Изобретение относится к двигателестроению, а именно к торцевым уплотнениям роторно-поршневого двигателя (РПД), и может быть использовано при изготовлении элементов трения торцевых уплотнений, герметизирующих зазор между вращающимися деталями в корпусах аппаратов, машин и механизмов, содержащих рабочую среду под давлением.
Известны торцевые уплотнения, в которых пара трения состоит из двух колец износостойких материалов с плоскими кольцевыми поверхностями (с шероховатостью поверхности Ra=0,08-0,16 мкм), контактирующими друг с другом выступами микронеровностей, при этом герметичность пары трения зависит от площади контакта микронеровностей и величины зазора в паре трения. При работе уплотнения вследствие приработки, силовых деформаций, нагрева и изнашивания исходные плоские поверхности меняют форму и теряют герметичный контакт, в частности контактирующие рабочие поверхности имеют тенденцию к износу вблизи внутренней и наружной границ плоской кольцевой области контакта колец (где контактные давления резко возрастают в угловых точках, способствуя повышенному износу соприкасающихся поверхностей), что приводит к выходу из строя и необходимости перемонтажа аппарата для замены уплотнения (Уплотнения и уплотнительная техника. Справочник, под редакцией А.И. Голубева и Л.А. Кондратьева, Москва, «Машиностроение», 1986 г., стр. 246-248).
Известно торцевое уплотнение, используемое в насосах, перекачивающих химически активные и абразивные жидкости, в котором каждое кольцо, образующее трущуюся пару, включает участки различной износостойкости, для чего каждое кольцо составляют из двух коаксиально устанавливаемых и жестко соединяемых между собой колец, наружного металлического и внутреннего, изготовленного из износостойкого керамического или другого материала. Данное торцевое уплотнение износостойко и сохраняет работоспособность длительное время при обеспечении идеальных условий работы (Заявка на изобретение от 11.11.1992 №92005101, МПК: F16J 15/54, опубликована 27.05.1995).
Однако недостатком известного уплотнения является неравномерность распределения контактных давлений по ширине контакта, их концентрация в зонах выхода из контакта. Такое распределение контактных давлений приводит к необходимости изготовления деталей с трущимися поверхностями из дорогих высокотвердых материалов, а также преждевременному износу и разрушению деталей, как в процессе работы, так и при монтаже.
Известны способы изготовления элементов трения торцевых уплотнений с кольцевой вставкой из твердого сплава в металлическом корпусе.
Многие отечественные, например, ВНИИГидромаш, и зарубежные: Flexibox, Burgman, Sandvic предприятия изготавливают элементы трения, состоящие из металлического корпуса с запрессованным (впаянным, вклеенным) в него твердосплавным кольцом, сделанным отдельно от корпуса путем прессования и последующего спекания или горячего прессования твердосплавной смеси (Голубев А.И. Торцевые уплотнения вращающихся валов, М., Машиностроение, 1974, с. 132-134).
Недостатком указанных элементов трения является высокая трудоемкость изготовления, особенно при получении твердосплавного кольца горячим прессованием. Она определяется небольшим сроком службы графитовых пресс-форм, в которых производят горячее прессование твердых сплавов, а также большой трудоемкостью алмазного шлифования всех поверхностей кольца перед его установкой в металлический корпус.
Известно также уплотнение, выполненное в виде элемента трения торцевого уплотнения. Полость, образованную кольцевым пазом металлического корпуса и установленных на него наружной и внутренней формирующих втулок, наполняют композиционным материалом, который прессуют с помощью пуансона. В качестве композиционного материала применяют порошки карбидов металлов с полимерным связующим. (Патент на изобретение SU №969458 МПК: B22F 3/00, опубл. 30.10.1982).
Наиболее близким к предлагаемому изобретению является изобретение «Способ повышения уплотнения торцов пар трения» (SU №226353 МПК: F06J 15/54 опубл. 24.12.1968), включающее выполнение в металлическом корпусе торцевого кольцевого паза, заполненного твердосплавным материалом на основе карбида вольфрама (WC) с последующим его прессованием и пропиткой связующим материалом при нагреве в среде водорода до температуры плавления связующего материала, а также последующую механическую обработку заготовки, шлифование и притирку рабочей поверхности твердосплавного элемента.
