ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
[0001] Сосуды под давлением широко используются для хранения множества текучих сред под давлением, например, водорода, кислорода, природного газа, азота, пропана, метана и других видов топлива. В общем сосуды под давлением могут иметь любой размер или конфигурацию. Сосуды могут быть тяжелыми или легкими, одноразовыми (например, разового использования), многоразовыми, рассчитанными на высокое давление (например, более 50 фунтов на квадратный дюйм), низкое давление (например, менее 50 фунтов на квадратный дюйм) или могут использоваться для хранения текучих сред при повышенных или криогенных температурах.
[0002] Подходящие материалы оболочки сосуда высокого давления включают в себя металлы, например, сталь; или композитные материалы, которые могут включать в себя ламинированные слои из намотанных стекловолоконных нитей или других синтетических нитей, соединенных с помощью термореактивной или термопластичной смолы. Волокно может представлять собой стекловолокно, арамидное волокно, углеродное волокно, графитовое волокно или любой другой общеизвестный волокнистый армирующий материал. Используемый смолистый материал может представлять собой эпоксидную смолу, полиэфирную смолу, винилэфирную смолу, термопластичную смолу или любой другой подходящий смолистый материал, выполненный с возможностью обеспечения соединения волокон, соединения волоконных слоев и устойчивости к разрыву, требуемой в конкретной области использования сосуда. Композитная конструкция сосудов обеспечивает многочисленные преимущества, в том числе небольшой вес и устойчивость к коррозии, усталостному и катастрофическому разрушению. Эти свойства по меньшей мере частично обусловлены высокой удельной прочностью армирующих волокон или нитей.
[0003] Внутри композитной оболочки часто обеспечена полимерная или другая неметаллическая эластичная футеровка (лейнер) или камера для герметизации сосуда и предотвращения контакта находящихся внутри текучих сред с композитным материалом. Футеровка может быть изготовлена путем формования прессованием, выдувного формования, литьевого формования или любой другой общеизвестной технологии. Альтернативно футеровка может быть выполнена из других материалов, включая сталь, алюминий, никель, титан, платину, золото, серебро, нержавеющую сталь и любые их сплавы. Такие материалы в общем могут быть охарактеризованы как имеющие высокий модуль упругости. В одном варианте выполнения футеровка 20 выполнена из полиэтилена высокой плотности (HDPE) путем выдувного формования.
[0004] Фиг. 1 иллюстрирует вытянутый сосуд 10 высокого давления, такой как раскрыт в патенте США № 5,476,189 под названием «Pressure vessel with damage mitigating system», который настоящим включен сюда путем ссылки. Сосуд 10 имеет основной участок 12 корпуса и по существу полусферические или куполообразные концевые участки 14. На одном или обоих концах сосуда 10 обеспечен выступ 16, обычно выполненный из алюминия, обеспечивающий отверстие для сообщения с внутренней областью сосуда 10. Как показано на Фиг. 2, сосуд 10 образован из внутренней полимерной футеровки (лейнер) 20, покрытой внешней композитной оболочкой 18. Композитная оболочка 18 воспринимает конструктивные нагрузки на сосуд 10.
[0005] Фиг. 2 иллюстрирует частичный вид в разрезе, взятом вдоль линии 2-2, показанной на Фиг. 1, типичного концевого участка 14, включающего в себя выступ 16, такой как раскрыт в патенте США № 5,429,845 под названием «Boss for a filament wound pressure vessel», который настоящим включен сюда путем ссылки. Выступ 16 обычно имеет горловину 22, отверстие 26, обеспечивающее сообщение по текучей среде с внутренней областью сосуда 10, и кольцевой фланец 24, продолжающийся в радиальном направлении от отверстия 26. Выступ 16 установлен на внешней оболочке 18 и футеровке 20, так что отверстие 26 продолжается между внутренней и наружной областями сосуда 10 под давлением. Обычно оболочка 18 прилегает к горловине 22. Как правило, фланец 24 расположен между участками футеровки 20 и/или зажат между футеровкой 20 и оболочкой 18. В некоторых вариантах выполнения фланец 24 может включать в себя по меньшей мере один кольцевой паз 32, выполненный с возможностью приема соответствующего кольцевого выступа (выступов) 34 на футеровке 20. Такая конструкция закрепляет выступ 16 на сосуде 10 и обеспечивает уплотнение поверхностях сопряжения между выступом 16, оболочкой 18 и футеровкой 20.
[0006] Способ изготовления сосуда 10 под давлением включает в себя этапы, на которых устанавливают выступ на оправке и подают текучий полимерный материал для футеровки 20 вокруг фланца 24 и в паз 32 выступа 16. Затем материал футеровки затвердевает, тем самым образуя участки футеровки 20, смежные с фланцем 24 и выступом 34, принятым в пазу 32. Таким образом, футеровка 20 механически соединяется со выступом 16. Соответственно, даже в условиях сверхвысокого давления предотвращается отделение футеровки 20 от выступа 16.
[0007] В примерном варианте выполнения внешняя оболочка 18 образована из намотанных волокон и окружает футеровку 20 и по меньшей мере участок фланца 24 выступа 16. В примерном способе головку для выдачи волокон перемещают таким образом, чтобы волокно наматывалось на футеровку 20 по заданной схеме. Если сосуд 10 имеет цилиндрическую форму, а не сферическую, намотка волокна обычно осуществляется по существу как по продольной (спиральной), так и по окружной (кольцевой) схеме намотки. Процесс намотки определяется несколькими факторами, например, содержанием смолы, конфигурацией волокон, натяжением намотки и схемой намотки относительно оси футеровки 20. Подробная информация, касающаяся изготовления примерного сосуда под давлением, раскрыта в патенте США № 4,838,971 под названием «Filament Winding Process and Apparatus», который настоящим включен сюда путем ссылки.
