Область техники, к которой относится изобретение
Областью техники, к которой относится изобретение, является логистика и, в частности, автоматизированные системы распределения грузов.
Более конкретно, изобретение относится к способу установления последовательности грузов в такой автоматизированной распределительной системе.
Считается, что автоматизированная распределительная система содержит:
• k источников, где k≥2;
• по меньшей мере одно место назначения;
• буферные устройства k источников типа FIFO (First-In First-Out (первым вошел, первым вышел)) для каждого из принимаемых грузов, поступающих от k источников;
• коллектор, собирающий грузы, поступающие от буферных устройств k источников, и транспортирующий их к упомянутому по меньшей мере одному месту получения, причем коллектор содержит k последовательных узлов, каждый из которых выполнен с возможностью сбора грузов, приходящих от одного из k буферных устройств k источников; и
• система управления, выполненная с возможностью обработки заказов клиентов, причем каждый заказ клиента перечисляет грузы, которые должны быть получены из источников и быть доставлены в заданное место назначения, в идеале, в заданном восходящем последовательном порядке в месте назначения (это может быть восходящий последовательный порядок, являющийся строгим, например, “1 2 3 4 5”, или нестрогим, например, “1 1 2 2 2 3 4 4 5”). Каждый груз связывается с номером места назначения в последовательном порядке.
Таким образом, считается, что грузы, выходящие от буферных устройств k источников, образуют k входящих потоков грузов и что грузы после сбора на коллекторе образуют исходящий поток грузов, причем проблема здесь заключается в формировании исходящего потока из k входящих потоков (то есть, группирование вместе k входящих потоков в один исходящий поток). Требуется, конечно, иметь исходящий поток, обладающий возможно большой плотностью, в то же время уделяя внимание последовательному порядку исходящих или выходящих грузов.
Система управления обрабатывает заказы клиентов и выводит команды, дающие возможность управлять (командовать) элементами автоматизированной распределительной системы, особенно, источниками, буферными устройствами источников типа FIFO, коллектором и местом или местами получения. Система управления является, например, системой управления центрального склада или системой управления склада (warehouse control system, WCS).
Изобретение может применяться, в частности, но не исключительно, когда каждый источник автоматизированной распределительной системы является частью базового хранилища (эту часть здесь в описании ниже также называют "блоком хранения") и каждым местом получения автоматизированной распределительной системы является участок подготовки заказа клиента или участок комплектации.
Понятно, однако, что, не выходя за рамки настоящего изобретения, может быть предложено множество альтернатив. Например, каждый источник может определяться как хранилище, комплекс, содержащий несколько хранилищ, или, опять же, как устройство хранения (менее сложное, чем хранилище).
Уровень техники
Здесь ниже в этом документе мы будем стремиться более конкретно описать проблемы и вопросы, существующие в конкретном случае, когда система автоматизированного распределения используется для подготовки посылок. Изобретение, конечно, не ограничивается этим частным применением.
Системы подготовки посылок, более конкретно, используются в фирмах для диспетчеризации почтовых заказов и продажи товаров в небольших объемах. Основными примерами пользователей этих автоматизированных систем подготовки посылок являются поставщики офисного оборудования, одежды, косметической продукции, инструментов и запасных частей в отрасли машиностроения. Эти системы позволяют с минимальными затратами труда, в короткие сроки и с точным слежением за запасами подготавливать посылки, точно соответствующие заказу клиента, причем этот заказ клиента связан с различными изделиями в различных количествах, каждое из этих изделий с их соответствующим количеством идентифицируется линией заказа клиента (каждая линия заказа клиента определяет складской контейнер, в котором располагается желаемое изделие).
Один из примеров такой автоматизированной системы подготовки посылок описывается, в частности, в патенте FR2915979A1, зарегистрированном настоящим Заявителем. Он содержит, например:
• автоматизированное базовое хранилище, содержащее изделия, находящиеся в контейнерах хранения (соответствующих вышеупомянутым грузам), причем каждый контейнер хранения ассоциируется с единой ссылкой изделий (они могут быть также контейнерами, содержащими конкретный заказ клиента и/или смесь изделий);
• участок подготовки заказа клиента или участок комплектации, в котором изделия подбираются и помещаются оператором в посылку (диспетчерский контейнер); • комплект конвейеров, переносящих контейнеры для хранения, в которых находятся изделия, из базового хранилища на участок подготовки или диспетчеризации заказа клиента и обратно; и • систему управления складом (warehouse control system, WCS).
Автоматизированное базовое хранилище содержит, например, четыре блока хранения, причем каждый блок хранения формируется проходом, который с одной стороны занят складским стеллажом (или этажеркой) с несколькими уровнями совмещенных уровней хранения, причем каждый стеллаж подразделяется вдоль своей длины на места хранения (также называемые ячейками), каждое из которых предназначено для приема контейнера для хранения. На каждом уровне хранения каждый проход принимает транспортеры для перемещения транспортно-загрузочного устройства (также называемого собирающей или транспортирующей тележкой или челноком), которое перемещает контейнеры для хранения таким образом, что они могут располагаться внутри мест хранения и забираться из этих мест. Транспортер обычно образуется двумя параллельными рельсами, а тележка снабжена колесами для движения по этим рельсам. Тележки могут двигаться не только горизонтально на заданном уровне хранения, но также перемещаться с одного уровня дорожки на другой, когда они перевозят или не перевозят контейнеры для хранения, посредством подъемников (также называемых поднимаемыми/опускаемыми подъемниками или спиральными конвейерами или минипогрузчиками), которые располагаются на одном или на обоих концах прохода (или даже в середине). Эти подъемники дополнительно позволяют транспортировать контейнер для хранения, помещенный на тележку, в направлении комплекта конвейеров.
Система управления управляет заказом клиента, который связывается с каждой посылкой (диспетчерским контейнером) и перечисляет контейнеры для хранения (грузы), соответствующие местоположению этих контейнеров для хранения на базе хранения, причем доступность тележек и подъемников на базе хранения, а также последовательный порядок, в котором эти контейнеры для хранения должны следовать друг за другом к участку подготовки заказа клиента или участку выдачи. Задача здесь состоит в оптимизации всех перемещений и времен подготовки посылок и обеспечении синхронизации между прибытием на станцию подготовки подготавливаемой посылки и контейнеров для хранения, перечисленных в заказе клиента, связанном с этой подготавливаемой посылкой.
Обращаясь к фиг. 1А, 1В и 1С (которые соответствуют трем последовательным состояниям обработки заказа клиента), мы представляем с большими подробностями первое известное решение для обработки заказа клиента (и установления порядка соответствующих грузов) посредством системы управления в конкретном контексте (представленной здесь выше) автоматизированной системы подготовки посылок. Дл упрощения на этих чертежах представлены не все составляющие элементы автоматизированной распределительной системы.
На фиг. 1А показаны только концы четырех блоков хранения, А1-А4, которые являются частью автоматизированного базового хранилища и составляют четыре источника хранения грузов: множество буферных устройств 11-14 типа FIFO (First In First Out, первым вошел, первым вышел), каждое из которых располагается сразу после одного из четырех блоков А1-А4 хранения; и коллектор 15 (состоящий, например, из одного или более конвейеров), собирающий через узлы 21-24 грузы, выходящие из буферных устройств 11-14 источников, и переносящий их вперед к участку 15 подготовки заказа клиента (месту получения). Коллектор 15, следовательно, служит для делокализации участка 16 подготовки заказа клиента относительно автоматизированного базового хранилища. Конечно, здания не всегда дают возможность располагать участок подготовки заказа клиента за пределами базового хранилища.
На фиг. 1С представлены только коллектор 15; участок 16 подготовки заказа клиента (содержащий, например, один или более конвейеров), составляющий место получения, которое принимает грузы; и буферное устройство 17 места получения типа FIFO, расположенное перед участком 16 подготовки заказа, чтобы принимать грузы через узел 25.
В этом примере предполагается, что заказ клиента перечисляет восемь грузов в заданном последовательном порядке в месте получения, соответствующем восходящему порядку ссылочных номеров 1-8, которые грузы имеют на чертежах. Также предполагается, что участок 16 подготовки заказа клиента должен принимать эти грузы в последовательном порядке 1-8. Также предполагается, что грузы со ссылочными номерами 3 и 6 хранятся в источнике А1, грузы со ссылочными номерами 1 и 2 хранятся в источнике А2, грузы со ссылочными номерами 4 и 7 хранятся в источнике А3 и грузы со ссылочными номерами 5 и 8 хранятся в источнике А4.
Чтобы обработать вышеупомянутый заказ клиента, система управления выполняет первое "внутреннее" установление очередности (установление очередности перед выходом из источников), контролируя каждый из источников А1-А4, так чтобы грузы в заказе клиента, которые хранятся в них, выходили из этих источников в соответствии с заданным последовательным порядком в месте получения. Таким образом, как показано на фиг. 1А, буферное устройство 11 источника (находящееся после источника А1), последовательно принимает грузы со ссылочными номерами 3 и 6. Буферное устройство 12 источника (находящееся после источника А2), последовательно принимает грузы со ссылочными номерами 1 и 2. Буферное устройство 13 источника (находящееся после источника А3), последовательно принимает грузы со ссылочными номерами 4 и 7. Буферное устройство 14 источника (находящееся после блока А4 хранения), последовательно принимает грузы со ссылочными номерами 5 и 8.
Затем система управления выполняет второе установление очередности "между источниками" (установление очередности после выхода из источников), управляя буферными устройствами 11-14 источников и узлами 21-24, так чтобы при сборе грузов на коллекторе 15 грузы, перечисленные в заказе клиента, располагались в желаемом последовательном порядке в месте получения. С этой целью, на каждом из узлов 21-24 применяются правила принятия решения (правила ввода и продвижения).
Правила ввода: для грузов, поступающих в узел от одного из источников A1-A4 (через одно из буферных устройств 11-14 источников): груз вводится на коллектор 15 после этого узла, если этот узел является самым дальним от мест получения; для узла, отличного от самого дальнего от места получения, груз вводится, если никакой другой груз, имеющий более низкий последовательный номер прибытия в заказе, не присутствует перед этим узлом в одном из буферных устройств источников или на коллекторе и если никакой другой груз, имеющий более низкий порядковый номер получения по заказу не присутствует после этого узла в одном из буферных устройств источника, соединенного с другими узлами (если нет, то он не вводится); например, даже если он готов покинуть буферное устройство 13 источника через узел 23, груз со ссылочным номером 4 не вводится на коллектор, пока грузы со ссылочными номерами 1, 2 и 3 не будут размещены перед узлом 23 в одном из буферных устройств 21 и 22 или на коллекторе 15.
Правило продвижения: для груза, уже присутствующего на коллекторе 15 и движущегося к узлу (поступающего от другого узла, расположенного до него): груз движется вперед, если никакой другой груз, имеющий более низкий номер в последовательном порядке прибытия, не присутствует в буферном устройстве источника, соединенного с этим узлом (если нет, то вперед не продвигается); например, если предполагается, что груз со ссылочным номером 3 был помещен (введен) в коллектор 15, то когда он предоставляется узлу 22, он не будет продвигаться вперед до тех пор, пока узлы со ссылочными номерами 1 и 2 располагаются в буферном устройстве 12 источника, соединенного с этим узлом 22.
На фиг. 1В показаны грузы со ссылочными номерами 1-8, транспортируемые основным коллектором 15 после того, как они были собраны (помещены) в желаемом последовательном порядке в месте получения (1-8). Как показано на фиг. 1С, система управления управляет буферным устройством 17 в месте получения, так что грузы (которые входят в него через узел со ссылочным номером 25 уже отсортированными в желаемом последовательном порядке в месте получения) выходят из него с желаемой скоростью, чтобы попасть на участок 16 подготовки заказа клиента.
Один из недостатков этой технологии, показанной на фиг. 1А-1С, (и ее правил ввода и продвижения) состоит в том, что скорость заполнения коллектора (и, следовательно, скорость потока, выходящего из коллектора) является неоптимальной.
Чтобы избавиться от вышеупомянутого недостатка, в патентной заявке FR3058708A1, зарегистрированной настоящим Заявителем, описывается второе известное решение. Общий принцип этого известного решения состоит в проведении более точного анализа, чем в первом решении предшествующего уровня, упомянутом здесь выше, чтобы решить, может ли груз, приходящий от источника, быть введен в анализируемый узел. Таким образом, в некоторых случаях второе известное решение ведет к вводу груза (в то же время гарантируя, что не существует никакого риска блокирования), тогда как первое известное решение ведет к отсутствию ввода груза. Отсюда, второе известное решение повышает скорость заполнения коллектора (и, следовательно, скорость выходящего из коллектора потока). Это также сокращает время ожидания для грузов перед тем, как они поступят в коллектор через узлы.
Первое и второе известные решения, описанные здесь выше, однако, имеют два недостатка:
• они накладывают серьезные ограничения на источники, поскольку установление очередности "внутри источников" (то есть, перед выходом из источников) требует для каждого из источников, чтобы для заданных заказом клиента грузов, которые выходят из них, очередность устанавливалась в соответствии с порядком возрастания последовательных порядковых номеров в месте получения грузов; ; и
• они накладывают серьезные ограничения на буферные устройства источников и коллектор, поскольку установление очередности "между источниками" (то есть, после выхода из источников) диктует, что во время сбора грузов на коллекторе соответствие между восходящим порядком последовательных порядковых номеров в месте получения грузов (другими словами, в конце сбора грузов на коллекторе не существует никакого возможного беспорядка).
