ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к распределителю в кипящем слое, к реактору и способу получения пара-ксилола (РХ) и совместного получения низших олефинов, и особенно пригодно для реактора с кипящим слоем и способа получения пара-ксилола и совместного получения низших олефинов посредством алкилирования толуола метанолом, которое относится к области химии и химической промышленности.
УРОВЕНЬ ТЕХНИКИ
Пара-ксилол (РХ) является одним из основных органических сырьевых материалов в нефтехимической промышленности, который имеет широкий ряд применений в области получения химических волокон, синтетических смол, пестицидов, фармацевтических препаратов и полимерных материалов. В настоящее время для получения пара-ксилола в качестве сырьевых материалов используют, главным образом, толуол, С9 ароматические соединения и смешанный ксилол, и пара-ксилол получают диспропорционированием, изомеризацией, адсорбционным разделением или криогенным разделением. Поскольку содержание пара-ксилола в продукте обусловлено термодинамикой, то на долю пара-ксилола приходится лишь 22~24% смешанных C8 ароматических соединений, и во время указанного процесса велико количество циркулирующего перерабатываемого материала, оборудование является громоздким, а эксплуатационные расходы высокими. В частности, три изомера ксилола имеют небольшое различие по температуре кипения, и трудно получить пара-ксилол высокой чистоты обычными технологиями перегонки, и необходимо использовать дорогостоящий процесс адсорбционного разделения. В последние годы во многих патентах, отечественных и зарубежных, описан новый способ получения пара-ксилола. Технология алкилирования толуола метанолом представляет собой новый способ получения пара-ксилола с высокой селективностью, получивший высокую оценку и привлекающий большое внимание в промышленности.
Низшие олефины, а именно этилен и пропилен, представляют собой два основных нефтехимических сырьевых материала, спрос на которые постоянно растет. Этилен и пропилен получают, главным образом, из нафты, в зависимости от способа переработки нефти. В последние годы все больше и больше внимания привлекает ненефтяной способ получения этилена и пропилена, особенно способ превращения метанола в низшие олефины (МТО), который представляет собой важное направление для решения задач стратегии нефтезамещения, снижения и уменьшения потребления и зависимости от нефти.
Вышеупомянутые новые способы получения пара-ксилола и низших олефинов представляют собой реакции, катализируемые кислотой. Реакция превращения метанола в олефины неизбежна в способе получения пара-ксилола алкилированием толуола метанолом с использованием катализатора на основе молекулярного сита ZSM-5. В ходе такой реакции протекают, главным образом, следующие реакции:


Традиционный способ алкилирования толуола включает смешивание толуола и метанола до подачи в реактор, с последующей подачей полученной смеси в реактор. Тип реактора включат реактор с неподвижным слоем и реактор с кипящим слоем. Для увеличения степени превращения толуола, в различных процессах с неподвижным слоем и кипящим слоем используют поэтапное введение реагентов.
Конкуренция между реакцией МТО и реакцией алкилирования является главным фактором, снижающим степень превращения толуола и выход пара-ксилола. Способ одновременного осуществления двух реакций в одном реакторе является простым, но степень превращения толуола мала; соответственно, способ осуществления двух реакций в разных реакторах является более сложным, но степень превращения толуола и выход пара-ксилола выше. Таким образом, способ алкилирования толуола метанолом для получения пара-ксилола и совместного получения низших олефинов требует существенного прорыва в конфигурации процесса и конструкции реактора, что обеспечит координацию и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО, а также к улучшению степени превращения толуола и выхода пара-ксилола.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения, предложен газовый распределитель с кипящим слоем для обеспечения регулирования массового переноса посредством распределения потоков различных сырьевых материалов в разных зонах в системе совместной подачи сырья с большой разностью скоростей реакции сырьевых материалов, с целью координирования и оптимизации системы совместной подачи сырья и улучшения выхода реакции. В типичной реакционной системе, в реакции получения пара-ксилола алкилированием толуола метанолом, где скорости реакции алкилирования и реакции МТО существенно различаются, и реакция МТО ингибирует реакцию алкилирования. Таким образом, степень превращения толуола является низкой. Газовый распределитель с кипящим слоем, предложенный в настоящем изобретении, обеспечивает координирование и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО посредством регулирования массового переноса, улучшая степень превращения толуола и выход пара-ксилола.
Метанол является и сырьевым материалом для реакции алкилирования толуола метанолом, и сырьевым материалом для реакции МТО, но скорость реакции МТО гораздо выше, чем скорость реакции алкилирования толуола метанолом. Как показывают проведенные авторами изобретения экспериментальные испытания, при совместной загрузке толуола и метанола в реакции МТО быстро расходуется основная часть метанола, что ингибирует реакцию алкилирования толуола метанолом, и степень превращения толуола является низкой. На основании приведенного выше анализа, можно видеть, что в данной области техники необходима координация и оптимизация конкуренции между реакцией алкилирования и реакцией МТО с точки зрения двух аспектов - разработки катализатора и конструкции реактора.
