Изобретение относится к области строительства металлических конструкций из холоднокатаных металлических оцинкованных профилей, в том числе с полимерным покрытием, а именно: к способам изготовления металлических дверей, окон и панелей. А также может быть применено при изготовлении форточек, перегородок и заграждений с разнообразными покрытиями.
Известен каркас теплицы (см. например, патент РФ №130785 на полезную модель), в котором дверь содержит прямоугольную раму, изготовленную из пустотелых металлических профильных труб прямоугольного сечения. Такая рама имеет большой вес, подвержена коррозии.
Также известен каркас теплицы с дверью (см. например, патент РФ №31144 на полезную модель), состоящий из отдельных элементов трубчатого сечения. Недостаток такого каркаса состоит в том, что данный каркас не обеспечивает высокой надежности крепления к нему покрытия из сотового поликарбоната вследствие круглого сечения трубчатых элементов.
Также известна дверь теплицы (см. например, патент РФ №111386 на полезную модель), каркас которой выполнен из холоднокатаного шляпного профиля с поперечной стяжкой, двумя диагональными стяжками с одной стороны и двумя дополнительными диагональными стяжками с другой стороны и установленными крестообразно. При этом лист поликарбоната закреплен на отгибах шляпного профиля каркаса точечно по всему периметру двери. Такое крепление поликарбоната не представляется надежным, кроме того наличие стяжек для такой двери представляется чрезмерным. Потрачено очень много крепежа. Сам каркас двери не является завершенным: крепление дверных петель приходится выполнять на отгибах шляпного профиля, которые вне опоры на что-либо не являются жесткими. Кроме того такой принцип конструирования двери не допускает двустороннего монтажа поликарбоната.
Также известна рама-панель с покрытием из сотового поликарбоната для теплиц и парников (см. например, патент РФ №105121 на полезную модель), которая выполнена из металлических труб квадратного сечения с поперечными вертикальными усилителями. Сотовый поликарбонат привинчен саморезами к горизонтальным и вертикальным трубам рамы-панели. Точечное крепление поликарбоната снижает срок службы панели, кроме того рама панели подвержена коррозии.
Также известен парник мини-теплица из рам-панелей (см. например, патент РФ №113454 на полезную модель), в котором все стенки и коньковые панели, выполнены из рам-панелей, изготовленных из металлических труб квадратного сечения. Недостатком является необходимость сварочных работ, подверженность коррозии и большой вес коньковых панелей.
Технический результат заявляемого изобретения заключается в достижении жесткости и прочности изделия, в достижении высокой геометрической точности, в надежности крепления материала заполнения без крепежных элементов, в исключении коррозии, в снижении веса изделия, в экономии металла, в увеличении долговечности и улучшении эксплуатационных характеристик.
Указанный технический результат достигается тем, что при применении заявляемого способа сборки металлического изделия в виде двери, окна или панели из П-образных профилей с полкой, ножками и кромками, изготовленных профилированием холоднокатаных металлов, в том числе с полимерным покрытием, и материала заполнения, сначала создают внутренний каркас из подготовленных частей П-образного профиля, затем на нем с одной или обеих сторон размещают материалы заполнения, после чего все части внутреннего каркаса вместе с материалом заполнения плотно охватывают внешним каркасом, состоящим из подготовленных частей П-образного профиля так, что ножки П-образного профиля внешнего каркаса направлены навстречу ножкам П-образного профиля внутреннего каркаса, при этом внешние поверхности полок П-образных профилей образуют периферийную поверхность внешнего каркаса и торцевую поверхность внутреннего каркаса, после чего скрепляют собранное самонарезающими винтами, при этом возможно осуществление подготовки частей П-образного профиля внутреннего каркаса путем разметки линий сгиба на полке П-образного профиля, перпендикулярных кромкам П-образного профиля в соответствии с геометрией проема внутреннего каркаса собираемого изделия, далее прорезыванием ножек П-образного профиля до линий сгиба и последующим сгибанием П-образного профиля по линиям сгиба так, что внешние поверхности полок П-образных профилей образуют торцевую поверхность внутреннего каркаса или путем использования отдельных отрезков П-образного профиля, которые выкладывают в виде внутреннего каркаса так, что внешние поверхности полок П-образного профиля образуют торцевую поверхность внутреннего каркаса, кроме того, при этом возможно осуществление подготовки частей П-образного профиля внешнего каркаса путем разметки линий сгиба на полках П-образного профиля, перпендикулярных кромкам П-образного профиля в соответствии с геометрией внешнего периметра изделия, далее прорезыванием ножек П-образного профиля до линий сгиба и последующим сгибанием П-образного профиля по линиям сгиба или путем использования отдельных отрезков П-образного профиля, кроме того материалом заполнения может являться металлическое полотно, или стекло, или профлист, или поликарбонат, или любой иной твердый плоский материал, а также ножки П-образного профиля для внешнего каркаса могут быть выполнены с фальцами.