Чтобы преодолеть эти недостатки, существует третье известное решение, направленное на устранение вышеупомянутых серьезных ограничений для источников, буферных устройств источников и коллектора. Управление, таким образом, заключается в том, чтобы если на коллекторе существует свободное пространство для груза, готового покинуть буферное устройство источника, то тогда груз собирается на коллекторе. При этом третьем известном решении грузы могут выходить из источников в беспорядке и могут в беспорядке собираться на коллекторе. Однако, если возрастающий порядок последовательных порядковых номеров в месте получения грузов должен согласовываться с прибытием грузов в места получения, то тогда необходимо выполнять установление последовательности (также называемое установлением очередности), то есть, изменение порядка в соответствии с желаемым последовательным порядком прибытия грузов после того, как они собраны на коллекторе. С этой целью, по меньшей мере одна система (или устройство) установления последовательности грузов и буферного хранения помещается между коллектором и местом или местами прибытия. Примеры таких систем установления последовательности и буферного хранения описаны в патентных заявках FR3051948A1, FR3045583A1 и FR3031510A1, зарегистрированных настоящим Заявителем (их содержание включено сюда посредством ссылки).
Третье известное решение, со своей стороны, однако, также имеет недостатки:
• ожидание свободного места на коллекторе может приводить к нежелательному скоплению грузов в одном или более буферных устройствах источников (особенно, в устройствах, расположенных ближе всего к коллектору;
• поток грузов, выходящих от коллектора может становиться прерывистым, что означает, что полная механическая вместимость коллектора не используется (грузы находятся на коллекторе на больших расстояниях между ними, чем это требуется, вызывая потерю пространства и снижение скорости производства на конце линии); и
• последовательный порядок сбора грузов на коллекторе не учитывает возрастающий порядок последовательных порядковых номеров прибытия; любое переупорядивание грузов, если необходимо, опирается полностью на систему установления порядка грузов и буферного хранения, расположенную между коллекторами и местами прибытия. Это дополнительно повышает сложность и требует большей производительности системы установления порядка грузов и буферного хранения.
Сущность изобретения
В одном из конкретных вариантов осуществления изобретения предлагается способ установления порядка следования грузов, реализуемый системой управления в автоматизированной системе распределения грузов, содержащей:
- k источников, где k≥2;
- по меньшей мере одно место назначения;
- буферные устройства k источников типа FIFO (First-In First-Out (первым вошел, первым вышел)), каждое из которых принимает грузы, поступающие от одного из k источников;
- коллектор, собирающий грузы, поступающие от буферных устройств k источников, и транспортирующий их к упомянутому по меньшей мере одному месту получения, причем коллектор содержит k последовательных узлов, каждый из которых выполнен с возможностью сбора грузов, приходящих от одного из k буферных устройств k источников; и
- упомянутая система управления, выполненная с возможностью обработки заказов клиентов, где каждый заказ клиента перечисляет грузы для заданного места получения и связывается с последовательным порядковым номером места назначения;
причем упомянутая система управления выполняет следующие этапы, на которых:
- составляют список сбора, содержащий n грузов, которые должны быть собраны, и понижают беспорядок упомянутых n грузов относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n грузов содержатся в буферных устройствах источников, где , p(i) - количество грузов, которые должны быть собраны в i-ом буферном устройстве источника; и
- управляют коллектором и буферными устройствами источников, чтобы выполнить комплектование грузов на коллекторе в соответствии с упомянутым листом комплектации LC.
Таким образом, предложенное решение предлагает совершенно новый и изобретательный подход, при котором система управления управляет коллектором и буферными устройствами источников для выполнения сбора при небольшом ограничении, касающемся соблюдения восходящего порядка последовательных порядковых номеров в месте прибытия грузов, покидающих буферные устройства источников. Нарушение этого небольшого ограничения создает беспорядок во время сбора грузов на коллекторе, а предложенное решение снижает этот беспорядок.
Таким образом, предложенное решение смягчает оба недостатка первого и второго известных решений и недостатки третьего известного решения. В частности, предложенное решение накладывает (устанавливает) не вышеупомянутые серьезные (тяжелые) ограничения на источники, буферные устройства источников и коллектор, а только лишь небольшое ограничение (то есть, ограничение, которое может нарушаться, вызывая в этом случае беспорядок, который желательно уменьшить) на буферные устройства источников и коллектор. Помимо этого, снижение беспорядка во время сбора облегчает работу устройств в месте получения (если эти места получения не накладывают требования соблюдения восходящего порядка последовательных порядковых номеров в месте получения грузов, которые достигают этих мест прибытия) или также снижает объем работы системы установления последовательности грузов и буферного хранения (если существует система, которая помещается между коллектором и местом или местами получения, чтобы обеспечить соблюдение восходящего порядка последовательных порядковых номеров прибытия грузов, прибывающих в место или места назначения).
В первой реализации этап составления списка комплектации LC содержит следующие этапы, на которых:
(a) инициируют первый набор состояний E1 с одиночным состоянием einit=(Uinit, Linit), где Uinit - k-апплет, содержащий k нулей, и Linit - пустой список;
(b) инициируют второй набор состояний Е2 с пустым значением;
(c) для каждого этапа составления из числа n последовательных этапов составления:
(c.1) для каждого состояния e из E1, где e=(U, L), U - k-апплет, содержащий k элементов, U=(z1, …, zk), где zi - количество грузов, взятых из i-ого буферного устройства источника, i ∈ {1, … , k}, и L - список грузов, связанных с U:
(c.1.1) для каждого значения f ∈ {1, … , k} :
(c.1.1.1) если U(f)<p(f), где U(f) - количество грузов f-ого буферного устройства источника, содержащегося в L, и p(f) - количество грузов, которое должно быть собрано в f-ом буферном устройстве источника:
-i- создание нового состояния eN=(UN,LN), начиная с e=(U, L), с добавлением 1 к U(f) и добавлением в конце L груза, занимающего (U(f)+1)-ое положение в последовательности грузов, содержащихся в f-ом буферном устройстве источника;
-ii- вычисление (508) значения беспорядка d списка LN нового состояния eN, с упомянутой функцией вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения;
-iii- если E2 содержит другое новое состояние eNa=(UNa,LNa , with UNa= UN et значения da беспорядка списка LNa : если d<d’, eN заменяет e’N в E2 и если d≥d’, eN не вставляется в E2;
-iv- если E2 не содержит упомянутое другое новое состояние e’N, eN вставляется в E2;
(c.2) если этап создания не является n-ым этапом создания: E2 становится новым набором состояний E1 и способ переходит к следующему этапу создания;
(c.3) если этап создания является n-ым этапом создания: E2 содержит единственное конечное состояние eF=(UF,LF) и LF формирует упомянутый список комплектации LC.
Таким образом, система управления может составлять список комплектации с оптимальным результатом и делать это просто и автоматически с высококачественными характеристиками (с точки зрения времени вычисления, сложности и т.п.).
Во второй реализации этап составления списка комплектации LC содержит следующие этапы, на которых:
(A) создают по меньшей мере один набор G’, содержащий буферные устройства k’ источников, где k’≥2 и k’<k;
(В) для набора или для каждого набора G' составляют список комплектации LC', содержащий n' грузов, которые должны быть скомплектованы, и понижают беспорядок упомянутых n' грузов, вычисленный с помощью упомянутой функции вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n' грузов содержатся в буферных устройствах k' источников, где , p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-ого источника;
(C) модифицируют набор G, заменяя для набора дли для каждого набора G’ буферные устройства k’ источников на фиктивное буферное устройство источника, содержащее n’ грузов в последовательном порядке упомянутого листа комплектации LC’;
(D) если модифицированный набор G содержит несолько буферных устройств источников, снова и снова повторяют этапы (A)-(D) с модифицированным набором G; если модифицированный набор G содержит единственное буферное устройство источника, то упомянутый лист комплектации LC’ формирует упомянутый лист комплектации LC.
Таким образом, вместо того, чтобы напрямую составлять лист комплектации LC при выполнении общего алгоритма, содержащего буферные устройства k источников и n грузов, которые они содержат (в случае первой реализации), вторая реализация опирается на итеративное создание листа комплектации LC, где при каждой итерации составляется один или более листов комплектации LC’ (каждый из которых содержит n’ грузов, содержащихся в буферных устройствах k’ источников, где k’≥2 и k’<k). Таким образом, можно получить результат за лучшее время (то есть, в укороченных временных рамках), чем при первой реализации.
На этапе (A) можно составить несколько наборов G’, каждый из которых содержит буферные устройства k’ источников, если различные наборы G’ не имеют общих буферных устройств источников. В этом случае, на этапе (B) различные наборы G’ могут обрабатываться параллельно, чтобы создавать различные листы LC’ (которые будут затем использоваться на этапе (C)) и, таким образом, дополнительно сокращать время вычислений.
В соответствии с одной из конкретных характеристик второй реализации, составление листа комплектации LC’для набора или для каждого набора G’ содержит следующие этапы, на которых:
(a) инициируют первый набор состояний E1' с одиночным состоянием e'init=(U'init, L'init), где U'init – k'-апплет, содержащий k' нулей, и L'init - пустой список;
(b) инициируют второй набор состояний Е2' с пустым значением;
(c) для каждого этапа составления из числа n последовательных этапов составления:
(c.1) для каждого состояния e' из E1', где e'=(U', L'), U' – k'-апплет, содержащий k' элементов, U'=(z1, …, zk'), где zi - количество грузов, взятых из i-ого буферного устройства источника из числа буферных устройств k' источников, i ∈{1, … , k'} , и L' - список грузов, связанных с U':
(c.1.1) для каждого значения f ∈{1, … , k'}:
(c.1.1.1) если U'(f)<p(f), где U'(f) - количество грузов f-ого буферного устройства f-ого источника, содержащегося в L', и p(f) - количество грузов, которое должно быть собрано в f-ом буферном устройстве f-ого источника:
-i- создают новое состояние e'N=(U'N,L'N), начиная с e'=(U', L'), с добавлением 1 к U'(f) и добавлением в конце L' груза, занимающего (U'(f)+1)-ое положение в последовательности грузов, содержащихся в буферном устройстве f-ого источника;
-ii- вычисляют значение беспорядка d' списка L'N нового состояния e'N, с упомянутой функцией вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения;
-iii- если E2' содержит другое новое состояние e’Na=(U’Na,L’Na), где U’Na= U'N и da’ - значение беспорядка списка LNa’: если d<da’, e'N заменяет eNa в E2', и если d'≥da’, e'N не вставляется в E2';
-iv- если E2' не содержит упомянутое другое новое состояние e’Na, e'N вставляется в E2;
(c.2) если этап создания не является n-ым этапом создания: E2' становится новым набором состояний E1' и способ переходит к следующему этапу создания;
(c.3) если этап создания не является n'-ым этапом создания: E2’ содержит только одно конечное состояние e’F=(U’F,L’F) и L’F формирует упомянутый лист комплектации LC’.
Таким образом, при очень коротком времени вычислений получают достижимое решение и даже если это решение не является оптимальным, беспорядок полученного листа комплектации LC очень недалек от оптимального порядка. Для сравнения, первая реализация дает оптимальный результат, но требует времени вычисления, которое значительно возрастает с увеличением k и n (время вычисления меньше 0,2 секунды только до трех проходов или примерно до 30 грузов).
В соответствии с одной из конкретных характеристик второй реализации, k’=2.
Таким образом, можно существенно улучшить время вычислений и получить список комплектации LC за улучшенное время (то есть, в более коротких временных рамках).
В соответствии с одной из конкретных характеристик второй реализации, способ дополнительно содержит:
- по меньшей мере два выполнения этапа создания листа комплектации LC с помощью по меньшей мере одного набора G’, одно выполнение которого отличается от другого выполнения, причем каждое выполнение дает результат; и
- выбирают один из результатов.
Таким образом, мы получаем несколько листов комплектации LC и наилучший из них (то есть, который показывает наименьший беспорядок) сохраняется.
В соответствии с одной из конкретных характеристик второй реализации, упомянутые по меньшей мере два выполнения делаются, применяя технологию операционного поиска.
Таким образом, мы избегаем вычисления всех возможных случаев (то есть, всех возможных наборов G’) и, следовательно, объем необходимых вычислений сокращается, в то же время становится возможным достигнуть того же результата или обеспечить оптимальное решение.
В соответствии с одной из конкретной характеристикой, на этапе (c.1.1.1) система управления также проверяет, выполняется ли N(f)<yf, где N(f) - самая длинная последовательность грузов буферного устройства f-ого источника, помещенных последовательно в L или L', и yf - заданный порог. Кроме того, этапы (i)-(iv) выполняются, только если, с одной стороны, U(f)<p(f) или N(f)<yf и, с другой стороны, если N(f)<yf.
Таким способом ограничивается количество грузов, собираемых последовательно в одном и том же буферном устройстве источника. Это выравнивает исходное состояние (с точки зрения источников и буферных устройств источников) грузов в листе комплектации.
В соответствии с одной из конкретных характеристик, этап -ii- сопровождается следующим этапом, на котором:
-iia- если d>dH или d'>d'H где dH и d’H - заданные значения, новое состояние eN, e’N, соответственно, не вставляется в E2' и этапы (iii) и (iv) не выполняются.
Это упрощает вычисления, производимые системой управления (меньше состояний для управления ими).
