ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу неразрушающего контроля (НДК) анизотропной многослойной среды типа композита и, в частности, к способу количественного контроля уровня адгезии клеевого шва клеевого соединения, которое должно выдерживать механическое усилие.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
Композиционные материалы имеют целый ряд преимуществ по сравнению с металлическими материалами, обычно используемыми в области авиастроения. Среди преимуществ этих композиционных материалов можно указать высокое соотношение жесткость/масса, их высокую усталостную и коррозионную стойкость и высокую способность адаптации их механических свойств к специфическим напряжениям, которым они подвергаются во время их использования.
Использование композиционных материалов позволяет облегчить конструкции. Например, в гражданской авиации применение композиционных материалов обеспечивает уменьшение массы деталей на 20% при равной и даже более высокой конструктивной жесткости. Это дает оценочную экономию в 6% относительно общей массы самолета, что соответствует большой экономии топлива.
Однако, учитывая свои собственные характеристики, композиционные материалы с трудом выдерживают соединение болтами или заклепками, и их невозможно сваривать. Следовательно, для своего соединения они требуют склеивания. Чтобы соответствовать нормам безопасности, необходимо регулярно и надежно контролировать эти соединенные конструкции и производить диагностику, позволяющую количественно определять механическую стойкость клеевого соединения. В этом контексте возможность быстро оценивать состояние конструкции, соединенной посредством склеивания, сталкивается со трудностями: необходимо частично демонтировать некоторые органы, чтобы получить доступ к внутренним конструкциям, это вынуждает помещать контролируемый летательный аппарат в ангар. Хотя существуют многие неразрушающие методы оценки, самым простым из которых несомненно является визуальный осмотр, современные классические методы не обеспечивают реальной количественной оценки механической стойкости клеевого соединения.
При отсутствии надлежащего метода для количественного контроля качества клеевых соединений трудно (и даже невозможно) измерить уровень адгезии этих соединенных конструкций и проверить, установить и гарантировать их качество и их надежность. Это не позволяет широко применять технологии склеивания как средство соединения и, следовательно, распространить использование конструктивных деталей из композиционных материалов в авиастроительной промышленности.
Чтобы решить эту проблему, в последние годы были рассмотрены технологии НДК при помощи ультразвуковых волн, например в документах Cho et al.: ʺEvaluation of the Thickness and Bond Quality if Three-Layered Media using Zero-Group-Velocity Lamb Wavesʺ или Geslain A. et al. ʺSpatial Laplace transform for complex wavenumber recovery and its application to the analysis of attenuation in acoustic systemsʺ. Поскольку речь идет о механических волнах, эти волны можно также использовать для проверки механической стойкости (или уровня адгезии). В последние годы исследования были, в частности, сконцентрированы на категории ультразвуковых волн, называемых волнами Лэмба с нулевой групповой скоростью (волны Лэмба с НГС).
В среде конечной толщины (например, случай пластины в вакууме) две поверхностные волны могут распространяться, не взаимодействуя на каждой из свободных границ раздела, пока толщина пластины является большой по отношению к длине λ поверхностной волны. Когда толщина пластины имеет тот же порядок величины, что и λ, появляются другие волны, которые являются результатом взаимосвязи различных частичных волн на границах раздела твердая фаза/вакуум пластины. Эти волны пластины, то есть волны Лэмба, являются дисперсными и создают поле перемещения во всей толщине структуры.
Бегущими волнами Лэмба называют частный случай волн Лэмба, распространяющихся в структуре от места их генерирования, в отличие от волн Лэмба с нулевой групповой скоростью (волны Лэмба с НГС), акустическая энергия которых остается изолированной под местом акустического генерирования.
Как известно, изучение распространения волн Лэмба требует вычисления кривых дисперсии, которое может быть представлено в виде профилей скорости фазы в зависимости от произведения частота-толщина.