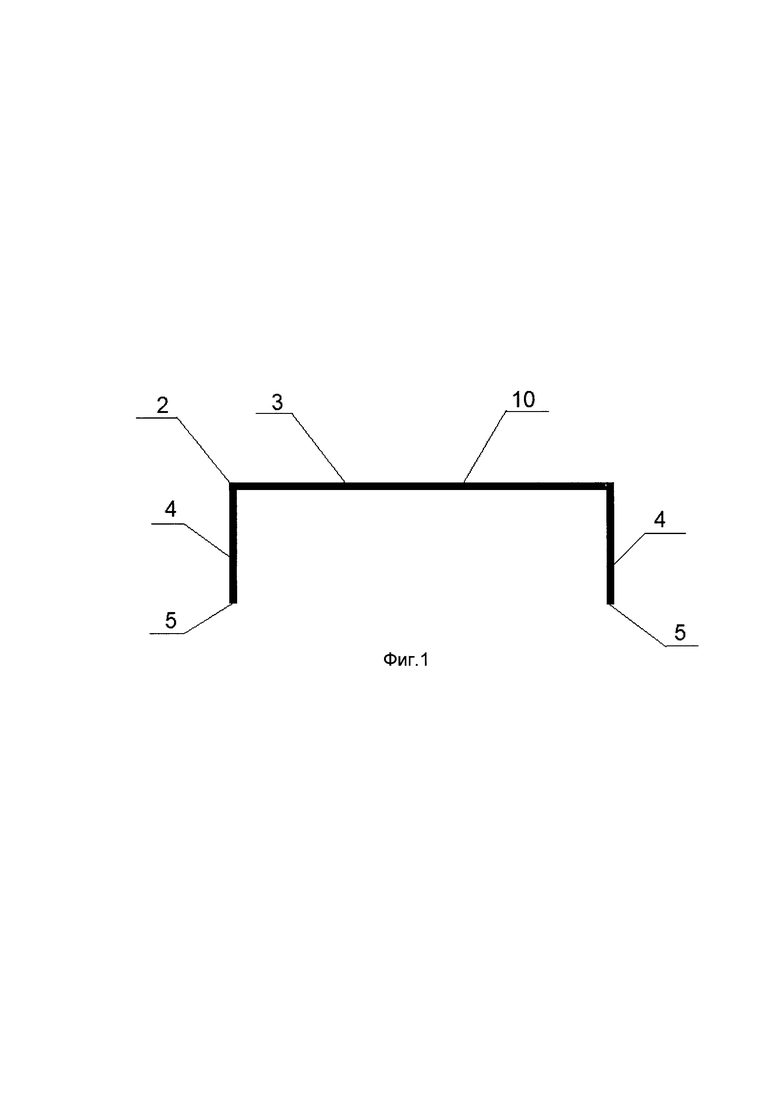
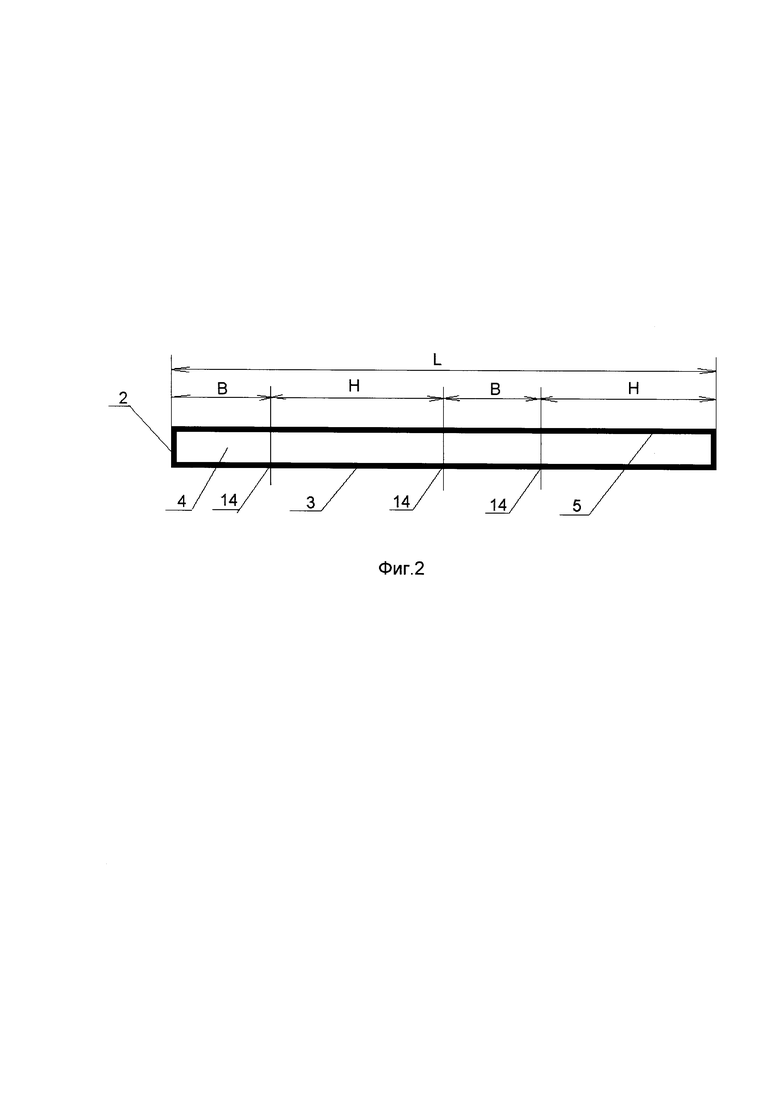
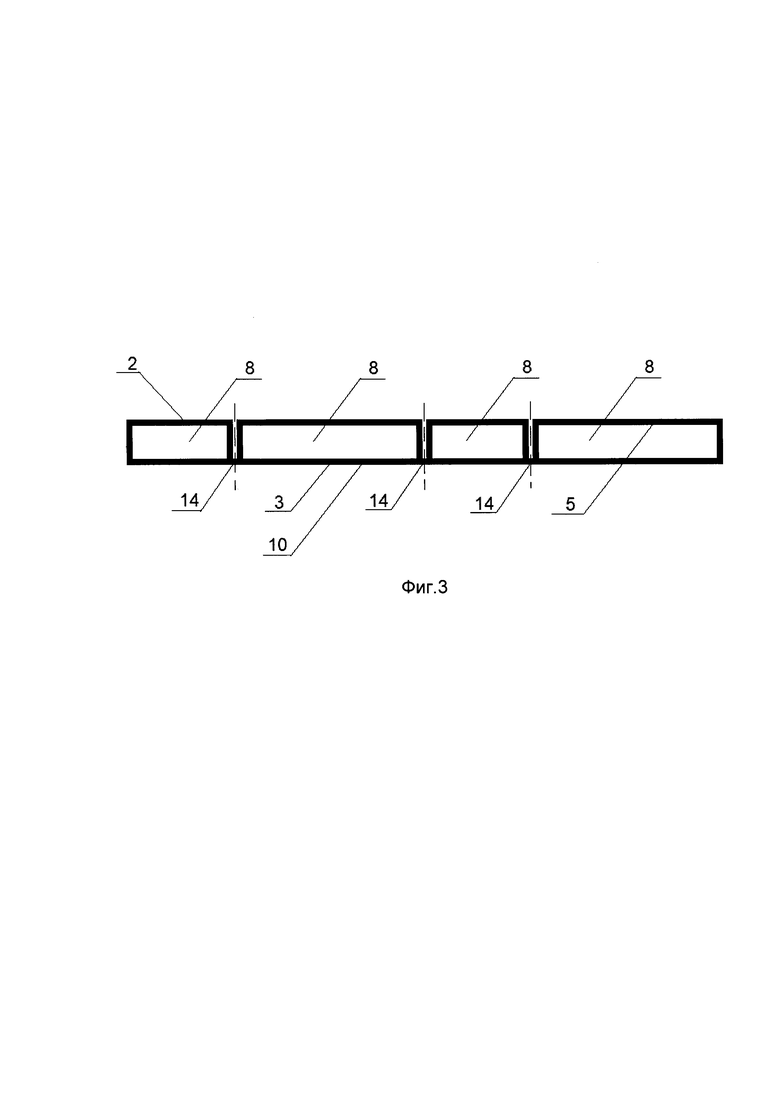
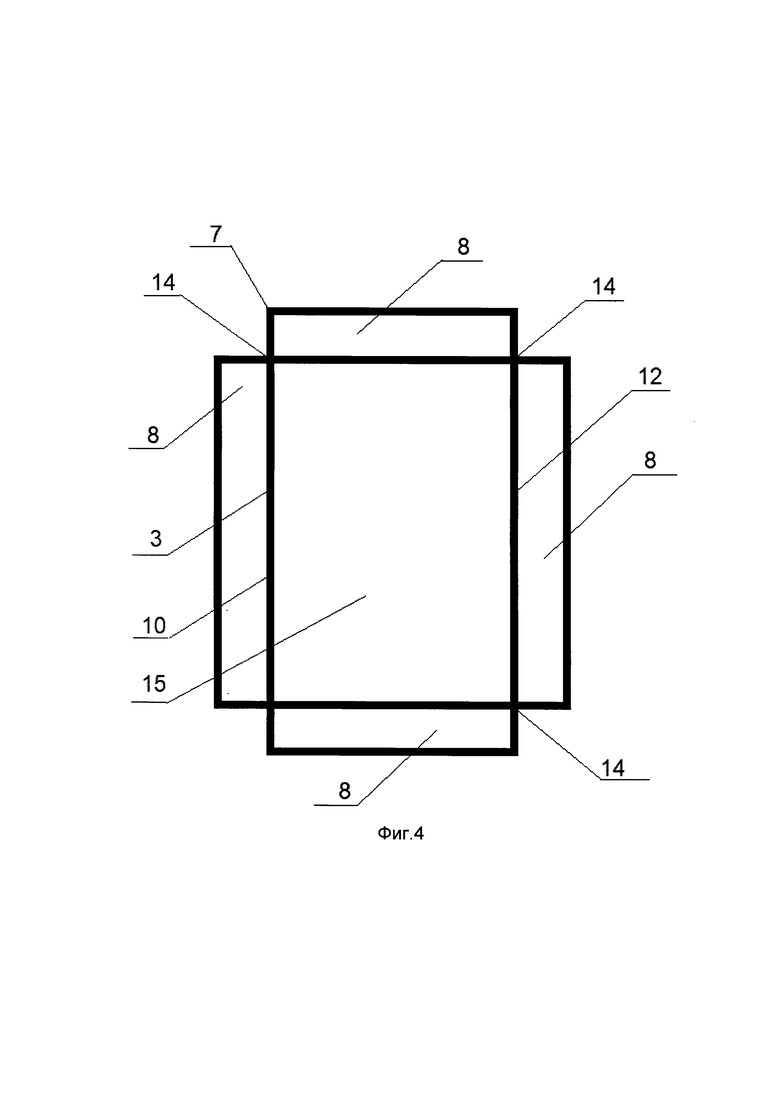
На фиг. 1 представлено поперечное сечение П-образного профиля; на фиг. 2 - разметка линий сгиба на П-образном профиле; на фиг. 3 - подготовленные части П-образного профиля после прорезывания его ножек; на фиг. 4 - внутренний каркас после сгибания П-образного профиля по линиям сгиба; на фиг. 5 -размещение материала заполнения на внутреннем каркасе; на фиг. 6 - пример изделия в сборе; на фиг. 7 - разрез изделия в сборе; на фиг. 8 - пример панели для торцовой стенки теплицы.
