Судовые двери предназначены для закрытия проемов в корпусных конструкциях, обеспечения сообщения между смежными помещениями, для выхода на открытые участки палубы и т. д. В процессе эксплуатации судовые двери могут подвергаться воздействию воды (в частности, морской), ультрафиолетовых лучей, изменений температур воздуха, а также воздействию повышенного давления окружающей среды (атмосферы, жидкости, газа). На сегодняшний день судовые двери должны соответствовать требованиям Международной конвенции о грузовой марке, КГМ (англ. International Convention on Load Lines), вступившей в силу 1 января 2005 г., требованиям надёжности, живучести и стойкости к внешним воздействиям, эргономики, технологичности, а также соответствовать требованиям ТУ производителя.
Из уровня техники (см. патент CN109625179 А, МПК B23P15/00, B63B19/08, опубл. 16.04.2019) известна высокопрочная дверь, содержащая раму, полотно и множество подвижных ручек, причем полотно подвижно соединено с одной стороной рамы посредством петель, причем на части полотна расположена уплотнительная планка, соприкасающаяся с рамой двери. Подвижные ручки проходят через полотно и соединяется с карточной пластиной, которая зацепляется с рамой с обоих концов. Средняя часть полотна имеет дугообразную структуру, выступающую вовне от внешней стороны полотна, а дугообразная вогнутая сторона полотна соединена с множеством ступенчатых ребер жесткости, причем ребра жесткости являются изогнутыми с той же кривизной, что и кривизна вогнутой стороны полотна. К недостаткам данного решения можно отнести неравномерную прочность полотна. Вследствие этого силы, возникающие при увеличении давления на полотно, приводят к неравномерной нагрузке на ее поверхность и, как следствие, под действием возникающих внутренних механических напряжений, разрушают конструкцию. Кроме того, сварное соединение ребер жесткости с внутренней стороны в зоне штамповки дугообразной структуры увеличивает вес, усложняет конструкцию, и упрочняет лишь узкое место, но не решает проблему в целом, по всей плоскости.
Наиболее близкой по технической сущности к предлагаемому изобретению является судовая дверь, содержащая раму, полотно двери, имеющее внутреннюю и внешнюю стороны, уплотнительную прокладку, петли, ручку защелки и ручку задрайки, отбортовку, расположенную по краям полотна, и уплотнитель, размещенный по периметру полотна, причем в центре полотна на его внешней стороне выполнено ступенчатое углубление (см. Межгосударственный стандарт ГОСТ 25088-98. Двери судовые. Технические условия, опубл. 01.01.2002). Недостатком известного решения является то, что углубление в центре полотна, выполненное на его внешней стороне, т.е. направленное от внешней стороны к внутренней, хоть и увеличивает прочность полотна, но не существенно снижает сопротивление внешнему давлению. Кроме того, для увеличения прочности полотна (т. е. максимально допустимого внутреннего и внешнего давления), а также при увеличении размеров двери в свету ГОСТ 25088-98 предусматривает увеличение толщины полотна. Однако даже незначительное увеличение толщины полотна приводит к существенному увеличению массы двери, например масса одной из наиболее распространенных дверей составляет около ста тридцати килограмм, что, с учетом множества дверей на судне, приводит к увеличению общей массы судна и негативно сказывается на его ходовых качествах.
Технической проблемой является устранение указанных недостатков известного уровня техники и разработка судовой двери, которая, по сравнению с прототипом, при сохранении толщины полотна, характеризуется увеличенной прочностью полотна и более равномерным распределением прочности по поверхности полотна.
Технический результат заключается в увеличении прочности конструкции полотна при сохранении его толщины за счет создания конструкции полотна с равномерной или квазиравномерной прочностью поверхности, что обеспечивает равномерное напряжение полотна в продольном и поперечном направлениях. Это позволяет применять меньшую толщину полотна при увеличении размеров в свету двери судовой, а также при увеличении требуемого максимального внешнего давления, и в результате снизить массу судовой двери.
Поставленная проблема решается, а технический результат достигается за счет того, что в предлагаемой судовой водогазонепроницаемой двери, содержащей раму, полотно двери, имеющее внешнюю сторону, расположенную в направлении открытия двери, и внутреннюю сторону, расположенную в направлении закрытия двери, причем полотно подвижно соединено с рамой посредством петель и содержит выпуклость, которая выполнена в центре полотна и имеет форму, схожую с формой полотна, и отбортовку, расположенную по краям полотна, механизм задрайки, установленный на полотне с возможностью запирания двери, по меньшей мере одну ручку, проходящую через полотно и соединенную с механизмом задрайки с возможностью управления им, и уплотнитель, размещенный по периметру полотна,
выпуклость полотна выступает от внешней стороны полотна, а отбортовка выступает от внутренней стороны полотна, при этом полотно содержит по меньшей мере один рифт.
