Область техники, к которой относится изобретение
Настоящее изобретение касается выдачных устройств, в частности, внешних оболочек для выдачных устройств, содержащих, по меньшей мере, два компонента, выбранных из диапазона пластмассовых материалов, причем эти компоненты соединяются по шву.
Уровень техники
Во многих типах выдачных устройств по различным причинам часто является желательным предусматривать внешний корпус, содержащую две составные части, выполненные из аналогичных или различных пластмассовых материалов. Например, является возможным делать первую составную часть внешнего корпуса прозрачной для того, чтобы облегчать проверку уровня потребляемого продукта, содержащегося в выдачном устройстве. Вторая составная часть может быть сделана непрозрачной для того, чтобы скрывать дозирующий механизм, предоставлять возможность наблюдения уровня наполнения и обеспечивать выдачное устройство (внешний корпус) эстетически приятным внешним видом.
При производстве такой внешнего корпуса первая составная часть обычно отливается инжекционным способом посредством введения первого материала компонента в первую пресс–форму и переноса во вторую пресс–форму для соединения посредством впоследствии вводимого компонента для формирования и соединения второй составной части.
Внешняя стенка, произведенная таким способом, может иметь проблемы с искривлением, по меньшей мере, первой составной части, также как и шва, соединяющего первую и вторую составные части. Составные части обычно соединяются торец к торцу и даже с локальными усилениями, и шов может не иметь достаточной прочности, чтобы выдерживать усилия, которые, как ожидается, он может испытывать. Например, передняя сторона внешнего корпуса может быть подвержена воздействию случайной или намеренной точечной нагрузки, такой как ударное усилие, вызванное объектом или человеком, ударяющим выдачное устройство. Слабый шов может вызывать растрескивание внешнего корпуса, по меньшей мере, вдоль части передней поверхности (внешней поверхности корпуса), требующее замены внешнего корпуса.
Для того, чтобы облегчать эту проблему, WO 2009/138452 A1 или WO 2009/138456 A1 предлагают процесс двойного инжекционного формования для производства и соединения первой составной части и второй составной части по шву в одной форме. В частности, первая и вторая составные части соединяются друг с другом по шву посредством сопряжения первой сопрягаемой поверхности и второй сопрягаемой поверхности во время инжекционного формования. Таким образом, искривление внешнего корпуса уменьшается, и прочность шва увеличивается.
Кроме того, во время инжекционного формования второй составной части было испытано переливание второго пластмассового материала компонента за шов. Этот переливающийся пластмассовый материал, покрывший часть внутренней поверхности первой составной части, создает некоторый вид ребер или выступов на внутренней поверхности внешнего корпуса. Однако, некоторые применения, такие как выдачные устройства, как показано в WO 2015/167371 A1 и WO 2013/007302 A2, требуют гладкой внутренней поверхности без каких–либо препятствий для того, чтобы предохранять продукты, которые должны дозироваться из выдачного устройства, от улавливания или повреждения при перемещении по внутренней поверхности внешнего корпуса.
Сущность изобретения
Соответственно, целью является предоставление внешнего корпуса выдачного устройства, также как способа для производства такой внешнего корпуса, уменьшающего или даже предотвращающего какое–либо переливание и, таким образом, выступы на внутренней поверхности внешнего корпуса во время процесса инжекционного формования.
Эта цель решается посредством внешнего корпуса выдачного устройства по пункту 1 формулы изобретения, также как и способа для производства такой внешнего корпуса по пункту 15 формулы изобретения.
В известных процессах инжекционного формования первая составная часть формируется посредством инжекционного формования в форме. Первая составная часть удерживается в форме для того, чтобы формировать вторую составную часть и соединять первую составную часть и вторую составную часть по шву. Было обнаружено, что позиция первой составной части или, по меньшей мере, ее фрагментов изменяется перед введением второго материала компонента для формирования второй составной части. Это может быть вызвано усадкой первой составной части, перемещением первой составной части во время переноса формы из первой полости (содержащей негатив первой составной части) во вторую полость (содержащую негатив второй составной части) и/или перемещением первой составной части, вызванным инжекционным давлением при введении второго материала компонента. Некорректное позиционирование в критических фрагментах, таких как длинный шов или в области фрагмента литника, т.е., фрагмента, в котором пластмассовый материал вводится, было воспринято наиболее проблематичным в отношении упомянутого перелива.
Для того, чтобы устранять эту проблему, предлагается закрепление или фиксация первой составной части на выступах, выступающих из формы, при формировании первой составной части посредством введения первого материала компонента в форму. Другими словами, первый материал компонента будет покрывать выступы, в результате чего, углубления формируются в первой составной части. Зацепление выступов формы с углублениями первой составной части предоставляет возможность закрепления первой составной части в форме, противодействующего любому смещению вследствие усадки или перемещения формы из первой полости во вторую полость или вследствие введения второго материала компонента для формирования второй составной части. Таким образом, уместные фрагменты первой составной части закрепляются в позиции в форме, тем самым, предотвращая или, по меньшей мере, минимизируя возможное возникновение перелива.
Настоящее изобретение относится к внешним корпусам для выдачных устройств, в частности, для выдачных устройств для потребляемых материалов в ресторанах, туалетах или аналогичных случаях. Выдачные устройства этого типа могут быть предназначены для рулонов или пачек бумаги или других моющих или для моющих средств, таких как жидкий крем для рук, мыло или другие моющие средства.
В последующем тексте такие термины как передний, задний, внутренний и внешний, определяются относительно видимой внешней передней или боковой поверхности самой внешнего корпуса. Кроме того, термин "шов" используется как общий термин, определяющий любой шов или соединение, подходящее для соединения двух составных частей, содержащих пластмассовый материал, в единую часть. В целом, термин "внешний корпус " используется, чтобы обозначать структурную часть выдачного устройства, которая является видимой пользователю выдачного устройства. Также, термин "составная часть" используется, чтобы обозначать каждый инжекционно отформованный компонент, который соединяется с одной или более дополнительными составными частями, чтобы формировать внешний корпус.
Согласно одному объекту, предлагается внешний корпус для выдачного устройства, внешний корпус содержит первую инжекционно отформованную пластмассовую составную часть и вторую инжекционно отформованную пластмассовую составную часть. При ссылке на "внешний корпус " в последующем тексте этот термин ссылается на внешний корпус или внешнюю крышку выдачного устройства для бумажных салфеток/полотенец, полых рулонов, пластиковых или бумажных стаканчиков, жидкого мыла/крема или аналогичных выдачных устройств. Внешний корпус содержит две составные части, выполненные из одинаковых или различных пластмассовых материалов в любом желаемом сочетании непрозрачной, полуматовой, полупрозрачной или прозрачной формы. Составные части, создающие внешний корпус, могут также иметь функционально различные свойства, при этом составные части могут содержать крышку, присоединенную к режущему устройству с помощью предоставленного способа. Первая и вторая составные части, каждая, содержат внешнюю поверхность и внутреннюю поверхность. Как ранее упомянуто, внешняя поверхность является поверхностью внешнего корпуса или выдачного устройства, которая, по меньшей мере, частично является видимой пользователю, тогда как внутренняя поверхность является поверхностью внешнего корпуса, направленной внутрь выдачного устройства. Внутренняя поверхность может даже приходить в соприкосновение с изделием, которое должно дозироваться, таким как бумажные изделия, как ранее упомянуто. Первая составная часть имеет первую сопрягаемую поверхность, направленную к внешней поверхности первой составной части, а вторая составная часть имеет вторую сопрягаемую поверхность, направленную к внутренней поверхности второй составной части, и первая и вторая составные части соединяются друг с другом по шву посредством сопряжения упомянутой первой сопрягаемой поверхности и упомянутой второй сопрягаемой поверхности во время инжекционного формования. Для того, чтобы выполнять закрепление или фиксацию внешнего корпуса в форме, множество углублений формируется во внутренней поверхности первой составной части, по меньшей мере, вдоль части шва и/или на выступе литника, протягивающегося от свободного конца первой сопрягаемой поверхности первой составной части. Выступ литника является такой частью первой составной части, в которой первый составляющий пластмассовый материал вводится в форму во время формирования первой составной части. В одном примере выступ литника может быть частично (например, наполовину) круглым выступом, протягивающимся от свободного края или свободного конца первой сопрягаемой поверхности. Благодаря углублениям является возможным закреплять первую составную часть в форме и, тем самым, противодействовать каким–либо тенденциям первой составной части смещаться, прежде чем вторая составная часть вводится и соединяется с первой составной частью по шву. Таким образом, перелив второго пластмассового материала компонента поверх первой составной части по шву и/или выступу литника может быть минимизирован или даже предотвращен. Таким образом, любые непреднамеренные выступы или ребра на внутренней поверхности внешнего корпуса, т.е., первой составной части и второй составной части, могут быть устранены.
Для того, чтобы даже улучшать закрепление первой составной части в форме, может быть полезным, что углубления снабжаются вырезом. Таким образом, закрепление не только осуществляется посредством посадки с натягом, но также посадки с геометрическим замыканием в направлении выемки из формы внешнего корпуса и, следовательно, также первой составной части из формы.
Согласно аспекту, угол вырезки находится между 3° и 20°, предпочтительно от 5° до 15° и наиболее предпочтительно от 8° до 13°. В этом контексте, специалист будет должен учитывать гибкость пластмассового материала. В примере стандарта ABS или MABS, как объяснено позже, угол вырезки может быть большим, и угол до 10° был признан хорошим компромиссом между удержанием первой составной части в форме и способностью выемки из формы, т.е., расцеплением выступов и углублений во время выемки из формы. Если другие материалы используются, которые являются менее гибкими, такими как PC (поликарбонат), меньшие углы вырезки должны быть выбраны.
Согласно аспекту, углубления размещаются в ряд. Ряд может быть прямой линией или изогнутой линией. Было обнаружено, что размещение множества углублений в ряд, которые являются меньшими по размеру по сравнению с более крупным углублением, обеспечивают лучшее зацепление пластмассового материала (углубления) с выступами и, следовательно, более хорошее закрепление первой составной части в форме.