Заявляется способ сборки металлического изделия 1 в виде двери, окна или панели из П-образных профилей 2 с полкой 3, ножками 4 и кромками 5, которые изготавливают профилированием холоднокатаных металлов, в том числе с полимерным покрытием, и материала заполнения 6. Заявляемый способ сборки осуществляют следующим образом: сначала создают внутренний каркас 7 из подготовленных частей 8 П-образного профиля 2, затем на нем с одной или обеих сторон размещают материалы заполнения 6, после чего все части 8 внутреннего каркаса 7 вместе с материалом заполнения 6 плотно охватывают внешним каркасом 9, также состоящим из подготовленных частей 8 П-образного профиля 2 так, чтобы ножки 4 П-образного профиля 2 внешнего каркаса 9 были направлены навстречу ножкам 4 П-образного профиля 2 внутреннего каркаса 7, при этом внешние поверхности 10 полок 3 П-образных профилей 2 образуют периферийную поверхность 11 внешнего каркаса 9 и торцевую поверхность 12 внутреннего каркаса 7. Собранное изделие 1 скрепляют в выбранных местах самонарезающими винтами 13. При этом подготовку частей 8 П-образного профиля 2 внутреннего каркаса 7 осуществляют путем разметки линий сгиба 14 на полке 3 П-образного профиля 2, перпендикулярных кромкам 5 П-образного профиля 2 в соответствии с геометрией проема 15 внутреннего каркаса 7 собираемого изделия 1, затем прорезыванием ножек 4 П-образного профиля 2 до линий сгиба 14 и последующим сгибанием П-образного профиля 2 по линиям сгиба 14 так, что внешние поверхности 10 полок 3 П-образных профилей 2 образуют торцевую поверхность 12 внутреннего каркаса 7 или путем использования отдельных отрезков П-образного профиля 2, которые выкладывают в виде внутреннего каркаса 7 так, что внешние поверхности 10 полок 3 П-образного профиля 2 образуют торцевую поверхность 12 внутреннего каркаса 7. Аналогично подготовку частей 8 внешнего каркаса 9 осуществляют путем разметки линий сгиба 14 на полках 3 П-образного профиля 2, перпендикулярных кромкам 5 П-образного профиля 2 в соответствии с геометрией внешнего периметра изделия 1, далее прорезыванием ножек 4 П-образного профиля 2 до линий сгиба 14 и последующим сгибанием П-образного профиля 2 по линиям сгиба 14 или путем использования отдельных отрезков П-образного профиля 2. Материалом заполнения 6 изделия 1 может быть металлическое полотно, стекло, профлист, поликарбонат или любой иной твердый плоский материал. Ножки 4 П-образного профиля 2 для внешнего каркаса 9 могут быть выполнены с фальцами.
На фиг. 1 представлено поперечное сечение П-образного профиля 2 из холоднокатаных металлов с полкой 3, ножками 4 и кромками 5. При изготовлении внутренних каркасов 7 внешняя поверхность 10 полки 3 образует торцевую поверхность 12 внутреннего каркаса 7, а при изготовлении внешнего каркаса 9 внешняя поверхность 10 полки 3 образует периферийную поверхность 11 внешнего каркаса 9.
На фиг. 2 представлена разметка линий сгиба 14 на полке 3 перпендикулярно кромкам 5 П-образного профиля 2 длиной L, равной сумме двух ширин В и двух высот Н проема 15 внутреннего каркаса 7: L=2B+2H. Аналогично длина П-образного профиля 2 для внешнего каркаса 9 должна быть равна сумме двух ширин и двух высот самого изделия 1 в соответствии с его периметром.
На фиг. 3 представлены подготовленные части 8 П-образного профиля 2 после прорезывания его ножек 4 до линий сгиба 14. Внутренний каркас 7 образуют из подготовленных частей 8 сгибанием П-образного профиля 2 по линиям сгиба 14 ножками 4 П-образного профиля 2 наружу, а внешний каркас 9 образуют из подготовленных частей 8 сгибанием П-образного профиля 2 по линиям сгиба 14 ножками 4 П-образного профиля 2 внутрь.
На фиг. 4 представлен внутренний каркас 7 после сгибания П-образного профиля 2 по линиям сгиба 14. При этом внешняя поверхность 10 полок 3 подготовленных частей 8 П-образного профиля 2 образует торцевую поверхность 12 внутреннего каркаса 7, формирующую проем 15 внутреннего каркаса 7 изделия 1.
