ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к устройству и способу получения пара-ксилола (РХ) и совместного получения низших олефинов, и особенно пригодно для устройства с кипящим слоем и способа получения пара-ксилола и совместного получения низших олефинов посредством алкилирования бензола метанолом и/или диметиловым эфиром, что относится к области химии и химической промышленности.
УРОВЕНЬ ТЕХНИКИ
Пара-ксилол (РХ) является одним из основных органических сырьевых материалов в нефтехимической промышленности, который имеет широкий ряд применений в области получения химических волокон, синтетических смол, пестицидов, фармацевтических препаратов и полимерных материалов. В настоящее время для получения пара-ксилола в качестве сырьевых материалов используют, главным образом, толуол, С9 ароматические соединения и смешанный ксилол, и пара-ксилол получают диспропорционированием, изомеризацией, адсорбционным разделением или криогенным разделением. Поскольку содержание пара-ксилола в продукте обусловлено термодинамикой, то на долю пара-ксилола приходится лишь ~24% смешанных С8 ароматических соединений, и во время указанного процесса велико количество циркулирующего перерабатываемого материала, оборудование является громоздким, а эксплуатационные расходы высокими. В частности, три изомера ксилола имеют небольшое различие по температуре кипения, и трудно получить пара-ксилол высокой чистоты обычными технологиями перегонки, и необходимо использовать дорогостоящий процесс адсорбционного разделения. В последние годы во многих патентах, отечественных и зарубежных, описан новый способ получения пара-ксилола. Технология алкилирования бензола метанолом и/или диметиловым эфиром представляет собой новый способ получения пара-ксилола с высокой селективностью, получивший высокую оценку и привлекающий большое внимание в промышленности.
Низшие олефины, а именно этилен, пропилен и бутен, представляют собой два основных нефтехимических сырьевых материала, спрос на которые постоянно растет. Этилен и пропилен получают, главным образом, из нафты, в зависимости от маршрута нефти. В последние годы все больше и больше внимания привлекает ненефтяной способ получения этилена и пропилена, особенно способ превращения метанола в низшие олефины (МТО), который представляет собой важное направление для решения задач стратегии нефтезамещения, снижения и уменьшения потребления и зависимости от нефти.
Получение пара-ксилола алкилированием бензола и метанола и получение толуола и ксилола алкилированием бензола и метанола представляют собой новые способы увеличения производства ароматических соединений. Селективное алкилирование бензола и метанола может обеспечивать высокоселективное получение пара-ксилольных продуктов, но толуол, необходимый для такого процесса, также представляет собой промежуточное сырьевое соединение для получения пара-ксилола в комплексной установке получения ароматических соединений, дефицитное на рынке. Несмотря на то, что бензол является побочным продуктом установки получения ароматических соединений, по оценкам комплексная установка получения ароматических соединений с годовой производительностью 800000 тонн РХ может выпускать примерно 300000 тонн бензола. Таким образом, использование бензола в качестве сырьевого материала, алкилирование метанола для получения толуола и ксилола представляет собой эффективный способ увеличения производства ароматических соединений.
Традиционный способ алкилирования толуола включает смешивание метанола и/или диметилового эфира и бензола до подачи в реактор, с последующей подачей полученной смеси в реактор. Тип реактора включат реактор с неподвижным слоем и реактор с кипящим слоем. Для увеличения степени превращения толуола, в различных процессах с неподвижным слоем и кипящим слоем используют поэтапное введение реагентов.
Конкуренция между реакцией МТО и реакцией алкилирования является главным фактором, снижающим степень превращения бензола с образованием пара-ксилола и селективность в отношении низших олефинов. Способ одновременного осуществления двух реакций в одном реакторе является простым, но степень превращения бензола мала; соответственно, способ осуществления двух реакций в разных реакторах является более сложным, но степень превращения бензола и выход пара-ксилола выше. Таким образом, способ алкилирования бензола метанолом и/или диметиловым эфиром для получения пара-ксилола и совместного получения низших олефинов требует существенного прорыва в конфигурации процесса и конструкции реактора, что обеспечит координацию и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО, а также к улучшению степени превращения бензола, выхода пара-ксилола и селективности в отношении низших олефинов.
Вышеупомянутые новые способы получения пара-ксилола и низших олефинов представляют собой реакции, катализируемые кислотой. Реакция превращения метанола в олефины неизбежна в способе получения пара-ксилола алкилированием бензола и/или толуола-метанола и/или диметилового эфира и бензола с использованием катализатора на основе молекулярного сита ZSM-5. В ходе такой реакции протекают, главным образом, следующие реакции:

Метанол является и сырьевым материалом для реакции алкилирования бензола и/или толуола-метанола и/или диметилового эфира и бензола, и сырьевым материалом для реакции МТО, но скорость реакции МТО гораздо выше, чем скорость реакции алкилирования бензола и/или толуола-метанола и/или диметилового эфира и бензола.
Одной из характеристик реакции МТО является то, что скорость указанной реакции гораздо выше, чем скорость реакции алкилирования метанола и/или диметилового эфира и бензола. Другой важной особенностью является то, что после карбонизации катализатора степень превращения метанола снижается, а селективность в отношении низших олефинов увеличивается. Таким образом, регулирование карбонизации катализатора является эффективным способом улучшения селективности реакции МТО в отношении низших олефинов.
На основании приведенного выше анализа, можно видеть, что в данной области техники необходима координация и оптимизация конкуренции между реакцией алкилирования и реакцией МТО с точки зрения двух аспектов - разработки катализатора и конструкции реактора, с целью достижения слаженного совместного протекания реакции и увеличения степени превращения бензола, выхода пара-ксилола и выхода низших олефинов.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения, предложен реактор с турбулентным кипящим слоем для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола. Реактор с турбулентным кипящим слоем решает или способствует решению проблемы конкуренции между реакцией МТО и реакцией алкилирования в процессе получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, обеспечивая достижение слаженного совместного протекания реакции МТО и реакции алкилирования. Регулирование массового переноса и хода реакции обеспечивает координацию и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО для достижения слаженного совместного протекания указанных реакций, улучшая степень превращения бензола, выход пара-ксилола и селективность в отношении низших олефинов.
Как показывают проведенные авторами изобретения экспериментальные испытания, при совместной загрузке бензола и/или толуола-метанола и/или диметилового эфира и бензола и при низком содержании метанола в сырьевом материале в реакции МТО быстро расходуется основная часть метанола (алкилирующего реагента), что ингибирует реакцию алкилирования бензола и/или толуола-метанола и/или диметилового эфира и бензола, и степень превращения бензола и/или толуола является низкой. Если содержание метанола в сырьевом материале является чрезмерно избыточным, что разность в скорости диффузии метанола и толуола и/или толуола в порах молекулярного сита обусловливает низкое количество адсорбированного бензола и/или толуола в единицу времени, что также неблагоприятно для реакции алкилирования бензола метанолом и/или диметиловым эфиром. Таким образом, оптимизация концентраций метанола и бензола и/или толуола в реакционной зоне является эффективным способом увеличения степени превращения бензола и/или толуола и выхода пара-ксилола.
Предложенный реактор с турбулентным кипящим слоем для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола содержит распределитель первого сырья для реактора и множество распределителей второго сырья для реактора, причем распределитель первого сырья для реактора и множество распределителей второго сырья для реактора расположены последовательно вдоль направления движения потока газа в реакционной зоне реактора с турбулентным кипящим слоем.
Предпочтительно, количество распределителей второго сырья для реактора составляет от 2 до 10.
Предпочтительно, реактор с турбулентным кипящим слоем содержит первый сепаратор твердой и газовой фаз реактора и второй сепаратор твердой и газовой фаз реактора, причем первый сепаратор твердой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора, и второй сепаратор твердой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора;
первый сепаратор твердой и газовой фаз реактора обеспечен отверстием для подачи регенерированного катализатора, отверстие для выгрузки катализатора из первого сепаратора твердой и газовой фаз реактора расположено в нижней части реакционной зоны, и отверстие для выхода газа из первого сепаратора твердой и газовой фаз реактора расположена в зоне разбавленной фазы;
входное отверстие второго сепаратора твердой и газовой фаз реактора расположено в зоне разбавленной фазы, отверстие для выгрузки катализатора из второго сепаратора твердой и газовой фаз реактора расположено в реакционной зоне, и отверстие для выхода газа из второго сепаратора твердой и газовой фаз реактора соединено с отверстием для выхода газообразного продукта из реактора с турбулентным кипящим слоем;
реакционная зона расположена в нижней части реактора с турбулентным кипящим слоем, а зона разбавленной фазы расположена в верхней части реактора с турбулентным кипящим слоем.
Предпочтительно, первый сепаратор твердой и газовой фаз реактора и второй сепаратор твердой и газовой фаз реактора представляют собой циклонные сепараторы.
Предпочтительно, реактор с турбулентным кипящим слоем содержит теплообменник реактора, и теплообменник реактора расположен внутри или снаружи корпуса реактора с турбулентным кипящим слоем.
Предпочтительно, реактор с турбулентным кипящим слоем содержит теплообменник реактора, и теплообменник реактора расположен внутри или снаружи корпуса реактора с турбулентным кипящим слоем.
Кроме того, предпочтительно, теплообменник реактора расположен между множеством распределителей сырья для реактора.
Предпочтительно, реактор с турбулентным кипящим слоем содержит отдувочную колонну реактора, и отдувочная колонна реактора проходит через корпус реактора снаружи внутрь в нижней части реактора с турбулентным кипящим слоем и открывается в реакционной зоне реактора с турбулентным кипящим слоем, а отверстие для подачи отдувочного газа в реактор и отверстие для выгрузки отработанного катализатора расположены в нижней части отдувочной колонны реактора.
Предпочтительно, реактор с турбулентным кипящим слоем содержит перфорированную пластину, расположенную между распределитель первого сырья для реактора и по меньшей мере одним из распределителей второго сырья для реактора, и пористость перфорированной пластины составляет менее или ровно 50%.
Предпочтительно, реактор с турбулентным кипящим слоем содержит перфорированную пластину, расположенную между распределителем первого сырья для реактора и распределителем второго сырья для реактора, ближайшим к распределитель первого сырья для реактора, и пористость перфорированной пластины составляет от 5% до 50%.
Предпочтительно, отдувочная колонна реактора проходит через корпус реактора снаружи внутрь в нижней части реактора с турбулентным кипящим слоем и открывается в реакционной зоне реактора с турбулентным кипящим слоем, а отверстие для подачи отдувочного газа в реактор и отверстие для выгрузки отработанного катализатора расположены в нижней части отдувочной колонны реактора;
реактор с турбулентным кипящим слоем содержит перфорированную пластину, расположенную между распределителем первого сырья для реактора и по меньшей мере одним из распределителей второго сырья для реактора, и пористость перфорированной пластины составляет менее или ровно 50%;
уровень отверстия отдувочной колонны реактора в корпусе реактора расположен выше распределителя первого сырья для реактора, и выше перфорированной пластины.