Согласно варианту осуществления, глубина углублений является наименьшей на противоположных концах ряда и наибольшей в центре между противоположными концами. В частности, может быть необходимо отдельно удерживать первую составную часть в форме в позициях, в которых первая составная часть имеет тенденцию отделяться от формы вследствие обрезки или перемещения формы из одной полости в другую. В этих фрагментах, например, центре или вершине выступа литника, углубления являются более глубокими по сравнению с фрагментами, близкими к свободному краю шва, от которого выступ литника протягивается.
Углубления могут иметь прямоугольный по форме вид сверху, в частности, квадратный по форме вид сверху или круглый или овальный по форме вид сверху. Расстояние между двумя соседними углублениями и их ширина или диаметр в виде сверху, главным образом, применяются, принимая во внимание характеристики отливки, требуемую прочность первой составной части в фрагменте углублений и требуемое удержание первой составной части в форме. Расстояние между двумя соседними углублениями имеет тенденцию быть достаточно большим, чтобы пластмассовый материал мог протекать между двумя выступами. Кроме того, углубления ослабляют первую составную часть, так что размеры углублений, также как и их расстояние должны выбираться в соответствии с соответствующими требованиями жесткости внешнего корпуса.
Кроме того, если используется прямоугольное углубление, один край прямоугольника может протягиваться параллельно свободному концу первой сопрягаемой поверхности и/или свободному концу выступа литника.
В частности, когда шов протягивается от одного свободного края боковой поверхности внешнего корпуса к противоположному боковому краю другой боковой поверхности внешнего корпуса, может быть, что углубления протягиваются по всей длине шва. Кроме того, также в случаях, в которых первая составная часть окружается второй составной частью, углубления могут протягиваться по всей длине шва.
Для того, чтобы устранять какие–либо ступеньки или выступы или ребра на внутренних поверхностях внешнего корпуса и/или обеспечивать приятный внешний вид внешнего корпуса, внешние поверхности и/или внутренние поверхности первой и второй составных частей находятся на одном уровне вдоль шва.
Для того, чтобы улучшать соединение первой и второй составных частей во время инжекционного формования, первая сопрягаемая поверхность и упомянутая вторая сопрягаемая поверхность, в целом, являются неплоскими, как описано более подробно в WO 2009/138456 A1 или WO 2009/138452 A1, которые содержатся в данном документе по ссылке в своей полноте.
В одном примере первая составная часть выполняется из MABS, а упомянутая вторая составная часть выполняется из ABS.
В конкретном примере, вторая составная часть является непрозрачным ABS пластмассовым материалом.
В дополнительном примере, первая составная часть является прозрачным MABS пластмассовым материалом.
В одном варианте осуществления первая и вторая составные части, каждая, дополнительно содержат первую боковую поверхность и вторую боковую поверхность, при этом первая и вторая боковые поверхности, каждая, имеют свободный край, обращенный от внешней поверхности, и при этом шов протягивается от свободных краев первых боковых поверхностей к свободным краям вторых боковых поверхностей. Такой пример, например, показан на фиг. 2, 13 и 15 ниже. В этом контексте, термин "боковая поверхность" не определяет обязательно поперечную боковую поверхность (левую и правую боковую поверхность), но также охватывает верхнюю и/или нижнюю боковую поверхность. В виду этого понимания, шов может протягиваться в любом направлении поверх передней поверхности или внешней поверхности внешнего корпуса от одной поперечной боковой поверхности до другой поперечной боковой поверхности, между нижней боковой поверхностью и верхней боковой поверхностью или даже между поперечной боковой поверхностью и нижней или верхней боковой поверхностью. Таким образом, шов может протягиваться горизонтально, вертикально, диагонально в прямой, волнистой или искривленной форме.
Дополнительный объект относится к способу производства внешнего корпуса части выдачного устройства. В способе первый этап инжекционного формования выполняется, чтобы производить первую составную часть внешнего корпуса в форме. Более конкретно, первая составная часть внешнего корпуса формируется в первом объеме, определенном формой и второй формой (первая полость). Первая составная часть содержит внешнюю поверхность и внутреннюю поверхность, при этом первая составная часть имеет первую сопрягаемую поверхность, направленную к внешней поверхности первой составной части. Форма имеет поверхность, являющуюся негативом внутренней поверхности первой составной части, тогда как вторая форма имеет поверхность, являющуюся негативом внешней поверхности первой составной части и сопрягаемой поверхности. После того как первая составная часть была сформирована, первая составная часть удерживается в форме и зацепляется с множеством выступов, предусмотренных на поверхности формы. При инжекционном формовании первой составной части первый пластмассовый материал компонента протекает вокруг выступов, при этом углубления формируются в первой составной части. Таким образом, первая составная часть и выступы зацепляются, и первая составная часть надежно удерживается в форме. Выступы предусматриваются на поверхности формы, соответствующие внутренней поверхности первой составной части и, по меньшей мере, вдоль части внутреннего конца первой сопрягаемой поверхности первой составной части и/или выступа литника, протягивающегося от свободного конца первой сопрягаемой поверхности первой составной части. Затем, второй этап инжекционного формования выполняется, чтобы производить вторую составную часть в форме, при этом вторая составная часть содержит внешнюю поверхность и внутреннюю поверхность, при этом вторая составная часть имеет вторую сопрягаемую поверхность, направленную к внутренней поверхности второй составной части. Более конкретно, вторая составная часть внешнего корпуса формируется во втором объеме, определенном формой и третьей формой (вторая полость). Форма дополнительно имеет поверхность, являющуюся негативом внутренней поверхности второй составной части, тогда как третья форма имеет поверхность, являющуюся негативом внешней поверхности второй составной части. Сопрягаемая поверхность первой составной части также является частью негатива второй составной части для формирования сопрягаемой поверхности второй составной части. Другими словами, сопрягаемая поверхность первой составной части находится во втором объеме. Таким образом, первая и вторая составные части соединяются друг с другом по шву посредством сопряжения упомянутой первой сопрягаемой поверхности и упомянутой второй сопрягаемой поверхности во время второго этапа инжекционного формования. Как будет ясно из вышесказанного, способ для создания внешнего корпуса подразумевает использование единственной формы и производство внешнего корпуса с помощью процесса двухсоставного инжекционного формования. Процесс двухсоставного инжекционного формования подразумевает выполнение первого этапа инжекционного формования, чтобы производить, по меньшей мере, первую составную часть в упомянутой форме, удержание, по меньшей мере, одной части в форме, и выполнение второго этапа инжекционного формования, чтобы производить, по меньшей мере, вторую составную часть в упомянутой форме и завершать внешний корпус. Форма располагается в первой позиции во время первого этапа литья и затем перемещается или поворачивается во вторую позицию, в которой выполняется второй этап литья и последующее охлаждение. В своей простейшей форме способ используется, чтобы создавать внешний корпус с единственной первой и второй составной частью. Такой внешний корпус может содержать верхнюю первую составную часть из первого материала, являющегося прозрачным, и нижнюю вторую составную часть из второго материала, являющегося непрозрачным, или наоборот. Однако, возможно множество вариаций. Например, внешний корпус может содержать прозрачную первую составную часть, протягивающуюся горизонтально поперек центрального фрагмента внешнего корпуса, и верхнюю и нижнюю непрозрачные вторые составные части или наоборот. Согласно изобретению, когда внешний корпус содержит более чем одну первую и одну вторую составную часть, все первые составные части отливаются на первом этапе инжекционного формования, а все вторые составные части отливаются на втором этапе инжекционного формования. Первая составная часть удерживается в форме после первого этапа инжекционного формования для того, чтобы поддерживать форму первой составной части, когда она начинает охлаждаться, и поддерживать первую составную часть при повышенной температуре до тех пор, пока второй этап инжекционного формования не будет завершен. Первые составные части все являются закрепленными на месте с помощью выступов, как объяснено выше. Законченная внешний корпус может затем быть охлажден и изъят из формы.
В виду вышесказанного, подчеркивается, что выступы формы обеспечивают негатив для углублений, получающихся в результате во внешнем корпусе, в частности, первой составной части внешнего корпуса. Таким образом, то, что было сказано относительно углублений выше, также применяется для выступов формы и наоборот.
Соответственно, выступы могут быть снабжены вырезом.
Угол выреза может находиться между 3° и 20°, предпочтительно от 5° до 15° и более предпочтительно от 8° до 13°.
Выступы могут быть размещены в ряд.
Высота выступов может быть наименьшей на противоположных концах ряда и наибольшей в центре между противоположными концами.
Выступы могут иметь прямоугольный по форме вид сверху, в частности, квадратный по форме вид сверху или круглый или овальный по форме вид сверху.
Один край прямоугольника может протягиваться параллельно свободному концу первой сопрягаемой поверхности и/или свободному концу выступа литника.
Дополнительно и как ранее упомянуто, форма перемещается, в частности, поворачивается, из первой полости во вторую полость между первым этапом инжекционного формования и вторым этапом инжекционного формования, в то же время удерживая первую составную часть в форме. Более конкретно, сочетание формы с первой полостью определяет первый объем, соответствующий первой составной части, а сочетание формы и второй полости определяет второй объем, соответствующий второй составной части. На втором этапе инжекционного формования пластмассовый материал первой составной части и второй составной части на сопрягающихся поверхностях плавится, и первая и вторая составные части соединяются.
Дополнительные аспекты, которые могут быть реализованы, обсуждаются в последующем.
Каждый первый край (свободный край или конец первой составной части на конце сопрягаемой поверхности), по меньшей мере, одной первой составной части может быть отлит, чтобы формировать, по меньшей мере, одну ступеньку в поперечном направлении относительно первого края. По меньшей мере, одна ступенька предпочтительно, но необязательно, отливается вдоль каждого первого края от первого до второго бокового края первой составной части.
