Настоящее изобретение относится к устройству приводки для обрабатывающей машины и к обрабатывающей машине для обработки листовых элементов, содержащей указанное устройство приводки, а также к способу размещения листовых элементов в обрабатывающей машине.
Такие обрабатывающие машины, в частности, используются в печатной и упаковочной промышленности, например, для изготовления картонных коробок из листовых элементов, например, из предварительно отпечатанных картонных листов. На станции подачи эти листы извлекаются из стопки, расположенной выше по ходу относительно машины, а затем размещаются в штангах с захватами, установленных через равные промежутки между двумя линиями цепей. Это позволяет перемещать листы на разные последовательные обрабатывающие станции машины. Как правило, такие станции предназначены для высечки листов, удаления отходов от высечки и укладывания высеченных листов в стопку.
Линии цепей периодически перемещаются и останавливаются, так что во время каждого перемещения все штанги с захватами, находящиеся в зацеплении с листом, перемещаются от одной станции до смежной станции, расположенной ниже по ходу. Размещение листов на разных последовательных станциях имеет ключевое значение для получения качественной печати или выполнения операции преобразования. При высечке отпечатанного листа размещение листа на станции высечки должно быть очень точным. В частности, необходимо убедиться в том, что инструменты, используемые для высечки, например, высекальная форма тигельного пресса, находятся в точной приводке с печатью, которая была ранее нанесена на лист.
Документ EP 1,044,908 раскрывает устройство и способ размещения листовых элементов на станции подачи. Этот способ включает в себя последовательные этапы, на которых во время продвижения каждого листового элемента активируют захватной элемент для захвата листового элемента, затем определяют погрешность продольного размещения, погрешность поперечного размещения и погрешность углового размещения листового элемента относительно теоретического положения путем обнаружения приводочных меток, напечатанных на указанном листовом элементе, с помощью первых датчиков, и, наконец, управляют захватным элементом в соответствии с погрешностями размещения листового элемента, который он удерживает.
Устройство и способ, описанные в этом документе, хорошо показали себя в работе и позволили значительно повысить производительность обрабатывающих машин за счет оперативного выполнения измерений и корректировок размещения каждого листового элемента без необходимости остановки листового элемента. Однако в случае перемещения листового элемента с очень большим опережением или с очень сильным перекосом захватной элемент может удерживать листовой элемент на отпечатанном участке, а не на переднем участке, который идет в отходы. В связи с этим существует вероятность повреждения печати и структуры листового элемента в области, находящейся за пределами переднего участка, который идет в отходы.
Документ WO2011/009567 раскрывает улучшенную обрабатывающую машину, содержащую два дополнительных вторых датчика, расположенных выше по ходу относительно первых датчиков. На первом этапе два дополнительных вторых датчика могут обнаруживать прохождение поперечного края листового элемента во время его перемещения, но до захвата захватным элементом. На основе измерений двух вторых датчиков выполняется предварительная корректировка положения захватного элемента для надлежащего размещения параллельно переднему поперечному краю листового элемента перед его захватом. На втором этапе определяются погрешности продольного, поперечного и бокового размещения листового элемента, захваченного захватным элементом, с помощью первых датчиков путем обнаружения приводочных меток, напечатанных на указанном листовом элементе. Затем осуществляется управление захватным элементом в соответствии с погрешностями размещения листового элемента, который он удерживает. В связи с этим может быть исключена вероятность повреждения печати и структуры листового элемента в области, находящейся за пределами переднего участка, который идет в отходы. Этот способ позволяет корректировать более существенные погрешности размещения и, следовательно, снижать вероятность остановки машины, связанной с погрешностью размещения листового элемента, выходящей за пределы допуска. В общем способ позволяет компенсировать опережение или задержку большинства листовых элементов без остановки машины.
Однако он по-прежнему не позволяет компенсировать очень большую задержку листового элемента, как правило, когда сдвиг листового элемента относительно теоретического положения превышает 6 мм. В этом случае край листового элемента обнаруживается слишком поздно и не может быть выровнен. Фактически, при производительности машины порядка 12000 листов/час, несмотря на то, что теоретическая траектория может оцениваться для управления захватным элементом с целью своевременной подачи листового элемента, ускорения, необходимые для этого, слишком значительны и не могут быть реализованы. Такие ускорения влекут за собой слишком значительные вибрации захватного элемента, которые не могут быть остановлены в точном положении, в частности, из-за перемещаемых масс и из-за очень высокой требуемой точности.
Простое решение для уменьшения ускорений захватного элемента заключается в предварительной оценке его перемещения просто путем размещения дополнительных вторых датчиков в положении, находящемся выше всего по ходу. Однако листовые элементы, достигающие захватного элемента с существенным опережением, не могут быть обнаружены вторыми датчиками, расположенными выше по ходу. Фактически передний поперечный край опережающего листового элемента будет закрываться листовым элементом, расположенным перед ним, уже захваченным штангой с захватами и только покидающим это положение. Таким образом, передний поперечный край листового элемента будет скрыт листовым элементом, расположенным перед ним, при попытке его обнаружения вторыми датчиками.
Другое простое решение заключается в обнаружении прохождения заднего края листового элемента, поскольку он не закрывается предыдущим листом. Таким образом, машина может быть достаточно быстро информирована о необходимости начала перемещения захватного элемента, что позволяет ограничивать необходимые ускорения для обеспечения задержки. Этот вариант подходит для листовых элементов большой толщины, превышающей приблизительно четыре или пять миллиметров. Фактически датчики, доступные на рынке, могут обнаруживать изменения толщины, которые свидетельствуют о прохождении листа. Однако они не могут достаточно точно обнаруживать меньшую толщину или имеют слишком высокую цену.
Одна из задач настоящего изобретения заключается в устранении вышеуказанных недостатков. Таким образом, изобретение позволяет корректировать погрешности размещения, превышающие +/-6 мм, и, следовательно, снижать вероятность остановки машины, связанной с погрешностью размещения листового элемента, выходящей за пределы допуска.
В связи с этим один аспект настоящего изобретения представляет собой устройство приводки обрабатывающей машины для обработки листовых элементов, содержащее:
захватной элемент для размещения листовых элементов в штанге с захватами конвейера обрабатывающей машины, который перемещает листовые элементы в продольном направлении,
исполнительный модуль, предназначенный для приведения в движение захватного элемента,
по меньшей мере один модуль датчиков фронтальной коррекции, выполненный с возможностью определения фронтального положения приводочных меток, напечатанных на переднем участке листового элемента, захваченного захватным элементом,
отличающееся тем, что устройство приводки содержит:
по меньшей мере один модуль датчиков предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно модуля датчиков фронтальной коррекции, причем модуль датчиков предварительной фронтальной коррекции выполнен с возможностью:
обнаружения прохождения переднего поперечного края листового элемента на по меньшей мере двух разнесенных в продольном направлении поперечных осях, одна из которых находится перед другой, и
передачи измерений в блок вычисления и управления обрабатывающей машины, который выполнен с возможностью:
управления исполнительным модулем для перемещения захватного элемента в направлении штанги с захватами, и
активации захватного элемента для захвата листового элемента.
В связи с этим модуль датчиков предварительной фронтальной коррекции выполнен с возможностью предварительного обнаружения прохождения переднего поперечного края листового элемента в промежутке между листовыми элементами для листового элемента, движущегося с запаздыванием, своевременно или с опережением. Во всех случаях листовой элемент может быть обнаружен заранее для оперативного запуска захватного элемента с целью его размещения параллельно листовому элементу перед захватом листового элемента. Это позволяет обнаруживать листовой элемент достаточно рано для предотвращения чрезмерного ускорения и вибраций захватного элемента.
