Область техники
Настоящее изобретение относится к области турбомашин, более конкретно к деталям этих турбомашин, которые подвергаются действию высоких температур, таким, как лопатки турбины высокого давления.
Уровень техники
Турбомашина, какая используется для создания тяги в области авиации, содержит впускной патрубок для атмосферного воздуха, который сообщается с одним или несколькими компрессорами, один из которых обычно нагнетающий, вращающимися вокруг одной и той же оси. Основной поток этого воздуха после сжатия подается в камеру сгорания, расположенную кольцом вокруг этой оси, и смешивается с топливом, чтобы доставить горячие газы дальше на одну или несколько турбин, через которые они дросселируются, при этом роторы турбины приводят в движение роторы компрессоров. Двигатели работают при температуре горячих газов на входе в турбину, которую стремятся максимально повысить, так как эта температура обуславливает рабочие характеристики турбомашины. С этой целью материалы горячих частей выбирают так, чтобы они выдерживали эти рабочие условия, и стенки деталей, омываемых горячими газами, таких, как направляющий сопловой аппарат или рабочие лопатки турбины, снабжают средствами охлаждения. Кроме того, из-за состава металлов этих лопаток, выполненных из суперсплава на основе никеля или кобальта, их также необходимо защищать от эрозии и коррозии, вызываемых компонентами горячих газов при этих температурах.
Среди предлагаемых вариантов защиты, которая позволит этим деталям выдерживать экстремальные условия, фигурирует осаждение нескольких материалов, образующих так называемую "термобарьерную систему" на их наружной стороне. Термобарьерная система состоит обычно из керамического слоя толщиной порядка ста микрон, который осажден на поверхность металлического слоя. Нижний слой из алюминия, называемый связующим слоем, толщиной несколько десятков микрон, находящийся между керамикой и металлической основой, завершает термический барьер, обеспечивая связь между этими двумя составляющими, а также защиту нижележащего металла от окисления. Этот нижний алюминиевый слой, который обычно осаждают способом алитирования в паровой фазе, закрепляется на основе в результате взаимодиффузии металлов и образует защитный оксидный слой на поверхности. Один пример применения такого метода описан в документе FR 2928664.
Что касается собственно термического барьера из керамики, его можно получить несколькими способами, в зависимости от того, где он будет применяться. Грубо говоря, различают два типа структур для термических барьеров: столбчатые барьеры, структура которых образована столбиками, расположенными рядом друг с другом и простирающимися перпендикулярно поверхности основы, и ламеллярные или изотропные барьеры, которые располагаются однородными слоями на поверхности основы.
Столбчатые барьеры обычно получают так называемым способом EBPVD (от английского Electron Beam Physical Vapor Deposition или электронно-лучевое физическое осаждение из паровой фазы), в котором мишень, являющуюся анодом, бомбардируют в глубоком вакууме пучком электронов, испускаемым заряженной вольфрамовой нитью. Электронный пучок заставляет молекулы мишени переходить в газовую фазу. Затем эти молекулы осаждаются в твердой форме, покрывая защищаемую деталь тонким слоем материала анода. Эти термические барьеры отличаются хорошим тепловым сопротивлением, а также довольно высокой теплопроводностью.
Термобарьерная система стареет вследствие процессов, связанных с циклическим окислением, эрозией, воздействием среды, богатой системой оксидных частиц, совокупно называемых CMAS (от оксида кальция, магния, алюминия и кремния). Старение приводит к быстрой деградации системы.
Имеет место несколько механизмов старения, в частности:
- увеличение шероховатости связующего слоя из-за усиливающегося окисления, что приводит к отслаиванию термического барьера,
- инфильтрация оксидов CMAS в промежутки между столбиками керамики, что вызывает ее охрупчивание,
- низкая стойкость к ударам с инородными телами вследствие низкой ударной прочности керамических материалов.
В документе V. HAROK et al.: "Elastic and inelastic effects in compression in plasma-sprayed ceramic coatings", JOURNAL OF THERMAL SPRAY TECHNOLOGY, vol. 10, no. 1, 1.03.2001, рр 126-132, представлено исследование сжатия покрытия циркона, полученного путем плазменного напыления. В этом документе на описывается сжатие столбчатого керамического слоя в термобарьерной системе.