Газовый распределитель с кипящим слоем согласно настоящему изобретению содержит первый распределитель и второй распределитель, причем первый распределитель расположен в нижней части кипящего слоя, а второй распределитель расположен по меньшей мере в одной области газового потока на пути его движения из первого распределителя.
Предпочтительно, второй распределитель представляет собой микропористый распределитель газа.
Предпочтительно, второй распределитель содержит впускную трубу, микропористую трубу и впускную кольцевую трубу;
впускная труба соединена с газовым каналом микропористой трубы, причем газ подают через впускную трубу снаружи от кипящего слоя в микропористую трубу в кипящем слое;
впускная кольцевая труба соединена с газовым каналом впускной трубы, причем впускная кольцевая труба расположена в плоскости, перпендикулярной направлению потока газа из первого распределителя;
микропористая труба расположена на кольцевой впускной трубе и перпендикулярно плоскости впускной кольцевой трубы.
Предпочтительно, материальный поток А подают в кипящий слой через первый распределитель, материальный поток В подают в кипящий слой через второй распределитель и приводят в контакт с по меньшей мере частью газа из материального потока А.
В качестве предпочтительного варианта реализации, кипящий слой согласно настоящему изобретению представляет собой реактор с кипящим слоем для получения пара-ксилола и совместного получения низших олефинов из метанола и толуола.
Предпочтительно, первый распределитель представляет собой двухмерный распределитель газа, и первый распределитель обеспечивает распределение газа в плоскости, в которой расположен первый распределитель, в нижней части кипящего слоя.
Предпочтительно, второй распределитель представляет собой трехмерный распределитель газа, и второй распределитель обеспечивает распределение газа в по меньшей мере части реакционного пространства, где расположен второй распределитель в кипящем слое.
В контексте настоящей заявки, «по меньшей мере часть реакционного пространства» относится к по меньшей мере части пространства в реакционной зоне.
Предпочтительно, первый распределитель представляет собой разветвленный трубчатый распределитель и/или дисковый распределитель с барботажными колпачками.
Предпочтительно, микропористая труба представляет собой керамическую микропористую трубу и/или микропористую трубу, полученную спеканием металла.
Предпочтительно, боковая и торцевая поверхности микропористой трубы имеют микропоры с диаметром пор от 0,5 мкм до 50 мкм.
Предпочтительно, боковая и задняя поверхности микропористой трубы имеют микропоры с пористостью от 25% до 50%.
Предпочтительно, скорость газа в трубопроводе из микропористой трубы составляет от 0,1 м/с до 10 м/с.
Предпочтительно, скорость газа в трубопроводе из микропористой трубы составляет от 1 м/с до 10 м/с.
Предпочтительно, микропористые трубы расположены во множестве и параллельно друг другу; впускные кольцевые трубы расположены во множестве и в концентрическом кольце или плоской спирали в одной плоскости.
Предпочтительно, газовый распределитель с кипящим слоем используют в реакторе с кипящим слоем для получения пара-ксилола и совместного получения низших олефинов.
В соответствии с другим аспектом настоящего изобретения, предложен реактор с кипящим слоем, в котором использована система совместной подачи сырья с большой разностью скоростей реакции сырьевых материалов. Это может обеспечивать распределение потоков различных сырьевых материалов в различных зонах для обеспечения регулирования массового переноса для координирования и оптимизации системы совместной подачи сырья и улучшения выхода реакции. В типичной реакционной системе, в реакции получения пара-ксилола алкилированием толуола метанолом, где скорости реакции алкилирования и реакции МТО существенно различаются, и реакция МТО ингибирует реакцию алкилирования. Таким образом, степень превращения толуола является низкой. Реактор с кипящим слоем, предложенный в настоящем изобретении, обеспечивает координирование и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО посредством регулирования массового переноса, улучшая степень превращения толуола и выход пара-ксилола.
Реактор с кипящим слоем, предложенный в настоящем изобретении, содержит по меньшей мере один из газовых распределителей с кипящим слоем согласно описанному выше аспекту.
Предпочтительно, реактор с кипящим слоем содержит реакционную зону, зону установления потока, сепаратор твердой и газовой фаз, зону отдувки и трубу для доставки регенерированного катализатора;
первый распределитель расположен в нижней части реакционной зоны, второй распределитель расположен над первым распределителем, зона установления потока расположена выше реакционной зоны, причем зона установления потока обеспечена сепаратором твердой и газовой фаз, зона отдувки расположена ниже реакционной зоны, и труба для доставки регенерированного катализатора соединена с реакционной зоной.
В качестве варианта реализации, труба для доставки регенерированного катализатора соединена с верхней частью реакционной зоны.