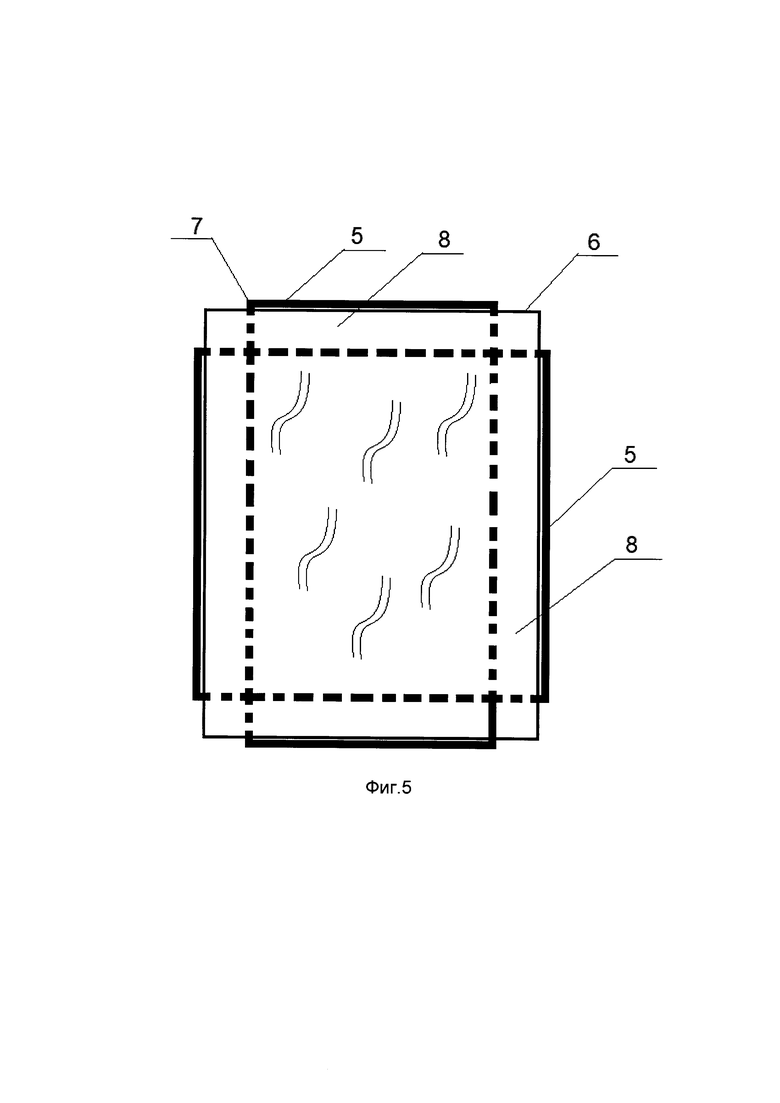
На фиг. 5 представлено размещение материала заполнения 6 на внутреннем каркасе 7. Материал заполнения 6 может быть размещен как на любой из сторон внутреннего каркаса 7, так и на обеих его сторонах. Материал заполнения 6 полностью накрывает стороны внутреннего каркаса 7. Края материала заполнения 6 выравнивают с кромками 5 частей 8 П-образного профиля 2 «заподлицо».
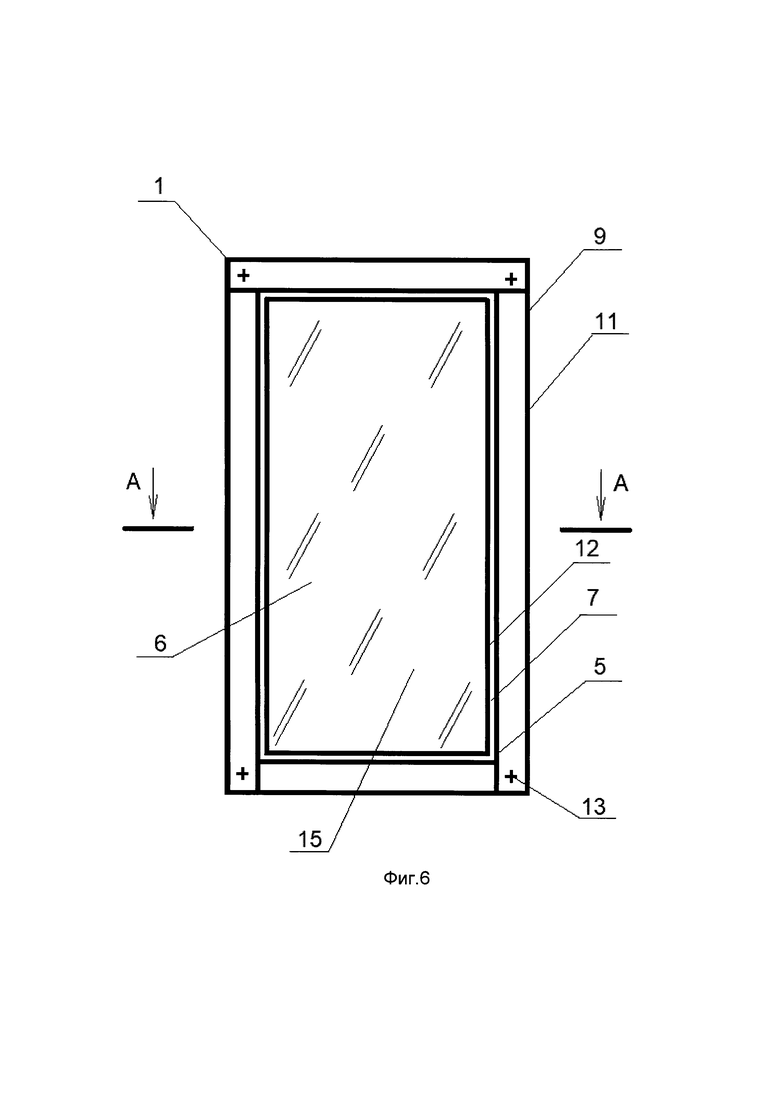
На фиг. 6 представлен пример изделия 1 в сборе. Внешний каркас 9 содержит периферийную поверхность 11, а внутренний каркас 7 содержит торцевую поверхность 12. Проем 15 внутреннего каркаса 7 закрыт материалом заполнения 6. Изделие 1 скреплено самонарезающими винтами 13. В представленном примере реализации изделия 1 высота ножек 4 П-образного профиля 2 внутреннего каркаса 7 чуть больше высоты ножек 4 П-образного профиля 2 внешнего каркаса 9, поэтому