Согласно настоящему изобретению, низшие олефины включают по меньшей мере один из этилена, пропилена и бутена.
Согласно настоящему изобретению, метанол в сырье может быть полностью или частично заменен диметиловым эфиром, например, сырьем, содержащим диметиловый эфир; количество метанола может быть рассчитано посредством превращения диметилового эфира в метанол, содержащий такое же количество атомов углерода.
Согласно настоящему изобретению, «метанол и/или диметиловый эфир» означает, что включены три случая: только метанол; или только диметиловый эфир; или и метанол, и диметиловый эфир.
Согласно настоящему изобретению, «метанол и/или диметиловый эфир и бензол» включает три случая: бензол и метанол; бензол и диметиловый эфир; или бензол, и метанол, и диметиловый эфир.
Если не указано иное, метанол согласно настоящему изобретению может быть полностью или частично заменен диметиловым эфиром, и количество метанола может быть рассчитано посредством превращения диметилового эфира в метанол, содержащий такое же количество атомов углерода.
В соответствии с другим аспектом настоящего изобретения, предложено устройство для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола. Предложенное устройство решает или способствует решению проблемы конкуренции между реакцией МТО и реакцией алкилирования в процессе получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, обеспечивая достижение слаженного совместного протекания реакции МТО и реакции алкилирования. Регулирование массового переноса и хода реакции обеспечивает координацию и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО для достижения слаженного совместного протекания указанных реакций, улучшая степень превращения бензола, выхода пара-ксилола и селективности в отношении низших олефинов.
Предложенное устройство содержит по меньшей мере один реактор с турбулентным кипящим слоем согласно любому из описанных выше аспектов и регенератор с кипящим слоем для регенерации катализатора.
Предпочтительно, регенератор с кипящим слоем представляет собой регенератор с турбулентным кипящим слоем, и указанный регенератор с кипящим слоем содержит корпус регенератора, сепаратор твердой и газовой фаз регенератора; теплообменник регенератора и отдувочную колонну регенератора; нижняя часть регенератора с кипящим слоем представляет собой зону регенерации, верхняя часть регенератора с кипящим слоем представляет собой зону разбавленной фазы регенератора, распределитель сырья для регенератора расположен в нижней части зоны регенерации, теплообменник регенератора расположен в зоне регенерации, и сепаратор твердой и газовой фаз регенератора расположен в зоне разбавленной фазы или за пределами корпуса регенератора;
входное отверстие сепаратора твердой и газовой фаз регенератора расположено в зоне разбавленной фазы регенератора, отверстие выгрузки катализатора из сепаратора твердой и газовой фаз регенератора расположено в зоне регенерации, и отдувочная колонна регенератора открывается в нижней части корпуса регенератора.
Предпочтительно, регенератор с кипящим слоем содержит корпус регенератора, распределитель сырья для регенератора, сепаратор твердой и газовой фаз регенератора, теплообменник регенератора, отверстие для выхода отработанного газа и отдувочную колонну регенератора;
нижняя часть регенератора с кипящим слоем представляет собой зону регенерации, а верхняя часть регенератора с кипящим слоем представляет собой зону разбавленной фазы;
распределитель сырья для регенератора расположен в нижней части зоны регенерации, теплообменник регенератора расположен в зоне регенерации, сепаратор твердой и газовой фаз регенератора расположен в зоне разбавленной фазы или за пределами корпуса регенератора, входное отверстие сепаратора твердой и газовой фаз регенератора расположено в зоне разбавленной фазы, отверстие для выгрузки катализатора из разделителя твердой и газовой фаз регенератора расположено в зоне регенерации, отверстие для выпуска газа из сепаратора твердой и газовой фаз регенератора соединено с отверстием для выхода отработанного газа, и отдувочная колонна регенератора открывается в нижней части корпуса регенератора;
отверстие для выгрузки отработанного катализатора из отдувочной колонны реактора соединено с входным отверстием наклонной трубы отработанного катализатора, скользящий клапан отработанного катализатора расположен в наклонной трубе отработанного катализатора, выходное отверстие наклонной трубы отработанного катализатора соединено с входным отверстием трубы для подъема отработанного катализатора, нижняя часть трубы для подъема отработанного катализатора обеспечена отверстием для подачи несущего газа для отработанного катализатора, и выходное отверстие трубы для подъема отработанного катализатора соединено с зоной разбавленной фазы регенератора с кипящим слоем;
нижняя часть отдувочной колонны регенератора обеспечена отверстием для подачи отдувочного газа в регенератор, нижняя часть отдувочной колонны регенератора соединена с входным отверстием наклонной трубы регенерированного катализатора, скользящий клапан регенерированного катализатора расположен в наклонной трубе регенерированного катализатора, выходное отверстие наклонной трубы регенерированного катализатора соединено с входным отверстием трубы для подъема регенерированного катализатора, нижняя часть трубы для подъема регенерированного катализатора обеспечена отверстием для подачи несущего газа для регенерированного катализатора, выходное отверстие трубы для подъема регенерированного катализатора соединено с отверстием для подачи регенерированного катализатора первого сепаратора твердой и газовой фаз реактора, и первый сепаратор твердой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора с кипящим слоем.
В соответствии с другим аспектом настоящего изобретения, предложен способ для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола. Предложенный способ решает или способствует решению проблемы конкуренции между реакцией МТО и реакцией алкилирования в процессе получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, обеспечивая достижение слаженного совместного протекания реакции МТО и реакции алкилирования. Регулирование массового переноса и хода реакции обеспечивает координацию и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО для достижения слаженного совместного протекания указанных реакций, улучшая степень превращения бензола, выхода пара-ксилола и селективности в отношении низших олефинов.
В способе получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола используют по меньшей мере один из реакторов с турбулентным кипящим слоем согласно любому из вышеуказанных аспектов.
Предпочтительно, сырьевой материал А, содержащий метанол и/или диметиловый эфир и бензол, подают в реакционную зону реактора с турбулентным кипящим слоем из распределителя первого сырья для реактора, а сырьевой материал В, содержащий метанол и/или диметиловый эфир, соответственно, подают в реакционную зону реактора с турбулентным кипящим слоем из множества распределителей второго сырья для реактора, соответственно, для приведения его в контакт с катализатором с получением материального потока С, содержащего пара-ксилол и низшие олефиновые продукты, а также отработанный катализатор.
Предпочтительно, материальный поток С разделяют с получением пара-ксилола, низших олефинов, углеводородов с длиной цепи С5+, ароматических побочных продуктов и непрореагировавшего метанола, диметилового эфира и бензола;
при этом непрореагировавший метанол и диметиловый эфир подают в реакционную зону реактора с турбулентным кипящим слоем из множества распределителей второго сырья для реактора, ароматические побочные продукты и непрореагировавший бензол подают в реакционную зону реактора с турбулентным кипящим слоем из распределителя первого сырья для реактора для приведения их в контакт с катализатором.
Предпочтительно, отработанный катализатор регенерируют в регенераторе с кипящим слоем и подают в нижнюю часть реакционной зоны реактора с турбулентным кипящим слоем.
Предпочтительно, предложенный способ включает стадии:
(1) подачи материального потока А, содержащего метанол и/или диметиловый эфир и бензол, в реакционную зону реактора с турбулентным кипящим слоем из распределителя первого сырья для реактора, расположенного в нижней части реактора с турбулентным кипящим слоем, для приведения его в контакт с катализатором;
(2) подачи материального потока В, содержащего метанол, в реакционную зону реактора с турбулентным кипящим слоем из 2-10 распределителей второго сырья для реактора для приведения его в контакт с катализатором с получением материального потока С, содержащего пара-ксилол и низшие олефиновые продукты, а также отработанный катализатор; причем указанные 2-10 распределителей второго сырья для реактора расположены последовательно и над распределителем первого сырья для реактора;
(3) разделения материального потока С, полученного на стадии (2), с получением материального потока С-1, содержащего непрореагировавший метанол и диметиловый эфир, материального потока С-2, содержащего непрореагировавший бензол и ароматические побочные продукты; материальный поток С-1, соответственно, подают в реакционную зону реактора с турбулентным кипящим слоем из 2-10 распределителей второго сырья для реактора для приведения его в контакт с катализатором; материальный поток С-2 подают в реакционную зону реактора с турбулентным кипящим слоем из распределителя первого сырья для реактора для приведения его в контакт с катализатором;
ароматические побочные продукты содержат толуол, о-ксилол, м-ксилол, этилбензол и ароматические соединения С9+;
(4) регенерации отработанного катализатора, полученного на стадии (2) в регенераторе с кипящим слоем, причем регенерированный катализатор подают в первый сепаратор твердой и газовой фаз реактора для удаления газа, а затем регенерированный катализатор подают в нижнюю часть реакционной зоны реактора с быстрокипящим слоем.
Предпочтительно, в смеси, подаваемой из распределителя первого сырья для реактора в реактор с турбулентным кипящим слоем, отношение количества моль молекул ароматических соединений к количеству моль углерода метанола и/или диметилового эфира составляет более 0,5.
Более предпочтительно, в смеси, подаваемой из распределителя первого сырья для реактора в реактор с турбулентным кипящим слоем, отношение количества моль молекул ароматических соединений к количеству моль углерода метанола и/или диметилового эфира составляет от 0,5 до 5.
В контексте настоящего изобретения количество моль молекул относится к количеству моль молекул вещества, а количество моль углерода относится к количеству моль атомов углерода в веществе.
Предпочтительно, молярное отношение всех кислородсодержащих соединений в смеси, подаваемой из множества распределителей второго сырья для реактора, к метанолу в смеси, подаваемой из распределителя первого сырья для реактора в реактор с турбулентным кипящим слоем, составляет более 1.
Более предпочтительно, молярное отношение всех кислородсодержащих соединений в смеси, подаваемой из множества распределителей второго сырья в реактор с турбулентным кипящим слоем, к метанолу, подаваемому из распределителя первого сырья для реактора, составляет от 1 до 20.
