Изобретение относится к области электродуговой наплавки порошковой проволокой деталей, работающих в условиях трения металла о металл в контакте с коррозионной средой, и может быть использовано в энергетической, химической, нефтяной отраслях промышленности, например, для восстановления и упрочнения уплотнительных поверхностей запорной и дросселирующей аппаратуры, торцевых уплотнителей, контактных пар различных насосов и т.п.
Известна порошковая проволока (АС RU №277978, опубл. 05.08.1970 г.), состав шихты которой взят в следующем соотношении, %:
Металл, наплавленный порошковой проволокой с шихтой предложенного состава, обладает высокой твердостью (7000-8000 МПа) и относительной износостойкостью, но низкой коррозионной стойкостью.
Известна порошковая проволока (AC RU №534331 от 05.11.1976 г.) для износостойкой наплавки деталей, подвергающихся абразивному изнашиванию, состоящая из стальной малоуглеродистой оболочки и шихты, содержащей хром и карбид бора при следующем процентном отношении, %:
Однако металл, наплавленный известной порошковой проволокой, имеет очень высокую твердость (до 67 HRC), что сильно усложняет его механическую обработку. Такой металл хрупок и склонен к образованию трещин и сколов, что снижает износостойкость наплавленных деталей.
Наиболее близким по технической сущности и химическому составу является порошковая проволока (AC RU №407692, опубл. 10.07.1973 г.), состав шихты которой взят в следующих соотношениях, %:
Такая порошковая проволока обеспечивает получение наплавленного металла с достаточно высокой твердостью до 51-56 HRC, но имеет низкие сварочные технологические характеристики вследствие образования пор и плохого формирования валиков, что не обеспечивает высокую износостойкость деталей, работающих в условиях трения.
Технической задачей данного изобретения является повышение износостойкости наплавленных покрытий, работающих в условиях трения металла о металл в контакте с коррозионной средой.
Технический результат достигается за счет того, что в порошковой проволоке для наплавки деталей, состоящей из стальной оболочки и шихты, включающей феррохром, нитрид бора, алюминий и ферротитан, согласно заявляемому техническому решению шихта дополнительно содержит карбид бора и железный порошок при следующем процентном соотношении компонентов, масс. %:
Наличие в шихте феррохрома в количестве 20,0-26,0% соответствует содержанию 14-18% хрома в наплавленном металле, обеспечивающее получение мартенситной структуры, обладающей достаточно высокой коррозионной и кавитационной стойкостью, характерной для сталей (20-40)Х13. Образуя в наплавленном металле комплексные соединения, хром также повышает его износостойкость.
Наличие в составе шихты порошковой проволоки нитрида бора увеличивает твердость наплавленного металла, обеспечивая получение его мелкозернистой структуры с увеличенным количеством неметаллической фазы за счет насыщения сварочной ванны частицами нитридов, температура плавления которых выше температуры плавления сплава. Концентрация нитрида бора в шихте менее 1,0% не обеспечивает нужного уровня износостойкости, а при повышении свыше 3,0% возрастает процентное содержание азота в наплавке, что приводит к появлению пор и падению износостойкости наплавленного металла.
Присутствие в составе шихты 1,0-1,4% алюминия, являющегося энергичным нитридообразующим элементом, связывает азот в прочные мелкодисперсные соединения AlN и тем самым модифицирует наплавленный металл, повышая его износостойкость. Кроме того, алюминий обеспечивает раскисление сварочной ванны и предотвращает выгорание основных легирующих элементов в процессе наплавки за счет активного взаимодействия с кислородом, что обеспечивает более высокие сварочно-технологические свойства порошковой проволоки, хорошую растекаемость, отсутствие пористости и чешуйчатости наплавленного металла.
Присутствие в составе шихты порошковой проволоки ферротитана в количестве 1,1-1,8% позволяет, наряду с алюминием, обеспечить раскисление наплавленного металла, а также реализовать механизм дополнительного его упрочнения дисперсными выделениями карбоборидов и карбонитридов титана. Концентрация ферротитана в составе шихты проволоки за пределами указанного количества не оказывает значительного влияния на технологические и эксплуатационные свойства наплавленного металла.