внутренний каркас 7 слегка просматривается, например, через поликарбонат или стекло. Высота ножек 4 П-образного профиля 2 внутреннего каркаса 7 может быть выбрана такой, чтобы кромки 5 П-образного профиля 2 внешнего каркаса 9 были бы вровень с торцевой поверхностью 12 внутреннего каркаса 7.
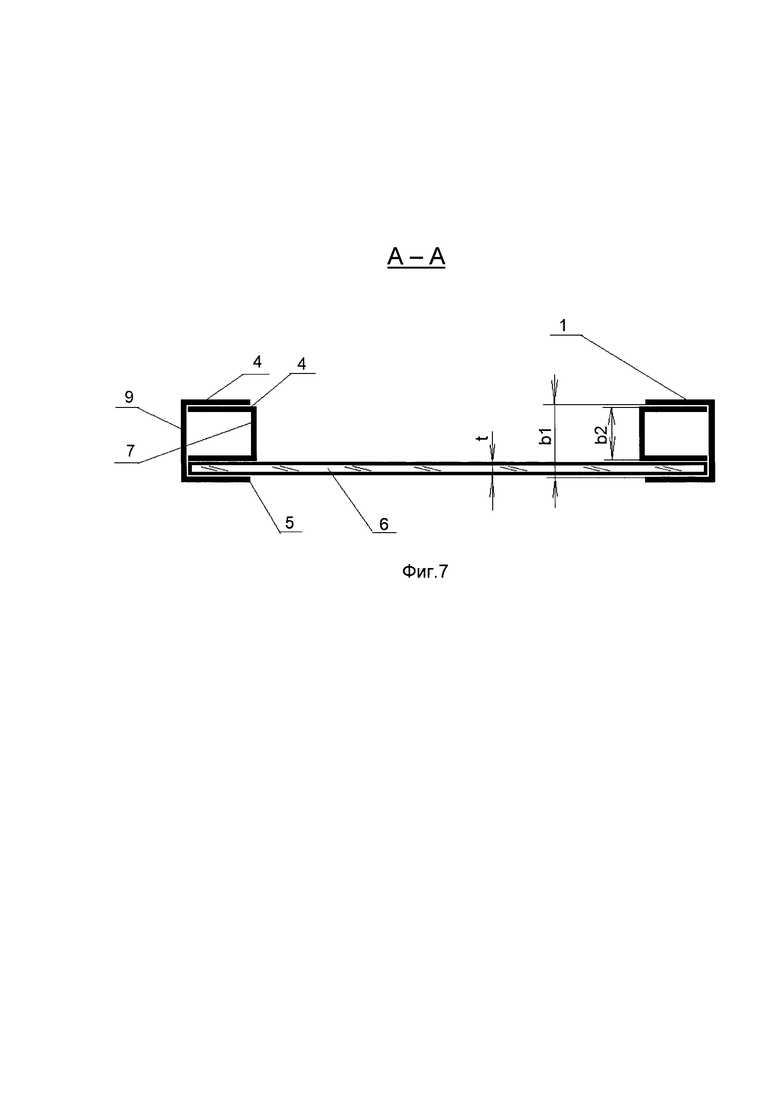
На фиг. 7 представлен разрез А-А выше рассмотренного примера изделия 1 в сборе. Внешний каркас 9 плотно охватывает внутренний каркас 7 вместе с материалом заполнения 6. Высота ножек 4 П-образного профиля 2 внутреннего каркаса 7 такова, что торцевая поверхность 12 внутреннего каркаса 7 слегка выступает из-за кромок 5 П-образного профиля 2 внешнего каркаса 9. Внутренняя ширина М П-образного профиля 2 внешнего каркаса 9 равна сумме внешней ширины b2 П-образного профиля 2 внутреннего каркаса 7 и толщины t материала заполнения 6 с одной или с двух сторон внутреннего каркаса 7.