Документ EP 1531232A2 описывает способ восстановления поврежденной термобарьерной системы. В этом документе упоминается возможность удаления термического барьера шлифованием с помощью стеклянной дроби, но не описывается дробеструйная обработка для сжатия столбчатого керамического слоя в термобарьерной системе.
Документ WO 2009/127725 A1 описывает способ ультразвуковой дробеструйной обработки металлической поверхности, содержащей труднодоступные зоны. Этот документ тоже не описывает сжатия столбчатого керамического слоя в термобарьерной системе.
Целью настоящего изобретения является устранение этих недостатков путем разработки способа получения термобарьерной системы, позволяющего бороться со старением системы.
Сущность изобретения
Итак, объектом изобретения является способ получения термобарьерной системы на металлической основе детали турбомашины, такой как лопатка турбины высокого давления, причем термобарьерная система содержит по меньшей мере один столбчатый керамический слой.
Согласно изобретению, способ включает этап сжатия по меньшей мере одного из указанных, по меньшей мере одного, столбчатых керамических слоев. Сжатие может быть частичным или полным. Таким образом, сжатый керамический слой имеет по меньшей мере один сжатый участок.
В документе T. Frey, W. Pfeiffer, "Shot peening of Ceramics: Damage or Benefit?", International Conference on Shot Peening, 2002, pp. 1-10, указывается, что введение сжимающих напряжений путем дробеструйной обработки в керамику возможно без ее повреждения.
Этап сжатия используется в изобретении на особой керамике и для совершенно конкретной цели, не предполагавшейся в уровне техники: сузить промежутки между столбиками одного или нескольких столбчатых керамических слоев, что позволит ограничить инфильтрацию оксидов CMAS, повысить срок службы термобарьерной системы, а также улучшить механические свойства термобарьерной системы.
Сжатие способно уменьшать промежутки между столбиками столбчатого керамического слоя или слоев. Действительно, сжатие приводит к деформации поверхности сжатого слоя или слоев, причем указанная деформация влечет уменьшение расстояний между стобликами.
Сжатие может быть осуществлено, например, дробеструйной обработкой, микропескоструйной обработкой или сжатием под действием лазерного излучения.
Сжатие по меньшей мере одного из указанных столбчатых керамических слоев может быть осуществлено дробеструйной обработкой, при этом интенсивность Альмена указанной дробеструйной обработки предпочтительно составляет от F10A до F42A.
Речь идет о технологическом принципе, разработанном Альменом (General Motors, США) и принятом повсеместно (стандарт AFNOR NFL 06-832). Используется образец из закаленной и отпущенной углеродистой стали типа XC65, закрепленной на опоре и подвергаемой ударам дроби в непосредственно близости от подлежащих обработке деталей. Когда образец освобождают от креплений, он деформируется, так как его обработанная дробью сторона удлинилась. В таком случае наблюдается характерный прогиб, называемый стрелой Альмена. Стандарты определяют три типа образцов N, A, C. В качестве примера, дробеструйная обработка с интенсивностью Альмена F15A означает: F: французский стандарт; 15: прогиб 0,15 мм; A: образец типа A.
Для получения такой интенсивности можно использовать следующие параметры, взятые по отдельности или, предпочтительно, в комбинации:
- микробусины сферической формы (дробеструйная обработка представляет собой метод, состоящий в выбрасывании с помощью дробеструйного аппарата микробусин к поверхности объекта, чтобы модифицировать поверхностную структуру и ввести сжимающие напряжения),
- материал микробусин: WC, ZrO2, SiO2, Al2O3, сталь,
- размер бусин составляет от 300 мкм до 1 мм для дробеструйной обработки с форсункой, от 0,8 до 3 мм для ультразвуковой дробеструйной обработки и от 1 до 6 мм для вибрационной дробеструйной обработки,
- углы падения для дробеструйной обработки с форсункой составляют от 60° до 90°.
Указанная основа обычно представляет собой основу из суперсплава на базе никеля или кобальта.
Указанный, по меньшей мере один, столбчатый керамический слой может быть слоем легированного иттрием оксида циркония.
Указанный, по меньшей мере один, столбчатый керамический слой может быть получен физическим осаждением из паровой фазы.
Осаждение из паровой фазы может быть электронно-лучевым физическим осаждением из паровой фазы (EBPVD).