[0008] Хотя футеровка 20 обеспечивает газонепроницаемость в обычных рабочих условиях, для конструкции сосуда 10 под давлением такого типа характерно явление, при котором газ проникает в футеровку 20 при увеличении давления в сосуде 10. При сбросе давления в сосуде 10 газ высвобождается из футеровки 20, и в некоторых случаях проникает в пространство между футеровкой 20 и оболочкой 18. В связи с этим может образовываться газовый карман, в результате чего футеровка 20 немного выпирает внутрь и, вероятно, растягивается. Кроме того, газ на поверхности сопряжения между футеровкой 20 и оболочкой 18 может способствовать нежелательному отделению футеровки 20 и оболочки 18. Дополнительно, при повторной подаче давления газ, захваченный между футеровкой 20 и оболочкой 18, может резко вытесняться через микротрещины в оболочке 18, которые образуются при высоком давлении. Относительно резкое вытеснение газа может приводить к срабатыванию датчиков утечки, хотя фактически в сосуде 10 под давлением отсутствует постоянная утечка.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0009] В соответствии с одним аспектом устройство выполнено с возможностью размещения между выступом и оболочкой сосуда под давлением. Выступ включает в себя сквозное отверстие, и отверстие имеет продольную ось. Устройство включает в себя кольцевой корпус и газопроницаемый элемент. Кольцевой корпус включает в себя внутреннюю поверхность, выполненную с возможностью прилегания к выступу , и внешнюю поверхность, выполненную с возможностью прилегания к оболочке. Кольцевой корпус имеет противоположные первый и второй концы относительно продольной оси. Газопроницаемый элемент обеспечен на внутренней поверхности и продолжается по меньшей мере от первого конца до второго конца.
[0010] В соответствии с другим аспектом сосуд под давлением включает в себя оболочку, выступ и устройство, расположенное между выступом и оболочкой. Выступ включает в себя сквозное отверстие, и отверстие имеет продольную ось. Устройство включает в себя кольцевой корпус и газопроницаемый элемент. Кольцевой корпус включает в себя внутреннюю поверхность, выполненную с возможностью прилегания к выступу , и внешнюю поверхность, выполненную с возможностью прилегания к оболочке. Кольцевой корпус имеет противоположные первый и второй концы относительно продольной оси. Газопроницаемый элемент обеспечен на внутренней поверхности и продолжается от первого конца до второго конца.
[0011] В соответствии с другим аспектом способ изготовления сосуда под давлением включает в себя этап, на котором устанавливают выступ на оправке. Выступ имеет горловину, причем горловина имеет отверстие с продольной осью. Выступ имеет фланец, который продолжается наружу в радиальном направлении от отверстия. Способ включает в себя этап, на котором размещают кольцевой вкладыш вокруг горловины выступа. Вкладыш включает в себя противоположные первый и второй концы относительно продольной оси. Способ включает в себя этап, на котором образуют футеровку (лейнер) сосуда под давлением на по меньшей мере участке фланца. Внешнюю оболочку образуют так, чтобы она окружала футеровку, фланец и вкладыш. Способ выполняют таким образом, чтобы газопроницаемый элемент продолжался по меньшей мере от первого конца до второго конца.
[0012] Настоящее изобретение в различных сочетаниях в форме устройства или способа также может быть охарактеризовано следующими пунктами:
1. Устройство, выполненное с возможностью размещения между выступом и оболочкой сосуда под давлением, причем выступ включает в себя сквозное отверстие, и отверстие имеет продольную ось, причем устройство включает в себя:
кольцевой корпус, включающий в себя внутреннюю поверхность, выполненную с возможностью прилегания к выступу , и внешнюю поверхность, выполненную с возможностью прилегания к оболочке, причем кольцевой корпус имеет противоположные первый и второй концы относительно продольной оси; и
газопроницаемый элемент, обеспеченный на внутренней поверхности и продолжающийся по меньшей мере от первого конца до второго конца.
2. Устройство по пункту 1, в котором газопроницаемый элемент включает в себя множество каналов.
3. Устройство по пункту 2, в котором по меньшей мере один из множества каналов по существу выровнен с продольной осью.
4. Устройство по любому из пунктов 2-3, в котором по меньшей мере часть из множества каналов по существу равномерно разнесена по окружности вокруг внутренней поверхности.
5. Устройство по любому из пунктов 2-4, в котором по меньшей мере один из множества каналов имеет по существу прямоугольный профиль поперечного сечения.
6. Устройство по любому из пунктов 1-5, в котором кольцевой корпус включает в себя горловину и фланец, который продолжается в радиальном направлении от горловины.
7. Сосуд под давлением, включающий в себя:
оболочку;
выступ, включающий в себя сквозное отверстие, причем отверстие имеет продольную ось;
устройство, расположенное между выступом и оболочкой, причем устройство включает в себя:
кольцевой корпус, включающий в себя внутреннюю поверхность, выполненную с возможностью прилегания к выступу , и внешнюю поверхность, выполненную с возможностью прилегания к оболочке, причем кольцевой корпус имеет противоположные первый и второй концы относительно продольной оси; и
газопроницаемый элемент, обеспеченный на внутренней поверхности и продолжающийся по меньшей мере от первого конца до второго конца.
8. Сосуд под давлением по пункту 7, причем сосуд под давлением включает в себя футеровку, расположенную внутри оболочки для образования поверхности сопряжения между футеровкой и оболочкой, и газопроницаемый элемент находится в сообщении по текучей среде с поверхностью сопряжения на первом конце и с внешней областью сосуда на втором конце.
9. Сосуд под давлением по любому из пунктов 7-8, в котором газопроницаемый элемент включает в себя множество каналов.
10. Сосуд под давлением по пункту 9, в котором по меньшей мере один из множества каналов по существу выровнен с продольной осью.
11. Сосуд под давлением по любому из пунктов 9-10, в котором по меньшей мере часть из множества каналов по существу равномерно разнесена по окружности вокруг внутренней поверхности.
12. Сосуд под давлением по любому из пунктов 7-11, в котором кольцевой корпус включает в себя горловину и фланец, который продолжается в радиальном направлении от горловины.
13. Способ изготовления сосуда под давлением, включающий в себя этапы, на которых:
устанавливают выступ на оправке, причем выступ имеет горловину, горловина имеет отверстие с продольной осью, и выступ имеет фланец, продолжающийся наружу в радиальном направлении от отверстия;
размещают кольцевой вкладыш вокруг горловины выступа, причем вкладыш включает в себя противоположные первый и второй концы относительно продольной оси;
образуют футеровку сосуда под давлением на по меньшей мере участке фланца; и
образуют внешнюю оболочку, окружающую футеровку, фланец и вкладыш;
причем газопроницаемый элемент продолжается по меньшей мере от первого конца до второго конца.
14. Способ по пункту 13, в котором размещение кольцевого вкладыша вокруг горловины выступа выполняют до образования футеровки.
15. Способ по любому из пунктов 13-14, в котором размещение кольцевого вкладыша вокруг горловины выступа выполняют после образования футеровки.
16. Способ по любому из пунктов 13-15, в котором образование футеровки включает в себя размещение неметаллического материала вокруг оправки и по меньшей мере участка фланца.
17. Способ по любому из пунктов 13-16, дополнительно включающий в себя этап, на котором размещают газопроницаемый элемент на футеровке перед размещением кольцевого вкладыша вокруг горловины выступа.
