Настоящее изобретение относится к устройству запечатывания лотков. В этом контексте термин «лоток» означает любой контейнер, имеющий обращенное вверх отверстие, к которому приклеивают пленку путем термозапечатывания.
В пищевой промышленности является обычным упаковывать пищевые продукты в термозапечатанные контейнеры, и это должно быть сделано на высокой скорости с точки зрения требуемой высокой пропускной способности, в частности, для свежих фруктов. В одном традиционном устройстве наполненные пищевыми продуктами лотки подают вдоль конвейера, и затем доставляют, обычно группами, к устройству запечатывания лотков, имеющему инструмент для термосклеивания. Инструмент имеет верхнюю, нагретую плиту, которую приводят в зацепление с термосклеиваемой пленкой и краем лотка или каждого лотка с тем, чтобы путем термосклеивания прикрепить пленку к лотку (лоткам). Затем лоток (лотки) удаляют из устройства для запечатывания лотков.
Для того чтобы увеличить пропускную способность, известно выполнение устройства с двойными дорожками, примером которого является устройство QX-1100, изготовленное и продаваемое компанией Ishida Europe Limited, Бирмингем, Великобритания. В этом устройстве выполнено два конвейера, которые фактически образуют две дорожки для запечатывания лотков. При работе лотки с помощью конвейеров синхронно подают вдоль каждой дорожки к устройству запечатывания лотков. Наборы лотков затем перемещают параллельно с помощью соответствующих захватных рук к устройству запечатывания лотков. Затем пленку приклеивают одновременно к двум наборам лотков и лотки затем удаляют из устройства запечатывания лотков. Как можно будет понять, это фактически увеличивает вдвое пропускную способность устройства с одной дорожкой.
Проблема возникла, в частности, в области упаковки свежих фруктов с точки зрения необходимости иметь возможность очень быстро реагировать на заказы целого множества упакованных продуктов различных типов. Таким образом, в упаковочную фирму может поступить заказ упаковать некоторое количество (то есть некоторое число лотков) одного свежего продукта и некоторое количество другого свежего продукта, эти количества являются относительно маленькими настолько, что необходимость в высокой пропускной способности не имеет большого значения. В настоящее время решением является использование устройства для герметизации лотков с двойной дорожкой, за счет чего подача лотков к соответствующим дорожкам сбалансирована.
Более конкретно, две дорожки могут быть налажены для лотков разного размера, но скорости соответствующих конвейеров, подающих лотки к подъемному устройству инструмента для запечатывания, сбалансированы в том смысле, что при нормальной работе обе стороны подъемного инструмента становятся заполненными одновременно. Таким образом, устройство для запечатывания лотков может работать одновременно с обеими дорожками.
Для машины с независимой двойной дорожкой с общим закрывающим инструментом закрывающий инструмент будет запущен подачей лотков к каждой дорожке. В частности, если устройство для запечатывания с двойной дорожкой содержит первую и вторую дорожки А и В, при этом дорожка А заполнена, и следующий лоток на дорожке А приближается, то необходимо закончить цикл машины, чтобы иметь возможность принять следующий лоток. Это может оставить дорожку В с пропущенным лотком, поэтому последний штамп должен будет отключен.
В уровне техники известно ручное переключение режущего инструмента конкретного штампа посредством механического переключения, когда обнаружена ошибка с ножом (например, он стал тупым) или вышел из строя нагреватель, при этом в это время выталкивание лотков в это положение должно избегаться. Это ручное переключение не может быть изменено, когда машина находится в производственном процессе. Лоток никогда не может быть загружен в штамп, который выключен, таким образом в машине впоследствии всегда один лоток остается неполным, приводя к сокращенному производству.
По первому аспекту настоящего изобретения предложен способ работы устройства с двойной дорожкой для запечатывания лотков, содержащего два конвейера, выровненных с соответствующими дорожками для транспортировки лотков к инструменту для термозапечатывания; два транспортных механизма, каждый для переноса вместе известного множества лотков и при известном отделении от соответствующих конвейеров к инструменту для термозапечатывания; где инструмент для термозапечатывания содержит множество отдельно работающих нагревателей, каждый из которых при работе выровнен с соответствующим лотком в инструменте, причем способ содержит определение, отсутствует ли лоток из группы лотков, перемещаемых транспортным механизмом, и неактивирование в действие нагревателя, выровненного с положением отсутствующего лотка в инструменте.
В одном варианте осуществления настоящего изобретения неактивирование нагревателя, выровненного с положением определенного отсутствующего лотка в инструменте, содержит неперемещение нагревателя во время запечатывания лотка.
В другом варианте осуществления настоящего изобретения устройство с двойной дорожкой для запечатывания лотков содержит устройство для подачи пленки, предназначенное для подачи соответствующих термосклеиваемых пленок к герметизирующему инструменту, выровненному с каждой дорожкой подачи лотка; два нижних опорных элемента, каждый из которых выровнен с соответствующим одним из конвейеров, и на котором могут быть перемещены лотки, и общую верхнюю плиту или две верхних плиты, имеющие нагреватели, при работе выровненные с каждым лотком на нижних опорных элементах; средство для избирательного перемещения нижних опорных элементов по направлению к соответствующей верхней плите с тем, чтобы привести лоток или лотки на этом нижнем опорном элементе в соприкосновение с соответствующей пленкой; в котором неактивирование нагревателя, выровненного с положением определенного пропущенного лотка в инструменте, содержит неперемещение этого нагревателя по направлению к пленке, когда соответствующий нижний опорный элемент перемещается по направлению к верхней плите.
В другом варианте осуществления настоящего изобретения неактивирование нагревателя, выровненного с положением определенного пропущенного лотка в инструменте, содержит неподвод тепла к нагревателю, предпочтительно, путем неподачи энергии к нагревателю.
