Настоящее изобретение относится к устройству для сбрасывания образцов заготовок в машине для обработки элементов в виде листов, к станции удаления отходов, обрабатывающей машине для обработки элементов в виде листов и к способу сбрасывания образцов заготовок в машине для обработки элементов в виде листов.
В упаковочной промышленности листы высекают с использованием штампа, соответствующего разработанной форме, которая должна быть получена, например, для получения множества коробок заданной формы.
После высекания и сбрасывания отходов места соединения между заготовками листа разделяют, и укладывают заготовки в вертикальные стопки в зоне приема, где они разделяются и уравновешиваются за счет периодического чередования. Остальная часть листа, также называемая отходами, остается зажатой в захватах штанги с захватами транспортирующего устройства для листов для транспортировки на станцию удаления отходов.
Штанга с захватами обычно приводится в движение двумя петлеобразными цепями, расположенными соответственно с каждой стороны высекального пресса, к которым прикреплены два конца штанг с захватами. На станции удаления отходов расположен оперативный сбрасывающий элемент в виде гребенки, продолжающийся в поперечном направлении относительно направления перемещения отходов, транспортируемых штангой с захватами.
Траектория движения штанги с захватами синхронизирована с ее раскрытием на станции удаления отходов, так что, когда она поднимается по повороту петли цепей, захваты штанги раскрываются, пересекая оперативный сбрасывающий элемент. Лист, перемещаемый штангой с захватами, оперативно сбрасывается и падает на ленту для удаления.
Сбрасывание считается «оперативным», так как непосредственное использование траектории движения штанги с захватами в виде половины оборота на станции удаления отходов вызывает падение высеченного листа на ленту для удаления. Оперативное сбрасывание позволяет сэкономить на одной штанге с захватами. В частности, при отсутствии оперативного сбрасывания для удаления высеченного листа из штанги с захватами машина должна содержать, например, дополнительную станцию удаления отходов, на которой штанга с захватами будет останавливаться для сбрасывания листовых отходов. Таким образом, длина цепей также должна быть увеличена на одну дополнительную штангу с захватами, что делает конструкцию дорогостоящей и громоздкой.
Для контроля качества изготовления заготовок необходимо регулярно отбирать образцы заготовок в ходе производства. В некоторых отраслях промышленности, например, в табачной или сигаретной промышленности, фактически требуется относительно частый отбор образцов.
При каждом отборе образцов производство должно быть значительно замедленно или временно остановлено на время, которое требуется оператору для извлечения образцов из стопки заготовок, что является дорогостоящим с точки зрения времени и ресурсов. В дополнение, образцы, взятые из стопки заготовок, могут теряться во время обработки или смешиваться с листовыми отходами. В связи с этим операция отбора образцов является несколько неэффективной и неэргономичной, так как она замедляет скорость изготовления, задействует оператора, и в ходе нее заготовки могут теряться.
Другим решением может быть прием листа и заготовок на станции сбрасывания отходов вместо приема разделенных заготовок на станции приема. Это требует остановки машины. Также это требует высвобождения листа из штанги с захватами, чтобы он мог быть удален, с использованием вспомогательного механизма раскрытия.
В связи с этим, в настоящее время регулярный отбор образцов во время производственного цикла затруднен, и, следовательно, сложно контролировать качество этих образцов.
Поэтому одна из задач настоящего изобретения заключается в обеспечении устройства для сбрасывания образцов заготовок в машине для обработки, обеспечивающего простой и регулярный отбор образцов заготовок в ходе производства.
В связи с этим один объект настоящего изобретения представляет собой сбрасывающее устройство для сбрасывания образцов заготовок для обрабатывающей машины для обработки элементов в виде листов, причем обрабатывающая машина содержит:
множество рабочих станций, в том числе по меньшей мере одну станцию удаления отходов, и
транспортирующее устройство, содержащее множество штанг с захватами, выполненных с возможностью перемещения элементов в виде листов через рабочие станции,
причем сбрасывающее устройство отличается тем, что оно содержит по меньшей мере один исполнительный элемент, выполненный с возможностью перемещения между:
неактивным положением, в котором по меньшей мере один исполнительный элемент расположен на расстоянии от траектории движения штанги с захватами, и
активным положением, в котором по меньшей мере один исполнительный элемент расположен на траектории движения штанги с захватами, причем по меньшей мере один исполнительный элемент выполнен с возможностью взаимодействия со штангой с захватами при прохождении штанги с захватами для раскрытия штанги с захватами и сбрасывания плашмя образца заготовок.
Таким образом, по меньшей мере один исполнительный элемент может принимать активное положение для раскрытия захватов штанги с захватами и сбрасывания образца заготовок. Таким образом, образец заготовок может сбрасываться простым автоматическим образом.
В активном положении по меньшей мере один исполнительный элемент, например, расположен на траектории движения штанги с захватами на выходе инструмента для разделения заготовок станции разделения заготовок и перед оперативным сбрасывающим элементом станции удаления отходов. В активном положении по меньшей мере один исполнительный элемент, например, расположен на траектории движения штанги с захватами для раскрытия штанги с захватами, когда штанга с захватами образует с горизонталью угол, составляющий от 0° до 60°.
Такое расположение исполнительных элементов означает, что по меньшей мере один исполнительный элемент может раскрывать захваты штанги с захватами на горизонтальном участке цепей или по меньшей мере в начале криволинейной части цепей. Это позволяет, с одной стороны, поддерживать по существу прямолинейную траекторию движения высвобожденного образца заготовок, а, с другой стороны, позволяет образцу заготовок, остановившемуся на станции разделения заготовок, набрать небольшую скорость для получения достаточной энергии для эффективного перемещения как можно дальше по прямой при раскрытии штанги с захватами.
В соответствии с одним или более признаками сбрасывающего устройства, рассматриваемыми отдельно или в сочетании:
по меньшей мере один исполнительный элемент представляет собой кулачок с криволинейным активным профилем, причем перемещение штанги с захватами вдоль криволинейного активного профиля кулачка вызывает раскрытие захватов штанги с захватами с последующим закрытием,
по меньшей мере один исполнительный элемент находится в неактивном положении, когда обрабатывающая машина находится в процессе производства,
сбрасывающее устройство содержит элемент управления выполненный так, что приведение его в действие приводит в действие исполнительный элемент для перемещения из неактивного положения в активное положение,
сбрасывающее устройство содержит блокирующий элемент, расположенный на станции разделения заготовок, выполненный с возможностью предотвращения разделения мест соединения образца заготовок путем блокировки верхнего инструмента инструмента для разделения заготовок станции разделения заготовок в поднятом положении,
по меньшей мере один исполнительный элемент выполнен с возможностью перемещения в направлении движения листов,
сбрасывающее устройство содержит по меньшей мере один исполнительный механизм и по меньшей мере один демультипликативный элемент, причем демультипликативный элемент выполнен с возможностью приведения в движение исполнительным механизмом и расположен между неподвижной частью и по меньшей мере одним исполнительным элементом для перемещения по меньшей мере одного исполнительного элемента в активном положении,
сбрасывающее устройство содержит средство направления перемещения, выполненное с возможностью направления перемещения по меньшей мере одного исполнительного элемента между активным положением и неактивным положением.
Другой объект изобретения представляет собой станцию удаления отходов для машины для обработки элементов в виде листов, отличающуюся тем, что она содержит устройство для сбрасывания образцов заготовок, как описано выше.
Станция удаления отходов содержит, например, оперативный сбрасывающий элемент для оперативного удаления листовых отходов, и отличается тем, что по меньшей мере один исполнительный элемент сбрасывающего устройства расположен перед оперативным сбрасывающим элементом в направлении движения листов, а именно непосредственно перед оперативным сбрасывающим элементом.