Затем на втором этапе определяют три погрешности размещения листового элемента, захваченного захватным элементом, путем обнаружения приводочных меток, напечатанных на листовом элементе, с помощью модуля датчиков фронтальной коррекции и датчика поперечной коррекции для корректировки погрешностей размещения с целью обеспечения идеального размещения переднего поперечного края листового элемента в штанге с захватами.
В соответствии с одним или более признаками устройства приводки, взятыми отдельно или в сочетании:
расстояние между первой поперечной осью обнаружения и второй поперечной осью обнаружения, разнесенными друг от друга в продольном направлении, составляет от 2 мм до 30 мм,
датчик предварительной фронтальной коррекции содержит:
по меньшей мере первый датчик предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно модуля датчиков фронтальной коррекции, и
по меньшей мере второй датчик предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно первого датчика предварительной фронтальной коррекции,
первый датчик предварительной фронтальной коррекции содержит по меньшей мере пару первых датчиков предварительной фронтальной коррекции, выровненных вдоль поперечного направления и разнесенных друг от друга,
второй датчик предварительной фронтальной коррекции содержит по меньшей мере пару вторых датчиков предварительной фронтальной коррекции, выровненных вдоль поперечного направления и разнесенных друг от друга,
датчик предварительной коррекции содержит по меньшей мере один оптический датчик, включающий в себя по меньшей мере один приемник светового луча,
исполнительный модуль содержит:
поперечный исполнительный механизм, выполненный с возможностью приведения в движение захватного элемента вдоль поперечного направления относительно продольного направления; и
два продольных исполнительных механизма, разнесенных друг от друга в поперечном направлении, причем каждый продольный исполнительный механизм выполнен с возможностью приведения в движение захватного элемента в продольном направлении, или один продольный исполнительный механизм, выполненный с возможностью перемещения захватного элемента в продольном направлении, и один поворотный исполнительный механизм, выполненный с возможностью поворота захватного элемента,
модуль датчиков фронтальной коррекции содержит по меньшей мере пару датчиков фронтальной коррекции, выровненных вдоль поперечного направление и разнесенных друг от друга в поперечном направлении,
устройство приводки содержит по меньшей мере один датчик поперечной коррекции, выполненный с возможностью определения поперечного положения приводочной метки, напечатанной на боковом участке листового элемента, захваченного захватным элементом.
Изобретение также относится к обрабатывающей машине для обработки листовых элементов, причем обрабатывающая машина содержит:
конвейер для перемещения множества листовых элементов в продольном направлении, причем конвейер включает в себя множество штанг с захватами;
устройство приводки, описанное ранее, включающее в себя захватной элемент для размещения листовых элементов во множестве штанг с захватами конвейера,
блок вычисления и управления, выполненный с возможностью:
приема измерений от модуля датчиков предварительной фронтальной коррекции для управления исполнительным модулем с целью перемещения захватного элемента и захвата листового элемента, и
приема измерений от модуля датчиков фронтальной коррекции для управления исполнительным модулем с целью перемещения захватного элемента в направлении штанги с захватами.
Изобретение также относится к способу размещения листовых элементов в обрабатывающей машине, описанной ранее, причем способ размещения листовых элементов содержит последовательные этапы, на которых:
продвигают листовые элементы вниз по ходу в продольном направлении, и
во время продвижения каждого листового элемента:
определяют по меньшей мере погрешность продольного размещения и погрешность углового размещения листового элемента относительно теоретического положения путем обнаружения прохождения переднего поперечного края листового элемента с помощью модуля датчиков предварительной фронтальной коррекции на первой поперечной оси обнаружения или на второй поперечной оси обнаружения, расположенной ниже по ходу в продольном направлении относительно первой поперечной оси;
управляют захватным элементом в соответствии с определенной погрешностью продольного размещения и определенной погрешностью углового размещения на первой поперечной оси обнаружения или на второй поперечной оси обнаружения, если передний поперечный край листового элемента не обнаружен на первой поперечной оси обнаружения, для захвата листового элемента;
затем определяют по меньшей мере погрешность продольного размещения и погрешность поперечного размещения листового элемента, захваченного захватным элементом, относительно теоретического положения путем обнаружения приводочных меток, напечатанных на листовом элементе, с помощью модуля датчиков фронтальной коррекции на третьей поперечной оси обнаружения; и
управляют перемещением захватного элемента в направлении штанги с захватами в соответствии с определенными погрешностями размещения листового элемента.
Дополнительные преимущества и признаки станут очевидными из описания следующих чертежей, которые приведены в качестве неограничивающего примера:
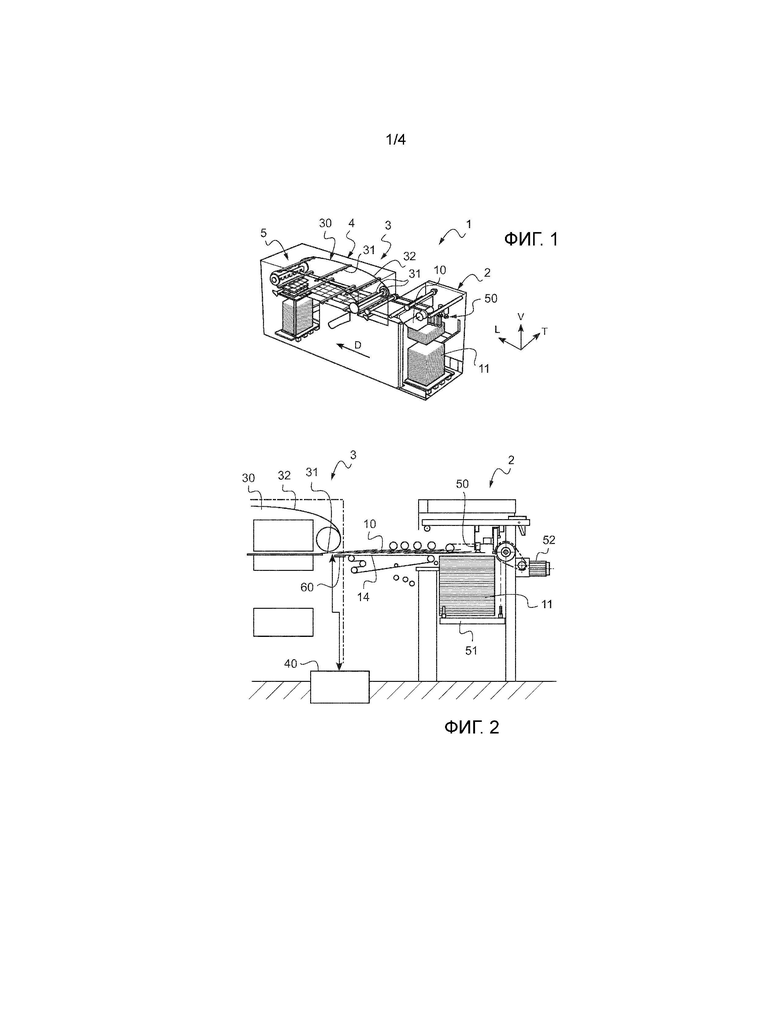
Фиг.1 представляет собой схематическое изображение обрабатывающей машины первого типа.
Фиг.2 иллюстрирует станцию подачи обрабатывающей машины первого типа, показанной на Фиг.1.
