять длительностью состояния выпуска предметов механизмом для выпуска предметов, т.е. управлять периодом времени, в течение которого механизм для выпуска предметов выпускает предметы в распределительный транспортный механизм. Это может обеспечить управление выпуском предметов таким образом, что выпуск предметов механизмом для выпуска предметов можно будет приостанавливать или заканчивать, когда объем предметов, принимаемых распределительным транспортным механизмом, достигает некоторой определенной величины, либо выпуск предметов механизмом для выпуска предметов можно будет можно будет приостанавливать или заканчивать, когда объем предметов, принимаемых распределительным транспортным механизмом, достигает величины, запрашиваемой, например, теми местами назначения, которые принимают предметы, распределяемые распределительным транспортным механизмом.
[0027]
8) Взвешивающая система, соответствующая данному изобретению, включает в себя устройство для подачи предметов, о котором шла речь в любом из аспектов 1)-7), и комбинированные весы, имеющие множество взвешивающих узлов, причем комбинированные весы проводят комбинаторные вычисления, в которых веса предметов во множестве взвешивающих узлов по-разному комбинируются для выбора комбинации из множества взвешивающих узлов, содержащих предметы, суммарный вес которых остается в пределах заранее определенного диапазона весов. Затем предметы, выпускают из комбинации взвешивающих узлов, выбранных из упомянутого множества. В комбинированные весы подаются предметы, транспортированные и распределенные распределительным транспортным механизмом во множество мест назначения.
[0028]
В системе взвешивания, обладающей такими отличительными признаками, предметы, подаваемые на находящейся выше по течению стороне тракта транспортировки начального транспортного механизма в устройстве для подачи предметов, транспортируются и распределяются, а потом соответственно транспортируются далее к пазам для опускания предметов, имеющимся в комбинированных весах, соответственно взвешивающим узлам. В соответствии с данным изобретением, оператору больше не нужно переносить все до единого части предметов к пазам для опускания, имеющимся в полуавтоматических комбинированных весах. Это может привести к большому снижению трудозатрат, обычно требующихся от оператора.
Эффекты изобретения
[0029]
В соответствии с данным изобретением, предметы, подаваемые на находящейся выше по ходу - в направлении транспортировки - стороне начального транспортного механизма, транспортируются начального транспортным механизмом и выпускаются из тракта транспортировки механизмом для выпуска предметов в разных положениях на тракте транспортировки, а предметы, выпускаемые из тракта транспортировки, затем транспортируются и распределяются распределительным транспортным механизмом в разные места назначения. Таким образом, предметы, подаваемые в одном положении на находящейся выше по ходу стороне начального транспортного механизма, можно распределять, а затем подавать во множество мест назначения при подаче предметов.
[0030]
Известные полуавтоматические комбинированные весы требуют привлечения персонала для подачи предметов. А в соответствии с данным изобретением, сразу после того, как предметы подаются в одном положении на находящейся выше по ходу стороне начального транспортного механизма, предметы можно механически распределять в пазы для опускания предметов, имеющиеся в полуавтоматических комбинированных весах. Тогда оператору может и не понадобиться поднесение всех до единого предметов к таким пазам, как в известных технических решениях, что приводит к большому сокращению нагрузки на оператора и его труда.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0031]
На фиг.1 представлено перспективное изображение системы взвешивания в целом, соответствующей варианту осуществления данного изобретения.
На фиг.2 представлен вид в плане системы взвешивания, изображенной на фиг.1.
На фиг.3 представлен вид сбоку системы взвешивания, изображенной на фиг.1.
На фиг.4 представлено перспективное изображение набора мест назначения предметов, куда транспортируют и распределяют предметы.
На фиг.5 представлен схематический вид спереди набора мест назначения предметов, куда распределяют и транспортируют предметы.
На фиг.6 представлен схематический вид сбоку комбинированных весов.
На фиг.7 представлен схематический вид в плане, приводимый в качестве примера компоновки датчиков для обнаружения предметов.
На фиг.8 представлена блок-схема, иллюстрирующая конфигурацию управления системой взвешивания, изображенной на фиг.1.
На фиг.9 представлена блок-схема последовательности операций, иллюстрирующая приводимое в качестве примера общее управление устройством для подачи предметов.
На фиг.10 представлена блок-схема последовательности операций, иллюстрирующая приводимое в качестве примера управление вибропитателем.
На фиг.11 представлена блок-схема последовательности операций, иллюстрирующая приводимое в качестве примера управление распределительным транспортным механизмом.
На фиг.12 представлена блок-схема последовательности операций, иллюстрирующая приводимое в качестве примера управление механизмом для выпуска предметов.
ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
[0032]
Ниже, со ссылками на прилагаемые чертежи, приводится подробное описание устройства для подачи предметов, соответствующего варианту осуществления данного изобретения, и системы взвешивания, оснащенной этим устройством для подачи предметов.
[0033]
На фиг.1 представлено перспективное изображение системы взвешивания в целом, оснащенной устройством для подачи предметов с использованием вибропитателя, соответствующим варианту осуществления данного изобретения. На фиг.2 представлен вид в плане системы взвешивания. На фиг.3 представлен вид сбоку системы взвешивания. Система взвешивания, соответствующая этому варианту осуществления, включает в себя устройство 1 для подачи предметов и полуавтоматические комбинированные весы 2, которые представляют собой тип комбинированных весов, обычно требующий привлечения персонала для подачи предметов.
[0034]
Эта система взвешивания автоматически снабжает полуавтоматические комбинированные весы 2 предметами посредством устройства 1 для подачи предметов. Поэтому систему взвешивания можно называть автоматическими комбинированными весами, в которых автоматизированы и подача, и выпуск предметов.
[0035]
Этот вариант осуществления направлен на взвешивание предметов неправильной формы, имеющих относительно большие веса единиц предметов, которые являются липкими, мягкими и которыми трудно манипулировать, например - кусков мяса бедрышек или грудки, вырезанных блоками из бройлеров (порода цыплят).
[0036]
Таким образом, система взвешивания, соответствующая этому варианту осуществления, может быть подходящий для использования при взвешивании таких предметов на линиях первичной переработки бройлеров.
[0037]
Устройство 1 для подачи предметов включает в себя горизонтально установленный начальный транспортный механизм 3, механизмы 4 для выпуска предметов, находящиеся во множестве положений (которых в этом варианте осуществления три) на тракте транспортировки начального транспортного механизма 3, три распределительных транспортных механизма 5, размещенных соответственно механизмам 4 для выпуска предметов, и множество вибропитателей 6; конечные транспортные механизмы, расположенные друг за другом. В этом варианте осуществления три вибропитателя 6размещены соответственно одному распределительному транспортному механизму 5.
[0038]
Начальный транспортный механизм 3 включает в себя ленточный конвейер, который осуществляет привод вращения транспортной ленты 7, с постоянной скоростью в направлении справа налево, как иллюстрируется стрелкой A на фиг.2. Транспортную ленту 7 перематывают горизонтально. Куски мяса бройлеров, которые здесь именуются предметами «w», подаются на находящуюся на правом конце сторону транспортной ленты 7 начального транспортного механизма 3, где начинается транспортировка.
[0039]
Каждый из механизмов 4 для выпуска предметов включает в себя направляющий элемент 8, которому придана форма, подобная удлиненной пластине. Направляющий элемент 8 находится на одной из двух сторон, проходя через тракт транспортировки начального транспортного механизма 3, и выполнен с возможностью осциллировать вокруг вертикальной оси «а» качания. Когда осуществляют привод направляющего элемента 8, чтобы тот отступил от тракта транспортировки и оказался на одной стороне тракта транспортировки вдоль направления транспортировки предметов, как иллюстрируется сплошной линией на фиг.2, направляющий элемент 8 обеспечивает прохождение транспортируемых предметов «w» по тракту транспортировки начальным транспортным механизмом 3. Когда осуществляют привод направляющего элемента 8, чтобы тот осциллировал вокруг вертикальной оси «а» качания к тракту транспортировки, пересекая тракт транспортировки по диагонали, если смотреть на виде в плане, как иллюстрируется a штрих-пунктирной линией на фиг.2, направляющий элемент 8 направляет вдоль своей поверхности предметы «w», транспортируемые по тракту транспортировки с целью перемещения наружу, т.е., к другой из двух сторон тракта транспортировки, так что предметы «w» выпускаются из тракта транспортировки.
[0040]
Выпускные желоба 9, наклоненные вниз и сужающиеся к своим днищам, установлены неподвижно в положениях на стороне выпуска предметов начального транспортного механизма 3. Предметы «w», которые направляются в тракт транспортировки и выпускаются из него посредством направляющего элемента 8, соскальзывают со стороны выпуска предметов в выпускной желоб 9, после чего падают вниз.
[0041]
Каждый из механизмов 4 для выпуска предметов приглашает удлиненный направляющий элемент 8 в виде пластины пересечь по диагонали тракт транспортировки начального транспортного механизма 3, так что предметы «w», транспортируемые начальным транспортным механизмом 3, направляются вдоль поверхности направляющего элемента 8 и выпускаются из тракта транспортировки. Таким образом, предметы «w», которые представляют собой куски липкого мяса бройлеров, можно уверенно выпускать из тракта транспортировки в заранее определенных положениях.
[0042]
Каждый из распределительных транспортных механизмов 5 включает в себя воронку 10 для опускания и качающийся конвейер 14. Воронка 10 для опускания имеет форму, увеличивающуюся в размере кверху, и принимает предметы «w», выпускаемые из тракта транспортировки механизмом 4 для выпуска предметов. Качающийся конвейер 14 имеет возможность качания на некоторый заранее определенный угол и транспортировки предметов «w», принимаемых воронкой 10 для опускания. Качающийся конвейер 14 включает в себя транспортную ленту 11, правую и левую боковые пластины 12, а также выпускную крышку 13. Предметы «w», скользящие вниз вдоль воронки 10 для опускания, находятся на транспортной ленте 11 и транспортируются ею. Боковые пластины 12 установлены вертикально на обеих сторонах транспортной ленты 11. Выпускная крышка 13 имеет U-образную форму на виде в плане и крепится к концевым частям боковых пластин 12.
[0043]
Выпускная крышка 13 образует канал для падения предметов, который позволяет предметам «w», транспортируемым на транспортной ленте 11 и с ее помощью, падать вниз, не выскакивая в направлении транспортировки. Как изображено на фиг.4, выпускную крышку 3 крепят болтами к боковым пластинам 12 таким образом, что появляется возможность регулировать положение крышки 3 в направлении транспортировки. За счет регулирования положения выпускной крышки 13, измеряемая в направлении транспортировки длина проема канала для падения предметов изменяется соответственно размерам предметов «w». Это может дать всем предметам «w» возможность выпадать точно в заранее определенные положения, на залипая в упомянутых каналах.
[0044]
Качание качающегося конвейера 14 на заранее определенный угол вокруг вертикальной оси «b» качания, определяемый на стороне транспортной ленты 11, которая принимает предметы, падающие из воронки 10 для опускания, обеспечивается посредством серводвигателя. Качающийся конвейер 14 сооружен так, что канал для падения предметов на концевой стороне, где происходит выход предметов, транспортной ленты 11, располагается непосредственно над вибропитателями 6 в трех положениях: центральном положении и двух боковых положениях через центральное положение, в диапазоне качательного движения. Качающийся конвейер 14, сооруженный таким образом, качается вокруг вертикальной оси «b» качания на заранее определенный угол, распределяя предметы «w» в три вибропитателя 6.
[0045]
Таким образом, качающийся конвейер 14 получает возможность качаться вокруг вертикальной оси «b» качания, определяемой на стороне, куда поступают предметы, транспортной ленты 11, которая принимает предметы, падающие из воронки 10 для опускания. Безотносительно положения качания качающегося конвейера 14, направляющий элемент 8 механизмов 4 для выпуска предметов может способствовать выпуску предметов «w», которые перенесены начальным транспортным механизмом 3, и подаче их к концу, где происходит поступление предметов, качающегося конвейера 14. Таким образом, когда необходимо подавать предметы на концевую сторону, где происходит поступление предметов, качающегося конвейера 14, безотносительно положения качания качающегося конвейера 14, механизмы 4 для выпуска предметов могут выпускать предметы из начального транспортного механизма 3, а затем быстро подавать их на качающийся конвейер 14.