Для каждой первой составной части, по меньшей мере, одна ступенька может быть отлита, чтобы формировать первую контактную поверхность под прямыми углами к внутренней и/или внешней поверхности внешнего корпуса и вторую контактную поверхность, протягивающуюся к первому краю. Следовательно, вторая контактная поверхность выполняется с возможностью протягиваться между внутренней и внешней поверхностями, как в поперечном, так и в продольном направлении шва. Иначе говоря, поперечное сечение шва содержит первую ступеньку рядом и практически под прямыми углами к внешней поверхности внешнего корпуса. По меньшей мере, одна ступенька протягивается вдоль каждого первого края и, согласно примеру, от первого до второго бокового края. Каждая, по меньшей мере, одна ступенька может формировать первую контактную поверхность под прямыми углами к внутренней или внешней поверхности внешнего корпуса и вторую контактную поверхность, протягивающуюся к первому краю. Вторая контактная поверхность может быть отлита, чтобы формировать приподнятое средство увеличения соприкосновения по длине шва, предпочтительно по всей длине шва. Приподнятое средство увеличения соприкосновения будет плавиться при соприкосновении с материалом, вводимым во время второго этапа инжекционного формования.
Каждый первый край первой составной части может быть инжекционно отформован, чтобы формировать, по меньшей мере, две ступеньки. Это может быть осуществлено посредством отливки первого края, чтобы формировать третью контактную поверхность под прямыми углами к внешней и/или внутренней поверхности внешнего корпуса. Например, в своей простейшей форме, шов может содержать первую контактную поверхность под прямыми углами к внешней поверхности внешнего корпуса и вторую контактную поверхность, протягивающуюся к первому краю. Шов завершается третьей контактной поверхностью под прямыми углами к внутренней поверхности внешнего корпуса.
Согласно одному примеру, способ подразумевает отливку приподнятого средства увеличения соприкосновения, чтобы формировать, по меньшей мере, одну дополнительную ступеньку во второй контактной поверхности между первой и третьей контактными поверхностями. Высота ступенек может быть выбрана в зависимости от толщины стенки выдачного устройства рядом со швом. Эта толщина предпочтительно измеряется под прямыми углами к передней поверхности более тонкой из составных частей непосредственно перед швом. Высота дополнительных ступенек может, например, быть выбрана в диапазоне от 0,05 до 2 мм. Ступеньки предпочтительно, но не обязательно, получают одинаковую высоту. Например, в шве, соединяющем прозрачную и непрозрачную часть, первая ступенька рядом с внешней поверхностью внешней стенки предпочтительно, но необязательно, является большей по сравнению с дополнительными ступеньками. Это дает отчетливую линию, разделяющую две части, и облегчает наполнение формы рядом с краем первой составной части во время второго этапа инжекционного формования. Непрозрачный материал, имеющий более толстую первую ступеньку рядом со швом, будет также предохранять этот фрагмент внешнего корпуса от становления частично прозрачным. Например, стенка выдачного устройства или внешний корпус может иметь постоянную итоговую толщину 1–6 мм, предпочтительно, 2,5–4,5 мм рядом со швом. Первая ступенька, предусмотренная рядом с внешней поверхностью, и первая ступенька, предусмотренная рядом с внутренней поверхностью, могут иметь, каждая, высоту 0,2–1 мм. Эти первая и вторая ступеньки могут быть разделены множеством промежуточных дополнительных ступенек с высотой 0,05–1 мм. Промежуточные ступеньки предпочтительно, но необязательно, имеют одинаковую высоту. Разделение между каждой соседней ступенькой может быть расстоянием, равным или большим высоты меньшей из упомянутых ступенек. Каждый угол упомянутых дополнительных ступенек будет плавиться во время второго этапа инжекционного формования. Когда расплавленный материал, вводимый во время второго этапа инжекционного формования, достигает отвердевшего края первой составной части, углы облегчают сплавление вместе первой и второй составных частей. Для того, чтобы обеспечивать это, температура материала, который должен быть введен, и/или температура одной или обеих формы/форм может регулироваться, чтобы добиваться желаемого результата. Например, температура материала, вводимого, по меньшей мере, во время второго этапа инжекционного формования, может быть выбрана выше рекомендованной температуры инжекции для конкретного материала. Когда второй материал протекает через форму по направлению к первой составной части, его температура будет постепенно падать. Однако, так как первоначальная температура в начале инжекции выше обычной, температура расплавленного второго материала будет все еще достаточной, чтобы плавить край отвердевшей первой составной части. Температура первой составной части может контролироваться посредством регулировки охлаждения формы.
В настоящем изобретении продольное направление шва определяется как направление переднего края соответствующей составной части, где они соединяются посредством шва, или общее направление переднего края должно быть нелинейным. Поперечное направление шва в конкретном местоположении определяется в качестве направления под прямыми углами к упомянутому переднему краю в плоскости внешнего корпуса в упомянутом местоположении.
