Область техники, к которой относится изобретение
Настоящее изобретение относится к режущему инструменту из керамики на основе оксида алюминия и более конкретно к керамическому режущему инструменту на основе оксида алюминия со слоями покрытия, сформированными на его поверхности.
Уровень техники
Оксид алюминия широко используется как материал для подложек для режущих инструментов из-за своих превосходных механических свойств и термостойкости. Слой покрытия из TiN формируется на поверхности режущего инструмента из оксида алюминия для повышения его поверхностной жесткости, снижения сопротивления резания и предотвращения адгезии детали к режущему инструменту. Однако слой покрытия из TiN имеет низкую твердость и таким образом может легко изнашиваться из-за трения, возникающего во время операции резания. Когда режут такой твердый материал, как чугун, слой покрытия из TiN склонен изнашиваться еще более легко. К тому же слой покрытий из TiN легко окисляется при температуре выше 1000°С под воздействием атмосферы. Таким образом, когда режущий инструмент выполняет высокоскоростное резание, слой покрытия из TiN, который подвергается воздействию высокой температуры, склонен к легкому окислению и отслаиванию от подложки.
Удаление слоя покрытия из TiN вызывает быстрый износ режущих краев. К тому же оно вызывает повышение сопротивления резанию, тем самым ускоряя стирание режущего инструмента. Это сокращает срок службы режущего инструмента.
Раскрытие технической проблемы
Целью настоящего изобретения является обеспечение режущего инструмента из керамики на основе оксида алюминия, снабженного покрытием и имеющим повышенную износостойкость.
Другой целью настоящего изобретения является обеспечение режущего инструмента из керамики на основе оксида алюминия, снабженного покрытием и имеющим улучшенные механические характеристики при высокоскоростном резании.
Еще одной целью настоящего изобретения является обеспечение режущего инструмента из керамики на основе оксида алюминия, снабженного покрытием и имеющим повышенный срок службы.
Техническое решение
Чтобы достигнуть вышеупомянутых целей и других целей, режущий инструмент в соответствии с настоящим изобретением включает в себя подложку в основном из оксида алюминия. Предпочтительно подложка включает в себя от 0,1 до 25 об.% одного или более оксидов металлов, или от 5 до 80 об.% карбонитрида металла и от 0,01 до 10 об.% одного или более оксидов металлов. Металл, образующий указанный оксид металла и указанный карбонитрид металла, выбирается из группы, состоящей из элементов групп от III до VI (включая группу La и группу Ac) в Периодической таблице элементов, Mg и Co. Указанные оксиды металлов, добавляемые к оксиду алюминия, находятся на границах раздела между зернами оксида алюминия, тем самым препятствуя чрезмерному росту зерен оксида алюминия во время процесса спекания. В результате может быть получена мелкозернистая и однородная подложка на основе оксида алюминия.
Кроме того, когда к оксиду алюминия добавляется от 5 до 80 об.% карбонитрида металла, могут быть получены мелкие зерна оксида алюминия и равномерная микроструктура с тем же принципом. Более того, карбонитрид металла обеспечивает гораздо большую твердость, чем оксиды металлов, тем самым расширяя области применения режущего инструмента из керамики на основе оксида алюминия, включая высокоскоростное резание сталей с высокой твердостью.
Также на подложке режущего инструмента формируется один или более нитридных покрывающих слоев на основе Al-Ti-Cr. Один или более покрывающих нитридных слоев на основе Al-Ti-Cr сформированы на подложке режущего инструмента до толщины от 0,3 до 5,0 мкм, предпочтительно от 0,5 до 2,0 мкм. Состав указанного покрывающего нитридного слоя на основе Al-Ti-Cr может быть AlWTiXCrYSiZCVN1-V (W+X+Y+Z=1, V=0~1).
Более того, слой покрытия может быть сформирован способом физического осаждения из паровой фазы.
Описание чертежей
Фиг.1 является фотографией, показывающей различные типы режущих вставок, в которых может быть применено настоящее изобретение.
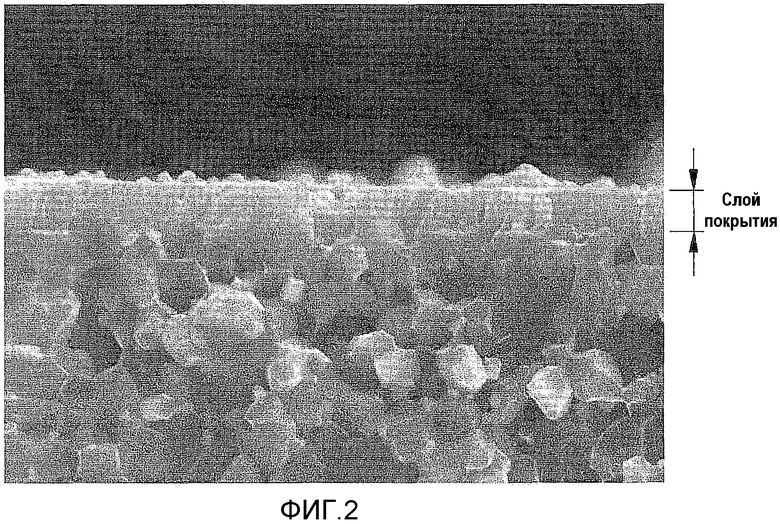
Фиг.2 является фотографией, показывающей поперечное сечение режущего инструмента в соответствии с первым воплощением настоящего изобретения, снятой посредством электронного микроскопа.
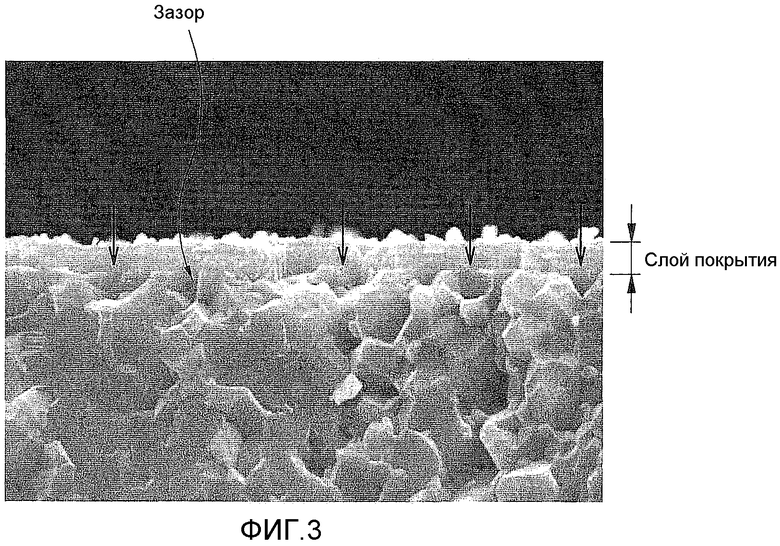
Фиг.3 является фотографией, снятой электронным микроскопом, показывающей поперечное сечение обычного режущего инструмента.