[0046]
Каждый из вибропитателей 6 как конечных транспортных механизмов представляет собой питатель с прямой подачей, в котором лоток 15 соединен с возможностью отсоединения с генератором 16 вибраций, изображенным на фиг.3. Осуществляя привод лотка 15, чтобы сообщить ему вибрацию, предметы «w», опускаемые в лоток 15, транспортируют к комбинированным весам 2. С нижней поверхностью лотка 15 соединен несущий каркас 17. Несущий каркас 17 служит опорой лотку 15, способствуя его наклону вниз к его передней кромке в направлении транспортировки. Несущий каркас 17 вводят в контакт в некотором определенном положении с вибрационной головкой 16а на верхнем конце генератора 16 вибраций и неподвижно скрепляют их за счет использования соединительного механизма 18 типа застежки, приводимого в действие рычагом.
[0047]
Лоток 15 имеет на поверхности своего дна и поперечных боковых поверхностях большое количество сквозных отверстий 19 которым придана форма, подобная щелям, и которые выполнены выровненными вдоль продольного направления лотка 15. Эти сквозные отверстия 19 служат для выпуска жира и/или масла, выделяющегося на поверхностях предметов «w» - кусков мяса бройлеров. Это может предотвратить ухудшение транспортабельности предметов «w» из-за жира или масла, в больших количествах прилипающего к внутренней поверхности лотка 15 и затвердевающего на ней.
[0048]
Лоток 15 вибропитателя 6 имеет множество выполненных в нем сквозных отверстий 19 и наклонен вниз к своей передней кромке в направлении транспортировки. Эти конструктивные признаки лотка 15 могут обеспечить плавную транспортировку предметов «w» - кусков маслосодержащего и липкого мяса бройлеров.
[0049]
Для качающегося конвейера 14 одного распределительного транспортного механизма 5 имеются три вибропитателя 6. Сдвигая качающийся конвейер 14 в центральное положение и два боковых положения через центральном положение, а также из этих положений, можно подавать предметы «w» с качающегося конвейера 14 в любой из лотков 15 трех вибропитателей 6. Иными словами, сообщать вибрацию предметам «w» и транспортировать их можно на девяти линейно расположенных вибропитателях 6, вследствие чего предметы прибывают в общей сложности в девять целевых мест.
[0050]
Привод или прекращение привода вибропитателей 6 и, соответственно, транспортировка или прекращение транспортировки предметов «w» таким образом, что предметы «w» транспортируются в лотки 15 вибропитателей 6, поддерживается до тех пор, пока требуется подача предметов в пазы 25 для опускания предметов, имеющиеся в комбинированных весах 2. Таким образом, предметы «w» можно подавать в комбинированные весы 2 весьма своевременно.
[0051]
В положениях между центральным лотком и лотками на боковых сторонах через центральный лоток набора из трех вибропитателей 6, свободно вращающиеся ролики 20 опираются горизонтально в направлении переноса за счет использования якорной подушки, не изображенной на чертежах, и обращены к траектории конца, откуда выходят предметы, качающегося конвейера 14 распределительного транспортного механизма 5. Во время качательного движения качающегося конвейера 14 распределительного транспортного механизма 5, свободно вращающиеся ролики 20 могут служить для приема любых предметов «w», внезапно выпадающих в положениях между центральном лотком 15 и двумя боковыми лотками 15. Свободно вращающийся ролик 20, если он принял предмет «w», вращается под действием его собственного веса, а принятый предмет «w» падает в лоток 15 - один из центрального лотка и двух боковых лотков.
[0052]
Как схематически изображено на виде спереди согласно фиг.5, относительно длинный предмет «w», если он падает на верх свободно вращающегося ролика 20, может прилипнуть там поперек сторон ролика. С таким инцидентом можно справиться следующим образом. Когда качающийся конвейер 14 распределительного транспортного механизма 5 совершает качание вбок в противоположном направлении (влево на фиг.5), конец, откуда выходят предметы, качающегося конвейера 14, т.е., нижний конец выпускной крышки 13, может сталкивать предмет «w» со свободно вращающегося ролика 20. Это действие может заставить свободно вращающийся ролик 20 вращаться, а предмет «w» - падать в лоток 15, к которому движется качающийся конвейер.
[0053]
Как изображено на фиг.4, за счет использования якорной подушки, не изображенной на рассматриваемом чертеже, к внешним сторонам концов, откуда выходят предметы, обоих боковых лотков 15, входящих в состав набора из трех лотков 15, крепятся направляющие наклон пластины 21. Каждой из направляющих наклон пластин 21 придана форма, подобная шеврону, и наклон к внутренней стороне лотка 15. В присутствии такой направляющей наклон пластины, предметы «w», поступающие в любой из боковых лотков 15 и - возможно - улавливаемые внешней боковой стенкой лотка, можно надежно направлять в лоток 15.
[0054]
Как изображено на фиг.1 и 2, верхняя поверхность полуавтоматических комбинированных весов 2 имеет большое количество - девять в иллюстрируемом примере - пазов 25 для опускания предметов, которые линейно расположены бок о бок. Комбинированные весы 2 расположены так, что эти пазы 25 для опускания предметов обращены к выходам устройства 1 для подачи предметов, откуда происходит выпуск распределяемых предметов, т.е., к концам, откуда выходят предметы, вибропитателей 6. Каждый из пазов 25 для опускания предметов снабжен парой правой и левой заслонок 26, которые открываются и закрываются подобно французскому окну. Эти заслонки оставляют открытыми до тех пор, пока не поступает запрос на подачу предметов.
[0055]
В системе взвешивания, соответствующей этому варианту осуществления, принятие решений о количестве предметов, подлежащих подаче, и быстродействии полуавтоматических комбинированных весов 2 и задание этих параметров происходят так, что количество предметов, взвешиваемых полуавтоматическими комбинированными весами 2, больше, чем количество предметов, подаваемых и принимаемых начальным транспортным механизмом 3 устройства 1 для подачи предметов.
[0056]
В случае, если количество предметов, принимаемых начальным транспортным механизмом 3 устройства 1 для подачи предметов, временно превышает количество предметов, взвешиваемых полуавтоматическими комбинированными весами 2, предметы, транспортируемые начальным транспортным механизмом 3, можно транспортировать мимо направляющих элементов 8 механизмов 4 для выпуска предметов, не выпуская их из тракта транспортировки.
[0057]
На фиг.6 представлен схематический вид сбоку полуавтоматических комбинированных весов 2.
[0058]
Полуавтоматические комбинированные весы 2, в сущности, аналогичны по конструкции известным полуавтоматическим комбинированным весам. Комбинированные весы 2 имеет питающие бункеры 40 в положениях непосредственно под заслонками 26 пазов 25 для опускания предметов и весовые бункеры-дозаторы 41, каждый из которых включает в себя две камеры 41-1 и 41-2 хранения в положениях под питающим бункером 40.
[0059]
Каждый из питающих бункеров 40 имеет две выпускные заслонки 40a и 40b, которые открываются и закрываются независимо друг от друга. Предметы выпускаются в камеру 41-1 хранения весового бункера-дозатора 41, когда выпускную заслонку 40a открывают, и при этом предметы выпускаются в камеру 41-2 хранения весового бункера-дозатора 41, когда открывают выпускную заслонку 40b.
[0060]
В каждом весовом бункере-дозаторе 41 камера 41-1 хранения имеет выпускную заслонку 41a, а камера 41-2 хранения имеет выпускную заслонку 41b. Когда открывают выпускную заслонку 41a или 41b, предметы выпускаются из одной из камер 41-1 и 41-2 хранения.
[0061]
К каждому весовому бункеру-дозатору 41 прикреплен датчик 42 веса, такой, как динамометрический преобразователь. Датчик 42 веса обнаруживает вес предметов, находящихся в весовом бункере-дозаторе 41, и выдает результат обнаружения контроллер комбинированных весов 2, описываемый ниже. На основании изменяющегося веса предметов в весовом бункере-дозаторе 41, контроллер комбинированных весов 2 вычисляет вес предметов в камере 41-1, 41-2 хранения весового бункера-дозатора 41. На основании веса предметов в камере 41-1, 41-2 хранения весового бункера-дозатора 41, контроллер проводит комбинаторные вычисления, которые будут описаны ниже.
[0062]
В положении под весовыми бункерами-дозаторами 41 установлен накопительный конвейер 43. Накопительный конвейер 43 принимает предметы, выпускаемые из весовых бункеров-дозаторов 41, и транспортирует принимаемые предметы в упаковочную машину, не изображенную на чертежах. В упаковочной машине осуществляют вакуумную упаковку предметов, имеющих суммарный вес в пределах заранее определенного диапазона весов.
[0063]
Контроллер комбинированных весов 2 проводит комбинаторные вычисления, в которых веса предметов в камерах 41-1 и 41-2 хранения весовых бункеров дозаторов 41 комбинируются различным образом для выбора комбинации камер 41-1 и 41-2 хранения, содержащих предметы, суммарный вес которых остается в пределах заранее определенного диапазона весов. В результате комбинаторных вычислений, выбранные предметы, находящиеся в камерах 41-1 и 41-2 хранения, выпускаются в накопительный конвейер 43.
[0064]
В системе взвешивания, соответствующей этому варианту осуществления, имеющей такие отличительные признаки, предметы «w» подаются на одном конце, где транспортировка предметов начинается, на находящейся выше по ходу - в направлении транспортировки предметов - стороне начального транспортного механизма 3. Транспортируемые предметы «w» выпускаются транспортными механизмами 4 для выпуска предметов из тракта транспортировки в трех положениях в направлении транспортировки, а потом направляются в распределительные транспортные механизмы 5. Затем предметы «w» распределяются в распределительных транспортных механизмах 5 в три места назначения распределения и направляются в вибропитатели 6; в частности, всего вибропитателей 6 в общей сложности девять. Предметы «w», распределенные таким образом в девять вибропитателей 6, направляются потом к пазам для опускания, имеющимся в комбинированных весах 2. Возможна транспортировка части предметов «w» мимо трех механизмов 4 для выпуска предметов, проводимая без выпуска из тракта транспортировки с поступлением на выход начального транспортного механизма 3. Такие предметы «w» накапливаются в контейнере. Оператор переносит накопленные таким образом предметы к концу, откуда начинается транспортировка начального транспортного механизма 3.
[0065]
Во время описанной до сих пор подачи предметов, управление механизмами 4 для выпуска предметов, распределительными транспортными механизмами 5 и вибропитателями 6 осуществляется с тем, чтобы обеспечить их срабатывание в ответ на текущую ситуацию в зависимости от того, находятся ли предметы «w» в нужных положениях в устройстве 1 для подачи предметов и есть ли запрос на подачу предметов к пазам 25 для опускания, имеющимся в комбинированных весах 2, вибропитателям 6, распределительным транспортным механизмам 5 и механизмам 4 для выпуска предметов.
[0066]
На фиг.7 представлен схематический вид в плане, иллюстрируемый соответственно фиг.2 и приводимый в качестве примера компоновки датчиков для обнаружения предметов, установленных для обнаружения предметов «w».
[0067]
Датчики для обнаружения предметов, соответствующие этому варианту осуществления, т.е., датчики Sa(1)-Sa(3), Sb(1) -Sb(3), Sc(1)-Sc(3), Sd(1)-Sd(3), Se(1)-Se(9) и Sf(1)-Sf(9), могут быть фотоэлектрическими датчиками проходного типа, каждый из которых включает в себя фотопередатчик и фотодетектор. Каждый из этих фотоэлектрических датчиков обнаруживает предметы «w», проходящие через область между фотопередатчиком и фотодетектором, обращенными друг к другу, а потом выдает результат обнаружения.