В соответствии с одной из конкретных характеристик, заданное значение dH, d’H вычисляется следующим образом:
- составляют ссылочный лист LH, L’H, соответственно, содержащий упомянутые n, n’ грузов, соответственно, и составляют ссылочный лист следующим образом:
* первый груз из LH, L’H, соответственно, является грузом, имеющим наименьший последовательный порядковый номер в месте получения из числа грузов, действительно готовых покинуть k буферных устройств k и k’ источников, соответственно;
* каждый последующий груз из LH, L’H, соответственно, является грузом, имеющим наименьший последовательный порядковый номер в месте получения из числа грузов, готовых покинуть буферные устройства k, k' источников, произвольно предполагая, что предшествующие грузы из LH и L’H, соответственно, покинули буферные устройства k, k’ источников, соответственно;
- вычисляют dH, d’H, соответственно, как значения беспорядка листов LH и L’H с помощью упомянутой функции вычисления беспорядка.
Таким образом, чтобы вычислить заданное значение беспорядка dH ,или d’H, мы используем эвристический способ (способ вычисления, который быстро дает решение, не обязательно являющееся оптимальным решением). Предложенный эвристический способ является простым для реализации.
В одной из конкретных реализаций, упомянутая функция вычисления беспорядка для листа М из q грузов записывается следующим образом:
, где K(i) - количество грузов в листе M, помещенных перед i-ым грузом листа М и имеющих последовательный порядковый номер в месте получения, меньший или равный последовательному порядковому номеру i-ого груза из листа M.
Функция H(M) вычисления беспорядка предлагает высококачественное решение для вычисления беспорядка по сравнению со строгим восходящим порядком (например, “1 2 3 4 5”) или нестрогим восходящим порядком (например, “1 1 2 2 2 3 4 4 5”) последовательных порядковых номеров в месте получения.
В вариантах реализации могут использоваться и другие функции вычисления беспорядка (смотрите ниже).
В соответствии с одной из конкретных характеристик, грузы из заданного заказа клиента должны достигать заданного места получения в заданном возрастающем последовательном порядке в месте получения и упомянутая система управления выполняет этап управления по меньшей мере одним устройством установления последовательности, помещенным между коллектором и упомянутым по меньшей мере одним местом получения, чтобы корректировать беспорядок n грузов.
Таким образом, в этом случае предложенное решение обеспечивает соответствие возрастающему порядку последовательных порядковых номеров в месте получения грузов, достигающих места или мест получения. Кроме того, как дополнительно упомянуто выше, предложенное решение в этом случае сокращает объем работы системы установления последовательности грузов и буферного хранения (по сравнению с третьим решением предшествующего уровня техники). Конечно, работы по установлению очередности выполняются частично конкретным механизмом сбора, то есть, коллектором, грузов, поступающих из буферных устройств источников, и частично - системой установления последовательности грузов и буферного хранения.
В соответствии с одной из конкретных характеристик, система управления выполняет следующий этап перед этапом создания листа комплектации по меньшей мере для одной группы из R последовательных грузов, содержащихся в одном из буферных устройств источников, где R - целое число, большее или равное 2, на котором: вычисляют замещающий последовательный порядковый номер в месте получения как функцию последовательных порядковых номеров в месте получения R грузов. Кроме того, для выполнения этапа создания листа комплектации система управления использует замещающий последовательный порядковый номер в месте получения для каждого из R грузов.
Таким образом, грузы одной и той же группы из R грузов в листе комплектации будут следовать друг за другом. Это дает возможность, например, соблюдать высококачественные механические ограничения, чтобы установить соответственно шаг для поступления этих R грузов в соответствующее буферное устройство источника (а также выхода этих R грузов из соответствующего источника).
В соответствии с одной из конкретных характеристик, вычисление замещающего последовательного порядкового номера в месте получения как функции последовательных порядковых номеров в месте получения R грузов содержит:
- вычисление среднего значения последовательных порядковых номеров в месте получения R грузов;
- вычисление значения беспорядка R грузов как функции последовательных порядковых номеров в месте прибытия R грузов;
- если значение беспорядка R грузов превышает заданный порог, замещающий последовательный порядковый номер в месте получения является средним значением, округленным вверх до следующего целого числа; если заданный порог не превышается, то замещающий последовательный порядковый номер в месте получения является средним значением, округленным вниз до следующего целого числа.
Это упрощает вычисления, производимые системой управления для замещающего последовательного порядкового номера в месте получения.
В соответствии с одной из конкретных характеристик, новое выполнение этапов способа запускается, если введение по меньшей мере одного нового груза в одно из буферных устройств источников подталкивает к модификации грузов, которые должны собираться в упомянутом буферном устройстве источника, и, следовательно, n грузов, которые должны собираться во всех буферных устройствах k источников.
Таким образом, предложенное решение может использоваться динамично при новом выполнении способа, как только существует изменение n грузов, которые должны комплектоваться.
Другой вариант осуществления предлагает компьютерный программный продукт, содержащий команды управляющей программы для реализации вышеупомянутого способа (в любом из его различных вариантов осуществления), когда упомянутая программа выполняется на компьютере.
Другой вариант осуществления изобретения предлагает использование считываемого компьютером и постоянного носителя данных, хранящего компьютерную программу, содержащую набор команд, исполняемых компьютером для реализации вышеупомянутого способа (в любом из его различных вариантов осуществления).
Другой вариант осуществления изобретения предлагает автоматизированную систему распределения грузов, содержащую:
- k источников, где k≥2;
- по меньшей мере одно место получения;
- набор G из буферных устройств k источников типа FIFO (First-In First-Out (первым вошел, первым вышел)), каждое из которых принимает грузы, поступающие от одного из k источников;
- коллектор, собирающий грузы, поступающие от буферных устройств k источников, и транспортирующий их к упомянутому по меньшей мере одному месту получения, причем коллектор содержит k последовательных узлов, каждый из которых выполнен с возможностью сбора грузов, приходящих от одного из k буферных устройств k источников; и
- система управления, выполненная с возможностью обработки заказов клиентов, где каждый заказ клиента перечисляет грузы для заданного места получения и связывается с последовательным порядковым номером в месте получения;
упомянутая система управления содержит вычислительную машину, вычисленную с возможностью:
- создания листа комплектации LC, содержащего n грузов, которые должны быть собраны, и снижения беспорядка упомянутых n грузов относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n грузов содержатся в буферных устройствах k источников, где , p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-ого источника; и
- управления коллектором и буферными устройствами источников для сбора грузов на коллекторе в соответствии с упомянутым листом комплектации LC.
Предпочтительно, система управления содержит средство реализации этапов, выполняемых в способе для установления последовательности грузов, как описано здесь выше, в любом из его различных вариантов осуществления.
Краткое описание чертежей
Другие признаки и преимущества изобретения станут понятны из последующего описания, представленного посредством показательного и неисчерпывающего примера и приложенных чертежей, на которых:
фиг. 1А, 1В и 1С, уже описанные со ссылкой на предшествующий уровень техники - три состояния (грузы перед сбором на коллекторе, грузы после сбора на коллекторе и грузы, поступающие на участок выдачи или подготовки после поступления от коллектора) обработки заказа клиента с помощью первого известного решения;
фиг. 2 - блок-схема примера автоматизированной распределительной системы, в которой можно реализовать способ установления последовательности, соответствующий изобретению;
фиг. 3 - блок-схема последовательности выполнения операций способа установления последовательности, соответствующая одному конкретному варианту осуществления;
фиг. 4 - структура системы управления, соответствующая одному конкретному варианту осуществления изобретения;
фиг. 5 - алгоритм первой конкретной реализации этапа 31, показанного на фиг. 3 (составление листа комплектации LC или выдачи);
фиг. 6 - пример дерева состояний, рассматриваемого алгоритмом, приведенным на фиг. 5;
фиг. 7А, 7В и 7С - три состояния (грузы перед сбором на коллекторе, грузы после сбора на коллекторе и грузы после окончательного установления очередности) обработки заказа клиента с помощью способа установления последовательности грузов, соответствующего изобретению, в первой реализации с одиночным местом получения;
фиг. 8А, 8В и 8С - три состояния (грузы перед сбором на коллекторе, грузы после сбора на коллекторе и грузы после окончательного установления очередности) обработки заказа клиента с помощью способа установления последовательности грузов, соответствующего изобретению, во второй реализации с несколькими местами получения;
фиг. 9А и 9В - два состояния (грузы перед сбором на коллекторе и грузы после сбора на коллекторе) обработки заказа клиента с помощью способа установления последовательности грузов, соответствующего изобретению, в третьей реализации с использованием замещающих последовательных порядковых номеров в месте получения.
фиг. 10 - алгоритм второй конкретной реализации этапа 31, показанного на фиг. 3 (составление листа комплектации LC);
фиг. 11А – первый пример применения второй реализации, показанной на фиг. 10, с набором G из четырех буферных устройств F1-F4 источников и k'=2;
фиг. 11В – второй пример применения второй реализации, показанной на фиг. 10, с набором G из четырех буферных устройств F1-F4 источников и k'=2;
фиг. 12 – алгоритм конкретного варианта осуществления внутри этапа 1002, показанного на фиг. 10, для создания листа комплектации LC' для набора G' из буферных устройств k' источников;
фиг. 13 - алгоритм третьей конкретной реализации этапа 31, показанного на фиг. 3 (составление листа комплектации LC);
фиг. 14 – множество возможных комбинаций наборов G' для k'=2буферных устройств k'=2 источников.
Подробное описание
На всех чертежах настоящего изобретения одинаковые элементы и этапы обозначаются одинаковыми ссылочными позициями.
На фиг. 2 представлена блок-схема примера автоматизированной распределительной системы, в которой можно реализовать способ установления последовательности, соответствующий изобретению. В этом примере система содержит пять источников S1-S5 (например, различные части (блоки хранения) в базовом хранилище), пять мест получения D1-D5 (например, участки подготовки и выдачи заказа клиента), коллектор 1 (состоящий, например, из одного или более конвейеров), системы или устройства 91 установления последовательности и хранения и система 90 управления (например, типа WCS). В этом примере количество источников и количество мест получения дается исключительно для иллюстрации. В более общем плане, система содержит k источников, где k≥2, и по меньшей мере одно место получения.
Как уже дополнительно объяснялось выше, коллектор 1 выполнен с возможностью транспортирования грузов к каждому месту получения и содержит множество последовательных узлов: те, которые упоминаются как N1-N5, каждый выполнен с возможностью сбора грузов, поступающих от одного из источников S1-S5, а те, которые упоминаются как N1’-N5’, каждый выполнен с возможностью прямой передачи грузов в направлении одного из мест получения D1-D5. Каждый из этих узлов содержит, например, 90-градусное или 45-градусное передаточное устройство.
Каждый из источников S1-S5 соединяется, например, с одним из узлов N1-N5 буферным устройством источников F1-F5 типа FIFO. Аналогично, каждое из мест получения D1-D5 соединяется, например, с одним из узлов N1'-N'5 буферным устройством источников F1-F5 типа FIFO.
Перед каждым местом получения система 91 установления последовательности и буферного хранения позволяет выполнять окончательное установление очередности грузов в восходящем последовательном порядке в месте получения для этого мета получения. Как дополнительно подробно описано ниже, принимается, что в конце сбора грузов на коллекторе эти грузы находятся в беспорядке (относительно восходящего последовательного порядка в месте получения). Система 91 установления последовательности и буферного хранения устраняет этот беспорядок.
В одном варианте ограничение является более гибким по отношению к местам получения и принимается, что восходящий порядок последовательных порядковых номеров в месте получения не согласуется с грузами, прибывающими в это место получения. В этом варианте система 91 установления последовательности и буферного хранения перед каждым местом получения либо пропускается (не присутствует), либо используется для выполнения окончательного установления очередности, что может быть только частичным (то есть, иногда только уменьшает вышеупомянутый беспорядок без его полного исключения).
В другом варианте существует не нескольких систем 91 установления последовательности и буферного хранения (только одна перед каждым местом получения и после коллектора 1), а только одна система 91 установления последовательности и буферного хранения (перед набором мест получения).
Система 90 управления выполнена с возможностью обработки заказов клиентов, каждый из которых перечисляет грузы, которые должны быть получены из источников и, в идеале, (смотрите приведенное выше обсуждение) должны предоставляться заданному месту получения в заданном восходящем последовательном порядке в месте получения.
Например, она реализует способ установления последовательности и буферного хранения в соответствии с одним из конкретных режимов реализации, описанных здесь ниже со ссылкой на фиг. 5 и 6 (первая реализация), фиг. 10 и 12 (вторая реализация) или фиг. 13 (третья реализация).
На фиг. 3 представлен способ установления последовательности, соответствующий одному конкретному варианту осуществления изобретения. Этот способ реализуется системой 90 управления.
На этапе 31 система 90 управления подготавливает лист комплектации LC, содержащий n грузов, которые должны быть собраны, и снижает беспорядок n грузов (вычисленный с помощью функции вычисления беспорядка) относительно восходящего порядка последовательных порядковых номеров в месте получения. n грузов содержатся в буферных устройствах F1-F5 источников. Мы имеем: , где p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-ого источника. Одна из конкретных реализаций этого этапа 31 для составления листа комплектации описывается здесь ниже со ссылкой на фиг. 5. Вторая реализация также описывается здесь далее со ссылкой на фиг. 10 и 12 и третья реализация – со ссылкой на фиг. 13.
На этапе 32 система 90 управления управляет коллектором 1 и буферными устройствами F1-F5 источников, так чтобы сбор грузов (на коллекторе) выполнялся в соответствии с упомянутым листом комплектации.