Другой объект изобретения представляет собой машину для обработки элементов в виде листов, отличающуюся тем, что она содержит множество рабочих станций, в том числе станцию удаления отходов, как описано выше, и транспортирующее устройство, содержащее множество штанг с захватами, выполненных с возможностью перемещения элементов в виде листов через рабочие станции.
Другой объект изобретения представляет собой способ сбрасывания образцов заготовок в обрабатывающей машине для обработки элементов в виде листов, как описано выше, отличающийся тем, что он содержит следующие этапы, на которых:
блокируют разделение заготовок по меньшей мере одного высеченного листа на станции разделения заготовок,
перемещают по меньшей мере один исполнительный элемент на траекторию движения штанги с захватами на выходе инструмента для разделения заготовок станции разделения заготовок и перед оперативным сбрасывающим элементом станции удаления отходов для взаимодействия со штангой с захватами при прохождении штанги с захватами для раскрытия штанги с захватами и сбрасывания плашмя образца заготовок.
В активном положении по меньшей мере один исполнительный элемент раскрывает захваты штанги с захватами для сбрасывания плашмя образца заготовок, когда штанга с захватами образует с горизонталью угол, составляющий от 0° до 60°.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные преимущества и признаки станут очевидными при прочтении описания изобретения и изучении приложенных чертежей, которые представляют один неограничивающий примерный вариант выполнения изобретения, и на которых:
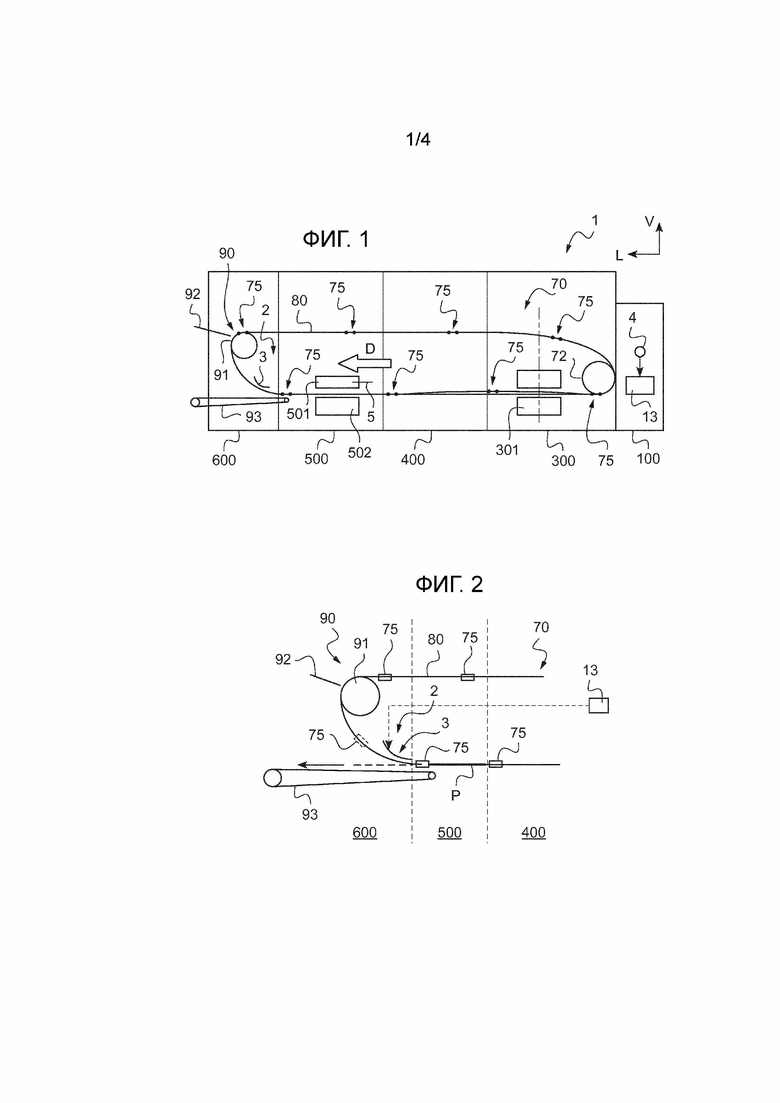
Фигура 1 очень схематично иллюстрирует один пример машины для обработки элементов в виде листов.
Фигура 2 иллюстрирует схематичный вид сбоку деталей обрабатывающей машины, показанной на Фигуре 1.
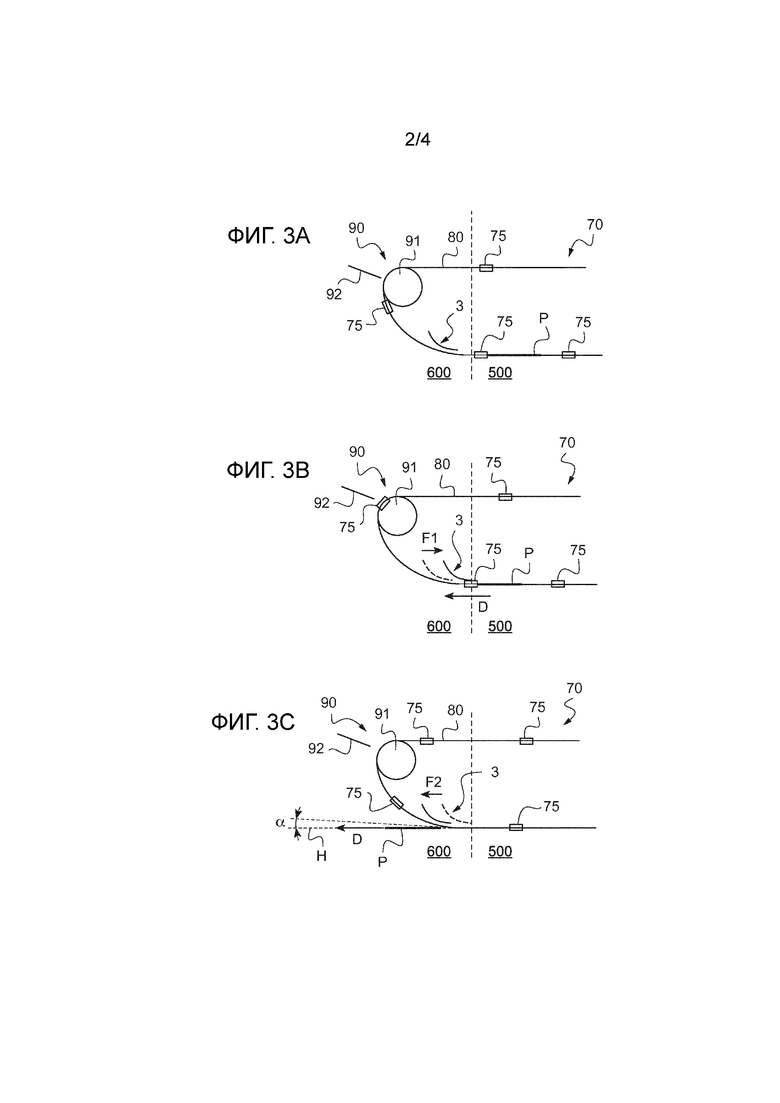
Фигура 3A представляет собой вид, аналогичный Фигуре 2, в ходе производства, иллюстрирующий исполнительный элемент устройства для сбрасывания образцов заготовок в неактивном положении.
Фигура 3B иллюстрирует вид, аналогичный фигуре 3A в ходе выполнения способа сбрасывания образцов заготовок, причем исполнительный элемент находится в активном положении.
Фигура 3C иллюстрирует вид, аналогичный Фигуре 3B, после сбрасывания плашмя образца заготовок, причем исполнительный элемент перемещен в неактивное положение.