[0068]
Датчики Sa(1)-Sa(3) - первые датчики для обнаружения предметов - являются начальными датчиками для обнаружения предметов, обнаруживающими предметы «w», проходящие через целевую область обнаружения непосредственно перед механизмами 4 для выпуска предметов. Эти датчики находятся на тракте транспортировки начального транспортного механизма 3.
[0069]
Датчики Sb(1)-Sb(3) - вторые датчики для обнаружения предметов - являются датчиками для обнаружения выпускаемых предметов, обнаруживающими предметы, выпускаемые из тракта транспортировки. Эти датчики находятся в базовых частях выпускных желобов 9, которые принимают предметы «w», выпускаемые из тракта транспортировки механизмами 4 для выпуска предметов. В базовых частях выпускных желобов 9 выполнены сквозные отверстия, чтобы не блокировать оптические пути датчиков Sb(1)-Sb(3) для обнаружения выпускаемых предметов.
[0070]
Датчики Sc(1)-Sc(3) являются датчиками для обнаружения предметов, поступающих при распределении, а датчики Sd(1)-Sd(3) являются датчиками для обнаружения предметов, выходящих при распределении. Датчики Sc(1)-Sc(3) и Sd(1)-Sd(3) находятся на концах, куда поступают предметы, и концах, откуда выходят предметы, которые располагаются, соответственно, на находящейся выше по ходу стороне и находящейся ниже по течению стороне в направлении транспортировки качающихся конвейеров 14 распределительных транспортных механизмов 5 и предназначены для обнаружения предметов «w» на этих концах, куда поступают предметы, и концах, откуда выходят предметы. Боковые пластины и выпускные крышки 13 качающихся конвейеров 14 имеют выполненные в них сквозные отверстия, чтобы не блокировать оптические пути датчиков Sc(1)-Sc(3) для обнаружения предметов, поступающих при распределении, и датчиков Sd(1)-Sd(3) для обнаружения предметов, выходящих при распределении.
[0071]
Датчики Se(1)-Se(9) являются конечными датчиками для обнаружения поступающих предметов, а датчики Sf(1)-Sf(9) являются конечными датчиками для обнаружения выходящих предметов. Эти датчики находятся на концах, куда поступают предметы, и концах, откуда выходят предметы, расположенных, соответственно, на сторонах, находящихся выше по ходу и ниже по ходу в направлении транспортировки, лотков 15 вибропитателей 6; таким образом, конечные транспортные механизмы способствуют обнаружению предметов «w» на концах, куда поступают предметы, и концах, откуда выходят предметы, лотков 15. Лотки 15 соответственных вибропитателей 6 имеют сквозные отверстия 23, выполненные в них, чтобы не блокировать оптические пути конечных датчиков Se(1)-Se(9) для обнаружения поступающих предметов, и конечных датчиков Sf(1)-Sf(9) для обнаружения выходящих предметов.
[0072]
На фиг.8 представлена блок-схема, иллюстрирующая конфигурацию управления системы взвешивания, соответствующей этому варианту осуществления.
[0073]
Система взвешивания, соответствующая этому варианту осуществления, включает в себя программируемый контроллер 27 (который далее может именоваться программируемым логическим контроллером (сокращенно - ПЛК)), который управляет всей работой системы.
[0074]
С ПЛК 27 соединено программируемое устройство 29 отображения. Программируемое устройство 29 отображения представляет собой дисплей, которым манипулирует оператор. Программируемое устройство 29 отображения используют для ввода и отображения, например, различных фрагментов данных и параметров настройки, например, скоростей транспортировки посредством начального транспортного механизма 3 и качающихся конвейеров 14, а также интенсивностей вибрации вибропитателей 6.
[0075]
В ПЛК 27 вводят нижеследующие сигналы: сигналы (1)-(9) запроса предметов, когда контроллер 28 полуавтоматических комбинированных весов 2 запрашивает подачу предметов к девяти пазам 25 для опускания; и результаты обнаружения, выдаваемые из датчиков Sa(1)-Sa(3), Sb(1)-Sb(3), Sc(1)-Sc(3), Sd(1)-Sd(3), Se(1)-Se(9) и Sf(1)-Sf(9) для обнаружения предметов.
[0076]
ПЛК 27 управляет начальным транспортным механизмом 3 с помощью схемы 30 управления приводом начального транспортного механизма и управляет направляющими элементами 8 механизмов 4 для выпуска предметов с помощью схемы 31 управления приводом направляющих элементов. ПЛК 27 также управляет качающимися конвейерами 14 распределительных транспортных механизмов 5 с помощью схемы 32 управления приводом качающихся конвейеров и схемы 33 управления качанием качающихся конвейеров, а также управляет вибропитателями 6 с помощью схемы 34 привода вибропитателей.
[0077]
По получении из комбинированных весов 2 запроса на подачу предметов к любому (любым) из пазов 25 для опускания, ПЛК 27, по существу, управляет соответственными компонентами таким образом, что предметы транспортируются к концам, откуда выходят предметы, лотков 15 в вибропитателях 6 и оказываются готовыми к подаче к целевому пазу (целевым пазам) 25.
[0078]
Когда на конце, откуда выходят предметы, лотка 15 в вибропитателе 6 предмет не обнаруживается, предметы, обнаруживаемые на конце, куда поступают предметы, лотка 15, транспортируются к концу, откуда выходят предметы, этого лотка. Когда предмет не обнаруживается на конце, куда поступают предметы, лотка 15 в вибропитателе 6, качающийся конвейер 14 распределительного транспортного механизма 5 получает запрос на подачу предметов к концу, куда поступают предметы, этого лотка.
[0079]
В качающемся конвейере 14 распределительного транспортного механизма 5 предметы транспортируются к концу, откуда выходят предметы, качающегося конвейера 14, а привод качающегося конвейера 14 обеспечивает его качание в некоторое определенное положение, так что предметы немедленно подаются в лоток 15 вибропитателя 6, запрашивающий подачу предметов. Когда на конце, откуда выходят предметы, качающегося конвейера 14 предмет не обнаруживается, предметы, обнаруживаемые на конце качающегося конвейера 14, куда поступают предметы, транспортируются к концу, откуда выходят предметы, этого качающегося конвейера 14. Когда предмет не обнаруживается на конце, куда поступают предметы, качающегося конвейера 14, механизм 4 для выпуска предметов получает запрос на подачу предметов в качающийся конвейер 14.
[0080]
В ответ на обнаружение предметов, которые проходят через область обнаружения непосредственно перед механизмом 4 для выпуска предметов, срабатывает привод направляющего элемента 8 механизма 4 для выпуска предметов, получившего запрос на подачу предметов к тракту транспортировки и по нему, чтобы достичь готовности к выпуску предметов из тракта транспортировки. Поэтому транспортируемые предметы выпускаются механизмом 4 для выпуска предметов из тракта транспортировки и выпадают в качающийся конвейер 14 распределительного транспортного механизма 5.
[0081]
Далее приводится более подробное описание управления работой посредством ПЛК 27.
[0082]
На фиг.9 представлена блок-схема последовательности операций, иллюстрирующая приводимое в качестве примера общее управление устройством 1 для подачи предметов, соответствующим этому варианту осуществления.
[0083]
Сначала определяют, нажат ли переключатель работы программируемого устройства 29 отображения (этап S1). Когда определено, что переключатель работы нажат, устройство начинает работать. Когда из полуавтоматических комбинированных весов 2 вводят сигнал (1)-(9) запроса предметов, соответствующий каждому из девяти пазов 25 для опускания (этап S2), осуществляют управление вибропитателем 6, который расположен дальше всего вниз по ходу в направлении транспортировки в устройстве 1 для подачи предметов (этап S3). После этого, осуществляют управление распределительным транспортным механизмом 5, который расположен в большей степени выше по ходу, чем вибропитатель 6 на предыдущем этапе (этап S4), а потом осуществляют управление механизмом 4 для выпуска предметов, который расположен в большей степени выше по ходу, чем распределительный транспортный механизм 5 на предыдущем этапе (этап S5). Затем определяют, переведен ли переключатель работы в выключенное состояние (этап S6). Когда выключатель работы определен как находящийся в выключенном положении, работа заканчивается.
[0084]
На фиг.10 представлена блок-схема последовательности операций, иллюстрирующая приводимое в качестве примера управление вибропитателем 6, которое представляет собой подпрограмму в общем управлении согласно фиг.9.
[0085]
Конфигурация этого управления, в сущности, такова, что когда конечный датчик Sf(1)-Sf(9) для обнаружения выходящих предметов не обнаруживает предмет, т.е., когда предмет отсутствует на конце, откуда выходят предметы, лотка 15 в вибропитателе 6, осуществляют привод вибропитателя 6 в течение некоторого определенного периода времени, чтобы транспортировать предметы, в данный момент находящиеся на конце, куда поступают предметы, лотка 15 к его концу, откуда предметы выходят. Вместо осуществления привода вибропитателя 6 в течение некоторого определенного периода времени, можно осуществлять привод до тех пор, пока конечный датчик Sf(1)-Sf(9) для обнаружения выходящих предметов не обнаруживает предметы на конце, откуда выходят предметы, лотка 15.
[0086]
Когда конечный датчик Se(1)-Se(9) для обнаружения поступающих предметов не обнаруживает предмет, т.е., когда предмет отсутствует на конце, куда поступают предметы, лотка 15 в вибропитателе 6, флаг команды подачи предметов, по которой запрашивают подачу предметов в лоток 15 вибропитателя 6, делают активным, приглашая распределительный транспортный механизм 5 подавать предметы в вибропитатель 6.
[0087]
В ответ на прием сигнала запроса предметов из полуавтоматических комбинированных весов 2, когда предметы присутствуют на конце, откуда выходят предметы, лотка 15 в вибропитателе 6, и обнаруживаются конечным датчиком Sf(1)-Sf(9) для обнаружения выходящих предметов, осуществляют привод вибропитателя 6 в течение некоторого определенного периода времени, так что предметы, находящиеся на конце, откуда выходят предметы, лотка 15 в вибропитателе 6, поступают в паз 25 для опускания предметов, имеющийся в полуавтоматических комбинированных весах 2. Вместо осуществления привода вибропитателя 6 в течение некоторого определенного периода времени, можно прекратить привод, когда конечный датчик Sf(1)-Sf(9) для обнаружения выходящих предметов не обнаруживает предметы на конце, откуда выходят предметы, лотка 15, и это указывает, что предметы поступили в паз 25 для опускания предметов, имеющийся в полуавтоматических комбинированных весах.
[0088]
В описываемом здесь примере число «k», задающее один вибропитатель 6, устанавливают равным «1» (этап S301) и определяют, активен ли флаг включения привода, указывающий, что осуществляется привод вибропитателя 6, которому присвоен номер «k» (этап S302), как изображено на фиг.10. Когда флаг включения привода определен как активный, значению в таймере подсчета времени привода для вибропитателя 6, которому присвоен номер «k», придают отрицательное приращение (этап S303), и определяют, истекло ли время, отсчитываемое этим таймером (этап S304).
[0089]
Когда на этапе S304 определяют, что время, отсчитываемое в таймере подсчета времени привода для вибропитателя 6, которому присвоен номер «k», истекло, указывая, что привод этот вибропитателя 6 осуществлялся в течение некоторого определенного периода времени, привод вибропитателя 6 которому присвоен номер «k», прекращается (этап S305). Флаг включения привода для этого вибропитателя 6, которому присвоен номер «k» и привод которого больше не осуществляется, делают неактивным (этап S306). Затем числу k придают положительное приращение (этап S307) и определяют, достигло ли число «k» значения «10», т.е., «обработаны» ли все девять вибропитателей 6 (этап S308). Когда определено, что число «k» еще не равно «10», процесс возвращается к этапу S302, а когда определено, что число «k» равно «10», процесс выходит из подпрограммы.