[0013] Данный раздел обеспечен для упрощенного введения понятий, которые дополнительно описаны ниже в Подробном описании. Данный раздел не предназначен для определения ключевых признаков или существенных признаков раскрытого или заявленного изобретения и не предназначен для описания каждого раскрытого варианта выполнения или каждой реализации раскрытого или заявленного изобретения. В частности, признаки, раскрытые в отношении одного варианта выполнения, могут быть в равной степени применимы к другим вариантам выполнения. Кроме того, данный раздел не предназначен для использования при определении объема заявленного изобретения. Многие другие новые преимущества, признаки и соотношения станут очевидными при ознакомлении с описанием. Нижеследующие чертежи и описание более конкретно раскрывают иллюстративные варианты выполнения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0014] Раскрытое изобретение будет дополнительно объяснено со ссылкой на приложенные чертежи, на которых одинаковые структурные или системные элементы обозначены одинаковыми ссылочными позициями на разных видах. Все описания относятся к описанным элементам, а также к аналогичным элементам, обозначенным теми же ссылочными позициями.
[0015] Фиг. 1 представляет собой вид сбоку обычного сосуда под давлением.
[0016] Фиг. 2 представляет собой частичный вид в разрезе одного конца сосуда под давлением, показанного на Фиг. 1, взятом вдоль линии 2-2, показанной на Фиг. 1, и иллюстрирует обычный выступ и футеровку.
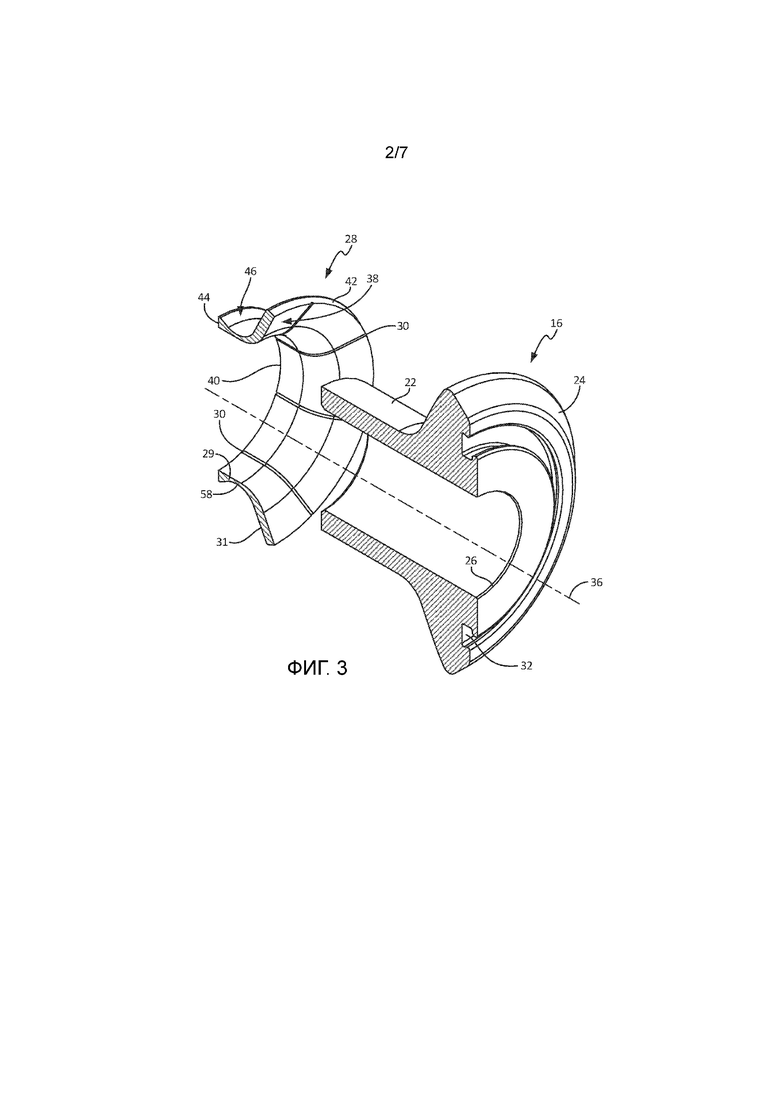
[0017] Фиг. 3 представляет собой разобранный вид в радиальном разрезе выступа и примерного вентилируемого вкладыша в соответствии с настоящим изобретением.
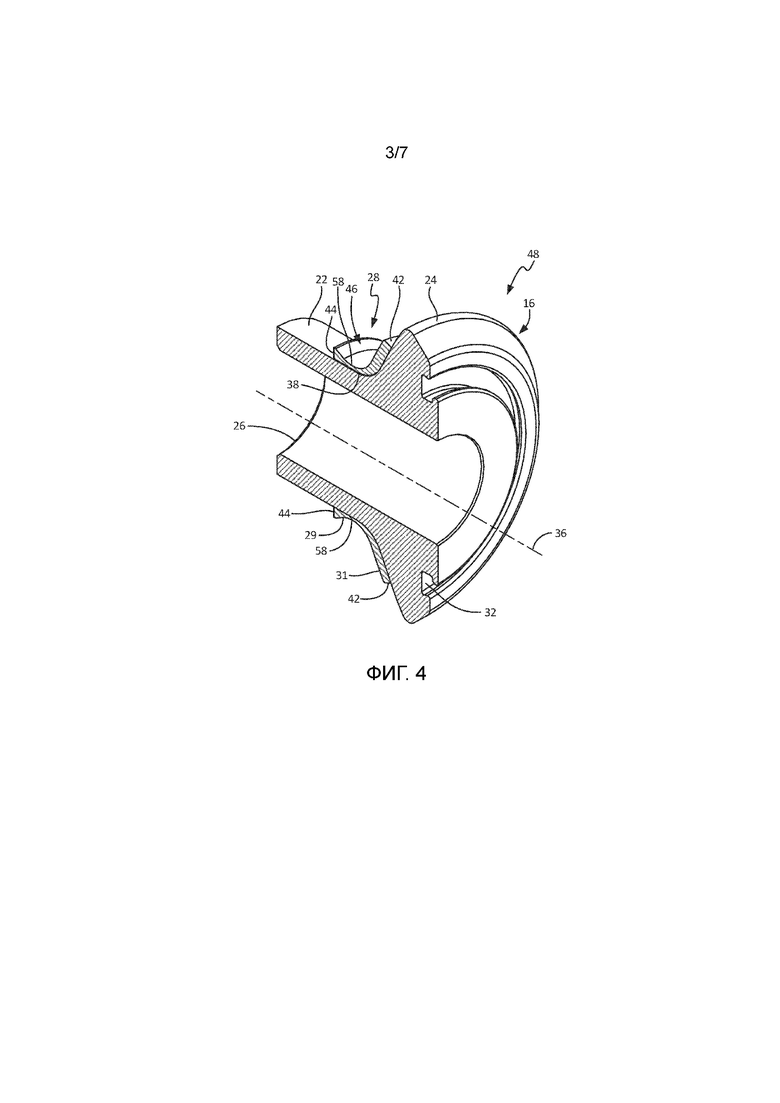
[0018] Фиг. 4 представляет собой вид в радиальном разрезе примерного узла вентилируемого вкладыша и выступа, показанных на Фиг. 3.