Термобарьерная система может содержать один или несколько столбчатых керамических слоев, а способ может включать сжатие одного или всех столбчатых керамических слоев.
Способ может включать, в частности, сжатие верхнего керамического слоя или сжатие керамического слоя, находящегося непосредственно под указанным верхним слоем.
Кроме того, термобарьерная система может содержать связующий слой, находящийся между указанной металлической основой и указанным, по меньшей мере одним, столбчатым керамическим слоем.
Указанный связующий слой может быть слоем материала, в частности, алюмообразующего материала, содержащим на поверхности слой оксида алюминия.
Способ может включать этап сжатия указанного связующего слоя. Когда сжатие указанного связующего слоя осуществляется путем дробеструйной обработки, интенсивность Альмена дробеструйной обработки предпочтительно составляет от F9N до F30A.
Способ может содержать последовательно:
- образование связующего слоя на металлической основе, причем связующий слой может быть сжатым,
- образование на связующем слое одного или нескольких керамических слоев, причем по меньшей мере один из указанных керамических слоев может быть сжатым.
Объектом изобретения является также деталь турбомашины, такая как лопатка турбины высокого давления. Указанная деталь турбомашины содержит термобарьерную систему, полученную описанным выше способом. Лопатка может представлять собой, например, стационарную лопатку или подвижную лопатку турбины высокого давления.
Описание фигур
Изобретение станет более понятным, и другие детали, характеристики и преимущества изобретения выявятся из рассмотрения следующего описания, приведенного в качестве неограничивающего примера с обращением к прилагаемым чертежам, на которых:
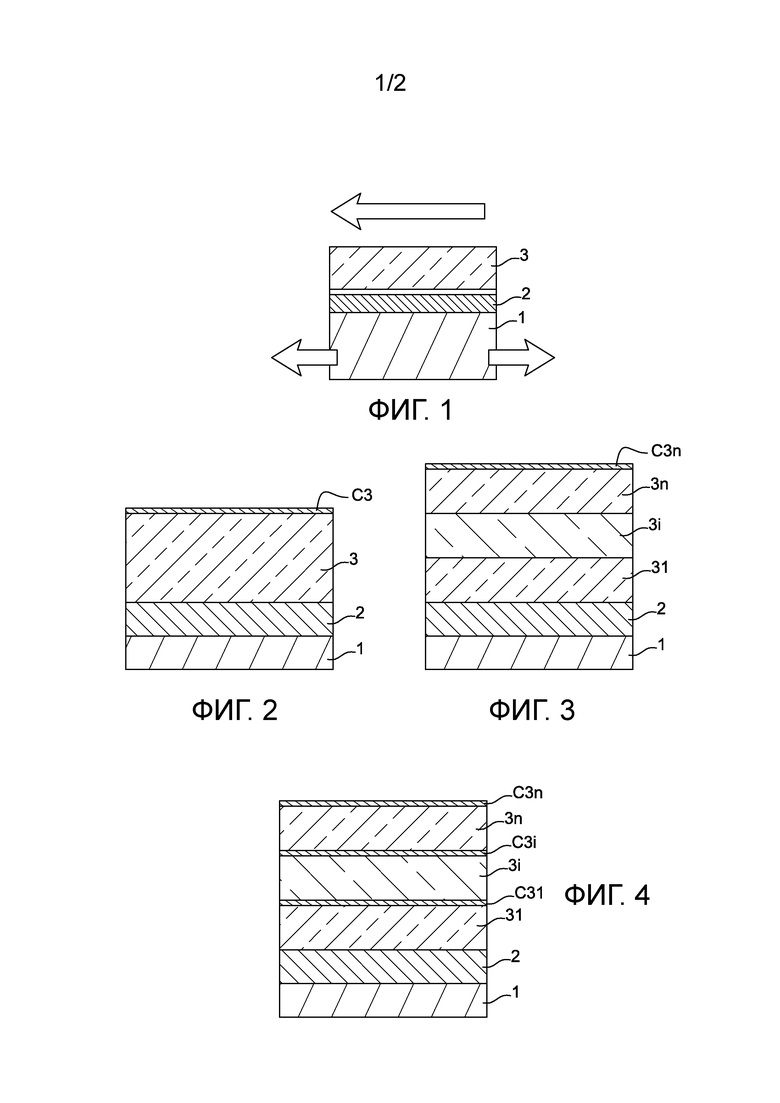