b1=b2+t - при одностороннем заполнении материала;
b1=b2+2t - при двухстороннем заполнении материала;
Таким образом, достигают плотной посадки внутреннего каркаса 7 вместе с материалом заполнения 6 во внешнем каркасе 9. Самонарезающие винты 13 устанавливают по мере необходимости, так, например, для скрепления изделия 1 с внешним каркасом 9, полученным сгибанием П-образного профиля 2 по линиям сгиба 14, достаточно одного самонарезающего винта 13. Материал заполнения 6 зажат не точечно, а по всему периметру каркасов 7 и 9, и при скреплении изделия 1 не повреждается механически. Заявляемый способ сборки может быть применен для сборки изделий 1 разнообразной формы: треугольных форточек, пятиугольных торцовых стенок теплиц и парников и т.д.
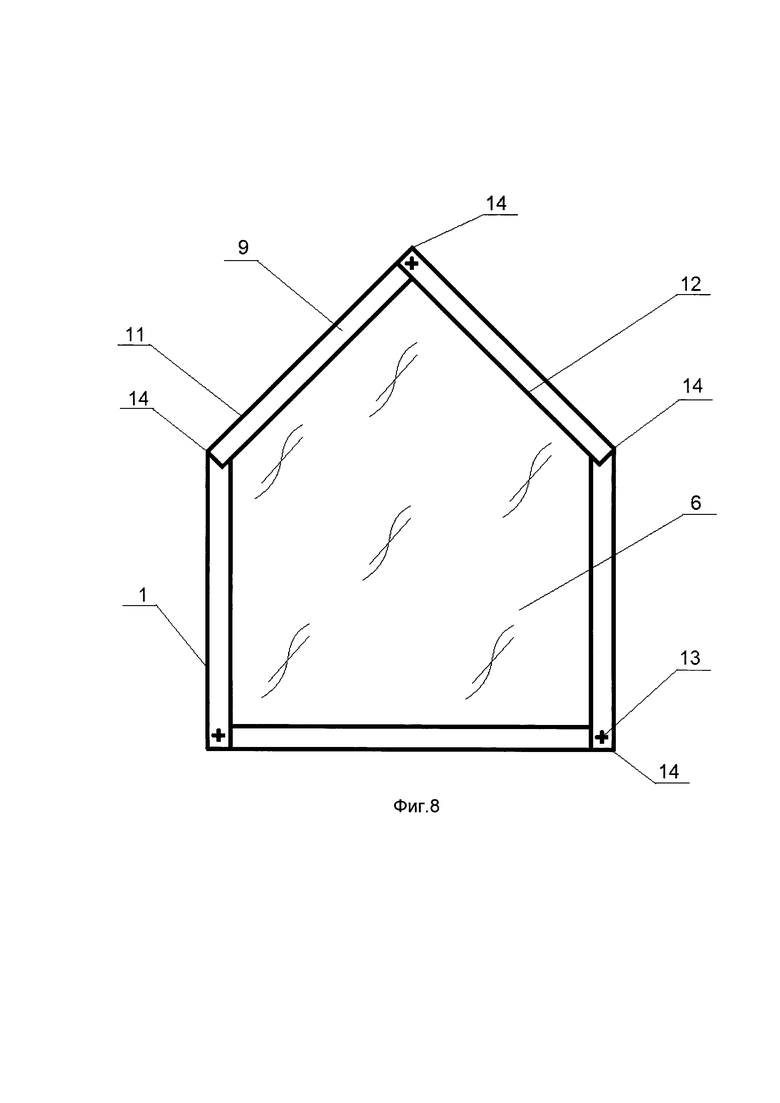
На фиг. 8 представлен пример торцовой стенки теплицы. Изделие 1 содержит внешний каркас 9, внутренний каркас 7 (на фиг. 8 не показан), поликарбонат в качестве материала заполнения 6. Внешний каркас 9 получен сгибанием П-образного профиля 2 по линиям сгиба 14, поэтому периферийная поверхность 11 внешнего каркаса 9 выполнена без стыков и отверстий. Изделие 1 скреплено несколькими самонарезающими винтами 13.