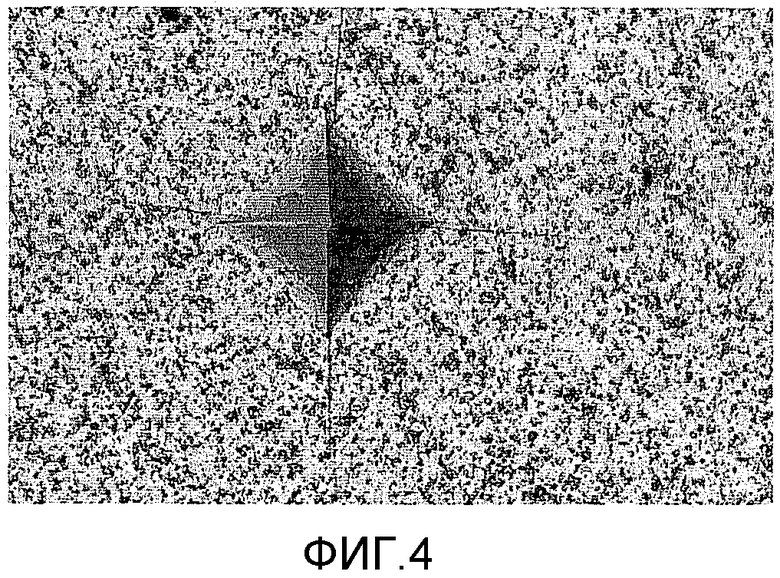
Фиг.4 является фотографией, снятой оптическим микроскопом, режущего инструмента на фиг.2 после проведения испытаний на твердость по Викерсу для сравнения силы адгезии слоя покрытия к подложке.
Фиг.5 является фотографией, снятой оптическим микроскопом, режущего инструмента на фиг.3 после проведения испытаний на твердость по Викерсу для сравнения силы адгезии слоя покрытия к подложке.
Фиг.6 является фотографией, снятой электронным микроскопом, показывающей поперечное сечение режущего инструмента в соответствии со вторым воплощением настоящего изобретения.
Фиг.7 и 8 являются фотографиями, снятыми электронным микроскопом, показывающими поперечное сечение обычных режущих инструментов.
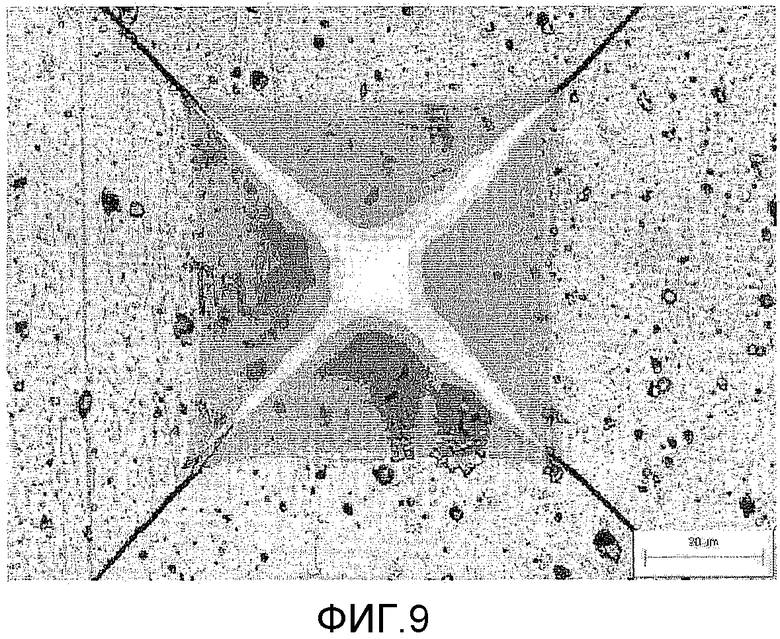
Фиг.9 является фотографией, снятой оптическим микроскопом, режущего инструмента на фиг.6 после проведения испытаний на твердость по Викерсу для сравнения силы адгезии слоя покрытия к подложке.
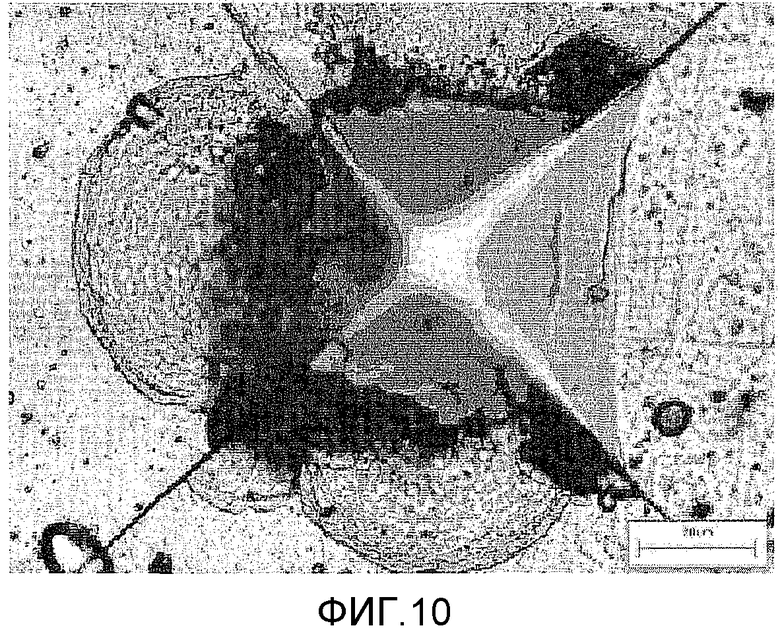
Фиг.10 является фотографией, снятой оптическим микроскопом, режущего инструмента на фиг.7 после проведения испытаний на твердость по Викерсу для сравнения силы адгезии слоя покрытия к подложке.