Если грузы по заданному заказу клиента должны прибывать в заданное место получения в заданном последовательном порядке в месте получения, выполняют этап 33, на котором система 90 управления управляет системой 91 установления последовательности и буферного хранения для коррекции беспорядка грузов.
На этапе 34 тестирования система 90 управления проверяет, что введение по меньшей мере одного нового груза в одно из буферных устройств F1-F5 источников подталкивает к модификации грузов, которые должны собираться в этом буферном устройстве источника, и, следовательно, к модификации n грузов, которые должны собираться в наборе буферных устройств k источников. В случае положительного результата на этапе 34 тестирования (то есть, в случае модификации набора из n грузов, которые должны быть собраны) система 90 управления запускает новое выполнение этапов способа.
В одном из вариантов способ установления последовательности грузов содержит предварительный этап 30, который дополнительно описывается ниже по ссылкой на фиг. 9А и 9В.
На фиг. 4 представлена структура системы 90 управления, соответствующая одному конкретному варианту осуществления изобретения. Эта система управления содержит оперативную память 92 (например, RAM), процессорный блок 91, снабженный, например, процессором и приводимый в действие компьютерной программой 930, хранящейся в постоянной памяти 93 (например, ROM или жесткий диск).
При инициировании управляющие команды компьютерной программы, например, загружаются в оперативную память 92 и затем исполняются процессором процессорного блока 91, чтобы реализовать способ установления последовательности, соответствующий изобретению (например, в соответствии с вариантом осуществления, показанным на фиг. 3 в любой из его реализаций). Процессорный блок 91 вводит команды 94 (также упоминаемые как "инструкции"). Процессор процессорного блока 91 обрабатывает эти команды 94 и формирует на выходе другие команды 95 (также упоминаемые как "инструкции"), позволяющие управлять (или командовать) различными элементами, содержащимися в автоматизированной распределительной системе, в частности, источниками S1-S5, буферными устройствами F1-F5 источников типа FIFO, коллектором 1, местами D1-D5 получения, буферными устройствами F1’-F5’ типа FIFO в месте получения и системами 91 установления последовательности и буферного хранения.
На этом фиг. 4 показан только один конкретный способ из множества возможных для выполнения способа изобретения в любом из каких-либо вариантов осуществления. Конечно, система управления может выполняться одинаково хорошо на перепрограммируемой компьютерной машине (например, на персональном компьютере, DSP-процессоре, микроконтроллере и т.п.), исполняющей программу, содержащую последовательность команд, или на специализированной вычислительной машине (например, на наборе логических микросхем, таких как FPGA или ASIC, или на любом другом аппаратном модуле).
Если система управления выполняется с помощью перепрограмируемой вычислительной машины, то соответствующая программа (например, последовательность команд) может храниться на носителе запоминающего устройства, который может быть съемным (таким как, например, дискета, компакт-диск CD-ROM или диск DVD-ROM) или несъемным, причем такой носитель запоминающего устройства может быть частично или полностью считываемым компьютером или процессором.
На фиг. 5 представлен алгоритм первой конкретной реализации этапа 31, показанного на фиг. 3 (подготовка листа комплектации LC).
На этапе 501 система управления инициирует первый набор состояний E1 с единственным состоянием einit=(Uinit, Linit), где Uinit - k-апплет, содержащий k нулей, и Linit - пустой список.
На этапе 502 система управления инициирует второй набор состояний Е2 с пустым значением.
На этапе 503 тестирования система управления проверяет, выполнены ли n последовательных этапов создания листа (или все этапы).
В случае положительного результата на этапе 503 тестирования система управления переходит к этапу 516, на котором получают лист LC комплектации из единственного конечного состояния eF=(UF,LF), содержащегося в Е2. Конечно, она принимает LF в качестве листа комплектации LC.
В случае отрицательного результата на этапе 503 тестирования система управления начинает обработку следующего этапа составления листа, переходя к этапу 504 тестирования, на котором проверяют, все ли состояния Е1 были обработаны. Каждое состояние e из E1 записывается как e=(U, L), где U - k-апплет, содержащий k элементов, U=(z1, …, zk), где zi - количество грузов, взятых в буферном устройстве i-ого источника, , и L - список грузов, связанных с U.
В случае положительного результата на этапе 504 тестирования, система управления переходит к этапу 515, на котором, если этап создания листа не является n-ым этапом создания, E2 становится новым набором состояний E1 и затем система управления возвращается к этапу 503 (для перехода к следующему этапу создания).
В случае отрицательного результата на этапе 504 тестирования система управления забирает необработанное состояние Е1 и переходит к этапу 505 тестирования, на котором проверяет, все ли значения f были обработаны с помощью f ∈{1, … , k} .
В случае положительного результата на этапе 505, система управления возвращается к этапу 504. В случае отрицательного результата на этапе 505 тестирования, система управления забирает необработанное значение f и переходит к этапу 506 тестирования, на котором проверяет, соблюдается ли U(f)<p(f), где U(f) - количество грузов в f-ом буферном устройстве f-ого источника, содержащемся в L, и p(f) - количество грузов, которое должно быть собрано в буферном устройстве f-ого источника.
В случае отрицательного результата на этапе 506 тестирования, система управления возвращается к этапу 505. В случае положительного результата на этапе 506, система управления переходит к этапу 506 тестирования, на котором проверяет, соблюдается ли N(f)<yf, где N(f) - максимальное количество грузов буферного устройства f-ого источника, помещенных последовательно в L, и yf - заданное значение (например, yf=6).
В случае отрицательного результата на этапе 506а тестирования, система управления возвращается к этапу 505. В случае положительного результата на этапе 506a тестирования, система управления переходит к этапу 507, на котором она создает новое состояние eN=(UN,LN), начиная с e=(U, L), с добавлением 1 к U(f) и добавлением в конце L груза, занимающего (U(f)+1)-ое положение в последовательности грузов, содержащихся в буферном устройстве f-ого источника.
Этап 507 сопровождается этапом 508, на котором система управления вычисляет значение беспорядка d листа LN нового состояния eN с помощью функции вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения.
В одном конкретном варианте осуществления этапа 508 система управления использует функцию вычисления беспорядка, которая для листа М из q грузов записывается следующим образом:
[Уравнение 1]
где K(i) - количество грузов в листе M, помещенных перед i-ым грузом листа М и имеющих последовательный порядковый номер в месте прибытия, меньший или равный последовательному порядковому номеру i-ого груза из листа M.
Другие функции вычисления беспорядка могут использоваться, не отступая от сущности настоящего изобретения, в частности, но не исключительно:
[Уравнение 2]
B(M) + MAX (K(i), i ∈{1, ... , q}
где K(i) определяется, как указано выше.
[Уравнение 3]
где A(i) - положение, которое должен занимать i-ый груз из листа M, если q грузов из листа М были переупорядочены в соответствии с восходящим порядком последовательных порядковых номеров в месте получения.
[Уравнение 4]
G(M) = MAX (|(A(i) – i|), i ∈{1, ... , q}
где А(i) определяется, как указано выше.
Например, для M=(3,1,8,4,7,2,6,5) получаем:
• H(M) = ([(1-1)-0] + [(2-1)-0] + [(3-1)-2] + [(4-1)-2] + [(5-1)-3] + [(6-1)-1] + [(7-1)-4] + [(8-1)-4]) = 12
• B(M) = 4
• F(M) = (|3-1| + |1-2| + |8-3| + |4-4| + |7-5| + |2-6| + |6-7| + |5-8|) = 18
• G(M) = 5
Этап 508 сопровождается этапом 509 тестирования, на котором система управления проверяет, соблюдается ли d>dH, где dH - заданное значение.
В одном конкретном варианте осуществления этапа 509 заданное значение dH вычисляется следующим образом:
- создают ссылочный список LH, содержащий n грузов, построенный следующим образом:
○ первый груз из LH является грузом, имеющим наименьший последовательный порядковый номер в месте получения из числа грузов, действительно готовых покинуть буферные устройства k источников;
○ каждый последующий груз из LH является грузом, имеющим наименьший последовательный порядковый номер в месте получения из числа грузов, которые могут быть готовы покинуть буферные устройства k источников, произвольно предполагая, что предшествующие грузы из LH покинули буферные устройства k источников;
- вычисляют dH как значение беспорядка листа LH с помощью функции вычисления беспорядка.
В случае положительного результата на этапе 509 тестирования, система возвращается к этапу 505. В случае отрицательного результата на этапе 509 тестирования, система управления переходит к этапу 510 тестирования, на котором проверяет, содержит ли Е2 другое новое состояние eNа=(UNа,LNа), где UNа= UN и dа - значение беспорядка листа L’N.
В случае положительного результата на этапе 510 тестирования, система управления переходит к этапу 512, на котором она проверяет условие d<dа. В случае положительного результата на этапе 512 тестирования, система управления переходит к этапу 514, на котором она заменяет eNa на eN в E2. В случае отрицательного результата на этапе 512 тестирования, система управления переходит к этапу 513, на котором она не вставляет eN в E2. В конце этапа 512 или этапа 514, система управления возвращается к этапу 505.
В случае отрицательного результата на этапе 510 тестирования, система управления переходит к этапу 511, на котором она вставляет eN в E2 и затем возвращается к этапу 505.
Опять, на фиг. 6, 7А, 7В и 7С показана обработка заказа клиента с помощью способа установления последовательности грузов, соответствующего изобретению, в первой реализации только с одним местом получения. На фиг. 7А, 7В и 7С соответственно показаны следующие три этапа этой обработки: грузы перед сбором на коллекторе, грузы после сбора на коллекторе и грузы после окончательного определения очередности.
В этом примере предполагается, что существуют два источника S1 и S2 и одно место получения D1. Заказ клиента, который должен быть обработан, перечисляет следующие грузы: 1, 2, 3, 4, 5, 6, 7, 8, 9 и 10 (на чертежах грузы обозначаются их последовательным порядковым номером в месте получения).
Как показано на фиг. 7А, буферное устройство F1 источника (находящееся после источника S1) содержит пять грузов в соответствии со следующей последовательностью: 7, 6, 1, 9 и 3. Буферное устройство F2 источника (находящееся после источника S2) содержит пять грузов в соответствии со следующей последовательностью: 8, 4, 5, 2 и 10. Поэтому, имеем n=10, p(1)=5 и p(2)=5.
