Изобретение относится к способам изготовления металлической мебели и объемных конструкций из холодногнутых металлических оцинкованных П-, С- и ОМЕГА-профилей, в том числе с полимерным покрытием.
Известен универсальный металлокаркас стола (см., например патент РФ №117275), в котором опоры каркаса скреплены между собой металлическими траверсами прямоугольного сечения с помощью крепежных элементов, а соединение траверс между собой выполнено с помощью зацепов и пазов. Такой подход к выполнению металлокаркаса усложняет изготовление изделия и предполагает применение сложного металлопроката, делает его при этом значительно металлоемким.
Известна также полка металлическая (см., например патент РФ №48257). Указанный патент относится к изготовлению мебели, в частности, может быть использован при изготовлении металлических стеллажей. Техническое решение, изложенное в патенте, предполагает использование несущих плоских пластин со сложными отбортовками, продольными элементами жесткости, выполненными в виде гнутых профилей, что усложняет изготовление и сборку изделий.
Известны также косоуры лестниц (см., например https://studopedia.info/3-51641.html), которые изготавливают из двутавровых или швеллерных балок. При использовании косоуров с двумя перегибами на балках предварительно вырезают клинья, либо изготавливают короткие заготовки. Балки нагревают, загибают и сваривают. На место стыкования дополнительно приваривается пластина из стального листа. Она увеличивает длину сварного шва и делает узел крепче.
Известен также способ получения декоративно-прикладных изделий из профильных труб и изделия, полученные указанным способом (см. например патент РФ №2546440). Изобретение относится к машиностроению, в частности к конструкциям решетчатых устройств, в том числе и объемных, и может быть использовано при изготовлении декоративно-прикладных изделий, в том числе садово-парковой мебели, заборов, решеток и т.п., из профильной стальной трубы, элементы в которых соединены между собой, предпочтительно, по всем местам соприкосновения и образуют при этом плоскую/пространственную геометрическую фигуру с требуемыми потребительскими свойствами. В местах соединения использованы пазы, с помощью которых образованы замковые соединения. Места этих соединений скреплены между собой, предпочтительно, при помощи сварки. Такой подход усложняет конструирование, предполагает применение разнородных деталей, обязательных ребер жесткости, штамповку и даже сварку.
Все указанные ранее способы изготовления мебели и металлических изделий предполагают, как правило, несущий каркас или несущие стойки, выполненные из металлопроката с применением сварки и болтовых соединений. Такие каркасы требуют последующей финишной доработки, такой, как шлифовка и покраска. Крепление отдельных элементов конструкций выполняется с помощью специальных кронштейнов и крепежных приспособлений, выполненных из металла, что усложняет изготовление мебели и изделий, удорожает его, при этом изготовление крепежных приспособлений требует применение специального дополнительного оборудования.
Техническим результатом заявленного изобретения является обеспечение каркасных свойств изделий, формирование плоских поверхностей, обеспечение несущей нагрузочной способности изделий, экономия материала при изготовлении и сборке, достижение товарного вида изделий, обеспечение безопасности применения изделий.
Указанный технический результат достигают тем, что в заявляемом способе формирования поверхности и объемные формы мебели и объемные конструкции изготавливают из П-, С- и ОМЕГА-профилей, имеющих полки с кромками, методом нарезания отдельных частей указанных профилей требуемой длины и предварительной подготовкой объемных элементов, которые получают прорезыванием кромок П-профиля на всю их высоту по линиям сгиба полок П-профиля в соответствии с геометрией изделия и с соблюдением требуемых размеров, последующим сгибанием П-профиля на требуемый угол по линиям сгиба и скреплением, и в дальнейшем финальной сборкой объемных форм мебели и объемных конструкций из нарезанных отдельных частей П-, С- и ОМЕГА-профилей и подготовленных объемных элементов путем их скрепления, используя при этом свойства жесткости П-, С- и ОМЕГА-профилей и их наружные декоративные свойства. Кроме того при этом полки и кромки П-профиля могут быть снабжены ребрами жесткости, а его кромки могут быть дополнительно выполнены с фальцами, загнутыми вовнутрь, а также при этом кромки ОМЕГА-профиля могут быть снабжены фальцами. Причем все профили могут иметь разнообразное декоративное покрытие. Каркасные свойства и несущая нагрузочная способность изделий обеспечивают прочностью и жесткостью профилей. Экономию материала и разнообразие согласованных размеров указанных металлопрофилей обеспечивают тем, что каждый вид профиля изготавливают на одной линии профилирования с регулируемой шириной. Декоративные свойства профилей придают изделиям законченный товарный вид и исключают отделочные наружные работы. Применение профилей с фальцами на кромках, и предложенный способ формирования объемных элементов обеспечивают полную безопасность изделий из металла. Предложенный способ полностью исключают сварочные работы, предполагает использование малого количества крепежа и существенно упрощает сборку изделий и объемных конструкций.
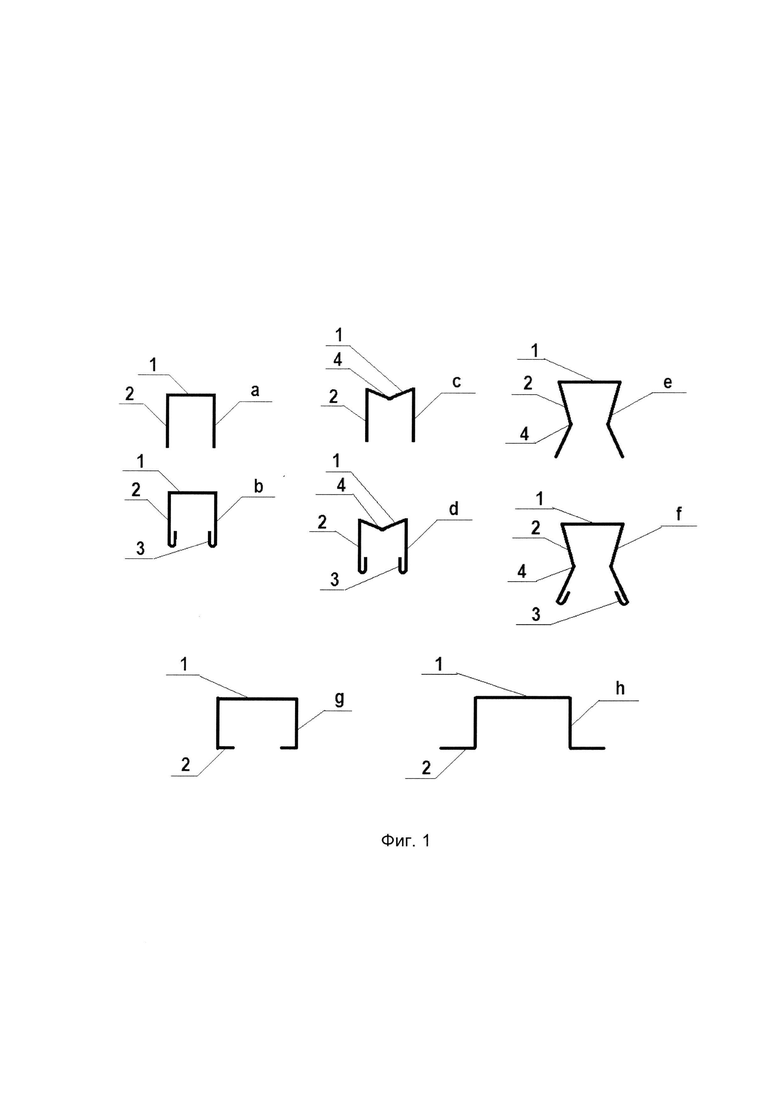
На фиг. 1 представлены поперечные сечения используемых элементов П-, С- и ОМЕГА -профилей, где а - П-профиль с прямыми кромками, b - П-профиль с фальцами, с - П-профиль с ребром жесткости на полке, d - П-профиль с ребром жесткости на полке и с фальцами, е - П-профиль с ребром жесткости на кромках, f - П-профиль с ребром жесткости на кромках и с фальцами; g - С-профиль; h - ОМЕГА-профиль; на фиг. 2 - вид стеллажа спереди; на фиг. 3 - общий вид отдельного элемента стеллажа; на фиг. 4 - объемный элемент стеллажа с прорезями; на фиг. 5 - вид сверху на объемную конструкцию с плоской поверхностью; на фиг. 6 - вид А-А на объемную конструкцию с плоской поверхностью; на фиг. 7 - вид слева на объемную конструкцию с плоской поверхностью; на фиг. 8 - объемная форма табуретки; на фиг. 9 - опора табуретки; на фиг. 10 - развертка объемного элемента табуретки; на фиг. 11 - скрепление в объемную форму табуретки без сидения; на фиг. 12 - вид снизу на объемную форму табуретки без ножек; на фиг. 13 - вид сбоку на косоур для лестничных маршей.