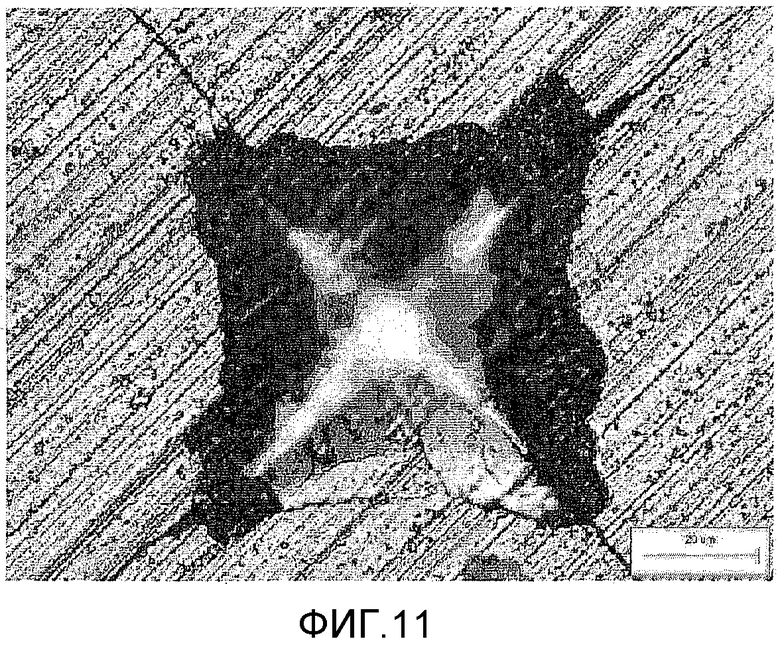
Фиг.11 является фотографией, снятой оптическим микроскопом, режущего инструмента на фиг.8 после проведения испытаний на твердость по Викерсу для сравнения силы адгезии слоя покрытия к подложке.
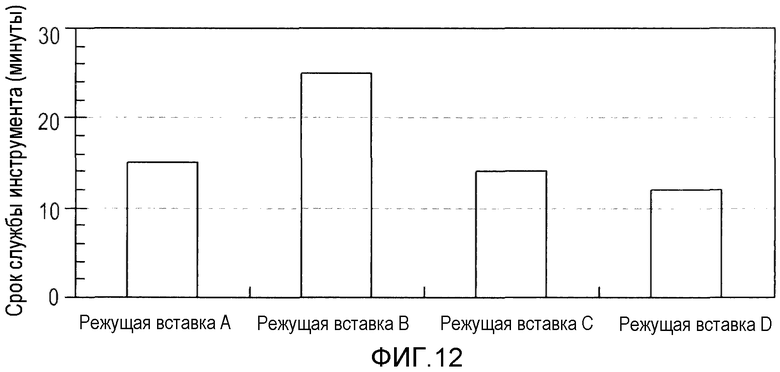
Фиг.12 является графиком сравнения сроков службы режущего инструмента в соответствии с первым воплощением настоящего изобретения и обычных режущих инструментов.
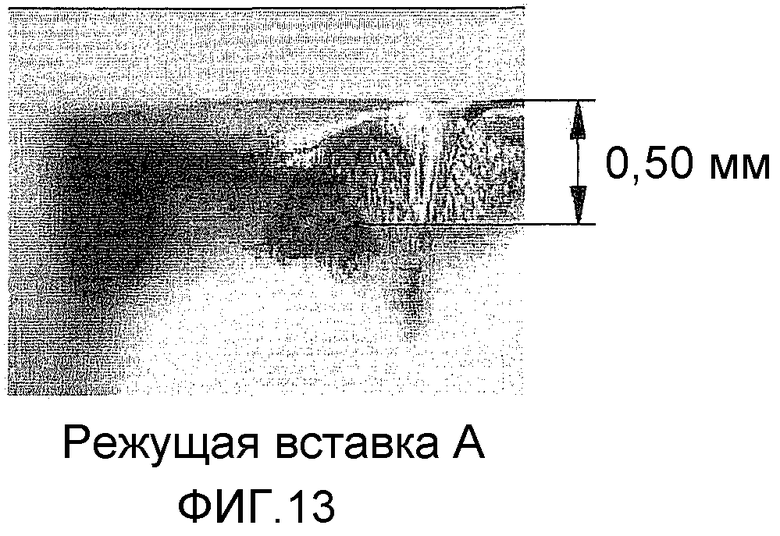
Фиг.13 является фотографией, снятой оптическим микроскопом, режущего инструмента в соответствии с первым воплощением настоящего изобретения, показывающей степень износа режущего края после использования.
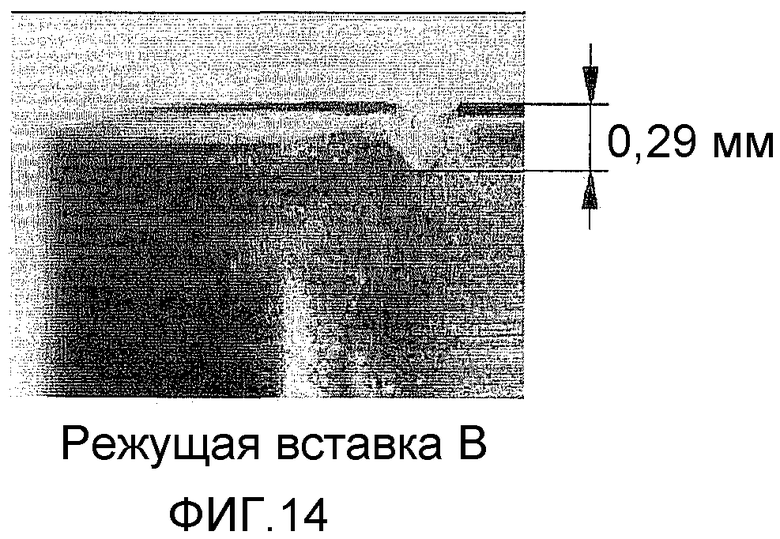
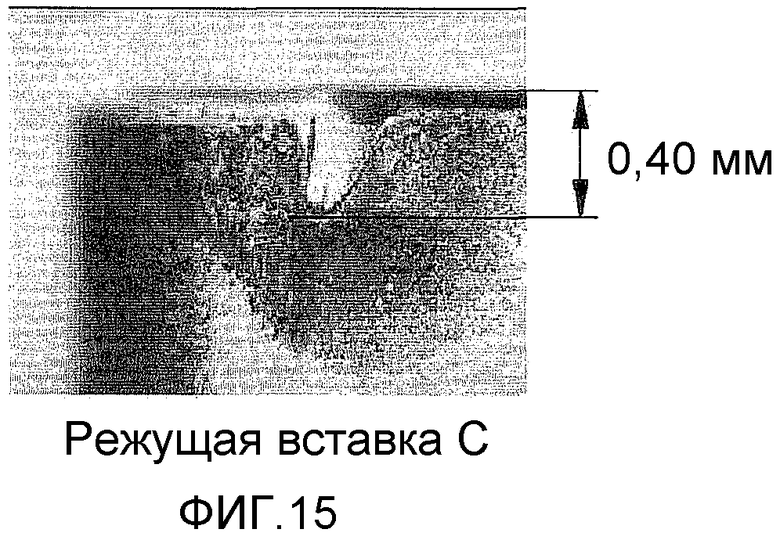
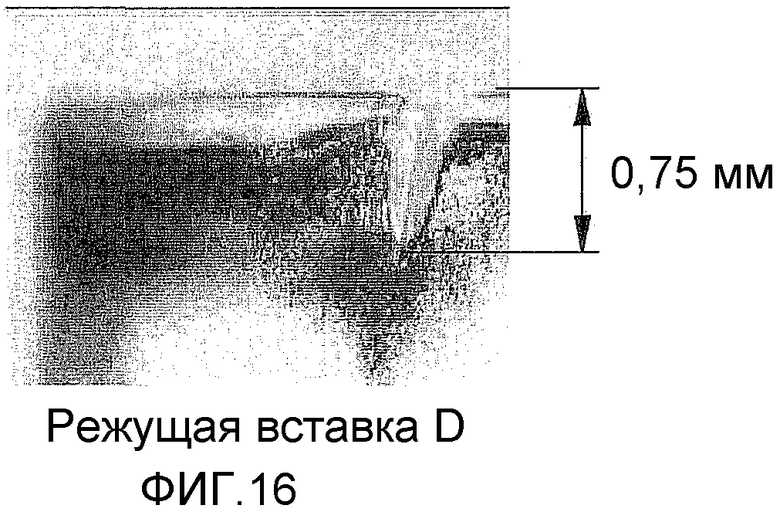
Фиг.14-16 являются фотографиями, снятыми оптическим микроскопом, обычных режущих инструментов, показывающими соответствующие степени износа режущих краев после использования.