Введение в шихту проволоки карбида бора в количестве 2,0-5,0% ведет к выделению в структуре наплавленного металла боридной эвтектики, которая, располагаясь в виде каркаса между кристаллами, воспринимает часть нагрузки от контактного взаимодействия и рассредоточивает ее на большую площадь поверхности, что увеличивает стойкость наплавленного металла, работающего в условиях истирания против задирания. Также при этом образуются мелкодисперсные труднорастворимые высокопрочные карбиды, бориды и карбобориды, способствующие увеличению износостойкости наплавленного металла. Концентрация карбида бора менее 2,0% не обеспечивает нужного уровня износостойкости, а при повышении ее свыше 5,0% приводит к появлению пор, охрупчиванию наплавленного металла и падению его износостойкости.
Введение железного порошка способствует равномерности плавления шихты и оболочки, что улучшает сварочно-технологические свойства порошковой проволоки. Кроме того, железный порошок необходим для получения расчетного коэффициента заполнения порошковой проволоки, что обеспечивает получение наплавленного металла требуемого химического состава.
Значительное уменьшение в шихте количества нитрида бора по сравнению с прототипом обусловливает ограничение процесса образования пор в наплавленном металле и улучшает формирование валиков. Благодаря тому что в шихту предложенной порошковой проволоки совместно вводится нитрид бора, карбид бора, алюминий и ферротитан, удается получить новый наплавленный металл композиционного типа. Данный металл обладает повышенной износостойкостью, которая обеспечивается комплексным упрочнением за счет образования в мартенситной матрице карбидных, нитридных, карбоборидных, карбонитридных и интерметаллидных фаз.
Для количественной оценки воздействия легирующих элементов на свойства наплавленного металла по известной технологии были изготовлены 6 составов порошковой проволоки: 2, 3 и 4 - составы предлагаемой проволоки; 1 и 5 - составы с содержанием компонентов, выходящим за пределы; 6 - состав прототипа с учетом перерасчета состава его шихты в количественный состав порошковой проволоки при коэффициенте заполнения 42%; приведенные в табл. 1.
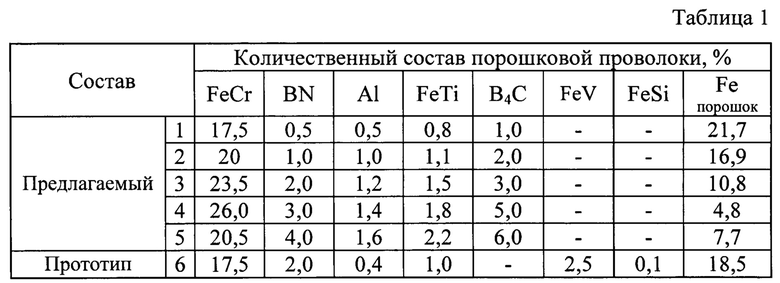
В качестве оболочки использовали стальную ленту марки 08 кп размером 15×0,5 мм по ГОСТ 503-81. Коэффициент заполнения такой порошковой проволоки составляет 42%. В качестве шихты использовали смесь порошков феррохрома марки ФХ001А по ГОСТу 4757-91 (ИСО 5448-81), карбида бора по ГОСТу 5744-85, нитрида бора ТУ 26.8-0022 226-007-2003, алюминия марки ПА-4 по ГОСТу 5494-95, ферротитана марки ФТи70С1 по ГОСТу 4761-91 и железа марки ПЖР2 по ГОСТу 9849-86.
Состав шихты варьируется в зависимости от способа наплавки с учетом коэффициентов перехода легирующих элементов в наплавленный металл.
Наплавка предложенной проволокой может производиться как под флюсом, так и в среде защитных газов.
Новая порошковая проволока ∅2,8 мм всех изготовленных вариантов прошла сварочно-технологические испытания при наплавке под флюсом OK Flux 10.62 темплетов из стали 45 размером 20×60×250 мм. При наплавке образцов использовали источник питания дуги ВДУ - 506 и сварочный полуавтомат ПДФ-502. Порошковая проволока обеспечивает хорошие сварочно-технологические свойства при наплавке на постоянном токе обратной полярности на режимах Iд=290÷310 А, Uд=30÷32 В.
Дюрометрические исследования проводили с использованием твердомера ТК-2 по методу Роквелла на образцах из металла после наплавки и термической обработки (за величину твердости бралось среднее значение твердости - 3 замеров).
Испытания на износостойкость проводились на машине трения ИИ 5018 при сухом трении по схеме «диск-колодка» (материал диска - сталь У7, твердость 63 HRC; нагрузка на образец 1000 Н, скорость вращения диска 0,28 м/с). Весовой износ образцов регистрировался после каждых 6 мин испытаний при общем пути трения 400 м. Измерение величины износа образцов осуществлялось весовым методом с использованием аналитических весов OHAUS АХ224. Полученные результаты выражались в виде коэффициента относительной износостойкости ε, численно равного отношению весовых потерь эталона (сталь 30X13) и испытуемого металла за одинаковое время.