Более предпочтительно, отработанный катализатор проходит через отдувочную колонну реактора, наклонную трубу отработанного катализатора, скользящий клапан отработанного катализатора и трубу для подъема отработанного катализатора в зону разбавленной фазы регенератора с кипящим слоем;
регенерирующую среду подают в зону регенерации регенератора с кипящим слоем и приводят во взаимодействие с отработанным катализатором для удаления кокса с получением отработанного газа, содержащего СО и СО2, и регенерированного катализатора, и отработанный газ сбрасывают после удаления пыли в сепараторе твердой и газовой фаз регенератора;
регенерированный катализатор проходит через отдувочную колонну регенератора, наклонную трубу регенерированного катализатора, скользящий клапан регенерированного катализатора и трубу для подъема регенерированного катализатора во входное отверстие первого сепаратора твердой и газовой фаз реактора, и после разделения твердой и газовой фаз регенерированный катализатор подают в нижнюю часть реакционной зоны в реакторе с турбулентным кипящим слоем;
отдувочный газ реактора подают в отдувочную колонну реактора через отверстие для подачи отдувочного газа реактора и приводят в противоточный контакт с отработанным катализатором, а затем подают в реактор с турбулентным кипящим слоем; несущий газ для отработанного катализатора подают в трубу для подъема отработанного катализатора через отверстие для подачи газа для подъема отработанного катализатора и приводят в прямоточный контакт с отработанным катализатором, а затем он поступает в зону разбавленной фазы регенератора с кипящим слоем;
отдувочный газ регенератора подают в отдувочную колонну регенератора через отверстие для подачи отдувочного газа регенератора и приводят в противоточный контакт с регенерированным катализатором, а затем подают в регенератор с кипящим слоем; несущий газ для регенерированного катализатора подают в трубу для подъема регенерированного катализатора через отверстие для подачи газа для подъема регенерированного катализатора и приводят в прямоточный контакт с регенерированным катализатором, а затем подают во входное отверстие первого сепаратора твердой и газовой фаз реактора, причем первый сепаратор твердой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора с кипящим слоем.
Предпочтительно, содержание углерода в регенерированном катализаторе составляет менее или ровно 0,5% мас.
Более предпочтительно, регенерирующая среда представляет собой по меньшей мере одно из воздуха, воздуха с низким содержанием кислорода или водяного пара; и/или
отдувочный газ реактора, отдувочный газ регенератора, несущий газ для отработанного катализатора и несущий газ для регенерированного катализатора представляют собой водяной пар и/или азот.
Предпочтительно, условия реакции в реакционной зоне реактора с турбулентным кипящим слоем являются следующими: кажущаяся линейная скорость газа составляет от 0,1 м/с до 2,0 м/с, температура реакции составляет от 350°С до 600°С, давление реакции составляет от 0,1 МПа до 1,0 МПа, и плотность слоя составляет от 200 кг/м3 до 1200 кг/м3.
Предпочтительно, условия реакции в зоне регенерации реактора с кипящим слоем являются следующими: кажущаяся линейная скорость газа составляет от 0,1 м/с до 2,0 м/с, температура регенерации составляет от 500°С до 750°С, давление регенерации составляет от 0,1 МПа до 1,0 МПа, и плотность слоя составляет от 200 кг/м3 до 1200 кг/м3.
В настоящем изобретении, в реакторе с турбулентным кипящим слоем катализатор в псевдоожиженном состоянии находится в зоне плотной фазы нижней части и в зоне разбавленной фазы верхней части. Зона плотной фазы представляет собой реакционную зону реактора с турбулентным кипящим слоем.
В настоящем изобретении предложен реактор с турбулентным кипящим слоем для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, и указанный реактор с турбулентным кипящим слоем содержит: корпус 2 реактора, n распределителей (3-1~3-n) сырья для реактора, сепаратор 4 твердой и газовой фаз реактора, сепаратор 5 твердой и газовой фаз реактора, теплообменник (6) реактора, отверстие 7 для выхода газообразного продукта и отдувочную колонну 8 реактора, причем нижняя часть реактора 1 с турбулентным кипящим слоем представляет собой реакционную зону, верхняя часть реактора 1 с турбулентным кипящим слоем представляет собой зону разбавленной фазы, n распределителей (3-1~3-n) сырья для реактора расположены снизу вверх в реакционной зоне, теплообменник (6) реактора расположен в реакционной зоне или за пределами корпуса 2 реактора, сепаратор 4 твердой и газовой фаз реактора и сепаратор 5 твердой и газовой фаз реактора расположены в зоне разбавленной фазы или за пределами корпуса 2 реактора, сепаратор 4 твердой и газовой фаз реактора обеспечен отверстием для подачи регенерированного катализатора, отверстие для выгрузки катализатора из сепаратора 4 твердой и газовой фаз реактора расположено в нижней части реакционной зоны, отверстие для выхода газа из сепаратора 4 твердой и газовой фаз реактора расположено в зоне разбавленной фазы, входное отверстие сепаратора 5 твердой и газовой фаз реактора расположено в зоне разбавленной фазы, отверстие для выгрузки катализатора из сепаратора 5 твердой и газовой фаз реактора расположено в реакционной зоне, отверстие для выхода газа из сепаратора 5 твердой и газовой фаз реактора соединено с отверстием 7 для выхода газообразного продукта, отдувочная колонна 8 реактора проходит через корпус реактора 8 снаружи внутрь в нижней части реактора с турбулентным кипящим слоем и открывается в реакционной зоне реактора 1 с турбулентным кипящим слоем, отверстие 9 для подачи отдувочного газа в реактор расположено в нижней части отдувочной колонны 8 реактора, и отверстие для выгрузки отработанного катализатора расположено в нижней части отдувочной колонны реактора.
В предпочтительном варианте реализации n распределителей (3-1~3-n) сырья для реактора 1 с турбулентным кипящим слоем расположены в реакционной зоне снизу вверх, 3≤n≤11, и n представляет собой общее количество распределителей сырья для реактора.
В предпочтительном варианте реализации уровень отверстия отдувочной колонны 8 реактора в корпусе 2 реактора расположен выше распределителя первого сырья для реактора во избежание непосредственного попадания свежего катализатора в отдувочную колонну реактора.
В предпочтительном варианте реализации сепаратор 4 твердой и газовой фаз реактора и сепаратор 5 твердой и газовой фаз реактора представляют собой циклонные сепараторы.
В настоящем изобретении дополнительно предложено устройство для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, и указанное устройство содержит реактор 1 с турбулентным кипящим слоем, описанный выше, и регенератор 14 с кипящим слоем для регенерации катализатора.
В предпочтительном варианте реализации регенератор 14 с кипящим слоем представляет собой регенератор с турбулентным кипящим слоем.
В предпочтительном варианте реализации регенератор 14 с кипящим слоем содержит корпус 15 регенератора, распределитель 16 сырья для регенератора, сепаратор 17 твердой и газовой фаз регенератора, теплообменник 18 регенератора, отверстие 19 для выхода отработанного газа и отдувочная колонна 20 регенератора; причем нижняя часть регенератора 14 с кипящим слоем представляет собой зону регенерации, а верхняя часть регенератора 14 с кипящим слоем представляет собой зону разбавленной фазы; распределитель 16 сырья для регенератора расположен в нижней части зоны регенерации, теплообменник 18 регенератора расположен в зоне регенерации, сепаратор 17 твердой и газовой фаз регенератора расположен в зоне разбавленной фазы или за пределами корпуса 15 регенератора, входное отверстие сепаратора 17 твердой и газовой фаз регенератора расположено в зоне разбавленной фазы, отверстие для выгрузки катализатора из сепаратора 17 твердой и газовой фаз регенератора расположено в зоне регенерации, отверстие для выхода газа из сепаратора 17 твердой и газовой фаз регенератора соединено с отверстием 19 для выхода отработанного газа, и входное отверстие отдувочной колонны 20 регенератора соединено с нижней частью корпуса 15 регенератора;
отверстие для выгрузки отработанного катализатора из отдувочной колонны 8 реактора соединено с входным отверстием наклонной трубы 10 отработанного катализатора, скользящий клапан 11 отработанного катализатора расположен внутри наклонной трубы 10 отработанного катализатора, выходное отверстие наклонной трубы 10 отработанного катализатора соединено с входным отверстием трубы 12 для подъема отработанного катализатора, нижняя часть трубы 12 для подъема отработанного катализатора обеспечена отверстием 13 для подачи газа для подъема отработанного катализатора, и выходное отверстие трубы 12 для подъема отработанного катализатора соединено с зоной разбавленной фазы регенератора 14 с кипящим слоем; и нижняя часть отдувочной колонны 20 регенератора обеспечена отверстием 21 для подачи отдувочного газа в регенератор, нижняя часть отдувочной колонны 20 регенератора соединена с входным отверстием наклонной трубы 22 регенерированного катализатора, скользящий клапан 23 регенерированного катализатора расположен в наклонной трубе 22 регенерированного катализатора, выходное отверстие наклонной трубы 22 регенерированного катализатора соединено с входным отверстием трубы 24 для подъема регенерированного катализатора, нижняя часть трубы 24 для подъема регенерированного катализатора обеспечена отверстием 25 для подачи газа для подъема регенерированного катализатора, выходное отверстие трубы 24 для подъема регенерированного катализатора соединено с входным отверстием сепаратора 4 твердой и газовой фаз реактора.
В другом аспекте настоящего изобретения предложен способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, включающий:
подачу сырьевого материала, содержащего метанол и/или диметиловый эфир и бензол, из самого нижнего распределителя 3-1 сырья для реактора 1 с турбулентным кипящим слоем в реакционную зону реактора 1 с турбулентным кипящим слоем, подачу метанола из распределителей 3-2 - 3-n сырья для реактора 1 с турбулентным кипящим слоем в реакционную зону реактора 1 с турбулентным кипящим слоем и приведение в контакт с катализатором с получением материального потока, содержащего пара-ксилол и низшие олефиновые продукты, а также отработанный катализатор, содержащий углерод;
подачу материального потока, выходящего из реактора 1 с турбулентным кипящим слоем, содержащего пара-ксилол и низшие олефиновые продукты, в систему разделения продукта с получением пара-ксилола, этилена, пропилена, бутена, углеводородов с длиной цепи С5+, ароматических углеводородных побочных продуктов и непрореагировавшего метанола, диметилового эфира и бензола после разделения, причем ароматические побочные продукты содержат толуол, о-ксилол, м-ксилол, этилбензол и ароматические соединения С9+, подачу непрореагировавшего метанола и диметилового эфира из распределителей 3-2 - 3-n сырья для реактора в реакционную зону реактора 1 с турбулентным кипящим слоем, подачу ароматических побочных продуктов и непрореагировавшего бензола из распределителя 3-1 сырья для реактора в реакционную зону реактора 1 с турбулентным кипящим слоем и приведение в контакт с катализатором для превращения в продукт;
регенерацию отработанного катализатора в регенераторе 14 с кипящим слоем, и после разделения твердой и газовой фаз в сепараторе 4 твердой и газовой фаз реактора регенерированный катализатор подают в нижнюю часть реакционной зоны реактора 1 с турбулентным кипящим слоем.