Элементы трения торцевого уплотнения, изготовленные по этому способу также, как и по предыдущему, имеют низкую прочность и износостойкость твердосплавной вставки, по сравнению со вставкой, изготовленной по технологии прессования и реакционного спекания в термодинамической установке при температуре 2500°С, которая намного превышает температуру плавления связующего (250-300°С).
Технической задачей предлагаемого изобретения является получение элементов трения с высокой прочностью, твердостью, износостойкостью и низким коэффициентом трения для увеличения долговечности (ресурса) пары трения торцевого уплотнения.
Технический эффект предлагаемого конструктивного решения торцевого уплотнения выражается в повышении долговечности (ресурса) пары трения и уплотнений в целом, за счет получения трибологической пары: подвижный элемент и вращающийся элемент с различными показателями твердости и чистоты обработки поверхности, что обеспечивает минимальный коэффициент трения и износ, и, в конечном результате, позволяет иметь высокий ресурс работы уплотнений, причем наибольшему износу подвергается вращающийся элемент пары трения: кольца торцевые маслосъемные и торцевые планки, замена которых не представляет значительной технологической трудности, а стоимость значительно меньше стоимости вставок в крышки РПД. Повышение долговечности (ресурса) и экономичности работы торцевых уплотнений обеспечивается также простотой конструкции элементов пары трения, не содержащих сборных частей и дополнительных связей.
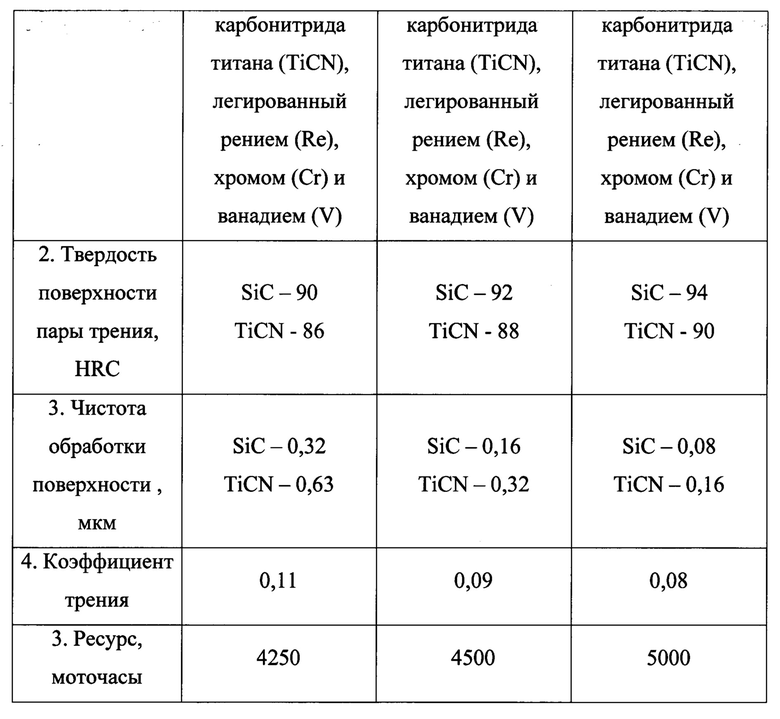
Поставленная задача достигается тем, что торцевые уплотнения РПД, содержат пару трения вращающихся и не вращающихся элементов, контактирующих друг с другом торцевыми поверхностями с различной твердостью, при этом, неподвижные элементы пары трения изготовлены из реакционно-спеченного карбида кремния (SiC) с твердостью поверхности 90-94 HRC, вращающиеся элементы изготовлены из легированного рением (Re), хромом (Cr) и ванадием (V) карбонитрида титана (TiCN) с твердостью поверхности 86-90 HRC, при этом неподвижные элементы пары трения имеют чистоту обработки поверхности 0,32-0,08 мкм, а подвижные -0,63-0,16 мкм.