В качестве варианта реализации, труба для доставки регенерированного катализатора соединена с нижней частью реакционной зоны.
В соответствии с другим аспектом настоящего изобретения, предложен способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и толуола. Распределение потоков различных сырьевых материалов в различных зонах обеспечивает регулирование массового переноса для координирования и оптимизации системы совместной подачи сырья и улучшения выхода реакции. В реакции получения пара-ксилола алкилированием толуола метанолом, где скорости реакции алкилирования и реакции МТО существенно различаются, реакция МТО ингибирует реакцию алкилирования. Таким образом, степень превращения толуола является низкой. Реактор с кипящим слоем, предложенный в настоящем изобретении, обеспечивает координирование и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО посредством регулирования массового переноса, улучшая степень превращения толуола и выход пара-ксилола.
В способе получения пара-ксилола и совместного получения низших олефинов из метанола и толуола, предложенном в настоящем изобретении, используют по меньшей мере один из описанных выше газовых распределителей с кипящим слоем и/или по меньшей мере один из любых описанных выше реакторов с кипящим слоем; указанный способ получения пара-ксилола и совместного получения низших олефинов включает по меньшей мере следующие стадии:
(1) подачи материального потока А из первого распределителя в реакционную зону реактора с кипящим слоем, причем реакционная зона содержит катализатор; материальный поток А содержит толуол, или материальный поток А содержит метанол и/или диметиловый эфир и толуол;
(2) подачи материального потока В, содержащего метанол и/или диметиловый эфир, из второго распределителя в реакционную зону реактора с кипящим слоем;
(3) в реакционной зоне - приведения в контакт метанола и/или диметилового эфира и толуола из материального потока А и/или материального потока В с катализатором с получением материального потока С, содержащего пара-ксилол и низшие олефины.
Предпочтительно, способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и толуола дополнительно включает следующие стадии:
(4) подачи материального потока С в зону установления потока и сепаратор твердой и газовой фаз для разделения материального потока С с получением низших олефинов, пара-ксилола, цепных углеводородных побочных продуктов, ароматических побочных продуктов и непрореагировавшего толуола, непрореагировавших метанола и/или диметилового эфира;
(5) возврата непрореагировавших метанола и/или диметилового эфира в реактор с кипящим слоем через второй распределитель; возврата ароматических побочных продуктов и непрореагировавшего толуола в реактор с кипящим слоем через первый распределитель;
(6) получения отработанного катализатора из катализатора после установления потока углерода в реакционной зоне, отдувки отработанного катализатора и его регенерации в регенераторе с получением регенерированного катализатора; подачи регенерированного катализатора в реактор с кипящим слоем через трубу для доставки регенерированного катализатора.
При этом цепной углеводородный побочный продукт содержит по меньшей мере один из метана, этана, пропана, бутана и C5+ цепных углеводородов. Ароматический побочный продукт содержит по меньшей мере один из бензола, этилбензола, о-ксилола, м-ксилола и С9+ арена.
Согласно настоящему изобретению, низшие олефины включают по меньшей мере один из этилена, пропилена и бутена.
В контексте настоящей заявки «метанол и/или диметиловый эфир» означает, что метанол в сырье может быть полностью или частично заменен диметиловым эфиром, включая три случая: только метанол; или только диметиловый эфир; или и метанол, и диметиловый эфир.
Согласно настоящему изобретению, «метанол и/или диметиловый эфир и толуол» включает три случая: метанол и толуол; или диметиловый эфир и толуол; или метанол, диметиловый эфир и толуол.
Если не указано иное, метанол согласно настоящему изобретению может быть полностью или частично заменен диметиловым эфиром, и количество метанола может быть рассчитано посредством пересчета диметилового эфира в метанол, содержащий такое же количество атомов углерода.
Предпочтительно, массовое отношение метанола в материальном потоке В, поступающем из второго распределителя, к метанолу в материальном потоке А, поступающем из первого распределителя, составляет от 1:1 до 10:1. Массовое отношение метанола в данном случае сравнивают посредством пересчета диметилового эфира (при его наличии) в метанол с таким же количеством атомов углерода.
Предпочтительно, сумма массовых процентов метанола и диметилового эфира в материальном потоке А составляет от 0% до 30%.
То есть материальный поток А, поступающий из первого распределителя, не содержит метанол и/или диметиловый эфир, или сумма массовых процентов метанола и диметилового эфира в материальном потоке А не превышает 30%.
Предпочтительно, сумма массовых процентов метанола и диметилового эфира в материальном потоке А составляет от 2% до 20%.
Предпочтительно, реактор с кипящим слоем имеет линейную скорость газовой фазы от 0,2 м/с до 2 м/с и температуру реакции от 300°С до 600°С.