Предпочтительно, упомянутое средство контроля содержит датчик лотков, выполненный с возможностью определения, что лоток отсутствует на конвейере. Датчик в одном варианте осуществления настоящего изобретения содержит цепь фотодетектора, выполненную с возможностью обнаружения блокировки луча света лотком, транспортируемым упомянутым конвейером. В другом варианте осуществления настоящего изобретения упомянутый датчик содержит датчик веса, выполненный с возможностью обнаруживать лоток, когда пересечен пороговый вес, соответствующий весу известного лотка. В одном варианте осуществления настоящего изобретения упомянутый датчик выполнен таким образом, что он может быть приспособлен обнаруживать лотки разных размеров и/или массы.
В дополнительном варианте осуществления настоящего изобретения упомянутое средство контроля выполнено с возможностью определения, что множество лотков отсутствуют и не активировать нагреватели, выровненные с положениями определенного множества отсутствующих в инструменте лотков.
В дополнительном аспекте настоящего изобретения предусмотрено устройство с двойной дорожкой для запечатывания лотков, содержащее два конвейера, выровненных с соответствующими дорожками для транспортировки лотков к инструменту для термозапечатывания; два транспортных механизма, каждый - для переноса вместе известного множества лотков и при известном отделении от соответствующих конвейеров к инструменту для термозапечатывания; где инструмент для термозапечатывания содержит множество отдельно работающих нагревателей, каждый при работе выровнен с соответствующим лотком в инструменте, и средство контроля, выполненное с возможностью определения, что отсутствует лоток из группы лотков, переносимых транспортным механизмом и не активировать нагреватель, выровненный с положением определенного отсутствующего лотка в инструменте.
В одном варианте осуществления настоящего изобретения этап неактивирования нагревателя, выровненного с положением определенного отсутствующего лотка в инструменте, содержит неперемещение нагревателя во время запечатывания лотка.
В другом варианте осуществления настоящего изобретения устройство с двойной дорожкой для запечатывания лотков дополнительно содержит: устройство подачи пленки, предназначенное для подачи соответствующих термосклеиваемых пленок к инструменту для термозапечатывания, выровненному с каждой дорожкой подачи лотков; два нижних опорных элемента, каждый выровненный с соответствующим одним из конвейеров и на котором могут быть перенесены один или более лотков, и две верхних плиты, имеющие нагреватели, выровненные при работе, соответственно, с каждым лотком на нижних опорных элементах; средство для избирательного перемещения нижних опорных элементов по направлению к верхней плите с тем, чтобы привести лоток или лотки на этом нижнем опорном элементе в соприкосновение с соответствующей пленкой; причем неактивирование нагревателя, выровненного с положением определенного отсутствующего лотка в инструменте, содержит не перемещение нагревателя по направлению к пленке, когда соответствующий нижний опорный элемент перемещается по направлению к верхней плите.
В другом варианте осуществления настоящего изобретения этап неактивирования нагревателя, выровненного с положением определенного отсутствующего лотка в инструменте, содержит неподачу тепла к нагревателю, предпочтительно неподачу энергии к нагревателю.
Предпочтительно определение осуществляют с использованием одного или более датчиков, выполненных с возможностью обнаружения отсутствия лотка по меньшей мере из одной из конвейерных дорожек. В одном варианте осуществления настоящего изобретения упомянутое определение осуществляют с помощью датчика, содержащего цепь фотодетектора, выполненную с возможностью определения блокировки светового луча лотком, транспортируемым упомянутым конвейером. В другом варианте осуществления настоящего изобретения упомянутое определение осуществляют с помощью датчика, содержащего датчик веса, выполненный с возможностью обнаружения лотка, когда пересечен пороговый вес, соответствующий весу известного лотка.
В дополнительном варианте осуществления настоящего изобретения упомянутое определение осуществляют с помощью датчика, который выполнен таким образом, что он может быть приспособлен для определения лотков разных размеров и/или массы.
В другом варианте осуществления настоящего изобретения упомянутое определение содержит определение множества отсутствующих лотков, причем упомянутое неактивирование содержит неактивирование нагревателей, выровненных с положениями определенного множества отсутствующих лотков в инструменте.
Как должно быть понятно, аспекты настоящего изобретения обеспечивают несколько преимуществ по сравнению с предшествующим уровнем техники. Например, согласно аспектам настоящего изобретения существует возможность автоматически определять, когда отсутствует лоток из последнего положения в устройстве герметизации лотков и дезактивировать соответствующий штамп на верхнем инструменте устройства запечатывания, например, путем неактивирования штампа по направлению к соответствующему положению лотка отсутствующего лотка. Таким образом, машина может продолжать работать, несмотря на отсутствующий лоток, не прерывая производственный процесс или задерживая одну дорожку по отношению к другой.