Таким образом, неразрушающий контроль пластин и труб клеевых соединений можно обеспечить при помощи волн Лэмба, распространяющихся в исследуемой среде. Как известно, для данного материала существует совокупность резонансов волн Лэмба с НГС, и их обнаружение позволяет получить абсолютное и локальное измерение коэффициента Пуассона. Эти не распространяющиеся моды можно использовать, чтобы характеризовать многослойные структуры.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В этой патентной заявке предложен новый метод для осуществления неразрушающей и количественной оценки клеевых соединений, в частности, при помощи бегущих волн Лэмба или волн Лэмба с НГС.
Таким образом, объектом изобретения является способ неразрушающего ультразвукового контроля клеевого соединения, отличающийся тем, что содержит следующие этапы:
- измеряют толщину клеевого шва клеевого соединения при помощи ультразвукового преобразователя, расположенного на клеевом соединении в определенном положении,
- измеряют уровень адгезии деталей клеевого соединения при помощи этого же ультразвукового преобразователя, удерживаемого в упомянутом определенном положении, при этом уровень адгезии измеряют при помощи волн Лэмба с НГС,
и тем, что для излучения волн Лэмба с НГС в клеевой шов используют по меньшей мере один излучающий элемент преобразователя, который располагают в пространстве таким образом, чтобы создать периодическую пространственную гребенку, при этом упомянутый по меньшей мере один излучающий элемент меняет положение во время каждого считывания, и используют по меньшей мере один другой элемент преобразователя для считывания излучаемых волн Лэмба с НГС.
Таким образом, при помощи единственного преобразователя этот способ позволяет измерять толщину клеевого шва в клеевом соединении и количественно определить его механическую стойкость (уровень адгезии). Эти два параметра являются первостепенными для обеспечения нормального проектирования клеевого соединения. Для этого в рамках способа предложено инновационное использование преобразователя: характеризация механической стойкости (уровня адгезии) клеевого соединения при помощи волн Лэмба с НГС становится возможной, благодаря знанию значений толщины в клеевом соединении, в частности, толщины клеевого шва. На первом этапе способа точно измеряют эту толщину. Это новое использование преобразователя позволяет осуществить последовательно два измерения, не прикасаясь к экспериментальному устройству. Контроль, осуществляемый в промышленной среде, является очень простым и быстрым.
Заявленный способ может иметь один или несколько следующих отличительных признаков, рассматриваемых отдельно или в комбинации друг с другом:
- в рамках способа можно измерять значения толщины различных слоев клеевой конструкции при помощи ультразвукового преобразователя, расположенного на клеевом соединении в определенном положении.
- ультразвуковой преобразователь является преобразователем с множеством элементов.
- измерение толщины шва осуществляют при помощи метода измерения времени прохождения звука при отражении.
- считывание производят во временной и пространственной области таким образом, чтобы получить кривые дисперсии, предназначенные для сравнения с моделью, позволяющей моделировать параметры уровня адгезии, или с номограммой кривых дисперсии, учитывающей толщины соединения, и количественно определять механическую стойкость клеевого соединения, причем это сравнение позволяет количественно определить механическую стойкость клеевого соединения.
- кривые дисперсии получают путем инверсии обнаруженных волн по методу Bi-FFT или по методу сингулярного разложения (SVD).
- считывание волн Лэмба с НГС производят, в частности, во временной области таким образом, чтобы получить изображение типа B-scan ультразвукового сигнала волн Лэмба с НГС.
- кривые дисперсии волн Лэмба с НГС, связанные с записанными изображениями B-scan, получают либо с применением простого Bi-FFT изображения B-scan, либо при помощи так называемого метода сингулярного разложения (SVD).
- полученные таким образом кривые дисперсии предназначены для сравнения с моделью, позволяющей моделировать параметры уровня адгезии, и
- последовательно создают несколько скользящих гребенок для последовательного генерирования различных мод НГС, при этом измеренные таким образом параметры каждого уровня адгезии используют для наложения результатов моделирования на экспериментальные результаты и для измерения уровня адгезии клеевого шва.