Результаты испытаний приведены в таблице №2.
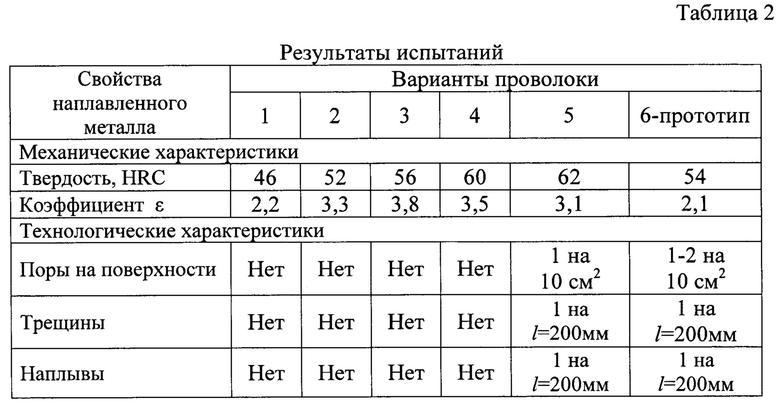
Приведенные в таблице 2 результаты испытаний показывают, что составы порошковой проволоки NN 2-4 являются оптимальными и обеспечивают получение наплавленного металла с достаточно высокой твердостью и износостойкостью, не склонного к пористости и трещинообразованию.
Анализ результатов испытаний показал, что, по сравнению с использованием порошковой проволоки-прототипа, применение предлагаемой новой порошковой проволоки позволит увеличить коэффициент относительной износостойкости наплавленного металла ε с 2,1 до 3,3-3,8.
Наплавленный металл, полученный новой порошковой проволокой, может использоваться в закаленном от температур 1000-1100°C и отпущенном состоянии. После закалки твердость в зависимости от содержания углерода составляет 52÷60 HRC, после отпуска при 550°C - 48÷52 HRC, а после отпуска при 700°C - 36÷44 HRC.
Технологические испытания новой порошковой проволоки показали, что в процессе наплавки обеспечивается устойчивое горение дуги, хорошее формирование валика наплавного металла, отсутствие трещин и наплывов, шлаковая корка хорошо покрывает наплавленный валик и удаляется без затруднения.
Использование предложенной порошковой проволоки для наплавки уплотнительных поверхностей деталей запорной арматуры трубопроводного транспорта позволяет повысить их износостойкость и срок службы в 1,5-2 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2739362C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682941C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 2015 |
|
RU2619547C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679372C1 |
| Порошковая проволока | 2022 |
|
RU2801387C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679374C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2020 |
|
RU2736537C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2011 |
|
RU2467855C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2679373C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА | 2018 |
|
RU2682940C1 |
Изобретение может быть использовано для восстановления и упрочнения уплотнительных поверхностей запорной и дросселирующей арматуры, торцевых уплотнений контактных пар. Порошковая проволока состоит из стальной оболочки и порошкообразной шихты и содержит компоненты в следующем соотношении, мас.%: феррохром 20,0-26,0, нитрид бора 1,0-3,0, алюминий 1,0-1,4, ферротитан 1,1-1,8, карбид бора 2,0-5,0, железный порошок 5,0-17,0, стальная оболочка - остальное. Состав шихты варьируется в зависимости от способа наплавки с учетом коэффициентов перехода легирующих элементов в наплавленный металл. Порошковая проволока обеспечивает повышение износостойкости наплавленных на детали покрытий, работающих в условиях трения металла о металл в контакте с коррозионной средой. 2 табл.
Порошковая проволока для наплавки деталей, работающих в условиях трения металла о металл в контакте с коррозионной средой, состоящая из стальной оболочки и шихты, включающей феррохром, нитрид бора, алюминий и ферротитан, отличающаяся тем, что шихта дополнительно содержит карбид бора и железный порошок при следующем соотношении компонентов проволоки, мас.%:
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ НАПЛАВКИ | 0 |
|
SU407692A1 |
| Порошковая проволока для наплавки | 1973 |
|
SU468741A1 |
| Шихта порошковой проволоки | 1976 |
|
SU585018A1 |
| Состав порошковой проволоки для износостойкой наплавки | 1975 |
|
SU534331A1 |
| US 3838246 A, 24.09.1974. | |||