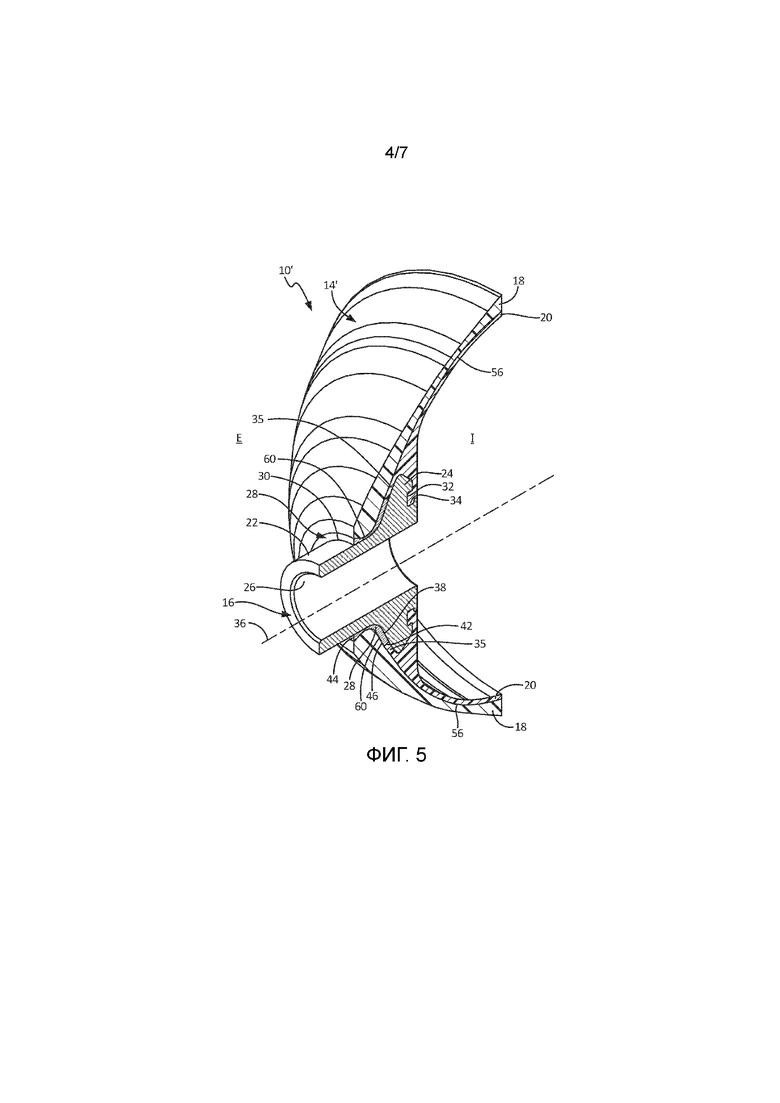
[0019] Фиг. 5 представляет собой частичный вид в перспективе в радиальном разрезе концевого участка сосуда под давлением, содержащего примерный узел, показанный на Фиг. 4, расположенный по меньшей мере частично внутри оболочки сосуда под давлением, и имеющий футеровку сосуда под давлением, образованную на нем.
[0020] Фиг. 6 представляет собой частичный вид в радиальном разрезе концевого участка, показанного на Фиг. 5, иллюстрирующий путь выпуска газа из увеличенного газового кармана.
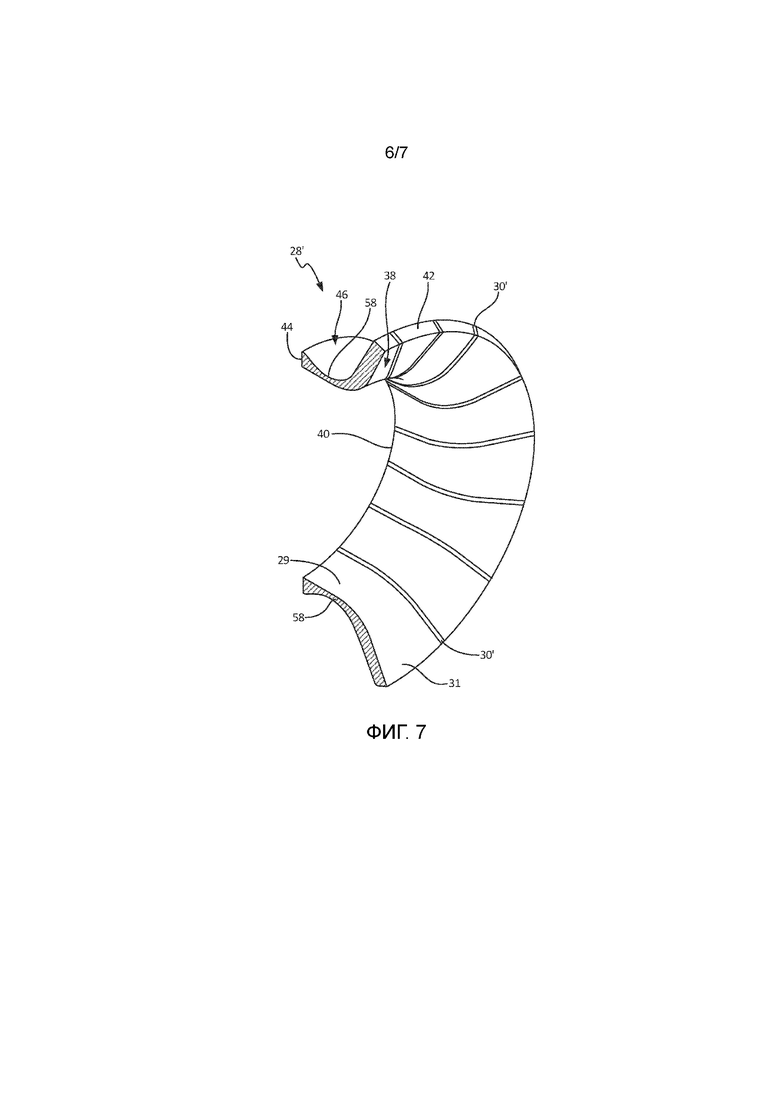
[0021] Фиг. 7 представляет собой вид в радиальном разрезе второго примерного варианта выполнения вентилируемого вкладыша.