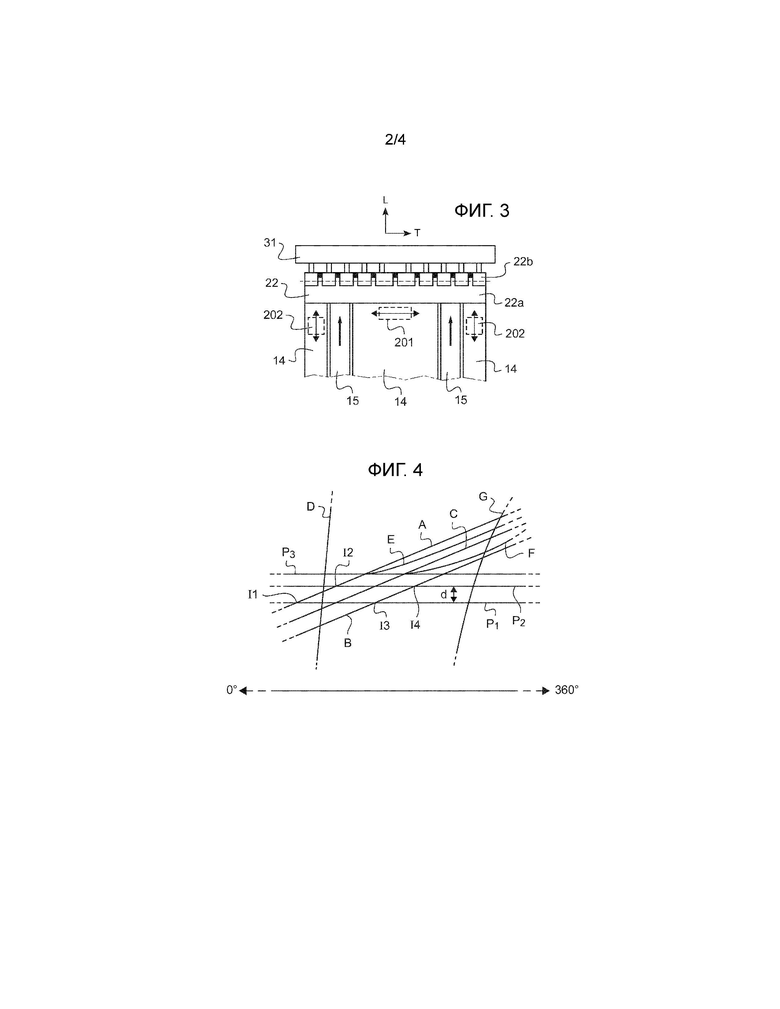
Фиг.3 иллюстрирует устройство приводки на станции подачи, показанной на Фиг.2, со штангой с зажимными губками, расположенной параллельно штанге с захватами.
Фиг.4 представляет собой график, иллюстрирующий перемещения листовых элементов, штанги с захватами и штанги с зажимными губками во время машинного цикла, причем машинный угол (AM) обозначен на оси х, а расстояние обозначено на оси y.
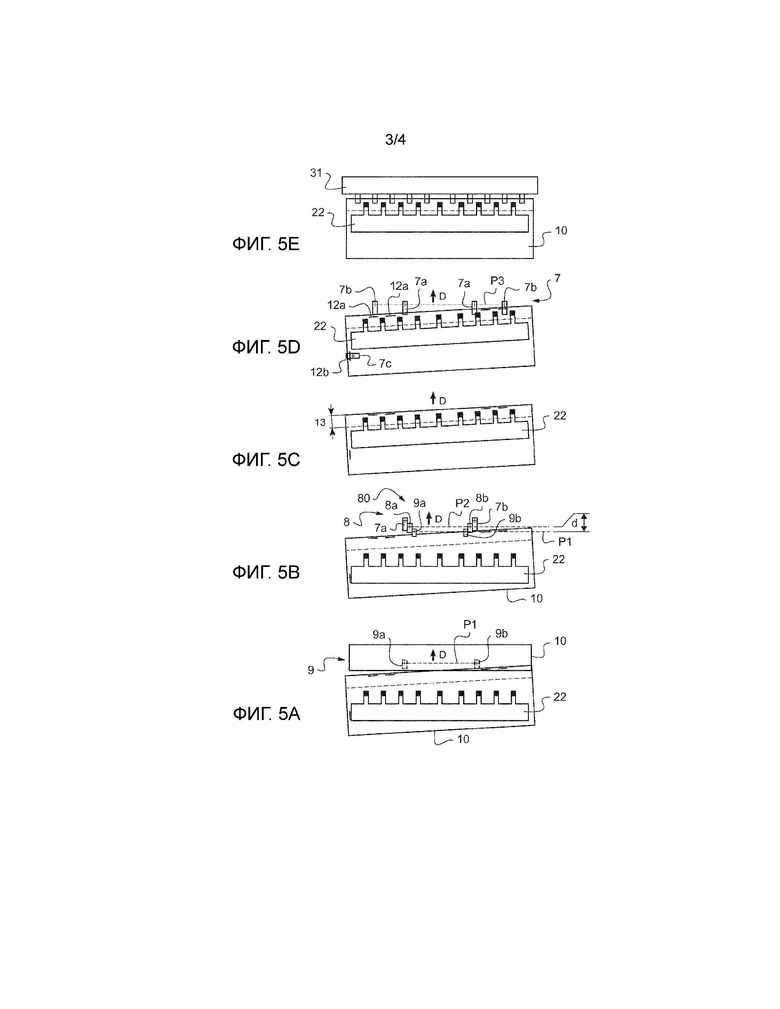
Фиг.5A-5E схематически иллюстрируют использование способа размещения листовых элементов в обрабатывающей машине.
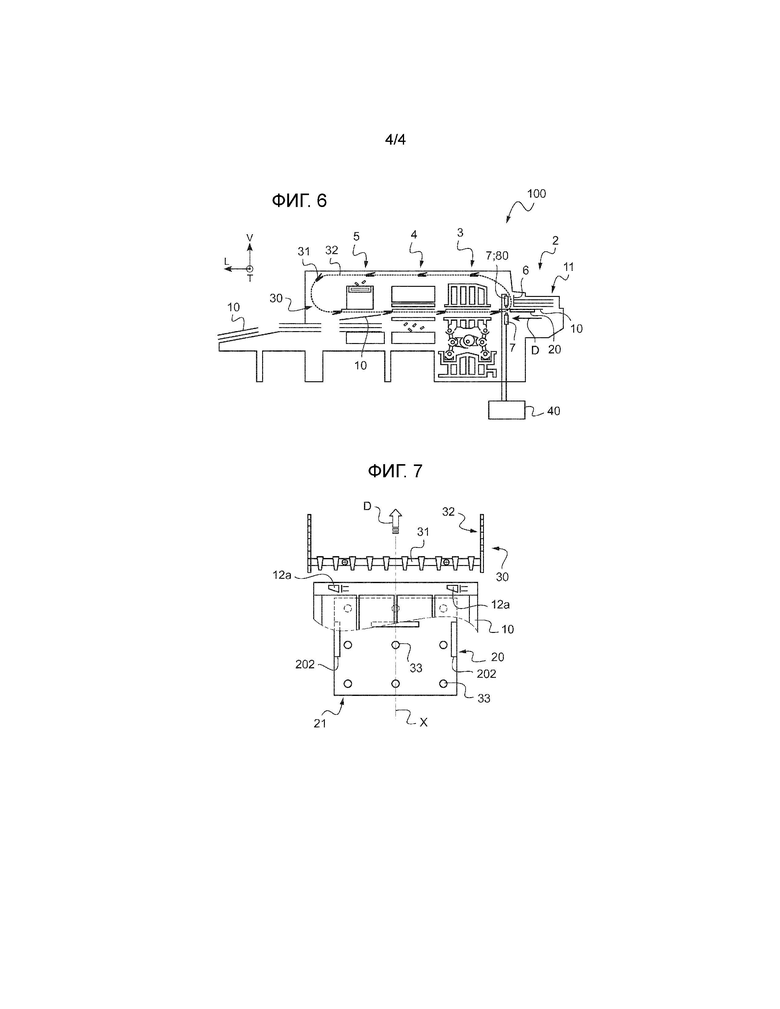
Фиг.6 представляет собой схематическое изображение обрабатывающей машины второго типа.