Шов, описанный во всех вышеприведенных примерах, может иметь поперечную ширину, протягивающуюся сверх расстояния до 5–кратной толщины более тонкой из первой и второй составных частей, в направлении, поперечном направлению шва между составными частями в плоскости упомянутых составных частей. Толщина в поперечном сечении внешнего корпуса на упомянутом шве может быть между 1 и 6 мм, предпочтительно между 2,5 и 4,5 мм.
Для того, чтобы добиваться желаемой прочности, приподнятое средство увеличения касания выполняется с возможностью плавиться во время второго этапа инжекционного формования. Было обнаружено, что посредством предоставления ступенек, сформированных практически под прямоугольными углами по всей длине шва, достигается формирование однородного прочного шва. Когда расплавленный материал, вводимый во время второго этапа инжекционного формования, достигает отвердевшего края первой составной части, углы или выступы облегчают сплавление вместе первой и второй составных частей. Для того, чтобы обеспечивать это, температура материала, который должен быть введен, и/или температура одной или обеих формы/форм может регулироваться, чтобы добиваться желаемого результата. Например, температура материала, вводимого, по меньшей мере, во время второго этапа инжекционного формования, может быть выбрана выше рекомендованной температуры инжекции для конкретного материала. Когда второй материал протекает через форму по направлению к первой составной части, его температура будет постепенно падать. Однако, так как первоначальная температура в начале инжекции выше обычной, температура расплавленного второго материала будет все еще достаточной, чтобы плавить край отвердевшей первой составной части. Температура первой составной части может контролироваться посредством регулировки охлаждения формы.
Краткое описание чертежей
Примеры будут описаны подробно со ссылкой на прилагаемые чертежи. Следует отметить, что чертежи предназначаются исключительно для цели иллюстрации и не предназначаются в качестве определения границ изобретения, для чего ссылка должна быть выполнена на прилагаемую формулу изобретения. Следует дополнительно понимать, что чертежи необязательно начерчены по масштабу, и что, пока не указано иное, они просто предназначаются, чтобы схематично иллюстрировать структуры и процедуры, описанные в данном документе.
Фиг. 1A–B показывают схематичную иллюстрацию компоновки для выполнения процесса отливки для создания внешнего корпуса согласно изобретению;
Фиг. 2 показывает схематичную иллюстрацию внешнего корпуса, выполненного посредством процесса согласно изобретению;
Фиг. 3 показывает схематичную иллюстрацию шва предшествующего уровня техники;
Фиг. 4 показывает схематичную иллюстрацию поперечного сечения через шов согласно изобретению;
Фиг. 5 показывает укрупненный вид шва на фиг. 4;
Фиг. 6 показывает схематичный укрупненный участок первой внешнего корпуса, снабженной множеством ступенек;
Фиг. 7 показывает частичный вид в перспективе для формы;
Фиг. 8 показывает укрупненный вид в перспективе формы на фиг. 7 согласно прямоугольнику, показанному на фиг. 7;
Фиг. 9 показывает частичный покомпонентный вид в перспективе в направлении внутренней поверхности внешнего корпуса;
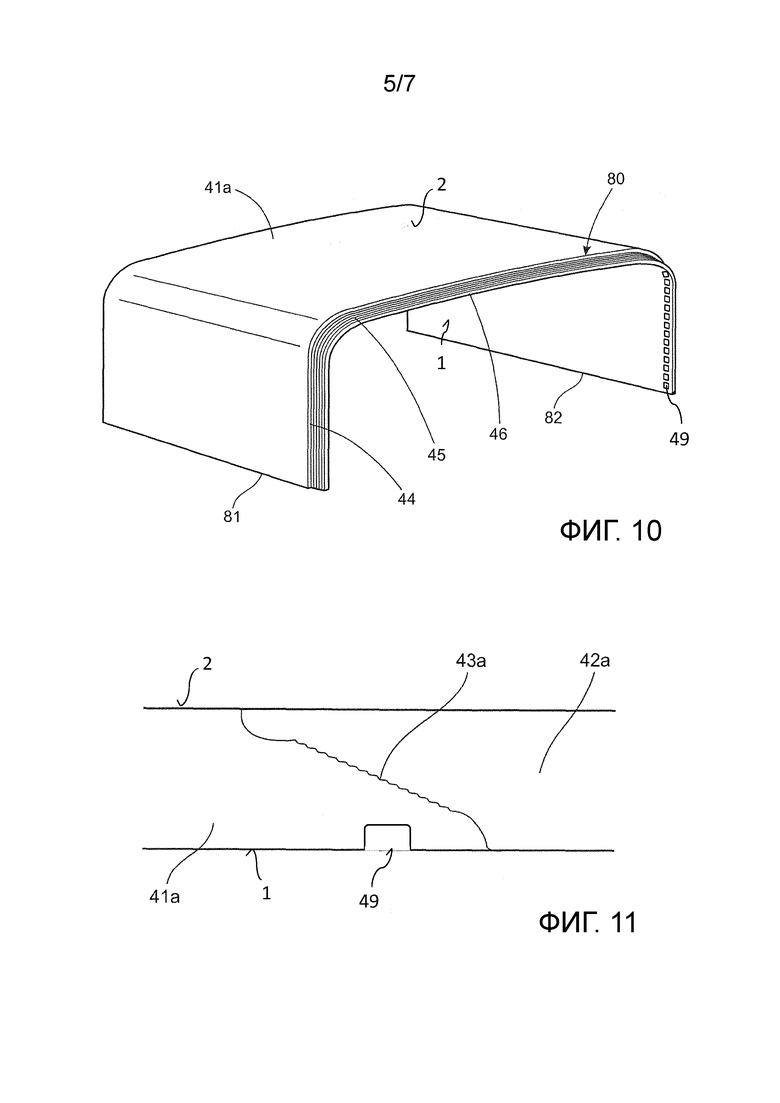
Фиг. 10 показывает схематичную иллюстрацию внешнего корпуса, снабженной ступенчатым краем, как показано на фиг. 6;
Фиг. 11 показывает иллюстрацию поперечных сечений через другой шов;
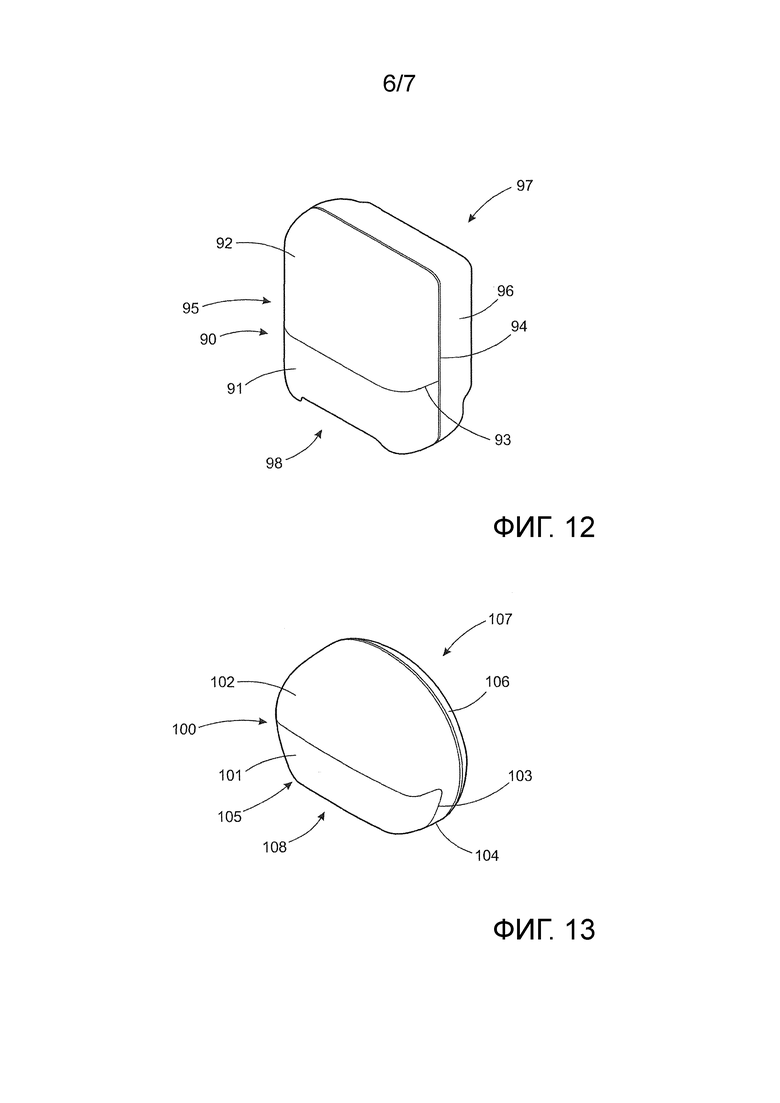
Фиг. 12 показывает первый пример выдачного устройства, содержащего внешний корпус согласно изобретению;
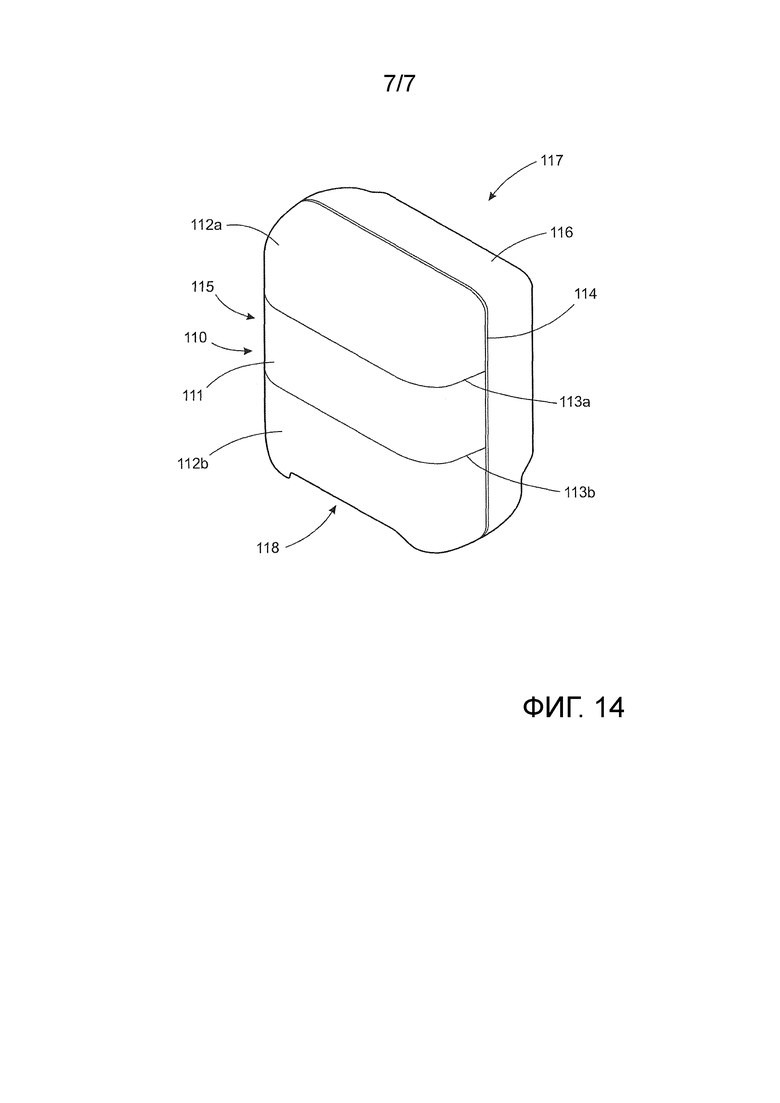
Фиг. 13 показывает второй пример выдачного устройства, содержащего внешний корпус согласно изобретению; и
Фиг. 14 показывает третий пример выдачного устройства, содержащего внешний корпус согласно изобретению.
Варианты осуществления изобретения
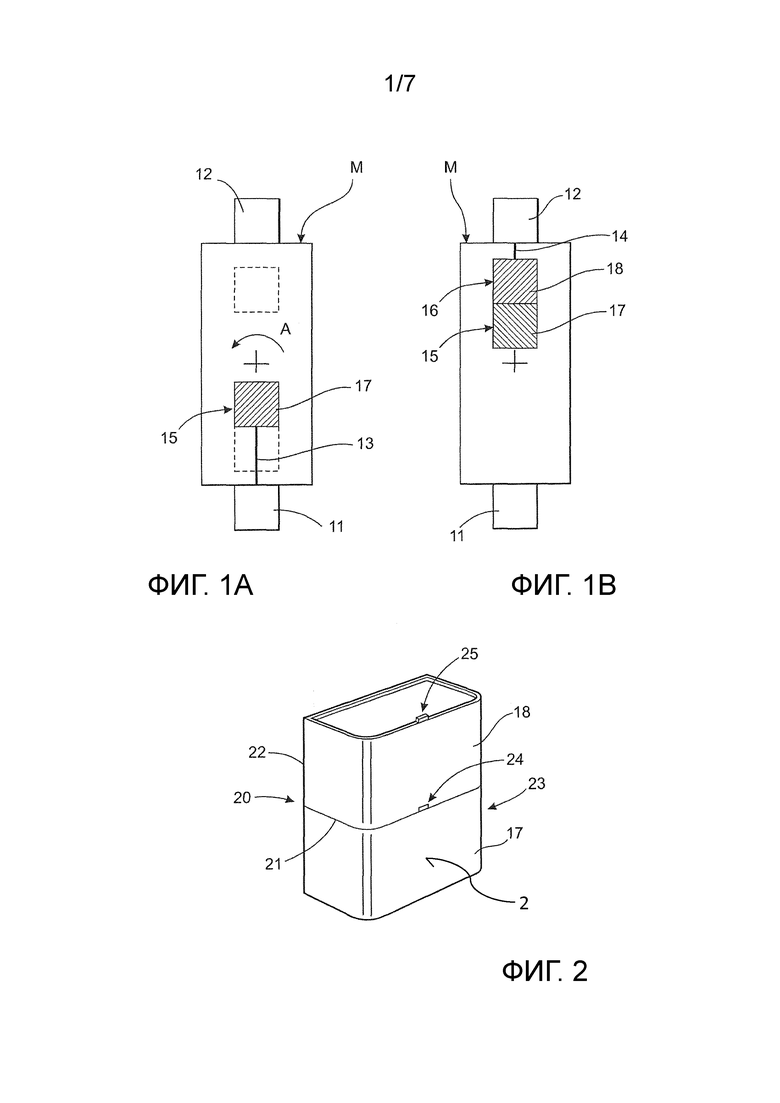
Фиг. 1A и 1B показывают схематичную иллюстрацию компоновки для выполнения процесса двухсоставного инжекционного формования для создания внешнего корпуса согласно изобретению.
В этом примере процесс использует два инжекционных блока 11, 12 и поворотную форму M, предназначенную для последовательной инжекции одной части с помощью двух различных материалов. В последующем тексте процесс описывается для инжекции прозрачного и непрозрачного материала, но является применимым для любого сочетания прозрачных и/или цветных материалов. Форма M, используемая в этом примере, является двухполостной формой. Форма M удерживается закрытой в позиции первой полости, показанной на фиг. 1A, и нагревается до предварительно определенной рабочей температуры. Первый материал, который обычно является материалом, имеющим наивысшую температуру инжекции, вводится из первого инжекционного блока 11 через первичную систему 13 литниковых каналов в первую полость 15, чтобы формировать первую составную часть 17. В этом примере первый материал является прозрачным или полупрозрачным полимером. Во время первой инжекции объем формы, который должен быть занят вторым материалом, перекрывается от первичной системы литниковых каналов. Форма открывается и пластина 19 сердечника (форма) поворачивается на 180°, как указано стрелкой A, в позицию второй полости, показанную на фиг. 1B, после чего форма закрывается. Вторичная система 14 литниковых каналов соединяется с объемом, который должен быть заполнен, и второй материал вводится из второго инжекционного блока 12 во вторую полость 16, чтобы формировать вторую составную часть 18. В этом примере второй материал является непрозрачной смолой. После достаточного охлаждения инжектированной внешнего корпуса 17, 18 форма открывается, и внешний корпус извлекается.