- фигура 1 схематически показывает в разрезе соответствующую уровню техники термобарьерную систему лопатки турбомашины,
- фигуры 2 и 3 схематически показывают в разрезе термобарьерную систему, полученную способом по изобретению, в соответствии с двумя версиями первого варианта осуществления;
- фигура 4 схематически показывает в разрезе термобарьерную систему, полученную способом по изобретению, в соответствии со вторым вариантом осуществления;
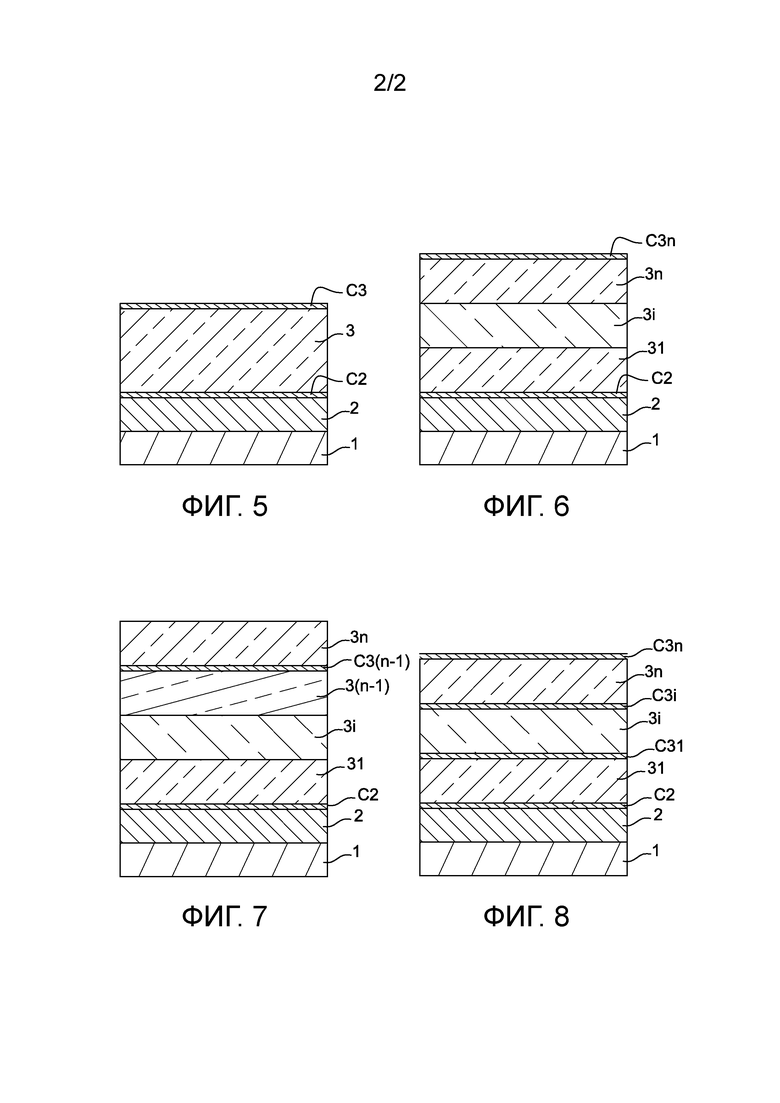
- фигуры 5 и 6 схематически показывают в разрезе термобарьерную систему, полученную способом по изобретению, в соответствии с двумя версиями третьего варианта осуществления;
- фигура 7 схематически показывает в разрезе термобарьерную систему, полученную способом по изобретению, в соответствии с четвертым вариантом осуществления;
- фигура 8 схематически показывает в разрезе термобарьерную систему, полученную способом по изобретению, в соответствии с пятым вариантом осуществления.
Подробное описание
На фигуре 1 показан в разрезе состав термобарьерной системы, осажденной на поверхность лопатки турбины, которая омывается потоком горячего газа, показанным стрелкой, направленной на фигуре влево. Металл, из которого образована лопатка, обычно суперсплав на базе никеля или кобальта, образует основу 1, на которую осажден нижний слой 2 из алюминия, называемый связующим слоем, расположенный между основой 1 и керамическим слоем 3. Функцией связующего слоя 2 является удерживать керамический слой 3 и обеспечить некоторую упругость всей системе, чтобы позволить ей компенсировать разницу в термическом расширении, представленную двумя стрелками, указывающими в противоположные стороны, имеющуюся между основой 1 с высоким расширением и керамикой 3 с низким расширением.