Фиг.7 представляет собой схематический вид в плане переднего поперечного края листового элемента, захваченного присасывающей пластиной обрабатывающей машины второго типа, движущегося в направлении штанги с захватами для захвата указанной штангой с захватами.
В целях ясности одинаковые элементы обозначены идентичными ссылочными позициями. Подобным образом проиллюстрированы только элементы, необходимые для понимания изобретения, схематическим образом и не в масштабе.
Продольное, вертикальное и поперечное (или боковое) направления показаны на Фигуре 1 в ортогональной пространственной системе (L, V, T).
Выражения «выше по ходу» и «ниже по ходу» определены со ссылкой на направление перемещения листовых элементов 10 в продольном направлении L, как указано стрелкой D на Фиг.1 и 7. Листовые элементы перемещаются сверху вниз по ходу, как правило, вдоль главной оси машины в продольном направлении L, например, при перемещении с периодическими остановками. Прилагательные «продольный» и «поперечный» определены относительно этой главной оси. Выражения «листовые элементы» и «листы» являются эквивалентными и относятся к элементам, содержащим как гофрированный картон, так и плоский картон или бумагу, а также любые другие материалы, обычно используемые в упаковочной промышленности.
Фиг.1 показывает схематический общий вид первого варианта выполнения обрабатывающей машины 1, например, высекального пресса, в которой может быть использован способ размещения листовых элементов 10, например, листов.
Обрабатывающая машина 1 содержит последовательность обрабатывающих станций, как правило, включающих в себя станцию 2 подачи, после которой расположены станция 3 высечки, станция 4 удаления отходов и станция 5 приема. Количество и характер обрабатывающих станций могут варьироваться в зависимости от характера и сложности операций преобразования, выполняемых с листовыми элементами 10.
На станции 2 подачи листовые элементы 10 размещаются в виде стопки 11, извлекаются из верхней части стопки 11, размещаются в виде перекрывающегося каскада и затем передаются на подающий стол 14 перед вставкой с помощью устройства 60 приводки во множество захватных элементов штанги 31 с захватами конвейера 30 обрабатывающей машины 1, причем конвейер 30 перемещает листовые элементы 10 на последующие станции 3, 4, 5 с определенным шагом.
Точнее говоря, конвейер 30 содержит, например, две петли цепей 32. Между петлями цепей обеспечено множество поперечных штанг, оснащенных захватами, в общем известных как штанги 31 с захватами; каждая их которых, в свою очередь, используется для захвата листового элемента 10 на его переднем крае.
Петли цепей 32 периодически перемещаются и останавливаются. Во время перемещения каждая штанга 31 с захватами продвигается от одной станций до смежной станции, расположенной ниже по ходу. Место остановки штанг 31 с захватами определяется петлями цепей 32, которые перемещаются в каждом цикле на постоянное расстояние. Это расстояние соответствует теоретическому шагу штанг 31 с захватами на петлях цепей 32. Обрабатывающие станции 2, 3, 4 и 5 зафиксированы и отделены друг от дуга на такой же шаг, так что при каждой остановке штанги 31 с захватами останавливаются с точной приводкой с инструментами на этих станциях.
Перемещение штанг 31 с захватами описывает цикл, соответствующий передаче листового элемента 10 от одной станции до следующей станции. Каждая станция выполняет свою работу синхронно с этим циклом, который в общем известен как машинный цикл. Перемещения, ускорения, скорости, усилия часто представлены кривой, соответствующей машинному циклу, причем значение абсциссы варьируется от 0° до 360°. Значение абсциссы кривой такого вида в общем известно, как машинный угол (AM).
Устройства для размещения листового элемента 10 в виде перекрывающегося каскада и для перемещения перекрывающегося каскада более подробно показаны на Фиг.2. Стопка 11 преобразуется в перекрывающийся каскад с помощью блока 50 с присосами, причем верхняя часть стопки 11 поддерживается на постоянном уровне за счет подъема удерживающего стопку лотка 51, приводимого в движение двигателем 52. Листовой элемент 10 в верхней части стопки 11 подхватывается сзади и затем выдвигается вперед присосом 50 для образования перекрывающегося каскада, причем передний участок листового элемента 10 проскальзывает под предыдущий листовой элемент 10.
Листовые элементы 10 из перекрывающегося каскада точно выравниваются в продольном и поперечном направлениях устройством 60 приводки обрабатывающей машины 1, что позволяет размещать листовые элементы 10 в штанге 31 с захватами, которая перемещает их с определенным шагом на следующие станции 3, 4, 5. Размещение листовых элементов 10, образующих перекрывающийся каскад, происходит на конце подающего стола 14, расположенном рядом с конвейером 30 станции 3 высечки, с использованием сложной системы, которая не требует остановки листовых элементов 10.
Устройство 60 приводки содержит захватной элемент, соединенный с подающим столом 14, для захвата и размещения листовых элементов 10 в штанге 31 с захватами. В первом варианте выполнения, показанном на Фиг.1-3, захватной элемент содержит две поперечные штанги 22a, 22b. Поперечные штанги 22a, 22b соединены с подающим столом 14, так что при поступлении листового элемента 10, передаваемого лентами 15 подающего стола 14, он проходит между поперечными штангами 22a, 22b. Верхняя поперечная штанга 22a выполнена с возможностью перемещения в направлении нижней поперечной штанги 22b, так что захватной элемент может находиться в открытом положении и закрытом положении, в котором поперечные штанги 22a, 22b захватывают листовой элемент 10. Такой захватной элемент широко известен как штанга 22 с зажимными губками, функция которой заключается в захвате листового элемента 10 на его переднем поперечном крае для передачи его в штангу 31 с захватами в зависимости от его первоначального исходного положения.
Устройство 60 приводки также содержит исполнительный модуль, выполненный с возможностью перемещения штанги 22 с зажимными губками.
Он может быть выполнен с возможностью приведения в движение поперечных штанг 22a, 22b штанги 22 с зажимными губками в поперечном направлении относительно продольного направления и в продольном направлении, а также с возможностью поворота поперечных штанг 22a, 22b штанги 22 с зажимными губками. В первом варианте выполнения исполнительный модуль также выполнен с возможностью активации открытия и закрытия штанги 22 с зажимными губками.
В первом примере исполнительный модуль содержит поперечный исполнительный механизм 201, например, линейный двигатель, выполненный с возможностью приведения в движение штанги 22 с зажимными губками вдоль поперечного направления относительно продольного направления.
Исполнительный модуль также содержит два продольных исполнительных механизма 202, которые также реализованы в виде линейных двигателей, разнесенных друг от друга в поперечном направлении, причем каждый продольный исполнительный механизм 202 выполнен с возможностью перемещения штанги 22 с зажимными губками в продольном направлении. В случае, когда два продольных исполнительных механизма 202 принимают разные сигналы, они осуществляют поворот штанги 22 с зажимными губками вокруг оси, перпендикулярной поверхности подающего стола 14, соединенного со штангой 22 с зажимными губками, на котором лежит листовой элемент 10.
В качестве альтернативы двум продольным исполнительным механизмам 202, исполнительный модуль может содержать только один продольный исполнительный механизм 202, например, линейный двигатель, выполненный с возможностью перемещения штанги 22 с зажимными губками в продольном направлении, и один поворотный исполнительный механизм, выполненный с возможностью поворота штанги 22 с зажимными губками вокруг оси, перпендикулярной поверхности подающего стола 14.
Исполнительный модуль может быть расположен под подающим столом 14 (показано пунктирными линиями на Фиг.3).
Исполнительный модуль управляется для приведения в движение штанги 22 с зажимными губками в соответствии с траекторией, которая зависит от первоначального положения листового элемента 10. Это первоначальное положение определяется датчиками устройства 60 приводки.