ОПИСАНИЕ ФИГУР
Изобретение и его другие подробности, отличительные признаки и преимущества будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера со ссылками на прилагаемые чертежи, на которых:
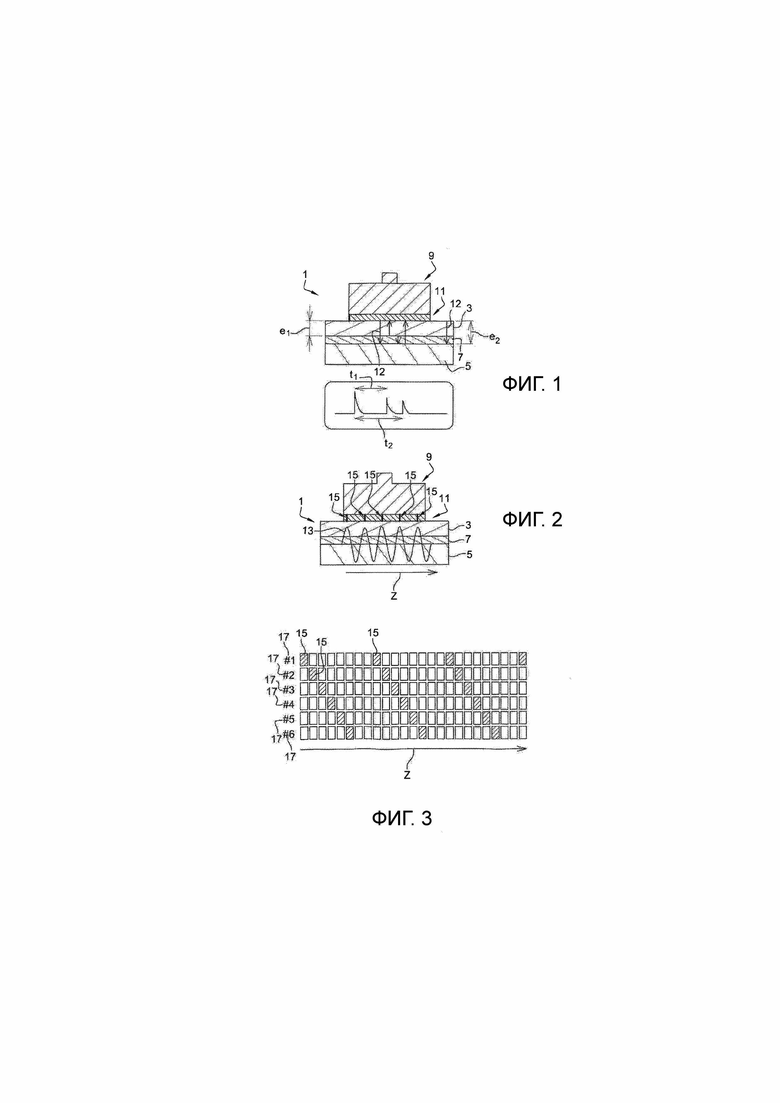
Фиг. 1 - схема первого этапа заявленного способа, осуществляемого при помощи метода измерения времени прохождения звука при отражении.
Фиг. 2 - схема осуществления второго этапа заявленного способа.
Фиг. 3 - схема измерения со скользящей гребенкой, необходимой для получения кривых дисперсии с целю наблюдения мод с НГС рассматриваемых волн Лэмба.
ПОДРОБНОЕ ОПИСАНИЕ
Рассмотрим фиг. 1. На ней показан образец клеевого соединения 1, подвергаемый первому этапу описанного способа. Клеевое соединение 1 является соединением, содержащим первый слой 3 из первого композиционного материала и второй слой 5 из этого же или из второго композиционного материала, соединенные между собой клеевым швом 7.
Ультразвуковое устройство 9 установлено в контакте с образцом клеевого соединения 1. Действительно, в представленном примере ультразвуковое устройство 9 является ультразвуковым преобразователем 9 с множеством элементов 11, работающим при контакте. Собственные характеристики преобразователя 9 (плоский или гибкий, число элементов 11, размеры, центральная частота и т.д.) могут различаться в зависимости от рассматриваемого клеевого соединения 1, чтобы оптимизировать генерирование/обнаружение применяемых физических явлений, в частности, излучение и считывание излучаемого ультразвукового сигнала 12. Весь способ осуществляют, устанавливая единственный преобразователь 9 с множеством элементов 11 в контакте с клеевым соединением 1. Этот преобразователь 9 используют в ходе всего способа (двух этапов) и не перемещают до конца способа.