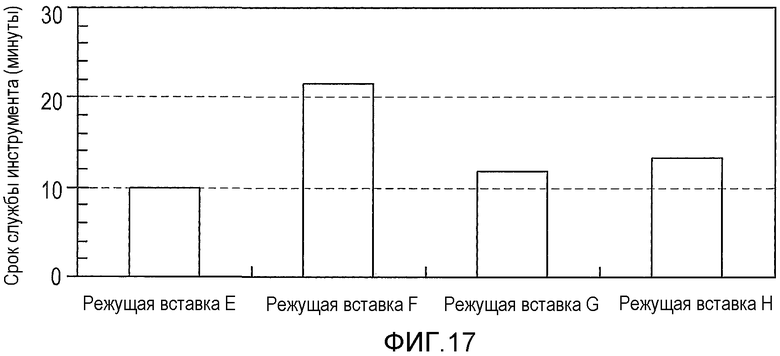
Фиг.17 является графиком, сравнивающим сроки службы режущего инструмента в соответствии со вторым воплощением настоящего изобретения и обычных режущих инструментов.
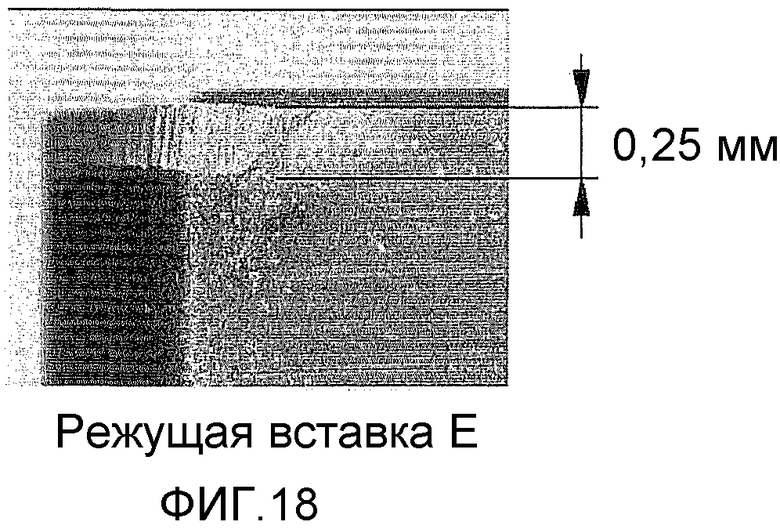
Фиг.18 является фотографией, снятой оптическим микроскопом, режущего инструмента в соответствии со вторым воплощением настоящего изобретения, показывающей степень износа режущего края после использования.
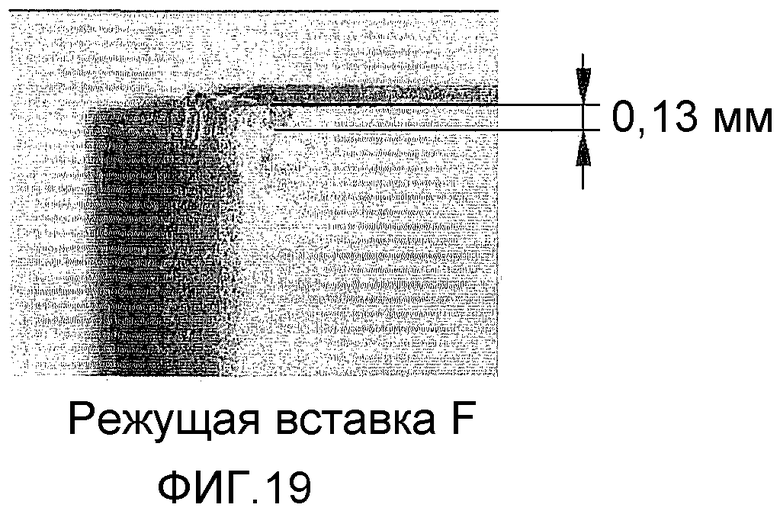
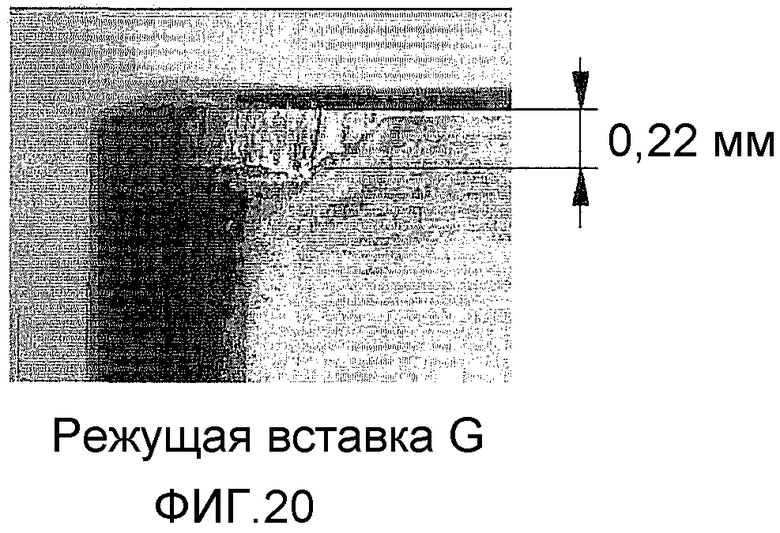
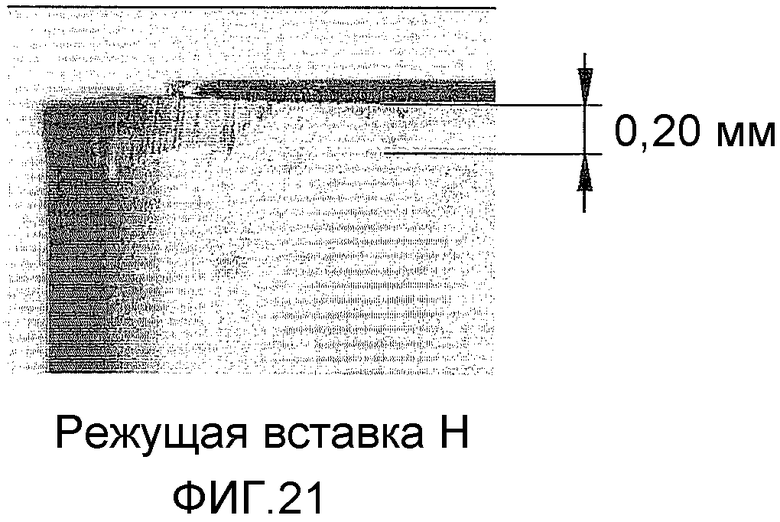
Фиг.19-21 являются фотографиями, снятыми оптическим микроскопом, обычных режущих инструментов, показывающими их соответствующие степени износа режущих краев после использования.
Наилучший метод воплощения изобретения
В соответствии с первым воплощением настоящего изобретения режущая вставка из керамики на основе оксида алюминия включает в себя оксид алюминия и от 0,1 до 25 об.% одного или более оксидов металлов. Металл, образующий указанный оксид металла, выбирается из группы, состоящей из элементов групп от III до VI (включая группа La и группу Ac) Периодической таблицы элементов, Mg и Co. Режущая вставка имеет один или более покрывающих нитридных слов на основе Al-Ti-Cr, сформированных на поверхности. Предпочтительно один или более покрывающих нитридных слоев на основе Al-Ti-Cr имеет толщину от 0,3 до 5,0 мкм, предпочтительно от 0,5 до 2,0 мкм. Когда толщина слоя покрытия меньше 0,3 мкм, слой покрытия легко изнашивается и отслаивается во время процесса резания. Таким образом влияние слоя покрытия на повышение срока службы инструмента не обеспечивается. Кроме того, когда слой покрытия толще 0,5 мкм, сила адгезии между подложкой и материалом покрытия становится слабой, и слой покрытия легко отслаивается или разрушается. Это укорачивает срок службы инструмента.