Теперь будут описаны варианты осуществления настоящего изобретения и сравнены с предшествующим уровнем техники со ссылкой на сопровождающие чертежи, на которых:
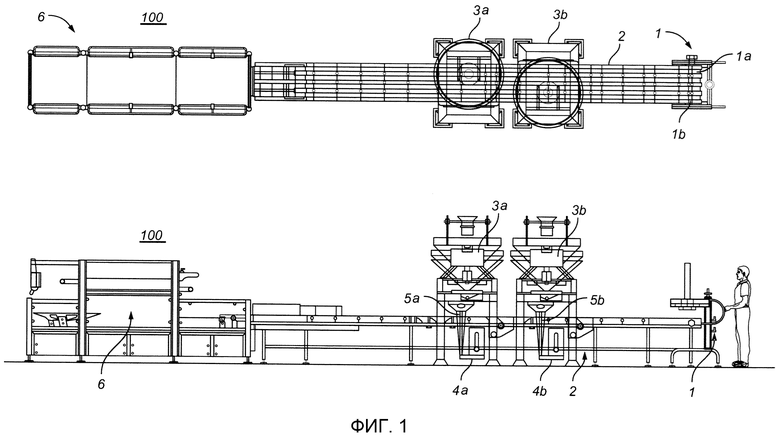
Фиг.1 представляет собой схематичный чертеж системы упаковки продуктов, содержащей устройство запечатывания лотков согласно одному варианту осуществления настоящего изобретения;
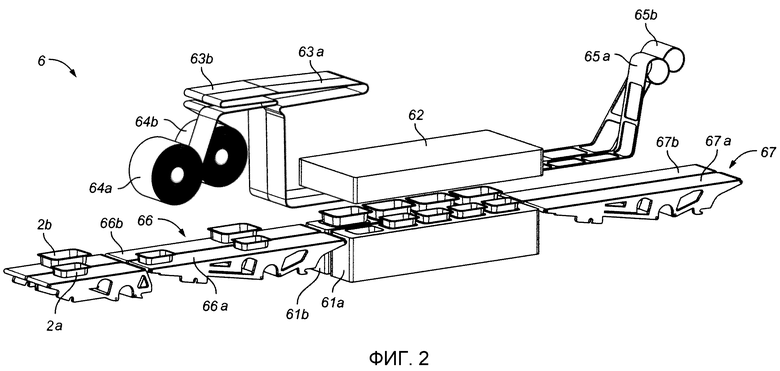
Фиг.2 представляет собой вид в перспективе устройства запечатывания лотков с двойной дорожкой в одном варианте осуществления настоящего изобретения, в котором на каждой дорожке используются лотки разных размеров;
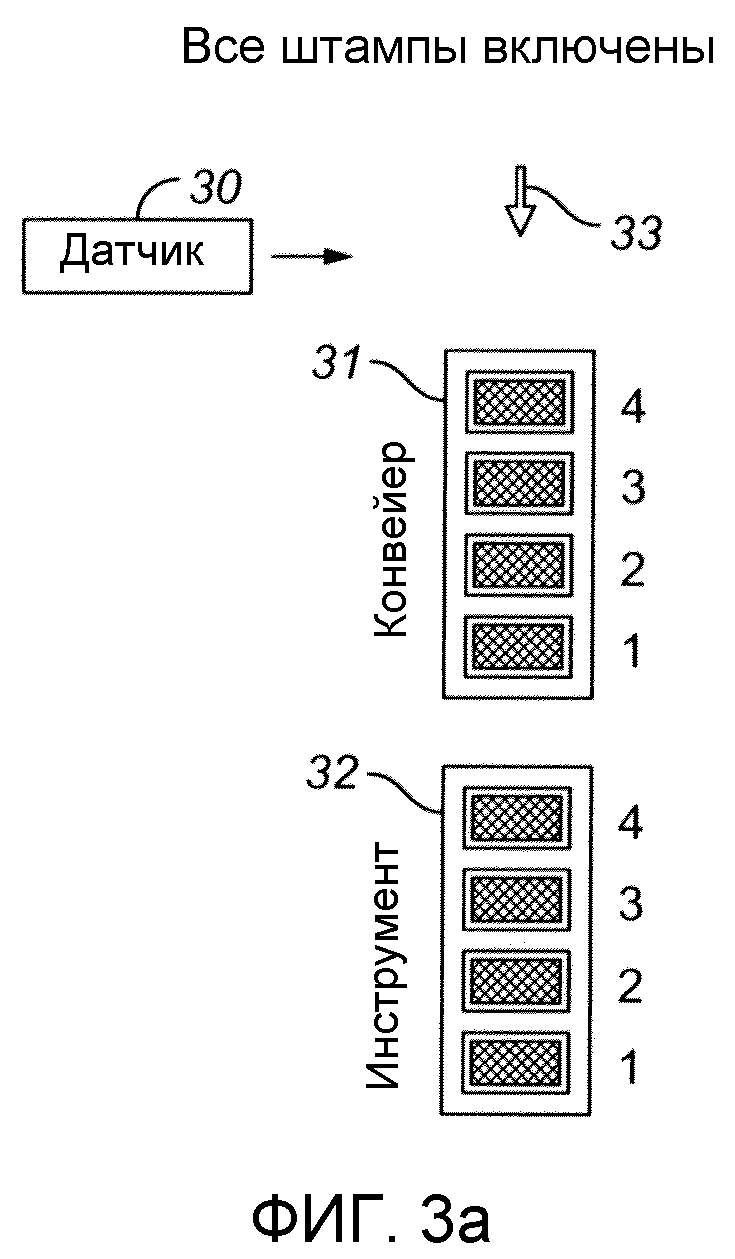
Фиг.3а представляет собой блок-диаграмму, на которой показано сверху представление содержимого конвейера и инструмента для запечатывания, когда все четыре лотка присутствуют;
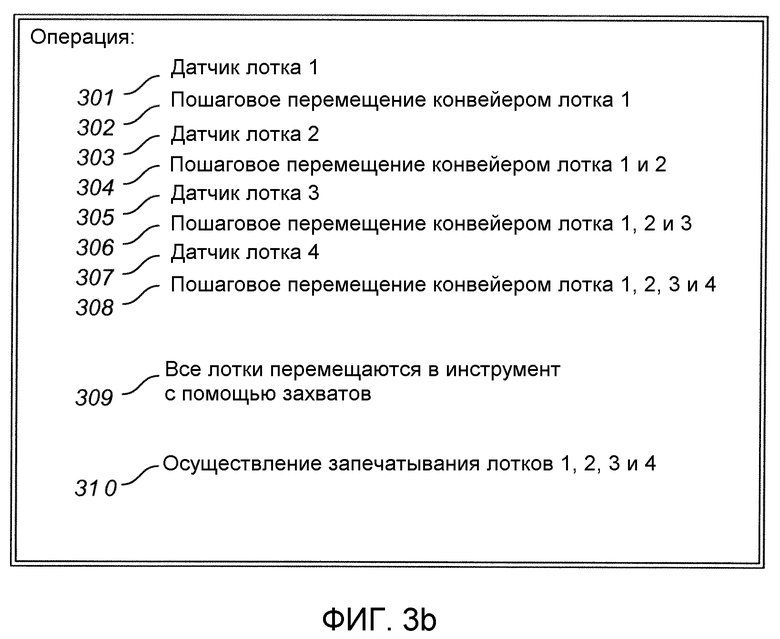