Результаты этапа инициализации E1 и n этапов составления, описанных дополнительно выше со ссылкой на фиг. 5, являются следующими (принимая H(M) в качестве функции вычисления значения беспорядка d):
Этап инициирования Е1
состояние e00 = [U=(0,0) ; L=()] ; d=0
Этап 1 создания
состояние e10 = [U=(1,0); L=(8)] ; d=0
состояние e01 = [U=(0,1); L=(7)] ; d=0
Этап 2 создания
состояние e20 = [U=(2,0) ; L=(8,4)] ; d=1
состояние e11 = [U=(1,1) ; L=(7,8)] ; d=0
состояние e11а = [U=(1,1); L=(8,7)] ; d=1 (не поддерживается)
состояние e02 = [U=(0,2); L=(7,6)] ; d=1
Этап 3 создания
состояние e30 = [U=(3,0) ; L=(8,4,5)] ; d=2
состояние e21 = [U=(2,1) ; L=(8,4,7)] ; d=2
состояние e12 = [U=(2,1) ; L=(7,8,6)] ; d=2 (не поддерживается)
состояние e12 = [U=(1,2) ; L=(7,8,6)] ; d=2 (не поддерживается)
состояние e02 = [U=(1,2); L=(7,6)] ; d=1
состояние e03 = [U=(0,3); L=(7,6,1)] ; d=3
Этап 4 создания
состояние e40 = [U=(4,0) ; L=(8,4,5,2)] ; d=5
состояние e03 = [U=(3,1); L=(7,6,1)] ; d=3
состояние e31 = [U=(3,1); L=(8,4,5,7)] ; d=3
состояние e22 = [U=(2,2) ; L=(8,4,7,6)] ; d=4
состояние e22а = [U=(2,2) ; L=(7,6,8,4)] ; d=4 (не поддерживается)
состояние e13 = [U=(1,3) ; L=(7,6,8,1)] ; d=4 (не поддерживается)
состояние e13а = [U=(1,3); L=(7,6,1,8)] ; d=3
состояние e04 = [U=(0,4); L=(7,6,1,9)] ; d=3
Этап 5 создания
состояние e50 = [U=(5,0) ; L=(8,4,5,2,10)] ; d=5
состояние e41 = [U=(4,1) ; L=(8,4,5,2,7)] ; d=6
состояние e41 = [U=(4,1); L=(8,4,5,7,2)] ; d=7 (не поддерживается)
состояние e32 = [U=(3,2) ; L=(8,4,5,7,6)] ; d=5
состояние e32а = [U=(3,2); L=(8,4,7,6,5)] ; d=7 (не поддерживается)
состояние e23 = [U=(2,3); L=(8,4,7,6,1)] ; d=8 (не поддерживается)
состояние e23а = [U=(2,3) ; L=(7,6,1,8,4)] ; d=6
состояние e14 = [U=(1,4); L=(7,6,1,8,9)] ; d=3
состояние e14а = [U=(1,4) ; L=(7,6,1,9,8)] ; d=4 (не поддерживается)
состояние e05 = [U=(0,5) ; L=(7,6,1,9,3)] ; d=6
Этап 6 создания
состояние e51 = [U=(5,1) ; L=(8,4,5,2,10,7)] ; d=7 (не поддерживается)
состояние e51a = [U=(5,1) ; L=(8,4,5,2,7,10)] ; d=6
состояние e42 = [U=(4,2) ; L=(8,4,5,2,7,6)] ; d=8
состояние e42a = [U=(4,2) ; L=(8,4,5,7,6,2)] ; d=10 (не поддерживается)
состояние e33 = [U=(3,3) ; L=(8,4,5,7,6,1)] ; d=10 (не поддерживается)
состояние e33a = [U=(3,3) ; L=(7,6,1,8,4,5)] ; d=9
состояние e24 = [U=(2,4) ; L=(7,6,1,8,4,9)] ; d=6
состояние e24a = [U=(2,4) ; L=(7,6,1,8,9,4)] ; d=7 (не поддерживается)
состояние e15 = [U=(1,5) ; L=(7,6,1,8,9,3] ; d=7
состояние e15a = [U=(0,5) ; L=(7,6,1,9,3,8)] ; d=7 (не поддерживается)
Этап 7 создания
состояние e52 = [U=(5,2) ; L=(8,4,5,2,7,10,6)] ; d=9 (не поддерживается)
состояние e52a= [U=(5,2) ; L=(8,4,5,2,7,6,10)] ; d=8
состояние e43 = [U=(4,3) ; L=(8,4,5,2,7,6,1)] ; d=14
состояние e43a= [U=(4,3) ; L=(7,6,1,8,4,5,2)] ; d=14 (не поддерживается)
состояние e34 = [U=(3,4) ; L=(7,6,1,8,4,5,9)] ; d=9
состояние e34a = [U=(3,4) ; L=(7,6,1,8,4,9,5)] ; d=10 (не поддерживается)
состояние e25 = [U=(2,5) ; L=(7,6,1,8,4,9,3)] ; d=11
состояние e25a = [U=(2,5) ; L=(7,6,1,8,9,3,4)] ; d=11 (не поддерживается)
Этап 8 создания
состояние e53 = [U=(5,3) ; L=(8,4,5,2,7,6,10,1)] ; d=15 (не поддерживается)
состояние e53a = [U=(5,3) ; L=(8,4,5,2,7,6,1,10)] ; d=14
состояние e44 = [U=(4,4) ; L=(8,4,5,2,7,6,1,9)] ; d=14
состояние e44a = [U=(4,4) ; L=(7,6,1,8,4,5,9,2)] ; d=15 (не поддерживается)
состояние e35 = [U=(3,5) ; L=(7,6,1,8,4,5,9,3)] ; d=15
состояние e35a = [U=(3,5) ; L=(7,6,1,8,4,9,3,5)] ; d=15 (не поддерживается)
Этап 9 создания
состояние e54 = [U=(5,4) ; L=(8,4,5,2,7,6,1,10,9)] ; d=15 (не поддерживается)
состояние ea54 = [U=(5,4) ; L=(8,4,5,2,7,6,1,9,10)] ; d=14
состояние e45 = [U=(4,5) ; L=(8,4,5,2,7,6,1,9,3)] ; d=20
состояние ea45 = [U=(4,5) ; L=(7,6,1,8,4,5,9,3,2)] ; d=22 (не поддерживается)
Этап 10 создания
состояние e55 = [U=(5,5) ; L=(8,4,5,2,7,6,1,9,10,3)] ; d=21 (не поддерживается)
состояние e55a = [U=(5,5) ; L=(8,4,5,2,7,6,1,9,3,10)] ; d=20
Состояние e55а является, следовательно, конечным состоянием, из которого получается лист L=(8,4,5,2,7,6,1,9,3,10) как лист LC комплектации. Это показано на фиг. 7В. После того, как лист переупорядочен по порядку (окончательное установление очередности) системой 91 установления последовательности и буферного хранения, мы получаем лист (1,2,3,4,5,6,7,8,9,10), как показано на фиг. 7С.
На фиг. 6 показано дерево состояний (и, более точно, значений U этих состояний), просматриваемое в этом примере посредством алгоритма, показанного на фиг. 5.
Опять, на фиг. 8А, 8В и 8С представлена обработка заказа клиента с помощью способа установления последовательности грузов, соответствующего изобретению, во второй реализации с несколькими местами получения. На фиг. 8А, 8В и 8С соответственно показаны следующие три этапа этой обработки: грузы перед сбором на коллекторе, грузы после сбора на коллекторе и грузы после окончательного определения очередности.
В этом примере предполагается, что существуют три источника S1, S2 и S3 и четыре места получения D1, D2, D3 и D4. Имеются два заказа клиентов, которые должны быть обработаны, по одному для каждого места получения. Каждый из этих заказов клиентов перечисляет четыре груза, имеющих следующие последовательные порядковые номера в месте получения: 1, 2, 3 и 4. На чертежах грузы обозначаются их последовательным порядковым номером в месте получения, а также геометрическим кодом, соответствующим их месту получения (овал для D1, треугольник для D2, прямоугольник для D3 и круг для D4).
Как показано на фиг. 8A, буферное устройство F1 источника (после источника S1) содержит пять грузов, соответствующих следующей последовательности: 3r, 1o, 2c, 4t и 1r (где буквы o, t, r и c, соответственно, соответствуют “овалу”, “треугольнику”, “прямоугольнику” и “кругу”, чтобы указать их места получения (D1, D2, D3 и D4, соответственно). Буферное устройство F2 источника (находящееся после источника S2) содержит шесть грузов в соответствии со следующей последовательностью: 2o, 1t, 4r, 3c, 3t и 4c. Буферное устройство F3 источника (находящееся после источника S3) содержит пять грузов в следующей последовательности: 1c, 2r, 4o, 2t и 3o. Поэтому, имеем n=16, p(1)=5 и p(2)=6 и р(3)=5.
На фиг. 8В показан лист комплектации, полученный, применяя алгоритм, приведенный на фиг. 5: LC=(1c, 2o, 1t, 2r, 3r, 1o, 2c, 4t, 1r, 4o, 2t, 3o, 4r, 3c, 3t, 4c). Отмечается беспорядок из-за расположения грузов 1r и 3o.
На фиг. 8C показаны грузы, расставленные в точной последовательности в других буферных устройствах F1’-F5’ в местах получения после упорядочивания (окончательного установления очередности) системой 91 установления последовательности и буферного хранения.
На фиг. 9А и 9В показана обработка заказа клиента с помощью способа установления последовательности грузов, соответствующего изобретению, в третьей реализации с использованием замещающих последовательных порядковых номеров в месте получения. На фиг. 9А и 9В соответственно показаны два соответствующих состояния этой обработки: грузы перед сбором на коллекторе и грузы после сбора на коллекторе.
Мы рассматриваем случай (вариант, дополнительно относящийся к сказанному выше), в котором способ установления последовательности грузов, показанный на фиг. 3, содержит предварительный этап 30 (перед этапом 31 для создания листа комплектации). На этом предварительном этапе 30 система управления вычисляет замещающие последовательные порядковые номера в месте получения как функцию последовательных порядковых номеров в месте получения грузов, содержащихся в буферных устройствах F1-F5 источников. Более конкретно, по меньшей мере для одной группы (или каждой группы в конкретном варианте осуществления) из R последовательных грузов, содержащихся в одном из буферных устройств источников, где R - целое число, больше или равное 2: система вычисляет замещающий порядковый номер в месте прибытия как функцию последовательных порядковых номеров в месте прибытия R грузов. Затем, во время выполнения этапа 31 создания списка комплектации система управления использует замещающий последовательный порядковый номер в месте прибытия для каждого из R грузов.
В конкретном варианте осуществления вычисление, производимое на этапе 30, для каждой группы из R грузов, содержит следующее:
• вычисление среднего значения последовательных порядковых номеров в месте получения R грузов;
• вычисление значения беспорядка R грузов как функции последовательных порядковых номеров в месте получения R грузов (примеры функций вычисления беспорядка уже были дополнительно описаны выше);
• если значение беспорядка R грузов превышает заданный порог S, замещающий последовательный порядковый номер в месте получения является средним значением, округленным вверх до следующего целого числа; если заданный порог не превышается, то замещающий последовательный порядковый номер в месте получения является средним значением, округленным вниз до следующего целого числа.
Заданным порогом является, например: S=0. В этом случае, мы берем среднее значение, округленное вниз до следующего целого числа, только если не существует никакого беспорядка в R грузах. В одном из вариантов S больше нуля (например, S=4). В этом случае мы принимаем значение допуска, которое имеет среднее значение, округленное вниз до меньшего целого числа, до тех пор, пока количество R грузов меньше S.
В примере, показанном на фиг. 9A, предполагается, что, как в примере на фиг. 8A, существуют три источника S1, S2 и S3 (и, следовательно, три буферных устройства F1, F2 и F3 источников), четыре места D1, D2, D3 и D4 получения и четыре заказа клиентов, которые должны быть обработаны (по одному для каждого места получения). Мы добавляем следующее ограничение: грузы буферных устройств источников должны собираться друг за другом по R (то есть, по R за один раз) (где R=2 в этом примере).
В примере, показанном на фиг. 9А, мы имеем следующие группы (отмечены пунктиром): для буферного устройства F1 источника, (3r,1o) и (2c,4t) (поскольку груз 1r является одиночным, он не учитывается); для буферного устройства F2 источника, (2o,1t), (4r,3c) и (3t,4c); для буферного устройства F3 источника, (1c, 2r) и (4o,2t) (поскольку груз 3o является одиночным, он не учитывается). В этом примере грузы 1r и 3o не являются частью группы грузов. Поэтому для них не делается вычисления замещающего порядкового номера в месте получения. Они не учитываются на этапе 31 создания листа комплектации (другими словами, они не являются частью n грузов, которые должны быть собраны). Они будут учитываться, когда система 90 управления запустит новое выполнение этапов способа в случае модификации набора из n грузов, которые должны быть собраны (то есть, в случае положительного результата на этапе 34 тестирования). В одном из вариантов или также, если не существует модификации набора из n грузов, которые должны быть собраны, грузы 1r и 3o (с их последовательным порядковым номером в месте получения) сразу же учитываются на этапе 31 при создании листа комплектации.
Для каждой из этих групп результат вычисления на этапе 30 (принимая S=0) указывается в скобках справа от каждого груза в группе. Рассмотрим два примера с различными округленными значениями:
• для группы (2o,1t) буферного устройства F2 источника: замещающий последовательный порядковый номер в месте получения равен 2 (среднее значение 2 и 1 равно 1,5; значение, округленное вниз до следующего целого числа, поскольку среди двух грузов имеется беспорядок).
• для группы (1c,2r) буферного устройства F3 источника: замещающий последовательный порядковый номер в месте получения равен 1 (среднее значение 1 и 2 равно 1,5; значение, округленное вниз до следующего целого числа, поскольку среди двух грузов нет беспорядка).
На фиг. 9В показан лист комплектации, полученный применением алгоритма, показанного на фиг. 5 с замещающими последовательными порядковыми номерами в месте получения (за исключением грузов 1r и 3o, которые учитываются с последовательными порядковыми номерами в месте получения): LC=(1c, 2o, 1t, 2r, 3r, 1o, 2c, 4t, 1r, 4o, 2t, 3o, 4r, 3c, 3t, 4c).
На фиг. 10 представлен алгоритм второй конкретной реализации этапа 31, показанного на фиг. 3 (подготовка листа комплектации LC).
На этапе 1001 система управления составляет по меньшей мере один набор G’, содержащий буферные устройства k’ источников, где k’≥2 и k’<k. В одной из конкретных реализаций для улучшения (снижения) времени вычисления, k=2. В то же время возможны, однако, и другие значения k, оставаясь в рамках настоящего изобретения.
На этапе 1002 для набора или для каждого набора G' система управления составляет лист комплектации LC', содержащий n' грузов, которые должны быть скомплектованы, и понижает беспорядок упомянутых n' грузов, вычисленный с помощью функции вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n' грузов содержатся в буферных устройствах k' источников, где , p(i) - количество грузов, которые должны быть собраны в буферных устройствах i-ых источников.
На этапе 1003 система управления модифицирует набор G, заменяя для набора или для каждого набора G’ буферные устройства k’ источников на фиктивное буферное устройство источника, содержащее n’ грузов в последовательном порядке упомянутого листа комплектации LC’.
На этапе 1004 тестирования система управления проверяет, содержит ли модифицированный набор G только одно буферное устройство источника.
В случае положительного результата на этапе 1004 тестирования система управления переходит к этапу 1005, на котором она забирает в качестве листа LC комплектации лист комплектации LC' из единственного буферного устройства источника модифицированного набора G.
В случае отрицательного результата на этапе 1004 тестирования, система управления переходит к этапу 1006, на котором она заменяет набор G на модифицированный набор G и затем один за одним повторно выполняет этапы 1001-1004 с новым набором G, получающимся в результате этой замены.
На фиг. 11А представлен первый пример применения второй реализации, показанной на фиг. 10, с набором G из четырех буферных устройств F1-F4 источников (G={F1, F2, F3, F4}) и k'=2. В этом первом примере система управления создает единый набор G' из буферных устройств k' источников при каждой итерации этапа 1001.
При первой итерации (обозначенной 1101) этапов 1001-1003 система управления образует набор G’={F1,F2}, создает ассоциированный лист комплектации LC’(F1+F2) и модифицирует набор G, заменяя два буферных устройства F1 и F2 источников на фиктивное буферное устройство источника (обозначенное как “F1+F2”), содержащее n’ грузов в последовательном порядке листа комплектации LC’(F1+F2).