Фиг.1 является фотографией, показывающей различные типы режущих вставок, в которых может быть использовано настоящее изобретение. В то время как настоящее изобретение описано со ссылкой на воплощения режущих инструментов, следует учитывать, что настоящее изобретение может также быть применено в различных механических структурах или функциональных деталях, которые изготавливаются из керамики.
Фиг.2 и 3 являются фотографиями поперечных сечений указанной режущей вставки и обычной режущей вставки соответственно, снятых электронным микроскопом с увеличением 7000, для сравнения силы адгезии слоев покрытия к подложкам. Фиг.2 показывает поперечное сечение режущей вставки в соответствии с настоящим изобретением, в которой слой покрытия, имеющий состав (TiAlCrN+TiN), наносится физическим осаждением из паровой фазы до толщины около 1,2 мкм на подложку на основе оксида алюминия, имеющую состав (Al2O3+8,0% ZrO2+0,3% MgO). На фиг.3 показано поперечное сечение обычной режущей вставки, в которой покрывающий слой, имеющий состав из TiN, наносится физическим осаждением из паровой фазы до толщины около 1,0 мкм на подложку на основе оксида алюминия, имеющую состав (Al2O3+3,0% ZrO2+0,3% MgO).
Как можно видеть при сравнении фиг.2 и 3, режущая вставка на фиг.2 имеет слой покрытия, плотно связанный с подложкой без какого-либо зазора, в то время как режущая вставка на фиг.3 показывает целый ряд неодинаковых зазоров, существующих между слоем покрытия и подложкой (как указано стрелками).
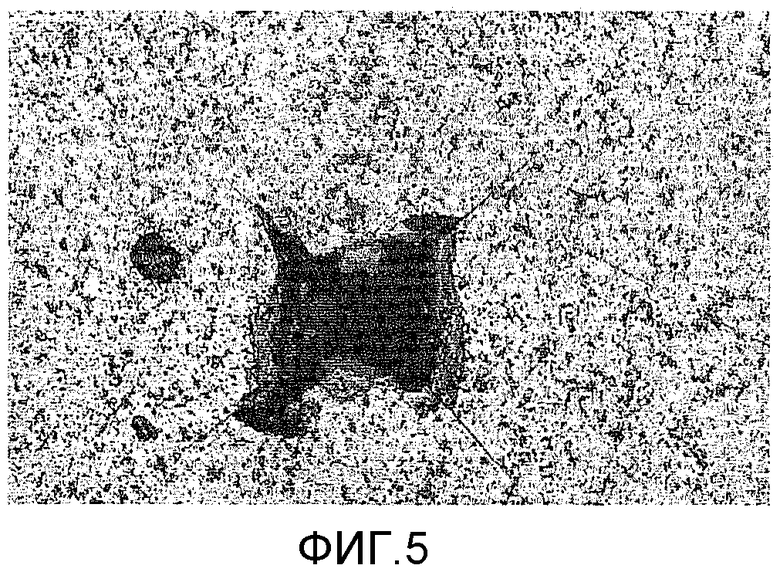
Фиг.4 является фотографией для сравнения силы адгезии слоя покрытия к подложке, снятой оптическим микроскопом при увеличении 200. На фиг.4 показана поверхность режущей вставки в соответствии с настоящим изобретением после проведения испытания на твердость по Викерсу. Фиг.5 является фотографией, снятой оптическим микроскопом с увеличением 200, которая показывает поверхность обычной режущей вставки после проведения такого же испытания на твердость по Викерсу. В испытаниях на твердость по Викерсу используется алмазная пирамидка (вдавливаемый наконечник), имеющая угол 136° между двумя гранями.