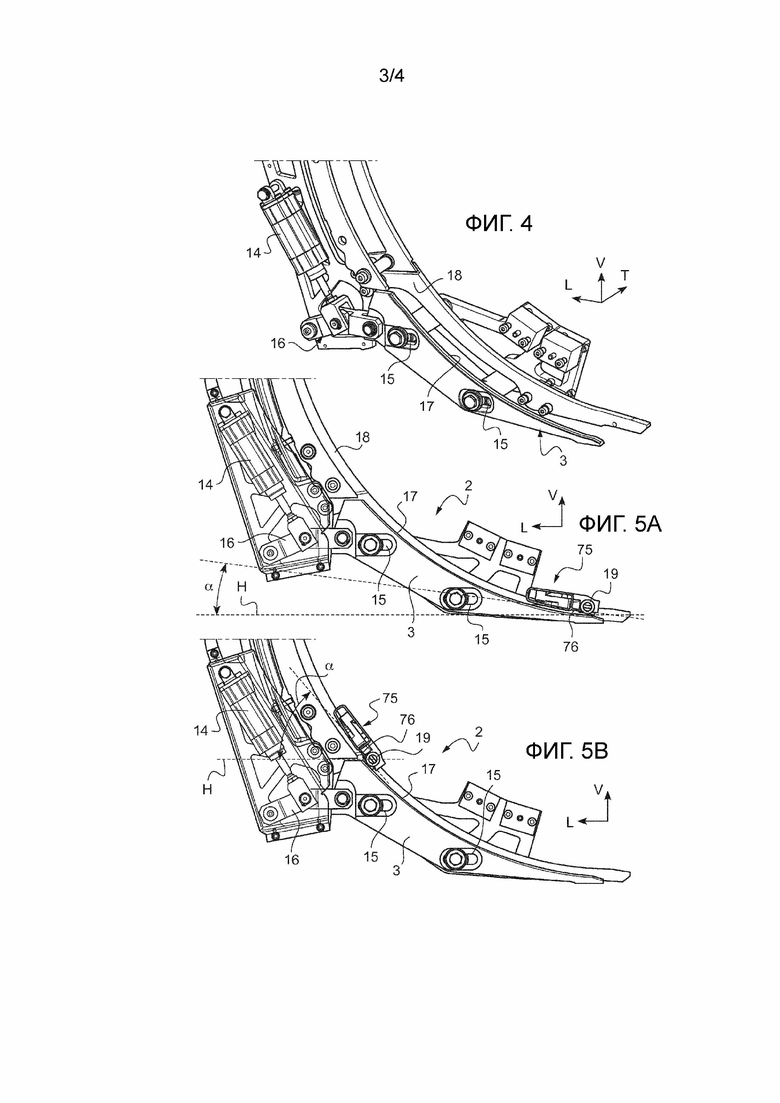
Фигура 4 иллюстрирует вид в перспективе деталей устройства для сбрасывания образцов заготовок в активном положении.
Фигура 5A иллюстрирует вид сбоку деталей, показанных на Фигуре 4, и вид в разрезе штанги с захватами в начале взаимодействия с исполнительным элементом сбрасывающего устройства в активном положении для раскрытия.
Фигура 5B иллюстрирует вид, аналогичный Фигуре 5A, со штангой с захватами в конце взаимодействия с исполнительным элементом для раскрытия.
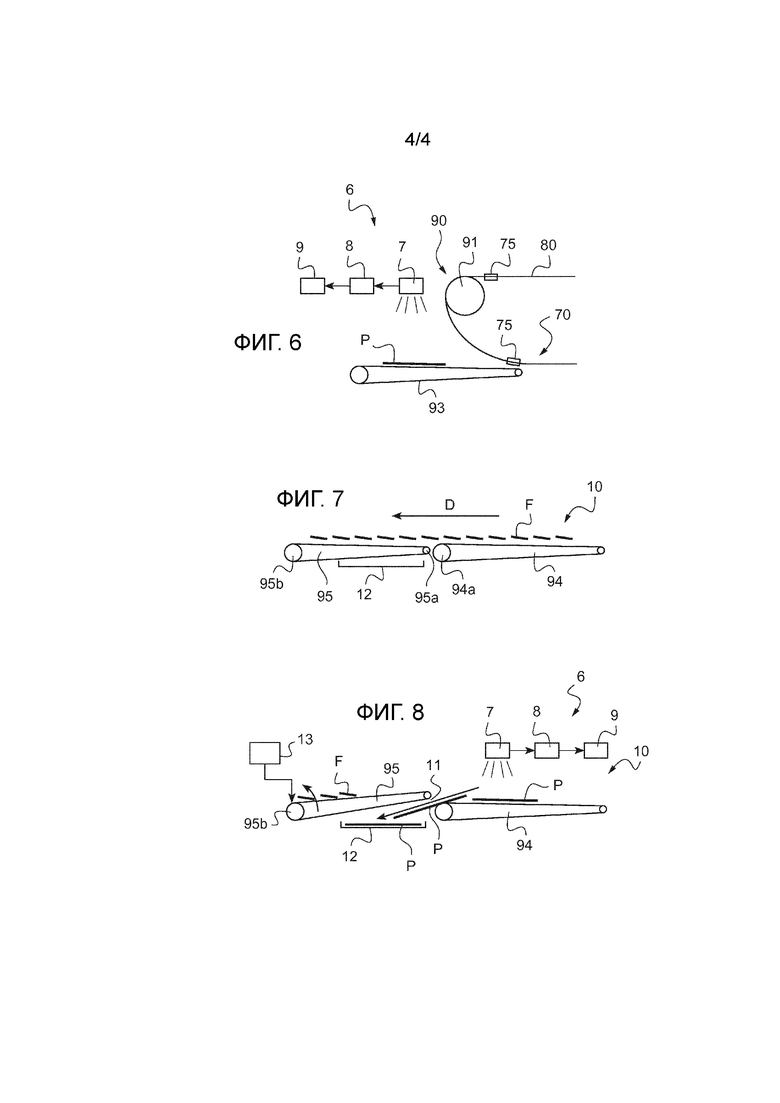
Фигура 6 иллюстрирует вид, аналогичный Фигуре 2, причем Фигура 6 более конкретно иллюстрирует устройство для контроля образцов заготовок.
Фигура 7 иллюстрирует схематичный вид устройства для извлечения образцов заготовок в положении непрерывной транспортировки в ходе производства.
Фигура 8 иллюстрирует схематичный вид устройства для извлечения, показанного на Фигуре 6, в поднятом положении во время отбора образца заготовок.
На этих фигурах одинаковые элементы обозначены одинаковыми ссылочными позициями. Следующие варианты выполнения являются лишь примерами. Хотя описание относится к одному или более вариантам выполнения, это не обязательно означает, что каждая ссылка относится к одному и тому же варианту выполнения, или, что признаки применимы только к одному варианту выполнения. Простые признаки разных вариантов выполнения также могут быть объединены или взаимно заменены для обеспечения других вариантов выполнения.
Выражения «перед» и «после» определены со ссылкой на направление движения листов, проиллюстрированное стрелкой D на Фигуре 1. Эти элементы перемещаются вперед, в общем следуя по главной продольной оси машины, причем перемещение происходит с периодическими остановками. Поперечное направление T представляет собой направление, перпендикулярное продольному направлению D движения листов. Горизонтальная плоскость соответствует плоскости (L, T).
Выражения «плоские элементы» и «листы» считаются эквивалентными и в равной степени относятся к элементам, выполненным из гофрированного картона или плоского картона, бумаги или любого другого материала, широко используемого в упаковочной промышленности. Следует понимать, что на протяжении всего этого текста выражения «лист», или «элемент в виде листа», или «листовой элемент» в общем относятся к любому печатному носителю в виде листа, например, листам картона, бумаги, пластика и т.д.