Фиг.3b представляет собой схему производственного процесса, на которой показаны шаги, выполненные во время работы сценария, показанного на Фиг.3а, для определения, все ли лотки присутствуют;
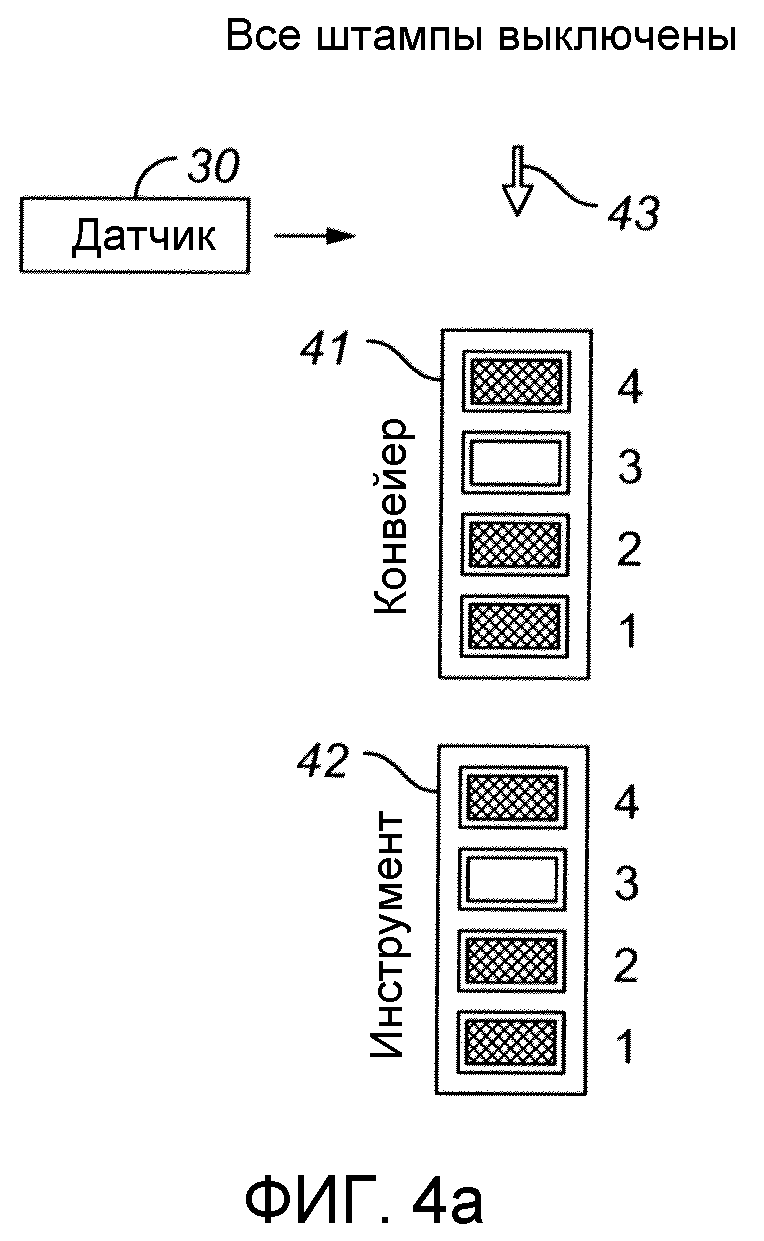
На Фиг.4а показана блок-диаграмма, на которой показано содержимое конвейера и инструмента для запечатывания, когда отсутствует лоток из третьего положения лотка;
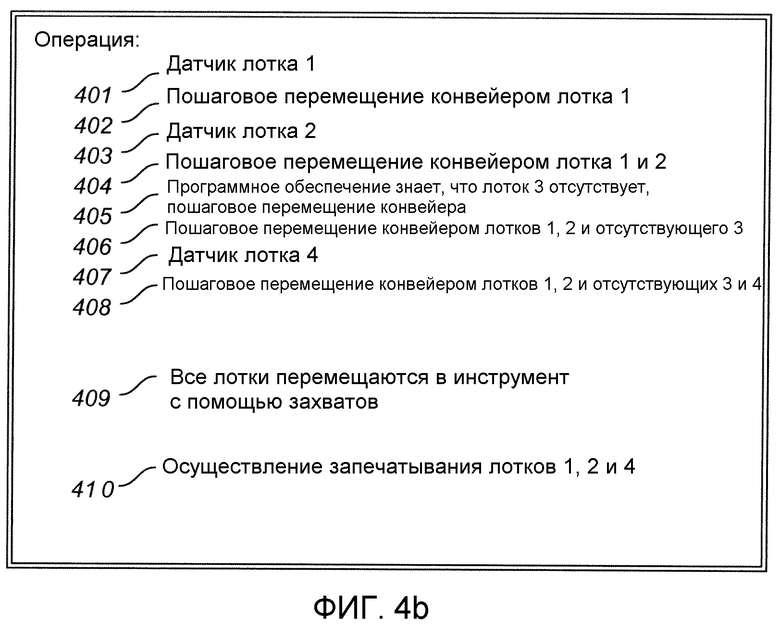
Фиг.4b представляет собой схему производственного процесса, на которой показаны соответствующие шаги, предпринятые для определения, что лоток отсутствует по сценарию, показанному на Фиг.4а, и неактивирования оттиска для третьего положения лотка.
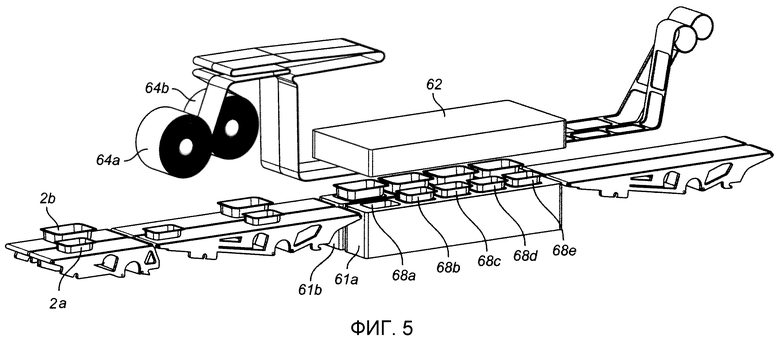
Фиг.5 представляет собой вид в перспективе устройства для запечатывания лотков с двойной дорожкой, показанного на фиг.2, где подача между двумя дорожками становится несбалансированной, приводя к отсутствующему лотку во второй дорожке.