Связующий слой 2 может иметь формулу MCrAlY, в которой M означает Fe, Ni, Co и их смеси. Он может быть получен обычным плазменным напылением, например, типа APS (от английского Air Plasma Spraying, или воздушно-плазменное напыление). Связующий слой 2 типа MCrAlY можно заменить алюминидом никеля или модифицировать платиной, или заменить слоем типа γγ'-MCrAlY.
В данном примере керамика 3 имеет столбчатую структуру, которая позволяет боковые смещения из-за появления трещин между столбиками и которая обеспечивает ей хороший срок службы. В таком случае алюминий вступает в контакт с кислородом, переносимым с газами, циркулирующим в тракте турбомашины, что отражается в средней теплопроводности барьера и постепенном его повреждении.
Керамическое покрытие может состоять из пакета одного или нескольких слоев, полученных, например, электронно-лучевым физическим осаждением из паровой фазы (EBPVD). Первый керамический слой предпочтительно является слоем на основе оксида циркония, частично стабилизированного иттрием YSZ (от английского Yttria-Stabilized Zirconia). Для других керамических слоев можно предусмотреть другие типы слоев:
- моноксид, как, например, Al2O3 или Y2O3,
- оксид циркония, легированный одним или несколькими оксидами редкоземельных элементов,
- цирконат редкоземельного элемента, как например, Gd2Zr2O7, Sm2Zr2O7 или Yb4Zr3O12,
- перовскит, как например, Ba(Mg1/3Ta2/3)O3, La(Al1/4Mg1/2Ta1/4)O3,
- гексаалюминат, например, общей формулы REMAl11O19, в которой RE означает элемент, находящийся в периодической таблице между La и Gd, и M означает элемент, выбранный из Mg, Mn, Zn, Cr и Sm,
- ортофосфаты лантанидов.
Функцией термобарьерной системы является продлить срок службы лопатки и повысить температуру газа и, тем самым, кпд двигателя. При эксплуатации структура и состав разных составляющих системы меняются под действием трения керамического слоя, в результате окисления связующего слоя и явлений взаимной диффузии с основой, следствием чего является изменение свойств разных слоев и ухудшение сопротивления границы раздела. Эти изменения в сочетании с внешними термомеханическими нагрузками, лежат в основе шероховатости связующего слоя, приводящей к отслаиванию от границы раздела связующий слой/керамика и, в конечном счете, к выкрашиванию термобарьерной системы. Эти процессы деградации могут ускоряться взаимодействими с внешней средой.
Согласно изобретению, чтобы устранить эту проблему, проводят сжатие по меньшей мере одного столбчатого керамического слоя.
В первом варианте осуществления проводят сжатие верхнего керамического столбчатого слоя. Как показано на фигуре 2, керамическое покрытие содержит единственный керамический слой 3, например, типа YSZ. Керамический слой 3 подвергают операции сжатия C3, чтобы сузить промежутки между столбиками у поверхности, эффектом чего является:
- ограничение инфильтрации оксидов CMAS;
- повышение срока службы термобарьерной системы и
- улучшение механических свойств, таких как твердость поверхности,
- повышение стойкости к эрозии и
- повышение прочности на разрыв термобарьерной системы.
Сжатие керамического слоя 3 символически показано на фигуре 2 позицией C3, иллюстрирующей часть сжатого слоя. Слой 3 может быть сжат частично или полностью, то есть на всю или часть высоты слоя 3.
В варианте, показанном на фигуре 3, керамическое покрытие содержит совокупность из n керамических слоев. Нижний слой 31 покоится на связующем слое 2. В направлении к поверхности термобарьерной системы расположены промежуточный слой 3i и верхний слой 3n. Сжатие верхнего керамического слоя 3n символически показано на фигуре 2 позицией C3n. Слой 3n может быть сжат частично или полностью, то есть на всю или часть высоты слоя 3n. Сжатие C3n позволяет сузить промежутки между столбиками на поверхности термобарьерной системы и обеспечивает те же преимущества, какие указывались в связи с фигурой 2.