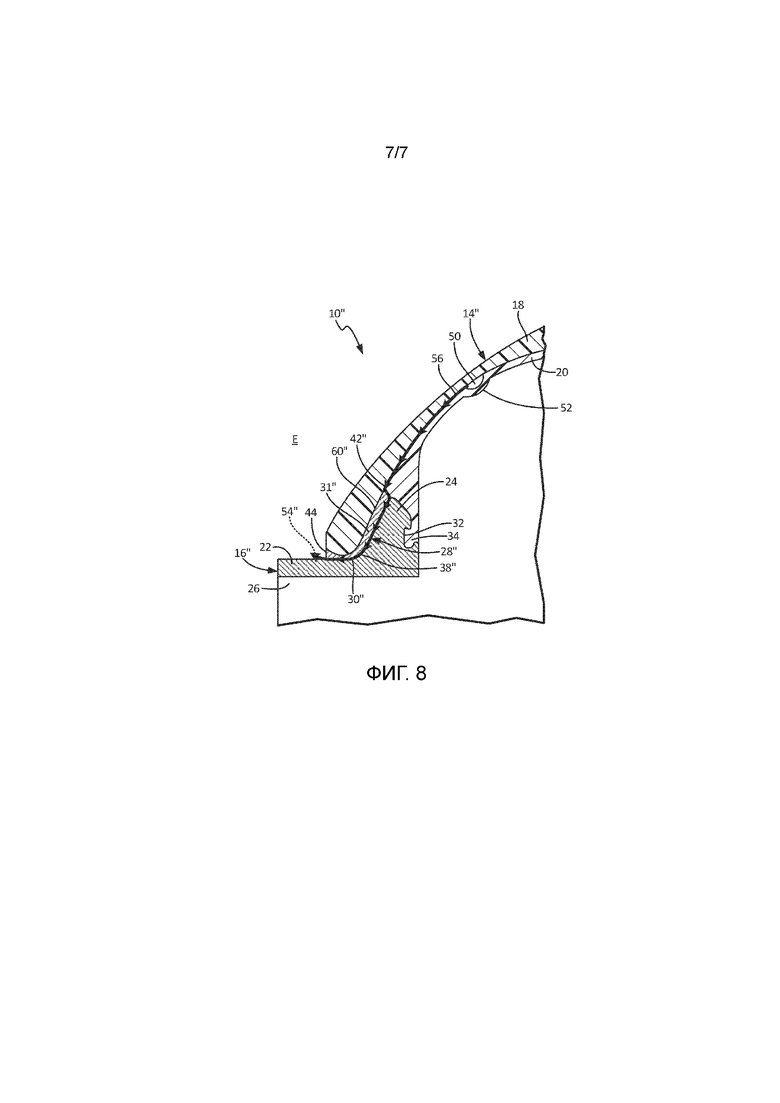
[0022] Фиг. 8 представляет собой частичный вид в радиальном разрезе концевого участка сосуда под давлением, включающего в себя третий примерный вариант выполнения вентилируемого вкладыша, иллюстрирующий путь выпуска газа из увеличенного газового кармана.
[0023] Хотя на вышеописанных фигурах показаны один или более вариантов выполнения раскрытого изобретения, также предусмотрены другие варианты выполнения, изложенные в описании. Во всех случаях описание представляет раскрытое изобретение путем иллюстрации, а не ограничения. Следует понимать, что специалистами в данной области техники может быть разработано множество других модификаций и вариантов выполнения, которые находятся в пределах объема принципов настоящего изобретения.
[0024] Фигуры могут быть изображены не в масштабе. В частности, некоторые элементы могут быть увеличены по сравнению с другими элементами в целях наглядности. Кроме того, при использовании выражений, таких как выше, ниже, над, под, верхний, нижний, боковой, правый, левый и т.д., следует понимать, что они используются только для облегчения понимания описания. Предполагается, что конструкции могут быть ориентированы иным образом.
ПОДРОБНОЕ ОПИСАНИЕ
[0025] Настоящее изобретение раскрывает конструкцию для выпуска текучей среды, используемую в сосуде под давлением, которая предотвращает отделение футеровки (лейнера) от оболочки под давлением. Раскрытое устройство обеспечивает выпуск газа, захваченного между футеровкой и оболочкой. В соответствии с одним аспектом настоящее изобретение относится к вкладышу 28, выполненному в форме втулки в примерном варианте выполнения, который расположен на участках выступа 16 сосуда 10 под давлением. Вкладыш 28 имеет элементы, обеспечивающие выпуск газа, который скапливается между футеровкой (лейнером) 20 и оболочкой 18, в атмосферу снаружи сосуда 10 под давлением. Например, как показано на Фиг. 3 и 6, каналы 30 на вкладыше 28 обеспечивают пути, по которым газ может выходить с поверхности 56 сопряжения между оболочкой 18 и футеровкой 20 в окружающую среду снаружи сосуда 10 под давлением. Таким образом, вероятность повреждения футеровки 20 и нежелательного выпуска через оболочку 18 может быть снижена или полностью исключена.
[0026] Фиг. 3 показывает примерные варианты выполнения выступа 16 и кольцевого вкладыша 28. Выступ 16 включает в себя горловину 22, имеющую канал или отверстие 26, которое обеспечивает сообщение по текучей среде между внутренней областью I сосуда 10' под давлением и средой E снаружи сосуда 10' под давлением (смотри Фиг. 5). Отверстие 26 имеет продольную ось 36. Выступ 16 обычно имеет кольцевой фланец 24, продолжающийся наружу в радиальном направлении от отверстия 26 и выполненный с возможностью крепления к футеровке 20. В примерном варианте выполнения фланец 24 имеет кольцевой паз 32 для приема комплементарного кольцевого выступа 34 в футеровке 20, как показано на Фиг. 5. На фигуре показаны механические замки (т.е. элементы, которые не могут разделяться за счет своей конструкции), однако предполагается, что могут быть использованы другие способы механического, фрикционного или химического (например, путем использования адгезивов) крепления футеровки 20 к выступу 16. Следует отметить, что в примерном варианте выполнения участок 35 футеровки 20 проходит по внешней поверхности фланца 24, способствуя соединению футеровки 20 и выступа 16.