Прежде всего, на Фиг.1 показана система 100 упаковки продуктов, содержащая двойное устройство 1 для выборки лотков из штабеля, конвейер 2 с двойной дорожкой. Два компьютерных комбинированных взвешивающих устройства (CCWs) 3а и 3b и устройство 6 запечатывания лотков расположены вдоль пути транспортировки. CCWs 3а и 3b выполнены с возможностью взвешивания и распределения продукта, а устройство запечатывания лотков выполнено с возможностью запечатывания лотков, транспортируемых вдоль пути транспортировки, на который лотки транспортируются от конвейера 2 двойной дорожки и запечатываются.
Система упаковки продуктов имеет две дорожки, вдоль которых могут быть перемещены, наполнены и запечатаны лотки. Лотки обычно подаются в гнездах и устанавливаются внутри соответствующих кассет для лотков двойного устройства 1 для выборки лотков. В этом варианте осуществления настоящего изобретения устройство для выборки лотков является спиральным устройством для выборки лотков для того, чтобы минимизировать контакт с поверхностью лотков, но должно быть понятно, что другие традиционные, известные в технике устройства для выборки могут быть использованы в альтернативном варианте. Лотки извлекают из первой и второй кассет 1а и 1b для лотков устройства для выборки лотков и подают на конвейеры 3а и 3b через равные интервалы. Извлеченные лотки расположены на равном расстоянии друг от друга вдоль конвейеров 3а и 3b. Двойное устройство 1 для выборки лотков удерживает лотки в соответствующей первой и второй кассетах упомянутых лотков, содержащих упомянутые кассеты с лотками одинакового или разного размеров, соответственно.
Выложенные устройством 1 для выборки лотки транспортируют по направлению к соответствующим CCWs 3а и 3b с помощью конвейера 2 двойной дорожки. Дорожки конвейера 2 проходят под соответствующими компьютерными комбинированными взвешивающими устройствами (CCWs) 3а и 3b. Каждый CCW 3а, 3b выполнен с возможностью взвешивания заданного количества продукта. Заданное количество продукта выбирают с возможностью соответствия размерам лотка в соответствующей дорожке, над которой расположен соответствующий CCW. Под CCWs 3а и 3b расположены соответствующие качающиеся распределительные системы 4а и 4b. Каждая распределительная система располагается под соответствующим CCW и размещена так, что продукт, доставляемый из CCW, попадает в доставочную головку 5а, 5b распределительной системы. Распределительная система выполнена с возможностью колебать положение головки 5а, 5b над проходящим лотком возвратно-поступательным образом, так что продукт равномерно распределяется по лотку. Таким образом, каждый проходящий лоток на двойных дорожках равномерно заполняется некоторым количеством продукта, соответствующим размеру лотка, который используется в соответствующей дорожке.
После прохождения под CCWs 3а и 3b наполненные лотки транспортируют по направлению к устройству 6 запечатывания лотков. Устройство 6 запечатывания лотков показано более подробно на фиг.2.
Как показано, устройство 6 запечатывания лотков содержит первое и второе подъемные устройства 61а и 61b (нижние опорные элементы, соответствующие первой и второй дорожкам конвейера 2 с двойной дорожкой, соответственно) и единственный инструмент для запечатывания, содержащий общую плиту, расположенную над подъемными устройствами 61а и 61b. Подъемные устройства 61а и 61b имеют независимые механизмы (средства для избирательного перемещения нижних опорных элементов по направлению к соответствующей верхней плите 62), позволяющие каждому подъемному устройству быть поднятым и опущенным независимо от другого, которые работают с возможностью управления через компьютер с помощью программного обеспечения или аппаратный контроллер. Общая верхняя плита содержит первый и второй комплект штампов, расположенных таким образом, чтобы быть выровненными с лотками, переносимыми первым и вторым подъемными устройствами. Комплекты штампов содержат ножи, механически обработанные с возможностью соответствия размерам лотка заданного размера, переносимого соответствующей дорожкой. Первая и вторая системы подачи пленки независимо принимают полосы пленки из соответствующих рулонов пленки и подают принятую пленку под инструмент для запечатывания, так что пленка из подающих систем выровнена с соответствующими первым и вторым подъемными устройствами. В этом варианте осуществления настоящего изобретения подающие системы содержат набор механических валков, размещенных с возможностью перематывания полос пленки из рулонов пленки к требуемому положению под устройством для запечатывания к рулону использованной пленки.
Теперь будет описана работа устройства 6 запечатывания лотков со ссылкой на Фиг.2. Наполненные лотки транспортируют вдоль первой и второй дорожек конвейера на соответствующих дорожках 66а и 66b подающего с интервалами конвейера 66. Подающий с интервалами конвейер имеет старты и остановки, чтобы располагать лотки на заданном интервале вдоль конвейера, при этом конвейер имеет размеры, чтобы размер лотка был равным соответствующему ему подъемному устройству 61а или 61b лотков, соответственно. После того, как прошло некоторое количество времени, каждую дорожку 66а и 66b подающего с интервалами конвейера 66 заполняют лотками, транспортируемыми от главного конвейера 2. Как только промежуточный конвейер заполнен, первая и вторая захватные руки (транспортные механизмы, не показаны) параллельно поднимают лотки с дорожек 66а и 66b заполненного промежуточного конвейера на первое и второе подъемные устройства 61а и 61b, соответственно. Одновременно захватные руки также параллельно транспортируют любые лотки, находящиеся на первом и втором подъемных устройствах 61а и 61b, на соответствующие дорожки 67а и 67b выпускного конвейера 67.