При сравнении фиг.4 и 5 подтверждается, что слой покрытия режущего инструмента на фиг.4 не отслаивается от подложки, и на поверхности образуется метка от вдавливания наконечника, аналогичная по форме вдавливаемому наконечнику. Слой покрытия режущего инструмента на фиг.5 легко отслаивается от поверхности подложки из-за давления вдавливаемого наконечника. Такое отслаивание слоя покрытия происходит из-за слабой силы адгезии между слоем покрытия и подложкой.
В соответствии со вторым воплощением настоящего изобретения режущая вставка из керамики на основе оксида алюминия включает в себя оксид алюминия, от 5 до 80 об.% карбонитрида металла и от 0,1 до 10 об.% одного или более оксидов металлов. Металл, образующий указанный карбонитрид металла и указанный оксид металла, выбирается из группы, состоящей из элементов групп от III до VI (включая группу La и группу Ас) Периодической таблицы элементов, Mg и Со. Режущая вставка имеет один или более покрывающих нитридных слоев на основе Al-Ti-Cr, сформированных на поверхности. Предпочтительно один или более нитридных покрывающих слоев на основе Al-Ti-Cr покрытия имеет толщину от 0,3 до 5,0 мкм, предпочтительно от 0,5 до 2,0 мкм.
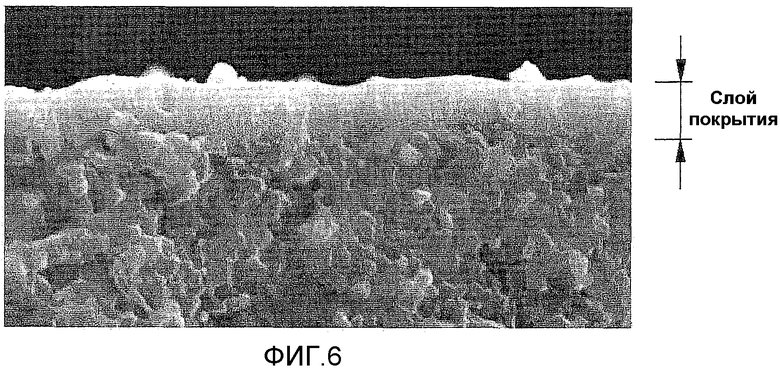
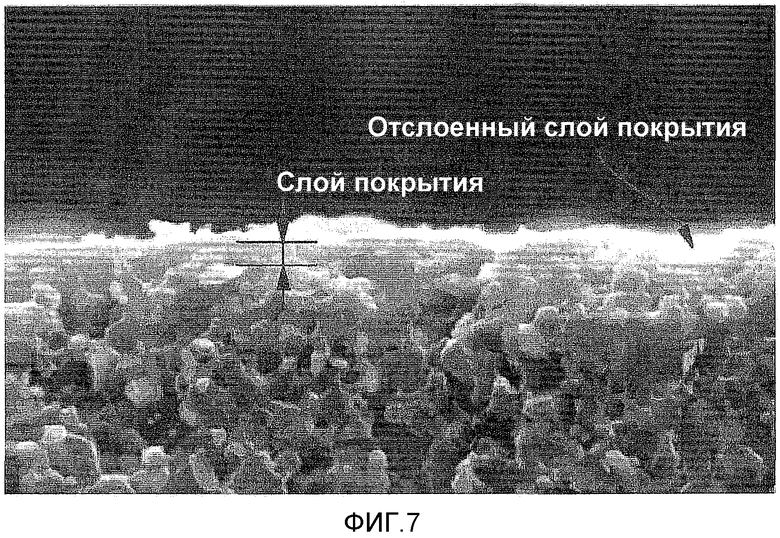
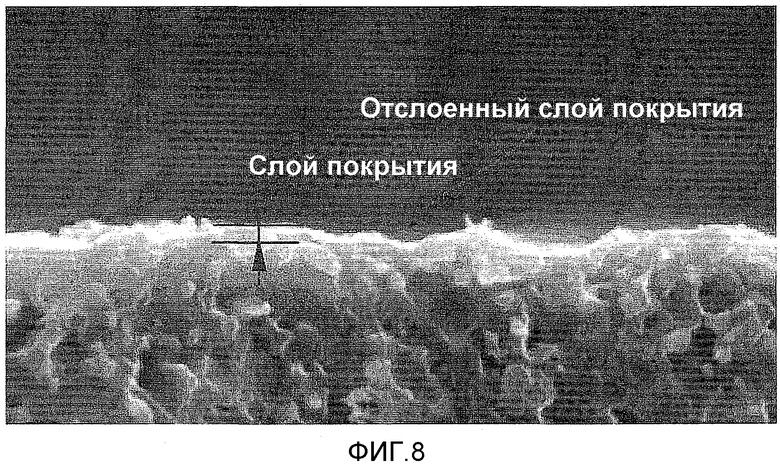
Фиг.6-8 являются фотографиями, снятыми электронным микроскопом при увеличении 7000, для сравнения сил адгезии слоев покрытия к подложкам, на которых показаны соответственно поперечные сечения указанной режущей вставки и обычной режущей вставки. На фиг.6 показано поперечное сечение режущей вставки, сконструированной в соответствии со вторым воплощением настоящего изобретения, в которой слой покрытия, имеющий состав TiAlCrN, наносится физическим осаждением из паровой фазы до толщины около 1,2 мкм на подложку на основе оксида алюминия, имеющую состав (Al2O3+35% TiCN+0,5% MgO+1,0% Y2O3). На фиг.7 показано поперечное сечение одной из обычных режущих вставок, в которой слой покрытия, имеющий состав TiN, наносится физическим осаждением из паровой фазы до толщины около 0,2 мкм на подложку на основе оксида алюминия, имеющую состав (Al2O3+26% TiCN+0,5% MgO). На фиг.8 показано поперечное сечение другой обычной режущей вставки, в которой слой покрытия, имеющий состав TiN, наносится физическим осаждением из паровой фазы до толщины 0,2 мкм на подложку на основе оксида алюминия, имеющую состав (Al2O3+30% TiCN+0,3% MgO).
Как можно видеть при сравнении фиг.6-8, режущая вставка на фиг.6 имеет слой покрытия, плотно связанный с подложкой без какого-либо зазора, в то время как слои покрытия режущих инструментов на фиг.7 и 8 отслаиваются от нескольких участков поверхности (как показано стрелками).