Конструкция инструмента, используемая в описанном примере, является вращающейся пластиной сердечника. Она содержит двухстанционный инструмент, который вращается в вертикальном (или горизонтальном) направлении. Вращающаяся пластина удерживается в первой позиции на первой инжекционной станции для введения первого материала. Затем она поворачивается во вторую позицию на второй инжекционной станции для введения второго материала.
Альтернативная конструкция инструмента является спинкой сердечника. В спинке сердечника скользящий сердечник сначала закрывается, и первый материал вводится. Скользящий сердечник затем открывается, и второй материал вводится.
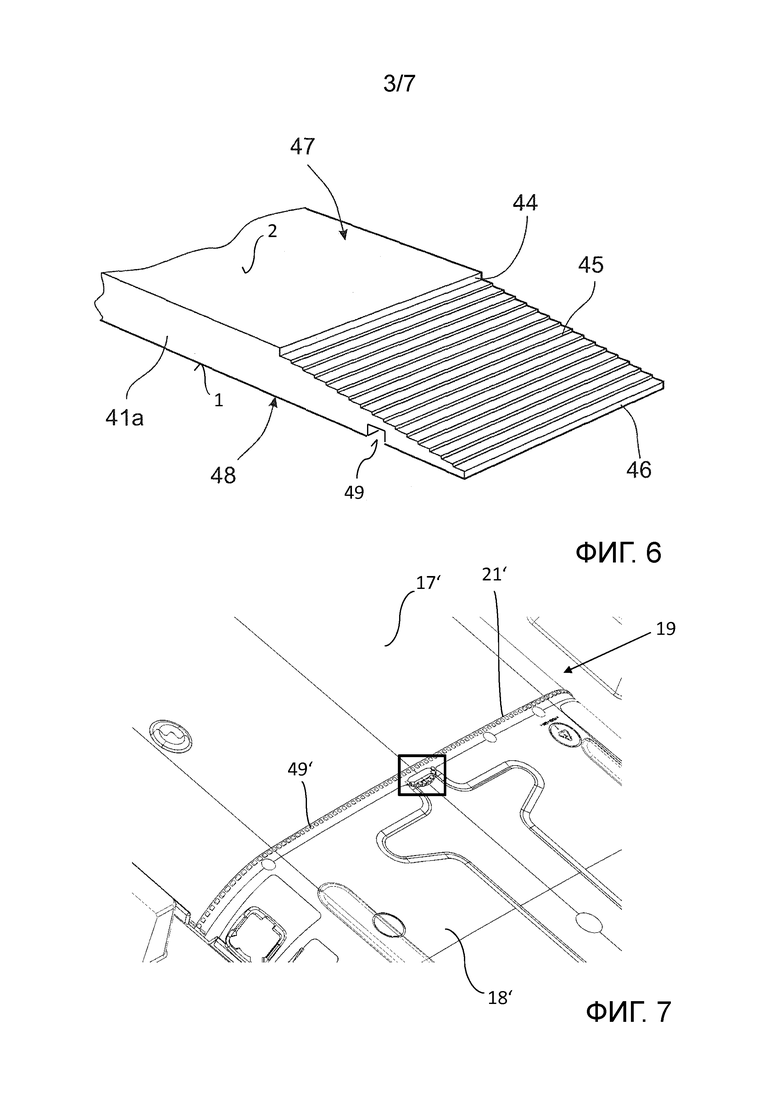
Фрагмент пластины или спинки сердечника (также называемый формой) 19 показан более подробно на фиг. 7 и 8. Форма 19 содержит внешнюю поверхность, разделенную на первую внешнюю поверхность 17', соответствующую внутренней поверхности первой составной части 17, и вторую внешнюю поверхность 18', соответствующую внутренней поверхности второй составной части 18.
Фиг. 2 показывает схематичную иллюстрацию внешнего корпуса 20, созданной посредством вышеописанного процесса. Внешний корпус 20 создается из двух составных частей 17, 18, инжектированных во время процесса, показанного на фиг. 1A и B. Упомянутые составные части 17, 18 соединяются по шву 21, идущему от одного бокового края 22 ко второму боковому краю 23 внешнего корпуса 20. Фиг. 2 дополнительно указывает местоположение 24 прорезания литников для первичной системы 13 литниковых каналов и соответствующе местоположение 25 прорезания литников для вторичной системы 14 литниковых каналов.
Одним фактором, который необходимо учитывать во время процесса, является относительная температура плавления двух материалов. Как изложено выше, материал, имеющий наивысшую температуру инжекции, обычно вводится первым. Для того, чтобы гарантировать, что температура второго материала является достаточной, по меньшей мере, для частично плавления взаимодействующего края первого материала, температура инжекции второго материала может быть увеличена. Увеличенная температура может быть выше температуры инжекции, рекомендованной производителем, но не выше температуры деградации материала.
В вышеописанном примере первый материал был прозрачной смолой, которая была испытана при двух различных температурах инжекции. Второй материал был непрозрачной смолой, введенной при одинаковой температуре в обоих испытаниях. Эти испытания описываются в дополнительных деталях ниже.
Дополнительными факторами являются температура стенки формы, скорость инжекции, время задержки между инжекциями и температура инжектированной составной части. Например, температура стенки формы контролируется, чтобы поддерживать первую составную часть при желаемой температуре во время поворота первого компонента во вторую позицию инжекции. Таким образом, край первого компонента не будет вынуждать введенный второй материал охлаждаться, прежде чем взаимодействующие края сплавятся вместе. Температура обоих компонентов может также поддерживаться во время последующих инжекций для того, чтобы минимизировать искажение внешнего корпуса во время последующего охлаждения законченной внешнего корпуса. Так как каждая инжекционная станция снабжается независимым инжекционным блоком, скорости и давления инжекции могут точно контролироваться и приспосабливаться для каждого вводимого материала.
В дополнение к конструкции инструмента, дополнительными факторами, которые необходимо учитывать, являются толщина стенки введенного компонента, структура поверхности части от первичной системы литниковых каналов, чтобы избегать проблем вентиляции, поверхность инструмента и температура для извлечения из формы, местоположение прорезания литников для оптимального склеивания между составными частями в зависимости от проточного пути и того, как часть будет извлечена из формы, обуславливающее усилие, которое должно быть применено к области склеивания между составными частями.
Для того, чтобы увеличивать склеивание между контактирующими краями двух материалов, шву была задана отдельная конфигурация. Шов предшествующего уровня техники, как показано на фиг. 3, созданный посредством соединения одинаковых двух материалов, был использован в качестве эталонного образца. Образец предшествующего уровня техники был подвергнут сравнительному испытанию с помощью образцов, содержащих множество альтернативных швов согласно изобретению, и образца, содержащего отрезок из однородного непрозрачного материала, имеющего ту же толщину, что и эталонный образец. Шов согласно изобретению показан на фиг. 4.
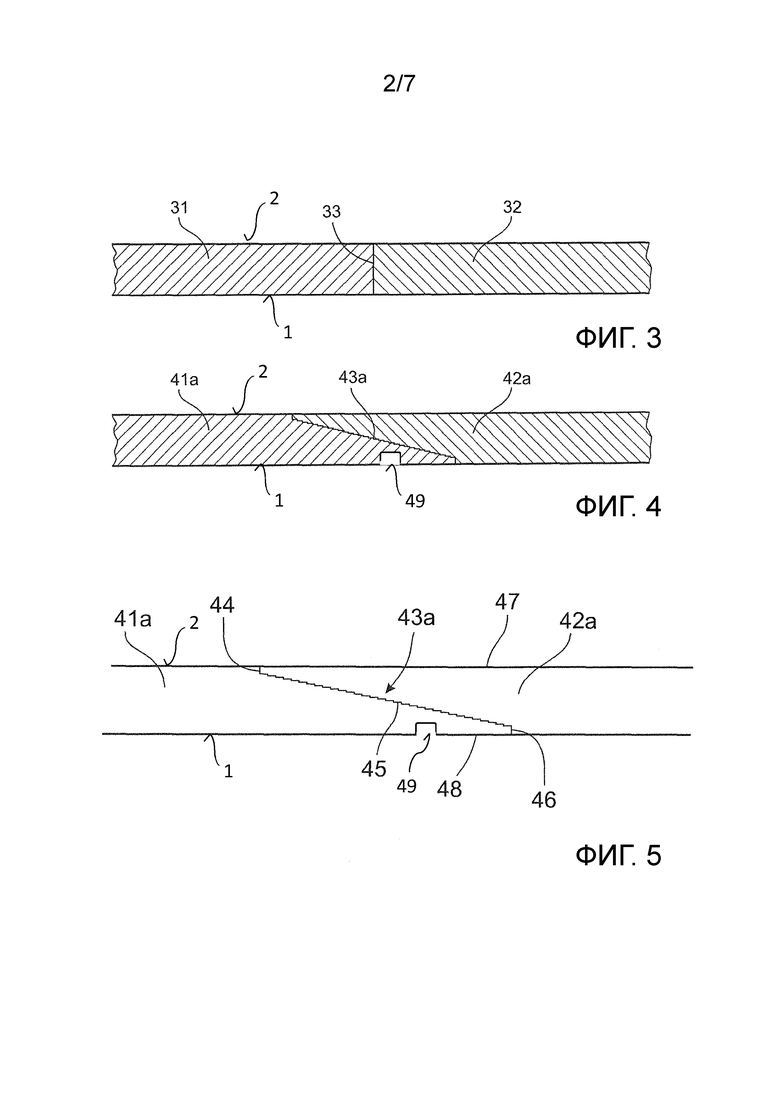
Фиг. 3 показывает схематичную иллюстрацию шва предшествующего уровня техники между прозрачной первой составной частью 31 и непрозрачной второй составной частью 32. Первая и вторая составные части 31, 32 имеют одинаковую толщину стенки и соединяются торец к торцу посредством прямого, плоского шва 33.