Как только лотки были помещены на соответствующие подъемные устройства, начинается процесс запечатывания лотков. Лотки, таким образом, выталкивают в соприкосновение с полосами пленки из рулонов 64а и 64b пленки, при этом соответствующий штамп на нижней поверхности инструмента 62 для запечатывания приводят в действие так, что он прижат к сборной детали из лотка и пленки. Штамп нагревает пленку вокруг края лотка, приклеивая, таким образом, пленку к краю лотка, в то время как ножи отрезают пленку по периметру, высвобождая пленку из полосы. Подъемные устройства, теперь содержащие запечатанные лотки, затем опускают назад к их исходному положению. Пока осуществляется процесс запечатывания лотков, дорожки 66а и 66b подающего с интервалами конвейера 66 заново заполняют новыми лотками. Таким образом, осуществляется цикл, причем запечатанные лотки перемещают с помощью захватных рук к выпускному конвейеру 67, в то время как новые не запечатанные лотки одновременно транспортируются захватными руками от промежуточного конвейера 66 к подъемным устройствам 61а и 61b для лотков.
В проиллюстрированном варианте осуществления настоящего изобретения, первая дорожка 2а имеет лотки меньшего размера, чем лотки второй дорожки 2b, так что, когда имеющие одинаковый размер подъемные устройства 61а и 61b заполняют лотками, первое подъемное устройство 61а будет содержать 5 расположенных в боковом направлении на расстоянии лотков, в то время как второе подъемное устройство 61b будет содержать 4 лотка. Для того чтобы сбалансировать подачу лотков к подъемным устройствам 61а и 61b, первая дорожка 2а может работать, например, при скорости 50 лотков/минуту, в то время как вторая дорожка 2b работает со скоростью 40 лотков/минуту. Соответственно, подъемное устройство для лотков выполнено с возможностью осуществления 10 циклов запечатывания в минуту с тем, чтобы запечатывать лотки непрерывно и без перерывов.
Подъемные устройства 61а и 61b связаны или контролируются синхронно таким образом, что они поднимаются синхронно во время цикла запечатывания. Допускается, что подача лотков в любую дорожку потенциально могла бы быть предметом ошибки или прерывания, так что подача становится несбалансированной. В таком сценарии необходимо оставлять машину работающей таким образом, чтобы цикл запечатывания лотков не прерывался, в противном случае будет задержка, приводящая к неэффективности, если одна дорожка замедляется, чтобы компенсировать другую или создание проблематичной пробки из лотков, например, на втором подающем с интервалами конвейере 66b.
В традиционных системах известно наличие ручного переключателя, доступного для дезактивации конкретного штампа.
Штампы, соответствующие каждому из положений лотков, управляются независимо с помощью ручных переключателей таким образом, что любой отдельный штамп может быть выключен, так что пленку не нагревают и не режут в этом положении, когда подъемное устройство поднимается. В показанном примере четыре лотка с положениями 68b, 68с, 68d, 68e будут иметь соответствующие им штампы, активированные, тогда как штамп, соответствующий положению 68а, может быть выключен вручную по прекращении работы.
Однако это требует, чтобы работа остановилась, проблематичный штамп был дезактивирован и работа вновь возобновлена. Это ведет к задержкам и неэффективности производственного цикла, в котором важно обеспечивать пропускную способность, не останавливая машину. Кроме того, не существует механизма для распознавания и обращения с отдельным событием отсутствующего лотка.
Для того чтобы решить эту проблему, в конкретном варианте осуществления настоящего изобретения выполнен датчик, расположенный рядом к любому или к обоим конвейерам, как показано на Фиг.3а. Датчик 30 содержит, например, световой датчик, который обнаруживает отсутствие проходящего лотка путем обнаружения прерывания светового луча, направленного через траекторию конвейера. Как должно быть понятно, могут быть использованы другие типы датчиков или средство, пригодное для обнаружения наличия или отсутствия лотка. Датчик 30 предпочтительно выполнен с возможностью обеспечивать эффективное обнаружение для конкретного размера или типа лотка, для которого налажено устройство для запечатывания лотков.
Сценарий, показанный на Фиг.3а, относится к дорожке 2b конвейера по фиг.2, в соответствии с чем инструмент для запечатывания налажен в этой дорожке с возможностью приема 4 лотков. Соседняя дорожка 2а может иметь подобные средства обнаружения и контроля, или могут быть использованы общий датчик и средство контроля. На Фиг.3а показан вид сверху вниз, на котором показан конвейерный участок 31 конвейера 2b с его полным приемом четырех лотков, и инструмент 32 для запечатывания, после того как лотки были перемещены, также с полным приемом четырех лотков. Направление шагового перемещения лотков вдоль конвейера указано стрелкой 33.
На схеме производственного процесса согласно Фиг.3b показаны этапы, осуществленные во время работы, чтобы определить отсутствуют ли какие-нибудь лотки.
На этапе 301 датчик 30 осуществляет операцию обнаружения, чтобы определить, присутствует ли лоток, который предназначен для положения 1 (соответствующего самому дальнему положению лотка от конвейера 31) в инструменте для запечатывания. Результат доступен средству контроля (не показано), которое, как описано ниже, контролирует приведение в действие штампа инструмента 32 для запечатывания.
На этапе 302 конвейер шагово перемещает вперед лоток 1, при этом лоток 2 приходит в положение, ранее занимаемое лотком 1.
На этапе 303 датчик 30 делает попытку обнаружить лоток 2. В соответствующем сценарии, показанном на Фиг.3а, лоток 2 присутствует и соответственно лоток успешно обнаруживается, и снова результат передается на средство контроля. Лотки 1 и 2 затем шагово перемещаются вперед конвейером - этап 304, при этом лоток 3 приводится в положение, ранее занимаемое лотком 2.
Процесс обнаружения осуществляется для лотка 3 на этапе 305, и поскольку лоток 3 присутствует, лотки 1, 2 и 3 затем пошагово перемещаются на этапе 306, как и раньше, таким образом, что лоток 4 приводится в положение, ранее занимаемое лотком 3.
На этапе 307 продолжается обнаружение четвертого лотка с помощью датчика 30 по существу идентичным образом, что и раньше для предшествующих лотков, при этом на этапе 308 все лотки шагово перемещаются вперед таким образом, что все они располагаются на конвейерном участке 31, предшествующем инструменту 32 для запечатывания.