Выпуклость полотна выполнена ступенчатой, или выпуклость имеет бесступенчатую округлую форму, например, форму поверхности эллипсоида или сфероида.
По меньшей мере один рифт предпочтительно выступает от внешней стороны полотна и/или от внутренней стороны полотна.
По меньшей мере часть рифтов расположены на полотне симметрично и/или с равным интервалом.
Предпочтительно по меньшей мере один рифт по меньшей мере частично расположен на выпуклости полотна.
Дверь также содержит по меньшей мере один прямой рифт, и/или по меньшей мере один криволинейный рифт, и/или по меньшей мере один рифт в виде многоугольника.
По меньшей мере часть рифтов предпочтительно параллельны друг другу.
Полотно предпочтительно имеет форму прямоугольника со скругленными углами.
Предпочтительно толщина материала полотна одинакова по всей площади полотна.
Дверь предпочтительно содержит уплотнителедержатель, соединенный с полотном двери и расположенный вдоль отбортовки, причем уплотнитель размещен между отбортовкой и уплотнителедержателем. Уплотнителедержатель прикреплен к полотну под острым углом с наклоном в сторону уплотнителя.
Полотно двери выполнено из по меньшей мере одного листа металлопроката, причем направление волокон проката параллельно высоте полотна, или полотно выполнено из полимерного материала, или полотно содержит по меньшей мере один слой из листа металлопроката и по меньшей мере один слой из полимерного материала, нанесенного методом напыления.
Отбортовка выполнена как единое целое с полотном, или отбортовка имеет сборную конструкцию, прямые участки которой выполнены как единое целое с полотном, а скругления - из отдельных криволинейных элементов, соединенных с прямыми участками отбортовки.
На фиг. 1 представлен изометрический вид конструкции судовой водогазонепроницаемой двери согласно изобретению в сборе с рамой в закрытом состоянии.
На фиг. 2 - то же, в открытом состоянии.
На фиг. 3 представлен изометрический вид внутренней стороны полотна со ступенчатой выпуклостью, без нанесённых на него рифтов.
На фиг. 4 представлен изометрический вид внешней стороны полотна со ступенчатой выпуклостью в поперечном разрезе, без нанесённых на него рифтов.
На фиг. 5 представлен изометрический вид заготовки полотна для сборной конструкции отбортовки, без нанесённых на него рифтов.
На фиг. 6 представлен изометрический вид криволинейного элемента, образующего скругленные участки отбортовки сборной конструкции.
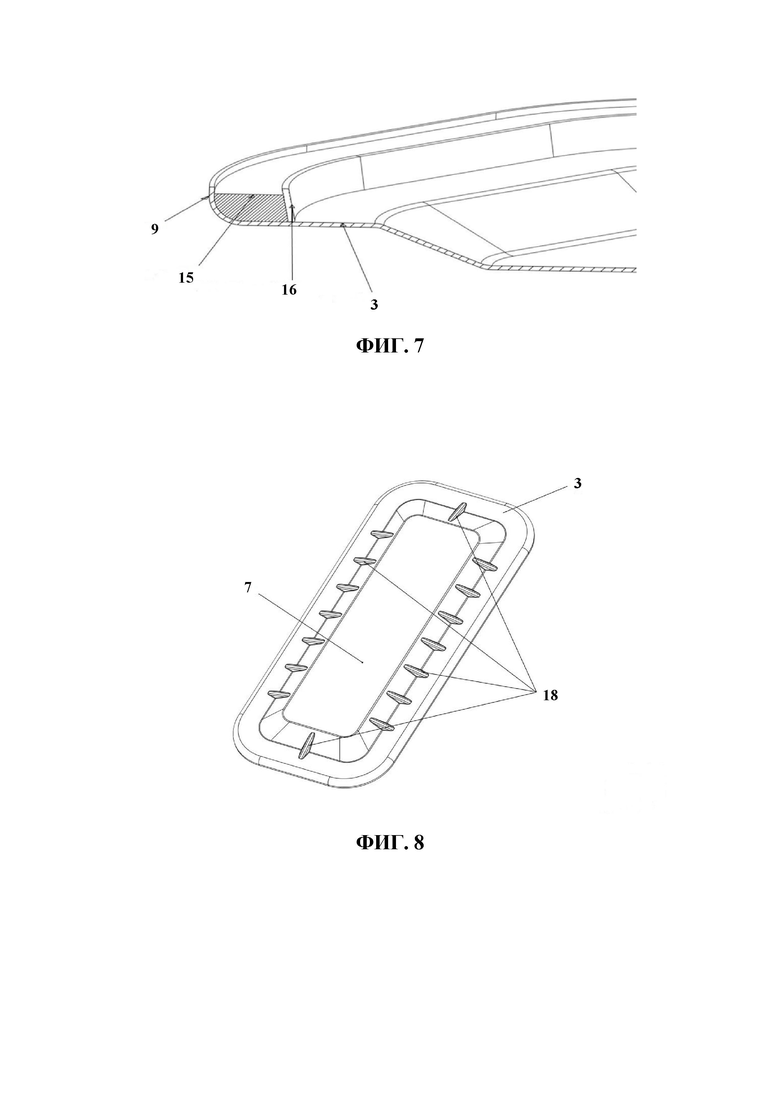
На фиг. 7 представлен изометрический вид в разрезе конструкции крепления уплотнителя к полотну.