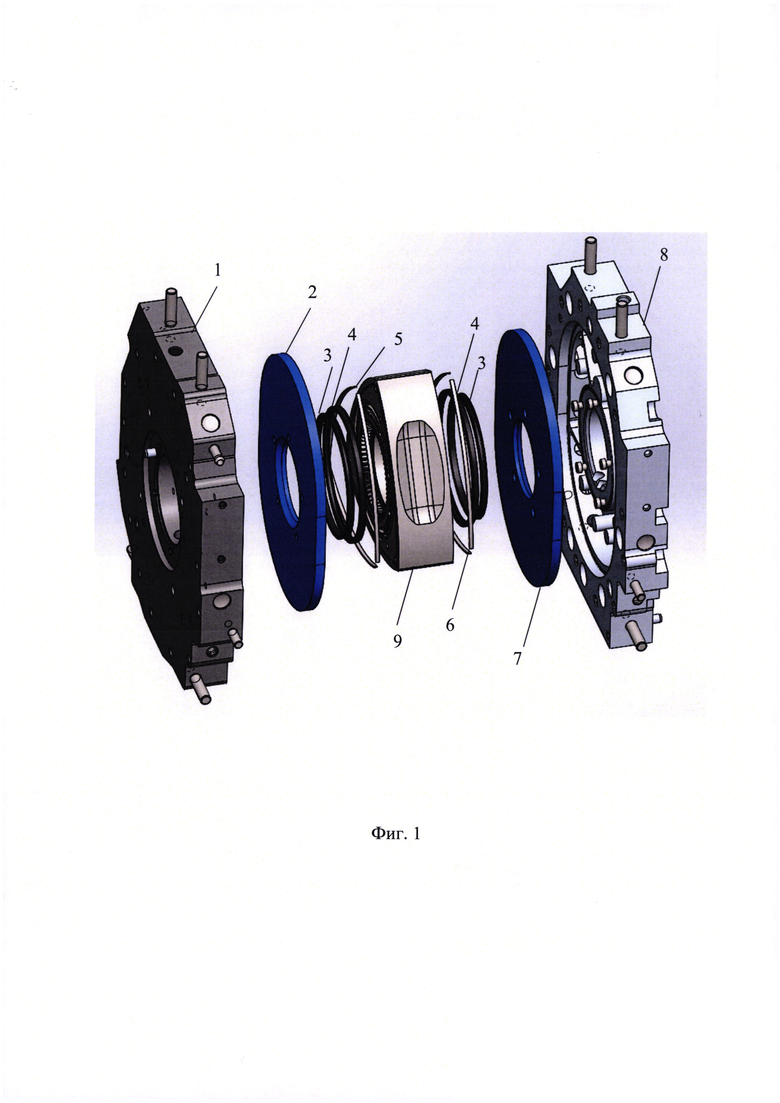
Настоящее изобретение поясняется иллюстрацией, на которой изображены элементы системы торцевого уплотнения РПД. На фиг. 1 приняты следующие обозначения: 1 - крышка передняя корпуса РПД; 2 - вставка в крышку переднюю корпуса РПД; 3 - кольцо торцевое маслосъемное внутреннее; 4 - кольцо торцевое маслосъемное наружное; 5 - планка торцевая передняя; 6 - планка торцевая задняя; 7 - вставка в крышку заднюю корпуса РПД; 8 - крышка задняя корпуса РПД; 9 - ротор РПД.
Торцевое уплотнение РПД содержит вставку в крышку переднюю корпуса РПД 2, устанавливаемую в крышку корпуса РПД переднюю 1, кольцо торцевое маслосъемное внутреннее 3, кольцо торцевое маслосъемное наружное 4, планку торцевую переднюю 5, планку торцевую заднюю 6 и вставку в крышку заднюю корпуса РПД 7. Вращающиеся элементы системы торцевого уплотнения - кольцо торцевое маслосъемное внутреннее 3, кольцо торцевое маслосъемное наружное 4, планка торцевая передняя 5 и планка торцевая задняя 6, вставляемые в пазы ротора РПД 9, выполненные на его передней и задней торцевых стенках соответственно, а не вращающиеся элементы системы торцевого уплотнения - вставка в крышку переднюю корпуса РПД 2 и вставка в крышку заднюю корпуса РПД 7 закреплены в крышке передней корпуса РПД 1 и крышке задней корпуса РПД 8, таким образом, что представленная система торцевых уплотнений образует трибологические пары, обеспечивающие низкий коэффициент трения, минимальный износ, что обеспечит значительное увеличение ресурса двигателя, связанного с износом торцевых уплотнений.