Профили имеют следующие конструктивные элементы: полку 1, кромку 2, фальц 3, ребра жесткости 4.
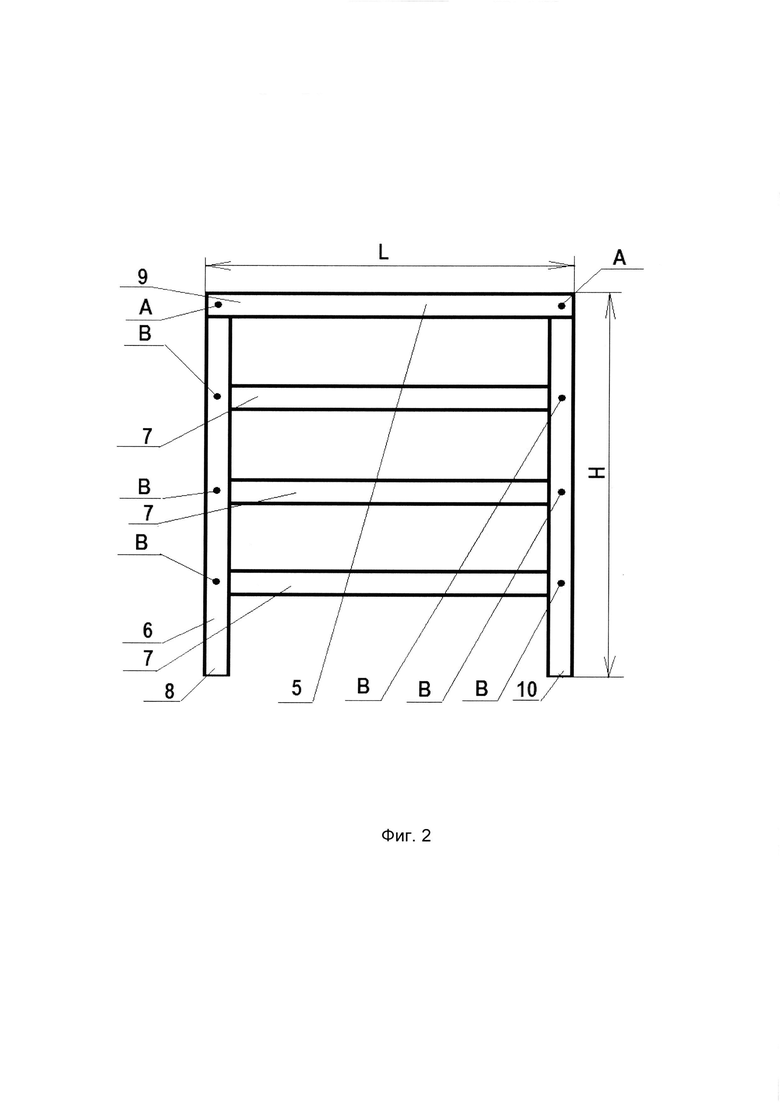
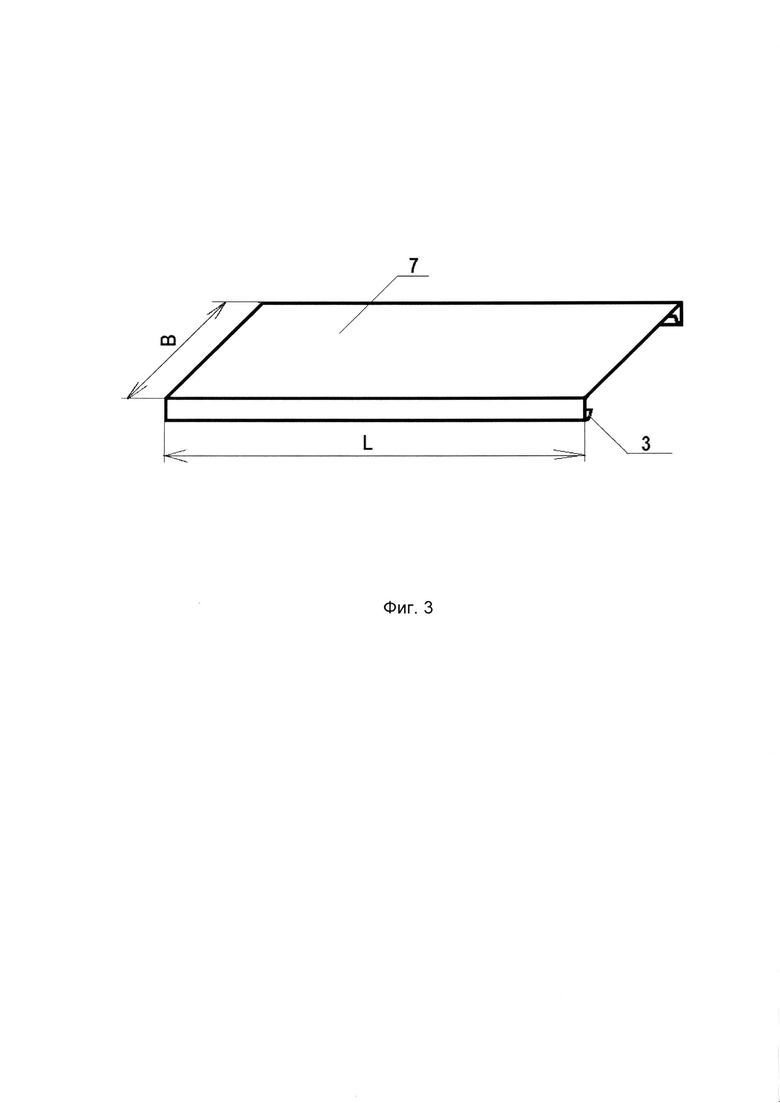
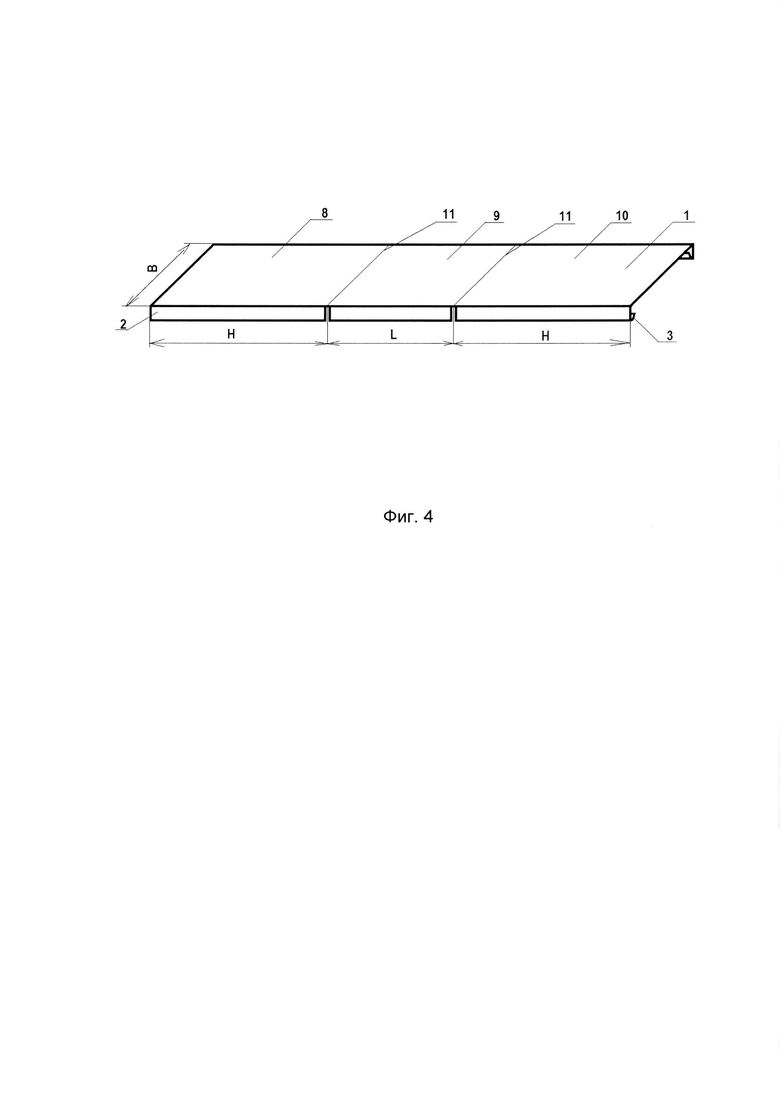
Рассмотрим изготовление объемной формы 5 мебели на примере небольшого стеллажа (см. фиг. 2) высотой Н, шириной L и глубиной В, который состоит из одного объемного элемента 6, выполняющего роль каркаса и трех отдельных элементов 7 в качестве полок. Полки 7 стеллажа (см. фиг. 3) требуемой длины L подготавливают методом нарезания отдельных частей из П-профиля с фальцами 3, при этом ширина полки 1 самого П-профиля равна глубине стеллажа В. Далее из П-профиля с фальцами 3 планируют сборку объемного элемента 6 в качестве каркаса стеллажа, состоящего из левой вертикальной стойки 8 с длиной, равной Н, верхней полки 9 с длиной, равной L, и правой вертикальной стойки 10 с длиной, равной Н. Отрезают заготовку из П-профиля с фальцами 3 длиной, равной 2H+L. Далее на заготовке отмечают линии сгиба 