Первый этап способа предназначен для измерения толщины клеевого шва 7 клеевого соединения 1 посредством излучения и считывания ультразвукового сигнала 12. Этот первый этап осуществляют с применением классического метода импульс/эхо и измерения времени прохождения.
Этот этап показан на фиг. 1. В ходе этого этапа измеряют время t1, t2 прохождения звука при отражении. Этот метод подробно описан в рамках процедур ультразвукового контроля UT COSAC. Речь идет об измерении времени t1, t2, необходимого для прохождения звука в одну и другую сторону, и, зная скорость прохождения звука в материалах 3, 5, 7, можно легко количественно определить толщины е1, е2 материалов 3, 5, 7 под преобразователем 9. Этот метод можно применять для преобразователя 9 с множеством элементов 11.
На фиг. 2 и 3 показан второй этап способа. На этом втором этапе производят измерение адгезии при помощи волн Лэмба с НГС 13. Волны Лэмба с НГС 13 являются структурными ультразвуковыми резонансами и остаются изолированными под источником возбуждения. Следовательно, энергия этих волн 13 мало рассеивается в пространстве, и эти волны 13 характеризуются большой длительностью и сильным взаимодействием с материалом. Как было указано выше, было доказано, что эти волны 13 позволяют проверять качество клеевого соединения 1 при условии известности характеристических толщин различных слоев клеевого соединения 1. Следовательно, необходимо знать толщину клеевого шва 7. Эту толщину определяют при помощи первого этапа способа.
Эти волны 13 трудно излучать/обнаруживать, и в настоящее время их излучение/обнаружение возможно только с применением лазерных ультразвуков. Таким образом, чтобы генерировать моды Лэмба с НГС 13, в рамках способа используют тот же преобразователь 9 с множеством элементов 11, что и для первого этапа способа. Второй этап способа осуществляют сразу после измерения толщины клеевого шва 7, и между двумя этапами способа преобразователь 9 не трогают и не перемещают.
Часть элементов 11 преобразователя 9 используют в качестве излучающих элементов 15, а другую часть элементов 11 используют в режиме приема.
Для оптимизации генерирования волн Лэмба с НГС 13 элементы 15 преобразователя 9, работающие в режиме излучения, располагают в пространстве таким образом, чтобы они производили периодическое пространственное возбуждение (вдоль оси Z, параллельной различным слоям материалов 3, 5, 7 клеевого соединения 1), как показано на фиг. 2 и 3. Это периодическое пространственное возбуждение вдоль оси Z называют «пространственной гребенкой генерирования».
Период гребенки выбирают таким образом, чтобы он соответствовал требуемой длине волны моды НГС волн Лэмба с НГС 13. Таким образом, излучающие элементы 15 преобразователя 9 имеют пространственное распределение в виде гребенки по всей поверхности преобразователя 9. Другие элементы 11 преобразователя 9 с множеством элементов 11 работают в режиме приема и регистрируют разрешенный во времени сигнал.
Считывание 17 осуществляют во временной области для каждого элемента 11, что позволяет получить изображение в режиме B-Scan распространения ультразвукового сигнала 19. Затем производят математическое взаимное преобразование в пространстве (длина и частота ультразвуковых волн), чтобы получить кривые дисперсии волн Лэмба с НГС 13, излучаемых излучающим элементом 15. Предпочтительно преобразование осуществляют, применяя математический метод сингулярного разложения SVD (Singular Value Decomposition), но его можно осуществлять, применяя простой математический метод, называемый bi-FFT. Для осуществления инверсии с применением метода SVD гребенка должна быть скользящей, как показано на фиг. 3. Это значит, что при каждом считывании 17 излучающие элементы 15 меняют свое положение. Для каждого излучения/считывания 17 излучающий элемент 15 показан в заштрихованном виде, тогда как принимающие элементы 11 показаны в белом цвете.