Фиг. 4 показывает схематичную иллюстрацию поперечного сечения через шов согласно изобретению. Фиг. 4 показывает прозрачную первую составную часть 41a и непрозрачную вторую составную часть 42a. Первая и вторая составные части 41a, 42a имеют одинаковую толщину стенки 3 мм и соединяются торец к торцу швом 43a, содержащим множество ступенек. Шов протягивается на расстояние в 2,5 раза больше толщины второй составной части 42a в направлении, поперечном направлению шва 43a между составными частями. Передние поверхности соответствующих соединенных составных частей находятся полностью на одном уровне друг с другом по шву. В области шва передний край второй составной части 42a размещается, чтобы перекрывать первую составную часть 41a для того, чтобы скрывать шов 43a. Шов 43a будет описан более подробно ниже (см. фиг. 5). На фиг. 4 ступеньки показаны как отдельные ступеньки с прямоугольными углами для ясности. Однако, в законченном шве между двумя инжекционно сформированными компонентами, по меньшей мере, углы контактирующих поверхностей были расплавлены, чтобы формировать сплавленный шов. Для того, чтобы добиваться желаемой прочности, каждый угол упомянутых ступенек выполняется с возможностью плавления во время второго этапа инжекционного формования. Было обнаружено, что посредством предоставления ступенек, сформированных практически под прямоугольными углами по всей длине шва, формирование однородного, прочного шва достигается. Когда расплавленный материал, вводимый во время второго этапа инжекционного формования, достигает отвердевшего края первой составной части, углы облегчают сплавление вместе первой и второй составных частей. Для того, чтобы обеспечивать это, температура материала, который должен быть введен, и/или температура формы может регулироваться, чтобы добиваться желаемого результата.
Фиг. 5 показывает укрупненный вид шва на фиг. 4, содержащего прозрачную первую составную часть 41a и непрозрачную вторую составную часть 42a. Передний край первой составной части 41a инжекционно формуется, чтобы формировать множество отдельных ступенек 44 45, 46. Высота ступенек выбирается в зависимости от толщины стенки выдачного устройства рядом со швом 43a. В этом примере толщина стенки выдачного устройства рядом со швом равна 3 мм, а высота ступенек выбирается на основе этого измерения. Например, в шве 43a, соединяющем прозрачную часть 41a и непрозрачную часть 42a, первая ступенька 44 рядом с внешней поверхностью 47 внешней стенки была выбрана большей по сравнению с множеством промежуточных ступенек 45. Это дает отчетливую линию, разделяющую две части 41a, 42a, и облегчает наполнение формы рядом с краем первой составной части 41a во время второго этапа инжекционного формования. Более высокая первая ступенька 46 рядом со швом 43a будет также предохранять этот фрагмент внешнего корпуса от становления частично прозрачным. Аналогично, конечная ступенька 46 рядом с внутренней поверхностью 48 внешнего корпуса был выбран большей по сравнению с промежуточными ступеньками 45, чтобы облегчать заполнение формы рядом с краем первой составной части 41a. В последнем случае, ступеньки 44, 46, предусмотренные рядом с внешней и внутренней поверхностями 47, 48, имеют, каждая, заданную высоту 0,2 мм. Для стенки выдачного устройства, имеющего постоянную суммарную толщину 2 мм, эти внешние, первые ступеньки могут быть разделены множеством промежуточных ступенек 0,05–0,1 мм. В этом случае промежуточные ступеньки имеют одинаковую высоту 0,05 мм.
Фиг. 6 показывает схематичный укрупненный участок составной части, снабженный множеством ступенек. Эта составная часть соответствует первой составной части 41a, показанной на фиг. 5. Как описано выше, передний край первой составной части 41a инжекционно формуется, чтобы формировать множество отдельных ступенек 44, 45, 46 во время первого этапа инжекционного формования согласно изобретению. Первая ступенька 44 рядом с внешней поверхностью 47 составной части имеет более значительную высоту по сравнению с множеством промежуточных ступенек 45. Аналогично, конечная ступенька 46 рядом с внутренней поверхностью 48 составной части была выбрана большей по сравнению с промежуточными ступеньками 45, чтобы облегчать заполнение формы рядом с краем первой составной части 41a. Первая составная часть 41a будет соединена со второй составной частью 41b (см. фиг. 5) во время второго этапа инжекционного формования.
Фиг. 10 показывает схематичную иллюстрацию составной части 41a, снабженной ступенчатым краем 80, содержащим множество отдельных ступенек 44, 45, 46, как показано на фиг. 6. На фиг. 11 может быть видно, как ступенчатый край 80 протягивается непрерывно от одного бокового края 81 составной части 41a до второго бокового края 82. Также видны множество углублений 49, протягивающихся вдоль ступенчатого края 80.
Фиг. 11 показывает иллюстрацию фактических фотографий образцов поперечного сечения через внешний корпус, соответствующих схематичным поперечным сечениям, показанным на фиг. 4. На фиг. 12 внешняя стенка была разрезана в поперечном направлении шва между первой и второй составными частями. Следовательно, фиг. 1A, соответствующая фиг. 4, показывает прозрачную первую составную часть 41a и непрозрачную вторую составную часть 42a. Первая и вторая составные части 41a, 42a имеют одинаковую толщину стенки 3 мм и соединяются торец к торцу швом 43a, содержащим множество ступенек. Как может быть видно из чертежа, контактные поверхности были соединены, и углы отдельных ступенек были расплавлены, чтобы формировать скругленные поверхности и соединенные со второй составной частью 42a во время второго этапа инжекционного формования.
Кроме того, множество углублений 49 формируется во внутренней поверхности 1 первой составной части 17 или 41a (фиг. 2 и 4–6). Углубления 49 в конкретном примере не имеют выреза, но могут также быть сформированы с вырезом с конкретным углом выреза.
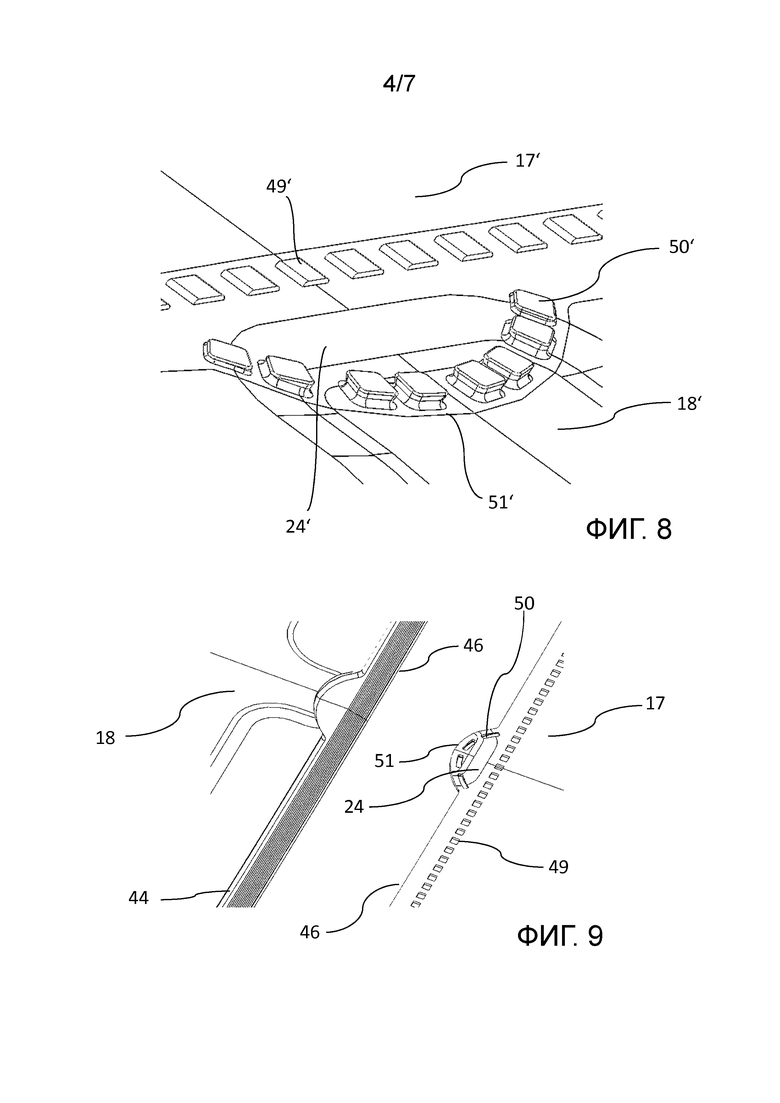
С другой стороны, фиг. 9 также показывает число углублений 50, которые протягиваются вдоль свободного края 51 выступа 24 литника, протягивающегося от свободного конца 46 сопрягаемой поверхности и имеющего частично круглую форму. Эти углубления 50 содержат вырез с углом выреза в конкретном примере, равным 10°. Кроме того, различные углы выреза могут быть выбраны в зависимости от используемого материала и обстоятельств, которые объяснены ранее.
Угол выреза определяется как угол боковой стенки углубления 49, 50 в поперечном сечении относительно линии, перпендикулярной внутренней поверхности первой составной части 17 в проеме углубления 49, 50.
Углубления 49, 50, в частности, служат для удержания первой составной части 17 в форме 19 перед введением пластмассового материала компонента для формирования второй составной части 18.
Таким образом, углубления 49, 50 формируются посредством выступов 49' и 50' формы 19, как показано на фиг. 7 и 8. Выступы 49' протягиваются вдоль фрагмента формы 19, в которой шов между первой составной частью 17 и второй составной частью 18 должен быть расположен. Этот шов был указан по ссылке 21' на фиг. 7. Как будет понятно из фиг. 7, выступы 49' протягиваются по всей длине шва 21'. Выступы 49' более явно изображены на фиг. 8 в укрупненном масштабе. Выступы 49' имеют прямоугольный по форме вид сверху и закругленные продольные боковые края. Таким образом, выступы 49' сужаются, начиная от поверхности 17' формы 19, так что не существует выреза. Если выступы 49' рассматриваются как негативы, углубления 49, как показано на фиг. 9, будут позитивом для выступов 49'.