Предпочтительно, регенератор имеет линейную скорость газовой фазы от 0,2 м/с до 2 м/с и температуру регенерации от 500°С до 800°С.
Авторами настоящего изобретения в процессе исследований обнаружено, что реакция алкилирования и реакция МТО представляют собой реакции, регулируемые массовым переносом. То есть скорость массового переноса молекул газа в порах катализатора определяет скорость реакции, а скорость массового переноса метанола в порах катализатора гораздо выше скорости массового переноса толуола, реакция МТО лимитирована скоростью массового переноса метанола в порах катализатора, а реакция алкилирования лимитирована скоростью массового переноса толуола в порах катализатора. При использовании совместной подачи сырьевого толуола и метанола вдоль осевого направления реактора, по направлению потока, концентрация метанола быстро снижается и приближается к нулю, а концентрация толуола уменьшается медленно. В верхней части реактора скорость реакции алкилирования лимитирована скоростью массового переноса толуола в порах катализатора, а в нижней части реактора, где происходит быстрое расходование метанола и быстрое снижение диффузии метанола, скорость реакции алкилирования лимитирована скоростью массового переноса метанола в порах катализатора. Обычно степень превращения толуола составляет от 15% до 40% при одновременной подаче смеси. На основании описанного выше анализа, сохранение относительно постоянной концентрации метанола в реакторе является одним из эффективных способов ускорения реакции алкилирования.
Настоящее изобретение обеспечивает координацию и оптимизацию конкуренции между реакцией алкилирования и реакцией МТО посредством регулирования концентрации метанола и/или диметилового эфира относительно толуола с точки зрения конструкции реактора и конфигурации процесса, а также повышает выход пара-ксилола и селективность в отношении низших олефинов, чтобы не возникала ситуация ингибирования реакции алкилирования вследствие быстрого расходования основной части метанола и/или диметилового эфира в реакции МТО, и чтобы не возникала ситуация против реакции алкилирования вследствие большого избыточного содержания метанола и/или диметилового эфира, существенной степени протекания реакции МТО и более низкого адсорбированного количества толуола в катализаторе в единицу времени.