При второй итерации (обозначенной 1102) этапов 1001-1003 система управления образует набор G’={(F1+F2), F3}, создает ассоциированный лист комплектации LC’(F1+F2+F3) и модифицирует набор G, заменяя два буферных устройства (F1 и F2) источников и F3 на фиктивное буферное устройство источника (обозначенное как “F1+F2+F3”), содержащее n’ грузов в последовательном порядке листа комплектации LC’(F1+F2+F3).
При третьей итерации (обозначенной 1103) этапов 1001-1003 система управления образует набор G’={(F1+F2+F3), F4}, создает ассоциированный лист комплектации LC’(F1+F2+F3+F4) и модифицирует набор G, заменяя два буферных устройства (F1+F2+F3) и F4 источников на фиктивное буферное устройство источника (обозначенное как “F1+F2+F3+F4”), содержащее n’ грузов в последовательном порядке листа комплектации LC’(F1+F2+F3+F4).
На этой стадии (этапе, обозначенном 1104), поскольку набор G более не содержит никакого элемента, кроме как фиктивного буферного устройства F1+F2+F3+F4 источника, система управления получает в качестве листа комплектации LC лист комплектации LC’(F1+F2+F3+F4).
На фиг. 11В представлен первый пример применения второй реализации, показанной на фиг. 10, с набором G из четырех буферных устройств F1-F4 источников (G={F1, F2, F3, F4}) и k'=2.
При первой итерации (обозначенной как 1101') этапов 1001-1003 система управления:
• создает первый набор G’1={F1, F2} и создает ассоциированный лист комплектации LC’(F1+F2) (подэтап, обозначенный как 1101’a);
• создает второй набор G’2={F3, F4} и создает ассоциированный лист комплектации LC’(F3+F4) (подэтап, обозначенный как 1101’b); и
• модифицирует набор G, заменяя, с одной стороны, два буферных устройства F1 и F2 источников на фиктивное буферное устройсство источника (обозначенное как “F1+F2”), содержащее n’ грузов в последовательном порядке листа комплектации LC’(F1+F2), и заменяя, с другой стороны, два буферных устройства F3 и F4 источников на фиктивное буферное устройство источника (обозначенное как “F3+F4”), содержащее n’ грузов в последовательном порядке листа комплектации LC’(F3+F4) (подэтап, обозначенный как 1101’c).
При второй итерации (обозначенной 1102') этапов 1001-1003 система управления образует набор G’={F1+F2, F3+F4}, создает ассоциированный лист комплектации LC’(F1+F2+F3+F4) и модифицирует набор G, заменяя два буферных устройства (F1+F2) и (F3+F4) источников на фиктивное буферное устройство источника (обозначенное как “F1+F2+F3+F4”), содержащее n’ грузов в последовательном порядке листа комплектации LC’(F1+F2+F3+F4).
На этой стадии (этапе, обозначенном 1103'), поскольку набор G более не содержит ничего другого, кроме как фиктивное буферное устройство F1+F2+F3+F4 источника, система управления получает в качестве листа комплектации LC лист комплектации LC’(F1+F2+F3+F4).
На фиг. 12 представлен алгоритм конкретного варианта осуществления внутри этапа 1002, показанного на фиг. 10, для создания листа комплектации LC' для набора G' из буферных устройств k' источников. Как итог, это является транспозицией алгоритма, показанного на фиг. 5, с заменой: n на n’, k на k’ и LC на LC’.
На этапе 1201 система управления инициирует первый набор состояний E1' с единственным состоянием e'init=(U'init, L'init), где U'init – k'-апплет, содержащий k' нулей, и L'init - пустой лист.
На этапе 1202 система управления инициирует второй набор состояний Е2' с пустым значением.
На этапе 1203 система управления проверяет, выполнены ли n' последовательных этапов создания листа (то есть, все этапы).
В случае положительного результата на этапе 1203 тестирования система управления переходит к этапу 1216, на котором она получает лист L'C комплектации из единственного конечного состояния e'F=(U'F,L'F), содержащегося в Е2'. Конечно, при этом L’ принимается как лист комплектации L’C.
В случае отрицательного результата на этапе 1203 тестирования система управления начинает обработку следующего этапа составления листа, переходя к этапу 1204 тестирования, на котором проверяют, все ли состояния Е1' были обработаны. Каждое состояние e' из E1' записывается как e'=(U', L'), где U' - k-апплет, содержащий k' элементов, U=(z1, …, zk), где zi - количество грузов, взятых в буферном устройстве i-ого источника, и L' - список грузов, связанных с U'.
В случае положительного результата на этапе 1204 тестирования, система управления переходит к этапу 1215, на котором, если этап создания листа не является n'-ым этапом создания, E2' становится новым набором состояний E1' и затем система управления возвращается к этапу 1203 (для перехода к следующему этапу создания).
В случае отрицательного результата на этапе 1204 тестирования система управления забирает необработанное состояние Е1' и переходит к этапу 1205 тестирования, на котором проверяет, все ли значения f были обработаны с помощью f *{1, … , k'} .
В случае положительного результата на этапе 1205 тестирования, система управления возвращается к этапу 1204. В случае отрицательного результата на этапе 1205, система управления забирает необработанное значение и переходит к этапу 1206 тестирования, на котором проверяет, соблюдается ли U'(f)<p(f), где U'(f) - количество грузов буферного устройства f-ого источника, содержащихся в L', и p(f) - количество грузов, которое должно быть собрано в буферном устройстве f-ого источника.
В случае отрицательного результата на этапе 1206 тестирования, система управления возвращается к этапу 1205. В случае положительного результата на этапе 1206, система управления переходит к этапу 1206а тестирования, на котором проверяет, соблюдается ли N'(f)<yf, где N'(f) - максимальное количество грузов буферного устройства f-ого источника, помещенных последовательно в L', и yf - заданное значение (например, yf=6).
В случае отрицательного результата на этапе 1206а тестирования, система управления возвращается к этапу 1205. В случае положительного результата на этапе 1 206a тестирования, система управления переходит к этапу 1207, на котором она создает новое состояние e'N=(U'N, L'N), начиная с e'=(U', L'), с добавлением 1 к U'(f) и добавлением в конце L' груза, занимающего (U'(f)+1)-ое положение в последовательности грузов, содержащихся в буферном устройстве f-ого источника.
Этап 1207 сопровождается этапом 1208, на котором система управления вычисляет значение беспорядка d' листа L'N нового состояния e'N с помощью функции вычисления беспорядка (смотрите описание на фиг. 5 с примерами такой функции) относительно восходящего порядка последовательных порядковых номеров в месте получения.
Этап 1208 сопровождается этапом 1209 тестирования, на котором система управления проверяет, соблюдается ли d'>dH, где d'H - заданное значение.
В одном конкретном варианте осуществления этапа 1209 заданное значение d'H вычисляется следующим образом:
- составляют ссылочный лист L'H, содержащий n' грузов, составляемый следующим образом:
○ первый груз из L'H является грузом, имеющим наименьший последовательный порядковый номер в месте получения из числа грузов, действительно готовых покинуть буферные устройства k' источников;
○ каждый последующий груз из L'H является грузом, имеющим наименьший последовательный порядковый номер в месте получения из числа грузов, которые могут быть готовы покинуть буферные устройства k' источников, произвольно предполагая, что предшествующие грузы из L'H покинули буферные устройства k' источников;
- вычисляют d'H как значение беспорядка списка L'H с помощью ' функции вычисления беспорядка.
В случае положительного результата на этапе 1209 тестирования, система возвращается к этапу 1205. В случае отрицательного результата на этапе 1209 тестирования, система управления переходит к этапу 120 тестирования, на котором проверяет, содержит ли Е2' другое новое состояние e’N=(U’Na,L’Na), где U’Na= U'N и d’a - значение беспорядка списка L’Na.
В случае положительного результата на этапе 1210 тестирования, система управления переходит к этапу 1212, на котором она проверяет условие d'<d’a. В случае положительного результата на этапе 1212 тестирования, система управления переходит к этапу 1214, на котором она заменяет e'Na на e'N в E2'. В случае отрицательного результата на этапе 1212 тестирования, система управления переходит к этапу 1213, на котором она не вставляет e'N в E2'. В конце этапа 1213 или этапа 1214, система управления возвращается к этапу 1205.
В случае отрицательного результата на этапе 1210 тестирования, система управления переходит к этапу 1211, на котором она вставляет e'N в E2' и затем возвращается к этапу 1205.
На фиг. 13 представлен алгоритм третьей конкретной реализации этапа 31, показанного на фиг. 3 (создание листа комплектации LC). Он состоит из выполнения этапа (31) создания для создания листа комплектации LC несколько раз в соответствии со второй конкретной реализацией (дополнительно описанной выше со ссылкой на фиг.10-12), по меньшей мере с одним набором G’, который различается при различных выполнениях. Каждое выполнение системой управления (этапы 13011-1301m, где m>1) дает различный результат, то есть, различный результат комплектации (LC,1, …LC,m). Затем система управления выбирает один из результатов, определяющий конечный результат (обозначенный LC). В одной из конкретных реализаций система управления выбирает (этап 1302) лист комплектации, имеющий наименьший беспорядок (вычисленный с помощью функции вычисления беспорядка, дополнительно описанной выше).
Могут быть рассмотрены насколько путей применения этой третьей конкретной реализации создания листа комплектации LC.
Первый путь состоит в вычислении всех возможных комбинаций наборов G' и сравнении полученных результатов. На фиг. 14 показан пример для этого случая с тестированиями и сравнением всех возможных комбинаций наборов G' для буферных устройств k'=2 источников (каждое из которых является реальным или фиктивным) в случае начального набора G, содержащего четыре буферных устройства F1-F4 источников. На фиг. 14 показано полное дерево возможностей (существуют 12 возможностей, обозначенных 1401-1412).
Другой способ состоит в применении способа операционного поиска (“ветвь и срез”, “моделированная нормализация”, “генетический алгоритм” и т.п.), избегая, таким образом, оценки всего дерева возможностей, и, следовательно, приближаясь или достигая наилучшего решения в кратчайшее возможное время. Существует несколько способов операционного поиска, которые все применимы в настоящем контексте, позволяя оценивать несколько возможных комбинаций наборов G' и делать выбор наилучшей комбинации. Например:
• способ "ветвь и срез": для всех ветвей дерева возможностей, которые считаются "неинтересными" и не просматриваются (частично или полностью);
• способ "моделированной нормализации": начиная с начальной комбинации, пробуется только одно изменение и если это изменение улучшает решение, то оно применяется, или, если не улучшает, то принимается, что оно должно применяться только с некоторым процентным содержанием (которое выясняется в ходе итераций);
• способ "генетического алгоритма": мы рассматриваем совокупность возможных комбинаций и изменение применяется к части или ко всей этой совокупности и затем выполняется итерация;
• и. т.д.
Комбинация наборов G' может быть представлена идентификаторами и разделителями. Например: “F1;F2 F3; F4 F5 F6; F7 F8” представляет восемь буферных устройств F1 F8 источников, которые объединяются следующим образом:
• F2 и F3 вместе, чтобы сформировать фиктивное буферное устройство источника, обозначенное как F2+F3;
• F4, F5 и F6 вместе, чтобы сформировать фиктивное буферное устройство источника, обозначенное как F4+F5+F6;
• F7 и F8 вместе, чтобы сформировать фиктивное буферное устройство источника, обозначенное как F7+F8;
• F1 и F2+F3 вместе, чтобы сформировать фиктивное буферное устройство источника, обозначенное как F1+F2+F3;
• F1 и F2+F3 вместе, чтобы сформировать фиктивное буферное устройство источника, обозначенное как F1+F2+F3;
• F1+F2+F3+F4+F5+F6 и F7+F8, чтобы сформировать уникальное фиктивное буферное устройство источника, обозначенное как F1+F2+F3+F4+F5+F6+F7+F8 и сопутствующий лист комплектации, обозначенный как лист комплектации LC.