Во втором варианте осуществления, показанном на фигуре 4, каждый слой керамического покрытия, содержащего n слоев, подвергают сжатию, частичному или полному. Так, первый слой 31, например, типа YSZ, подвергают сжатию C31, каждый промежуточный слой 3i подвергают сжатию C3i, а верхний слой 3n подвергают сжатию C3n.
Основу 1 лопатки турбины заранее покрывают или не покрывают связующим слоем 2 типа MCrAlY, где M означает Fe, Ni, Co и их смеси. Связующий слой 2 можно получить обычным плазменным напылением, например, типа APS (от английского Air Plasma Spraying). Связующий слой 2 типа MCrAlY можно заменить алюминидом никеля или модифицировать платиной, или заменить слоем типа γγ'-McrAlY.
Керамическое покрытие состоит из системы n слоев 31, …, 3i, …,3n, полученных способом электронно-лучевого физического осаждения из паровой фазы (EBPVD). Первый слой 3i предпочтительно имеет в основе оксид циркония, частично стабилизированный иттрием.
После получения каждого керамического слоя методом EBPVD осуществляют операцию сжатия, позволяющую получить менее шероховатое состояние поверхности, эффектом чего является улучшение образование зародышей более мелких столбиков и все более сужающиеся промежутки по мере образования верхних слоев. Это сжатие приводит к:
- ограничению инфильтрации оксидов CMAS;
- повышению срока службы термобарьерной системы и
- повышению прочности на разрыв термобарьерной системы.
В третьем варианте осуществления, показанном на фигурах 5 и 6, связующий слой термобарьерной системы, согласно двум версиям первого варианта осуществления, также подвергают сжатию, частичному или полному. Таким образом, в термобарьерной системе оказываются сжатыми как связующий слой, так и верхний керамический слой. Фигура 5 показывает термобарьерную систему с единственным керамическим слоем 3, тогда как фигура 6 показывает термобарьерную систему с n керамическими слоями 31, …, 3i,…, 3n.
Основу 1 лопатки турбины предварительно покрывают связующим слоем 2 типа MCrAlY, где M означает Fe, Ni, Co и их смеси. Связующий слой 2 можно получить обычным плазменным напылением, например, типа APS (от английского Air Plasma Spraying). Связующий слой 2 типа MCrAlY можно заменить алюминидом никеля или модифицировать платиной, или заменить слоем типа γγ'-MCrAlY.
Сжатие связующего слоя 2 делает возможным:
- частичное или полное уплотнение связующего слоя 2 и контроль его шероховатости, с искомым эффектом замедления кинетики деформации этого слоя в ходе теплового цикла;
- образование остаточных напряжений, эффектом чего является повышение твердости слоя 2.
В четвертом варианте осуществления, показанном на фигуре 7, связующий слой 2 и предпоследний верхний керамический слой 3(n-1) подвергают сжатию C2 и C3(n-1), соответственно, частичному или полному.
Наконец, в пятом варианте осуществления сжатию подвергают связующий слой 2 и все керамические слои 31, …, 3i, …, 3n (фигура 8).
Группа изобретений относится к области турбомашин, более конкретно к способу получения термобарьерного покрытия в виде системы слоев на металлической подложке детали турбомашины, к деталям турбомашины, которые подвергаются действию высоких температур, таким как лопатки турбины высокого давления. Упомянутое термобарьерное покрытие содержит по меньшей мере один столбчатый керамический слой (3; 31,…,3i,…,3n). Проводят сжатие по меньшей мере одного из указанных столбчатого керамического слоя (3; 31,…,3i,…,3n). Сжатие обеспечивает уменьшение промежутков между столбиками сжатого по меньшей мере одного керамического столбчатого слоя (3; 31,…,3i,…,3n). В частных случаях осуществления изобретения сжатие осуществляют под воздействием лазерного излучения, дробеструйной обработкой или микропескоструйной обработкой. Предложена деталь турбомашины с термобарьерным покрытием в виде системы слоев, полученным указанным способом. Обеспечивается получение термобарьерной системы, стойкой к старению, обусловленному процессами, связанными с циклическим окислением, эрозией, воздействием среды, богатой системой оксидных частиц, совокупно называемых CMAS (от оксидов кальция, магния, алюминия и кремния). 2 н. и 14 з.п. ф-лы, 8 ил.