Фигура 1 иллюстрирует один пример обрабатывающей машины 1 для преобразования листов. Обрабатывающая машина 1, как правило, состоит из нескольких рабочих станций, которые расположены рядом друг с другом, но взаимосвязаны друг с другом, образуя сборочный узел. Таким образом, имеется станция 100 подачи, станция 300 преобразования для высечки листов, например, содержащая тигельный пресс 301, станция 400 сбрасывания отходов, станция 500 разделения заготовок, на которой преобразованные листы перекладываются в стопку, и станция 600 удаления отходов, на которой оперативно удаляются обрезанные листовые отходы (обычно в виде решетки).
Операция преобразования каждого листа выполняется на станции 300 преобразования, например, между неподвижной плитой и подвижной нижней плитой пресса 301 для высечки листов с использованием штампа, соответствующего разработанной форме, которая должна быть получена, например, для получения множества коробок заданной формы. Подвижная плита последовательно поднимается и опускается один раз за машинный цикл.
Для отдельного перемещения каждого листа от выхода станции 100 подачи до станции 600 удаления отходов через станцию 300 преобразования также обеспечено транспортирующее устройство 70.
Транспортирующее устройство 70 содержит множество поперечных штанг, оснащенных захватами, обычно называемых штангами 75 с захватами, каждая из которых, в свою очередь, захватывает лист за передний край перед тем, как последовательно протянуть его через различные рабочие станции 300, 400, 500, 600 машины 1.
Каждый из боковых концов штанг 75 с захватами соответственно соединен с боковой цепью, образующей петлю, обычно просто называемую цепью 80. Таким образом, две цепи 80 расположены по одной с каждой стороны штанг 75 с захватами в поперечном направлении.
Транспортирующее устройство 70 также содержит по меньшей мере одно направляющее устройство 90 для цепи, выполненное с возможностью направления соответствующей цепи 80.
За счет перемещения, передаваемого на цепи 80, приводными колесами 72, набор штанг 75 с захватами начинает движение из остановленного положения, ускоряется, достигает максимальной скорости, замедляется и затем останавливается, таким образом описывая цикл, соответствующий перемещению листа от одной рабочей станции до следующей рабочей станции. Цепи 80 перемещаются и останавливаются периодически, так что во время каждого перемещения все штанги 75 с захватами продвигаются от одной станции до следующей рабочей станции, расположенной после нее. Каждая станция выполняет свою работу синхронно с этим циклом, который обычно называется машинным циклом. Рабочие станции находятся в исходном положении для начала новой рабочей операции в начале каждого машинного цикла. Машинный цикл обычно определяется машинным углом (AM), варьирующимся от 0° до 360°.
Количество и характер обрабатывающих станций в обрабатывающей машине 1 могут варьироваться в зависимости от характера и сложности операций, выполняемых с листами. Таким образом, в контексте изобретения понятие обрабатывающей машины также охватывает множество вариантов выполнения вследствие модульной конструкции рабочих станций. В зависимости от количества, характера и расположения используемых рабочих станций, фактически можно получить множество различных обрабатывающих машин. Также важно подчеркнуть, что существуют другие типы рабочих станций, отличные от указанных, обеспечивающих преобразование листа, например, станции вырубки или биговки, или, например, станции загрузки лент для тиснения для машин для тиснения или машин для горячего тиснения фольгой, где между плитами пресса создаются рисунки путем нанесения на каждый лист одной или более лент для тиснения. Одна и та же обрабатывающая машина может содержать сочетание нескольких рабочих станций, преобразующих лист, например, станцию высечки и станцию вырубки. Наконец, следует понимать, что одна и та же обрабатывающая машина может быть оснащена несколькими станциями одного типа.
Элементы транспортирующего устройства 70 схематично показаны на Фигуре 1. На фигуре показано множество штанг 75 с захватами, в данном примере восемь, используемых для перемещения листов через различные рабочие станции 300, 400, 500, 600 обрабатывающей машины 1, цепь 80 и направляющее устройство 90 для цепи, расположенное на станции 600 удаления отходов, расположенной после станции 500 разделения заготовок. Приводные колеса 72, приводящие в движение цепи 80, расположены с противоположной стороны вблизи станции 100 подачи.
Как лучше видно на Фигуре 2, каждое направляющее устройство 90 для цепи содержит, например, поворотное колесо 91, выполненное, например, в виде шкива, зубчатого колеса или простой направляющей цилиндрической формы, а также, например, верхнюю направляющую цепи, расположенную по существу горизонтально в машине 1, для направления цепи 80 после поворотного колеса 91, и нижнюю направляющую цепи, имеющую криволинейную форму, для направления цепи 80 по изгибу петли к поворотному колесу 91.
На станции 500 разделения заготовок после формования на станции 300 преобразования и сбрасывания мелких отходов на станции 400 сбрасывания отходов места соединения между заготовками листа разделяются с использованием инструмента для разделения заготовок, например, инструмента, содержащего охватываемый верхний инструмент 501 и охватывающий нижний инструмент 502, установленные вертикально друг над другом в зоне приема (снова обратимся к Фигуре 1). Заготовки падают через ячейки решетки нижнего инструмента 502 и укладываются в вертикальную стопку в зоне приема на приемном поддоне.
Станция 600 удаления отходов содержит оперативный сбрасывающий элемент 92 для оперативного удаления отходов от обрезанного листа, передний край которого захвачен штангой 75 с захватами. Оперативный сбрасывающий элемент 92 имеет, например, общую форму гребенки и продолжается поперечно относительно направления движения отходов, перемещаемых штангой 75 с захватами. Траектория движения штанги 75 с захватами синхронизирована с ее раскрытием на станции 600 удаления отходов, так что при подъеме по изгибу контура цепи 80 захваты штанги открываются, когда они пересекают оперативный сбрасывающий элемент 92. Оперативный сбрасывающий элемент 92, например, расположен на траектории движения штанги 75 с захватами для раскрытия штанги 75 с захватами и высвобождения отходов листового элемента, когда штанга 75 с захватами начинает поворачивать на поворотном колесе 91 перед возвратом в другом направлении. Лист, приводимый в движение штангой 75 с захватами, оперативно сбрасывается 92 и падает на ленту 93 для удаления обрабатывающей машины 1. Затем отходы, например, передаются лентой 93 для удаления в лоток для отходов (Фигура 1).
Считается, что сбрасывание происходит «оперативно», так как непосредственное использование траектории поворота штанги 75 с захватами на станции 600 удаления отходов приводит к падению листа на ленту 93 для удаления. Оперативное сбрасывание обеспечивает экономию на штанге 75 с захватами при использовании криволинейной траектории движения штанг 75 с захватами для передачи отходов за счет малого веса на ленту 93 для удаления.
Станция 600 удаления отходов может дополнительно содержать устройство 2 для сбрасывания образцов заготовок.
Устройство 2 для сбрасывания образцов заготовок содержит по меньшей мере один исполнительный элемент 3, расположенный на станции 600 удаления отходов.
По меньшей мере один исполнительный элемент 3 выполнен с возможностью перемещения между неактивным положением (Фигуры 3A, 3C), в котором исполнительный элемент 3 расположен на расстоянии от траектории движения штанги 75 с захватами, и активным положением, в котором исполнительный элемент 3 расположен на траектории движения штанги с захватами (Фигуры 3B, 4).
В активном положении по меньшей мере один исполнительный элемент 3 расположен на траектории движения штанги 75 с захватами на выходе инструмента 501, 502 для разделения заготовок станции 500 разделения заготовок и перед оперативным сбрасывающим элементом 92 станции 600 удаления отходов (снова обратимся к Фигуре 1).
По меньшей мере один исполнительный элемент 3, например, выполнен с возможностью перемещения в поперечном направлении T.
В соответствии с другим примером по меньшей мере один исполнительный элемент 3 выполнен с возможностью перемещения в направлении D движения листов (стрелки F1, F2, Фигуры 3B, 3C). Исполнительный элемент 3, например, расположен у основания кривой цепи 80 транспортирующего устройства 70 в направлении поворотного колеса 91. Таким образом, исполнительный элемент 3 в неактивном положении не перегораживает траекторию движения штанг 75 с захватами, которые поднимаются из горизонтального положения вверх в направлении поворотных колес 91.