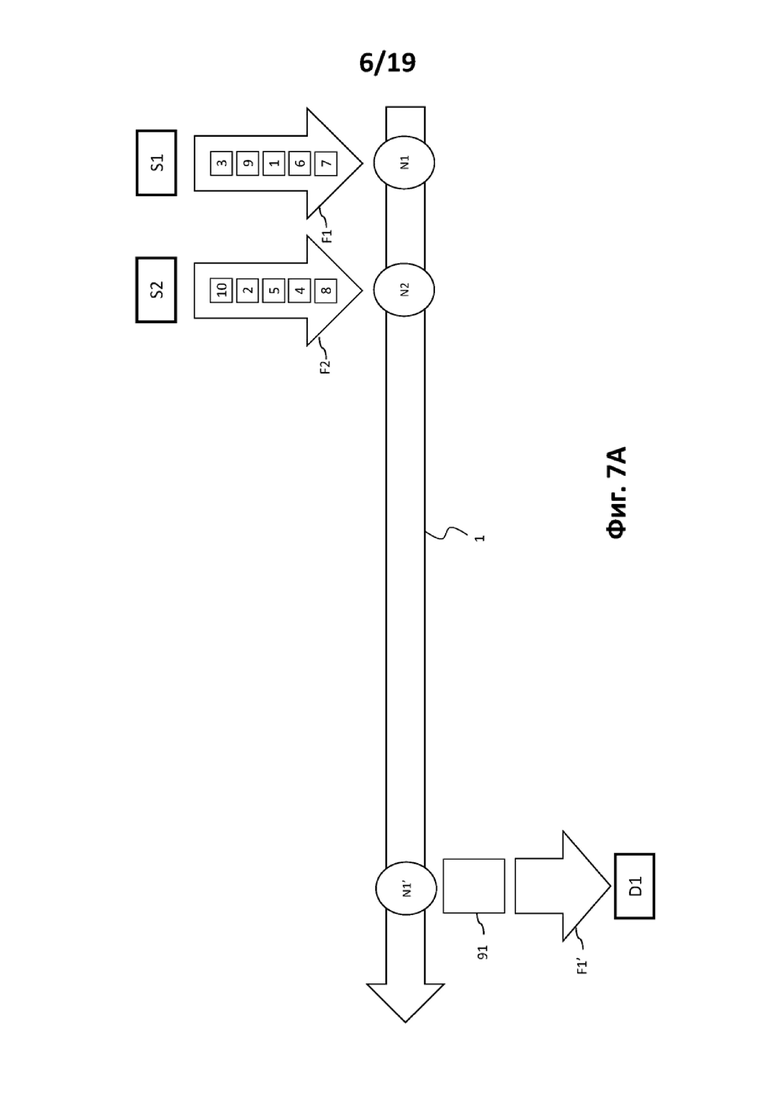




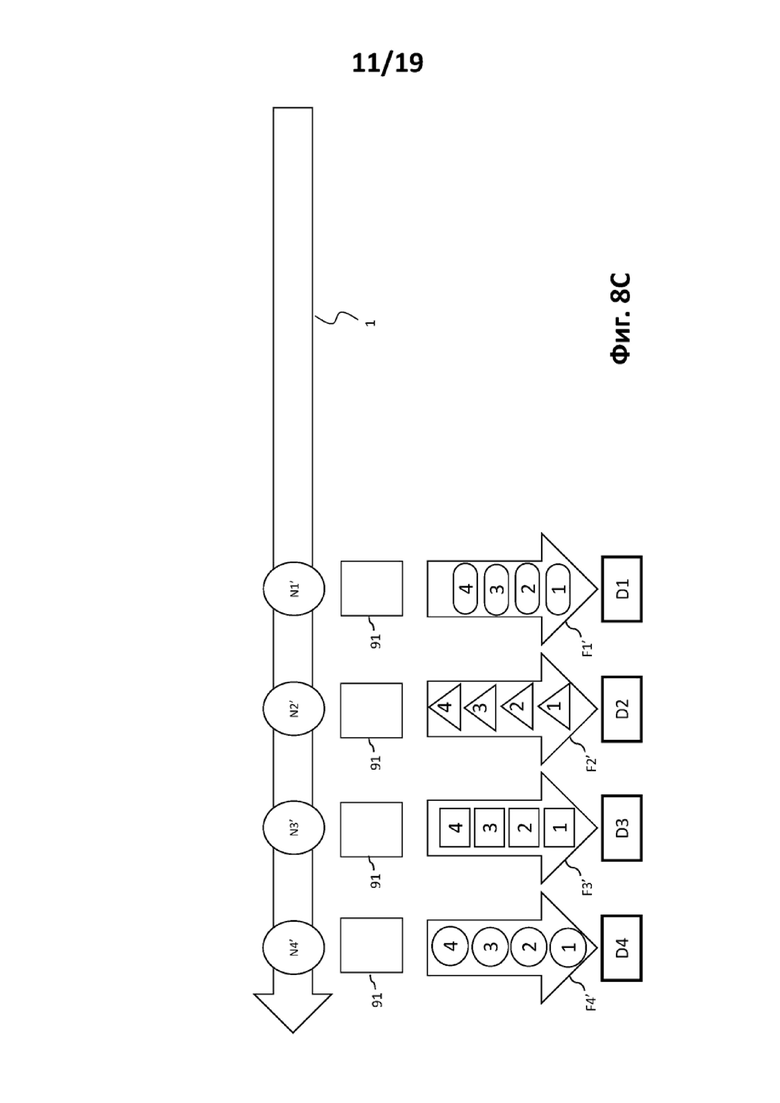

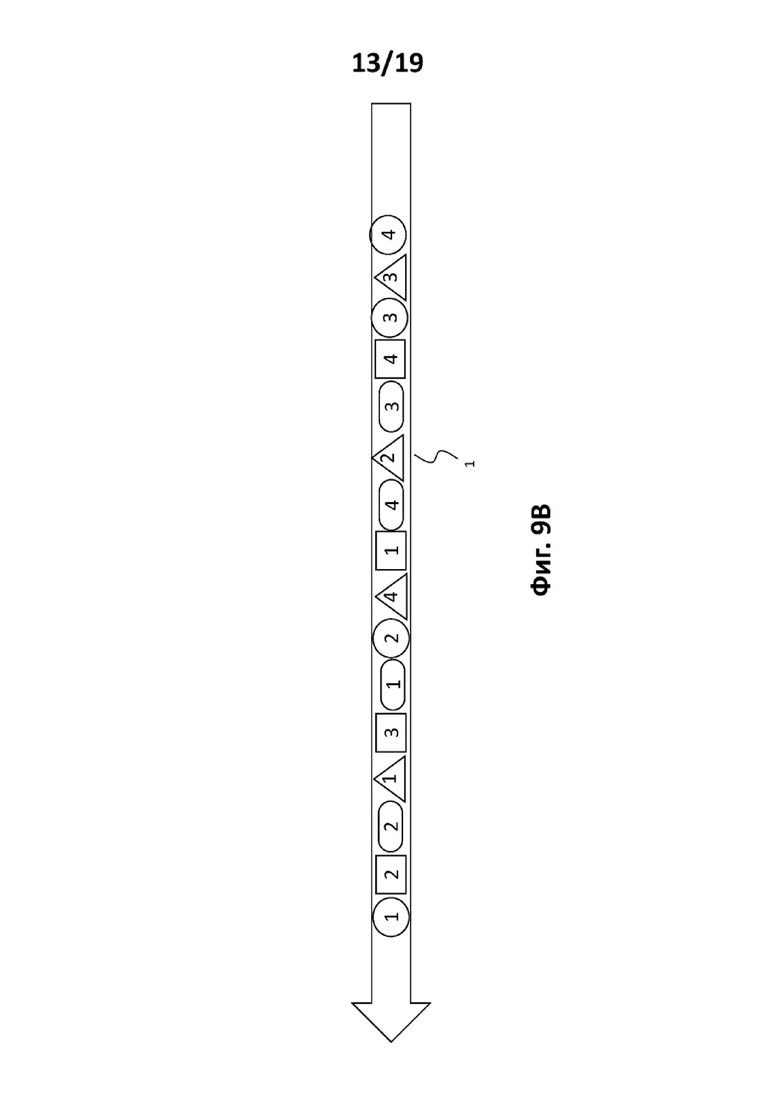





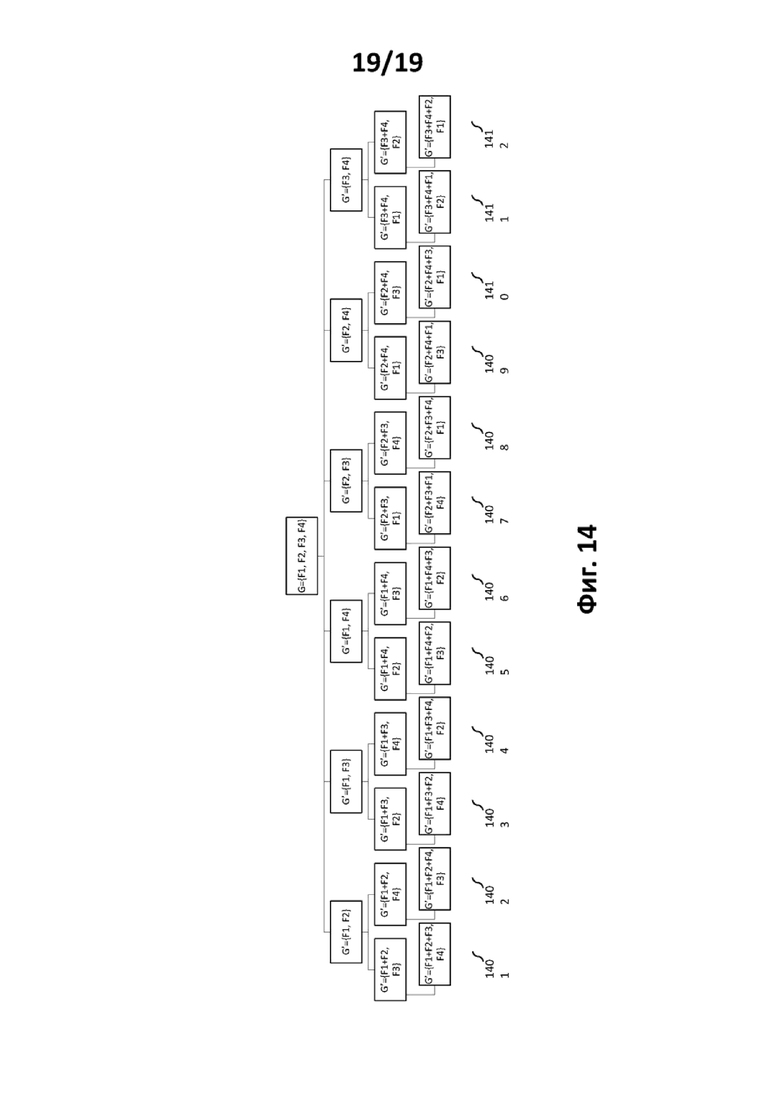
Способ установления последовательности в автоматизированной системе распределения грузов, содержащей k источников (S1-S5), где k≥2; по меньшей мере одно место получения; буферные устройства k источников типа FIFO, причем каждый из принимаемых грузов поступает от одного из k источников; коллектор, собирающий грузы, поступающие от буферных устройств k источников и транспортирующий их в упомянутое по меньшей мере одно место получения, где коллектор содержит k последовательных узлов, каждый из которых выполнен с возможностью комплектации грузов, поступающих от одного из буферных устройств источников; и упомянутую систему управления, выполненную с возможностью обработки заказов клиентов, где каждый заказ клиента перечисляет грузы для заданного места получения и каждый заказ связывается с последовательным порядковым номером в месте получения. Система управления выполняет следующие этапы, на которых: создают список комплектации, содержащий n грузов относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n грузов содержатся в буферных устройствах источников, где  , p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-го источника; и управляют (32) коллектором и буферными устройствами источников для выполнения комплектации грузов на коллекторе в соответствии с упомянутым листом комплектации. Снижается беспорядок во время сбора грузов на коллекторе. 3 н. и 11 з.п. ф-лы, 22 ил.