[0090]
Когда на этапе S302 определяют, что флаг включения привода для вибропитателя 6, которому присвоен номер «k», неактивен, тогда определяют, обнаружены ли какие-либо предметы на конце, откуда выходят предметы, лотка 15 в вибропитателе 6, которому присвоен номер «k», т.е., обнаружены ли какие-либо предметы конечным датчиком Sf(k) для обнаружения выходящих предметов для вибропитателя 6, которому присвоен номер «k» (этап S309). Когда предметы там обнаруживаются, тогда определяют, введен ли из полуавтоматических комбинированных весов 2 сигнал запроса предметов, соответствующий числу «k» (этап S310). Когда ввод сигнала запроса предметов подтверждается, флаг включения привода для вибропитателя 6, которому присвоен номер «k», делают активным (этап S311), и таймеру подсчета времени привода для вибропитателя 6, которому присвоен номер «k», устанавливают время подсчета (этап S312). После этого начинают осуществлять привод вибропитателя 6, которому присвоен номер «k», и процесс переходит к этапу S307 (этап S313).
[0091]
Когда на этапе S309 определяют, что на конце, откуда выходят предметы, лотка 15 в вибропитателе 6, которому присвоен номер «k», предмет не обнаружен, после этого определяют, обнаружены ли какие-либо предметы на конце, куда поступают предметы, лотка 15 в вибропитателе 6, которому присвоен номер «k», т.е., обнаруживаются ли какие-либо предметы конечным датчиком Se(k) для обнаружения поступающих предметов для вибропитателя 6, которому присвоен номер «k» (этап S314). Когда обнаруживается присутствие каких-либо предметов, флаг включения привода для вибропитателя 6, которому присвоен номер «k», делают активным (этап S315), а таймер подсчета времени привода для вибропитателя 6, которому присвоен номер «k», устанавливают на время подсчета (этап S316). После этого начинают осуществление привода вибропитателя 6, которому присвоен номер «k», и процесс переходит к этапу S307 (этап S317).
[0092]
Когда на этапе S314 определяют, что на конце, куда поступают предметы, лотка 15 в вибропитателе 6, которому присвоен номер «k», предмет не обнаружен, флаг команды подачи предметов делают активным, и это приводит к тому, что распределительный транспортный механизм 5, соответствующий номеру «k», получает запрос на подачу предметов в лоток 15 вибропитателя 6, которому присвоен номер «k», и процесс переходит proceeds к этапу S307 (этап S318).
[0093]
На фиг.11 представлена блок-схема последовательности операций, иллюстрирующая приводимое в качестве примера управление распределительным транспортным механизмом 5, которое представляет собой подпрограмму в общей блок-схеме последовательности операций управления, иллюстрируемой на фиг.9.
[0094]
Конфигурация этого управления, по существу, такова, что когда на конце, куда поступают предметы, лотка 15 в вибропитателе 6 предмет не обнаружен, т.е., когда конечный датчик Se(1)-Se(9) для обнаружения поступающих предметов не обнаруживает предмет, предметы транспортируются к концу, откуда выходят предметы, качающегося конвейера 14 в распределительном транспортном механизме 5, так что предметы подаются к концу, куда поступают предметы, лотка 15 в вибропитателе 6.
[0095]
Когда датчик Sd(1)-Sd(3) для обнаружения предметов, выходящих при распределении, не обнаруживает предмет, т.е., когда на конце, откуда выходят предметы, качающегося конвейера 14 в распределительном транспортном механизме 5, предмет не обнаруживается, привод качающегося конвейера 14 осуществляют в течение некоторого определенного периода времени, чтобы транспортировать предметы, находящиеся на конце, куда поступают предметы, качающегося конвейера 14, его концу, откуда выходят предметы. Вместо осуществления привода качающегося конвейера 14 в течение некоторого определенного периода времени, можно прекращать привод, когда конечный датчик Sd(1)-Sd(3) для обнаружения предметов, выходящих при распределении, не обнаруживает никакие предметы, указывая, что предметы оттранспортированы к концу, откуда выходят предметы, качающегося конвейера 14.
[0096]
Когда датчик Sc(1)-Sc(3) для обнаружения предметов, поступающих при распределении, не обнаруживает предмет, т.е., когда на конце, куда поступают предметы, качающегося конвейера 14, предмет не обнаруживается, флаг команды выпуска предметов делают активным, что обуславливает запрос в механизм 4 для выпуска предметов на выпуск предметов в качающийся конвейер 14.
[0097]
В случае, если качающийся конвейер 14 в данный момент не находится в положении, в котором предметы можно опустить в лоток 15 вибропитателя 6, когда предметы не обнаружены на конце, куда поступают предметы, лотка 15 в вибропитателе 6, а находятся на конце, откуда выходят предметы, качающегося конвейера 14 в распределительном транспортном механизме 5, осуществляют привод качающегося конвейера 14, чтобы произошло его качание в положение, в котором предметы можно опустить в лоток 15 вибропитателя 6. Для качающегося конвейера 14, привод которого осуществляют, чтобы он поверннулся и достиг упомянутого положения, также осуществляют привод, чтобы направить предметы в качающийся конвейер 14 - к концу, куда поступают предметы, вибропитателя 6. В случае, если качающийся конвейер 14 в данный момент расположен таким образом, что предметы можно опускать в лоток 15 вибропитателя 6, когда предметы не обнаружены на конце, куда поступают предметы, лотка 15 в вибропитателе 6, а присутствуют на конце, откуда выходят предметы, качающегося конвейера 14 в распределительном транспортном механизме 5, осуществляют привод качающегося конвейера 14 в течение некоторого определенного периода времени, чтобы направить предметы в качающийся конвейер 14 к концу, куда поступают предметы, вибропитателя 6. Вместо осуществления привода качающегося конвейера 14 в течение некоторого определенного периода времени, можно прекращать привод, когда конечный датчик Sd(1)-Sd(3) для обнаружения предметов, выходящих при распределении, больше не обнаруживает никакие предметы, указывая, что предметы оттранспортированы к концу, куда поступают предметы, лотка 15 в вибропитателе 6.
[0098]
Подачу предметов в лотки 15 трех вибропитателей 6 осуществляет качающийся конвейер 14 одного распределительного транспортного механизма 5. Положением качающегося конвейера 14, в котором происходит опускание, можно легко управлять, поскольку привод его качательного движения осуществляет серводвигатель.
[0099]
В этом примере число «j», задающее один распределительный транспортный механизм 5, число «k», задающее один вибропитатель 6, и число «а», задающее количество вибропитателей 6, которые принимают предметы, распределяемые одним распределительным транспортным механизмом 5, все устанавливают равными «1» (этап S401), как изображено на фиг.11. Определяют, активен ли флаг включения привода, указывающий, что в данный момент осуществляется привод качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j» (этап S402). Когда флаг включения привода определен как активный, значению в таймере подсчета времени привода для качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», придают отрицательное приращение (этап S403), и определяют, истекло ли время, отсчитываемое этим таймером (этап S404).
[0100]
Когда на этапе S404 определено, что отсчитываемое время в таймере отсчета времени привода для качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», истекло, привод качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», заканчивают (этап S405), и флаг включения привода для качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», делают неактивным (этап S406). Затем числу k, задающему один вибропитатель 6, и числу «а» вибропитателей 6 придают положительное приращение (этап S407) и определяют, достигло ли число «а» значения «4», т.е., распределены ли предметы в три вибропитателя 6 (этап S408). Когда определено, что число «а» еще не равно «4», указывая, что распределение предметов в три вибропитателя 6 еще не завершено, процесс возвращается к этапу S402.
[0101]
Когда на этапе S406 определено, что число «a» равно «4», указывая, что распределение предметов в три вибропитателя 6 распределительным транспортным механизмом 5, которому присвоен номер «j», числу «j» придают положительное приращения, а число «а» снова устанавливают равным «1» (этап S409). Затем определяют, равно ли число «j» значению «4», т.е., «обработаны» ли все три распределительных транспортных механизма 5 (этап S410). Процесс возвращается к этапу S402, когда число «j» еще не равно «4», при этом процесс выходит из подпрограммы, когда число «j» равно «4».
[0102]
Когда на этапе S402 определено, что флаг включения привода для качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», неактивен, тогда определяют, обнаружены ли какие-либо предметы на конце, откуда выходят предметы, качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», равный «4», т.е., обнаружил ли датчик Sd(j) для обнаружения предметов, выходящих при распределении, для распределительного транспортного механизма 5, которому присвоен номер «j», какие-либо предметы (этап S411). Когда там обнаруживается присутствие каких-либо предметов, тогда определяют, активен ли флаг команды подачи предметов для лотка 15 вибропитателя 6, которому присвоен номер «k», т.е., поступил ли в лоток 15 вибропитателя 6 запрос на подачу предметов (этап S412). Процесс переходит к этапу S413, когда флаг команды подачи предметов определен как активный, при этом процесс переходит к этапу S407, когда флаг команды подачи предметов определен как неактивный.
[0103]
На этапе S413 определяют, находится ли качающийся конвейер 14 распределительного транспортного механизма 5, которому присвоен номер «j», в данный момент в положении, в котором предметы можно опускать в лоток 15 вибропитателя 6, которому присвоен номер «k», т.е., находится ли конец, откуда выходят предметы, транспортной ленты 11 в качающемся конвейере 14, в данный момент в положении непосредственно над лотком 15 вибропитателя 6, которому присвоен номер «k». Когда качающийся конвейер 14 в данный момент находится в этом положении, флаг команды подачи предметов для лотка 15 вибропитателя 6, которому присвоен номер «k», делают неактивным (этап S414). После этого, флаг включения привода для качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», делают активным (этап S415), а таймеру подсчета времени привода для качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», устанавливают значение времени подсчета (этап S416). Затем начинают привод качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», и процесс переходит к этапу S407 (этап S417). Когда на этапе S413 определяют, что качающийся конвейер 14 распределительного транспортного механизма 5, которому присвоен номер «j», в данный момент не расположен так, что предметы можно опускать в лоток 15 вибропитателя 6, которому присвоен номер «k», осуществляют привод качающегося конвейера 14 распределительного транспортного механизма 5, которому присвоен номер «j», вызывая качание упомянутого конвейера в положение, в котором предметы можно опускать в лоток 15 вибропитателя 6, которому присвоен номер «k», и процесс переходит к этапу S407 (этап S418).
[0104]
Когда на этапе S411 определяют, что на конце, откуда выходят предметы, качающегося конвейера 14 распределительного транспортного механизма, которому присвоен номер «j», предмет не обнаружен, тогда определяют, обнаружены ли какие-либо предметы на конце, куда поступают предметы, качающегося конвейера 14 распределительного транспортного механизма, которому присвоен номер «j», т.е., обнаружил ли датчик Sc(j) для обнаружения предметов, поступающих при распределении, соответствующий распределительному транспортному механизму, которому присвоен номер «j», какие-либо предметы (этап S419). Когда на этом этапе обнаружено присутствие каких-либо предметов, флаг включения привода для качающегося конвейера 14 распределительного транспортного механизма, которому присвоен номер «j», делают активным (этап S420), и таймеру подсчета времени привода для качающегося конвейера 14 распределительного транспортного механизма, которому присвоен номер «j», устанавливают значение времени подсчета (этап S421). После этого начинают привод качающегося конвейера 14 распределительного транспортного механизма, которому присвоен номер «j», и процесс переходит к этапу S407 (этап S422).
[0105]
Когда на этапе S419 определяют, что на конце, куда поступают предметы, качающегося конвейера 14 распределительного транспортного механизма, которому присвоен номер «j», предмет не обнаружен, флаг команды выпуска предметов для механизма 4 для выпуска предметов, которому присвоен номер «j», делают активным, так что предметы выпускаются в качающийся конвейер 14 распределительного транспортного механизма, которому присвоен номер «j», и процесс переходит к этапу S407 (этап S423).
[0106]
На фиг.12 представлена блок-схема последовательности операций, иллюстрирующая приводимое в качестве примера управление механизмом 4 для выпуска предметов, которое представляет собой подпрограмму в общей блок-схеме последовательности операций управления, иллюстрируемой на фиг.9.