Углубления 50, показанные на фиг. 9, формируются посредством выступов 50'. Выступы 50' предусматриваются вдоль свободного края или конца 51' поверхности 17' формы, соответствующего свободному концу 51 выступа 24 литника (фиг. 9). В противоположность выступам 49' выступы 50' снабжаются вырезом. С этой целью, выступы 50' могут быть с грибообразной головкой. Например, боковые стенки или, по меньшей мере, две противоположные боковые стенки выступов 50' могут быть наклонены наружу относительно линии, перпендикулярной поверхности 17' формы 19, чтобы обеспечивать вырез. В этом конкретном примере угол выреза, т.е., наклон боковой стенки выступа 50' во внешнюю сторону и относительно линии, перпендикулярной поверхности 17' в поперечном сечении, равен приблизительно 10°. Другими словами, выступы 50' расширяются или раздвигаются, начиная с поверхности 17'.
Выступы 49' и 50' располагаются в ряд. Кроме того, выступы 49' имеют одинаковую высоту по длине шва 21'. Напротив, высота выступов 50' является наибольшей в центре ряда и наименьшей на противоположных концах ряда, как четко видно из фиг. 8. Это также применяется к углублениям 49 и 50, сформированным выступами 49' и 50'.
Также ясно, что выступы 49' могут быть расположены с равным шагом вдоль ряда (расстояние между соседними выступами 49' является одинаковым вдоль ряда) или сгруппированы, каждая группа состоит из множества выступов 50', таких как два выступа 50', при этом выступы в одной группе располагаются с одинаковым шагом (расстоянием друг до друга), и группы позиционируются с равным шагом, однако, отличным от шага выступов 50' в одной группе. В примере на фиг. 8 существуют четыре группы, каждая состоит из двух выступов 50'. Фиг. 9 показывает альтернативную конфигурацию относительно углублений, получающихся в результате от выступов 50'. В этом контексте, показаны четыре углубления 50, которые располагаются с равным шагом. Становится также понятно, что углубления 50 на фиг. 9 являются прямоугольными в виде сверху, тогда как углубления 49 являются квадратными по форме в виде сверху. Кроме того, также возможны круглые углубления.
Процесс инжекционного формования объединяет, как ранее упомянуто, первый этап инжекционного формования, на котором первый пластмассовый материал компонента вводится в первую полость 15. Во время этого первого этапа инжекционного формования первый пластмассовый материал компонента протекает вокруг выступов 49' и 50'. После охлаждения сформированная таким образом первая составная часть 41a закрепляется и удерживается посредством зацепления углублений 49 и 50 с соответствующими выступами 49' и 50'. Соответственно, сопрягаемая поверхность 43a первой составной части 43a закрепляется на месте в или на форме 19 даже во время вращения в направлении A на фиг. 1A и B и/или во время усадки, когда пластмассовый материал охлаждается. Таким образом, существует негатив, предоставленный посредством формы 19, когда она закрыта, чтобы определять вторую полость 16. Соответственно, любое переливание второго пластмассового материала компонента во время второго этапа инжекционного формования может быть устранено. Таким образом, внутренняя поверхность 1 внешнего корпуса, сформированной посредством первой составной части 41a и второй составной части 42a, находится на одном уровне, как показано на фиг. 5 или 11, без каких–либо непреднамеренных ребер или выступов, сформированных на внутренней поверхности 1. Это является особенно полезным, когда внешний корпус используется для выдачного устройства, в котором продукт, который должен дозироваться, перемещается мимо внутренней поверхности 1 на шве. Вследствие конфигурации без каких–либо выступов или ребер повреждение продукта, который должен быть дозирован, который может потенциально сталкиваться с выступами или ребрами, может быть устранено.
Также ясно из этих чертежей, что внешняя поверхность 2 первой составной части 41a и второй составной части 42a могут быть на одном уровне. Вследствие точного позиционирования зазор, сформированный между ступенькой 44 и свободным краем второй составной части 42a, может быть уменьшен до минимума и даже закрыт и соединен во время процесса инжекционного формования. Соответственно, грязь не может скапливаться в этом зазоре, что является очень полезным, даже если выдачное устройство располагается в чувствительном окружении, таком как больница или стерильные комнаты.
Фиг. 12 показывает первый пример выдачного устройства, содержащего внешний корпус согласно изобретению. В этом примере внешний корпус 90 формируется посредством прозрачной первой составной части 91 и непрозрачной второй составной части 92. Первая составная часть 91 и вторая составная часть 92 соединяются швом 93, протягивающимся от первого бокового края 94 до второго бокового края 95 внешнего корпуса 90. Составные части 91, 92 могут быть соединены посредством любого шва из швов, описанных в соединении с фиг. 6–9. Внешний корпус 90 разъемным образом соединяется с задней секцией 96 выдачного устройства для того, чтобы формировать корпус 97 выдачного устройства. Задняя секция 96 выдачного устройства выполняется с возможностью установки на вертикальной поверхности, такой как стенка. В этом примере корпус 97 выдачного устройства предназначается для выдачного устройства для пачки бумажных полотенец или аналогичного, которые извлекаются из отверстия 98 выдачного устройства в нижней поверхности выдачного устройства.
Фиг. 13 показывает второй пример выдачного устройства, содержащего внешний корпус согласно изобретению. В этом примере внешний корпус 100 формируется посредством прозрачной первой составной части 101 и непрозрачной второй составной части 102. Первая составная часть 101 и вторая составная часть 102 соединяются швом 103, протягивающимся от первого бокового края 104 до второго бокового края 105, расположенного вдоль нижнего ограничивающего участка внешнего корпуса 100. Составные части 101, 102 могут быть соединены посредством любого шва из швов, описанных выше. Внешний корпус 100 разъемным образом соединяется с задней секцией 106 выдачного устройства для того, чтобы формировать корпус 107 выдачного устройства. Задняя секция 106 выдачного устройства выполняется с возможностью установки на вертикальной поверхности, такой как стенка. В этом примере корпус 107 выдачного устройства предназначается для выдачного устройства для рулона бумаги или аналогичного, которые извлекаются из отверстия 108 выдачного устройства в нижней поверхности выдачного устройства.
Фиг. 14 показывает третий пример выдачного устройства, содержащего внешний корпус согласно изобретению. В этом примере внешний корпус 110 формируется посредством центральной прозрачной первой составной части 111 и верхней и нижней непрозрачной второй составной части 112a, 112b. Первая составная часть 111 и вторые составные части 112a, 112b соединяются швами 113a и 113b, соответственно. Оба шва 113a, 113b протягиваются параллельно от первого бокового края 114 до второго бокового края 115 внешнего корпуса 110. Составные части 111, 112a, 112b могут быть соединены посредством любого шва из швов, описанных в соединении с фиг. 6–9. Внешний корпус 110 разъемным образом соединяется с задней секцией 116 выдачного устройства для того, чтобы формировать корпус 117 выдачного устройства. Задняя секция 116 выдачного устройства выполняется с возможностью установки на вертикальной поверхности, такой как стенка. В этом примере корпус 117 выдачного устройства предназначается для выдачного устройства для пачки бумажных полотенец или аналогичного, которые извлекаются из отверстия 118 выдачного устройства в нижней поверхности выдачного устройства.
При выборе материалов должно быть определено, что используемые смолы являются, как правило, совместимыми с неантогонистическими действиями между смолами. Подходящие материалы для использования в вышеописанном способе являются акрилонитрилбутадиенстирольными (ABS) пластмассами и/или метилметакрилат–ABS (MABS) пластмассами. Однако, эти материалы предоставлены только в качестве примера, и изобретение не ограничивается этими материалами. Материалами, испытанными в примерах ниже, являются Terlux® TR2802 MABS (корпорация BASF Corp.) или Polylux® C2 MABS (A. Schulman GmbH) для прозрачной первой составной части и Polyman® M/MI A40 ABS (A. Schulman GmbH) для непрозрачной второй составной части.