Как может быть видно на Фигуре 4, устройство 2 для сбрасывания образцов заготовок содержит, например, по меньшей мере один исполнительный механизм 14, например, исполнительный цилиндр, выполненный с возможностью приведения в движение по меньшей мере одного исполнительного элемента 3 в активном положении.
Сбрасывающее устройство 2 дополнительно содержит, например, по меньшей мере один демультипликативный элемент 16, приводимый в движение исполнительным механизмом 14 и расположенный между неподвижной частью 18 и подвижным исполнительным элементом 3 для приведения в движение по меньшей мере одного исполнительного элемента 3 в активном положении. Демультипликативный элемент 16 содержит, например, систему связей защелочного типа, способную принимать развернутое положение (Фигуры 5A, 5B) в активном положении и сложенное положение в неактивном положении.
Сбрасывающее устройство 2 может дополнительно содержать средство направления перемещения, например, по меньшей мере одно продолговатое отверстие 15, взаимодействующее с по меньшей мере одним штифтом, причем один из них расположен на исполнительном элементе 3, а другой на неподвижной части 18 сбрасывающего устройства 2. Средство направления перемещения выполнено с возможностью направления перемещения по меньшей мере одного исполнительного элемента 3 между активным положением и неактивным положением.
По меньшей мере один исполнительный элемент 3 представляет собой, например, кулачок.
Кулачок имеет криволинейный активный профиль 17, причем перемещение штанги 75 с захватами вдоль криволинейного активного профиля кулачка вызывает постепенное раскрытие захватов 76 штанги 75 с захватами с последующим закрытием.
Криволинейный активный профиль 17 по меньшей мере одного исполнительного элемента 3 взаимодействует со штангой 75 с захватами в активном положении для постепенного раскрытия захватов 76 штанги 75 с захватами под машинным углом, например, составляющим от машинного угла (AM) 50° до машинного угла (AM) 70°, например, 60°AM, для обеспечения сбрасывания широкого диапазона грамматур листа, причем машинный угол между двумя последовательными остановленными положениями штанги 75 с захватами равен 360° AM. Криволинейный активный профиль 17 взаимодействует при раскрытии со штангой 75 с захватами от значения машинного угла λ°AM, например, 160°AM на Фигуре 5a, до машинного угла λ°AM+60°AM на Фигуре 5b. Остальная часть криволинейного активного профиля 17 кулачка, которая по существу отклонена назад, вызывает закрытие штанги 75 с захватами.
По меньшей мере один исполнительный элемент 3 выполнен с возможностью взаимодействия с боковым элементом 19 приведения во вращение при прохождении штанги 75 с захватами и приведения во вращение шпинделя для раскрытия штанги 75 с захватами. Боковой элемент 19 приведения во вращение расположен на конце штанги 75 с захватами, например, на конце шпинделя для раскрытия штанги 75 с захватами. Приведение во вращение раскрывающего шпинделя вызывает одновременное раскрытие всех захватов 76 штанги 75 с захватами и, следовательно, вызывает высвобождение листа.
Штанга 75 с захватами содержит, например, два боковых элемента 19 приведения во вращение, по одному боковому элементу 19 приведения во вращение на каждом конце раскрывающего шпинделя. В соответствии с одним примерным вариантом выполнения боковой элемент 19 приведения во вращение содержит поворотный рычаг, удерживающий толкатель, причем поворотный рычаг прикреплен к раскрывающему шпинделю, а толкатель выполнен с возможностью взаимодействия с криволинейным активным профилем 17 исполнительного элемента 3.
Сбрасывающее устройство 2 содержит, например, два исполнительных элемента 3, расположенных таким образом, что в активном положении каждый исполнительный элемент 3 выполнен с возможностью взаимодействия с соответствующим боковым элементом 19 приведения во вращение штанги 75 с захватами. Каждый исполнительный элемент 3 также взаимодействует, например, с исполнительным механизмом 14, демультипликативным элементом 16 и соответствующим устройством 15 направления перемещения.
Таким образом, когда штанга 75 с захватами достигает уровня исполнительных элементов 3 на станции 600 удаления отходов, исполнительные элементы 3 поднимают поворотные рычаги для раскрытия захватов 76.
В активном положении по меньшей мере один исполнительный элемент 3, например, расположен на траектории движения штанги 75 с захватами для раскрытия штанги 75 с захватами, когда штанга 75 с захватами образует с горизонталью H угол α, составляющий от 0 до 60°, например, 52°. Угол α представляет собой угол, образованный между плоскостью передней части листа, захваченного захватами 76 штанги 75 с захватами, и горизонталью H. Лист высвобождается из захватов 76 раньше или позже в зависимости от граммажа, причем более толстый лист высвобождается позже, другими словами, большему раскрытию захватов соответствует больший угол α.
В активном положении по меньшей мере один исполнительный элемент 3 может быть расположен на траектории движения штанги 75 с захватами для начала раскрытия штанги 75 с захватами, когда захваты 76 штанги 75 с захватами образуют с горизонталью H угол α, составляющий от 0 до 10°, например, порядка 8,5° (Фигуры 3C и 5A). Таким образом, лист высвобождается, когда штанга 75 с захватами образует с горизонталью угол α, составляющий от 0° до 60° (Фигуры 3C и 5A), и до того, как криволинейный активный профиль 17 перестанет взаимодействовать с целью раскрытия штанги 75 с захватами, например, под машинным углом λ°AM+60°AM на Фигуре 5B.
По меньшей мере один исполнительный элемент 3 может быть расположен вблизи предыдущего остановленного положения штанги 75 с захватами, которая размещает листовой элемент на станции 500 разделения заготовок.
Таким образом, в активном положении по меньшей мере один исполнительный элемент 3 обеспечивает раскрытие захватов 76 штанги 75 с захватами на горизонтальном участке цепей 80 или по меньшей мере в начале криволинейной части цепей 80.
Такое расположение исполнительных элементов 3 позволяет, с одной стороны, поддерживать по существу прямолинейную траекторию движения образца заготовок P, который высвобождается, а, с другой стороны, позволяет образцу заготовок P, который остановился на станции 500 разделения заготовок, набрать небольшую скорость для получения достаточной энергии для эффективного перемещения как можно дальше по прямой при раскрытии штанги 75 с захватами.
Расположение исполнительных элементов 3 и криволинейного активного профиля 17 кулачков означает, что при высвобождении образца заготовок P он не зацепляется за предыдущую штангу 75 с захватами и имеет достаточную скорость, чтобы не быть захваченным следующей штангой 75 с захватами, поскольку сброшенный плашмя образец заготовок P находится на траектории движения штанг 75 с захватами.
В неактивном положении (Фигуры 3A, 3C) по меньшей мере один исполнительный элемент 3 расположен на некотором расстоянии и не взаимодействует со штангой 75 с захватами, которая остается закрытой при прохождении через по меньшей мере один исполнительный элемент 3.
По меньшей мере один исполнительный элемент 3 находится, например, в неактивном положении, когда обрабатывающая машина 1 находится в процессе производства.
Сбрасывающее устройство 2 может дополнительно содержать элемент 4 управления, например, кнопку, приведение в действие которого позволяет через блок 13 обработки обрабатывающей машины 1 (Фигура 1) приводить в действие исполнительный элемент 3 для перемещения из неактивного положения в активное положение для сбрасывания плашмя по меньшей мере одного образца заготовок P.
Блок 13 обработки представляет собой, например, контроллер, или микропроцессор, или компьютер.
Перемещение исполнительных элементов 3 из неактивного положения в активное положение может быть задано, например, в машинном цикле.