1. Способ получения термобарьерного покрытия в виде системы слоев на металлической подложке (1) детали турбомашины, причем упомянутое термобарьерное покрытие содержит по меньшей мере один столбчатый керамический слой (3; 31,…,3i,…,3n), отличающийся тем, что проводят сжатие по меньшей мере одного из указанного столбчатого керамического слоя (3; 31,…,3i,…,3n), при этом сжатие обеспечивает уменьшение промежутков между столбиками сжатого по меньшей мере одного керамического столбчатого слоя (3; 31,…,3i,…,3n).
2. Способ по п. 1, отличающийся тем, что сжатие осуществляют под воздействием лазерного излучения, дробеструйной обработкой или микропескоструйной обработкой.
3. Способ по п. 2, отличающийся тем, что сжатие по меньшей мере одного из указанных столбчатых керамических слоев (3; 31,…,3i,…,3n) проводят дробеструйной обработкой, при которой интенсивность Альмена составляет от F10A до F42A.
4. Способ по любому из пп. 1-3, отличающийся тем, что указанная подложка (1) является подложкой из суперсплава на основе никеля или кобальта.
5. Способ по любому из пп. 1-4, отличающийся тем, что указанный по меньшей мере один столбчатый керамический слой (3; 31,…,3i,…,3n) представляет собой слой легированного иттрием оксида циркония.
6. Способ по любому из пп. 1-5, отличающийся тем, что указанный по меньшей мере один столбчатый керамический слой (3; 31,…,3i,…,3n) получают физическим осаждением из паровой фазы.
7. Способ по п. 6, отличающийся тем, что физическое осаждение из паровой фазы выполняют электронно-лучевым физическим осаждением из паровой фазы (EBPVD).
8. Способ по любому из пп. 1-7, отличающийся тем, что упомянутое термобарьерное покрытие содержит несколько столбчатых керамических слоев (31,…,3i,…,3n), при этом проводят сжатие одного или всех столбчатых керамических слоев (31,…,3i,…,3n).
9. Способ по п. 8, отличающийся тем, что проводят сжатие верхнего керамического слоя (3n) или сжатие керамического слоя (3(n-1)), находящегося непосредственно под указанным верхним слоем (3n).
10. Способ по любому из пп. 1-9, отличающийся тем, что упомянутое термобарьерное покрытие дополнительно содержит связующий слой (2), расположенный между указанной металлической подложкой (1) и указанным по меньшей мере одним столбчатым керамическим слоем (3; 31,…,3i,…,3n).
11. Способ по п. 10, отличающийся тем, что указанный связующий слой (2) представляет собой слой образующего оксид алюминия материала, содержащий на поверхности слой оксида алюминия.
12. Способ по п. 10 или 11, отличающийся тем, что он включает сжатие указанного связующего слоя (2).
13. Способ по п. 12, отличающийся тем, что сжатие указанного связующего слоя (2) осуществляют путем дробеструйной обработки, при этом интенсивность Альмена составляет от F9N до F30A.
14. Способ по п.1, отличающийся тем, что деталь турбомашины выполняют в виде лопатки турбины высокого давления.
15. Деталь турбомашины с термобарьерным покрытием в виде системы слоев, характеризующаяся тем, что упомянутое покрытие получено способом по любому из пп. 1-14.
16. Деталь турбомашины по п.15, отличающаяся тем, что она представляет собой лопатку турбины высокого давления.
| ТЕПЛОВОЙ БАРЬЕР ДЛЯ ЛОПАТКИ ТУРБИНЫ СО СТОЛБЧАТОЙ СТРУКТУРОЙ С РАЗНЕСЕННЫМИ СТОЛБИКАМИ | 2011 |
|
RU2578625C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМИЧЕСКОГО БАРЬЕРА, ПОКРЫВАЮЩЕГО МЕТАЛЛИЧЕСКУЮ ПОДЛОЖКУ ИЗ ЖАРОПРОЧНОГО СПЛАВА, И ТЕРМОМЕХАНИЧЕСКАЯ ДЕТАЛЬ, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2526337C2 |
| US 20090075024 A1, 19.03.2009 | |||
| CN 101029392 A, 05.09.2007 | |||
| US 20090075023 A1, 19.03.2009. | |||