Изобретение не ограничивается вышеприведенными примерами, но может быть свободно изменено в рамках прилагаемой формулы изобретения. Например, в вышеприведенных примерах описываются сочетания прозрачных и непрозрачных материалов. Кроме того, сочетания одного или более цветных и/или прозрачных материалов могут быть использованы. Также, примеры описывают единственный шов, протягивающийся горизонтально или под углом через внешнюю (или переднюю) поверхность внешнего корпуса. Альтернативные решения могут содержать один или более швов, размещенных вертикально, или чтобы окружать один угол. Швы не должны располагаться только по прямой линии, как описано выше, но могут также быть заданы изогнутыми, волнистыми или линией неправильной формы.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОЖУХ ВЫДАЧНОГО УСТРОЙСТВА ДЛЯ РАСХОДУЕМЫХ МАТЕРИАЛОВ | 2009 |
|
RU2495747C2 |
| КОЖУХ ВЫДАЧНОГО УСТРОЙСТВА ДЛЯ РАСХОДУЕМЫХ МАТЕРИАЛОВ | 2009 |
|
RU2495746C2 |
| ДЕТАЛЬ РАСПРЕДЕЛИТЕЛЯ | 2009 |
|
RU2501651C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫДАЧНОГО УСТРОЙСТВА ИЛИ ЕГО ДЕТАЛИ И ВЫДАЧНОЕ УСТРОЙСТВО ИЛИ ДЕТАЛЬ, ИЗГОТОВЛЕННЫЕ УКАЗАННЫМ СПОСОБОМ | 2009 |
|
RU2490122C2 |
| ВЫДАЧНОЕ УСТРОЙСТВО | 2000 |
|
RU2238017C2 |
| ПАНЕЛЕОБРАЗНОЕ ФОРМОВАННОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2702671C1 |
| УПАКОВКА, ИМЕЮЩАЯ ЕДИНЫЙ КОРПУС, ВКЛЮЧАЮЩИЙ ОТЛАМЫВАЕМЫЙ КОЛПАЧОК | 2013 |
|
RU2589573C1 |
| СТАКАН И КОНТЕЙНЕР, СОДЕРЖАЩИЙ СТАКАН | 2024 |
|
RU2839174C1 |
| ВЫДАЧНОЙ УЗЕЛ И СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО, А ТАКЖЕ ЕМКОСТЬ И СПОСОБ РОЗЛИВА НАПИТКОВ | 2013 |
|
RU2683659C2 |
| ЕМКОСТЬ И НАБОР ПРЕФОРМ ДЛЯ ФОРМОВАНИЯ ЕМКОСТИ | 2013 |
|
RU2680419C2 |
Настоящее изобретение относится к внешнему корпусу для выдачных устройств для потребляемых материалов в ресторанах, туалетах или аналогичных случаях. Внешний корпус содержит первую инжекционно отформованную пластмассовую составную часть и вторую инжекционно отформованную пластмассовую составную часть, при этом первая и вторая составные части, каждая, содержат внешнюю поверхность и внутреннюю поверхность. При этом первая составная часть имеет первую сопрягаемую поверхность, направленную к внешней поверхности первой составной части, а вторая составная часть имеет вторую сопрягаемую поверхность, направленную к внутренней поверхности второй составной части. При этом первая и вторая составные части соединяются друг с другом по шву посредством сопряжения упомянутой первой сопрягаемой поверхности и упомянутой второй сопрягаемой поверхности во время инжекционного формования, при этом множество углублений формируется во внутренней поверхности первой составной части, по меньшей мере, вдоль части шва и/или на выступе литника, протягивающемся от свободного конца первой сопрягаемой поверхности первой составной части. Техническим результатом заявленной группы является повышение качества готового изделия. 2 н. и 18 з.п. ф-лы, 15 ил.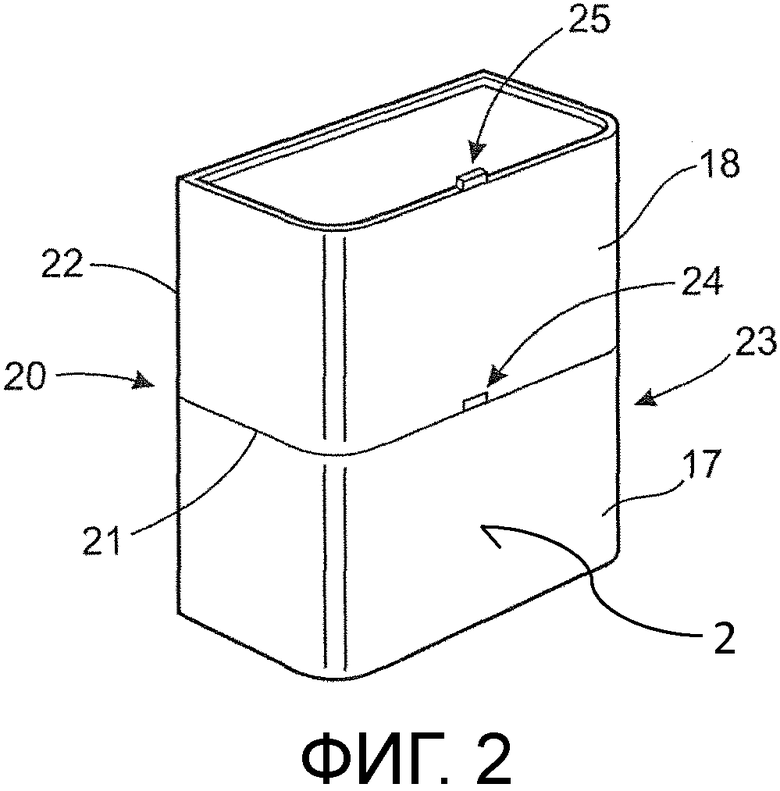
1. Внешний корпус для выдачного устройства, содержащий:
первую инжекционно отформованную пластмассовую составную часть (17; 41a) и вторую инжекционно отформованную пластмассовую составную часть (18; 42a);
при этом первая и вторая составные части, каждая, содержат внешнюю поверхность (2) и внутреннюю поверхность (1),
при этом первая составная часть имеет первую сопрягаемую поверхность (43a), направленную к внешней поверхности первой составной части, а вторая составная часть имеет вторую сопрягаемую поверхность, направленную к внутренней поверхности второй составной части,
при этом первая и вторая составные части соединены друг с другом по шву (21) посредством сопряжения упомянутой первой сопрягаемой поверхности и упомянутой второй сопрягаемой поверхности во время инжекционного формования,
при этом множество углублений (49; 50) сформированы во внутренней поверхности первой составной части, по меньшей мере, вдоль части шва и/или на выступе (24) литника, протягивающемся от свободного конца первой сопрягаемой поверхности первой составной части,
при этом углубления (49; 50) снабжены вырезом.
2. Внешний корпус по п. 1, при этом угол выреза находится между 3° и 20°, предпочтительно от 5° до 15° и более предпочтительно от 8° до 13°.
3. Внешний корпус по п. 1 или 2, при этом углубления (49; 50) размещены в ряд.
4. Внешний корпус по п. 3, при этом глубина углублений (49; 50) является наименьшей на противоположных концах ряда и наибольшей в центре между противоположными концами.
5. Внешний корпус по любому пункту из предшествующих пунктов, при этом углубления (49; 50) имеют прямоугольный по форме вид сверху, в частности квадратный по форме вид сверху, или круглый, или овальный по форме вид сверху.
6. Внешний корпус по п. 5, при этом один край прямоугольника протягивается параллельно свободному концу первой сопрягаемой поверхности и/или свободному концу выступа литника.
7. Внешний корпус по любому пункту из предшествующих пунктов, при этом углубления (49; 50) проходят по всей длине шва.
8. Внешний корпус по любому пункту из предшествующих пунктов, при этом внешние поверхности (2) и/или внутренние поверхности (1) первой и второй составных частей находятся на одном уровне вдоль шва.
9. Внешний корпус по любому пункту из предшествующих пунктов, при этом упомянутая первая сопрягаемая поверхность и упомянутая вторая сопрягаемая поверхность, как правило, являются неплоскими.
10. Внешний корпус по любому пункту из предшествующих пунктов, при этом упомянутая первая составная часть (17; 41a) выполняется из MABS, а упомянутая вторая составная часть выполняется из ABS.
11. Внешний корпус по п. 10, при этом упомянутая вторая составная часть (18; 42a) является непрозрачным ABS-пластмассовым материалом.
12. Внешний корпус по п. 10 или 11, при этом упомянутая первая составная часть (17; 41a) является прозрачным MABS-пластмассовым материалом.
13. Внешний корпус по любому пункту из предшествующих пунктов, при этом первая и вторая составные части (17, 18; 41a, 42a), каждая, дополнительно содержат первую боковую поверхность и вторую боковую поверхность, при этом первая и вторая боковые поверхности, каждая, имеют свободный край (22, 23; 81, 82), обращенный от внешней поверхности (2), и при этом шов (21) проходит от свободных краев первых боковых поверхностей к свободным краям вторых боковых поверхностей.
14. Способ производства внешнего корпуса части выдачного устройства, предусматривающий следующие этапы:
выполняют первый этап инжекционного формования, чтобы создавать первую составную часть (17; 41a) внешнего корпуса в форме, при этом первая составная часть содержит внешнюю поверхность (2) и внутреннюю поверхность (1), при этом первая составная часть имеет первую сопрягаемую поверхность (43a), направленную к внешней поверхности первой составной части;
удерживают первую составную часть в форме и зацепляют множество выступов (49'; 50'), предусмотренных на поверхности формы (19), с первой составной частью во время первого этапа инжекционного формования, выступы предусматриваются на поверхности формы, соответствующей внутренней поверхности первой составной части, и, по меньшей мере, вдоль части внутреннего конца (44) первой сопрягаемой поверхности (43a) первой составной части и/или на выступе (24) литника, проходящем от свободного конца (44) первой сопрягаемой поверхности первой составной части; и
выполняют второй этап инжекционного формования, чтобы создавать вторую составную часть (18; 42a) в форме (19), при этом вторая составная часть содержит внешнюю поверхность (2) и внутреннюю поверхность (1), при этом вторая составная часть имеет вторую сопрягаемую поверхность, направленную к внутренней поверхности второй составной части, при этом первая и вторая составные части соединяются друг с другом по шву (21) посредством сопряжения упомянутой первой сопрягаемой поверхности (43a) и упомянутой второй сопрягаемой поверхности во время второго этапа инжекционного формования,
при этом выступы (49'; 50') снабжают вырезом.
15. Способ по п. 14, при этом угол выреза находится между 3° и 20°, предпочтительно от 5° до 15° и более предпочтительно от 8° до 13°.
16. Способ по п. 14 или 15, при этом выступы (49'; 50') размещаются в ряд.
17. Способ по п. 16, при этом высота выступов (49'; 50') является наименьшей на противоположных концах ряда и наибольшей в центре между противоположными концами.
18. Способ по любому пункту из пп. 14-17, при этом выступы (49'; 50') имеют прямоугольный по форме вид сверху, в частности квадратный по форме вид сверху, или круглый по форме, или овальный по форме вид сверху.
19. Способ по п. 18, при этом один край прямоугольника протягивается параллельно свободному концу первой сопрягаемой поверхности и/или свободному концу выступа литника.
20. Способ по любому пункту из пп. 14-19, при этом форма (19) перемещается, в частности поворачивается, из первой полости (15) во вторую полость (16) между первым этапом инжекционного формования и вторым этапом инжекционного формования, в то же время удерживая первую составную часть (17; 41a) в форме (19).
| WO 2009138453 A1, 19.11.2009 | |||
| JP H03261527 A, 21.11.1991 | |||
| ДЕТАЛЬ РАСПРЕДЕЛИТЕЛЯ | 2009 |
|
RU2501651C2 |
| WO 2014142062 A1, 18.09.2014. | |||