Фиг.9 является фотографией для сравнения силы адгезии слоя покрытия к подложке, которая была снята оптическим микроскопом при увеличении 200. На фиг.9 показана поверхность режущей вставки в соответствии со вторым воплощением настоящего изобретения после проведения испытания на твердость по Викерсу. Фиг.10 и 11 являются фотографиями, снятыми оптическим микроскопом при увеличении 200, на которых изображены поверхности режущих вставок соответственно, показанных на фиг.7 и 8 после проведения испытания на твердость по Викерсу.
При сравнении фиг.9-11 подтверждается, что слой покрытия режущего инструмента на фиг.9 не отслаивается от подложки и на поверхности образуется отметка в виде пирамиды, аналогичная форме вдавливающему наконечнику. Слои покрытия режущих инструментов на фиг.10 и 11 сильно отслаиваются от подложек режущих инструментов вокруг вдавливающего наконечника.
Тестовые примеры режущих вставок, которые сконструированы в соответствии с настоящим изобретением, описаны ниже.
ТЕСТОВЫЙ ПРИМЕР 1
Испытание на режущую способность режущей вставки, которая сконструирована в соответствии с настоящим изобретением, проводилось так, как описано ниже.
Срок службы каждой режущей вставки измерялся, при этом сроком службы является время, в течение которого боковая поверхность режущего инструмента претерпевает износ, величина которого достигает 0,25 мм.
В указанном испытании режущей способности используется следующее: режущая вставка А, включающая в себя подложку, имеющую состав (Al2O3+8,0% ZrO2+0,3% MgO), без какого-либо слоя покрытия, сформированного на ней; режущая вставка В, включающая в себя первый TiAlCrN слой покрытия и второй TiN слой покрытия на подложке, имеющей такой же состав, как и у подложки режущей вставки А; режущая вставка С, включающая TiN слой покрытия на подложке, имеющей состав (Al2O3+3,0% ZrO2+0,3% MgO); и режущая вставка D, включающая в себя подложку, имеющую состав (Al2O3+10,0% ZrO2+0,5% MgO), без какого-либо слоя покрытия, сформированного на ней. Режущими вставками являются SNGN120412 режущие вставки для токарной обработки в соответствии со стандартами ISO. Режущая вставка В соответствует настоящему изобретению, а режущие вставки C и D являются обычными.
Условия резания были следующие: скорость резания (v)=600 об/мин; скорость подачи (f)=0,3 мм/об и глубина резания (d)=2 мм. К тому же каждая режущая вставка испытывалась на резание прутка из серого чугуна с диаметром 150 мм и длиной 700 мм. Результаты испытания показаны в нижеследующей таблице 1 и на фиг.12.
Материал для обработки: Серый чугун (HB190-200)
Условия резания: v=600 об/мин, f=0,3 мм/об, d=2 мм, сухие
Как видно из таблицы 1, срок службы режущей вставки В с покрытием в соответствии с настоящим изобретением был приблизительно в два раза больше срока службы режущей вставки А без покрытия, имеющей такую же подложку. К тому же можно видеть, что срок службы режущей вставки В в соответствии с настоящим изобретением заметно увеличился и превышает срок службы обычных режущих вставок С и D. С другой стороны, можно видеть, что слой TiN покрытия режущей вставки С мало способствует повышению ее срока службы.
Более того, изобретатели настоящего изобретения переходили от резания режущими вставками А к вставкам D в течение 15 минут при тех же условиях, как и выше (тестовый пример 1), и измеряли величины износа на поверхности и в канавке у самой глубоко изношенной секции. Величина износа боковой поверхности показывает среднюю величину износа в изношенных секциях без величины износа в канавке.
Материал для обработки: Серый чугун (HB190-200)
Условия резания: v=600 об/мин, f=0,3 мм/об, d=2 мм, сухие
Согласно результатам резания режущая вставка В в соответствии с настоящим изобретением имеет самую малую величину износа боковой поверхности и величину износа в виде канавки.
Фиг.13-16 являются фотографиями, снятыми оптическим микроскопом при увеличении 200, которые соответственно показывают особенности износа режущих вставок от A до D (таблица 2). Замечено, что величина износа режущей вставки В заметно меньше величины износа других режущих вставок A, C и B. Это обусловлено отличной силой адгезии слоя покрытия режущей вставки В с подложкой, которая препятствует легкому отслаиванию слоя покрытия от подложки. Слой покрытия уменьшает коэффициент трения между режущей вставкой и деталью (даже при резании чугуна), тем самым подавляя износ режущего инструмента.
ТЕСТОВЫЙ ПРИМЕР 2
Измерялся срок службы каждой режущей вставки, при этом режущими вставками были: режущая вставка Е, включающая в себя подложку, имеющую состав (Al2O3+1,0% Y2O3+35,0% TiCN+0,5% MgO), без какого-либо покрытия, сформированного на ней; режущая вставка F, включающая в себя TiAlCrN слой покрытия, сформированный на подложке, имеющей такой же состав, как у подложки режущей вставки Е; режущая вставка G, включающая в себя TiN слой покрытия, сформированный на подложке, имеющей состав (Al2O3+26,0% TiCN+0,5% MgO); и режущая вставка Н, включающая в себя TiN слой покрытия, сформированный на подложке, имеющей состав (Al2O3+30,0% TiCN+0,3% MgO). Режущими вставками являются режущие вставки CNGA120408 для токарных работ в соответствии со стандартами ISO. Режущая вставка F находится в соответствии с настоящим изобретением, а режущие вставки G и H являются общеизвестными.
Условия резания были: скорость резания (v)=270 об/мин; скорость подачи (f)=0,1 мм/об, и глубина резания (d)=2 мм. Кроме того каждая режущая вставка испытывалась на резание прутка из закаленного стального сплава, имеющего диаметр 150 мм и длину 700 мм. Результаты такого испытания показаны в нижеприведенной таблице 3 и на фиг.17.
Материал для обработки: закаленный стальной сплав (HRc 45-50)
Условия резания: v=270 об/мин, f=0,1 мм/об, d=0,5 мм, влажные
Как можно видеть в вышеприведенной таблице 3, срок службы режущей вставки F c покрытием в соответствии с настоящим изобретением был приблизительно в два раза больше срока службы режущей вставки Е без покрытия, имеющей такую же подложку. Кроме того, можно видеть, что срок службы режущей вставки F в соответствии с настоящим изобретением значительно увеличился и превысил сроки службы обычных режущих вставок G и H.