[0027] В примерном варианте выполнения вкладыш 28 имеет в общем кольцевой корпус. В этом описании выражение «кольцевой» не означает строго кольцеобразную форму, а более широко описывает корпус, который имеет сквозной проход 40 между противоположными концами 42 и 44. Корпус может иметь в общем радиально симметричную форму относительно продольной оси 36. Корпус может соответствовать контурам нижележащего выступа 16 и/или футеровки 20. В проиллюстрированных вариантах выполнения на (т.е. на, в или смежно с) внутренней поверхности 38 обеспечен газопроницаемый элемент в виде одного или более каналов (например, внутренних вентиляционных каналов 30), расположенных на вкладыше 28 или проходящих через него для соединения по текучей среде поверхности 56 сопряжения между оболочкой 20 и футеровкой 18 с окружающей средой снаружи сосуда 10' через вентиляционный путь 54, показанный в примерных вариантах выполнения на Фиг. 6 и 8. Таким образом, вкладыш 28 предотвращает задержку текучей среды, прошедшей через футеровку 20 на поверхность 56 сопряжения. Вкладыш 28 может быть выполнен из металлического или неметаллического материала. Для металлического материала, такого как, например, алюминий или сталь, особенно подходит изготовление вкладыша 28 путем механической обработки. Для неметаллического материала, такого как, например, полимерный или композитный материал, особенно подходит изготовление вкладыша 28 путем литьевого формования. Однако также могут быть использованы другие известные способы изготовления деталей.
[0028] В примерном варианте выполнения вкладыш 28 выполнен в виде втулки, имеющей горловину 29 и фланец 31, который продолжается наружу в радиальном направлении от горловины 29. Хотя показана только половина вкладыша 28, следует понимать, что другая половина может представлять собой зеркальное отображение проиллюстрированной половины. Криволинейная внутренняя поверхность 38 вкладыша 28 образует отверстие 40 и включает в себя вентиляционные каналы 30, которые продолжаются от конца 42 фланца 31 до конца 44 горловины 29. В примерном варианте выполнения газопроницаемый элемент включает в себя каналы 30, которые равномерно разнесены по периферии отверстия 40, имеют по существу прямоугольный профиль поперечного сечения и образуют по существу прямолинейные пути (например, по существу выровнены с продольной осью 36) на криволинейной внутренней поверхности 38 между концом 42 и концом 44. Однако также предусмотрены другие газопроницаемые элементы, включающие в себя другие канальные конфигурации, вентиляционные конструкции или механизмы. Например, внутренняя поверхность 38 может включать в себя большее или меньшее количество каналов и/или каналы разной глубины, ширины или формы (например, криволинейные каналы и/или каналы, имеющие в общем полусферическую, эллиптическую или скругленную форму поперечного сечения). Кроме того, внутренняя поверхность 38 может быть по меньшей мере частично выполнена из газопроницаемого материала или покрыта им и/или может включать в себя приподнятые участки или выпуклости, между которыми может протекать газ от конца 42 до конца 44. В других вариантах выполнения газопроницаемый элемент может включать в себя слой газопроницаемого материала, обеспеченный на внутренней поверхности 38 и/или между внутренней поверхностью 38 и внешней поверхностью выступа 16.
[0029] В еще одном варианте выполнения газопроницаемый элемент может включать в себя продольные вентиляционные каналы, обеспеченные на внешней поверхности футеровки 20 и/или выступа 16, такие как продольные вентиляционные каналы, описанные в публикации заявки на патент США № US 2012/0048865 под названием «Pressure Vessel Longitudinal Vents», которая настоящим включена сюда путем ссылки во всей своей полноте. В случае, когда газопроницаемый элемент представляет собой продольный вентиляционный канал, полоса элемента, образующего вентиляционный канал, наносится на внешнюю поверхность футеровки 20. Подходящие элементы, образующие вентиляционные каналы, включают в себя, например, проволоку; пряди стекловолокна; ленту из стекловолокна редкого плетения; полиэтилен; нейлоновую ткань; или сложенную или развернутую полосу другой ткани или пленки. В примерном варианте выполнения вкладыш 28 обеспечен на элементе, образующем вентиляционный канал, и покрывает его, так что газопроницаемый элемент находится на (т.е. смежно с) внутренней поверхности 38 вкладыша 28. В случае, когда элемент, образующий вентиляционный канал, представляет собой ткань, которая обладает «впитывающими» свойствами (например, стеклоткань), вкладыш 28 защищает газопроницаемые элементы от проникновения смолы во время последовательного образования композитной оболочки 18 путем нанесения смолы и нитей. Таким образом, вкладыш 28 предотвращает засорение пор газопроницаемого элемента. Газопроницаемый элемент может включать в себя любой из или сочетание каналов и газопроницаемых материалов в, на или смежно с внутренней поверхностью 38 вкладыша 28. Кроме того, газопроницаемый элемент может продолжаться за пределы конца 42 или 44 вкладыша 28.
[0030] В некоторых вариантах выполнения вкладыш 28 может быть не полностью кольцевым, а вместо этого может быть установлен на один или более участков окружности горловины 22, не охватывая всю горловину 22. В некоторых вариантах выполнения вкладыш 28 может быть длиннее, чем проиллюстрировано, так что конец 42 продолжается за пределы фланца 24 выступа 16. В таких случаях вкладыш 28 может быть установлен вокруг выступа 16 и участка футеровки 20 после образования футеровки 20 на выступе 16. Вкладыш 28 может продолжаться за пределы куполообразного концевого участка 14 сосуда 10 под давлением до основного участка 12 корпуса. Кроме того, конец 42 может сужаться по толщине. Механизм вентиляции может зависеть от требуемого применения при условии, что вкладыш 28 обеспечивает путь потока газа с по меньшей мере участка поверхности 56 сопряжения между футеровкой 20 и оболочкой 18 в окружающую среду E снаружи сосуда 10' под давлением.
[0031] Как показано на Фиг. 4, узел 48 включает в себя вкладыш 28 и выступ 16. Горловина 22 выступа 16 вставлена в отверстие 40 вкладыша 28, так что горловина 29 вкладыша 28 проходит по по меньшей мере участку горловины 22 выступа 16. Фланец 31 вкладыша 28 проходит по по меньшей мере участку фланца 24 выступа 16 и опционально по участку футеровки 20. Внутренняя поверхность 38 имеет контур, по существу комплементарный внешнему контуру выступа 16, включая по меньшей мере участки горловины 22 и фланца 24 и опционально участок футеровки 20. На вкладыше 28 и выступе 16 и/или футеровке 20 может быть обеспечена посадка с натягом, взаимодействующие замковые элементы, клейкая лента или адгезив в другой форме или другое средство для предотвращения непреднамеренного отделения.