Устройство 60 приводки содержит по меньшей мере один модуль 7 датчиков фронтальной коррекции, выполненный с возможностью определения фронтального положения приводочных меток 12a, напечатанных на переднем участке листового элемента 10, при перемещении листового элемента 10, захваченного штангой 22 с зажимными губками, для выполнения продольного, поперечного и углового выравнивания (Фиг.5D).
Приводочные метки 12a напечатаны на переднем участке листового элемента 10, обычно на переднем участке 13, который идет в отходы и используется штангой 31 с захватами для удержания листового элемента 10. Приводочные метки 12b также могут быть напечатаны на боковом участке листового элемента 10, в частности, для определения поперечного положения листового элемента 10 с целью выполнения поперечного выравнивания.
Модуль 7 датчиков фронтальной коррекции может содержать по меньшей мере одну пару датчиков 7a фронтальной коррекции, выровненных вдоль третьей поперечной оси P3 обнаружения относительно продольного направления и разнесенных друг от друга, что позволяет одновременно определять погрешность продольного размещения и погрешность углового размещения листового элемента 10.
Например, модуль 7 датчиков фронтальной коррекции содержит по меньшей мере первую пару датчиков 7a фронтальной коррекции на первом расстоянии друг от друга, например, составляющем от 100 миллиметров до 1000 миллиметров. Модуль 7 датчиков фронтальной коррекции также может содержать вторую пару датчиков 7b фронтальной коррекции на втором расстоянии друг от друга, превышающем первое расстояние, например, составляющем от 500 миллиметров до 1500 миллиметров. Второе расстояние может вдвое превышать первое расстояние.
Устройство 60 приводки также может содержать по меньшей мере один датчик 7c поперечной коррекции, выполненный с возможностью определения поперечного положения приводочной метки 12b, напечатанной на боковом участке листового элемента 10, захваченного штангой 22 с зажимными губками.
Датчики 7a, 7b, 7c коррекции могут представлять собой оптические датчики, например, камеры, выполненные с возможностью определения интенсивности света, отражаемого поверхностью листового элемента 10. Они могут быть достаточно точными датчиками, имеющими высокую чувствительность для определения положения приводочных меток 12a, 12b, напечатанных на листовом элементе 10, реализованных с помощью различных сред или цветов.
Датчик 7c поперечной коррекции выполнен с возможностью обнаружения приводочных меток 12b на большей площади, чем датчики 7a, 7b фронтальной коррекции. Он представляет собой, например, датчик со световой завесой, выполненный с возможностью обнаружения приводочной метки 12b в области, определенной массивом зондирующих лучей.
Каждый датчик 7a, 7b, 7c коррекции может быть двойным. Один размещен над плоскостью прохождения листовых элементов 10, а другой размещен под ней. Такое расположение позволяет считывать напечатанные метки 12a, 12b сверху или снизу листового элемента 10. Например, это позволяет регистрировать метку 12a, 12b на листовых элементах 10, передаваемых в обратном направлении, например, для большого листового элемента 10, что облегчает его прохождение через станции.
Устройство 60 приводки также может содержать световые устройства, например, столько же световых устройств, сколько обеспечено датчиков 7a, 7b, 7c коррекции, обычно светодиодного типа, размещенные так, чтобы подсвечивать приводочные метки 12a, 12b для улучшения измерений, производимых датчиками 7a, 7b, 7c коррекции. Световые устройства предпочтительно могут быть встроены в датчики 7a, 7b, 7c коррекции, что обеспечивает преимущества с точки зрения использования пространства, упрощения механической установки и регулировки, а также с точки зрения обслуживания.
Следует отметить, что, поскольку модуль 7 датчиков фронтальной коррекции выполнен с возможностью обнаружения приводочных меток 12a, напечатанных на листовом элементе 10, он также может обнаруживать прохождение переднего поперечного края листового элемента 10.
Устройство 60 приводки также содержит по меньшей мере один модуль 80 датчиков предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно модуля 7 датчиков фронтальной коррекции.
Модуль 80 датчиков предварительной фронтальной коррекции выполнен с возможностью обнаружения прохождения переднего поперечного края листового элемента 10 на по меньшей мере двух разнесенных в продольном направлении поперечных осях P1, P2 обнаружения, одна из которых находится перед другой, во время перемещения листового элемента 10, но до того, как он будет захвачен штангой 22 с зажимными губками.
Модуль 80 датчиков предварительной фронтальной коррекции иметь очень простую конструкцию.
Например, модуль 80 датчиков предварительной фронтальной коррекции содержит по меньшей мере один оптический датчик, содержащий излучатель и приемник световых лучей, например, обнаруживающий разрыв светового луча из-за прохождения листового элемента 10 для обнаружения прохождения переднего поперечного края. В качестве альтернативы оптический датчик может содержать только приемник световых лучей для обнаружения света, отражаемого листовым элементом 10, с целью обнаружения прохождения переднего поперечного края.
Таким образом, он представляет собой простой двоичный датчик, способный указывать только наличие или отсутствие листового элемента 10. Датчики такого типа имеют низкую стоимость, широко доступны на рынке и занимают мало места.
Например, модуль 80 датчиков предварительной коррекции содержит по меньшей мере первый модуль 8 датчиков предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно модуля 7 датчиков фронтальной коррекции, и по меньшей мере второй модуль 9 датчиков предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно первого модуля 8 датчиков предварительной фронтальной коррекции.
Например, первый модуль 8 датчиков предварительной фронтальной коррекции содержит по меньшей мере пару первых датчиков 8a, 8b предварительной фронтальной коррекции, а второй модуль 9 датчиков предварительной фронтальной коррекции содержит по меньшей мере пару вторых датчиков 9a, 9b предварительной фронтальной коррекции.
Два первых датчика 8a, 8b предварительной фронтальной коррекции выровнены вдоль второй поперечной оси P2 обнаружения относительно продольного направления и разнесены друг от друга, что позволяет одновременно определять погрешность продольного размещения и погрешность углового размещения листового элемента 10. Два первых датчика 8a, 8b предварительной фронтальной коррекции могут быть разнесены в поперечном направлении на расстояние, составляющее от 100 миллиметров до 1000 миллиметров. Например, каждый из двух первых датчиков 8a, 8b предварительной фронтальной коррекции прикреплен к соответствующему датчику 7a, 7b фронтальной коррекции и расположен выше по ходу относительно датчика 7a, 7b фронтальной коррекции. Два первых датчика 8a, 8b предварительной фронтальной коррекции могут быть закреплены между двумя датчиками 7a, 7b фронтальной коррекции.
Два вторых датчика 9a, 9b предварительной фронтальной коррекции выровнены вдоль первой поперечной оси P1 обнаружения относительно продольного направления и разнесены друг от друга, что позволяет одновременно определять погрешность продольного размещения и погрешность углового размещения листового элемента 10. Два вторых датчика 9a, 9b предварительной фронтальной коррекции могут быть разнесены в поперечном направлении на расстояние, составляющее от 100 миллиметров до 1000 миллиметров. Например, каждый из двух вторых датчиков 9a, 9b предварительной фронтальной коррекции прикреплен к соответствующему первому датчику 8a, 8b предварительной фронтальной коррекции и расположен выше по ходу относительно первого датчика 8a, 8b предварительной фронтальной коррекции. Два вторых датчика 9a, 9b предварительной фронтальной коррекции могут быть закреплены между двумя первыми датчиками 8a, 8b предварительной фронтальной коррекции.
Расстояние d между первой поперечной осью P1 обнаружения и второй поперечной осью P2 обнаружение, разнесенными друг от друга в продольном направлении, то есть в данном примере между световым лучом первого датчика 8a, 8b предварительной фронтальной коррекции и световым лучом второго датчика 9a, 9b предварительной фронтальной коррекции, может составлять от 2 мм до 30 мм (Фиг.5B и 4).