Помимо этого резание проводилось режущими вставками от Е до Н в течение 15 минут при тех же условиях, как и выше (тестовый пример 2), и отмечалась каждая особенность режущих вставок. Величина износа каждой режущей вставки показана ниже.
Материал для обработки: закаленный стальной сплав (HRc 45-50)
Условия резания: v=270 об/мин, f=0,1 мм/об, d=0,5 мм, влажные
Как свидетельствует результат резания, режущая вставка F показала наименьшую величину износа.
Фиг.18-21 являются фотографиями, снятыми оптическим микроскопом при увеличении 200, на которых показаны соответственно особенности износа режущих вставок от Е до Н (таблица 4). Режущая вставка Е с подложкой без покрытия является черной, а другие режущие вставки со слоями TiAlCrN или TiN покрытия являются желтыми. В случае резания закаленного стального сплава возникает равномерный износ режущих секций и износ в виде канавки не наблюдается, не так как в случае резания чугуна. Это обусловлено очень высокой силой адгезии слоя покрытия режущей вставки F к подложке, что препятствует легкому отслаиванию слоя покрытия от подложки. Слой покрытия уменьшает коэффициент трения между режущей вставкой и деталью (даже при резании чугуна), тем самым подавляя износ режущего инструмента.
Хотя настоящее изобретение было показано и описано в частности со ссылкой на примерные его воплощения, специалисты в этой области должны понимать, что в него могут быть внесены изменения и модификации без отступления от объема настоящего изобретения.
ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ
Режущий инструмент из керамики на основе оксида алюминия в соответствии с настоящим изобретением сохраняет материал покрытия в связи с его сильной адгезией к подложке и он не отслаивается от нее во время высокоскоростного резания материала высокой твердости, такого как чугун или закаленная сталь. Таким образом обеспечивается режущий инструмент с высокой износостойкостью и очень высоким сроком службы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2014 |
|
RU2635055C2 |
| КЕРАМИЧЕСКИЕ ИНСТРУМЕНТЫ ИЗ AlO СО СЛОЕМ, УСИЛЕННЫМ ДИФФУЗИОННЫМ СВЯЗЫВАНИЕМ | 2005 |
|
RU2392350C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ИЗНОСОСТОЙКИМ ПОКРЫТИЕМ | 2014 |
|
RU2643754C2 |
| ТЕЛО ИЗ ЦЕМЕНТИРОВАННОГО КАРБИДА С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2131328C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2206432C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2018 |
|
RU2766635C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ | 2015 |
|
RU2655414C2 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ПО КРАЙНЕЙ МЕРЕ ЧАСТЬ ИНСТРУМЕНТА, ПОКРЫТИЕ С ПО МЕНЬШЕЙ МЕРЕ ОДНИМ СЛОЕМ КАРБОНИТРИДА, РЕЖУЩИЙ ИНСТРУМЕНТ И РЕЖУЩАЯ ВСТАВКА ДЛЯ НЕГО С УПОМЯНУТЫМ ПОКРЫТИЕМ | 2006 |
|
RU2492277C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736536C2 |
| ТВЕРДОСПЛАВНАЯ РЕЖУЩАЯ ВСТАВКА | 2008 |
|
RU2465098C2 |
Изобретение относится к режущему инструменту из керамики на основе оксида алюминия и более конкретно к керамическому режущему инструменту. Режущий инструмент включает подложку на основе оксида алюминия и один или более покрывающих нитридных слоев на основе Al-Ti-Сr, сформированных на поверхности подложки, причем один или более покрывающих нитридных слоев на основе Al-Ti-Сr являются AlwTixCrySizCvN1-v, при этом W+X+Y+Z=1 и V= от 0 до менее 1. Подложка на основе оксида алюминия включает оксид алюминия, от 5 до 80 об.% карбонитрида металла и от 0,01 до 10 об.% одного или более оксидов металлов, причем металл, образующий указанный карбонитрид металла и указанный оксид металла, выбирают из группы, состоящей из элементов групп от III до VI, включая группу La и группу Ас Периодической таблицы элементов, Mg и Со. Получается износостойкое покрытие, обладающее улучшенными механическими характеристиками при высокоскоростном резании. 2 н. и 4 з.п. ф-лы, 21 ил., 4 табл.
1. Режущий инструмент, включающий в себя подложку на основе оксида алюминия и один или более покрывающих нитридных слоев на основе Al-Ti-Сr, сформированных на поверхности подложки, причем один или более покрывающих нитридных слоев на основе Al-Ti-Cr являются AlwTixCrySizCvN1-v, при этом W+X+Y+Z=1 и V от 0 до менее 1.
2. Инструмент по п.1, в котором подложка на основе оксида алюминия включает в себя оксид алюминия и от 0,1 до 25 об.% одного или более оксидов металлов, причем металл, образующий указанный оксид металла, выбирают из группы, состоящей из элементов групп от III до VI, включая группу La и группу Ас Периодической таблицы элементов, Mg и Со.
3. Режущий инструмент, включающий в себя подложку на основе оксида алюминия и один или более покрывающих нитридных слоев на основе Al-Ti-Cr, сформированных на поверхности подложки, причем подложка на основе оксида алюминия включает в себя оксид алюминия, от 5 до 80 об.% карбонитрида металла и от 0,01 до 10 об.% одного или более оксидов металлов, причем металл, образующий указанный карбонитрид металла и указанный оксид металла, выбирают из группы, состоящей из элементов групп от III до VI, включая группу La и группу Ас Периодической таблицы элементов, Mg и Со.
4. Инструмент по любому из пп.1-3, в котором один или более покрывающих нитридных слоев на основе Al-Ti-Cr имеют толщину от 0,3 до 5,0 мкм.
5. Инструмент по любому из пп.1-3, в котором один или более покрывающих нитридных слоев на основе Al-Ti-Cr имеют толщину от 0,5 до 2,0 мкм.
6. Инструмент по любому из пп.1-3, в котором один или более покрывающих нитридных слоев на основе Al-Ti-Cr формируются способом физического осаждения из паровой фазы.
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Способ получения режущей керамики | 1989 |
|
SU1733426A1 |
| КЕРАМИЧЕСКИЙ МАТЕРИАЛ "ВИКОР-1" | 1994 |
|
RU2122533C1 |
| СПЕЧЕННЫЙ МАТЕРИАЛ НА ОСНОВЕ α - ОКСИДА АЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ СПЕЧЕННОГО КЕРАМИЧЕСКОГО МАТЕРИАЛА | 1990 |
|
RU2021225C1 |
| Способ изготовления абразивных изделий | 1989 |
|
SU1659380A1 |
| Керамический материал | 1983 |
|
SU1379285A1 |