Преимущества, обеспечиваемые настоящим изобретением, включают:
(1) предложен газовый распределитель с кипящим слоем для обеспечения регулирования массового переноса посредством распределения потоков различных сырьевых материалов в разных зонах в системе совместной подачи сырья с большой разностью скоростей реакции сырьевых материалов, с целью координирования и оптимизации системы совместной подачи сырья и улучшения выхода реакции.
(2) предложен реактор с кипящим слоем, причем описанный выше газовый распределитель с кипящим слоем выполнен с возможностью обеспечения регулирования массового переноса посредством распределения потоков различных сырьевых материалов в разных зонах и селективного рецикла в системе совместной подачи сырья с большой разностью скоростей реакции сырьевых материалов, с целью координирования и оптимизации системы совместной подачи сырья и улучшения выхода реакции.
(3) способ получения пара-ксилола и совместного получения низших олефинов из метанола и толуола, предложенный в настоящем изобретении, обеспечивает более высокую степень превращения толуола и селективность в отношении пара-ксилола, степень превращения толуола составляет более 40%, селективность в отношении пара-ксилола в продуктовой смеси изомеров ксилола составляет более 95%, массовый выход пара-ксилола за один проход относительно ароматических соединений составляет более 38%, степень превращения метанола составляет более 90%, и селективность в отношении низших олефинов (этилен + пропилен + бутен) в компоненте С1~С6 цепных углеводородов составляет более 70%, а также достигнуты высокие технологические результаты.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
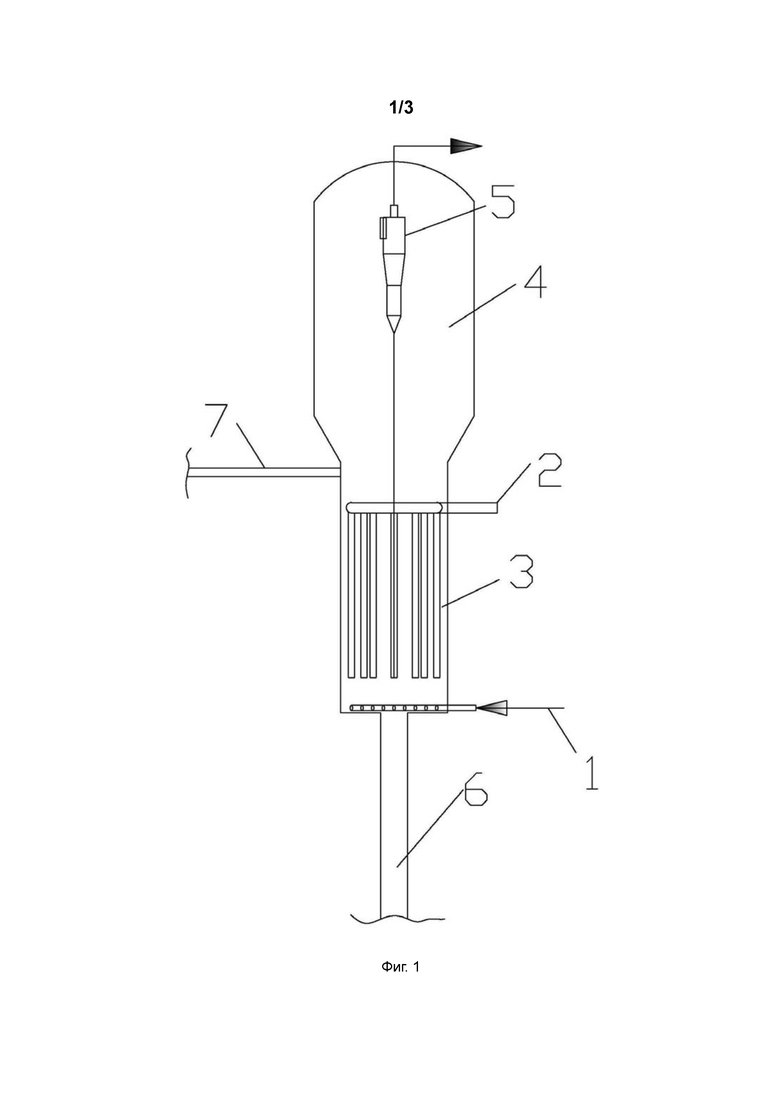
На фиг. 1 представлено схематическое изображение реактора с кипящим слоем согласно одному варианту реализации настоящего изобретения.
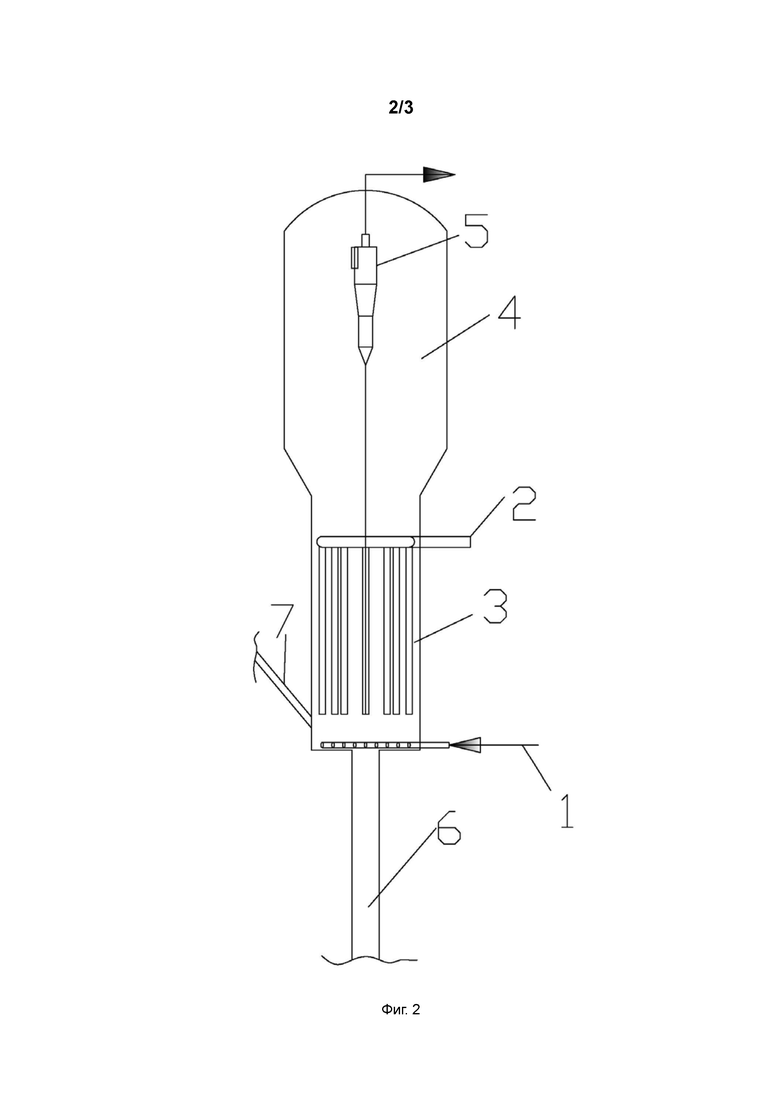
На фиг. 2 представлено схематическое изображение реактора с кипящим слоем согласно одному варианту реализации настоящего изобретения.