[0032] Фиг. 5 и 6 показывают примерный вариант выполнения узла 48 на концевом участке 14 сосуда 10' под давлением. В примерном варианте выполнения для изготовления сосуда 10' под давлением выступ 16 вставляют во вкладыш 28 и устанавливают на оправке, которая предназначена для образования формы сосуда 10' под давлением. Текучий полимерный (или другой неметаллический) материал футеровки подают на оправку и вокруг участка фланца 24, так что материал 20 футеровки заполняет паз 32 и прилегает к концу 42 вкладыша 28. В примерном варианте выполнения вкладыша 28', как показано на Фиг. 7, каналы 30' проходят по концу 42, и материал футеровки может протекать по фланцу 31 таким образом, что материал футеровки не попадает или не закупоривает каналы 30'. Полимерный материал затвердевает, образуя футеровку 20.
[0033] В другом способе изготовления сосуда под давлением футеровку 20 образуют на установленном на оправке выступе 16 без вкладыша 28. Газопроницаемые элементы, например, продольные элементы, образующие вентиляционные каналы, размещают на футеровке 20. Затем закрепляют вкладыш 28 вокруг выступа 16, по меньшей мере участка газопроницаемых элементов и опционально участка футеровки 20. Таким образом, газопроницаемые элементы зажимаются между внешней поверхностью выступа 16 и внутренней поверхностью 38 вкладыша 28.
[0034] Оболочку 18 образуют путем намотки нитей на узел 48 и футеровку 20, так что вкладыш 28 и участок 35 футеровки 20 зажимаются между оболочкой 18 и фланцем 24 выступа 16. Оболочка 18 соединяется с внешней поверхностью 46 вкладыша 28, тем самым предотвращая попадание газа, захваченного между оболочкой 18 и футеровкой 20, на поверхность 60 сопряжения между оболочкой 18 и вкладышем 28. Вкладыш 28 имеет каналы 30 на внутренней поверхности 38, а не на внешней поверхности 46, так что материал оболочки не заполняет каналы 30 во время изготовления сосуда 10' под давлением.
[0035] Как показано на Фиг. 6, в примерном варианте выполнения внутренняя поверхность 38 вкладыша 28 прилегает к выступу 16 таким образом, чтобы обеспечивать выпуск газа через каналы 30, которые находятся в сообщении по текучей среде с поверхностью 56 сопряжения между футеровкой 20 и оболочкой 18. В примерном варианте выполнения горловина 29 вкладыша 28 сужается от конца 44 радиально внутрь (ссылочная позиция 58), обеспечивая выемку для оболочки 18, которая предотвращает осевое перемещение (например, вдоль продольной оси 36) оболочки 18 относительно узла 48. В проиллюстрированном варианте выполнения конец 44 вкладыша 28 и смежные газопроницаемые элементы (например, концы каналов 30) открываются в окружающую среду снаружи сосуда 10' под давлением (например, ссылочная позиция E на Фиг. 5, 6 и 8).
[0036] В примерном варианте выполнения, показанном на Фиг. 6, на поверхности 56 сопряжения между оболочкой 18 и футеровкой 20 образуется газовый карман 50, что приводит к деформации 52 футеровки 20. Как проиллюстрировано путем 54, следующим по пути наименьшего сопротивления, газ 50 перемещается от места 52 деформации вдоль поверхности 56 сопряжения между футеровкой 20 и оболочкой 18 до конца 42 вкладыша 28. Затем газ попадает в каналы 30 на конце 42 и перемещается по каналам 30 до конца 44, где газ 50 выпускается из каналов 30 в окружающую среду E снаружи сосуда 10' под давлением. Место 52 деформации показано в виде выпуклости или пузырька в футеровке 20 вблизи концевого участка 14', однако это является лишь примером в целях объяснения. На поверхности 56 сопряжения между футеровкой 20 и оболочкой 18 может быть захвачено разное количество газа 50. Кроме того, размер места 52 деформации существенно увеличен в целях иллюстрации; и следует понимать, что фактически обеспечение вкладыша 28 на выступе 16 обеспечивает вентиляцию, которая предотвращает образование таких мест 52 деформации.
[0037] Фиг. 8 представляет собой частичный вид в радиальном разрезе концевого участка сосуда 10ʺ под давлением, включающего в себя третий примерный вариант выполнения вентилируемого вкладыша 28ʺ. В этом варианте выполнения радиальная протяженность фланца 31ʺ вкладыша 28ʺ по существу равна радиальной протяженности фланца 24 выступа 16. Кроме того, конец 42ʺ вкладыша 28ʺ сужается, тем самым обеспечивая более ровный вентиляционный путь 54ʺ между местом 52 деформации и концом 44 вкладыша 28ʺ, который открывается в атмосферу снаружи сосуда 10ʺ под давлением.
[0038] Хотя настоящее изобретение описано со ссылкой на несколько вариантов выполнения, специалистам в данной области техники будет понятно, что в форму и содержание могут быть внесены изменения без отклонения от объема изобретения. В дополнение любой признак, раскрытый в отношении одного варианта выполнения, может быть включен в другой вариант выполнения, и наоборот.