[0107]
Конфигурация этого управления, в сущности, такова, что при управлении распределительным транспортным механизмом 5 для предметов, когда флаг команды выпуска предметов для механизма 4 для выпуска предметов делают активным, необходимо выпустить предметы в качающийся конвейер 14 распределительных транспортных механизмов 5. Для этого, когда начальный датчик Sa(1)-Sa(3) для обнаружения предметов обнаруживает предметы, осуществляют привод направляющего элемента 8 механизма 4 для выпуска предметов к тракту транспортировки и поперек него, чтобы достичь готовности к выпуску предметов. После этого направляющий элемент 8 направляет предметы, чтобы они падали с транспортной ленты 7 начального транспортного механизма 3, и далее - вниз к выпускному желобу 9. Предметы, падающие таким образом вниз с транспортной ленты 7, обнаруживаются датчиком Sb(1)-Sb(3) для обнаружения выпускаемых предметов.
[0108]
Программу управления механизмом 4 для выпуска предметов регулярно запускают в определенных интервалах времени. При условии, что эту программу запускают каждые 10 мс, а из датчика Sb(1)-Sb(3) для обнаружения выпускаемых предметов выдаются 10 выходных сигналов обнаружения в последовательности, предметы могут блокировать оптический путь датчика Sb(1)-Sb(3) для обнаружения выпускаемых предметов в течение периода 10 мс × 10=100 мс. Таким образом, оказывается возможной грубая оценка объема выпускаемых предметов. После прохождения некоторого заданного периода времени, устанавливаемого для выпускаемых предметов, обнаруживаемых датчиком Sb(1)-Sb(3) для обнаружения выпускаемых предметов, осуществляют привод направляющего элемента 8 механизма 4 для выпуска предметов, чтобы отвести его из тракта транспортировки и вернуть в его исходное положение. Это может обеспечить надлежащий объем предметов, подлежащих выпуску в распределительный транспортный механизм 5.
[0109]
Когда начальный датчик Sa(1)-Sa(3) для обнаружения предметов обнаруживает предметы, проходящие через область обнаружения непосредственно перед механизмом 4 для выпуска предметов, соответственно осуществляют привод направляющего элемента 8, чтобы переместить его в положение готовности к выпуску и направить предметы, подлежащие выпуску из тракта транспортировки. Следовательно, датчик Sb(1)-Sb(3) для обнаружения выпускаемых предметов должен обнаружить предметы, выпускаемые с транспортной ленты 7 начального транспортного механизма 3 к выпускному желобу 9. В случае, если датчик Sb(1)-Sb(3) для обнаружения выпускаемых предметов не обнаруживает предмет в пределах некоторого заранее определенного периода времени, можно заподозрить возникновение каких-то проблем, например, залипание части (частей) предметов между направляющим элементом 8 и транспортной лентой 7.
[0110]
В этом примере число «k», задающее один механизм 4 для выпуска предметов, устанавливают равным «1» (этап S501) и определяют, активен ли флаг включения обнаружения при выпуске, указывая, что предметы, выпускаемые механизмом 4 для выпуска предметов, которому присвоен номер «k», обнаруживаются датчиком Sb(k) для обнаружения выпускаемых предметов (этап S502), как изображено на фиг.12. Когда флаг включения обнаружения при выпуске определен как активный, после этого определяют, работает ли датчик Sb(k) для обнаружения выпускаемых предметов, т.е., непрерывно ли этот датчик обнаруживает предметы (этап S503). Когда определено, что датчик Sb(k) для обнаружения выпускаемых предметов непрерывно обнаруживает предметы, время (k) обнаружения для механизма 4 для выпуска предметов, которому присвоен номер «k», затрачиваемое на обнаружение выпускаемых предметов, увеличивают (этап S504) и определяют, достигло ли время (k) обнаружения заранее определенной величины времени (этап S505). Когда определено, что время (k) обнаружения достигло заранее определенной величины времени, указывая, что выпущен надлежащий объем предметов, направляющий элемент 8 деактивируют, т.е., осуществляют привод направляющего элемента 8, чтобы отвести его из тракта транспортировки в его исходное положение (этап S506). После этого, флаг включения обнаружения при выпуске, указывающий что предметы, выпускаемые механизмом 4 для выпуска предметов, которому присвоен номер «k», обнаружены, делают неактивным (этап S507), и флаг включения привода, который указывает, что осуществляется привод направляющего элемента 8 механизма 4 для выпуска предметов, которому присвоен номер «k», делают неактивным (этап S508). После этого, числу «k» придают положительное приращение (этап S509) и определяют, равно ли число «k» значению «4», т.е., завершен ли выпуск предметов тремя механизмами 4 для выпуска предметов (этап S510). Процесс возвращается к этапу S502, когда число «k» еще не равно значению «4», при этот процесс выходит из подпрограммы, когда число «k» определяют как «4».
[0111]
Когда на этапе S502 определяют, что флаг включения обнаружения при выпуске, который указывает, что предметы, выпускаемые механизмом 4 для выпуска предметов, которому присвоен номер «k», обнаруживаются датчиком Sb(k) для обнаружения выпускаемых предметов, неактивен, после этого определяют активен ли флаг включения привода, который указывает, что осуществляется привод направляющего элемента 8 механизма 4 для выпуска предметов, которому присвоен номер «k», (этап S511). Когда флаг включения привода определен как активный, после этого определяют, активирован ли датчик Sb(k) для обнаружения выпускаемых предметов, т.е., обнаружены ли какие-либо предметы (этап S512). Когда определено, что датчик Sb(k) для обнаружения выпускаемых предметов активирован, флаг включения обнаружения при выпуске, который указывает, что предметы, выпускаемые механизмом 4 для выпуска предметов, которому присвоен номер «k», обнаруживаются датчиком Sb(k) для обнаружения выпускаемых предметов, делают активным, и процесс переходит к этапу S509 (этап S513).
[0112]
Когда на этапе S512 определяют, что датчик Sb(k) для обнаружения выпускаемых предметов не активирован, увеличивают время обнаружения отказа при выпуске, затрачиваемое на обнаружение отказа при выпуске, происходящего в механизме 4 для выпуска предметов, которому присвоен номер «k», (этап S514). Потом определяют, достигло ли время обнаружения отказа при выпуске заранее определенный величины времени (этап S515). Когда определено, что время обнаружения отказа при выпуске достигло заранее определенной величины времени, обнаруженный отказ при выпуске, происходящий в механизме 4 для выпуска предметов, которому присвоен номер «k», например, отображают и транслируют на программируемом устройстве 29 отображения, и процесс переходит к этапу S509 (этап S516).
[0113]
Когда на этапе S511 определяют, что флаг включения привода, который указывает, что осуществляется привод направляющего элемента 8 механизма 4 для выпуска предметов, которому присвоен номер «k», неактивен, тогда определяют, активен ли флаг команды выпуска для механизма 4 для выпуска предметов, которому присвоен номер «k» (этап S517). Когда определено, что флаг команды выпуска активен, тогда определяют, активирован ли начальный датчик Sa (k) для обнаружения предметов, который обнаруживает предметы, проходящие через область обнаружения непосредственно перед механизмом 4 для выпуска предметов, которому присвоен номер «k», т.е., обнаружены ли какие-либо предметы (этап S518). Когда определено, что предметы обнаружены, осуществляют привод направляющего элемента 8 механизма 4 для выпуска предметов, которому присвоен номер «k», к тракту транспортировки и поперек него, чтобы достичь готовности к выпуску предметов (этап S519). Затем делают флаг включения привода, указывающий, что в данный момент осуществляется привод направляющего элемента 8 механизма 4 для выпуска предметов, которому присвоен номер «k», активным (этап S520), и делают флаг команды выпуска предметов для механизма 4 для выпуска предметов, которому присвоен номер «k», неактивным (этап S521). Затем время обнаружения отказа при обнаружении для механизма 4 для выпуска предметов, которому присвоен номер «k», устанавливают равным «0», и процесс переходит к этапу S509 (этап S522).
[0114]
Как описано до сих пор, когда предметы подаются на находящейся выше по ходу стороне начального транспортного механизма 3 в направлении транспортировки, тогда предметы направляются направляющими элементами 8 механизмов 4 для выпуска предметов в трех положениях на тракте транспортировки, выпадая из тракта транспортировки в соответственные качающиеся конвейеры 14 трех распределительных транспортных механизмов 5. Затем выпускаемые предметы распределяются качающимся конвейером 14 в лотки 15 трех вибропитателей 6. Таким образом, предметы в одном положении на находящейся выше по ходу - в направлении транспортировки - стороне начального транспортного механизма 3 распределяются в лотки 15 в общей сложности девяти вибропитателей 6, а потом транспортируются из лотков 15 вибропитателей 6, поступая, в конце концов, в девять пазов 25 для опускания, имеющихся в комбинированных весах 2.
[0115]
Таким образом, предметы «w», которые представляют собой довольно липкие куски мяса бройлеров, можно автоматически подавать к пазам 25 для опускания, имеющимся в комбинированных весах 2. Оператору больше не нужно переносить все до единой части предметов к пазам для опускания, имеющимся в полуавтоматических комбинированных весах. Это может привести к большому снижению трудозатрат, обычно требующихся от оператора.
[0116]
При условии, что соответствующая производительности полуавтоматических комбинированных весов частота взвешивания составляет, например, 20 раз в минуту, во время вакуумной упаковки 2 кг кусков мяса бройлеров с помощью упаковочной машины после взвешивания их на полуавтоматических комбинированных весах, оператору пришлось бы брать и переносить рукой куски мяса, которые весят приблизительно 20 кг × 20 × 60 = 2,4 тонны, к пазам для опускания, имеющимся в комбинированных весах. Кроме того, оператору пришлось бы стоять в течение всего времени работы. Такая ручная работа, если она длится долгие часы, была бы весьма изнурительным трудом.
[0117]
Однако в соответствии с этим вариантом осуществления устройство 1 для подачи предметов автоматически распределяет и подает предметы «w» к пазам 25 для опускания, имеющимся в комбинированных весах 1. Следовательно, оператору не нужно переносить куски мяса к пазам 25 для опускания, имеющимся в комбинированных весах 1, что приводит к большому снижению трудозатрат, обычно требующихся от оператора.
ЕЩЕ ОДИН ВАРИАНТ ОСУЩЕСТВЛЕНИЯ
[0118]
Данное изобретение также обеспечивает следующие технические аспекты, применение которых возможно по выбору.
[0119]
1) Изобретение обеспечивает опцию выбора начального транспортного механизма из различных устройств, например, в соответствии с размерами, весами и/или свойствами предметов «w». Примеры таких устройств могут включать в себя сетчатые конвейеры и пластинчатые конвейеры с большим количеством взаимосвязанных горизонтальных планок, выполненных из такого материала, как твердый полимер или металл.
[0120]
2) Устройство для подачи предметов может дополнительно иметь на боковой стороне тракта транспортировки толкатель (толкатели), выполненный (выполненные) с возможностью движения вперед и назад в направлении, перпендикулярном направлению транспортировки. Толкатель, движущийся вперед на тракт транспортировки, может сталкивать предметы с тракта транспортировки.
[0121]
3) Распределительный транспортный механизм не обязательно ограничивается конвейером, а может быть выбран из средств, которые обеспечивают транспортировку предметов посредством вибрации.
[0122]
4) Вместо вибропитателя, конечный транспортный механизм можно выбрать из ленточных конвейеров.
[0123]
5) Датчики для обнаружения предметов не обязательно ограничиваются фотоэлектрическими датчиками проходного типа, а могут быть выбраны из других датчиков, например, отражательных фотоэлектрических датчиков и ультразвуковых датчиков.
[0124]
6) В варианте осуществления, описанном ранее, механизмы для выпуска предметов осуществляли выпуск предметов из тракта транспортировки в трех положениях, а распределительные транспортные механизмы распределяли предметы в три места назначения. Количества положений и мест назначения для выпуска распределяемых предметов могут включать в себя - но не в ограничительном смысле - три.
[0125]
7) В варианте осуществления, описанном ранее, устройство для подачи предметов осуществляло транспортировку предметов к пазам для опускания предметов, имеющимся в комбинированных весах. Вместо этого, предметы можно подавать на множество конвейеров для подачи предметов полуавтоматических комбинированных весов, как описано в патентном документе 2, или можно подавать в устройства, не являющиеся комбинированными весами.