Торцевое уплотнение работает следующим образом. При вращении ротора РПД 9 возрастает контактное давление между планкой торцевой передней 5, планкой торцевой задней 6 и вставкой в крышку переднюю корпуса РПД 2, а также вставкой в крышку заднюю корпуса РПД 7 соответственно. При этом планка торцевая передняя 5 и планка торцевая задняя 6 деформируются в соответствии с известным в механике деформируемого тела свойством контактного давления, когда на поверхности контактного взаимодействия имеется угловая точка одного из контактирующих тел. Возникающий при этом пик контактного давления является барьером на пути истечения рабочей среды уплотнительного узла, что и определяет герметичность данного подвижного соединения. В процессе работы уплотнений эти же пики контактного давления способствуют повышенному износу контактирующих поверхностей планки торцевой передней 5 и планки торцевой задней 6, вставки в крышку переднюю корпуса РПД 2 и вставки в крышку заднюю корпуса РПД 7, при этом более значительному износу подвергаются вращающиеся детали: планка торцевая передняя 5, планка торцевая задняя 6, кольцо торцевое маслосъемное внутреннее 3 и кольцо торцевое маслосъемное наружное 4, предотвращающие попадание масла в рабочие камеры РПД из внутренней полости ротора, ввиду того, что твердость контактирующих поверхностей отличается на 4 единицы по шкале HRC. В связи с чем, меньшему износу подвергаются наиболее сложные в изготовлении и дорогостоящие вставка в крышку переднюю корпуса РПД 2 и вставка в крышку заднюю корпуса РПД 7.
Ниже приведены примеры результатов испытаний трибологических пар трения из реакционно-спеченного карбида кремния (SiC) и карбонитрида титана (TiCN) с различными показателями твердости и чистоты обработки поверхности, примененные для обеспечения высокого ресурса работы уплотнений.
Пример 1
Применена трибологическая пары трения в составе торцевого уплотнения, содержащая вращающиеся и не вращающиеся элементы, контактирующих друг с другом торцевыми поверхностями с различными показателями твердости и чистоты обработки поверхности, что обеспечивает минимальный коэффициент трения и износ, и, в конечном результате, позволяет повысить ресурс работы уплотнений.
Рассматриваемые в примере неподвижные элементы пары трения торцевого уплотнения РПД изготовлены из реакционно-спеченного карбида кремния (SiC) с твердостью поверхности 90 HRC и имеют чистоту обработки поверхности 0,32 мкм, а вращающиеся элементы пары трения торцевого уплотнения РПД изготовлены из легированного рением (Re), хромом (Cr) и ванадием (V) карбонитрида титана (TiCN) с твердостью поверхности 86 HRC и чистотой обработки 0,63 мкм.
Пример 2
Применена трибологическая пары трения в составе торцевого уплотнения, содержащая аналогичные примеру 1 элементы за тем исключением, что неподвижные элементы пары трения торцевого уплотнения РПД были изготовлены из реакционно-спеченного карбида кремния (SiC) с твердостью поверхности 92 HRC и чистотой обработки поверхности 0,16 мкм, а вращающиеся элементы пары трения торцевого уплотнения РПД были изготовлены из легированного рением (Re), хромом (Cr) и ванадием (V) карбонитрида титана (TiCN) с твердостью поверхности 88 HRC и чистотой обработки поверхности 0,32 мкм.
Пример 3
Применена трибологическая пары трения в составе торцевого уплотнения, содержащая аналогичные примеру 1 элементы за тем исключением, что неподвижные элементы пары трения торцевого уплотнения РПД были изготовлены из реакционно-спеченного карбида кремния (SiC) с твердостью поверхности 94 HRC и чистотой обработки поверхности 0,08 мкм, а вращающиеся элементы пары трения торцевого уплотнения РПД были изготовлены из легированного рением (Re), хромом (Cr) и ванадием (V) карбонитрида титана (TiCN) с твердостью поверхности 90 HRC и чистотой обработки поверхности 0,16 мкм.
Сравнительные данные испытаний предлагаемого изобретения приведены в таблице 1.