В предпочтительном варианте реализации способ, описанный в настоящем изобретении, осуществляют с использованием вышеописанного устройства для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола.
В предпочтительном варианте реализации отработанный катализатор проходит через отдувочную колонну 8 реактора, наклонную трубу 10 отработанного катализатора, скользящий клапан 11 отработанного катализатора и трубу 12 для подъема отработанного катализатора в зону разбавленной фазы регенератора 14 с кипящим слоем;
регенерирующую среду подают в зону регенерации регенератора 14 с кипящим слоем из распределителя 16 сырья для регенератора и приводят во взаимодействие с отработанным катализатором, в результате чего происходит кальцинирование с образованием отработанного газа, содержащего СО и СО2, и регенерированного катализатора, и отработанный газ сбрасывают после удаления пыли в сепараторе 17 твердой и газовой фаз регенератора;
регенерированный катализатор проходит через отдувочную колонну 20 регенератора, наклонную трубу 22 регенерированного катализатора, скользящий клапан 23 регенерированного катализатора и трубу 24 для подъема регенерированного катализатора во входное отверстие сепаратора 4 твердой и газовой фаз реактора, и после разделения твердой и газовой фаз регенерированный катализатор подают в нижнюю часть реакционной зоны в реакторе с турбулентным кипящим слоем;
отдувочный газ реактора подают в отдувочную колонну 8 реактора через отверстие 9 для подачи отдувочного газа реактора и приводят в противоточный контакт с отработанным катализатором, а затем подают в реактор 1 с турбулентным кипящим слоем; несущий газ для отработанного катализатора подают в трубу 12 для подъема отработанного катализатора через отверстие 13 для подачи газа для подъема отработанного катализатора и приводят в прямоточный контакт с отработанным катализатором, а затем он поступает в зону разбавленной фазы регенератора 14 с кипящим слоем;
отдувочный газ регенератора подают в отдувочную колонну 20 регенератора через отверстие 21 для подачи отдувочного газа регенератора и приводят в противоточный контакт с регенерированным катализатором, а затем он поступает в регенератор 14 с кипящим слоем; несущий газ для регенерированного катализатора подают в трубу 24 для подъема регенерированного катализатора через входное отверстие 25 для подъема регенерированного катализатора и приводят в прямоточный контакт с регенерированным катализатором, а затем он поступает во входное отверстие сепаратора 4 твердой и газовой фаз реактора.
В предложенном способе получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, описанном в настоящем документе, в смеси, поступающей из нижнего распределителя 3-1 сырья для реактора с турбулентным кипящим слоем отношение количества вещества ароматических соединений к метанолу составляет более 0,5, более предпочтительно более 1.
В способе получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, описанном в настоящем документе, отношение количества вещества кислородсодержащих соединений, поступающих из распределителей 3-2 - 3-n сырья для реактора, к метанолу, поступающему из распределителя 3-1 сырья для реактора, составляет более 1, более предпочтительно более 5.
В предпочтительном варианте реализации катализатор содержит молекулярное сито HZSM-5, выполняющее функцию алкилирования метанола и/или диметилового эфира бензолом, а также получения олефинов из метанола и ароматизации метанола.
В предпочтительном варианте реализации катализатор содержит молекулярное сито HZSM-11, выполняющее функцию алкилирования метанола и/или диметилового эфира бензолом, а также получения олефинов из метанола и ароматизации метанола.
В предпочтительном варианте реализации содержание углерода в регенерированном катализаторе составляет менее 0,5% мае, и более предпочтительно содержание углерода в регенерированном катализаторе составляет менее 0,1% мас.
В предпочтительном варианте реализации условия реакции в реакционной зоне реактора с турбулентным кипящим слоем являются следующими: кажущаяся линейная скорость газа составляет от 0,1 м/с до 2,0 м/с, температура реакции составляет от 350°С до 600°С, давление реакции составляет от 0,1 МПа до 1,0 МПа, и плотность слоя составляет от 200 кг/м3 до 1200 кг/м3.
В предпочтительном варианте реализации условия реакции в зоне регенерации регенератора с кипящим слоем являются следующими: кажущаяся линейная скорость газа составляет от 0,1 м/с до 2 м/с, температура реакции составляет от 500°С до 750°С, давление реакции составляет от 0,1 МПа до 1,0 МПа, и плотность слоя составляет от 200 кг/м3 до 1200 кг/м3.
В предпочтительном варианте реализации регенерирующая среда представляют собой любое из воздуха, воздуха с низким содержанием кислорода или водяного пара, или их смеси; отдувочный газ реактора, отдувочный газ регенератора, несущий газ для отработанного катализатора и несущий газ для регенерированного катализатора представляют собой водяной пар или азот.
В способе получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, описанного в настоящем изобретении, степень превращения бензола составляет более 40%, степень превращения метанола составляет более 70%, и селективность по пара-ксилолу составляет более 90%, массовый выход пара-ксилола за один проход относительно ароматических соединений составляет более 32%, и селективность по низшим олефинам (этилен + пропилен + бутен) в цепных углеводородах составляет более 70%, а также достигнуты высокие технические результаты.
Основные характеристики реактора с турбулентным кипящим слоем согласно настоящему изобретению заключаются в том, что ароматическое сырье подают из распределителя сырья для реактора, расположенного в самом низу, кислородсодержащее соединение подают из n распределителей сырья для реактора, соответственно, а высокоактивный регенерированный катализатор подают непосредственно в нижней части реакционной зоны. Ароматическое сырье содержит свежий бензол, непрореагировавший бензол и ароматические побочные продукты, а кислородсодержащее соединение содержит свежий метанол, непрореагировавший метанол и диметиловый эфир. Во-первых, в нижней части реакционной зоны катализатор имеет высокую активность, что является преимущественным для реакции алкилирования бензола, реакции изомеризации ароматических углеводородных побочных продуктов и реакции переноса метила и т.д.; во-вторых при использовании способа многостадийной подачи кислородсодержащего соединения, из нижней части реактора подают лишь небольшую часть кислородсодержащего соединения, и низкая концентрация кислородсодержащего соединения в нижней зоне и высокая концентрация ароматических соединений ослабляют конкуренцию за адсорбцию кислородсодержащего соединения с большой скоростью диффузии в порах молекулярного сита с ароматическими углеводородными соединениями с низкой скоростью диффузии, что обеспечивает адсорбцию большей части ароматических соединений в катализаторе в нижней зоне; в-третьих, основную часть кислородсодержащих соединений подают из средней части и верхней части, реакция превращения кислородсодержащего соединения происходит, главным образом, в средней части и в верхней части реакционной зоны, что позволяет избежать быстрого снижения активности высокоактивного регенерированного катализатора в нижней зоны вследствие образования углерода в ходе реакции МТО; в-четвертых, количество углерода в катализаторе выше в средней части и в верхней части реакционной зоны, что является преимущественным для улучшения селективности в отношении низших олефинов во время реакции МТО; в-пятых, использование способа многостадийной подачи кислородсодержащего соединения является преимущественным для улучшения селективности в отношении низших олефинов в реакции МТО благодаря более высокому содержанию катализатора в средней и верхней части реакционной зоны, относительно однородному распределению концентрации кислородсодержащего соединения в реакционной зоне, с получением достаточного количества алкилирующих реагентов.
После приведения в контакт ароматических углеводородов, адсорбированных в катализаторе, с алкилирующими реагентами, быстро проводят реакцию алкилирования для улучшения степени превращения бензола и выхода пара-ксилола.
На основании вышесказанного, реактор с турбулентным кипящим слоем согласно настоящему изобретению может обеспечивать координацию и оптимизацию конкуренции между реакцией алкилирования бензола метанолом и/или диметиловым эфиром и реакцией МТО для достижения слаженного совместного протекания указанных реакций, улучшая степень превращения бензола, выход пара-ксилола и селективность в отношении низших олефинов.
Настоящее изобретение обеспечивает координацию и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО посредством регулирования концентрации метанола и/или диметилового эфира относительно бензола с точки зрения конструкции реактора и конфигурации процесса, а также повышает выход пара-ксилола и селективность в отношении низших олефинов, чтобы не возникала ситуация ингибирования реакции алкилирования вследствие быстрого расходования основной части метанола и/или диметилового эфира в реакции МТО, и чтобы не возникала ситуация, препятствующая протеканию реакции алкилирования вследствие большого избыточного содержания метанола и/или диметилового эфира, из-за которого в существенной степени протекает реакция МТО и снижается количество адсорбированного бензола в катализаторе в единицу времени.
Преимущества, обеспечиваемые настоящим изобретением, включают:
(1) Предложен реактор с кипящим слоем и устройство для обеспечения регулирования массового переноса посредством распределения потоков различных сырьевых материалов в разных зонах в системе совместной подачи сырья с большой разностью скоростей реакции сырьевых материалов, с целью координирования и оптимизации системы совместной подачи сырья и улучшения выхода реакции.