После приведения в действие элемент 4 управления может возвращаться деактивированное нормальное положение, например, после заданного количества машинных циклов.
Сбрасывающее устройство 2 может содержать блокирующий элемент 5, расположенный на станции 500 разделения заготовок и выполненный с возможностью предотвращения разделения мест соединения образца заготовок P путем блокировки верхнего инструмента 501 инструмента для разделения заготовок в поднятом положении.
Блокирующий элемент 5, например, приводится в действие путем приведения в действие элемента 4 управления, например, в машинном цикле.
Приведение в действие элемента 4 управления может дополнительно сообщать, например, заданное количество зазоров между листами до образца заготовок P и/или после образца заготовок P, например, два зазора между листами до и после. Зазор между листами достигается путем подачи команды штанге 75 с захватами не захватывать листы на станции 100 подачи.
Зазор между листами перед отбираемым листом обеспечивает перемещение последнего куска отходов листового элемента с ленты 93 для удаления (или с первой ленты 94 для удаления, как будет объяснено позже), так что образец заготовок P не ложится на ранее сброшенные отходы F. Подобным образом зазор между листами после образца для заготовок P позволяет предотвратить покрытие образца заготовок P отходами F от следующего листового элемента.
Также может быть предусмотрено, что блокировка верхнего инструмента 501 и перемещение исполнительного элемента 3 в активное положение выполняются одновременного в течение нескольких машинных циклов и согласованы с зазором между листами до и после сбрасывания плашмя образца заготовок P.
Станция 600 удаления отходов может дополнительно содержать контрольное устройство 6 для контроля образцов заготовок P (Фигура 6). Контрольное устройство 6 содержит устройство 7 оптического контроля, выполненное с возможностью определения дефекта качества образца заготовок P, лежащего плашмя на ленте 93 для удаления.
Устройство 7 оптического контроля содержит, например, камеру или фотоаппарат.
Контрольное устройство 6 может содержать блок 8 управления, соединенный с устройством 7 оптического контроля, причем контрольное устройство 6 выполнено с возможностью сравнения изображения, захваченного устройством 7 оптического контроля, с по меньшей мере одним контрольным изображением для определения дефекта качества. Блок 8 управления, представляет собой, например, контроллер, или микропроцессор, или компьютер обрабатывающей машины 1. Это может быть блок 13 обработки. Блок 8 управления содержит память, хранящую по меньшей мере одно контрольное изображение.
Контрольное устройство 6 может дополнительно содержать сигнальный блок 9, соединенный с блоком 8 управления, причем сигнальный блок 9 выполнен с возможностью генерации предупреждающего сигнала, например, предупреждающего сообщения или загорания светового индикатора, для предупреждения оператора о дефекте качества.
Таким образом, устройство 7 оптического контроля, например, захватывает изображение образца заготовок P, лежащего плашмя на ленте 93 для удаления, и блок 8 управления сравнивает его с по меньшей мере одним контрольным изображением для определения наличия или отсутствия дефекта качества и генерации предупреждающего сигнала при наличии дефекта.
Дефект качества может представлять собой дефект высечки, выполненной на станции 300 преобразования, например, смещение реза, или частичное недорез, или неравномерный рез. Дефект качества также может относиться к дефекту печати, набора, тонового или цветового выравнивания.
В связи с эти контроль качества может выполняться автоматически без необходимости вмешательства оператора. Следовательно, могут быть запрограммированы регулярные проверки через равные промежутки времени. Визуальный контроль, в частности, стал возможен благодаря тому, что образец заготовок P укладывается плашмя на ленту 93 для удаления сбрасывающим устройством 2, а также благодаря тому, что отходы F листового элемента находятся на расстоянии от образца заготовок P за счет использования зазоров между листами.
Станция 600 удаления отходов может дополнительно содержать устройство 10 для извлечения образцов заготовок P (Фигуры 7 и 8). В таком случае вместо обеспечения одной ленты 93 для удаления, как описано выше, устройство 10 для извлечения содержит первую ленту 94 для удаления и вторую ленту 95 для удаления.
Вторая лента 95 для удаления расположена после первой ленты 94 для удаления относительно направления D движения листов.
Ленты 94, 95 для удаления, например, подобные ленте 93 для удаления, представляют собой конвейерные ленты, образующие замкнутую петлю вокруг двух барабанов.
Первая лента 94 для удаления является неподвижной. Вторая лента 95 для удаления выполнена с возможностью перемещения между положением непрерывной транспортировки (Фигура 7) и поднятым положением (Фигура 8).
В положении непрерывной транспортировки первые концы 94a, 95a первой и второй лент 94, 95 для удаления расположены близко друг к другу, так что отходы F листового элемента могут передаваться с первой ленты 94 для удаления на вторую ленту 95 для удаления (Фигура 7), а затем со второй ленты 95 для удаления в лоток для отходов.
Первые концы 94a, 95a расположены близко друг к другу в по существу горизонтальном положении, но для предотвращения трения и возможности поворота второй ленты 95 для удаления они не соприкасаются друг с другом.
В частности, в положении непрерывной транспортировки первый конец 95a второй ленты 95 для удаления может быть расположен ниже, чем первый конец 94a первой ленты 94 для удаления. Центры барабанов первых концов 95a, 94a, например, по существу выровнены на по существу горизонтальной прямой линии, причем барабан первого конца 94a первой ленты 94 для удаления больше, чем барабан первого конца 95a второй ленты 95 для удаления. Это гарантирует, что в положении непрерывной транспортировки отходы F листового элемента надлежащим образом передаются с первой ленты 94 для удаления на вторую ленту 95 для удаления.
Вторая лента 95 для удаления, например, находится в положении непрерывной транспортировки, когда обрабатывающая машина 1 находится в процессе производства.
Вторая лента 95 для удаления, например, выполнена с возможностью поворота вокруг второго конца 95b, противоположного первому концу 95a.
Устройство 10 для извлечения содержит, например, исполнительный механизм, например, исполнительный цилиндр, возможно, связанный с системой связей для демультипликации работы исполнительного механизма, для поворота второй ленты 95 для удаления. Исполнительный механизм, например, приводится в действие блоком 13 обработки путем приведения в действие блока 4 управления, который управляет устройством 2 для сбрасывания образцов заготовок. Таким образом, вторая лента 95 для удаления поворачивается, например, в поднятое положение при попадании по меньшей мере одного образца заготовок P на первую ленту 94 для удаления.
В поднятом положении первый конец 95a второй ленты 95 для удаления повернут вверх, например, под углом, составляющим от 20° до 50°, образуя зазор 11 между первой лентой 94 для удаления и второй лентой 95 для удаления.
Зазор 11 является достаточно большим, так что по меньшей мере один образец заготовок P, транспортируемый первой лентой 94 для удаления, не может передаваться на вторую ленту 95 для удаления, а попадает в зазор 11, например, в направлении лотка или ящика 12 для извлечения образцов заготовок P (Фигура 8).
Затем оператор может извлекать образец или образцы заготовок P непосредственно из лотка или ящика 12 для извлечения, причем эти образцы сортируются от отходов F.
Таким образом, в процессе производства отходы F листового элемента, которые, как правило, беспорядочно падают вследствие оперативного сбрасывания, могут удаляться в лоток для отходов по существу по прямой (Фигура 7), что позволяет предотвратить засорения во время изготовления и, следовательно, остановки машины, даже когда отходы F листового элемента падают в вертикальной, наклонной или какой–либо другой ориентации.
При отборе образца заготовок P образцы заготовок P подвергаются меньшему риску застревания в зазоре 11 (Фигура 8), так как, с одной стороны, они могут лежать плашмя на первой ленте 94 для удаления, а, с другой стороны, берется только один или несколько образцов заготовок P.
Во время работы способ отбора образцов заготовок 100 содержит следующие этапы.