Кривые дисперсии получают так же, как и во время первого этапа, осуществляя обратное преобразование сигнала 13 в соответствии с математическим методом, который может быть bi-FFT или SVD. Для осуществления инверсии с использованием метода SVD гребенка должна быть скользящей, как показано на фиг. 3. Это значит, что при каждом считывании 17 излучающие элементы 15 меняют свое положение.
Затем кривые дисперсии мод Лэмба с НГС 13 используют в сравнении с моделью, где смоделирована жесткость границы раздела (уровня адгезии). Можно последовательно создать несколько разных гребенок, чтобы последовательно генерировать различные моды НГС.
Параметры жесткости границы раздела используют, чтобы наложить результаты моделирования на экспериментальные результаты и измерить таким образом уровни адгезии, которые содержат сигнатуру качества полученного клеевого соединения и, следовательно, надежности клеевого шва 7 и всего клеевого соединения 1.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
| СПОСОБ КОНТРОЛЯ ЗА ДИНАМИКОЙ ИЗМЕНЕНИЯ ТОЛЩИНЫ СТЕНКИ КОНТРОЛИРУЕМОГО ОБЪЕКТА | 2013 |
|
RU2540942C1 |
| СПОСОБ АКУСТИЧЕСКОГО НЕРАЗРУШАЮЩЕГО КОНТРОЛЯ ПРОТЯЖЕННЫХ КОНСТРУКЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2023 |
|
RU2825120C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2018 |
|
RU2686488C1 |
| СПОСОБ ПРИМЕНЕНИЯ НАКЛАДНЫХ УЛЬТРАЗВУКОВЫХ РАСХОДОМЕРОВ НА ТРУБОПРОВОДАХ КРИОГЕННЫХ ТЕМПЕРАТУР И УЛЬТРАЗВУКОВОЙ РАСХОДОМЕР ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2019 |
|
RU2763274C2 |
| Способ акустического контроля трубопровода | 2021 |
|
RU2758195C1 |
| Способ ультразвукового контроля многослойных изделий | 1980 |
|
SU930107A1 |
| Способ определения координат источников акустической эмиссии | 1989 |
|
SU1730573A1 |
| УЛЬТРАЗВУКОВОЙ НАКЛОННЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2007 |
|
RU2356044C1 |
| УСТРОЙСТВО И СПОСОБ НЕРАЗРУШАЮЩЕГО ОПРЕДЕЛЕНИЯ ХАРАКТЕРИСТИК МАТЕРИАЛА | 2017 |
|
RU2748702C2 |
Использование: для неразрушающего ультразвукового контроля клеевого соединения. Сущность изобретения заключается в том, что измеряют толщину клеевого шва клеевого соединения при помощи ультразвукового преобразователя, расположенного на клеевом соединении в определенном положении, измеряют уровень адгезии деталей клеевого соединения при помощи этого же ультразвукового преобразователя, удерживаемого в упомянутом определенном положении, при этом уровень адгезии измеряют при помощи волн Лэмба с НГС, причем для излучения волн Лэмба с НГС в клеевой шов используют по меньшей мере один излучающий элемент преобразователя, который располагают в пространстве таким образом, чтобы создать периодическую пространственную гребенку, при этом упомянутый по меньшей мере один излучающий элемент меняет положение во время каждого считывания, и используют по меньшей мере один другой элемент преобразователя для считывания излучаемых волн Лэмба с НГС. Технический результат: обеспечение возможности осуществления неразрушающей и количественной оценки клеевых соединений при помощи бегущих волн Лэмба или волн Лэмба с нулевой групповой скоростью (НГС). 5 з.п. ф-лы, 3 ил.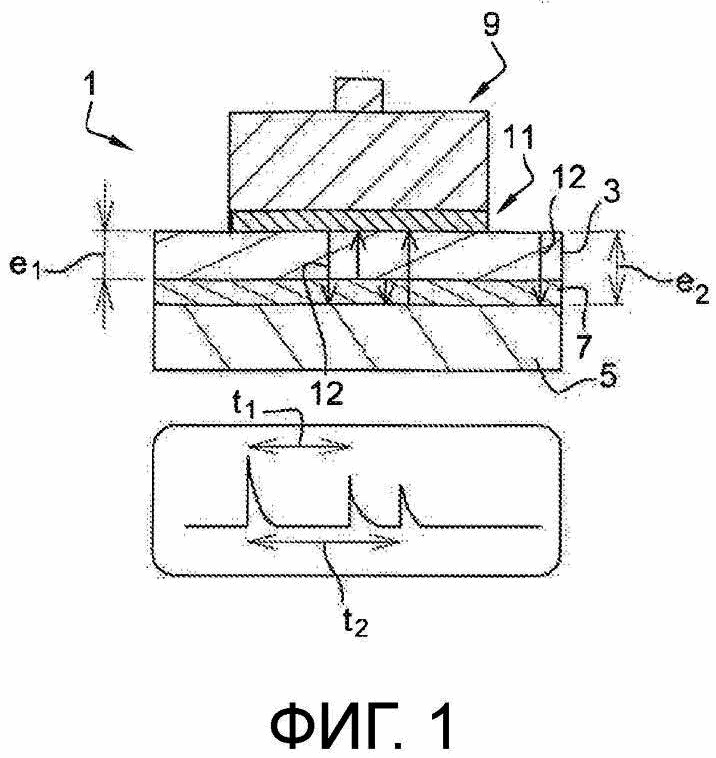