На фиг. 8 и 9 представлены изометрические виды полотна со ступенчатой выпуклостью, на которых показаны примеры выполнения рифтов.
На фиг. 10 представлен изометрический вид в разрезе полотна с бесступенчатой выпуклостью, без нанесённых на него рифтов.
Судовая дверь 1 (фиг. 1, 2) содержит раму 2 и полотно 3 двери. Рама 2 выполняет функцию опоры для двери и, как правило, одновременно является комингсом судна. Полотно 3 имеет внешнюю сторону 4 и внутреннюю сторону 5 и подвижно соединено с рамой 2 посредством петель 6. В контексте настоящей заявки под внешней стороной полотна следует понимать сторону, расположенную в направлении открытия двери, а под внутренней стороной - сторону, расположенную в направлении закрытия двери. Таким образом, дверь открывается на внешнюю сторону.
С целью увеличения прочности и стойкости к воздействию внешнего давления (т. е. давления, прижимающего полотно к раме) в центре полотна 3 выполнена выпуклость 7, которая имеет форму, схожую с формой полотна 3. В контексте настоящей заявки под внешним давлением понимается давление, действующее на внешнюю сторону 4 полотна. Выпуклость 7 выполнена на внешней стороне 4 полотна 3, т .е. она выступает от внешней стороны 4 полотна 3, в направлении открытия двери. При таком расположении выпуклость 7 направлена против предполагаемого внешнего давления окружающей среды (атмосферы, жидкости, газа и т. п.).
Выпуклость 7 может быть выполнена ступенчатой (фиг. 1-5, 8, 9), т. е. содержащей по меньшей мере одну ступеньку со скругленными углами.
В альтернативном варианте осуществления (фиг. 10), выпуклость 8 может иметь бесступенчатую округлую форму, например, форму поверхности сегмента эллипсоида или сфероида.
Полотно 3 предпочтительно имеет форму прямоугольника со скругленными углами. Это позволяет уменьшить площадь, подверженную воздействию внешнего давления. Толщина материала полотна 3 предпочтительно одинакова по всей площади полотна 3.
По краям полотна 3 выполнена отбортовка 9 с загибом на внутреннюю сторону 5 полотна 3. Таким образом, отбортовка 9 выступает (направлена) от внутренней стороны 5 полотна 3 в направлении закрытия двери 1.
Отбортовка 9 может быть выполнена как единое целое с полотном 3 (фиг. 3, 4). В качестве альтернативы, отбортовка 9 может иметь сборную конструкцию (фиг. 5, 6), прямые участки 10 которой выполнены как единое целое с полотном 3, а скругления - из отдельных криволинейных элементов 11, соединенных с полотном 3 и с прямыми участками 10 отбортовки 9, например, посредством сварки.
Судовая дверь 1 также содержит механизм 12 задрайки, установленный на полотне 3 и выполненный с возможностью запирания двери 1, в частности, водогазонепроницаемого задраивания. Конструкция механизма 12 задрайки в целом известна из уровня техники и не будет рассмотрена подробно. С механизмом 12 задрайки соединена по меньшей мере одна ручка 13, проходящая через отверстие 14 в полотне 3 и выполненная с возможностью управления механизмом 12 задрайки. По периметру отбортовки 9, с внутренней стороны полотна 3, размещен уплотнитель 15, обеспечивающий герметичность при запирании двери 1. Уплотнитель 15 представляет собой эластичный материал, выполненный с возможностью осуществления плотного соединения полотна 3 с рамой 2. Для этого рама 2 имеет профиль, специально приспособленный для плотного прилегания уплотнителя 15.