Во время изготовления (Фигура 3A) исполнительные элементы 3 сбрасывающего устройства 2 находятся в неактивном положении. Они расположены на расстоянии от траектории движения штанги 75 с захватами.
На станции 300 преобразования элементам в виде листа придают форму, на станции 400 сбрасывания отходов сбрасывают мелкие отходы, на станции 500 разделения заготовок разделяют места соединения между заготовками на листе, и на станции 600 удаления отходов отходы F листового элемента оперативно сбрасывают на оперативном сбрасывающем элементе 92 и переносят на ленту 93 для удаления или на первую ленту 94 для удаления устройства 10 для извлечения образцов заготовок (смотри Фигуры 1, 7).
Когда обрабатывающая машина 1 содержит устройство 10 для извлечения, вторая лента 95 для удаления находится в положении непрерывной транспортировки (Фигура 7). Оперативно сброшенные отходы F листового элемента передают с первой ленты 94 для удаления на вторую ленту 95 для удаления по существу по прямой, а затем со второй ленты 95 для удаления в лоток для отходов.
Когда оператор хочет взять образцы заготовок P, он или она приводит в действие элемент 4 управления (Фигура 1).
Приведение в действие элемента 4 управления может через блок 13 обработки инициировать возможное сообщение заданного количества зазоров между листами перед образцом заготовок P, например, два зазора между листами, блокировку верхнего инструмента 501, например, за один машинный цикл, перемещение исполнительных элементов 3 из неактивного положения в активное положение, например, за один машинный цикл, следующий за машинным циклом, в котором был заблокирован инструмент для разделения заготовок, сообщение заданного количества зазоров между листами после отбора образца заготовок P, например, два зазора между листами, поворот второй ленты 95 для удаления при попадании образца заготовок P, сброшенного плашмя на первую ленту 94 для удаления сбрасывающим устройством 2, когда обрабатывающая машина 1 оснащена устройством 10 для извлечения, и захват изображения образца заготовок P, лежащего плашмя на ленте 93 для удаления или на первой ленте 94 для удаления.
На протяжении двух машинных циклов две штанги 75 с захватами не захватывают лист.
Таким образом, штанга 75 с захватами захватывает образец заготовок P (целый лист), отформованный на станции 300 преобразования, мелкие отходы от которого сбрасываются на станции 400 сбрасывания отходов, и который фиксируется на станции 500 разделения заготовок. Пока образец заготовок P высекают и освобождают от мелких отходов, две штанги 75 с захватами не захватывают лист.
Так как верхний инструмент 501 станции 500 разделения заготовок заблокирован, места соединения между заготовками образца заготовок P не разделяются.
После того, как штанга 75 с захватами, транспортирующая образец заготовок P (который представляет собой высеченный, но не разделенный лист), покидает станцию 500 разделения заготовок, верхний инструмент 501 разблокируется.
Исполнительные элементы 3 перемещаются в активное положение, в котором они расположены на траектории движения штанги 75 с захватами (стрелка F1, Фигура 3B).
В таком положении исполнительные элементы 3 взаимодействуют со штангой 75 с захватами, покидающей станцию 500 разделения заготовок, при прохождении штанги 75 с захватами.
Исполнительные элементы 3 вызывают поворот шпинделя для раскрытия штанги 75 с захватами для раскрытия захватов 76 и, следовательно, сбрасывания плашмя образца заготовок P на ленту 93 для удаления (Фигура 3C) или на первую ленту 94 для удаления (Фигура 8).
Образец заготовок P сбрасывается плашмя при перемещении, аналогичном прямолинейному поступательному перемещению в направлении D движения листов.
Образец заготовок P сбрасывается плашмя на исполнительных элементах 3, а не сбрасывается оперативно на уровне оперативного сбрасывающего элемента 92, как отходы F листового элемента во время изготовления. Таким образом, образец заготовок P может сбрасываться «осторожно» без разделения мест соединения между заготовками и без изгибания листа при падении на ленту 93 для удаления или на первую ленту 94 для удаления.
Затем исполнительные элементы 3 возвращаются в неактивное положение на расстоянии от траектории движения боковых элементов 19 приведения во вращение штанг 75 с захватами (стрелка F2, Фигура 3C).
Если обрабатывающая машина 1 содержит устройство 10 для извлечения образцов заготовок, исполнительный механизм поворачивает вторую ленту 95 для удаления в поднятое положение при попадании по меньшей мере одного образца заготовок P на первую ленту 94 для удаления, образуя зазор 11 между первой лентой 94 для удаления и второй лентой 95 для удаления. По меньшей мере один образец заготовок P, транспортируемый первой лентой 94 для удаления, попадает в зазор 11 в направлении лотка или ящика 12 для извлечения образцов заготовок P (Фигура 8).
Затем исполнительный механизм поворачивает вторую ленту 95 для удаления в положении непрерывной транспортировки.
Элемент 4 управления деактивируется.
Затем машина 1 может возобновить производство (Фигура 3A).
Далее оператор может взять лист, который был высечен, но не разделен на заготовки (или образец заготовок P), с ленты 93 для удаления или из лотка или ящика 12 для извлечения.
Затем оператор может определить путем визуального контроля, имеет ли образец заготовок P дефекты качества.
Контроль качества также может выполняться автоматически без необходимости вмешательства оператора с помощью контрольного устройства 6.
Для этого дефект качества образца заготовок P, лежащего плашмя на ленте 93 для удаления или на первой ленте 94 для удаления, определяют путем захвата изображения лежащего плашмя образца заготовок P.
Затем, захваченное изображение сравнивают с по меньшей мере одним контрольным изображением для определения наличия или отсутствия дефекта качества и предупреждения оператора при обнаружении дефекта.