(2) Способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, предложенный в настоящем изобретении, обеспечивает более высокую степень превращения бензола и селективность в отношении пара-ксилола, степень превращения бензола составляет более 40%, селективность в отношении пара-ксилола составляет более 90%, массовый выход пара-ксилола за один проход относительно ароматических соединений составляет более 32%, а также достигнуты высокие технологические результаты.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
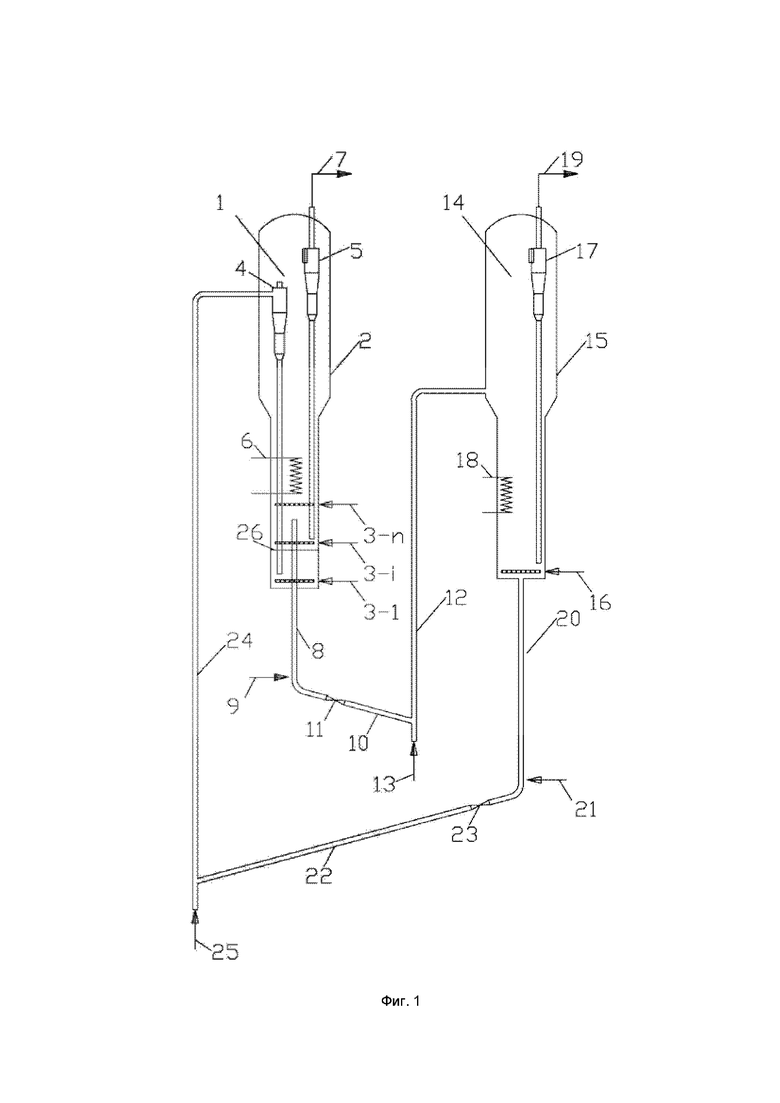
На фиг. 1 представлено схематическое изображение устройства для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола согласно одному варианту реализации настоящего изобретения.
Ниже перечислены цифровые обозначения, использованные на фигурах:
1 - реактор с турбулентным кипящим слоем; 2 - корпус реактора; 3 - распределители сырья для реактора (3-1 ~ 3-n); 4 - сепаратор твердой и газовой фаз реактора; 5 - сепаратор твердой и газовой фаз реактора; 6 - теплообменник реактора; 7 - отверстие для выхода газообразного продукта; 8 - отдувочная колонна реактора; 9 - отверстие для подачи отдувочного газа в реактор; 10 - наклонная труба отработанного катализатора; 11 - скользящий клапан отработанного катализатора; 12 - труба для подъема отработанного катализатора; 13 - отверстие для подачи газа для подъема отработанного катализатора; 14 - регенератор с кипящим слоем; 15 - корпус регенератора; 16 - распределитель сырья для регенератора; 17 - сепаратор твердой и газовой фаз регенератора; 18 - теплообменник регенератора; 19 - отверстие для выхода отработанного газа; 20 - отдувочная колонна регенератора; 21 - отверстие для подачи отдувочного газа в регенератор; 22 - наклонная труба регенерированного катализатора; 23 - скользящий клапан регенерированного катализатора; 24 - труба для подъема регенерированного катализатора; 25 - отверстие для подачи газа для подъема регенерированного катализатора; 26 - перфорированная пластина.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТА РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Настоящее изобретение более подробно описано ниже со ссылкой на варианты реализации, но настоящее изобретение не ограничено приведенными вариантами реализации.
Если не указано иное, сырьевые материалы и катализаторы в вариантах реализации настоящего изобретения являются доступными в продаже.
В качестве варианта реализации настоящего изобретения, на фиг. 1 представлено схематическое изображение устройства для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола. Предложенное устройство содержит реактор 1 с турбулентным кипящим слоем, который содержит корпус 2 реактора, n распределителей 3-1 - 3-n сырья для реактора (распределитель, расположенный между 3-1 и 3-n на фиг.1 в качестве примера имеет значение 3-i), сепаратор 4 твердой и газовой фаз реактора, сепаратор 5 твердой и газовой фаз реактора, теплообменник 6 реактора, отверстие 7 для выхода газообразного продукта и отдувочную колонну 8 реактора, и перфорированную пластину, причем нижняя часть реактора 1 с турбулентным кипящим слоем представляет собой реакционную зону, верхняя часть реактора 1 с турбулентным кипящим слоем представляет собой зону разбавленной фазы, n распределителей 3-1 - 3-n сырья для реактора расположены снизу вверх в реакционной зоне, 2≤n≤11, перфорированная пластина 26 расположена между распределителем 3-1 сырья для реактора и распределителем 3-2 сырья для реактора, теплообменник 6 реактора расположен в реакционной зоне или за пределами корпуса 2 реактора, сепаратор 4 твердой и газовой фаз реактора и сепаратор 5 твердой и газовой фаз реактора расположены в зоне разбавленной фазы или за пределами корпуса 2 реактора, входное отверстие сепаратора 4 твердой и газовой фаз реактора соединено с трубой 24 для подъема регенерированного катализатора, отверстие для выгрузки катализатора из сепаратора 4 твердой и газовой фаз реактора расположено в нижней части реакционной зоны, отверстие для выхода газа из сепаратора 4 твердой и газовой фаз реактора расположено в зоне разбавленной фазы, входное отверстие сепаратора 5 твердой и газовой фаз реактора расположено в зоне разбавленной фазы, отверстие для выгрузки катализатора из сепаратора 5 твердой и газовой фаз реактора расположено в реакционной зоне, отверстие для выхода газа из сепаратора 5 твердой и газовой фаз реактора соединено с отверстием 7 для выхода газообразного продукта, и входное отверстие отдувочной колонны 8 реактора находится в реакционной зоне реактора 1 с турбулентным кипящим слоем, причем уровень расположен выше распределителя первого для реактора, и выше перфорированной пластины 26.
Как показано на фиг. 1, предложенное устройство содержит: регенератор 14 с кипящим слоем, содержащий корпус 15 регенератора, распределитель 16 сырья для регенератора, сепаратор 17 твердой и газовой фаз регенератора, теплообменник 18 регенератора, отверстие 19 для выхода отработанного газа и отдувочную колонну 20 регенератора, причем нижняя часть регенератора 14 с кипящим слоем представляет собой зону регенерации, верхняя часть регенератора 14 с кипящим слоем представляет собой зону разбавленной фазы, распределитель 16 сырья для регенератора расположен в нижней части зоны регенерации, теплообменник 18 регенератора расположен в зоне регенерации, сепаратор 17 твердой и газовой фаз регенератора расположен в зоне разбавленной фазы или за пределами корпуса 15 регенератора, входное отверстие сепаратора 17 твердой и газовой фаз регенератора расположено в зоне разбавленной фазы, отверстие для выгрузки катализатора из сепаратора 17 твердой и газовой фаз регенератора расположено в зоне регенерации, отверстие для выхода газа из сепаратора 17 твердой и газовой фаз регенератора соединено с отверстием 19 для выхода отработанного газа, и входное отверстие отдувочной колонны 20 регенератора соединено с нижней частью корпуса 15 регенератора.
Как показано на фиг. 1, нижняя часть отдувочной колонны 8 реактора обеспечена отверстием 9 для подачи отдувочного газа в реактор, нижняя часть отдувочной колонны 8 реактора соединена с входным отверстием наклонной трубы 10 отработанного катализатора, скользящий клапан 11 отработанного катализатора расположен в наклонной трубе 10 отработанного катализатора, выходное отверстие наклонной трубы 10 отработанного катализатора соединено с входным отверстием трубы 12 для подъема отработанного катализатора, нижняя часть трубы 12 для подъема отработанного катализатора обеспечена отверстием 13 для подачи газа для подъема отработанного катализатора, и выходное отверстие трубы 12 для подъема отработанного катализатора соединено с зоной разбавленной фазы регенератора 14 с кипящим слоем.
Как показано на фиг. 1, нижняя часть отдувочной колонны 20 регенератора обеспечена отверстием 21 для подачи отдувочного газа в регенератор, нижняя часть отдувочной колонны 20 регенератора соединена с входным отверстием наклонной трубы 22 регенерированного катализатора, скользящий клапан 23 регенерированного катализатора расположен в наклонной трубе 22 регенерированного катализатора, выходное отверстие наклонной трубы 22 регенерированного катализатора соединено с входным отверстием трубы 24 для подъема регенерированного катализатора, нижняя часть трубы 24 для подъема регенерированного катализатора обеспечена отверстием 25 для подачи газа для подъема регенерированного катализатора, и выходное отверстие трубы 24 для подъема регенерированного катализатора соединено с входным отверстием сепаратора 4 твердой и газовой фаз реактора.
В описанном выше варианте реализации настоящего изобретения регенератор 14 с кипящим слоем может представлять собой регенератор с турбулентным кипящим слоем; сепаратор 4 твердой и газовой фаз реактора, сепаратор 5 твердой и газовой фаз реактора и сепаратор 17 твердой и газовой фаз регенератора могут представлять собой циклонные сепараторы.