, p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-го источника; и управляют (32) коллектором и буферными устройствами источников для выполнения комплектации грузов на коллекторе в соответствии с упомянутым листом комплектации. Снижается беспорядок во время сбора грузов на коллекторе. 3 н. и 11 з.п. ф-лы, 22 ил.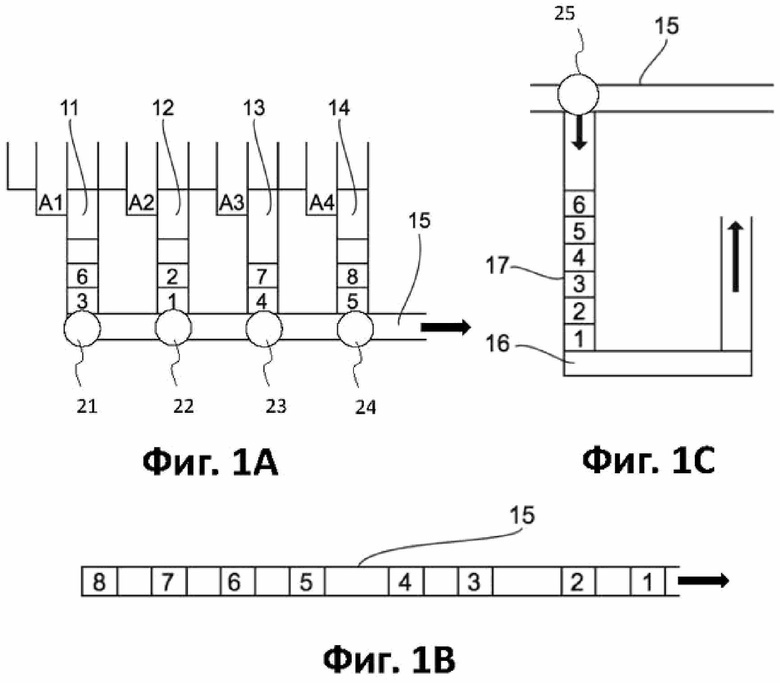
1. Способ установления последовательности грузов, реализуемый системой (90) управления в автоматизированной системе распределения грузов, содержащей:
- k источников (S1-S5), где k≥2;
- по меньшей мере одно место (D1-D5) получения;
- набор G из буферных устройств (F1-F5) k источников типа FIFO (First-In First-Out (первым вошел, первым вышел)), каждое из которых принимает грузы, поступающие от одного из k источников;
- коллектор (1), собирающий грузы, поступающие от буферных устройств k источников, и транспортирующий их к упомянутому по меньшей мере одному месту получения, причем коллектор содержит k последовательных узлов (N1-N5), каждый из которых выполнен с возможностью сбора грузов, приходящих от одного из буферных устройств k источников; и
- упомянутая система (90) управления, выполненная с возможностью обработки заказов клиентов, где каждый заказ клиента перечисляет грузы для заданного места получения и связывается с последовательным порядковым номером в месте получения;
отличающийся тем, что упомянутая система управления выполняет следующие этапы, на которых:
- создают (31) лист комплектации, содержащий n грузов, которые должны быть собраны, и понижают беспорядок упомянутых n грузов, причем упомянутый беспорядок вычисляется с помощью функции вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n грузов содержатся в буферных устройствах k источников, где  , p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-го источника; и
, p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-го источника; и
- управляют (32) коллектором и буферными устройствами источников, чтобы выполнить сбор грузов на коллекторе в соответствии с упомянутым листом комплектации LC,
и в котором этап (31) составления листа комплектации LC содержит следующие этапы, на которых:
(A) создают (1001) по меньшей мере один набор G’, содержащий буферные устройства k’ источников, где k’≥2 и k’<k;
(В) для набора или для каждого набора G' создают (1002) лист комплектации LC', содержащий n' грузов, которые должны быть скомплектованы, и понижают беспорядок упомянутых n' грузов, вычисленный с помощью упомянутой функции вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n' грузов содержатся в буферных устройствах k' источников, где  , p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-го источника;
, p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-го источника;
(C) модифицируют (1003) набор G, заменяя для набора или для каждого набора G’ буферные устройства k’ источников на фиктивное буферное устройство источника, содержащее n’ грузов в последовательном порядке упомянутого листа комплектации LC’;
(D) если модифицированный набор G содержит несколько буферных устройств (1004) источников, снова и снова повторяют этапы (A)-(D) с модифицированным набором G; если модифицированный набор G содержит единственное буферное устройство (1004) источника, то упомянутый лист комплектации LC’ формирует упомянутый лист комплектации LC (1005),
и в котором создание для набора или для каждого набора G' листа комплектации LC’ содержит следующие этапы, на которых:
(a) инициируют (1201) первый набор состояний E1' с одиночным состоянием e'init=(U'init, L'init), где U'init – k'-апплет, содержащий k' нулей, и L'init - пустой список;
(b) инициируют (1202) второй набор состояний Е2' с пустым значением;
(c) для каждого этапа (1203) составления из числа n последовательных этапов создания:
(c.1) для каждого состояния e' из E1', где e'=(U', L'), U' – k'-апплет, содержащий k' элементов, U'=(z1, …, zk'), где zi - количество грузов, взятых из i-го буферного устройства источника из числа буферных устройств k' источников, i ∈{1, … , k'} , и L' - список грузов, связанных с U':
(c.1.1) для каждого значения f ∈{1, … , k'} (1205):
(c.1.1.1) если U'(f)<p(f), где U'(f) - количество грузов буферного устройства f-го источника, содержащегося в L', и p(f) - количество грузов, которое должно быть собрано в буферном устройстве f-го источника (1206):
- i- создают (1207) новое состояние e'N=(U'N,L'N), начиная с e'=(U', L'), с добавлением 1 к U'(f) и добавлением в конце L' груза, занимающего (U'(f)+1)-е положение в последовательности грузов, содержащихся в буферном устройстве f-го источника;
- ii- вычисляют (1208) значение беспорядка d' списка L'N нового состояния e'N, с помощью упомянутой функцией вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения;
- iii- если E2' содержит другое новое состояние e’Na=(U’Na,L’Na), где U’Na= U'N и d’a - значение беспорядка списка L’Na (1210)^, если d<d'a, e'N заменяет e'Na в E2' (1214), и если d'≥da’, e'N не вставляется в E2' (1213);
- iv- если E2' не содержит упомянутое другое новое состояние e’Na, e'N, вставляется в E2 (1211);
(c.2) если этап создания не является n'-м этапом создания: E2' становится новым набором состояний E1' (1215) и способ переходит к следующему этапу создания;
(c.3) если этап создания не является n'-м этапом создания: E2’ содержит только одно конечное состояние e’F=(U’F,L’F) и L’F формирует упомянутый лист комплектации LC’ (1216).
2. Способ по п. 1, в котором k’=2 и k>2.
3. Способ по любому из п. 1 или 2, содержащий этапы, на которых:
- по меньшей мере два выполнения (1301a, 1301b) этапа (31) создания листа комплектации LC с помощью по меньшей мере одного набора G’, который различается при разных выполнениях, причем каждое выполнение дает результат; и
- выбирают (1302) один из результатов.
4. Способ по п. 3, в котором упомянутые по меньшей мере два выполнения и упомянутый выбор делаются, применяя способ операционного поиска.
5. Способ по п. 1, в котором на этапе (c.1.1.1) система управления также проверяет (506а, 1206а), является ли N(f)<yf, где N(f) - самая длинная последовательность грузов буферного устройства f-го источника, помещенных последовательно в L', и yf - заданный порог, и в котором этапы (i)-(iv) выполняются только, с одной стороны, если U(f)<p(f) и, с другой стороны, если N(f)<yf..
6. Способ по любому из пп. 1 или 5, в котором этап -ii- сопровождается следующим этапом, на котором:
-iia- если d'>d'H (1209), где d’H - заданное значение, новое состояние e'N не вставляется в E2' и этапы (iii) и (iv) не выполняются.
7. Способ по п. 6, в котором заданное значение d'H вычисляется следующим образом:
- создают ссылочный лист L'H, содержащий упомянутые n' грузов, составляемый следующим образом:
* первый груз из L'H является грузом, имеющим наименьший последовательный порядковый номер в месте получения, из числа грузов, действительно готовых покинуть буферные устройства k' источников, соответственно;
* каждый последующий груз из L'H является грузом, имеющим наименьший последовательный порядковый номер в месте получения, из числа грузов, которые могут быть готовы покинуть буферные устройства k' источников, произвольно предполагая, что предшествующие грузы из L'H покинули буферные устройства k' источников;
вычисляют d'H как значение беспорядка листов L'H с помощью упомянутой функции вычисления беспорядка.
8. Способ по любому из пп. 1-7, в котором упомянутая функция вычисления беспорядка для списка М из q грузов записывается следующим образом:
 , где K(i) - количество грузов в листе M, помещенных перед i-м грузом листа М и имеющих последовательный порядковый номер в месте получения, меньший или равный последовательному порядковому номеру i-го груза из листа M.
, где K(i) - количество грузов в листе M, помещенных перед i-м грузом листа М и имеющих последовательный порядковый номер в месте получения, меньший или равный последовательному порядковому номеру i-го груза из листа M.
9. Способ по любому из пп. 1-8, в котором грузы из заданного заказа клиента должны достигать заданного места получения в заданном возрастающем последовательном порядке в месте получения и в котором упомянутая система управления выполняет этап управления (33) по меньшей мере одним устройством 91 установления последовательности, помещенным между коллектором и упомянутым по меньшей мере одним местом получения, чтобы корректировать беспорядок n грузов.
10. Способ по любому из пп. 1-9, в котором система управления выполняет следующий этап перед этапом (31) создания листа комплектации по меньшей мере для одной группы из R последовательных грузов, содержащихся в одном из буферных устройств источников, где R - целое число, большее или равное 2, на котором:
- вычисляют (30) замещающий последовательный порядковый номер в месте получения как функцию последовательных порядковых номеров в месте получения R грузов;
и для выполнения этапа (31) создания листа комплектации система управления использует замещающий последовательный порядковый номер в месте получения для каждого из R грузов.
11. Способ по п. 10, в котором вычисление замещающего последовательного порядкового номера в месте получения как функции последовательных порядковых номеров в месте получения R грузов содержит:
- вычисление среднего значения последовательных порядковых номеров в месте получения R грузов;
- вычисление значения беспорядка R грузов как функции последовательных порядковых номеров в месте получения R грузов;
- если значение беспорядка R грузов превышает заданный порог, замещающий последовательный порядковый номер в месте получения является средним значением, округленным вверх до следующего целого числа; если заданный порог не превышается, то замещающий последовательный порядковый номер в месте получения является средним значением, округленным вниз до следующего целого числа.
12. Способ по любому из пп. 1-11, в котором новое выполнение этапов способа запускается, если введение по меньшей мере одного нового груза в одно из буферных устройств источников подталкивает к модификации (34) грузов, которые должны собираться в упомянутом буферном устройстве источника, и, следовательно, n грузов, которые должны собираться в наборе буферных устройствах k источников.
13. Считываемый компьютером постоянный носитель (93) запоминающего устройства, хранящий компьютерную программу (930), содержащую команды управляющей программы для реализации способа по любому из пп. 1-12, когда упомянутая программа выполняется на компьютере.
14. Автоматизированная система распределения грузов, содержащая:
- k источников (S1-S5), где k≥2;
- по меньшей мере одно место (D1-D5) получения;
- набор G буферных устройств (F1-F5) k источников типа "First-In First-Out" (первым вошел, первым вышел), каждое из которых принимает грузы, поступающие от одного из k источников;
- коллектор (1), собирающий грузы, поступающие от буферных устройств k источников, и транспортирующий их к упомянутому по меньшей мере одному месту получения, причем коллектор содержит k последовательных узлов (N1-N5), каждый из которых выполнен с возможностью сбора грузов, приходящих от одного из буферных устройств k источников; и
- система управления (90), выполненная с возможностью обработки заказов клиентов, где каждый заказ клиента перечисляет грузы для заданного места получения и связывается с последовательным порядковым номером в месте получения;
отличающаяся тем, что упомянутая система управления содержит вычислительную машину (91, 92, 93), выполненную с возможностью:
- составления листа комплектации LC, содержащего n грузов, которые должны быть собраны, и снижения беспорядка упомянутых n грузов относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n грузов содержатся в буферных устройствах источников, где , p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-го источника; и
- управления коллектором и буферными устройствами источников для сбора грузов на коллекторе в соответствии с упомянутым листом комплектации LC;
и в котором вычислительная машина (91, 92, 93) выполнена с возможностью создания списка комплектации, выполняя следующие этапы, на которых:
(A) создают (1001) по меньшей мере один набор G’, содержащий буферные устройства k’ источников, где k’≥2 и k’<k;
(В) для набора или для каждого набора G' создают (1002) лист комплектации LC', содержащий n' грузов, которые должны быть скомплектованы, и понижают беспорядок упомянутых n' грузов, вычисленный с помощью упомянутой функции вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения, причем упомянутые n' грузов содержатся в буферных устройствах k' источников, где , p(i) - количество грузов, которые должны быть собраны в буферном устройстве i-го источника;
(C) модифицируют (1003) набор G, заменяя для набора или для каждого набора G’ буферные устройства k’ источников на фиктивное буферное устройство источника, содержащее n’ грузов в последовательном порядке в упомянутом листе комплектации LC’;
(D) если модифицированный набор G содержит несколько буферных устройств (1004) источников, снова и снова повторяют этапы (A)-(D) с модифицированным набором G; если модифицированный набор G содержит единственное буферное устройство (1004) источника, то упомянутый лист комплектации LC’ формирует упомянутый лист комплектации LC (1005);
и в котором вычислительная машина (91, 92, 93) выполнена с возможностью создания для набора G' или для каждого набора G' листа комплектации, выполняя следующие этапы, на которых:
(a) инициируют (1201) первый набор состояний E1' с одиночным состоянием e'init=(U'init, L'init), где U'init – k'-апплет, содержащий k' нулей, и L'init - пустой список;
(b) инициируют (1202) второй набор состояний Е2' с пустым значением;
(c) для каждого этапа (1203) создания из числа n последовательных этапов создания:
(c.1) для каждого состояния e' из E1' (1204), где e'=(U', L'), U' – k'-апплет, содержащий k' элементов, U'=(z1, …, zk'), где zi - количество грузов, взятых из буферного устройства i-го источника из числа буферных устройств k' источников, i ∈{1, … , k'} , и L' - список грузов, связанных с U':
(c.1.1) для каждого значения f ∈{1, … , k'} (1205):
(c.1.1.1) если U'(f)<p(f), где U'(f) - количество грузов буферного устройства f-го источника, содержащегося в L', и p(f) - количество грузов, которое должно быть собрано в буферном устройстве f-го источника (1206):
- i- создают (1207) новое состояние e'N=(U'N,L'N), начиная с e'=(U', L'), с добавлением 1 к U'(f) и добавлением в конце L' груза, занимающего (U'(f)+1)-е положение в последовательности грузов, содержащихся в буферном устройстве f-го источника;
- ii- вычисляют (1208) значение беспорядка d' списка L'N нового состояния e'N, с помощью упомянутой функцией вычисления беспорядка относительно восходящего порядка последовательных порядковых номеров в месте получения;
- iii- если E2' содержит другое новое состояние e’Na=(U’Na,L’Na), где U’Na= U'N и d’a - значение беспорядка списка L’Na (1210): если d'<d'a, e'N заменяет e'Na в E2' (1214), и если d'≥da’, e'N, не вставляется в E2' (1213);
- iv- если E2' не содержит упомянутое другое новое состояние e’Na, e'N, вставляется в E2 (1211);
(c.2) если этап создания не является n'-м этапом создания: E2' становится новым набором состояний E1' (1215) и способ переходит к следующему этапу создания; (c3)
если этап создания не является n'-м этапом создания: E2’ содержит только одно конечное состояние e’F=(U’F,L’F) и L’F формирует упомянутый лист комплектации LC’ (1216).
| EP 3324349 A1, 23.05.2018 | |||
| EP 3393939 A1, 31.10.2018 | |||
| EP 3245147 A1, 22.11.2017 | |||
| Способ получения цианистых соединений | 1924 |
|
SU2018A1 |
| Токарный резец | 1924 |
|
SU2016A1 |
| US 5687851 A, 18.11.1997. | |||