Группа изобретений относится к хранению газов. Вентилируемый вкладыш выполнен с возможностью размещения между выступом и оболочкой сосуда под давлением. Выступ включает в себя сквозное отверстие, имеющее продольную ось. Кольцевой корпус включает в себя внутреннюю поверхность, выполненную с возможностью контактирования и прилегания к выступу, и внешнюю поверхность, выполненную с возможностью прилегания к оболочке. Корпус имеет противоположные первый и второй концы относительно продольной оси. Горловина расположена рядом с первым концом, а фланец рядом со вторым концом, причем фланец проходит от продольной оси относительно горловины. Газопроницаемый элемент обеспечен на внутренней поверхности и проходит от первого конца до второго конца. Также заявлены сосуд, содержащий устройство и способ изготовления сосуда. Техническим результатом является предотвращение скапливания газа между лейнером и оболочкой сосуда. 3 н. и 12 з.п. ф-лы, 8 ил.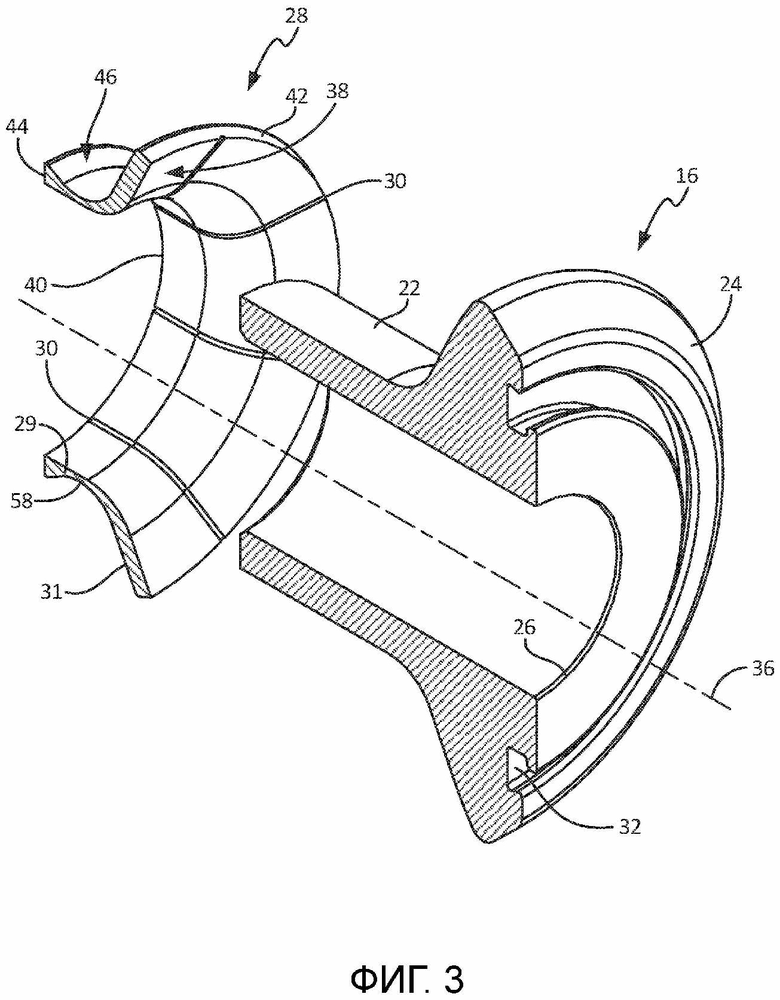
1. Вентилируемый вкладыш, выполненный с возможностью размещения между выступом и оболочкой сосуда под давлением, причем выступ включает в себя сквозное отверстие и данное отверстие имеет продольную ось, причем вентилируемый вкладыш включает в себя:
кольцевой корпус, включающий в себя:
внутреннюю поверхность, выполненную с возможностью контактирования и прилегания к выступу, и внешнюю поверхность, выполненную с возможностью прилегания к оболочке;
противоположные первый и второй концы относительно продольной оси;
горловину рядом с первым концом; и
фланец рядом со вторым концом, причем фланец проходит от продольной оси относительно горловины; и
газопроницаемый элемент, обеспеченный на внутренней поверхности и проходящий по меньшей мере от первого конца до второго конца.
2. Вентилируемый вкладыш по п. 1, в котором газопроницаемый элемент включает в себя множество каналов.
3. Вентилируемый вкладыш по п. 2, в котором по меньшей мере один из множества каналов по существу выровнен с продольной осью.
4. Вентилируемый вкладыш по п. 2 или 3, в котором по меньшей мере часть из множества каналов по существу равномерно разнесена по окружности вокруг внутренней поверхности.
5. Вентилируемый вкладыш по п. 2 или 3, в котором по меньшей мере один из множества каналов имеет по существу прямоугольный профиль поперечного сечения.
6. Сосуд под давлением, включающий в себя:
оболочку;
выступ, включающий в себя сквозное отверстие, причем отверстие имеет продольную ось;
вентилируемый вкладыш, расположенный между выступом и оболочкой, причем вентилируемый вкладыш включает в себя:
кольцевой корпус, включающий в себя:
внутреннюю поверхность, выполненную с возможностью контактирования и прилегания к выступу, и внешнюю поверхность, выполненную с возможностью прилегания к оболочке;
противоположные первый и второй концы относительно продольной оси;
горловину рядом с первым концом; и
фланец рядом со вторым концом, причем фланец проходит от продольной оси относительно горловины; и
газопроницаемый элемент, обеспеченный на внутренней поверхности и проходящий по меньшей мере от первого конца до второго конца.
7. Сосуд под давлением по п. 6, причем сосуд под давлением включает в себя лейнер, расположенный внутри оболочки для образования поверхности сопряжения между лейнером и оболочкой, и газопроницаемый элемент находится в сообщении по текучей среде с поверхностью сопряжения на втором конце и с внешней областью сосуда на первом конце.
8. Сосуд под давлением по п. 6 или 7, в котором газопроницаемый элемент включает в себя множество каналов.
9. Сосуд под давлением по п. 8, в котором по меньшей мере один из множества каналов по существу выровнен с продольной осью.
10. Сосуд под давлением по п. 8, в котором по меньшей мере часть из множества каналов по существу равномерно разнесена по окружности вокруг внутренней поверхности.
11. Способ изготовления сосуда под давлением, включающий в себя этапы, на которых:
устанавливают выступ на оправке, причем выступ имеет горловину, горловина выступа имеет отверстие с продольной осью;
размещают вентилируемый вкладыш вокруг горловины выступа, причем вентилируемый вкладыш включает в себя:
противоположные первый и второй концы относительно продольной оси;
устанавливают горловину рядом с первым концом; и
устанавливают фланец рядом со вторым концом, причем установленный фланец проходит от продольной оси относительно установленной горловины;
образуют лейнер сосуда под давлением в контакте с выступом; и
образуют внешнюю оболочку, окружающую лейнер и вентилируемый вкладыш;
причем газопроницаемый элемент проходит по меньшей мере от первого конца до второго конца.
12. Способ по п. 11, в котором размещение вентилируемого вкладыша вокруг горловины выступа выполняют до образования лейнера.
13. Способ по п. 11, в котором размещение вентилируемого вкладыша вокруг горловины выступа выполняют после образования лейнера.
14. Способ по любому из пп. 11-13, в котором образование лейнера включает в себя размещение неметаллического материала вокруг оправки и по меньшей мере участка фланца выступа.
15. Способ по любому из пп. 11-13, дополнительно включающий в себя этап, на котором размещают газопроницаемый элемент на лейнере перед размещением вентилируемого вкладыша вокруг горловины выступа.
| US 2012048865 A1, 01.03.2012 | |||
| WO 2012074815 A2, 07.06.2012 | |||
| ПРОДОЛЬНЫЕ ВЕНТИЛЯЦИОННЫЕ КАНАЛЫ СОСУДА ВЫСОКОГО ДАВЛЕНИЯ | 2010 |
|
RU2507436C2 |
| JP 2009174700 A, 06.08.2009. | |||