[0126]
8) В варианте осуществления, описанном ранее, транспортировку к имеющимся в комбинированных весах пазам для опускания предметов, распределяемых распределительными транспортными механизмами, осуществляли вибропитатели - конечные транспортные механизмы. Вместо этого, распределять предметы, а затем транспортировать их непосредственно к местам назначения предметов можно посредством распределительных транспортных механизмов, и в этом случае конечные транспортные механизмы необязательны.
[0127]
9) В варианте осуществления, описанном ранее, предметами, подлежащими транспортировке, являются куски мяса. Данное изобретение можно с удобством применить к предметам, которые включают в себя - но не в ограничительном смысле - мясо, корнеплодные культуры, такие, как картофель и луковые овощи, а также другие предметы.
ПЕРЕЧЕНЬ ПОЗИЦИЙ ЧЕРТЕЖЕЙ
[0128]
1 Устройство для подачи предметов
2 Комбинированные весы
3 Начальный транспортный механизм
4 Механизм для выпуска предметов
5 Распределительный транспортный механизм
6 Вибропитатель (конечный транспортный механизм)
8 Направляющий элемент
14 Качающийся конвейер
15 Лоток
27 ПЛК (контроллер)
w Предмет
Sa Начальный датчик для обнаружения предметов (первый датчик для обнаружения предметов)
Sb Конечный датчик для обнаружения предметов (второй датчик для обнаружения предметов).
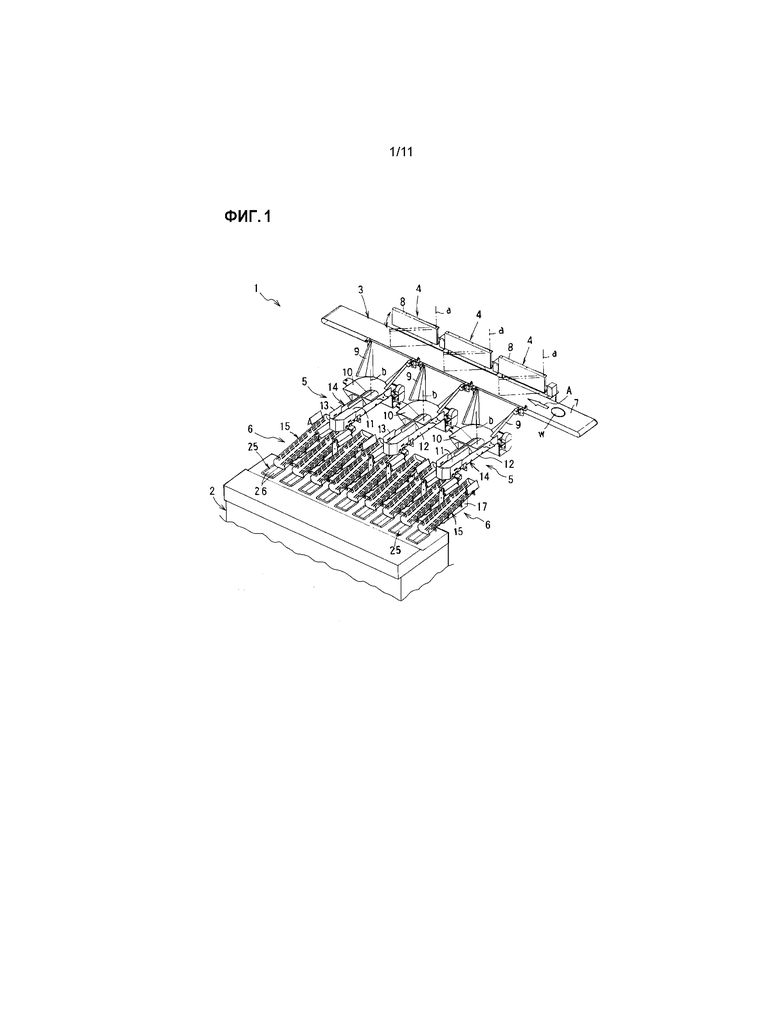
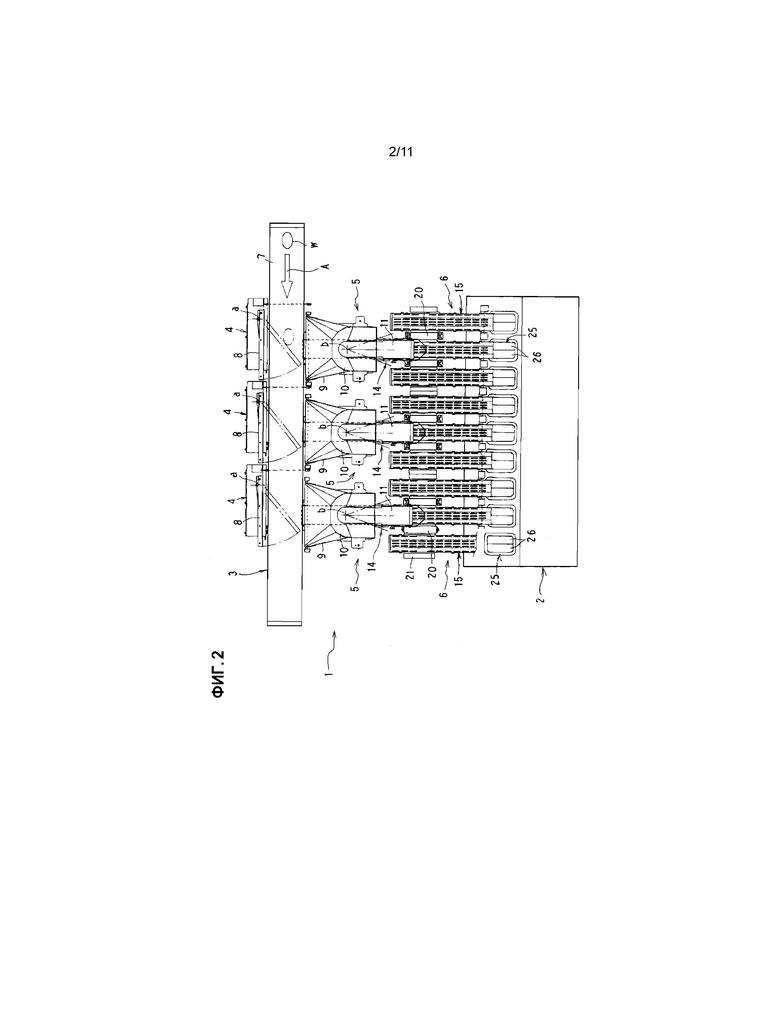
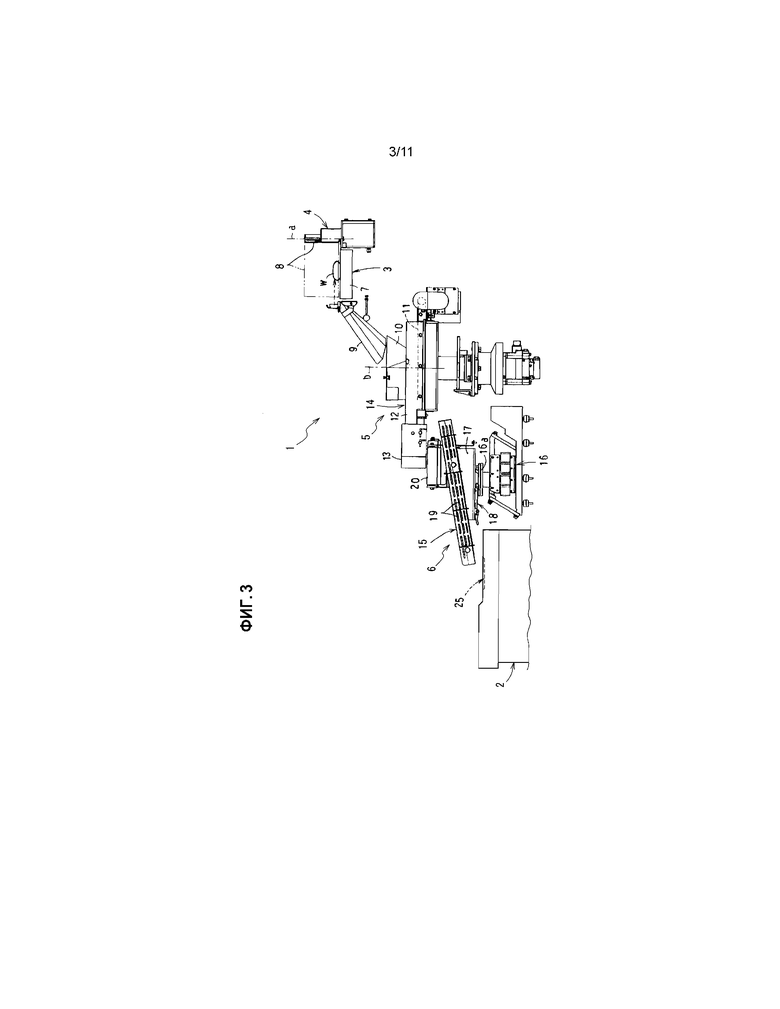
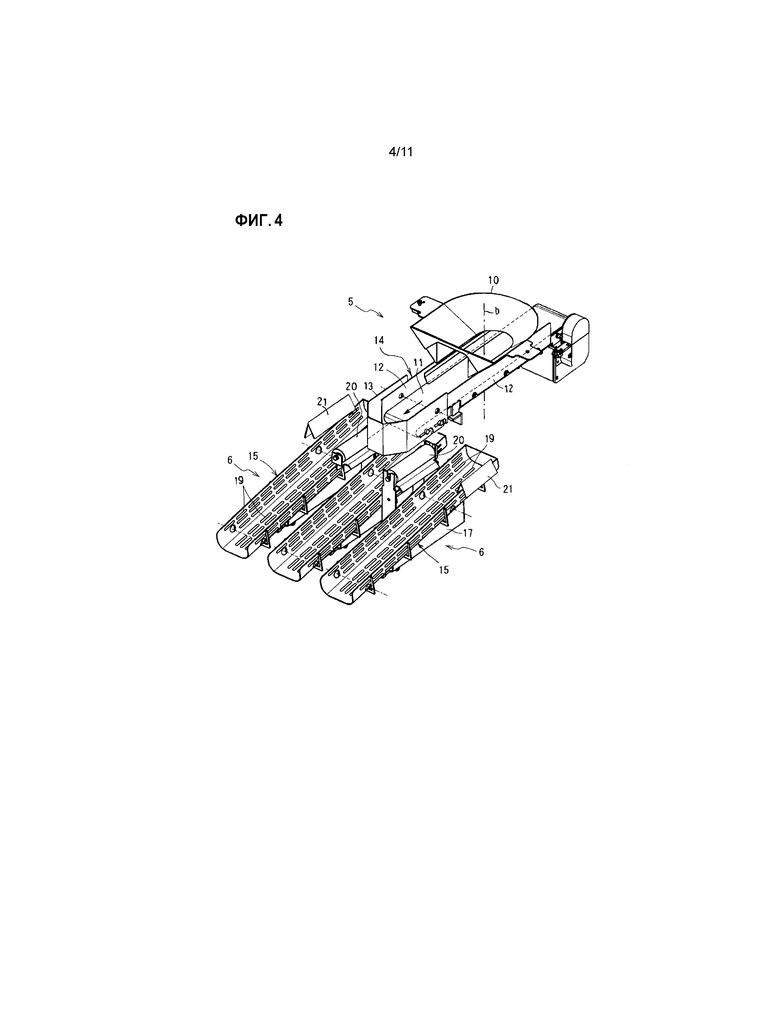
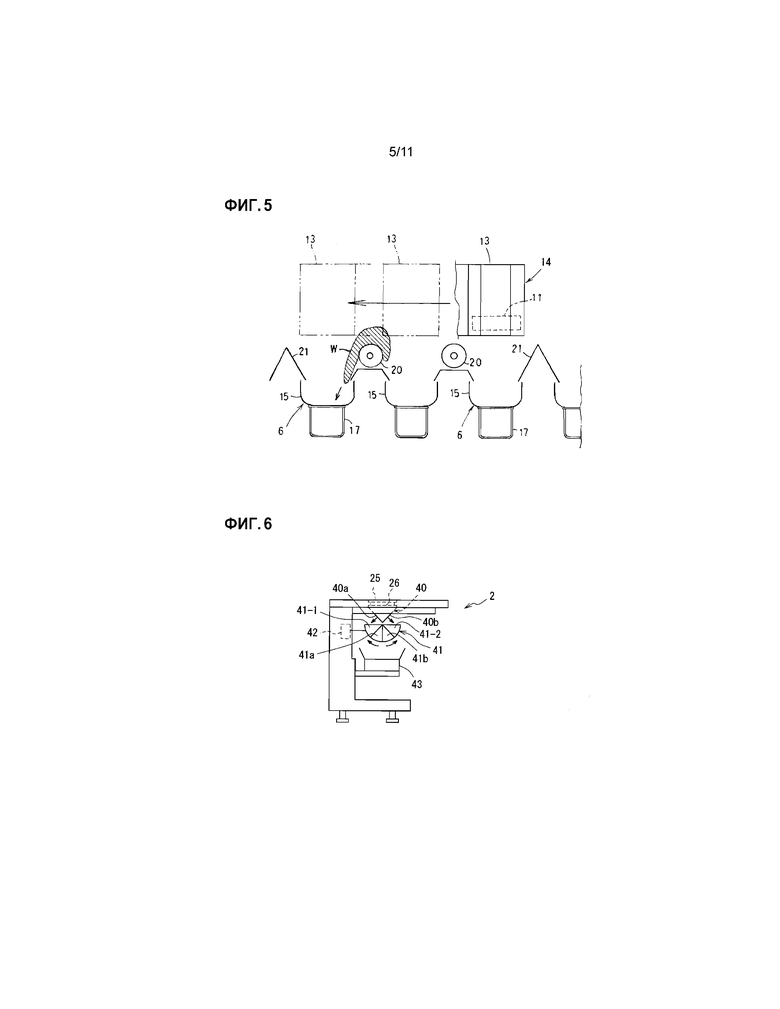
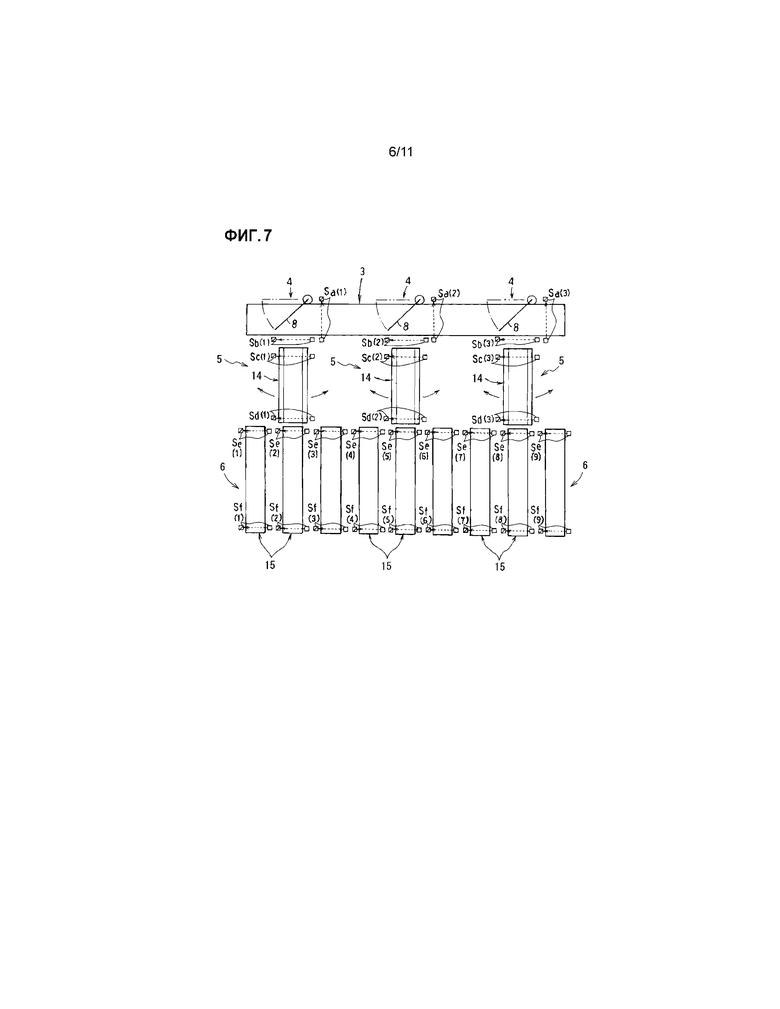
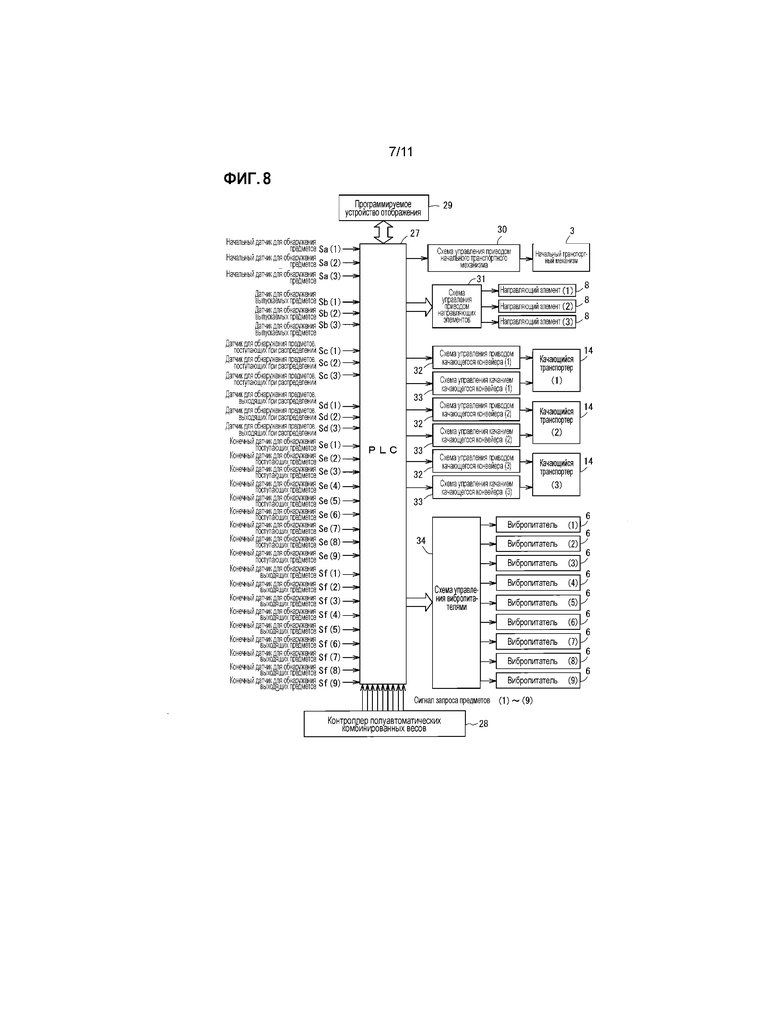
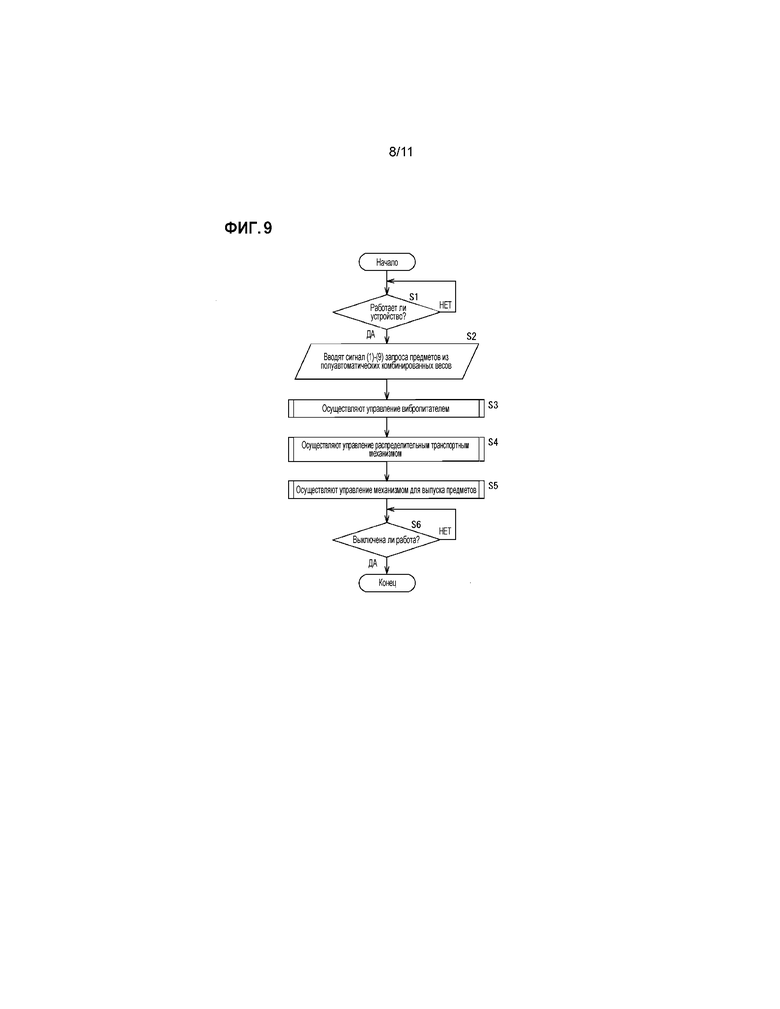
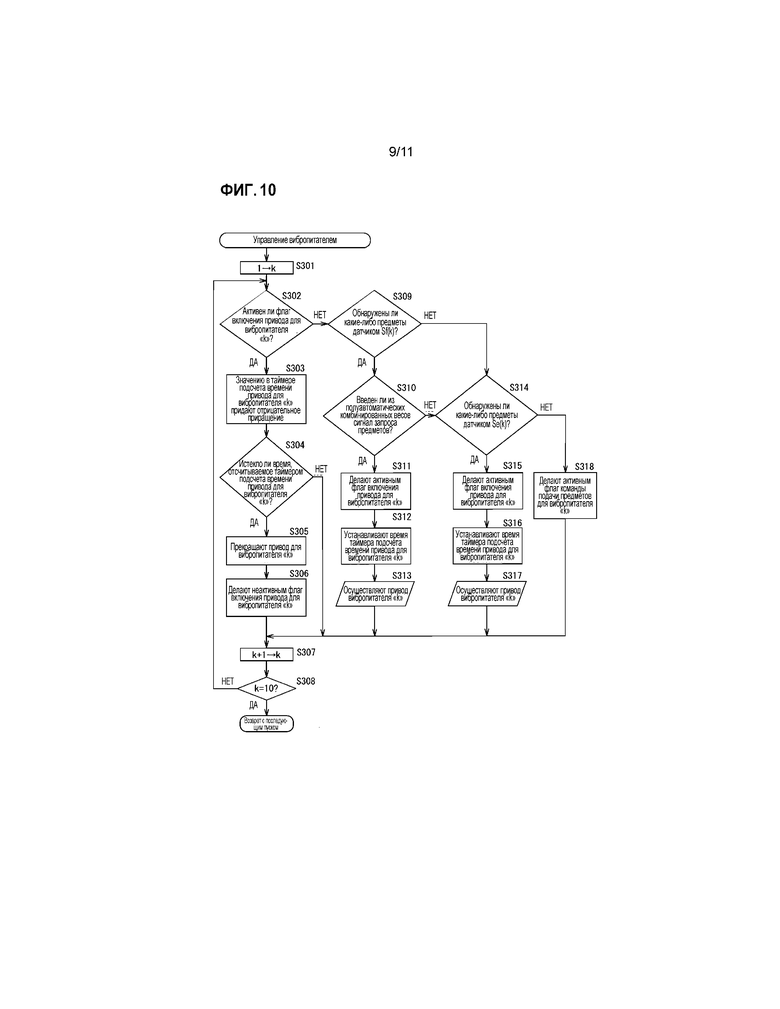
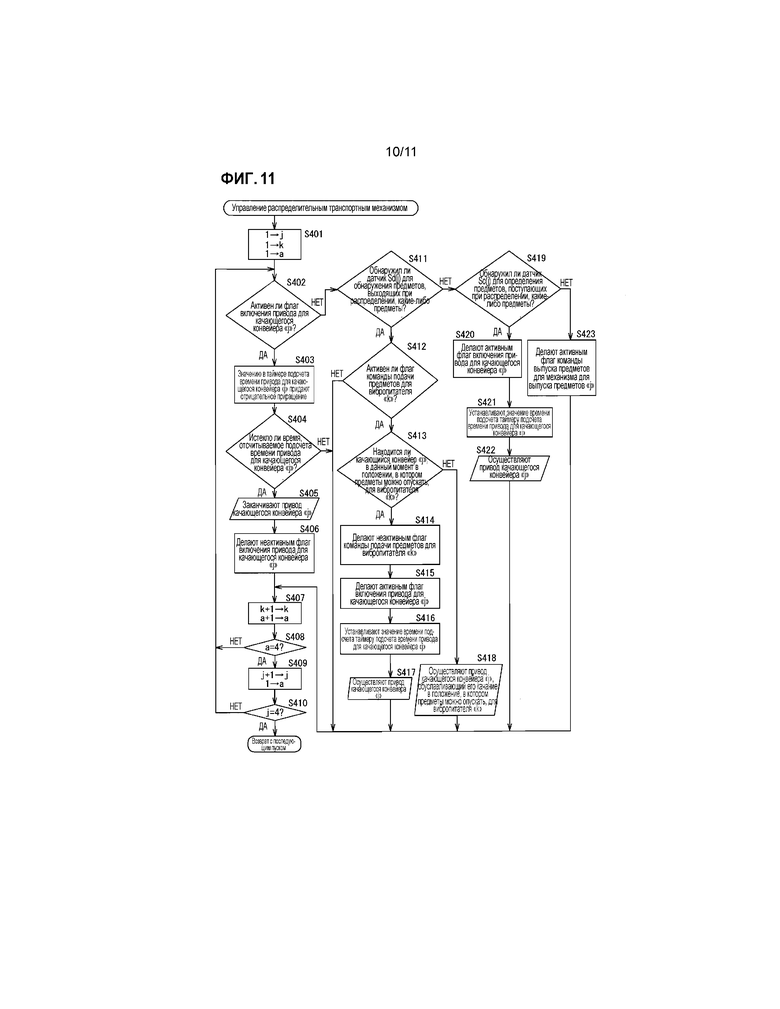
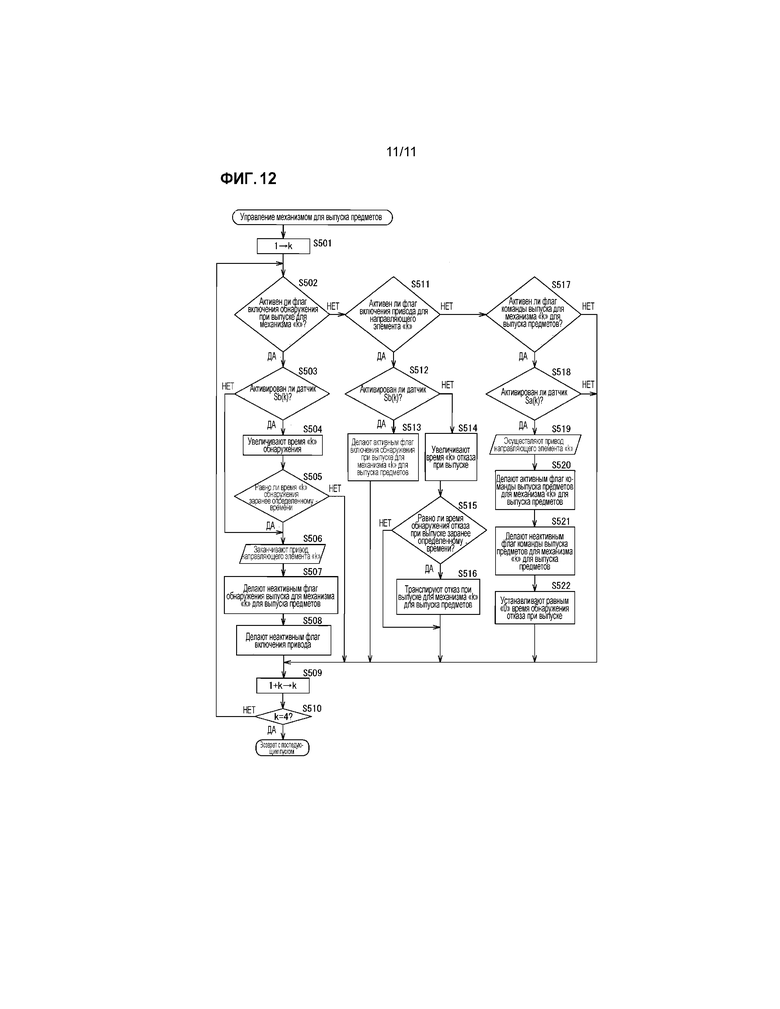
Устройство для подачи предметов, например кусков мяса, содержит начальный транспортный механизм, механизм для выпуска предметов, выполненный с возможностью переключения между состоянием разрешения прохождения, в котором прохождение транспортируемых предметов разрешено, и состоянием выпуска предметов, в котором происходит выпуск транспортируемых предметов из тракта транспортировки; и распределительный транспортный механизм, который распределяет предметы, выпускаемые из тракта транспортировки механизмом для выпуска предметов, во множество мест назначения для дальнейшей транспортировки