Полотно 3 может быть выполнено из листа металлопроката, причем направление волокон проката предпочтительно параллельно высоте полотна, что существенно повышает сопротивление давлению на наиболее протяжённом участке, где возможен максимальный прогиб.
В качестве альтернативы полотно 3 может быть выполнено из полимерного материала.
Также полотно 3 может быть выполнено многослойным и содержать более одного слоев полотна из листов металлопроката. Слои могут быть скреплены между собой, например, с помощью заклепок.
Кроме того, полотно 3 может содержать по меньшей мере один слой из листа металлопроката и по меньшей мере один слой из полимерного материала. Слой (слои) полимерного материала может быть нанесён (нанесены) после предварительной очистки поверхности с помощью напыления.
Кроме того, полотно 3 может содержать по меньшей мере один слой из натуральных или химических волокон, нанесённых методом горячей выкладки.
Кроме того, полотно 3 может содержать по меньшей мере один слой из композитного материала с нанесённым слоем титановой фольги методом горячей выкладки.
Многослойные полотна с использованием металла, в том числе титановой фольги, полимерного материала, специальных композитов, с добавлением волокна позволяет получить полотно двери, которое можно использовать, кроме надводных судов, на различных подводных устройствах: батискафов и подводных лодках.
Дверь 1 может содержать уплотнителедержатель 16 (фиг. 7), соединенный, например, с помощью сварки, с полотном 3 двери 1 и расположенный вдоль отбортовки 9, причем уплотнитель 15 размещен между отбортовкой 9 и уплотнителедержателем 16. Уплотнителедержатель 16 предназначен для удержания и сохранения целостности уплотнителя 15, а также способствует уменьшению площади прогиба полотна 3.
Благодаря наличию уплотнителедержателя 16, когда происходит прижатие полотна 3 к раме 2, сокращается площадь прогиба полотна 3, на величину, равную площади от краёв полотна 3 до края уплотнителедержателя 16 по периметру полотна, что еще больше увеличивает прочность полотна 3.
Для надёжной фиксации уплотнителя 15, уплотнителедержатель 16 может быть прикреплен к полотну 3 под острым углом с наклоном в сторону уплотнителя 15.
Кроме того, в месте, где происходит соединение полотна 3 с рамой 2 (см. Фиг. 7), уплотнитель 15 может иметь специальный верхний слой с более жёсткой структурой, что улучшает надёжность запирания двери 1.
Как было упомянуто выше, одним из недостатков судовых дверей, известных из уровня техники, является недостаточное сопротивление внешнему давлению, что вызывает необходимость увеличения толщины материала полотна при увеличении размера двери в свету, а также неравномерное распределение прочности по площади полотна.
Для устранения данных недостатков полотно 3 содержит по меньшей мере один рифт 17, 18. Указанный по меньшей мере один рифт 17, 18 может представлять собой элемент рельефа, например, продолговатое углубление на внешней стороне 4 полотна 3 (т.е. углубление, выполненное в направлении закрытия двери 1) (далее - вогнутый рифт 17), соответствующее выпуклости на внутренней стороне 5 полотна 3, или продолговатую выпуклость на внешней стороне 4 полотна 3 (т.е. выпуклость, выполненную в направлении открытия двери 1) (далее - выпуклый рифт 18), соответствующую углублению на внутренней стороне 5 полотна 3. Таким образом, по меньшей мере один рифт 17, 18 может выступать от внешней стороны 4 полотна 3 и/или от внутренней стороны 5 полотна 3.
Предпочтительно по меньшей мере один рифт 17, 18 может быть по меньшей мере частично расположен на выпуклости 7 полотна 3. Таким образом, по меньшей мере один рифт 17, 18 может быть расположен на выпуклости 7 полотна 3, а также частично выходить за ее пределы.
Форма и поперечное сечение рифтов 17, 18 могут быть различными. Количество рифтов 17, 18 может определяться на основе размера полотна 3, который зависит от размера двери 1 в свету. Соответственно, при увеличении размера полотна количество рифтов 17, 18 соответственно увеличивается так, чтобы при той же толщине полотна 3 обеспечить требуемую стойкость к внешнему и внутреннему давлению, т.е. прочность полотна 3.