Благодаря точности профилирования П-образного профиля 2, а также его свойствам заявляемый способ сборки позволяет получать изделия 1 геометрически точными, прочными, формоустойчивыми, легкими, не подверженными коррозии, с разнообразными цветовыми решениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сборки каркаса для ограждений, заборов, панелей и перегородок | 2021 |
|
RU2766967C1 |
| Способ формирования поверхностей и объемных форм при изготовлении металлической мебели и объемных конструкций из металлического профиля | 2020 |
|
RU2738229C1 |
| Облицовочный ОМЕГА-профиль | 2021 |
|
RU2752831C1 |
| Несущие элементы для металлокаркаса (варианты). | 2020 |
|
RU2744549C1 |
| Способ сборки составных и многослойных термоколонн и термобалок перекрытий | 2021 |
|
RU2769001C1 |
| Облицовочная панель для арочных кровель, фасадов и ограждений | 2021 |
|
RU2751308C1 |
| Холоднокатаный симметричный профильный элемент для каркасов ворот | 2022 |
|
RU2796149C1 |
| Раскатной стол для теплицы | 2021 |
|
RU2762092C1 |
| Линеарный панельный комплект | 2020 |
|
RU2751031C1 |
| Способ сборки малых архитектурных форм из набора профильных элементов | 2022 |
|
RU2777435C1 |
Изобретение относится к области строительства металлических конструкций из холодногнутых металлических оцинкованных профилей. Технический результат заключается в достижении жесткости и прочности изделия, в достижении высокой геометрической точности, в надежности крепления материала заполнения без крепежных элементов, в исключении коррозии, в снижении веса изделия, в экономии металла, в увеличении долговечности и улучшении эксплуатационных характеристик. Способ сборки металлического изделия в виде двери, окна или панели из П-образных профилей с полкой, ножками и кромками, изготовленных профилированием холоднокатаных металлов, в том числе с полимерным покрытием, и материала заполнения, при котором сначала создают внутренний каркас из подготовленных частей П-образного профиля, затем на нем с одной или обеих сторон размещают материалы заполнения, после чего все части внутреннего каркаса вместе с материалом заполнения плотно охватывают внешним каркасом, состоящим из подготовленных частей П-образного профиля так, что ножки П-образного профиля внешнего каркаса направлены навстречу ножкам П-образного профиля внутреннего каркаса. При этом внешние поверхности полок П-образных профилей образуют периферийную поверхность внешнего каркаса и торцевую поверхность внутреннего каркаса, после чего скрепляют собранное самонарезающими винтами. 9 з.п. ф-лы, 8 ил.
1. Способ сборки металлического изделия в виде двери, окна или панели из П-образных профилей с полкой, ножками и кромками, изготовленных профилированием холоднокатаных металлов, в том числе с полимерным покрытием, и материала заполнения, при котором сначала создают внутренний каркас из подготовленных частей П-образного профиля, затем на нем с одной или обеих сторон размещают материалы заполнения, после чего все части внутреннего каркаса вместе с материалом заполнения плотно охватывают внешним каркасом, состоящим из подготовленных частей П-образного профиля так, что ножки П-образного профиля внешнего каркаса направлены навстречу ножкам П-образного профиля внутреннего каркаса, при этом внешние поверхности полок П-образных профилей образуют периферийную поверхность внешнего каркаса и торцевую поверхность внутреннего каркаса, после чего скрепляют собранное самонарезающими винтами.
2. Способ сборки металлического изделия по п. 1, отличающийся тем, что подготовку частей П-образного профиля внутреннего каркаса осуществляют путем разметки линий сгиба на полке П-образного профиля, перпендикулярных кромкам П-образного профиля в соответствии с геометрией проема внутреннего каркаса собираемого изделия, после чего прорезают ножки П-образного профиля до линий сгиба с последующим сгибанием П-образного профиля по линиям сгиба так, что внешние поверхности полок П-образных профилей образуют торцевую поверхность внутреннего каркаса.
3. Способ сборки металлического изделия по п. 1, отличающийся тем, что подготовку частей П-образного профиля внутреннего каркаса осуществляют из отдельных отрезков П-образного профиля, которые выкладывают в виде внутреннего каркаса так, что внешние поверхности полок П-образного профиля образуют торцевую поверхность внутреннего каркаса.
4. Способ сборки металлического изделия по п. 1, отличающийся тем, что подготовку частей П-образного профиля внешнего каркаса осуществляют путем разметки линий сгиба на полках П-образного профиля, перпендикулярных кромкам П-образного профиля в соответствии с геометрией внешнего периметра изделия, после чего прорезают ножки П-образного профиля до линий сгиба с последующим сгибанием П-образного профиля по линиям сгиба.
5. Способ сборки металлического изделия по п. 1, отличающийся тем, что подготовку частей П-образного профиля внешнего каркаса осуществляют из отдельных отрезков П-образного профиля.
6. Способ сборки металлического изделия по п. 1, отличающийся тем, что материалом заполнения является металлическое полотно.
7. Способ сборки металлического изделия по п. 1, отличающийся тем, что материалом заполнения является стекло.
8. Способ сборки металлического изделия по п. 1, отличающийся тем, что материалом заполнения является профлист.
9. Способ сборки металлического изделия по п. 1, отличающийся тем, что материалом заполнения является поликарбонат.
10. Способ сборки металлического изделия по п. 1, отличающийся тем, что ножки П-образного профиля для внешнего каркаса выполнены с фальцами.
| Устройство к стереоприборам, например, стереокомпараторам, для вычисления координат точек местности по снимкам наземной фототеодолитной съемки | 1957 |
|
SU113454A1 |
| Кипятильник непрерывного действия | 1955 |
|
SU105121A1 |
| 0 |
|
SU254880A1 | |
| ТЕПЛИЦА СБОРНАЯ (ВАРИАНТЫ) | 2010 |
|
RU2420951C1 |
| СПОСОБ МОНИТОРИНГА ХОДА ПРОЦЕССА С ИСПОЛЬЗОВАНИЕМ ГАЗА-РЕАГЕНТА, СОДЕРЖАЩЕГО ОДИН ИЛИ НЕСКОЛЬКО ГАЗООБРАЗНЫХ УГЛЕВОДОРОДОВ | 2002 |
|
RU2291914C2 |