предметов. Устройство также содержит первый датчик для обнаружения предметов, который обнаруживает предметы, проходящие через область обнаружения, соответствующую каждому из множества положений на тракте транспортировки; второй датчик для обнаружения предметов, который обнаруживает предметы, выпускаемые механизмом для выпуска предметов в распределительный транспортный механизм; и контроллер, который выбирает одно из состояний разрешения прохождения и выпуска предметов на основании результатов обнаружения, выдаваемых из первого датчика для обнаружения предметов и второго датчика для обнаружения предметов. Обеспечивается сокращение нагрузки на оператора и его труда. 2 н. и 5 з.п. ф-лы, 12 ил.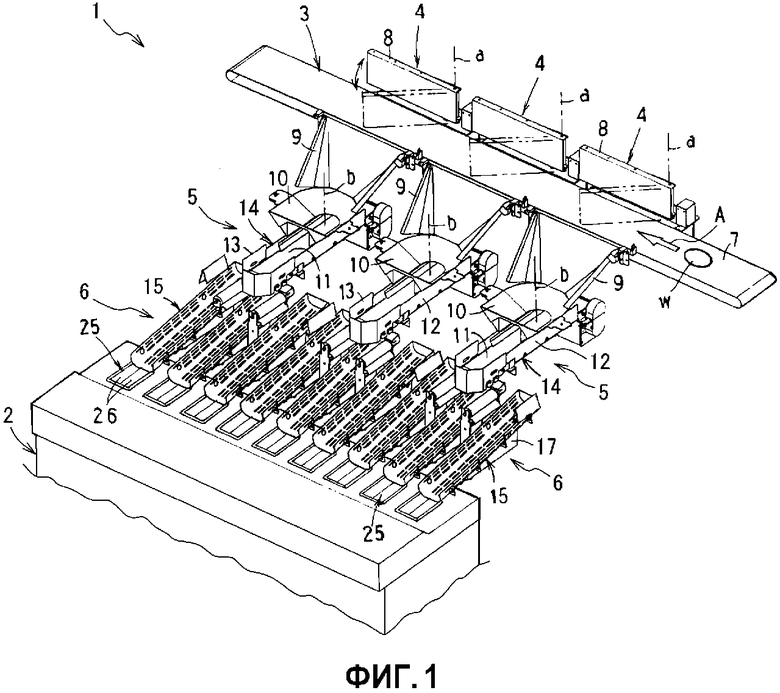
1. Устройство для подачи предметов, содержащее:
начальный транспортный механизм, который транспортирует подаваемые предметы;
механизм для выпуска предметов, выполненный с возможностью переключения в любое из двух состояний во множестве положений на тракте транспортировки предметов, транспортируемых начальным транспортным механизмом, причем упомянутые два состояния включают в себя состояние разрешения прохождения, в котором прохождение транспортируемых предметов разрешено, и состояние выпуска предметов, в котором происходит выпуск транспортируемых предметов из тракта транспортировки; и
распределительный транспортный механизм, который распределяет предметы, выпускаемые из тракта транспортировки механизмом для выпуска предметов, во множество мест назначения для дальнейшей транспортировки предметов;
первый датчик для обнаружения предметов, который обнаруживает предметы, проходящие через область обнаружения, соответствующую каждому из множества положений на тракте транспортировки;
второй датчик для обнаружения предметов, который обнаруживает предметы, выпускаемые механизмом для выпуска предметов в распределительный транспортный механизм; и
контроллер, который выбирает одно из состояний разрешения прохождения и выпуска предметов на основании результатов обнаружения, выдаваемых из первого датчика для обнаружения предметов и второго датчика для обнаружения предметов.
2. Устройство для подачи предметов по п. 1, дополнительно содержащее конечные транспортные механизмы, которые транспортируют предметы, транспортируемые во множество мест назначения посредством распределительного транспортного механизма.