В качестве конкретного варианта реализации настоящего изобретения, способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола согласно настоящему изобретению включает:
a) подачу сырьевого материала, содержащего метанол и/или диметиловый эфир и бензол, из самого нижнего распределителя 3-1 сырья для реактора 1 с турбулентным кипящим слоем в реакционную зону реактора 1 с турбулентным кипящим слоем, подачу метанола из распределителей 3-2 - 3-n сырья для реактора 1 с турбулентным кипящим слоем в реакционную зону реактора 1 с турбулентным кипящим слоем и приведение в контакт с катализатором с получением материального потока, содержащего пара-ксилол и низшие олефиновые продукты, а также отработанный катализатор, содержащий углерод;
b) подачу материального потока, выходящего из реактора 1 с турбулентным кипящим слоем, содержащего пара-ксилол и низшие олефиновые продукты, в систему разделения продукта с получением пара-ксилола, этилена, пропилена, бутена, углеводородов с длиной цепи C5+, ароматических углеводородных побочных продуктов и непрореагировавшего метанола, диметилового эфира и бензола после разделения, причем ароматические побочные продукты содержат толуол, о-ксилол, м-ксилол, этилбензол и ароматические соединения С9+, подачу непрореагировавшего метанола и диметилового эфира из распределителей 3-2 - 3-n сырья для реактора в реакционную зону реактора 1 с турбулентным кипящим слоем, подачу ароматических побочных продуктов и непрореагировавшего бензола из распределителя 3-1 сырья для реактора в реакционную зону реактора 1 с турбулентным кипящим слоем и приведение в контакт с катализатором для превращения в продукт;
c) пропускание отработанного катализатора через отдувочную колонну 8 реактора, наклонную трубу 10 отработанного катализатора, скользящий клапан 11 отработанного катализатора и трубу 12 для подъема отработанного катализатора в зону разбавленной фазы регенератора 14 с кипящим слоем;
d) подачу регенерирующей среды в зону регенерации регенератора 14 с кипящим слоем из распределителя 16 сырья для регенератора, взаимодействие регенерирующей среды с отработанным катализатором для удаления кокса, с получением отработанного газа, содержащего СО и СО2, и регенерированного катализатора, и выброс отработанного газа после удаления пыли в сепараторе 17 твердой и газовой фаз регенератора;
e) пропускание регенерированного катализатора через отдувочную колонну 20 регенератора, наклонную трубу 22 регенерированного катализатора, скользящий клапан 23 регенерированного катализатора и трубу 24 для подъема регенерированного катализатора во входное отверстие сепаратора 4 твердой и газовой фаз реактора, и после разделения твердой и газовой фаз регенерированный катализатор подают в нижнюю часть реакционной зоны в реакторе 1 с турбулентным кипящим слоем;
f) подачу отдувочного газа реактора в отдувочную колонну 8 реактора через отверстие 9 для подачи отдувочного газа реактора и приведение в противоточный контакт с отработанным катализатором, а затем подачу в реактор 1 с турбулентным кипящим слоем; подачу газа для подъема отработанного катализатора в трубу 12 для подъема отработанного катализатора через отверстие 13 для подачи газа для подъема отработанного катализатора и приведение в прямоточный контакт с отработанным катализатором, с последующей его подачей в зону разбавленной фазы регенератора 14 с кипящим слоем;
g) подачу отдувочного газа регенератора в отдувочную колонну 20 регенератора через отверстие 21 для подачи отдувочного газа регенератора и приведение в противоточный контакт с регенерированным катализатором, с последующей его подачей в регенератор 14 с кипящим слоем; подачу газа для подъема регенерированного катализатора в трубу 24 для подъема регенерированного катализатора через отверстие 25 для подачи газа для подъема регенерированного катализатора и приведение в прямоточный контакт с регенерированным катализатором, с последующей его подачей во входное отверстие сепаратора 4 твердой и газовой фаз реактора.
Для лучшей иллюстрации настоящего изобретения и облегчения понимания технической схемы настоящего изобретения ниже приведены иллюстративные, но не ограничивающие примеры настоящего изобретения:
ПРИМЕР 1
Использовали устройство, изображенное на фиг. 1, но реактор 1 с турбулентным кипящим слоем не содержал сепаратор 4 твердой и газовой фаз реактора и перфорированную пластину 26, и труба 24 для подъема регенерированного катализатора была напрямую соединена с зоной разбавленной фазы реактора 1 с турбулентным кипящим слоем. Реактор 1 с турбулентным кипящим слоем содержал один распределитель 3-1 сырья для реактора.
Реакционные условия в реакционной зоне реактора 1 с турбулентным кипящим слоем были следующими: кажущаяся линейная скорость газа примерно 1,0 м/с, температура реакции примерно 500°С, давление реакции примерно 0,15 МПа и плотность слоя примерно 350 кг/м3.
Реакционные условия в зоне регенерации регенератора 14 с кипящим слоем были следующими: кажущаяся линейная скорость газа примерно 1,0 м/с, температура регенерации примерно 650°С, давление регенерации примерно 0,15 МПа и плотность слоя примерно 350 кг/м3.
Катализатор содержал молекулярное сито HZSM-5. Содержание углерода в регенерированном катализаторе составляло примерно 0,1% мас.
В качестве регенерирующей среды использовали воздух; отдувочный газ реактора, отдувочный газ регенератора, несущий газ для отработанного катализатора и несущий газ для регенерированного катализатора представлял собой водяной пар.
В смеси, поступающей из самого нижнего распределителя 3-1 сырья для реактора с турбулентным кипящим слоем, молярное отношение ароматических соединений к метанолу составляло 0,5.
Полученные результаты демонстрируют, что степень превращения бензола составляла 20%, степень превращения метанола составляла 99%, селективность по пара-ксилолу составляла 98%, и массовый выход пара-ксилола за один проход относительно ароматических соединений составлял 15%, а селективность в отношении низших олефинов (этилен + пропилен + бутен) в цепных углеводородах составляла 66%.
ПРИМЕР 2
Использовали устройство, изображенное на фиг. 1, реактор 1 с турбулентным кипящим слоем содержал три распределителя 3-1 - 3-3 сырья для реактора, пористость перфорированной пластины 26 составляла 10%, а сепаратор 4 твердой и газовой фаз реактора был расположен внутри корпуса 2 реактора.
Реакционные условия в реакционной зоне реактора 1 с турбулентным кипящим слоем были следующими: кажущаяся линейная скорость газа примерно 1,0 м/с, температура реакции примерно 500°С, давление реакции примерно 0,15 МПа и плотность слоя примерно 350 кг/м3.
Реакционные условия в зоне регенерации регенератора 14 с кипящим слоем были следующими: кажущаяся линейная скорость газа примерно 1,0 м/с, температура регенерации примерно 650°С, давление регенерации примерно 0,15 МПа и плотность слоя примерно 350 кг/м3.
Катализатор содержал молекулярное сито HZSM-5. Содержание углерода в регенерированном катализаторе составляло примерно 0,1% мас.
В качестве регенерирующей среды использовали воздух; отдувочный газ реактора, отдувочный газ регенератора, несущий газ для отработанного катализатора и несущий газ для регенерированного катализатора представлял собой водяной пар.
В смеси, поступающей из самого нижнего распределителя 3-1 сырья для реактора с турбулентным кипящим слоем, молярное отношение ароматических соединений к метанолу составляло 2.
Молярное отношение кислородсодержащих соединений, поступающих из распределителей 3-2 - 3-3 сырья для реактора, к метанолу, поступающему из распределителя 3-1 сырья для реактора, составляло 3.
Полученные результаты демонстрируют, что степень превращения бензола составляла 41%, степень превращения метанола составляла 97%, селективность по пара-ксилолу составляла 98%, и массовый выход пара-ксилола за один проход относительно ароматических соединений составлял 32%, а селективность в отношении низших олефинов (этилен + пропилен + бутен) в цепных углеводородах составляла 75%.
Приведенный пример отличается от примера 1 тем, что
 регенерированный катализатор подавали в нижнюю часть реактора с турбулентным кипящим слоем, тогда как в примере 1 регенерированный катализатор подавали в зону разбавленной фазы реактора с турбулентным кипящим слоем;
регенерированный катализатор подавали в нижнюю часть реактора с турбулентным кипящим слоем, тогда как в примере 1 регенерированный катализатор подавали в зону разбавленной фазы реактора с турбулентным кипящим слоем;
 метанол подавали по отдельности из трех распределителей (3-1 - 3-3) сырья для реактора, тогда как в примере 1 метанол подавали из одного распределителя 3-1 сырья для реактора.
метанол подавали по отдельности из трех распределителей (3-1 - 3-3) сырья для реактора, тогда как в примере 1 метанол подавали из одного распределителя 3-1 сырья для реактора.
 использовали перфорированную пластину, тогда как в примере 1 не использовали перфорированную пластину.
использовали перфорированную пластину, тогда как в примере 1 не использовали перфорированную пластину.
Сравнивая данный пример с примером 1, можно видеть, что катализатор сначала подвергали воздействию высокой концентрации ароматического сырьевого материала, и степень превращения бензола, выход пара-ксилола и селективность в отношении низших олефинов были существенно улучшены.
ПРИМЕР 3
Использовали устройство, изображенное на фиг. 1, реактор 1 с турбулентным кипящим слоем содержал шесть распределителей 3-1 - 3-6 сырья для реактора, пористость перфорированной пластины составляла 5%, а сепаратор 4 твердой и газовой фаз реактора был расположен внутри корпуса 2 реактора.
Реакционные условия в реакционной зоне реактора 1 с турбулентным кипящим слоем были следующими: кажущаяся линейная скорость газа примерно 0,8 м/с, температура реакции примерно 560°С, давление реакции примерно 0,6 МПа и плотность слоя примерно 460 кг/м3.
Реакционные условия в зоне регенерации регенератора 14 с кипящим слоем были следующими: кажущаяся линейная скорость газа примерно 1,7 м/с, температура регенерации примерно 600°С, давление регенерации примерно 0,6 МПа и плотность слоя примерно 220 кг/м3.
Катализатор содержал молекулярное сито HZSM-11. Содержание углерода в регенерированном катализаторе составляло примерно 0,15% мас.
В качестве регенерирующей среды использовали воздух; отдувочный газ реактора, отдувочный газ регенератора, несущий газ для отработанного катализатора и несущий газ для регенерированного катализатора представлял собой водяной пар.
В смеси, поступающей из самого нижнего распределителя 3-1 сырья для реактора с турбулентным кипящим слоем, молярное отношение ароматических соединений к метанолу составляло 4.
Молярное отношение кислородсодержащих соединений, поступающих из распределителей 3-2 - 3-6 сырья для реактора, к метанолу, поступающему из распределителя 3-1 сырья для реактора, составляло 20.
Полученные результаты демонстрируют, что степень превращения бензола составляла 45%, степень превращения метанола составляла 73%, селективность по пара-ксилолу составляла 94%, и массовый выход пара-ксилола за один проход относительно ароматических соединений составлял 42%, а селективность в отношении низших олефинов (этилен + пропилен + бутен) в цепных углеводородах составляла 73%.
ПРИМЕР 4
Использовали устройство, изображенное на фиг. 1, реактор 1 с турбулентным кипящим слоем содержал четыре распределителя 3-1 - 3-4 сырья для реактора, без перфорированной пластины 26, а сепаратор 4 твердой и газовой фаз реактора был расположен за пределами корпуса 2 реактора.
Реакционные условия в реакционной зоне реактора 1 с турбулентным кипящим слоем были следующими: кажущаяся линейная скорость газа примерно 1,5 м/с, температура реакции примерно 440°С, давление реакции примерно 0,2 МПа и плотность слоя примерно 280 кг/м3.
Реакционные условия в зоне регенерации регенератора 14 с кипящим слоем были следующими: кажущаяся линейная скорость газа примерно 1,2 м/с, температура регенерации примерно 700°С, давление регенерации примерно 0,2 МПа и плотность слоя примерно 330 кг/м3.
Катализатор содержал молекулярное сито HZSM-5. Содержание углерода в регенерированном катализаторе составляло примерно 0,15% мас.
В качестве регенерирующей среды использовали воздух; отдувочный газ реактора, отдувочный газ регенератора, несущий газ для отработанного катализатора и несущий газ для регенерированного катализатора представлял собой азот.