Кроме того, рифты 17, 18 могут размещаться так, чтобы обеспечить равномерное или квазиравномерное распределение прочности по площади полотна 3 или по меньшей мере по максимально возможной части площади полотна 3.
Для обеспечения равномерной прочности по площади полотна 3, предпочтительно размещать по меньшей мере часть рифтов 17, 18 на полотне 3 симметрично и/или с равным интервалом.
Таким образом, выполнение рифтов 17, 18 на полотне 3 позволяет избежать необходимости увеличения толщины материала при увеличении размера двери 1 в свету для обеспечения заданной прочности. Это позволяет при изготовлении применять единую минимальную толщину полотна 3 для большинства применяемых размеров в свету судовых дверей независимо от величины внешнего давления, во всём диапазоне напряжённого состояния сплошной среды и в соответствии с принятой конкретной величиной внешнего давления. Например, для всех указанных в ГОСТ 25088-98 размеров полотна (вплоть до максимального размера 1800х750), можно применять минимальную толщину полотна 3 мм для максимального внешнего давления 200 кПа и максимального внутреннего давления 120 кПа.
Рифты 17, 18 могут быть выполнены с различными размерами и формами, в зависимости от размеров самого полотна 3, для обеспечения требуемой прочности, а также требуемого квазиравномерного распределения прочности. Например, рифты 17, 18 могут быть прямыми, криволинейными, а также ломаными, например, в виде ломаных линий или многоугольников.
В частности, как показано на фиг. 1, 2, полотно 3 содержит симметрично и равномерно расположенные прямолинейные поперечные (проходящие поперек высоты двери 1) вогнутые рифты 17, расположенные в центральной части полотна 3, криволинейные вогнутые рифты 17, расположенные вблизи углов полотна 3, и прямолинейные продольные (проходящие вдоль высоты двери 1) вогнутые рифты 17, расположенные между криволинейными рифтами.
В другом примере, показанном на фиг. 8, в центральной части выпуклости 7 рифты могут отсутствовать, а в области перехода от выпуклости 7 полотна 3 к невыпуклой части полотна 3 могут располагаться прямолинейные поперечные и продольные рифты. Так, на фиг. 8 показаны прямолинейные поперечные и продольные выпуклые рифты 18, симметрично и равномерно расположенные на скошенной части выпуклости 7 (т.е. на участке перехода от центральной части выпуклости 7 к невыпуклой части полотна 3) и частично продолжающиеся на невыпуклой части полотна 3. На фиг. 9 показан пример, где полотно 3 содержит поперечные выпуклые рифты 18, а также вогнутые рифты 17 в виде многоугольников, в данном случае - ромбов. Ромбовидные и поперечные рифты симметрично расположены в центральной части выпуклости 7 и на невыпуклой части полотна 3.
Геометрические параметры (размеры, форма, расположение, поперечное сечение и т. п.) выпуклости, рифтов и радиусы скруглений могут рассчитываться с использованием компьютерного моделирования, например, на базе широкоизвестного программного обеспечения Creo Parametric®. Оно позволяет, за счёт возможности симуляции реальных напряжений в проектируемом изделии, комплексного набора функций конечно-элементного программного продукта (FEA), анализировать и проверять работу виртуальных 3D-прототипов.
Методика моделирования включает в себя следующее. Сначала производят анализ напряжённо-деформированного состояния конструкции, с применением системы компьютерного инженерного анализа, в условиях повышенного давления (атмосферы, жидкости, газа), с помощью которой, с учетом оптимальных жёсткостных характеристик полотна, рассчитывают нужные геометрические параметры.
Параметры рассчитывают так, чтобы придать полотну необходимое упрочнение с помощью деформации по всей центральной части с возможным прогибом, которая подвергается наиболее опасному воздействию внешнего давления, с целью создания геометрии центральной части, характеризующейся равномерно распределённым сопротивлением внешним силам, а также равномерно распределённой прочностью в продольном и поперечных направлениях.
Рассчитывают размеры, переходные радиусы и радиусы скруглений полотна, ступенчатой выпуклости, радиус скругления отбортовки кромки полотна и радиус отбортовки, количество, размеры, расположение, направление рифтов, с учётом их взаимодействия с конкретной ступенчатой выпуклостью, для каждого размера в свету двери. Формы и размер выпуклости и рифтов на полотне проектируют с расчётом их взаимного влияния друг на друга и взаимодействия с конструкцией полотна, а в итоге - влияния на прочностную характеристику полотна, при известных параметрах внешнего давления, обеспечивая необходимую расчётную жёсткость, так как эти результаты сверяются с рассчитанной заранее прочностью конструкции.