В другом примере, не представленном на чертежах, модуль 80 датчиков предварительной фронтальной коррекции представляет собой датчик со световой завесой, выполненный с возможностью обнаружения прохождения переднего поперечного края листового элемента 10 на по меньшей мере двух разнесенных в продольном направлении поперечных осях P1, P2 обнаружения, одна из которых находится перед другой, и, следовательно, в световой завесе, имеющей ширину, например, от 2 мм до 30 мм.
В первом варианте выполнения модуль 80 датчиков предварительной фронтальной коррекции и модуль 7 датчиков фронтальной коррекции могут быть расположены между поперечными штангами 22a, 22b штанги 22 с зажимными губками над нижней поперечной штангой 22b и могут быть обращены вниз, так что при прохождении листового элемента 10, лежащего на нижней поперечной штанге 22b, между поперечными штангами 22a, 22b он может обнаруживаться модулем 80 датчиков предварительной фронтальной коррекции и модулем 7 датчиков фронтальной коррекции.
Устройство 60 приводки также содержит блок 40 вычисления и управления типа микропроцессора или микроконтроллера.
Блок 40 вычисления и управления выполнен с возможностью приема измерений от модуля 7 датчиков фронтальной коррекции, датчика 7c поперечной коррекции и модуля 80 датчиков предварительной фронтальной коррекции и управления исполнительным модулем для перемещения штанги 22 с зажимными губками в направлении штанги 31 с захватами и активации штанги 22 с зажимными губками для захвата листового элемента 10.
Далее будет описан примерный способ размещения листовых элементов 10 в обрабатывающей машине 1 со ссылкой на Фиг.4 и Фиг.5A-5E.
На Фиг.5A листовой элемент 10 показан между поперечными штангами 22a, 22b штанги 22 с зажимными губками со значительной погрешностью углового размещения и незначительной погрешностью продольного размещения.
На первом этапе во время продвижения каждого листового элемента 10 вниз по ходу в продольном направлении и до захвата штангой 22 с зажимными губками, определяют по меньшей мере погрешности продольного и углового размещения переднего поперечного края листового элемента 10 относительно теоретического положения путем обнаружения переднего поперечного края листового элемента 10 с использованием модуля 80 датчиков предварительной фронтальной коррекции на первой поперечной оси P1 обнаружения или на второй поперечной оси P2 обнаружения, расположенной ниже по ходу в продольном направлении относительно первой поперечной оси P1 обнаружения.
График, показанный на Фигуре 4, иллюстрирует две примерные траектории листовых элементов 10 во время машинного цикла, первый из которых движется с опережением (кривая A), а второй - с задержкой (кривая B) относительно своевременной оптимальной траекторий листового элемента 10, движущегося своевременно (кривая C).
Во время продвижения листового элемента 10 в продольном направлении, в случае листового элемента 10, достигающего первой поперечной оси P1 обнаружения с опережением (кривая A) при I1°AM, вторые датчики 9a, 9b предварительной фронтальной коррекции не могут обнаруживать прохождение переднего поперечного края листового элемента 10, так как листовой элемент 10 скрыт листовым элементом 10, расположенным перед ним (кривая D), только покидающим это положение (Фиг.5A).
Однако после нескольких °AM предыдущий листовой элемент 10 смещается, таким образом, открывая передний поперечный край листового элемента 10. По меньшей мере один из первых датчиков 8a, 8b предварительной фронтальной коррекции, расположенный ниже по ходу относительно вторых датчиков 9a, 9b предварительной фронтальной коррекции на второй поперечной оси P2 обнаружения, выполнен с возможностью обнаружения прохождения переднего поперечного края листового элемента 10 на расстоянии d при I2°AM, в промежутке между двумя последовательными листовыми элементами 10 (Фиг.5B).
В случае листового элемента 10, достигающего первой поперечной оси P1 обнаружение с задержкой (кривая B), по меньшей мере один из вторых датчиков 9a, 9b предварительной фронтальной коррекции может обнаруживать прохождение переднего поперечного края листового элемента 10 при I3°AM. Первые датчики 8a, 8b предварительной фронтальной коррекции также могут обнаруживать прохождение переднего поперечного края листового элемента 10 на расстоянии d при I4°AM.
В связи с этим модуль 80 датчиков предварительной фронтальной коррекции выполнен с возможностью предварительного обнаружения прохождения переднего поперечного края листового элемента 10 в промежутке между листовыми элементами 10 для листового элемента 10, движущегося с запаздыванием, своевременно или с опережением.
При выполнении измерений модулем 80 датчиков предварительной фронтальной коррекции, то есть первыми датчиками 8a, 8b предварительной фронтальной коррекции в случае листовых элементов 10, движущихся с опережением, или вторыми датчиками 9a, 9b предварительной фронтальной коррекции в случае листовых элементов 10, движущихся своевременно или с запаздыванием, эти измерения немедленно передаются в блок 40 вычисления и управления для вычисления положения переднего поперечного края листового элемента 10 и траектории штанги 22 с зажимными губками.
Блок 40 управления запрограммирован с использованием программного обеспечения на вычисление значений параметров перемещения (продольного или углового) штанги 22 с зажимными губками для управления штангой 22 с зажимными губками в соответствии с определенными погрешностями продольного и углового размещения на первой поперечной оси P1 обнаружения или на второй поперечной оси P2 обнаружения, если передний поперечный край листового элемента 10 не может быть обнаружен на первой поперечной оси P1 обнаружения, и для запуска смещения штанги 22 с зажимными губками.
Блок 40 вычисления и управления определяет время прохождения на основе измерений, передаваемых модулем 80 датчиков предварительной фронтальной коррекции. Затем блок 40 вычисления и управления вычисляет погрешности размещения на основе информации о скорости смещения. Затем блок 40 управления регулирует штангу 22 с зажимными губками путем передачи сигналов управления в продольные исполнительные механизмы 202 для корректировки погрешностей продольного и углового размещения с целью обеспечения идеального размещения переднего поперечного края листового элемента 10 в штанге 22 с зажимными губками.
Следовательно, когда листовой элемент 10 движется с опережением (кривая A) и обнаруживается при I2°AM, штанга 22 с зажимными губками может начинать продвигаться вперед немного после I2°AM (кривая E). В случае листового элемента 10, движущегося с большой задержкой (кривая B) и обнаруженного ранее при I3°AM, штанга 22 с зажимными губками также может начинать перемещаться, но позже, немного после I3°AM (кривая F).
В обоих случаях штанга 22 с зажимными губками приводится в движение для размещения параллельно листовому элементу 10 (кривые E, F). В обоих случаях прохождение переднего поперечного кроя листового элемента 10 заранее обнаруживается модулем 80 датчиков предварительной фронтальной коррекции, и в обоих случаях штанга 22 с зажимными губками заранее может начинать перемещаться для надлежащего размещения перед захватом листового элемента 10, что позволяет избежать чрезмерного ускорения и вибраций штанги 22 с зажимными губками.
Таким образом, штанга 22 с зажимными губками регулируется в соответствии с определенной погрешностью продольного размещения и определенной погрешностью углового размещения на первой поперечной оси P1 обнаружения или на второй поперечной оси P2 обнаружения, если передний поперечный край листового элемента 10 не может быть обнаружен на первой поперечной оси P1 обнаружения, для захвата листового элемента 10.
Фиг.5C иллюстрирует момент, в который штанга 22 с зажимными губками захватывает листовой элемент 10. Поскольку штанга 22 с зажимными губками отрегулирована в соответствии с определенными погрешностями размещения, штанга 22 с зажимными губками своевременно захватывает листовой элемент 10, зажимая его точно на переднем участке 13, который идет в отходы, и которой параллелен поперечным штангам штанги 22 с зажимными губками.