3. Устройство для подачи предметов по п. 2, в котором конечные транспортные механизмы включают в себя вибропитатели, сообщающие вибрацию предметам и транспортирующие их в определенном направлении.
4. Устройство для подачи предметов по любому из пп. 1-3, в котором механизм для выпуска предметов включает в себя направляющий элемент, выполненный с возможностью обеспечивать отход от тракта транспортировки в течение состояния разрешения прохождения, тем самым разрешая прохождение предметов, причем направляющий элемент дополнительно выполнен с возможностью обеспечивать движение к тракту транспортировки и поперек него в течение состояния выпуска предметов, тем самым способствуя выпуску предметов из тракта транспортировки.
5. Устройство для подачи предметов по п. 4, в котором распределительный транспортный механизм включает в себя качающийся конвейер, который транспортирует предметы, выпускаемые из тракта транспортировки механизмом для выпуска предметов, причем качающийся конвейер выполнен с возможностью обеспечивать качание во множество положений, центры которых находятся на конце конвейера, куда поступают предметы, и из этих положений.
6. Устройство для подачи предметов по п. 1, в котором
контроллер управляет длительностью состояния выпуска предметов посредством механизма для выпуска предметов, делая это на основании результата обнаружения, выдаваемого из второго датчика для обнаружения предметов.
7. Взвешивающая система, содержащая:
устройство для подачи предметов по любому из пп. 1-6; и
комбинированные весы, имеющие множество взвешивающих узлов,
причем комбинированные весы проводят комбинаторные вычисления, в которых веса предметов во множестве взвешивающих узлов комбинируются различным образом для выбора комбинации из множества взвешивающих узлов, содержащих предметы, суммарный вес которых остается в пределах заранее определенного диапазона весов, так что предметы выпускаются из комбинации взвешивающих узлов, выбранных из упомянутого множества,
при этом в комбинированные весы подаются предметы, распределенные и транспортированные распределительным транспортным механизмом во множество мест назначения.
| JP 2014089146 A, 15.05.2014 | |||
| СПОСОБ ФОРМИРОВАНИЯ СИГНАЛОВ В ПЕРЕКРЕСТНЫХ РАЗОМКНУТЫХ ЭЛЕКТРИЧЕСКИХ ЦЕПЯХ | 1996 |
|
RU2125756C1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| KR 101686618 B1, 14.12.2016. | |||