11 на расстоянии Н и L (см. фиг. 4) и прорезывают кромки 2 П-профиля на всю их высоту по линиям сгиба 11 полок 1 П-профиля. Затем производят сгибание П-профиля по линиям сгиба 11 под углом 90 градусов и скрепляют кромки 2 объемного элемента 6 в точках А. Далее в объемный элемент 6 вставляют три отдельных элемента 7 в соответствии с заданными размерами и скрепляют все элементы 6 и 7 в точках В. Таким образом, получают объемную форму 5 стеллажа без острых краев и углов, все кромки 2 которого снабжены безопасными фальцами 3. Выбранное заранее декоративное покрытие П-профилей придает изделию заданную цветовую декоративную гамму.
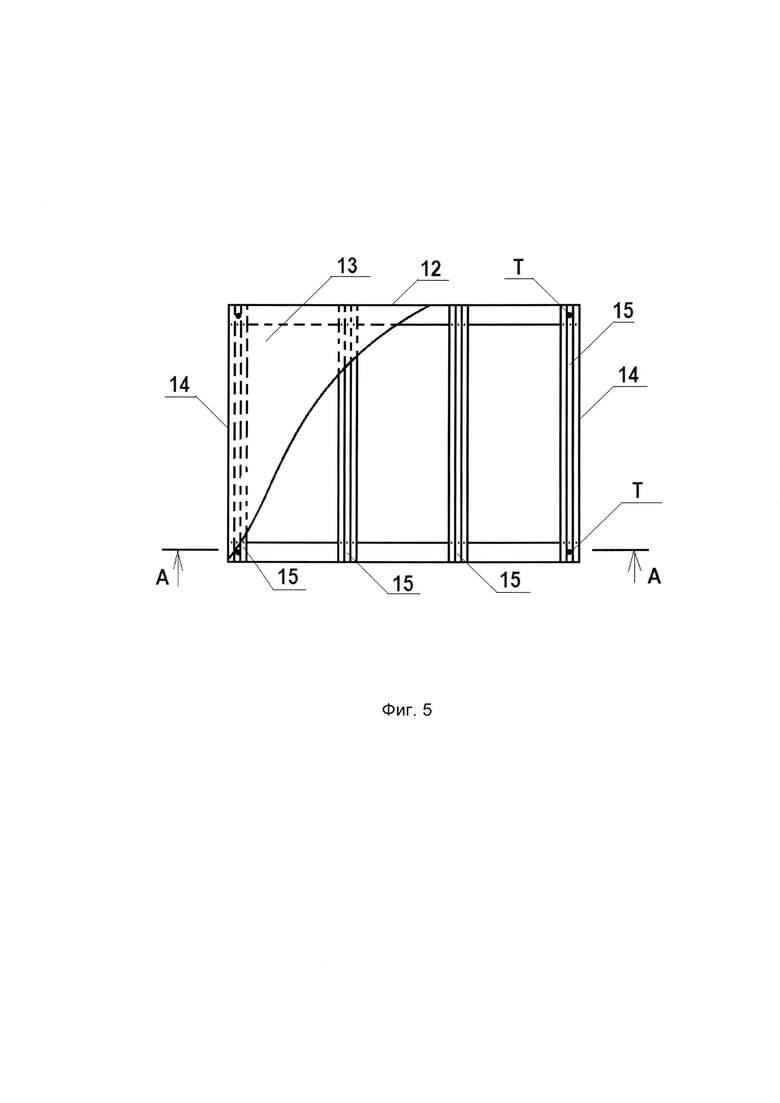
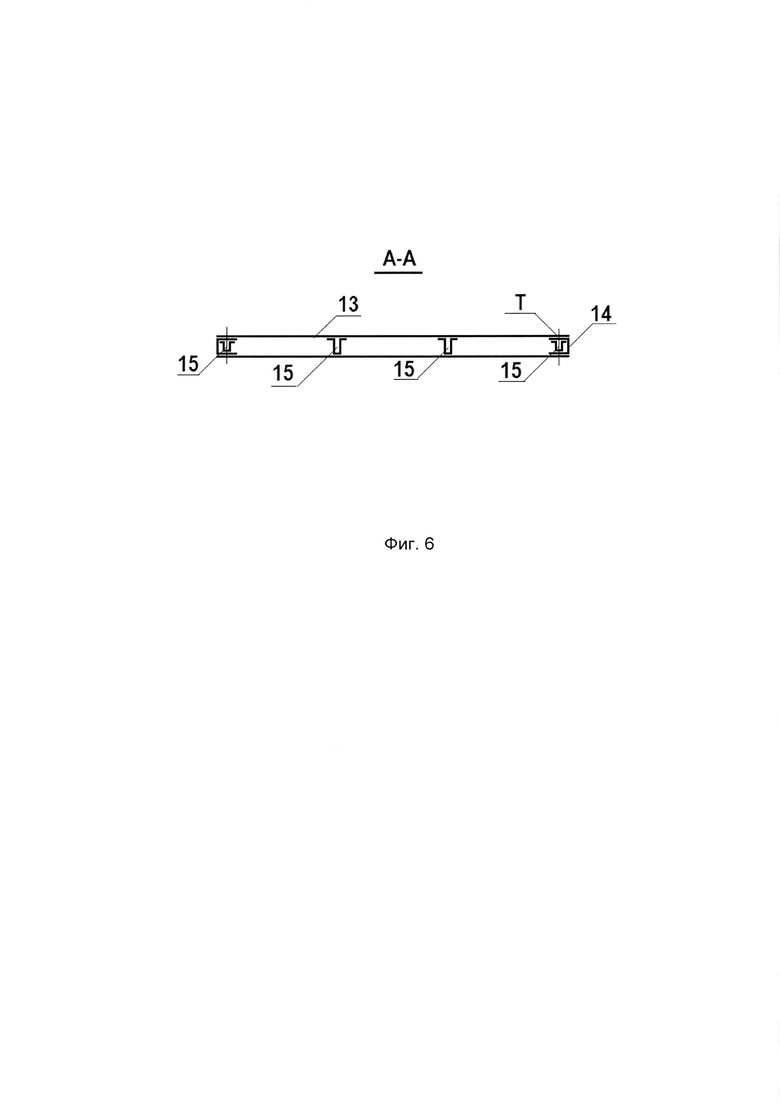
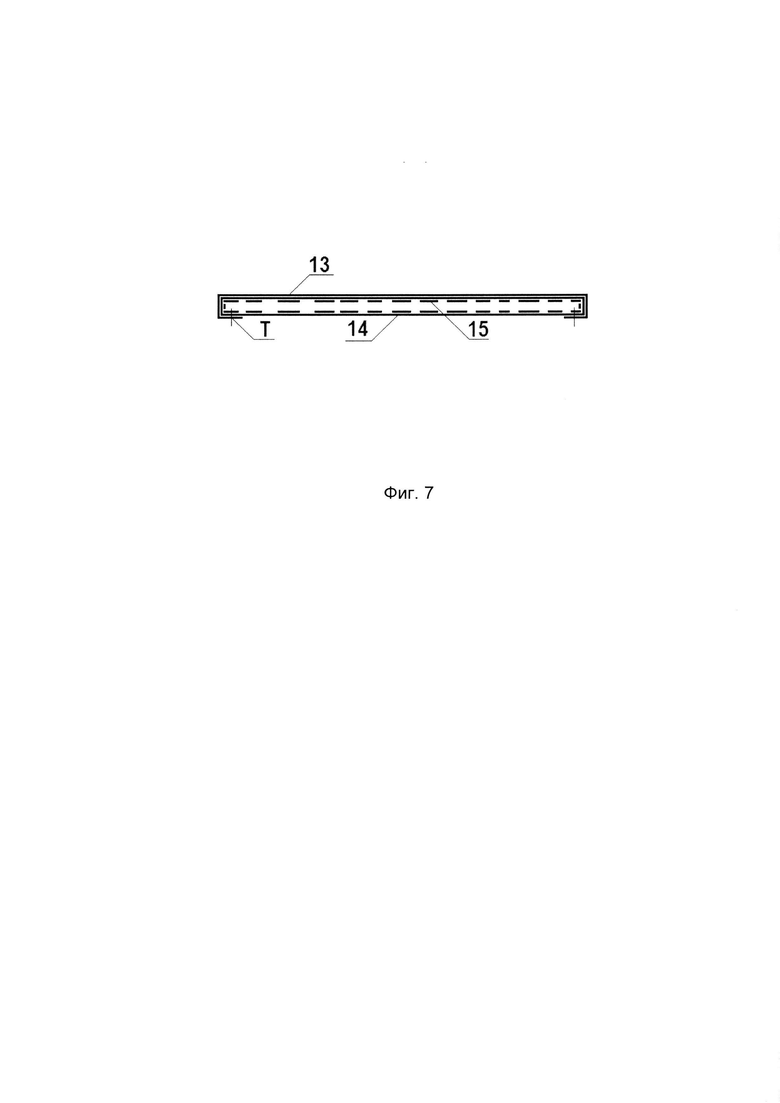
Рассмотрим изготовление объемной конструкции 12 (см. фиг. 5, 6, 7) с плоской поверхностью 13, вид сверху на который представлен с частично удаленной поверхностью 13. Объемная конструкция 12 состоит из следующих отдельных предварительно нарезанных элементов из металлических профилей: одного отдельного элемента 13, формирующего плоскую поверхность из С-профиля, двух боковин 14 из П-профиля и нескольких ребер жесткости 15 из ОМЕГА-профиля, количество которых задано проектом. В каждую боковину 14, выполненную из П-профиля, дополнительно вкладывают ребро жесткости 15 из ОМЕГА-профиля. Внутри отдельного элемента 13 помещают требуемое по проекту количество ребер жесткости 15, и со стороны открытых торцев отдельного элемента 13 устанавливают боковины 14 с ребрами жесткости 15, и скрепляют кромки 2 всех отдельных элементов по всем четырем углам в точках Т. Объемная конструкция 12 с плоской поверхностью 13 может быть использована как типовой элемент в качестве столешницы для столов и верстаков, сидений для табуреток и скамеек, оснований для поддонов, контейнеров и ящиков, в которых количество ребер жесткости 15 задают при проектировании объемной конструкции 12 с плоской поверхностью 13 в соответствии с требованиями по жесткости в конкретном варианте применения.