Затем на втором этапе определяют погрешность продольного размещения, погрешность поперечного размещения и погрешность углового размещения листового элемента 10, захваченного штангой 22 с зажимными губками, относительно теоретического положения путем обнаружения приводочных меток 12a, 12b, напечатанных на указанном листовом элементе 10, с использованием модуля 7 датчиков фронтальной коррекции на третьей поперечной оси P3 обнаружения и датчика 7c поперечной коррекции.
Модуль 7 датчиков фронтальной коррекции и датчик 7c поперечной коррекции определяют интенсивность света, отражаемого поверхностью листового элемента 10 при подсветке осветительным устройством в заданной области, в которой находятся приводочные метки 12a, 12b. Обработка сигнала, полученного таким образом, позволяет вычислить положение приводочных меток 12a, 12b. Фиг.5D схематически иллюстрирует определение погрешностей поперечного, продольного и углового размещения листового элемента 10 с помощью модуля 7 датчиков фронтальной коррекции и датчика 7c поперечной коррекции.
При выполнении измерений модулем 7 датчиков фронтальной коррекции и датчиком 7c поперечной коррекции, эти измерения немедленно передаются в блок 40 вычисления и управления для вычисления положения приводочных меток 12a, 12b. Блок 40 вычисления и управления вычисляет погрешности поперечного, продольного и углового размещения на основе этих измерений и теоретического положения, которое должен иметь листовой элемент 10 при захвате штангой 22 с зажимными губками, и вычисляет траекторию 22 штанги с зажимными губками.
Затем блок 40 вычисления и управления регулирует штангу 22 с зажимными губками в соответствии с определенными погрешностями размещения листового элемента 10 путем передачи сигналов управления в поперечный исполнительный механизм 201 и продольные исполнительные механизмы 202 для перемещения штанги 22 с зажимными губками с целью коррекции погрешностей поперечного, продольного и углового размещения, обеспечивающей идеальное размещение переднего поперечного края листового элемента 10 в штанге 31 с захватами. Фиг.5E схематически иллюстрирует размещение листового элемента 10, причем поперечные штанги 22a, 22b штанги 22 с зажимными губками расположены параллельно поперечной штанге штанги 31 с захватами.
На основе теоретического положения остановки штанги 31 с захватами на станции 2 подачи (кривая G) блок 40 управления может вычислять значения параметров перемещения (поперечного, продольного или углового) штанги 22 с зажимными губками так, чтобы последняя подавала листовой элемент 10 в штангу 31 с захватами надлежащим образом.
После подачи листового элемента 10 в штангу 31 с захватами, штанга 22 с зажимными губками возвращается в свое исходное положение и ожидает прохождения нового листового элемента 10.
Листовой элемент 10 передается штангой 31 с захватами на станцию 3 высечки, где он высекается в соответствии со штампом, соответствующим желаемой форме, например, для получения множества коробок заданной формы. На этой станции или на одной или более последующих станциях также могут выполняться другие операции, например, подсчет линий сгиба, тиснение некоторых поверхностей и/или размещение узоров из металлизированных полос.
Все эти этапы должны выполняться во время продвижения каждого листового элемента 10. Это, в частности, означает, что листовой элемент 10 своевременно захватывается штангой 22 с зажимными губками без остановки, и что измерения, предварительные корректировки и корректировки также выполняются во время этого продвижения. Таким образом, листовой элемент 10 никогда не останавливается, что позволяет достигать высокой производительности, например, порядка 12 000 листов в час.
Фиг.6 иллюстрирует схематический общий вид второго варианта выполнения обрабатывающей машины 100, в которой может быть применен способ размещения листовых элементов 10. Обрабатывающая машина 100, как и обрабатывающая машина 1 в соответствии с первым вариантом выполнения, содержит последовательность обрабатывающих станций, как правило, включающих в себя станцию 2 подачи, после которой расположены станция 3 высечки, станция 4 удаления отходов и станция 5 приема.
На станции 2 подачи листовые элементы 10 размещаются в виде стопки 11, которая упирается в ограничитель 6, также используемый в качестве переднего упора для этих элементов. Листовые элементы могут последовательно извлекаться из нижней части стопки 11 через щель или зазор, оставленный в нижней части ограничителя 6, и затем передаваться в устройство 20 приводки в соответствии со вторым вариантом выполнения.
Фиг.7 иллюстрирует схематический вид сверху переднего участка листового элемента 10, перемещаемого в направлении штанги 31 с захватами с помощью устройства 20 приводки. В примерной обрабатывающей машине 100, показанной на Фиг.6, захватной элемент устройства 20 приводки содержит множество присосов 33, расположенных на присасывающей пластине 21. При обеспечении вакуума в присосах 33 активированная присасывающая пластина 21 захватывает листовой элемент 10, извлекая его из нижней части стопки 11. Это вызывает проскальзывание листового элемента 10 под ограничителем 6 и перемещение его в определенное положении в зацеплении со штангой 31 с захватами конвейера 30.
Во втором варианте выполнения присасывающая пластина 21 регулируется так, чтобы передний поперечный край пластины, поддерживающей листовой элемент 10, был расположен параллельно поперечной штанге штанги 31 с захватами для надлежащей подачи листового элемента 10 в штангу 31 с захватами.
Группа изобретений предназначена для использования в печатной и упаковочной промышленности. Захватный элемент (21; 22) устройства для размещения листовых элементов (10) в штанге (31) с захватами конвейера (30) обрабатывающей машины (1) перемещает листовые элементы (10) в продольном направлении. Исполнительный модуль (201, 202) приводит в движение захватный элемент (21; 22). Модуль (7) датчиков фронтальной коррекции определяет фронтальное положение приводочных меток (12a) листового элемента (10), захваченного захватным элементом (21; 22). Модуль (80) датчиков предварительной фронтальной коррекции расположен выше по ходу в продольном направлении относительно модуля (7) датчиков фронтальной коррекции. Модуль (80) датчиков предварительной фронтальной коррекции обнаруживает прохождение переднего поперечного края листового элемента (10) на разнесенных в продольном направлении поперечных осях (P1, P2) обнаружения, одна из которых находится перед другой, и передает измерения в блок (40) вычисления и управления обрабатывающей машины (1). Блок (40) вычисления и управления обрабатывающей машины (1) управляет исполнительным модулем (201, 202) для перемещения захватного элемента (21; 22) в направлении штанги (31) с захватами и активирует захватный элемент (21; 22) для захвата листового элемента (10). Изобретение также относится к обрабатывающей машине для обработки листовых элементов, содержащей указанное устройство приводки, и к способу размещения листовых элементов в обрабатывающей машине. Изобретение позволяет снизить вероятность остановки машины, связанной с погрешностью размещения листового элемента, выходящей за пределы допуска. 3 н. и 7 з.п. ф-лы, 7 ил.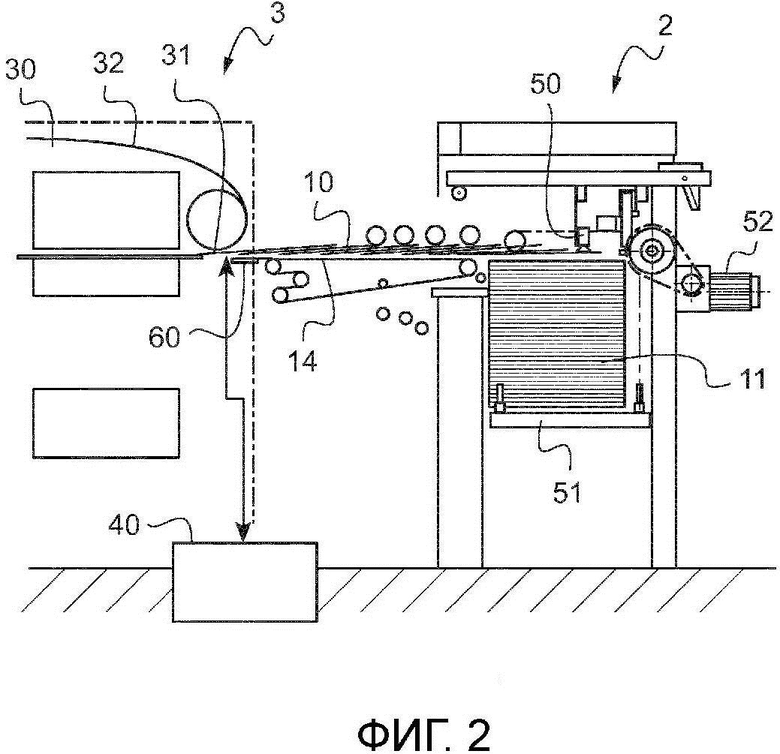
1. Устройство (20; 60) приводки для обрабатывающей машины (1), предназначенной для обработки листовых элементов (10), содержащее:
- захватной элемент (21; 22) для размещения листовых элементов (10) в штанге (31) с захватами конвейера (30) обрабатывающей машины (1), который перемещает листовые элементы (10) в продольном направлении,
- исполнительный модуль (201, 202), выполненный с возможностью приведения в движение захватного элемента (21; 22),
- по меньшей мере один модуль (7) датчиков фронтальной коррекции, выполненный с возможностью определения фронтального положения приводочных меток (12a), напечатанных на переднем участке листового элемента (10), захваченного захватным элементом (21; 22),
отличающееся тем, что устройство (20; 60) приводки содержит:
- по меньшей мере один модуль (80) датчиков предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно модуля (7) датчиков фронтальной коррекции, причем модуль (80) датчиков предварительной фронтальной коррекции выполнен с возможностью:
обнаружения прохождения переднего поперечного края листового элемента (10) на по меньшей мере двух разнесенных в продольном направлении поперечных осях (P1, P2) обнаружения, одна из которых находится перед другой, и
передачи измерений в блок (40) вычисления и управления обрабатывающей машины (1), который выполнен с возможностью:
управления исполнительным модулем (201, 202) для перемещения захватного элемента (21; 22) в направлении штанги (31) с захватами и
активации захватного элемента (21; 22) для захвата листового элемента (10).