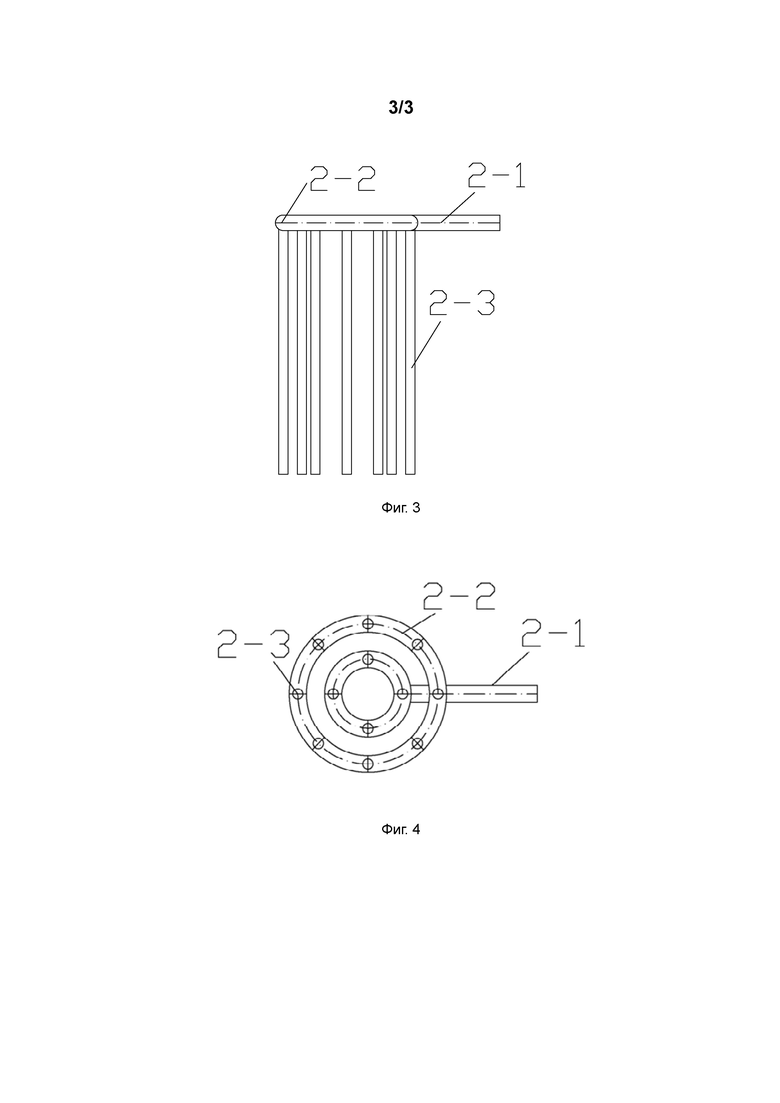
На фиг. 3 представлен вид сбоку микропористого распределителя газа в реакционной зоне согласно одному варианту реализации настоящего изобретения.
На фиг. 4 представлен вид сверху микропористого распределителя газа в реакционной зоне согласно одному варианту реализации настоящего изобретения.
Ниже перечислены цифровые обозначения, использованные на фигурах:
1 - первый распределитель газа, 2 - второй распределитель газа, 3 - реакционная зона, 4 - зона установления потока, 5 - сепаратор твердой и газовой фаз, 6 - зона отдувки, 7 - труба для доставки регенерированного катализатора.
2-1 - впускная труба, 2-2 - впускная кольцевая труба, 2-3 - микропористая труба.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТА РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
Настоящее изобретение более подробно описано ниже со ссылкой на варианты реализации, но настоящее изобретение не ограничено приведенными вариантами реализации.
Если не указано иное, сырьевые материалы и катализаторы в вариантах реализации настоящего изобретения являются доступными в продаже.
В соответствии с одним вариантом реализации настоящего изобретения, реактор с кипящим слоем для получения пара-ксилола и совместного получения низших олефинов из толуола и метанола представлен на фиг. 1 и 2 и содержит первый газовый распределитель 1, расположенный в нижней части кипящего слоя, второй газовый распределитель 2, расположенный в реакционной зоне, реакционную зону 3, зону 4 установления потока, сепаратор 5 твердой и газовой фаз, зону отдувки 6 и трубу 7 для доставки регенерированного катализатора.
Первый газовый распределитель 1 расположен в нижней части реакционной зоны 3, второй газовый распределитель 2 расположен над первым газовым распределителем 1, зона 4 установления потока расположена выше реакционной зоны 3, сепаратор 5 твердой и газовой фаз расположен в зоне 4 установления потока, и отверстие для выхода продукта находится вверху. Зона отдувки 6 находится ниже реакционной зоны 3, и труба 7 для доставки регенерированного катализатора соединена с верхней или нижней частью реакционной зоны 3. Регенерированный катализатор поступает в реакционную зону по линии 7 доставки регенерированного катализатора, а отработанный катализатор проходит через зону отдувки 6 и поступает в регенератор для регенерации.