Наконец, на этапе 309 все лотки перемещаются вперед к инструменту для запечатывания с помощью захватов. Затем на этапе 310 осуществляют запечатывание для всех четырех лотков, и затем лотки перемещаются из инструмента с помощью захватных рук.
Возвращаясь теперь к Фиг.4а, показан альтернативный сценарий, в котором третий лоток отсутствует в последовательности из четырех лотков. Проиллюстрирован вид сверху вниз, на котором показан конвейер 2b с отсутствующим лотком 4 и инструмент для запечатывания после того, как лотки были перенесены с отсутствующим лотком в позиции 42 лотка 3. Стрелка 43 указывает направление транспортировки лотков вдоль конвейера 41.
Фиг.4b представляет собой схему производственного процесса, очерчивающую этапы, выполненные, чтобы компенсировать отсутствующий лоток. Этапы 401-404 осуществляют подобным образом, что и этапы 301-304 из предыдущего примера, поскольку лотки 1 и 2 - оба присутствуют на конвейере.
Однако после того как лотки 1 и 2 были шагово перемещены вперед на этапе 404, нет третьего лотка для приведения в положение, ранее занимаемое лотком 2. Соответственно на этапе 405 осуществляют процесс обнаружения, при этом обнаруживают, что отсутствует лоток 3. Результат обнаружения передается на средство контроля, которое после приема данных показывает, что лоток 3 отсутствует и не активирует штамп, соответствующий третьему лотку в инструменте для запечатывания во время запечатывания. Предпочтительно, это достигается путем выполнения штампа так, чтобы он не работал в направлении пленки (то есть когда сборная единица из лотка и пленки будет ожидаться, если лоток не отсутствовал) во время запечатывания. В альтернативном варианте (или в дополнительном) нагреватель штампа может быть выключен, так что он не нагревается, таким образом, даже если он будет прижат в направлении пленки, участок пленки в соприкосновении с неактивированным штампом не нагревается.
На следующем этапе 406 лотки 1 и 2 шагово перемещаются вперед, при этом лоток 4 приводится в положение, которое было бы занято лотком 3 на предыдущем этапе. Обнаружение осуществляют на этапе 407 и определяют, что четвертый лоток присутствует, таким образом, средство контроля знает, что надо задержать приведение в действие штампа, соответствующего четвертому лотку (то есть штамп будет все еще приведен в действие по направлению к сборной единице из пленки и лотка во время запечатывания).
Лотки 12 и 4 шагово перемещаются вперед на этапе 408 таким образом, что они располагаются на конвейерном участке 41, предшествующем устройству для запечатывания в своих соответствующих положениях, выровненных с соответствующими захватными руками.
На этапе 409 лотки переносятся с помощью захватных рук в инструмент для запечатывания. Наконец, на этапе 410 осуществляют запечатывание, поскольку штамп, соответствующий лотку 3, не приведен в действие средством контроля, процесс производства может продолжаться как обычный.
Предусматривается, что любое число штампов может быть не приведено в действие на конкретной дорожке, что является предпочтительным в сценарии, где больше чем один лоток отсутствует на одной из двух дорожек, когда другая имеет полный прием лотков.
На Фиг.5 показан вид в перспективе устройства для запечатывания лотков согласно фиг.2, в соответствии с которым лоток отсутствует в последнем (то есть самом близком к конвейеру, предшествующему инструменту) положении дорожки 2а. В этом сценарии операция будет происходить подобным образом, что и показана на Фиг.4а и 4b, но с датчиком, обнаруживающим, что лоток 5 (из 5) отсутствовал на конвейерной дорожке 2а.
В дополнительном варианте осуществления настоящего изобретения после повторного заполнения подъемного устройства лотками для следующего цикла, контрольный механизм предпочтительно создает контрольные сигналы таким образом, что четыре длины пленки вместо обычных пяти подаются от рулона 64а так, что неиспользованная пленка под штампом, соответствующим положению 68а, не тратится.
В описанных выше вариантах осуществления настоящего изобретения устройство для запечатывания лотков с двойной дорожкой имеет подъемные устройства и инструмент для запечатывания, которые работают вместе синхронно, однако изобретение также применимо там, где выполнено одно подъемное устройство, например QX-1100, изготовленное и продаваемое компанией Ishida Europe Ltd. Также предусматривается, что изобретение равным образом применимо там, где, например, подъемные устройства и/или инструмент для запечатывания для каждой дорожки работают независимо. Такая компоновка имеет то преимущество, что позволяет несбалансированную подачу лотков, что может быть предпочтительным в зависимости от требований производственного процесса конкретной работы.
Кроме того, в описанных выше вариантах осуществления настоящего изобретения устройство для запечатывания лотков описано как имеющее общую верхнюю плиту, по направлению к которой поднимаются подъемные устройства для лотков, соответствующие каждой соответствующей дорожке подачи лотков. Однако в других вариантах осуществления настоящего изобретения каждое подъемное устройство имеет отдельную соответствующую верхнюю плиту. Это может быть предпочтительно, например, чтобы упростить изготовление инструмента для запечатывания лотков.
Устройство содержит два конвейера, выровненных с соответствующими дорожками подачи лотков к инструменту для термозапечатывания, два транспортных механизма, каждый из которых предназначен для переноса множества лотков, совместно и при заданном разделении, от соответствующих конвейеров к инструменту для термозапечатывания, содержащему множество отдельно работающих нагревателей, каждый из которых при работе выровнен с соответствующим лотком в инструменте. Устройство содержит также средство контроля, выполненное с возможностью определения пропуска лотка в группе транспортируемых лотков и неактивирования нагревателя, выровненного с положением пропущенного лотка в инструменте. Способ запечатывания лотков осуществляют с использованием устройства, описанного выше. Группа изобретений обеспечивает повышение производительности при расширении ассортимента упаковываемых продуктов. 2 н. и 14 з.п. ф-лы, 7 ил.