1. Способ неразрушающего ультразвукового контроля клеевого соединения (1), отличающийся тем, что содержит следующие этапы:
- измеряют толщину клеевого шва (7) клеевого соединения (1) при помощи ультразвукового преобразователя (9), расположенного на клеевом соединении (1) в определенном положении,
- измеряют уровень адгезии деталей клеевого соединения (1) при помощи этого же ультразвукового преобразователя (9), удерживаемого в упомянутом определенном положении, при этом уровень адгезии измеряют при помощи волн Лэмба с НГС (13),
причем для излучения волн Лэмба с НГС (13) в клеевой шов (7) используют по меньшей мере один излучающий элемент (15) преобразователя (9), который располагают в пространстве таким образом, чтобы создать периодическую пространственную гребенку, при этом упомянутый по меньшей мере один излучающий элемент (15) меняет положение во время каждого считывания (17), и используют по меньшей мере один другой элемент (11) преобразователя (9) для считывания (17) излучаемых волн Лэмба с НГС (13).
2. Способ по предыдущему пункту, в котором ультразвуковой преобразователь (9) является преобразователем с множеством элементов (11).
3. Способ по одному из предыдущих пунктов, в котором измерение толщины клеевого шва (7) осуществляют при помощи метода измерения времени прохождения звука при отражении.
4. Способ по одному из предыдущих пунктов, в котором считывание (17) производят во временной и пространственной областях таким образом, чтобы получить кривые дисперсии, предназначенные для сравнения с моделью, позволяющей моделировать параметры уровня адгезии, или с номограммой кривых дисперсии.
5. Способ по предыдущему пункту, в котором кривые дисперсии получают путем инверсии обнаруженных волн (19, 13) по методу Bi-FFT или по методу сингулярного разложения (SVD).
6. Способ по предыдущему пункту, в котором последовательно создают несколько скользящих гребенок для последовательного генерирования различных мод НГС, при этом измеренные таким образом параметры каждого уровня адгезии используют для наложения результатов моделирования на экспериментальные результаты и для измерения уровня адгезии клеевого шва (7).
| СПОСОБ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В КЛЕЕВЫХ СОЕДИНЕНИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2451289C2 |
| Способ контроля клеевых соединений | 1986 |
|
SU1427292A1 |
| Способ контроля клеевых соединений композиционных изделий | 1987 |
|
SU1439489A1 |
| Способ ультразвукового контроля клеевых изделий из диэлектрических материалов | 1981 |
|
SU1019312A1 |
| US 4944185 A, 31.07.1990 | |||
| US 2004103721 A1, 03.06.2004. | |||