Данная методика помогает определить фактические силы, действующие на полотно и их влияние на прочность конструкции. Заложенный предел прочности сверяется с показаниями фактических нагрузок и по заданному алгоритму определяется максимальный прогиб полотна, выше которого происходит превышение прочности конструкции. Если прогиб превышает норму, то необходимо вводить дополнительные меры по упрочнению конструкции.
Далее рассмотрим некоторые особенности технологии производства полотна судовой двери согласно изобретению.
На первом этапе производства полотна получают заготовку листового металла. При выкройке листового металла необходимо учитывать то, что металлический прокат имеет анизотропную структуру с наличием волокон проката. Свойства такого проката достаточно хорошо изучены в уровне техники. Таким образом, раскрой материала предпочтительно производить вдоль волокон проката, которые должны находиться по высоте двери, что существенно повышает сопротивляемость давлению на наиболее протяжённой площадке, на которой возможен максимальный прогиб.
После получения раскроенного листа производят гибку - выполнение отбортовки кромки полотна. Как было упомянуто выше, возможны два варианта выполнения отбортовки - как единое целое с полотном и сборная конструкция отбортовки. В обоих вариантах предпочтительно применять гибку с помощью медленной формовки эластичными средами. В отличие от стандартных технологий гибки, известных из уровня техники (например, т.н. «Молот падающий»), технология медленной формовки эластичными средами позволяет влиять на прочность за счет холодной, медленной, многократной, постепенной гибки отбортовок полотна с нужным радиусом, рассчитанным, как было упомянуто выше, с учетом требуемой жесткости.
Это важно по следующей причине. При больших радиусах гибки положение нейтрального слоя металла почти совпадает с серединой пластического сечения. По мере уменьшения радиуса гибки этот слой смещается к внутренней стороне изгибаемого угла. Величина деформации растянутых и сжатых слоев изгибаемой детали зависит от величины радиуса изгиба и толщины заготовки. Поэтому предпочтительно применять как можно более тонкий лист, что даёт наименьшую разницу изгиба волокон на внешней и внутренней сторонах угла. Кроме того, за счет минимизации утонения материала полотна, повышается его прочность.
Особенность выполнения цельной конструкции отбортовки заключается в том, что полотно гнётся одновременно с четырёх сторон, с помощью оборудования медленной формовки эластичными средами, с получением замкнутого контура отбортовки, без применения сварки.
Для придания конструкции полотна механической жёсткости в центре полотна выполняют выпуклость, выступающую от внешней стороны полотна (т. е. направленную против предполагаемого внешнего давления). Выпуклость может быть ступенчатой или бесступенчатой. В первом случае радиусы скругления ступеньки выполняют с учетом результатов моделирования геометрических параметров. Как и в случае гибки отбортовки, при выполнении выпуклости также предпочтительно применять технологию медленной формовки эластичными средами.
Далее, в соответствии с результатами моделирования геометрических параметров, с целью дополнительного упрочнения полотна, на полотно наносят по меньшей мере один рифт. Предпочтительно, рифт или рифты наносят равномерно, симметрично, по всей поверхности площадки с максимальным возможным прогибом, в том числе на выпуклости. По причинам, упомянутым выше, предпочтительно использовать оборудование для медленной формовки эластичными средами.
Прийти к созданию настоящего технического решения помогла, в том числе, «Гипотеза создания сверхжёсткого тела», выдвинутая автором настоящего изобретения, которая основана на достижениях современной Теории сплошных сред, Квантовой теории и Теории струн. Однако, поскольку данная гипотеза пока обсуждается и является открытой проблемой, конкретные результаты не применялись при расчетах параметров двери судовой согласно изобретению.
Благодаря изобретению, для большинства применяемых размеров в свету судовых дверей можно использовать единую минимальную толщину полотна, независимо от величины внешнего давления, во всём диапазоне напряжённого состояния сплошной среды и в соответствии с заданной величиной внешнего давления.