В смеси, поступающей из самого нижнего распределителя 3-1 сырья для реактора с турбулентным кипящим слоем, молярное отношение ароматических соединений к метанолу составляло 3.
Молярное отношение кислородсодержащих соединений, поступающих из распределителей 3-1 - 3-4 сырья для реактора, к метанолу, поступающему из распределителя 3-1 сырья для реактора, составляло 10.
Полученные результаты демонстрируют, что степень превращения бензола составляла 42%, степень превращения метанола составляла 86%, селективность по пара-ксилолу составляла 91%, и выход пара-ксилола за один проход относительно ароматических соединений составлял 38%, а селективность в отношении низших олефинов (этилен + пропилен + бутен) в цепных углеводородах составляла 71%.
Несмотря на то, что настоящее изобретение описано выше со ссылкой на предпочтительные варианты реализации, приведенные варианты реализации не предназначены для ограничения формулы изобретения. Без отступления от сущности настоящего изобретения, специалисты в данной области техники могут осуществлять различные возможные изменения и модификации и, следовательно, объем правовой защиты следует определять объемом, установленным в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО С КИПЯЩИМ СЛОЕМ И СПОСОБ ПОЛУЧЕНИЯ ПАРА-КСИЛОЛА И СОВМЕСТНОГО ПОЛУЧЕНИЯ НИЗШИХ ОЛЕФИНОВ ИЗ МЕТАНОЛА И/ИЛИ ДИМЕТИЛОВОГО ЭФИРА И ТОЛУОЛА | 2017 |
|
RU2743989C1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ ПАРА-КСИЛОЛА И СОВМЕСТНОГО ПОЛУЧЕНИЯ НИЗШИХ ОЛЕФИНОВ ИЗ МЕТАНОЛА И/ИЛИ ДИМЕТИЛОВОГО ЭФИРА И БЕНЗОЛА | 2017 |
|
RU2742576C1 |
| УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ ПАРА-КСИЛОЛА И СОВМЕСТНОГО ПОЛУЧЕНИЯ НИЗШИХ ОЛЕФИНОВ ИЗ МЕТАНОЛА И/ИЛИ ДИМЕТИЛОВОГО ЭФИРА И ТОЛУОЛА | 2017 |
|
RU2744214C1 |
| РЕАКТОР С КИПЯЩИМ СЛОЕМ И СПОСОБ ПОЛУЧЕНИЯ ПАРА-КСИЛОЛА И СОВМЕСТНОГО ПОЛУЧЕНИЯ НИЗШИХ ОЛЕФИНОВ ИЗ БЕНЗОЛА И МЕТАНОЛА И/ИЛИ ДИМЕТИЛОВОГО ЭФИРА | 2017 |
|
RU2745438C1 |
| ГАЗОВЫЙ РАСПРЕДЕЛИТЕЛЬ С КИПЯЩИМ СЛОЕМ, РЕАКТОР С ГАЗОВЫМ РАСПРЕДЕЛИТЕЛЕМ С КИПЯЩИМ СЛОЕМ И СПОСОБ ПОЛУЧЕНИЯ ПАРА-КСИЛОЛА И СОВМЕСТНОГО ПОЛУЧЕНИЯ НИЗШИХ ОЛЕФИНОВ | 2017 |
|
RU2737365C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРОПЕНА И C4 УГЛЕВОДОРОДА | 2016 |
|
RU2726483C1 |
| РЕАКТОР С ТУРБУЛЕНТНЫМ ПСЕВДООЖИЖЕННЫМ СЛОЕМ, УСТРОЙСТВО И СПОСОБ, В КОТОРОМ ИСПОЛЬЗУЮТ КИСЛОРОДСОДЕРЖАЩЕЕ СОЕДИНЕНИЕ ДЛЯ ПРОИЗВОДСТВА ПРОПЕНА И C4 УГЛЕВОДОРОДА | 2016 |
|
RU2712274C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ПРОПЕНА И C4 УГЛЕВОДОРОДА | 2016 |
|
RU2727699C1 |
| БЫСТРЫЙ РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ, УСТРОЙСТВО И СПОСОБ, В КОТОРОМ ИСПОЛЬЗУЮТ КИСЛОРОДСОДЕРЖАЩЕЕ СОЕДИНЕНИЕ ДЛЯ ПРОИЗВОДСТВА ПРОПЕНА ИЛИ С4 УГЛЕВОДОРОДА | 2016 |
|
RU2722772C1 |
| РЕАКТОР С ПСЕВДООЖИЖЕННЫМ СЛОЕМ, УСТРОЙСТВО И СПОСОБ ПОЛУЧЕНИЯ НИЗКОУГЛЕРОДИСТЫХ ОЛЕФИНОВ ИЗ КИСЛОРОДСОДЕРЖАЩЕГО СОЕДИНЕНИЯ | 2020 |
|
RU2806760C1 |
Изобретение относится к устройству и способу получения пара-ксилола (РХ) и совместного получения низших олефинов. Представлен реактор с турбулентным кипящим слоем для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, причем указанный реактор с турбулентным кипящим слоем включает распределитель первого сырья для реактора и множество распределителей второго сырья для реактора, и распределитель первого сырья для реактора и множество распределителей второго сырья для реактора расположены последовательно снизу вверх в реакционной зоне реактора с турбулентным кипящим слоем; при этом количество распределителей второго сырья для реактора составляет от 2 до 10, при этом реактор с турбулентным кипящим слоем включает первый сепаратор твёрдой и газовой фаз реактора, при этом первый сепаратор твёрдой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора, при этом первый сепаратор твердой и газовой фаз реактора обеспечен отверстием для подачи регенерированного катализатора, при этом отверстие для выгрузки катализатора из первого сепаратора твердой и газовой фаз реактора расположено в нижней части реакционной зоны, и отверстие для выхода газа из первого сепаратора твердой и газовой фаз реактора расположено в зоне разбавленной фазы. Технический результат - увеличение степени превращения бензола, выхода пара-ксилола и выхода низших олефинов. 3 н. и 17 з.п. ф-лы, 1 ил.
1. Реактор с турбулентным кипящим слоем для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, причем указанный реактор с турбулентным кипящим слоем включает распределитель первого сырья для реактора и множество распределителей второго сырья для реактора, и распределитель первого сырья для реактора и множество распределителей второго сырья для реактора расположены последовательно снизу вверх в реакционной зоне реактора с турбулентным кипящим слоем;
при этом количество распределителей второго сырья для реактора составляет от 2 до 10,
при этом реактор с турбулентным кипящим слоем включает первый сепаратор твёрдой и газовой фаз реактора, при этом первый сепаратор твёрдой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора, при этом первый сепаратор твердой и газовой фаз реактора обеспечен отверстием для подачи регенерированного катализатора, при этом отверстие для выгрузки регерированного катализатора из первого сепаратора твердой и газовой фаз реактора расположено в нижней части реакционной зоны, и отверстие для выхода газа из первого сепаратора твердой и газовой фаз реактора расположено в зоне разбавленной фазы.
2. Реактор с турбулентным кипящим слоем по п. 1, в котором указанный реактор с турбулентным кипящим слоем дополнительно включает второй сепаратор твердой и газовой фаз реактора, причем второй сепаратор твердой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора;
входное отверстие второго сепаратора твердой и газовой фаз реактора расположено в зоне разбавленной фазы, отверстие для выгрузки катализатора из второго сепаратора твердой и газовой фаз реактора расположено в реакционной зоне, и отверстие для выхода газа из второго сепаратора твердой и газовой фаз реактора соединено с отверстием для выхода газообразного продукта из реактора с турбулентным кипящим слоем;
реакционная зона расположена в нижней части реактора с турбулентным кипящим слоем, и зона разбавленной фазы расположена в верхней части реактора с турбулентным кипящим слоем;
при этом первый сепаратор твердой и газовой фаз реактора и второй сепаратор твердой и газовой фаз реактора представляют собой циклонные сепараторы.
3. Реактор с турбулентным кипящим слоем по п. 1, в котором указанный реактор с турбулентным кипящим слоем включает теплообменник реактора, и теплообменник реактора расположен внутри или снаружи корпуса реактора с турбулентным кипящим слоем;
при этом теплообменник реактора расположен между множеством распределителей сырья для реактора.
4. Реактор с турбулентным кипящим слоем по п. 1, в котором указанный реактор с турбулентным кипящим слоем включает отдувочную колонну реактора, и отдувочная колонна реактора проходит через корпус реактора снаружи внутрь в нижней части реактора с турбулентным кипящим слоем и открывается в реакционной зоне реактора с турбулентным кипящим слоем, и отверстие для подачи отдувочного газа в реактор и отверстие для выгрузки отработанного катализатора расположены в нижней части отдувочной колонны реактора.
5. Реактор с турбулентным кипящим слоем по п. 1, в котором указанный реактор с турбулентным кипящим слоем включает перфорированную пластину, расположенную между распределителем первого сырья для реактора и по меньшей мере одним из распределителей второго сырья для реактора, и пористость перфорированной пластины составляет менее или ровно 50%,
при этом указанный реактор с турбулентным кипящим слоем включает перфорированную пластину, расположенную между распределителем первого сырья для реактора и распределителем второго сырья для реактора, ближайшим к распределителю первого сырья для реактора, и пористость перфорированной пластины составляет от 5% до 50%.
6. Реактор с турбулентным кипящим слоем по п. 1, в котором отдувочная колонна реактора проходит через корпус реактора снаружи внутрь в нижней части реактора с турбулентным кипящим слоем и открывается в реакционной зоне реактора с турбулентным кипящим слоем, и отверстие для подачи отдувочного газа в реактор и отверстие для выгрузки отработанного катализатора расположены в нижней части отдувочной колонны реактора;
реактор с турбулентным кипящим слоем включает перфорированную пластину, расположенную между распределителем первого сырья для реактора и распределителем второго сырья для реактора, ближайшим к распределителю первого сырья для реактора, и пористость перфорированной пластины составляет от 5% до 50%;
уровень отверстия отдувочной колонны реактора в корпусе реактора расположен выше распределителя первого сырья для реактора, и выше перфорированной пластины.
7. Устройство для получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, причем указанное устройство включает по меньшей мере один реактор с турбулентным кипящим слоем по п. 1 и регенератор с кипящим слоем для регенерации катализатора.