Таким образом, предлагается конструктивное решение торцевого уплотнения роторно-поршневого двигателя внутреннего сгорания, где используются элементы трения с высокой прочностью, твердостью, износостойкостью и низким коэффициентом трения, что приводит к увеличению долговечности (ресурса) пары трения торцевого уплотнения за счет получения трибологической пары: подвижный элемент и вращающийся элемент с различными показателями твердости и чистоты обработки поверхности, что обеспечивает минимальный коэффициент трения и износ, и, в конечном результате, позволяет иметь высокий ресурс работы уплотнений, причем наибольшему износу подвергается вращающиеся элементы пары трения: кольца торцевые маслосъемные и торцевые планки, замена которых не представляет значительной технологической трудности, а стоимость значительно меньше стоимости вставок в крышки РПД.
| название | год | авторы | номер документа |
|---|---|---|---|
| Подшипники вала турбокомпрессора | 2020 |
|
RU2744104C1 |
| ЭНЕРГОСБЕРЕГАЮЩИЙ ПОДШИПНИК СКОЛЬЖЕНИЯ | 2011 |
|
RU2477395C1 |
| УПЛОТНЕНИЕ В УСТРОЙСТВАХ ВЫСОКОГО ДАВЛЕНИЯ | 2007 |
|
RU2352842C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 1991 |
|
RU2071869C1 |
| ТВЕРДОСПЛАВНАЯ РЕЖУЩАЯ ВСТАВКА | 2008 |
|
RU2465098C2 |
| СПОСОБ НАНЕСЕНИЯ ДВУХСЛОЙНЫХ ПОКРЫТИЙ | 2010 |
|
RU2463391C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2424088C2 |
| Порошковая проволока | 2017 |
|
RU2661159C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ НА ОСНОВЕ ПОЛИКРИСТАЛЛИЧЕСКОГО КУБИЧЕСКОГО НИТРИДА БОРА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2161087C2 |
| КРУГЛЫЙ СОРТОВОЙ ПРОКАТ ИЗ БОРСОДЕРЖАЩЕЙ СТАЛИ ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТИ | 2011 |
|
RU2469106C1 |
Изобретение относится к двигателестроению, а именно к торцевым уплотнениям роторно-поршневого двигателя внутреннего сгорания, и может быть использовано при изготовлении элементов трения торцевых уплотнений, герметизирующих зазор между вращающимися деталями в корпусах аппаратов, машин и механизмов, содержащих рабочую среду под давлением. Упомянутое торцевое уплотнение содержит пару трения из вращающихся и невращающихся элементов, контактирующих друг с другом торцевыми поверхностями с различной твердостью. Неподвижные элементы пары трения изготовлены из реакционно-спеченного карбида кремния с твердостью поверхности 90-94 HRC. Вращающиеся элементы изготовлены из легированного рением, хромом и ванадием карбонитрида титана с твердостью поверхности 86-90 HRC. Неподвижные элементы пары трения имеют чистоту обработки поверхности 0,32-0,08 мкм, а подвижные - 0,63-0,16 мкм. Обеспечивается увеличение долговечности трибологической пары, а также упрощение технологии изготовления элементов пары трения, при этом элементы трения обладают высокой прочностью, твердостью, износостойкостью и низким коэффициентом трения. 1 ил., 1 табл., 2 пр.
Торцевое уплотнение роторно-поршневого двигателя, содержащее пару трения из вращающихся и невращающихся элементов, контактирующих друг с другом торцевыми поверхностями с различной твердостью, отличающееся тем, что неподвижные элементы пары трения изготовлены из реакционно-спеченного карбида кремния SiC с твердостью поверхности 90-94 HRC, вращающиеся элементы изготовлены из легированного рением, хромом и ванадием карбонитрида титана TiCN с твердостью поверхности 86-90 HRC, при этом неподвижные элементы пары трения имеют чистоту обработки поверхности 0,32-0,08 мкм, а подвижные - 0,63-0,16 мкм.
| SU 839335 A1, 20.03.2000 | |||
| СИСТЕМА УПЛОТНЕНИЯ | 1996 |
|
RU2116463C1 |
| СИСТЕМА УПЛОТНЕНИЯ РОТОРНО-ПОРШНЕВОГО ДВИГАТЕЛЯ | 2007 |
|
RU2338071C1 |
| УПЛОТНИТЕЛЬНЫЙ ГЕРМЕТИЧНЫЙ МОДУЛЬ ЦЕНТРОБЕЖНОГО НАСОСА | 2018 |
|
RU2681727C1 |
| DE 4039300 A1, 25.07.1991 | |||
| US 6946096 B2, 20.09.2005. | |||