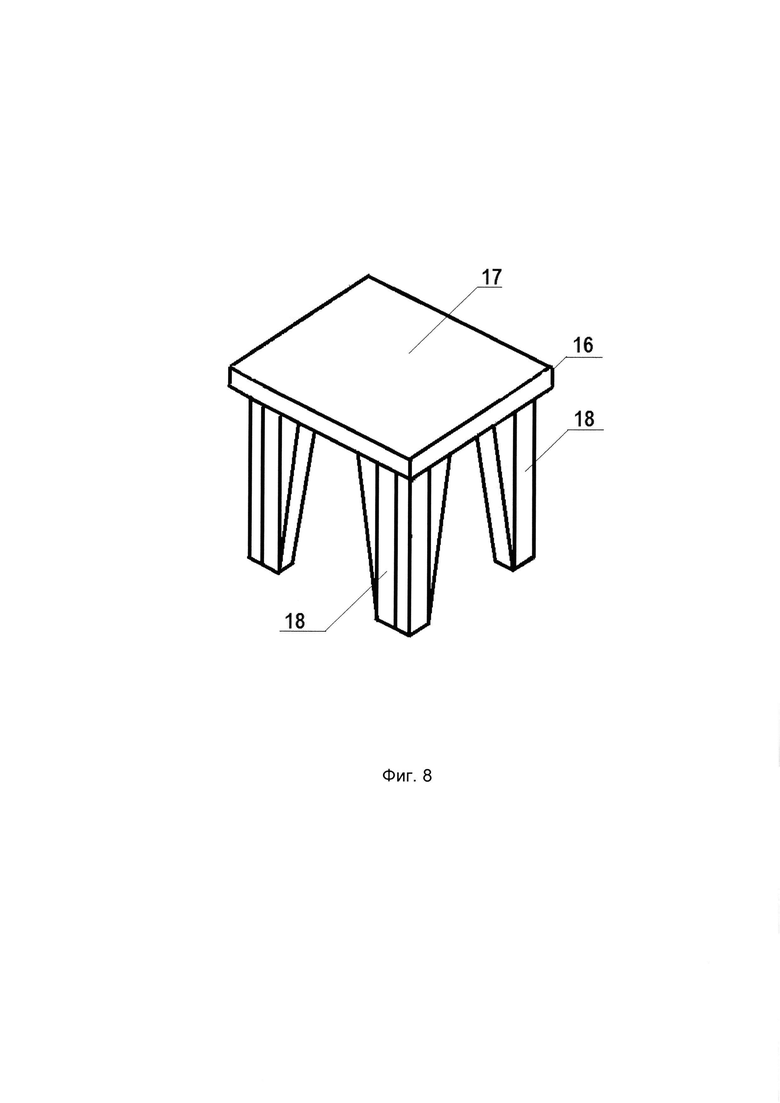
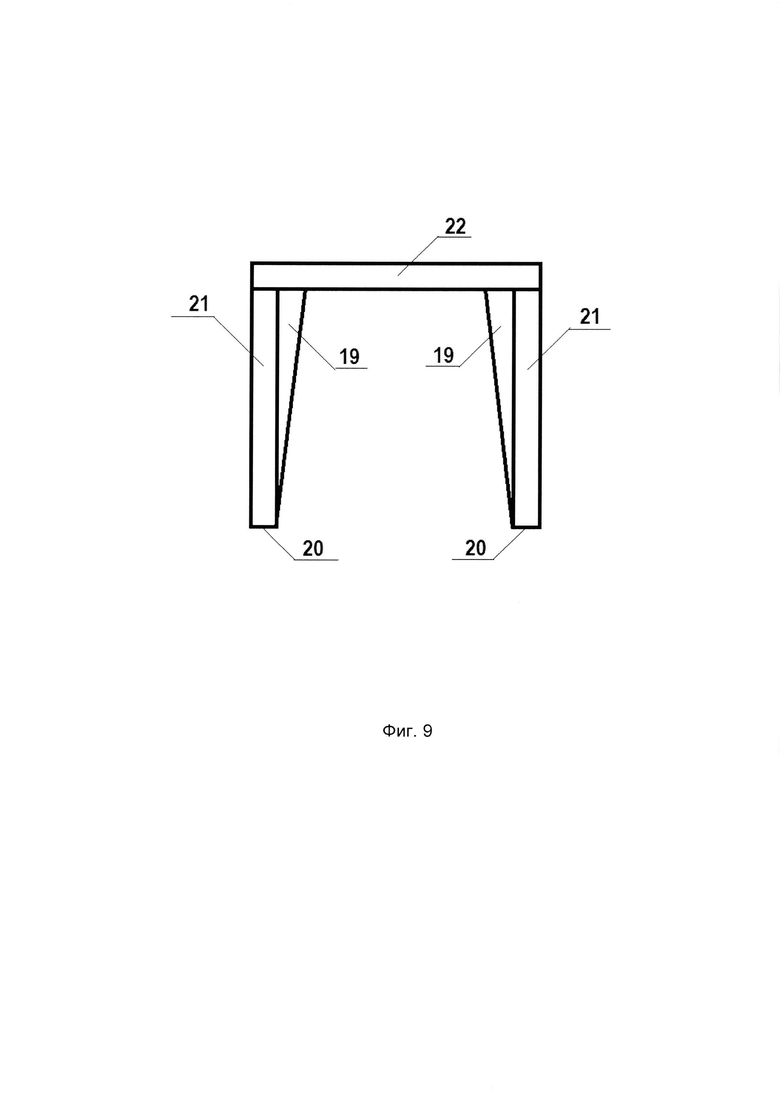
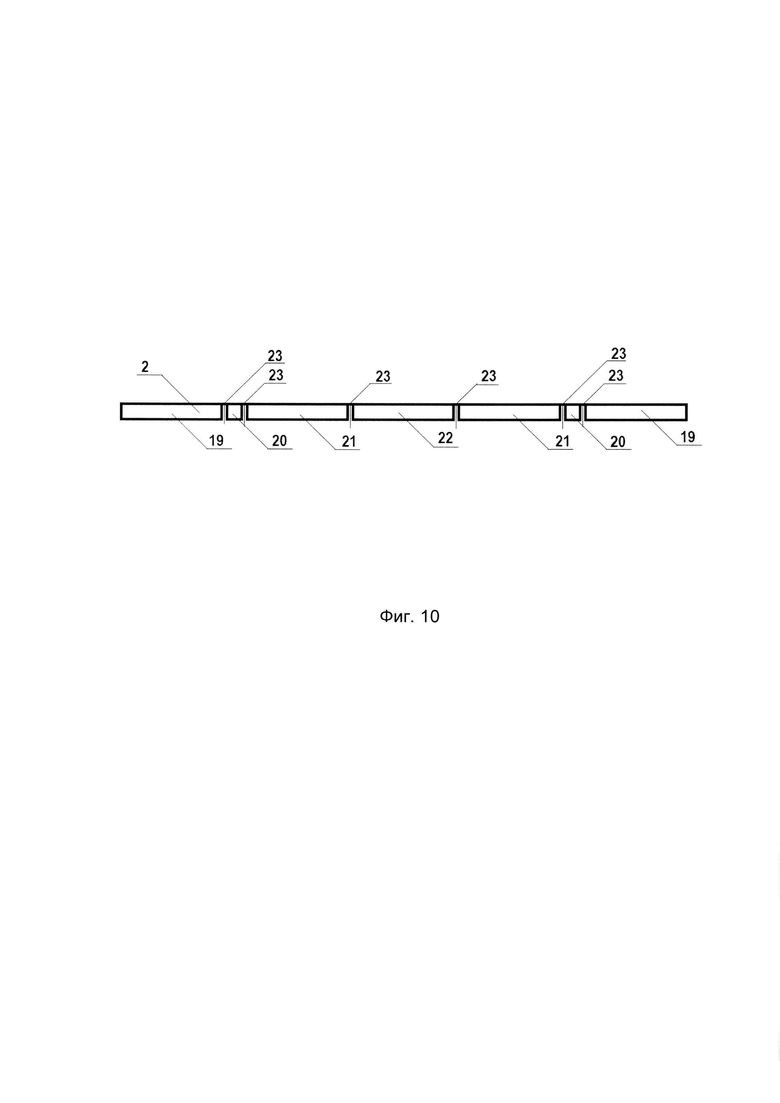
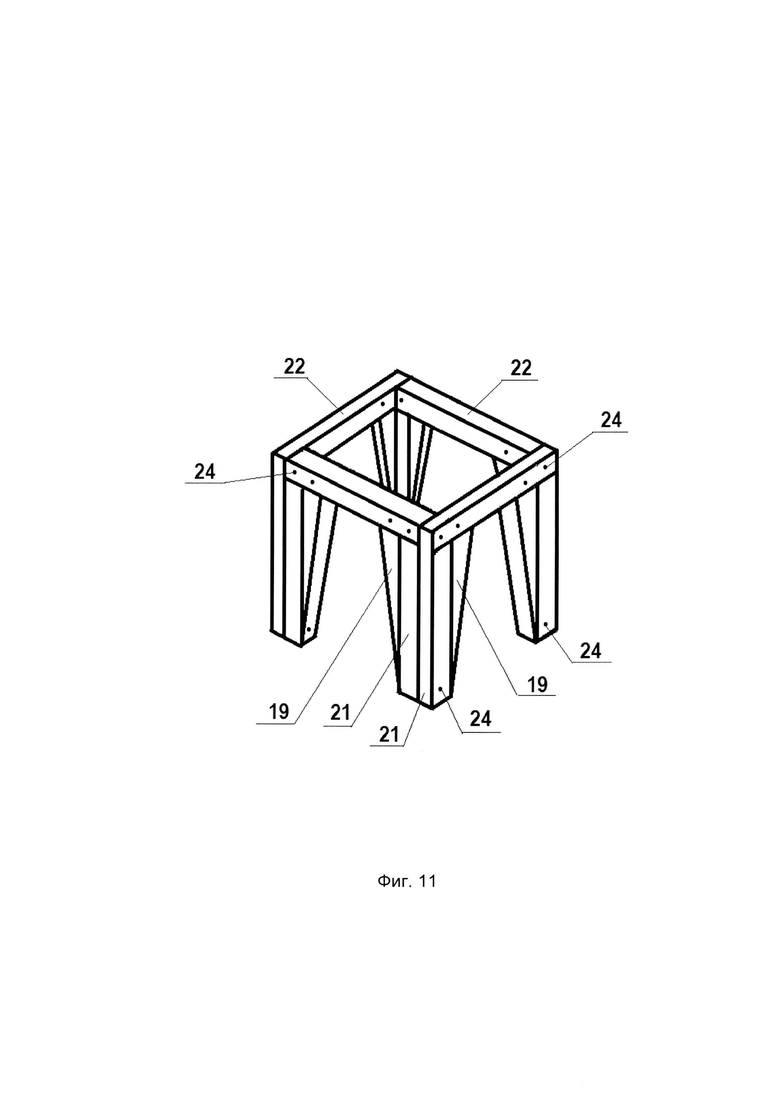
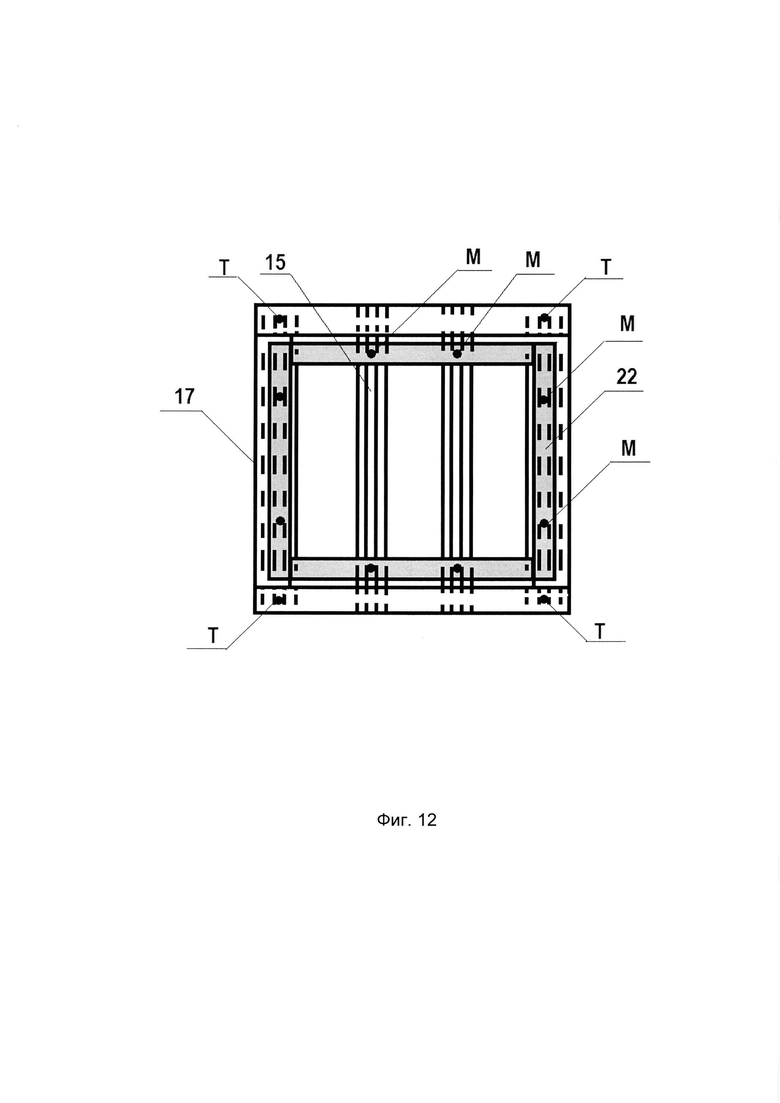
Рассмотрим изготовление объемной формы 16 на примере табуретки (см. фиг. 8), которая состоит из сиденья 17 и четырех опор 18. Сиденье 17 (см. фиг. 5, 6, 7) изготавливают как объемную конструкцию 12 с плоской поверхностью 13 из С-профиля и двумя ребрами жесткости 15 из ОМЕГА-профиля с заданными размерами, скрепленную по углам в точках Т. Каждая из четырех опор 18 выполнена как объемный элемент (см. фиг. 9), изготовленный из П-профиля с фальцами 3 и состоящий из двух укосов 19, двух пяток 20, двух ножек 21 и царги 22 с предварительным прорезыванием кромок 2 П-профиля по намеченным шести линиям сгиба 23 в соответствии с габаритными размерами табуретки с последующим сгибанием всех частей объемного элемента 18 (см. фиг. 9, 10, 11). Далее все четыре опоры 18 скрепляют в точках скрепления 24 крепежом, сверху на царги 22 укладывают сиденье 17 (см. фиг. 12), равномерно распределяют ребра жесткости 15, скрепляют с царгами 22 в точках скрепления М. Фальцы 3 и аккуратные сгибы 23 гарантируют безопасное использование изделия в виде табуретки 16, а декоративное покрытие плоской поверхности 13 сиденья 17 придает изделию заданный товарный вид.