В качестве варианта реализации настоящего изобретения, первый газовый распределитель 1 может представлять собой разветвленный трубчатый распределитель.
В качестве варианта реализации настоящего изобретения, первый газовый распределитель 1 может представлять собой один из дисковых распределителей с барботажными колпачками.
В качестве варианта реализации настоящего изобретения, второй газовый распределитель 2 представляет собой микропористый газовый распределитель. Как показано на фиг. 3, микропористый газовый распределитель содержит впускную трубу 2-1, множество впускных кольцевых труб 2-2. Впускные кольцевые трубы 2-2 центрированы по оси реактора, и множество микропористых труб 2-3 равномерно распределены по впускным кольцевым трубам 2-2. Множество микропористых труб 2-3 распределены равномерно. Газ подают в микропористые трубы 2-3 через впускную трубу 2-1 и впускную кольцевую трубу 2-2, и один конец микропористой трубы 2-3 соединен с впускной кольцевой трубой 2-2, а другой конец закрыт.Газ выходит через микропоры в микропористых трубах 2-3.
Микропористая труба 2-3 может представлять собой керамическую микропористую трубу, микропористую трубу, полученную спеканием металла, и расстояние между микропористыми трубами 2-3 составляет более 50 мм.
Как показано на фиг. 3 и фиг. 4, в одном варианте реализации настоящего изобретения предусмотрено, в целом, 12 микропористых труб 2-3, которые все расположены на впускных кольцевых трубах 2-2 и перпендикулярно плоскости кольцевой трубы, в продольном параллельном порядке.
Боковая и задняя поверхности микропористых труб 2-3 имеют однородную микропористую структуру, диаметр микропор составляет от 0,5 мкм до 50 мкм, пористость составляет от 25% до 50%, и скорость газа в трубе составляет от 0,1 до 10 м/с. Предпочтительно, скорость газа в трубе составляет от 1 м/с до 10 м/с.
В качестве варианта реализации настоящего изобретения, микропористая труба 2-3 расположена в реакционной зоне 3 и может замедлять рост пузырьков, уменьшать повторное смешивание газа, усиливать обмен веществ между плотной фазой и разбавленной фазой и увеличивать скорость реакции.
В качестве варианта реализации настоящего изобретения, используемый катализатор представляет собой катализатор на основе молекулярного сита ZSM-5.
При использовании совместной подачи сырьевого толуола и метанола вдоль осевого направления реактора, по направлению потока, концентрация метанола и/или диметилового эфира быстро снижается и приближается к нулю, а концентрация толуола уменьшается медленно. В верхней части реактора скорость реакции алкилирования лимитирована скоростью массового переноса толуола в порах катализатора, а в нижней части реактора, где происходит быстрое расходование метанола и быстрое снижение диффузии метанола, скорость реакции алкилирования лимитирована скоростью массового переноса метанола в порах катализатора. Сохранение относительно постоянной концентрации метанола в реакторе является одним из эффективных способов ускорения реакции алкилирования.
В качестве варианта реализации настоящего изобретения, первый газовый распределитель 1 относится к двухмерному распределителю газа, то есть сырьевой газ относительно равномерно распределяется в той плоскости, в которой расположен первый газовый распределитель 1.
В качестве варианта реализации настоящего изобретения, второй газовый распределитель 2 (микропористый распределитель газа) относится к трехмерному распределителю газа, то есть сырьевой газ относительно равномерно распределяется в трехмерном пространстве, в котором расположен второй газовый распределитель 2.
В качестве варианта реализации настоящего изобретения, толуол подают из первого газового распределителя 1, и по мере протекания реакции концентрация толуола постепенно снижается по направлению потока вдоль оси реактора.
В качестве варианта реализации настоящего изобретения, часть метанола и/или диметилового эфира подают через первый газовый распределитель 1, а другую часть метанола и/или диметилового эфира подают через второй газовый распределитель 2, который обеспечивает распределение в реакционной зоне 3 вокруг микропористой центральной трубы 2-3 через микропоры, плотно расположенные на микропористой трубе 2-3. Таким образом, в той области, где расположен второй газовый распределитель 2, концентрация метанола по существу стабилизирована, и лишь в следующей части реакционной зоны 3 концентрация метанола быстро снижается. Сила, обеспечивающая диффузию метанола в зоне нахождения второго газового распределителя 2, является относительно постоянной, и скорость реакции алкилирования толуола может быть существенно увеличена.