Кроме того, изобретение позволяет минимизировать необходимое для изготовления двери количество штампов, поскольку при единой толщине полотна достаточно одной матрицы на каждый размер двери в свету, что в результате снижает себестоимость продукции и положительно сказывается на ее качестве.
| название | год | авторы | номер документа |
|---|---|---|---|
| СУДОВАЯ БЕСКОМИНГСНАЯ ВОДОГАЗОНЕПРОНИЦАЕМАЯ ДВЕРЬ | 2019 |
|
RU2709063C1 |
| Крышка судового сходного люка | 2020 |
|
RU2755410C1 |
| Судовое закрытие | 1990 |
|
SU1791270A1 |
| Дверь противопожарная герметическая | 2021 |
|
RU2775385C1 |
| Судовая водогазонепроницаемая дверь | 1979 |
|
SU885096A1 |
| ДВЕРЬ ЗАЩИТНО-ГЕРМЕТИЧЕСКАЯ | 2011 |
|
RU2474665C1 |
| Водогазонепроницаемое закрытие выреза судовой переборки | 1985 |
|
SU1291485A1 |
| ГЕРМЕТИЧЕСКАЯ ДВЕРЬ (ВАРИАНТЫ) И СПОСОБ ПОДГОНКИ ПОЛОТНА ДВЕРИ К ЕЕ РАМЕ | 2008 |
|
RU2367760C1 |
| ПЕТЛЯ ДВЕРНАЯ | 2007 |
|
RU2353744C1 |
| ВИТРАЖНАЯ СИСТЕМА | 2018 |
|
RU2690125C1 |




Изобретение относится к области судостроения, а более конкретно - к судовой водогазонепроницаемой двери. Предлагаемая судовая водогазонепроницаемая дверь содержит раму, полотно двери, имеющее внешнюю сторону, расположенную в направлении открытия двери, и внутреннюю сторону, расположенную в направлении закрытия двери, причем полотно подвижно соединено с рамой посредством петель и содержит выпуклость, которая выполнена в центре полотна и имеет форму, схожую с формой полотна, и отбортовку, расположенную по краям полотна, механизм задрайки, установленный на полотне с возможностью запирания двери, по меньшей мере одну ручку, проходящую через полотно и соединенную с механизмом задрайки с возможностью управления им, и уплотнитель, размещенный по периметру полотна. Изобретение отличается тем, что выпуклость полотна выступает от внешней стороны полотна, а отбортовка выступает от внутренней стороны полотна, при этом полотно содержит по меньшей мере один рифт. Изобретение позволяет увеличить прочность конструкции полотна при сохранении его толщины за счёт создания конструкции полотна с равномерной или квазиравномерной прочностью поверхности, что обеспечивает равномерное напряжение полотна в продольном и поперечном направлениях. 16 з.п. ф-лы, 1 ил.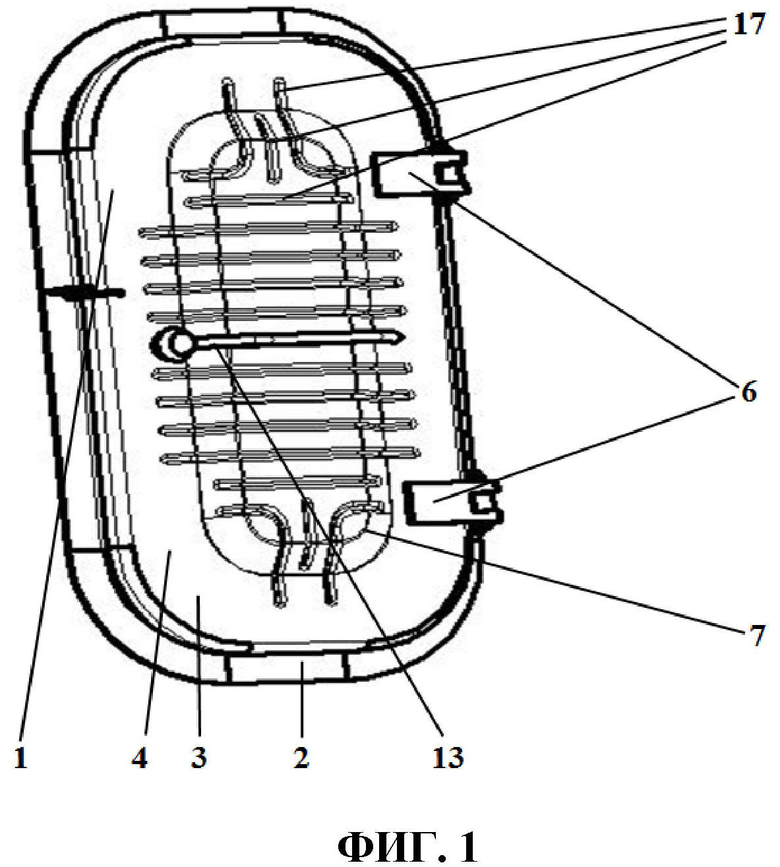
1. Судовая водогазонепроницаемая дверь, содержащая:
- раму,
- полотно двери, имеющее внешнюю сторону, расположенную в направлении открытия двери, и внутреннюю сторону, расположенную в направлении закрытия двери, причем полотно подвижно соединено с рамой посредством петель и содержит выпуклость, которая выполнена в центре полотна и имеет форму, схожую с формой полотна, и отбортовку, расположенную по краям полотна,
- механизм задрайки, установленный на полотне с возможностью запирания двери,
- по меньшей мере одну ручку, проходящую через полотно и соединенную с механизмом задрайки с возможностью управления им,
- уплотнитель, размещенный по периметру полотна,
отличающаяся тем, что
выпуклость полотна выступает от внешней стороны полотна, а отбортовка выступает от внутренней стороны полотна,
при этом полотно содержит по меньшей мере один рифт.