2. Устройство (20; 60) приводки по предыдущему пункту, в котором расстояние (d) между первой поперечной осью (P1) обнаружения и второй поперечной осью (P2) обнаружения, которые разнесены друг от друга в продольном направлении, составляет от 2 до 30 мм.
3. Устройство (20; 60) приводки по любому из предыдущих пунктов, в котором датчик предварительной фронтальной коррекции содержит:
- по меньшей мере первый датчик (8) предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно модуля (7) датчиков фронтальной коррекции, и
- по меньшей мере второй датчик (9) предварительной фронтальной коррекции, расположенный выше по ходу в продольном направлении относительно первого датчика (8) предварительной фронтальной коррекции.
4. Устройство (20; 60) приводки по любому из предыдущих пунктов, в котором:
первый датчик предварительной фронтальной коррекции содержит по меньшей мере пару первых датчиков (8a, 8b) предварительной фронтальной коррекции, выровненных вдоль поперечного направления и разнесенных друг от друга, и
второй датчик предварительной фронтальной коррекции содержит по меньшей мере пару вторых датчиков (9a, 9b) предварительной фронтальной коррекции, выровненных вдоль поперечного направления и разнесенных друг от друга.
5. Устройство (20; 60) приводки по любому из предыдущих пунктов, в котором датчик предварительной коррекции содержит по меньшей мере один оптический датчик, включающий в себя по меньшей мере один приемник светового луча.
6. Устройство (20; 60) приводки по любому из предыдущих пунктов, в котором исполнительный модуль содержит:
- поперечный исполнительный механизм (201), выполненный с возможностью приведения в движение захватного элемента (21; 22) вдоль поперечного направления относительно продольного направления; и
- два продольных исполнительных механизма (202), разнесенных друг от друга в поперечном направлении, причем каждый продольный исполнительный механизм (202) выполнен с возможностью приведения в движение захватного элемента (21; 22) в продольном направлении, или один продольный исполнительный механизм (202), выполненный с возможностью перемещения захватного элемента (21; 22) в продольном направлении, и один поворотный исполнительный механизм, выполненный с возможностью поворота захватного элемента (21; 22).
7. Устройство (20; 60) приводки по любому из предыдущих пунктов, в котором модуль (7) датчиков фронтальной коррекции содержит по меньшей мере пару датчиков (7a, 7b) фронтальной коррекции, выровненных вдоль поперечного направления и разнесенных друг от друга в поперечном направлении.
8. Устройство (20; 60) приводки по любому из предыдущих пунктов, причем устройство (20; 60) приводки содержит по меньшей мере один датчик (7c) поперечной коррекции, выполненный с возможностью определения поперечного положения приводочной метки (12b), напечатанной на боковом участке листового элемента (10), захваченного захватным элементом (21; 22).
9. Обрабатывающая машина (1) для обработки листовых элементов (10), причем обрабатывающая машина (1) содержит:
- конвейер (30) для перемещения множества листовых элементов (10) в продольном направлении, причем конвейер (30) включает в себя множество штанг (31) с захватами;
- устройство (20; 60) приводки по любому из предыдущих пунктов, включающее в себя захватной элемент (21; 22) для размещения листовых элементов (10) во множестве штанг (31) с захватами конвейера (30),
- блок (40) вычисления и управления, выполненный с возможностью:
приема измерений от модуля (80) датчиков предварительной фронтальной коррекции для управления исполнительным модулем с целью перемещения захватного элемента (21; 22) и захвата листового элемента (10) и
приема измерений от модуля (7) датчиков фронтальной коррекции для управления исполнительным модулем с целью перемещения захватного элемента (21; 22) в направлении штанги (31) с захватами.
10. Способ размещения листовых элементов (10) в обрабатывающей машине (1) по предыдущему пункту, причем способ размещения листовых элементов (10) содержит последовательные этапы, на которых:
- продвигают листовые элементы (10) вниз по ходу в продольном направлении и
- во время продвижения каждого листового элемента (10)
определяют по меньшей мере погрешность продольного размещения и погрешность углового размещения листового элемента (10) относительно теоретического положения путем обнаружения прохождения переднего поперечного края листового элемента (10) с помощью модуля (80) датчиков предварительной фронтальной коррекции на первой поперечной оси (P1) обнаружения или на второй поперечной оси (P2) обнаружения, расположенной ниже по ходу в продольном направлении относительно первой поперечной оси (P1) обнаружения;
управляют захватным элементом (21; 22) в соответствии с определенной погрешностью продольного размещения и определенной погрешностью углового размещения на первой поперечной оси (P1) обнаружения или на второй поперечной оси (P2) обнаружения, если передний поперечный край листового элемента (10) не был обнаружен на первой поперечной оси (P1) обнаружения, для захвата листового элемента (10);
затем определяют, по меньшей мере, погрешность продольного размещения и погрешность поперечного размещения листового элемента (10), захваченного захватным элементом (21; 22) относительно теоретического положения, путем обнаружения приводочных меток (12a), напечатанных на листовом элементе (10), с помощью модуля (7) датчиков фронтальной коррекции на третьей поперечной оси (P3) обнаружения; и
управляют перемещением захватного элемента (21; 22) в направлении штанги (31) с захватами в соответствии с определенными погрешностями размещения листового элемента (10).
| WO 2011009567 A1, 27.01.2011 | |||
| УСТРОЙСТВО ДЛЯ ПРИВОДКИ | 2007 |
|
RU2436722C2 |
| RU 2053886 C1, 10.02.1996 | |||
| ФРУКТОВАЯ ЗАКУСКА | 2006 |
|
RU2407402C2 |