1. Устройство с двойной дорожкой для запечатывания лотков, содержащее:
два конвейера, выровненных с соответствующими дорожками подачи лотков и предназначенных для транспортировки лотков к инструменту для термозапечатывания;
два транспортных механизма, каждый из которых предназначен для переноса множества лотков, совместно и при заданном разделении, от соответствующих конвейеров к инструменту для термозапечатывания, при этом инструмент для термозапечатывания содержит множество отдельно работающих нагревателей, каждый из которых при работе выровнен с соответствующим лотком в инструменте;
и средство контроля, выполненное с возможностью определения, что лоток пропущен в группе лотков, транспортируемых транспортным механизмом, и неактивирования нагревателя, выровненного с положением определенного пропущенного лотка в инструменте.
2. Устройство по п.1, в котором неактивирование нагревателя, выровненного с положением определенного отсутствующего лотка, содержит неперемещение нагревателя во время запечатывания лотка.
3. Устройство по п.2, дополнительно содержащее:
устройство для подачи пленки, предназначенное для подачи соответствующих термосклеиваемых пленок к запечатывающему инструменту, который выровнен с каждой дорожкой подачи лотков;
два нижних опорных элемента, каждый из которых выровнен с соответствующим одним из конвейеров и на котором могут быть один или более лотков, и общую верхнюю плиту или две верхних плиты, имеющие нагреватели, при работе соответственно выровненные с каждым лотком на нижних опорных элементах;
средство для избирательного перемещения нижних опорных элементов по направлению к соответствующей верхней плите с тем, чтобы привести лоток или лотки на этом нижнем опорном элементе в соприкосновение с соответствующей пленкой;
при этом неактивирование нагревателя, выровненного с положением определенного пропущенного лотка в инструменте, содержит неперемещение этого нагревателя по направлению к пленке, когда соответствующий нижний опорный элемент перемещается по направлению к верхней плите.
4. Устройство по любому из пп.1-3, в котором неактивирование нагревателя, выровненного с положением определенного пропущенного лотка в инструменте, содержит неподвод тепла к нагревателю, предпочтительно, путем неподачи энергии к нагревателю.
5. Устройство по п.1, в котором упомянутое средство контроля содержит датчик лотков, выполненный с возможностью определения, что лоток отсутствует на конвейере.
6. Устройство по п.5, в котором датчик содержит цепь фотодетектора, выполненную с возможностью обнаружения блокировки луча света лотком, транспортируемым упомянутым конвейером.
7. Устройство по п.4, в котором упомянутый датчик содержит датчик веса, выполненный с возможностью обнаруживать лоток, когда пересечен пороговый вес, соответствующий весу известного лотка.
8. Устройство по п.1, в котором упомянутое средство контроля выполнено с возможностью определения, что множество лотков отсутствуют и не активировать нагреватели, выровненные с положениями определенного множества отсутствующих в инструменте лотков.
9. Способ запечатывания лотков с использованием устройства с двойной дорожкой для запечатывания лотков, содержащего два конвейера, выровненных с соответствующими дорожками подачи лотков и предназначенных для транспортировки лотков к инструменту для термозапечатывания; два транспортных механизма, каждый из которых предназначен для переноса известного множества лотков, совместно и при заданном разделении, от соответствующих конвейеров к инструменту для термозапечатывания, где инструмент для термозапечатывания содержит множество отдельно работающих нагревателей, каждый их которых при работе выровнен с соответствующим лотком в инструменте, причем способ включает:
определение, отсутствует ли лоток из группы лотков, перемещаемых транспортным механизмом, и
неактивирование нагревателя, выровненного с положением определенного отсутствующего лотка в инструменте.
10. Способ по п.9, в котором неактивирование нагревателя, выровненного с положением определенного отсутствующего лотка в инструменте, содержит неперемещение нагревателя во время запечатывания лотка.
11. Способ по п.10, в котором упомянутое устройство с двойной дорожкой для запечатывания лотков дополнительно содержит:
устройство подачи пленки, предназначенное для подачи соответствующих термосклеиваемых пленок к инструменту для термозапечатывания, выровненному с каждой дорожкой подачи лотков;
два нижних опорных элемента, каждый из которых выровнен с соответствующим одним из конвейеров и на которых могут быть перенесены один или более лотков, и две верхние плиты, имеющие нагреватели, выровненные при работе, соответственно, с каждым лотком на нижних опорных элементах; а также
средство для избирательного перемещения нижних опорных элементов по направлению к верхней плите с тем, чтобы привести лоток или лотки на этом нижнем опорном элементе в соприкосновение с соответствующей пленкой; и
в котором неактивирование нагревателя, выровненного с положением определенного отсутствующего лотка в инструменте, содержит неперемещение нагревателя по направлению к пленке, когда соответствующий нижний опорный элемент перемещается по направлению к верхней плите.
12. Способ по любому из пп.9-11, в котором неактивирование нагревателя, выровненного с положением определенного отсутствующего лотка в инструменте, содержит неподачу тепла к нагревателю, предпочтительно, неподачу энергии к нагревателю.
13. Способ по п.9, в котором упомянутое определение осуществляют с использованием одного или более датчиков, выполненных с возможностью обнаружения отсутствия лотка из по меньшей мере одной из конвейерных дорожек.
14. Способ по п.13, в котором упомянутое определение осуществляют с помощью датчика, содержащего цепь фотодетектора, выполненную с возможностью определения блокировки светового луча лотком, транспортируемым упомянутым конвейером.
15. Способ по п.13, в котором упомянутое определение осуществляют с помощью датчика, содержащего датчик веса, выполненный с возможностью обнаружения лотка, когда пересечен пороговый вес, соответствующий весу известного лотка.
16. Способ по любому из пп.13-15, в котором упомянутое определение содержит определение множества отсутствующих лотков, и упомянутое неактивирование содержит неактивирование нагревателей, выровненных с положениями определенного множества отсутствующих лотков в инструменте.
| Двухкоординатный стол | 1987 |
|
SU1574431A2 |
| US 3246448 A, 19.04.1966 | |||
| Устройство для укупорки полимерной тары | 1980 |
|
SU958244A1 |