8. Устройство по п. 7, в котором регенератор с кипящим слоем представляет собой регенератор с турбулентным кипящим слоем, и указанный регенератор с кипящим слоем включает корпус регенератора, сепаратор твердой и газовой фаз регенератора; теплообменник регенератора и отдувочную колонну регенератора; нижняя часть регенератора с кипящим слоем представляет собой зону регенерации, верхняя часть регенератора с кипящим слоем представляет собой зону разбавленной фазы регенератора, распределитель сырья для регенератора расположен в нижней части зоны регенерации, теплообменник регенератора расположен в зоне регенерации, и сепаратор твердой и газовой фаз регенератора расположен в зоне разбавленной фазы или за пределами корпуса регенератора;
входное отверстие сепаратора твердой и газовой фаз регенератора расположено в зоне разбавленной фазы регенератора, отверстие выгрузки катализатора из сепаратора твердой и газовой фаз регенератора расположено в зоне регенерации, и отдувочная колонна регенератора открывается в нижней части корпуса регенератора.
9. Устройство по п. 7, в котором регенератор с кипящим слоем включает корпус регенератора, распределитель сырья для регенератора, сепаратор твердой и газовой фаз регенератора, теплообменник регенератора, отверстие для выхода отработанного газа и отдувочную колонну регенератора;
нижняя часть регенератора с кипящим слоем представляет собой зону регенерации, и верхняя часть регенератора с кипящим слоем представляет собой зону разбавленной фазы;
распределитель сырья для регенератора расположен в нижней части зоны регенерации, теплообменник регенератора расположен в зоне регенерации, сепаратор твердой и газовой фаз регенератора расположен в зоне разбавленной фазы или за пределами корпуса регенератора, входное отверстие сепаратора твердой и газовой фаз регенератора расположено в зоне разбавленной фазы, отверстие для выгрузки катализатора из разделителя твердой и газовой фаз регенератора расположено в зоне регенерации, отверстие для выпуска газа из сепаратора твердой и газовой фаз регенератора соединено с отверстием для выхода отработанного газа, и отдувочная колонна регенератора открывается в нижней части корпуса регенератора;
отверстие для выгрузки отработанного катализатора из отдувочной колонны реактора соединено с входным отверстием наклонной трубы отработанного катализатора, скользящий клапан отработанного катализатора расположен в наклонной трубе отработанного катализатора, выходное отверстие наклонной трубы отработанного катализатора соединено с входным отверстием трубы для подъема отработанного катализатора, нижняя часть трубы для подъема отработанного катализатора обеспечена отверстием для подачи несущего газа для отработанного катализатора, и выходное отверстие трубы для подъема отработанного катализатора соединено с зоной разбавленной фазы регенератора с кипящим слоем;
нижняя часть отдувочной колонны регенератора обеспечена отверстием для подачи отдувочного газа в регенератор, нижняя часть отдувочной колонны регенератора соединена с входным отверстием наклонной трубы регенерированного катализатора, скользящий клапан регенерированного катализатора расположен в наклонной трубе регенерированного катализатора, выходное отверстие наклонной трубы регенерированного катализатора соединено с входным отверстием трубы для подъема регенерированного катализатора, нижняя часть трубы для подъема регенерированного катализатора обеспечена отверстием для подачи несущего газа для регенерированного катализатора, выходное отверстие трубы для подъема регенерированного катализатора соединено с отверстием для подачи регенерированного катализатора первого сепаратора твердой и газовой фаз реактора, и первый сепаратор твердой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора с кипящим слоем.
10. Способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и бензола, в котором используют по меньшей мере один из реакторов с турбулентным кипящим слоем по п. 1;
при этом сырьевой материал A, содержащий метанол и/или диметиловый эфир и бензол, подают в реакционную зону реактора с турбулентным кипящим слоем из распределителя первого сырья для реактора, и сырьевой материал B, содержащий метанол и/или диметиловый эфир, соответственно, подают в реакционную зону реактора с турбулентным кипящим слоем из множества распределителей второго сырья для реактора, соответственно, для приведения его в контакт с катализатором с получением материального потока C, содержащего пара-ксилол и низшие олефиновые продукты, и также отработанный катализатор.
11. Способ по п. 10, в котором материальный поток C разделяют с получением пара-ксилола, низших олефинов, углеводородов с длиной цепи C5+, ароматических побочных продуктов и непрореагировавших метанола, диметилового эфира и бензола;
при этом непрореагировавшие метанол и диметиловый эфир подают в реакционную зону реактора с турбулентным кипящим слоем из множества распределителей второго сырья для реактора, ароматические побочные продукты и непрореагировавший бензол подают в реакционную зону реактора с турбулентным кипящим слоем из распределителя первого сырья для реактора для приведения их в контакт с катализатором.
12. Способ по п. 10, в котором отработанный катализатор регенерируют в регенераторе с кипящим слоем и подают в нижнюю часть реакционной зоны реактора с турбулентным кипящим слоем.
13. Способ по п. 10, в котором указанный способ включает стадии:
(1) подачи материального потока A, содержащего метанол и/или диметиловый эфир и бензол, в реакционную зону реактора с турбулентным кипящим слоем из распределителя первого сырья для реактора, расположенного под реактором с турбулентным кипящим слоем, для приведения его в контакт с катализатором;
(2) подачи материального потока B, содержащего метанол и/или диметиловый эфир, в реакционную зону реактора с турбулентным кипящим слоем из 2-10 распределителей второго сырья для реактора для приведения его в контакт с катализатором с получением материального потока C, содержащего пара-ксилол и низшие олефиновые продукты, и также отработанный катализатор; причем указанные 2-10 распределителей второго сырья для реактора расположены последовательно и над распределителем первого сырья для реактора;
(3) разделения материального потока C, полученного на стадии (2), с получением материального потока C-1, содержащего непрореагировавшие метанол и диметиловый эфир, материального потока C-2, содержащего непрореагировавший бензол и ароматические побочные продукты; материальный поток C-1, соответственно, подают в реакционную зону реактора с турбулентным кипящим слоем из 2-10 распределителей второго сырья для реактора для приведения его в контакт с катализатором; материальный поток C-2 подают в реакционную зону реактора с турбулентным кипящим слоем из распределителя первого сырья для реактора для приведения его в контакт с катализатором;
ароматические побочные продукты содержат толуол, о-ксилол, м-ксилол, этилбензол и ароматические соединения C9+;
(4) регенерации отработанного катализатора, полученного на стадии (2) в регенераторе с кипящим слоем, причем регенерированный катализатор подают в первый сепаратор твердой и газовой фаз реактора для удаления газа, и затем регенерированный катализатор подают в нижнюю часть реакционной зоны реактора с турбулентным слоем.
14. Способ по п. 10, в котором в смеси, подаваемой из распределителя первого сырья для реактора в реактор с турбулентным кипящим слоем, отношение количества моль молекул ароматических соединений к количеству моль углерода метанола и/или диметилового эфира составляет более 0,5.
15. Способ по п. 10, в котором молярное отношение всех кислородсодержащих соединений в смеси, подаваемой из множества распределителей второго сырья для реактора в реактор с турбулентным кипящим слоем, к метанолу, подаваемому из распределителя первого сырья для реактора, составляет более 1.
16. Способ по п. 13, в котором для регенерации катализатора используют по меньшей мере одно из устройств по п. 7.
17. Способ по п. 13, в котором отработанный катализатор проходит через отдувочную колонну реактора, наклонную трубу отработанного катализатора, скользящий клапан отработанного катализатора и трубу для подъема отработанного катализатора в зону разбавленной фазы регенератора с кипящим слоем;
регенерирующую среду подают в зону регенерации регенератора с кипящим слоем и приводят во взаимодействие с отработанным катализатором для удаления кокса с получением отработанного газа, содержащего CO и CO2, и регенерированного катализатора, и отработанный газ сбрасывают после удаления пыли в сепараторе твердой и газовой фаз регенератора;
регенерированный катализатор проходит через отдувочную колонну регенератора, наклонную трубу регенерированного катализатора, скользящий клапан регенерированного катализатора и трубу для подъема регенерированного катализатора во входное отверстие первого сепаратора твердой и газовой фаз реактора, и после разделения твердой и газовой фаз регенерированный катализатор подают в нижнюю часть реакционной зоны в реакторе с турбулентным кипящим слоем;
отдувочный газ реактора подают в отдувочную колонну реактора через отверстие для подачи отдувочного газа реактора и приводят в противоточный контакт с отработанным катализатором, и затем подают в реактор с турбулентным кипящим слоем; несущий газ для отработанного катализатора подают в трубу для подъема отработанного катализатора через отверстие для подачи газа для подъема отработанного катализатора и приводят в прямоточный контакт с отработанным катализатором, и затем он поступает в зону разбавленной фазы регенератора с кипящим слоем;
отдувочный газ регенератора подают в отдувочную колонну регенератора через отверстие для подачи отдувочного газа регенератора и приводят в противоточный контакт с регенерированным катализатором, и затем подают в регенератор с кипящим слоем; несущий газ для регенерированного катализатора подают в трубу для подъема регенерированного катализатора через отверстие для подачи газа для подъема регенерированного катализатора и приводят в прямоточный контакт с регенерированным катализатором, и затем подают во входное отверстие первого сепаратора твердой и газовой фаз реактора, причем первый сепаратор твердой и газовой фаз реактора расположен в зоне разбавленной фазы или за пределами корпуса реактора с кипящим слоем;
при этом содержание углерода в регенерированном катализаторе составляет менее или ровно 0,5 мас.%.
18. Способ по п. 17, в котором регенерирующая среда представляет собой по меньшей мере одно из воздуха, воздуха с низким содержанием кислорода или водяного пара; и/или
отдувочный газ реактора, отдувочный газ регенератора, несущий газ для отработанного катализатора и несущий газ для регенерированного катализатора представляют собой водяной пар и/или азот.
19. Способ по п. 17, в котором условия реакции в реакционной зоне реактора с турбулентным кипящим слоем являются следующими: кажущаяся линейная скорость газа составляет от 0,1 м/с до 2,0 м/с, температура реакции составляет от 350°С до 600°С, давление реакции составляет от 0,1 МПа до 1,0 МПа, и плотность слоя составляет от 200 кг/м3 до 1200 кг/м3.
20. Способ по п. 17, в котором условия реакции в зоне регенерации регенератора с кипящим слоем являются следующими: кажущаяся линейная скорость газа составляет от 0,1 м/с до 2,0 м/с, температура регенерации составляет от 500°С до 750°С, давление регенерации составляет от 0,1 МПа до 1,0 МПа, и плотность слоя составляет от 200 кг/м3 до 1200 кг/м3.
| CN 102464557 A, 23.05.2012 | |||
| US 5939597 A, 17.08.1999 | |||
| CN 102463084 A, 23.05.2012 | |||
| СПОСОБ ПОЛУЧЕНИЯ ПАРА-КСИЛОЛА (ВАРИАНТЫ) | 2004 |
|
RU2352550C2 |