2. Дверь по п. 1, отличающаяся тем, что выпуклость является ступенчатой.
3. Дверь по п. 1, отличающаяся тем, что выпуклость имеет бесступенчатую округлую форму.
4. Дверь по любому из пп. 1-3, отличающаяся тем, что полотно имеет форму прямоугольника со скругленными углами.
5. Дверь по любому из пп. 1-4, отличающаяся тем, что по меньшей мере один рифт выступает от внешней стороны полотна и/или от внутренней стороны полотна.
6. Дверь по любому из пп. 1-5, отличающаяся тем, что по меньшей мере часть рифтов расположены на полотне симметрично и/или с равным интервалом.
7. Дверь по любому из пп. 1-6, отличающаяся тем, что по меньшей мере один рифт по меньшей мере частично расположен на выпуклости полотна.
8. Дверь по любому из пп. 1-7, отличающаяся тем, что содержит по меньшей мере один прямой рифт, и/или по меньшей мере один криволинейный рифт, и/или по меньшей мере один рифт в виде многоугольника.
9. Дверь по любому из пп. 1-8, отличающаяся тем, что по меньшей мере часть рифтов параллельны друг другу.
10. Дверь по любому из пп. 1-9, отличающаяся тем, что толщина материала полотна одинакова по всей площади полотна.
11. Дверь по любому из пп. 1-10, отличающаяся тем, что дверь содержит уплотнителедержатель, соединенный с полотном двери и расположенный вдоль отбортовки, причем уплотнитель размещен между отбортовкой и уплотнителедержателем.
12. Дверь по п. 11, отличающаяся тем, что уплотнителедержатель прикреплен к полотну под острым углом с наклоном в сторону уплотнителя.
13. Дверь по любому из пп. 1-12, отличающаяся тем, что полотно двери выполнено из по меньшей мере одного листа металлопроката, причем направление волокон проката параллельно высоте полотна.
14. Дверь по любому из пп. 1-12, отличающаяся тем, что полотно выполнено из полимерного материала.
15. Дверь по любому из пп. 1-12, отличающаяся тем, что полотно содержит по меньшей мере один слой из листа металлопроката и по меньшей мере один слой из полимерного материала, нанесенного методом напыления.
16. Дверь по любому из пп. 1-15, отличающаяся тем, что отбортовка имеет сборную конструкцию, прямые участки которой выполнены как единое целое с полотном, а скругления – из отдельных криволинейных элементов, соединенных с прямыми участками отбортовки.
17. Дверь по любому из пп. 1-15, отличающаяся тем, что отбортовка выполнена как единое целое с полотном.
| Ленточный пресс для выделки саманного кирпича | 1931 |
|
SU25088A1 |
| ДВЕРЬ НАРУЖНОГО КОНТУРА БЫСТРОДЕЙСТВУЮЩАЯ ВОДОГАЗОНЕПРОНИЦАЕМАЯ СТАЛЬНАЯ | 2019 |
|
RU2717401C1 |
| МЕТАЛЛИЧЕСКАЯ ДВЕРЬ | 2003 |
|
RU2236529C1 |
| СУДОВАЯ ДВЕРЬ | 1996 |
|
RU2105696C1 |
| KR 101323834 B1, 31.10.2013 | |||
| CN 110816748 A, 21.02.2020 | |||
| CN 209369653 U, 10.09.2019 | |||
| KR 1020140012355 A, 03.02.2014 | |||
| US 7213530 B2, 08.05.2007 | |||
| JP 2018176946 A, 15.11.2018. | |||