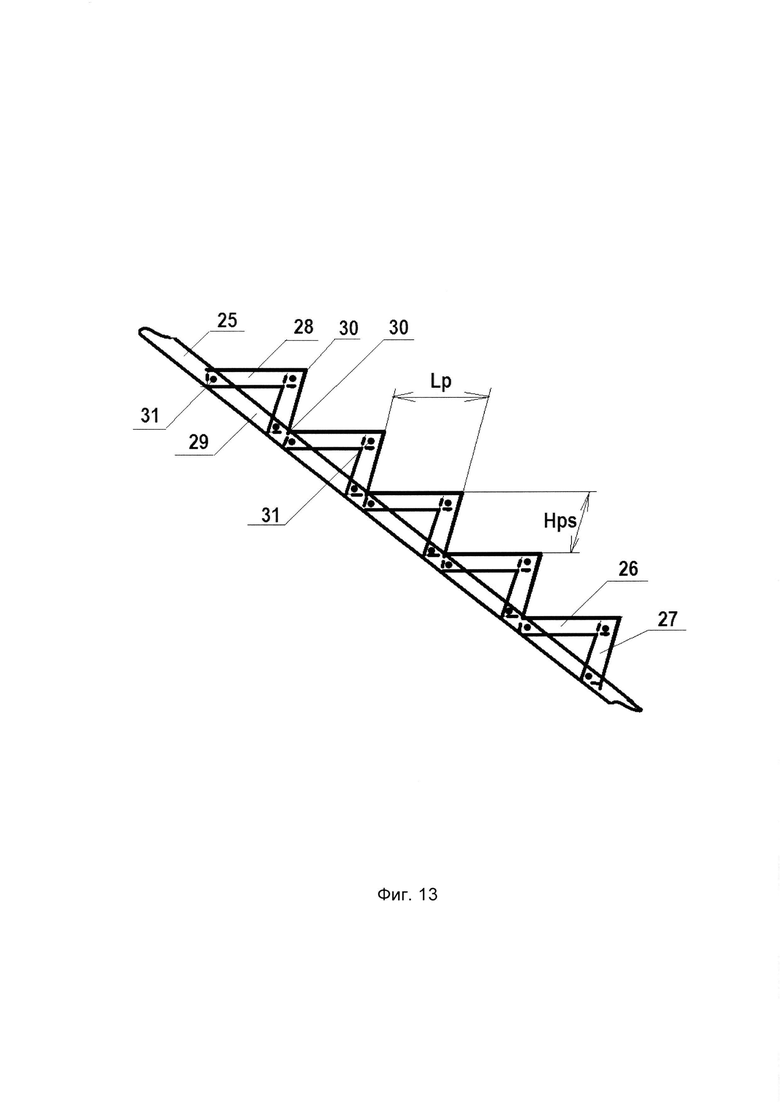
Рассмотрим изготовление объемной формы на примере косоура 25 для лестничных маршей, вид сбоку (см. фиг. 13), в котором Lp - это ширина проступи 26, a Hps - высота подступенка 27. Косоур 25 состоит из объемного элемента 28 зигзагообразной формы, вложенного в отдельный элемент из ОМЕГА-профиля - опорный элемент 29, который отрезают по длине, равной длине пролета лестничного марша. Объемный элемент 28 изготавливают из П-профиля длиной (Lp+Hps)*NN, где NN - число проступей 26 на косоуре 25, следующим образом. На отрезке П-профиля намечают линии сгиба 30, отмечая последовательно длины Lp и Hps по числу проступей 26, и предварительно прорезывают кромки 2 по намеченным линиям сгиба 30. Затем выполняют сгиб на первой линии сгиба 30, как бы сводя П-профиль соседними кромками 2, затем выполняют сгиб на следующей линии сгиба 30, как бы сводя П-профиль соседними полками 1. Процесс повторяют, контролируя геометрию проступей 26 по всей длине. Полученный зигзагообразный объемный элемент 28, вкладывают внутрь отдельного ранее заготовленного опорного элемента 29 и скрепляют кромки 2 всех элементов в точках скрепления 31. Полученная объемная форма косоура 25 может быть применена для лестничных маршей с одним, двумя и более косоурами 25. Соответствующее декоративное покрытие позволяет применять косоуры 25 в сочетании с деревянной отделкой.
Номенклатура изделий чрезвычайно многообразна: одиночные полки, составные полки, каркасы, стеллажи, этажерки, табуретки, скамьи, столы, верстаки, подставки, ворота, лестницы, беседки, вольеры, ограждение для грядок и парников, декоративные стенки, садовая хозяйственная утварь и мебель, в том числе уличная мебель.
Подготовленные в условиях производства по техническому заданию отдельные части и заготовки для объемных элементов изделия, представленные потребителю в не скрепленном виде с целью удобства транспортировки, позволяют потребителю собирать мебель и изделия в режиме «Сделай сам».
При сборке металлической мебели и объемных конструкций допустимо штатное размещение заклепок, болтов, самонарезающих винтов, пуклевок в соответствии со сводом правил СП 260.1325800.2016 «Конструкции стальные тонкостенные из холодногнутых оцинкованных профилей и гофрированных листов».
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки металлического изделия типа дверь, окно или панель | 2022 |
|
RU2790642C1 |
| Несущие элементы для металлокаркаса (варианты). | 2020 |
|
RU2744549C1 |
| Линеарный панельный комплект | 2020 |
|
RU2751031C1 |
| Металлическая ламель | 2021 |
|
RU2752457C1 |
| Линеарная панель без руста | 2020 |
|
RU2750192C1 |
| Способ соединения встык одинаковых металлических профилей | 2019 |
|
RU2706902C1 |
| Способ сборки каркаса для ограждений, заборов, панелей и перегородок | 2021 |
|
RU2766967C1 |
| Способ сборки малых архитектурных форм из набора профильных элементов | 2022 |
|
RU2777435C1 |
| Облицовочный ОМЕГА-профиль | 2021 |
|
RU2752831C1 |
| Способ скрытого монтажа элемента штакетника на ограждении | 2019 |
|
RU2709264C1 |
Изобретение относится к способам изготовления металлической мебели и объемных конструкций из холодногнутых металлических оцинкованных П-, С- и ОМЕГА-профилей, в том числе с полимерным покрытием. Техническим результатом заявленного изобретения является обеспечение каркасных свойств изделий, формирование плоских поверхностей, обеспечение несущей нагрузочной способности изделий, экономия материала при изготовлении и сборке, достижение товарного вида изделий, обеспечение безопасности применения изделий.