Группа изобретений относится к устройству (2) для сбрасывания образцов заготовок (P) для обрабатывающей машины (1) для обработки элементов в виде листов, а также к станции (600) удаления отходов для машины (1) для обработки элементов в виде листов и к способу сбрасывания образцов заготовок (P) в обрабатывающей машине (1). Обрабатывающая машина (1) содержит множество рабочих станций (300, 400, 500, 600), в том числе по меньшей мере одну станцию (600) удаления отходов, и транспортирующее устройство (70), содержащее множество штанг (75) с захватами, выполненных с возможностью перемещения элементов в виде листов через рабочие станции (300, 400, 500, 600). Причем сбрасывающее устройство (2) содержит по меньшей мере один исполнительный элемент (3), выполненный с возможностью перемещения между неактивным положением, в котором по меньшей мере один исполнительный элемент (3) расположен на расстоянии от траектории движения штанги (75) с захватами, и активным положением, в котором по меньшей мере один исполнительный элемент (3) расположен на траектории движения штанги (75) с захватами, причем по меньшей мере один исполнительный элемент (3) выполнен с возможностью взаимодействия со штангой (75) с захватами при прохождении штанги (75) с захватами для раскрытия штанги (75) с захватами и сбрасывания плашмя образца заготовок (P). Станция (600) характеризуется тем, что она содержит вышеуказанное устройство (2) для сбрасывания образцов заготовок. Способ сбрасывания образцов заготовок в машине для обработки элементов в виде листов. Способ сбрасывания образцов заготовок (P) в обрабатывающей машине (1) для обработки элементов в виде листов заключается в том, что блокируют разделение заготовок по меньшей мере одного высеченного листа на станции (500) и перемещают по меньшей мере один исполнительный элемент (3) на траекторию движения штанги (75) с захватами на выходе инструмента (501, 502) для разделения заготовок станции (500) разделения заготовок и перед оперативным сбрасывающим элементом (92) станции (600) удаления отходов для взаимодействия со штангой (75) с захватами при прохождении штанги (75) с захватами для раскрытия штанги (75) с захватами и сбрасывания плашмя образца заготовок (P). Группа изобретений позволяет предотвратить засорение во время изготовления и, следовательно, остановку машины, даже когда отходы F листового элемента падают в вертикальной, наклонной или какой–либо другой ориентации. 4 н. и 11 з.п. ф-лы, 8 ил.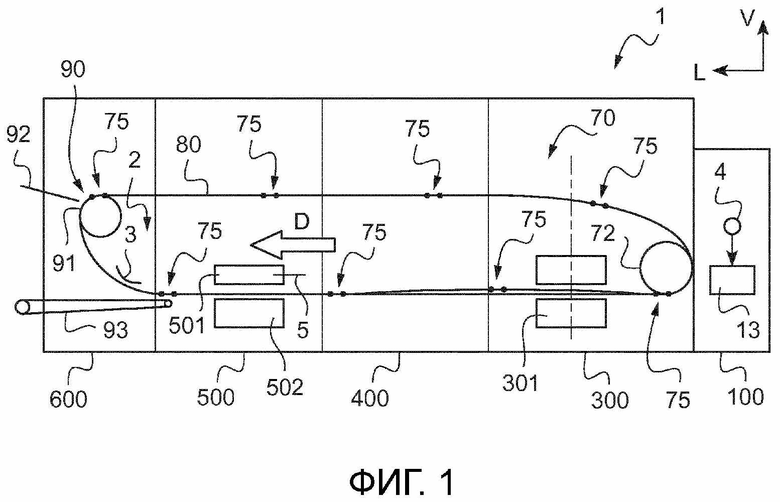
1. Сбрасывающее устройство (2) для сбрасывания образцов заготовок (P) для обрабатывающей машины (1) для обработки элементов в виде листов, причем обрабатывающая машина (1) содержит:
множество рабочих станций (300, 400, 500, 600), в том числе по меньшей мере одну станцию (600) удаления отходов, и
транспортирующее устройство (70), содержащее множество штанг (75) с захватами, выполненных с возможностью перемещения элементов в виде листов через рабочие станции (300, 400, 500, 600),
отличающееся тем, что оно содержит по меньшей мере один исполнительный элемент (3), выполненный с возможностью перемещения между:
неактивным положением, в котором по меньшей мере один исполнительный элемент (3) расположен на расстоянии от траектории движения штанги (75) с захватами, и
активным положением, в котором по меньшей мере один исполнительный элемент (3) расположен на траектории движения штанги (75) с захватами, причем по меньшей мере один исполнительный элемент (3) выполнен с возможностью взаимодействия со штангой (75) с захватами при прохождении штанги (75) с захватами для раскрытия штанги (75) с захватами и сбрасывания плашмя образца заготовок (P).
2. Сбрасывающее устройство (2) по предыдущему пункту, отличающееся тем, что в активном положении по меньшей мере один исполнительный элемент (3) расположен на траектории движения штанги (75) с захватами на выходе инструмента (501, 502) для разделения заготовок станции (500) разделения заготовок и перед оперативным сбрасывающим элементом (92) станции (600) удаления отходов.
3. Сбрасывающее устройство (2) по любому из предыдущих пунктов, отличающееся тем, что в активном положении по меньшей мере один исполнительный элемент (3) расположен на траектории движения штанги (75) с захватами для раскрытия штанги (75) с захватами, когда штанга (75) с захватами образует с горизонталью (H) угол (α), составляющий от 0° до 60°.
4. Сбрасывающее устройство (2) по любому из предыдущих пунктов, отличающееся тем, что по меньшей мере один исполнительный элемент (3) представляет собой кулачок с криволинейным активным профилем (17), причем перемещение штанги (75) с захватами вдоль криволинейного активного профиля (17) кулачка вызывает раскрытие захватов (76) штанги (75) с захватами с последующим их закрытием.
5. Сбрасывающее устройство (2) по любому из предыдущих пунктов, отличающееся тем, что по меньшей мере один исполнительный элемент (3) находится в неактивном положении, когда обрабатывающая машина (1) находится в процессе производства.
6. Сбрасывающее устройство (2) по любому из предыдущих пунктов, отличающееся тем, что оно содержит элемент (4) управления, выполненный так, что приведение его в действие приводит в действие исполнительный элемент (3) для перемещения из неактивного положения в активное положение.
7. Сбрасывающее устройство (2) по любому из предыдущих пунктов, отличающееся тем, что оно содержит блокирующий элемент (5), расположенный на станции (500) разделения заготовок, выполненный с возможностью предотвращения разделения мест соединения образца заготовок (P) путем блокировки верхнего инструмента (501) инструмента для разделения заготовок станции (500) разделения заготовок в поднятом положении.
8. Сбрасывающее устройство (2) по любому из предыдущих пунктов, отличающееся тем, что по меньшей мере один исполнительный элемент (3) выполнен с возможностью перемещения в направлении (D) движения листов.
9. Сбрасывающее устройство (2) по любому из предыдущих пунктов, отличающееся тем, что оно содержит по меньшей мере один исполнительный механизм (14) и по меньшей мере один демультипликативный элемент (16), причем демультипликативный элемент (16) выполнен с возможностью приведения в движение исполнительным механизмом (14) и расположен между неподвижной частью (18) и по меньшей мере одним исполнительным элементом (3) для перемещения по меньшей мере одного исполнительного элемента (3) в активном положении.
10. Сбрасывающее устройство (2) по любому из предыдущих пунктов, отличающееся тем, что оно содержит средство (15) направления перемещения, выполненное с возможностью направления перемещения по меньшей мере одного исполнительного элемента (3) между активным положением и неактивным положением.
11. Станция (600) удаления отходов для машины (1) для обработки элементов в виде листов, отличающаяся тем, что она содержит устройство (2) для сбрасывания образцов заготовок по любому из предыдущих пунктов.
12. Станция (600) удаления отходов по предыдущему пункту, содержащая оперативный сбрасывающий элемент (92) для оперативного удаления листовых отходов, отличающаяся тем, что по меньшей мере один исполнительный элемент (3) сбрасывающего устройства (2) расположен перед оперативным сбрасывающим элементом (92) в направлении (D) движения листов.
13. Обрабатывающая машина (1) для обработки элементов в виде листов, отличающаяся тем, что она содержит множество рабочих станций (300, 400, 500, 600), в том числе станцию (600) удаления отходов по любому из пп. 11 и 12, и транспортирующее устройство (70), содержащее множество штанг (75) с захватами, выполненных с возможностью перемещения элементов в виде листов через рабочие станции (300, 400, 500, 600).
14. Способ сбрасывания образцов заготовок (P) в обрабатывающей машине (1) для обработки элементов в виде листов по предыдущему пункту, отличающийся тем, что он содержит следующие этапы, на которых:
блокируют разделение заготовок по меньшей мере одного высеченного листа на станции (500) разделения заготовок,
перемещают по меньшей мере один исполнительный элемент (3) на траекторию движения штанги (75) с захватами на выходе инструмента (501, 502) для разделения заготовок станции (500) разделения заготовок и перед оперативным сбрасывающим элементом (92) станции (600) удаления отходов для взаимодействия со штангой (75) с захватами при прохождении штанги (75) с захватами для раскрытия штанги (75) с захватами и сбрасывания плашмя образца заготовок (P).
15. Способ сбрасывания по предыдущему пункту, отличающийся тем, что в активном положении по меньшей мере один исполнительный элемент (3) раскрывает захваты (76) штанги (75) с захватами для сбрасывания плашмя образца заготовок (P), когда штанга (75) с захватами образует с горизонталью (H) угол (α), составляющий от 0° до 60°.
| US 2956805 A1, 18.10.1960 | |||
| US 5351946 A1, 04.10.1994 | |||
| ПОДШИПНИКОВАЯ СТАЛЬ | 2010 |
|
RU2452790C2 |
| Устройство для сбрасывания рулонов мягкой кровли со шпули намоточного станка пропиточного агрегата | 1957 |
|
SU116656A1 |