Указанный технический результат достигают тем, что в заявляемом способе формирования поверхности, и объемные формы мебели, и объемные конструкции изготавливают из П-, С- и ОМЕГА-профилей, имеющих полки с кромками, методом нарезания отдельных частей указанных профилей требуемой длины и предварительной подготовкой объемных элементов, которые получают прорезыванием кромок П-профиля на всю их высоту по линиям сгиба полок П-профиля в соответствии с геометрией изделия и с соблюдением требуемых размеров, последующим сгибанием П-профиля на требуемый угол по линиям сгиба и скреплением, и в дальнейшем финальной сборкой объемных форм мебели и объемных конструкций из нарезанных отдельных частей П-, С- и ОМЕГА-профилей, и подготовленных объемных элементов путем их скрепления, используя при этом свойства жесткости П-, С- и ОМЕГА-профилей и их наружные декоративные свойства. Кроме того, при этом полки и кромки П-профиля могут быть снабжены ребрами жесткости, а его кромки могут быть дополнительно выполнены с фальцами, загнутыми вовнутрь, а также при этом кромки ОМЕГА-профиля могут быть снабжены фальцами. 4 н. и 1 з.п. ф-лы, 13 ил.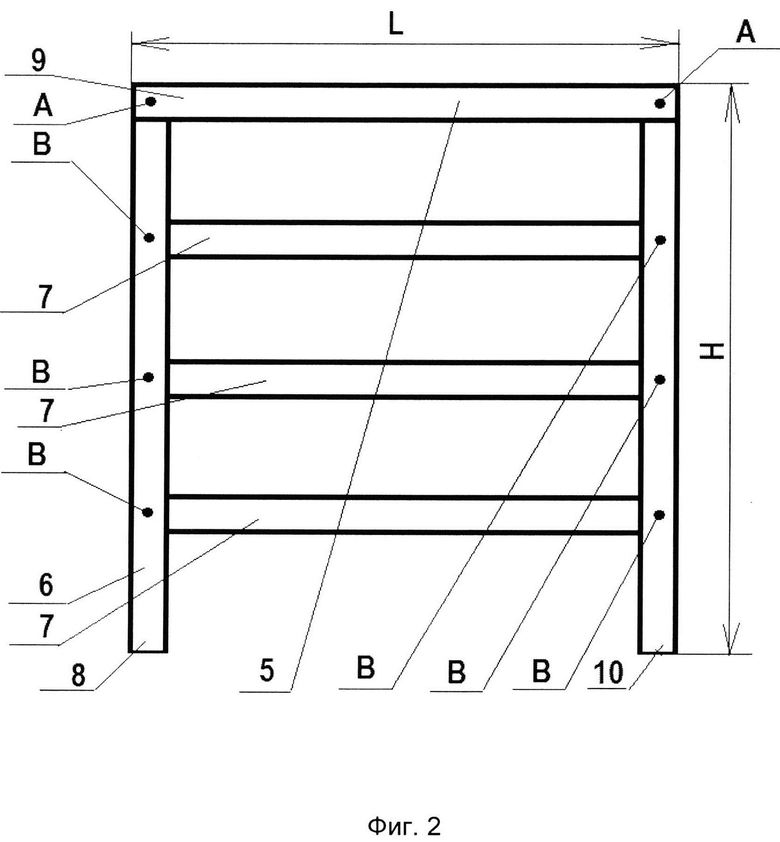
1. Способ формирования объемной формы при изготовлении стеллажа из металлического профиля, отличающийся тем, что объемную форму стеллажа, включающую объемный элемент в качестве каркаса стеллажа и отдельные части в качестве полок стеллажа, изготавливают из холодногнутого металлического оцинкованного П-профиля, имеющего полки и кромки с фальцами, методом нарезания отдельных частей указанного профиля требуемой длины и предварительной подготовки объемного элемента, который получают прорезыванием кромок П-профиля на всю их высоту по линиям сгиба полок П-профиля в соответствии с геометрией стеллажа и с соблюдением требуемых размеров, последующим сгибанием П-профиля на требуемый угол по линиям сгиба и скреплением объемного элемента, и осуществляют финальную сборку объемной формы стеллажа из объемного элемента и всех отдельных частей путем их скрепления, используя при этом свойства жесткости П-профиля и его наружные декоративные свойства.
2. Способ по п. 1, отличающийся тем, что при этом полки и кромки П-профиля снабжены ребрами жесткости.
3. Способ формирования объемной конструкции с плоской поверхностью при ее изготовлении из металлических профилей, отличающийся тем, что форму объемной конструкции с плоской поверхностью, включающую отдельный элемент в качестве плоской поверхности из холодногнутого металлического оцинкованного С-профиля, отдельные элементы в качестве ребер жесткости из холодногнутого металлического оцинкованного ОМЕГА-профиля и двух отдельных элементов в качестве боковин из холодногнутого металлического оцинкованного П-профиля, изготавливают методом нарезания отдельных частей указанных профилей требуемой длины в соответствии с геометрией объемной конструкции с плоской поверхностью, и осуществляют финальную сборку ее из всех отдельных частей путем их скрепления, размещая ребра жесткости в соответствии с проектом и используя при этом свойства жесткости и наружные декоративные свойства всех профилей.
4. Способ формирования объемной формы при изготовлении табуретки из металлического профиля, отличающийся тем, что объемную форму табуретки, включающую объемную конструкцию с плоской поверхностью в качестве сиденья и четыре объемных элемента в качестве четырех опор табуретки, изготавливают как форму объемной конструкции с плоской поверхностью, включающую отдельный элемент в качестве плоской поверхности из холодногнутого металлического оцинкованного С-профиля и отдельные элементы в качестве ребер жесткости из холодногнутого металлического оцинкованного ОМЕГА-профиля и двух боковин из холодногнутого металлического оцинкованного П-профиля, которые изготавливают методом нарезания отдельных частей указанных профилей требуемой длины в соответствии с геометрией сиденья табуретки, а каждый из четырех объемных элементов в качестве опор выполняют как объемный элемент, изготовленный из П-профиля, имеющего полки и кромки с фальцами, и состоящий из двух укосов, двух пяток, двух ножек и царги с предварительным прорезыванием кромок П-профиля на всю их высоту по намеченным шести линиям сгиба полок П-профиля в соответствии с габаритными размерами ножек табуретки с последующим сгибанием всех частей объемного элемента и их скреплением, и после чего на финальном этапе скрепляют объемную конструкцию с плоской поверхностью в качестве сиденья с четырьмя объемными элементами в качестве опор табуретки.
5. Способ формирования объемной формы при изготовлении косоура из металлического профиля, отличающийся тем, что объемную форму косоура, включающую отдельную часть из холодногнутого металлического оцинкованного ОМЕГА-профиля в качестве опорного элемента косоура с длиной, равной длине лестничного марша, и объемный элемент зигзагообразной формы из холодногнутого металлического оцинкованного П-профиля, имеющего полки и кромки с фальцами, в качестве проступей и подступенков косоура, выполненный предварительной разметкой линий сгиба с чередованием отметок, равных ширине проступи и высоте подступенка, последующим прорезыванием кромок П-профиля на всю их высоту по намеченным линиям сгиба полок П-профиля и последующим сгибанием П-профиля то внутрь П-профиля, то наружу, формируя поочередно проступи с подступенками, на финальном этапе собирают вкладыванием объемного элемента зигзагообразной формы внутрь отдельной части, как опорной части косоура, и скрепляют, используя при этом свойства жесткости ОМЕГА- и П-профилей и их наружные декоративные свойства.
| US 20190242130 A1, 08.08.2019 | |||
| CN 208513413 U, 19.02.2019 | |||
| US 4073177 A1, 14.02.1978 | |||
| СТЕЛЛАЖНАЯ СИСТЕМА ДЛЯ СКЛАДИРОВАНИЯ И АРХИВИРОВАНИЯ ПРЕДМЕТОВ | 2004 |
|
RU2337599C2 |
| CN 105888488 A, 24.08.2016 | |||
| РОТОРНО-ПОРШНЕВАЯ МАШИНА С ПЕРЕМЕННОЙ ФИКСАЦИЕЙ ПОРШНЕЙ | 1993 |
|
RU2098636C1 |
| JP 8318321 A, 03.12.1996. | |||