В качестве варианта реализации настоящего изобретения, способ получения пара-ксилола и совместного получения низших олефинов из метанола и толуола включает по меньшей мере следующие стадии:
(1) подачи смеси метанола и толуола из первого газового распределителя в реакционную зону реактора с кипящим слоем;
(2) подачи метанола из второго газового распределителя в реакционную зону реактора с кипящим слоем, причем массовое отношение метанола, поступающего из второго газового распределителя, к метанолу, поступающему из первого газового распределителя, составляет от 1:1 до 10:1;
(3) приведения в контакт реагентов в реакционной зоне с катализатором с получением потока газовой фазы, содержащего пара-ксилол и низшие олефины;
(4) подачи потока газовой фазы в зону установления потока, сепаратор твердой и газовой фаз и подачи в следующую разделительную секцию через отверстие для выхода продукта, и получения после разделения этилена, пропилена, бутена, пара-ксилола, диметилового эфира, цепных углеводородных побочных продуктов, ароматических побочных продуктов и непрореагировавших метанола и толуола, причем цепные углеводородные побочные продукты включают метан, этан, пропан, бутан и C5+ цепные углеводороды, а ароматические побочные продукты включают бензол, этилбензол, о-ксилол, м-ксилол и С9+ ароматические углеводороды;
(5) возврата диметилового эфира и непрореагировавшего метанола в качестве сырьевого материала в реактор с кипящим слоем через второй распределитель газа для повторного использования, и возврата ароматических побочных продуктов и непрореагировавшего толуола в качестве сырьевого материала в реактор с кипящим слоем через первый распределитель газа для повторного использования;
(6) получения отработанного катализатора из катализатора после установления потока углерода в реакционной зоне, отдувки отработанного катализатора и его регенерации в регенераторе с кипящим слоем, и подачи регенерированного катализатора в реактор с кипящим слоем через трубу для доставки регенерированного катализатора.
В описанном выше способе реактор с кипящим слоем имеет линейную скорость газовой фазы от 0,2 м/с до 2 м/с и температуру от 300°С до 600°С, а регенератор с кипящим слоем имеет линейную скорость газовой фазы от 0,2 м/с до 2 м/с и температуру от 500°С до 800°С.
ПРИМЕР 1
Пара-ксилол и низшие олефины получали в реакторе с кипящим слоем, изображенном на фиг. 1. Реактор с кипящим слоем содержал первый газовый распределитель 1, второй газовый распределитель 2, реакционную зону 3, зону 4 установления потока, сепаратор 5 твердой и газовой фаз, зону отдувки 6 и трубу 7 для доставки регенерированного катализатора. Первый газовый распределитель 1 расположен в нижней части реакционной зоны 3. Второй газовый распределитель 2 расположен в реакционной зоне 3. Зона 4 установления потока расположена над реакционной зоной 3. Сепаратор 5 твердой и газовой фаз расположен в зоне 4 установления потока, а отверстие для выхода продукта находится вверху. Зона отдувки 6 расположена ниже реакционной зоны 3, и верхняя часть реакционной зоны 3 соединена с трубой 7 для доставки регенерированного катализатора.
Первый газовый распределитель 1 представляет собой разветвленный трубчатый распределитель, а второй газовый распределитель 2 представляет собой микропористый распределитель газа.
Как показано на фиг. 3, микропористый распределитель газа содержит впускную трубу 2-1, впускную кольцевую трубу 2-2 и микропористую трубу 2-3. Как показано на фиг. 4, впускная труба 2-1 соединена с двумя впускными кольцевыми трубами 2-2, впускные кольцевые трубы 2-2 равномерно обеспечены двенадцатью микропористыми трубами 2-3. Микропористые трубы 2-3 представляют собой микропористые трубы, полученные спеканием металла, и расстояние между микропористыми трубами 2-3 составляет от 150 мм до 200 мм, диаметр микропор составляет от 1 мкм до 10 мкм, пористость составляет 35%, и скорость газа в трубе составляет 5 м/с.
Катализатор в реакторе с кипящим слоем представляет собой катализатора на основе молекулярного сита ZSM-5.
Материальный поток А: смесь толуола, ароматических побочных продуктов и метанола. Материальный поток А подавали в реакционную зону 3 реактора с кипящим слоем через первый газовый распределитель 1, и массовое содержание метанола в смеси материального потока А составляло 2%.
Материальный поток В: метанол. Материальный поток В подавали в реакционную зону 3 реактора с кипящим слоем из второго газового распределителя 2, и массовое отношение метанола, поступающего из второго газового распределителя 2, к метанолу, поступающему из первого газового распределителя 1, составляло 9:1. В реакторе с кипящим слоем линейная скорость газовой фазы составляла от 0,8 до 1,0 м/с, а температура 450°С. Реагенты в реакционной зоне 3 приводили в контакт с катализатором с получением потока газовой фазы, содержащего пара-ксилол и низшие олефины. Поток газовой фазы подавали в зону 4 установления потока, сепаратор 5 твердой и газовой фаз и вводили в следующую разделительную секцию через отверстие для выхода продукта. После осаждения углерода в реакционной зоне катализатор образует отработанный катализатор, и отработанный катализатор подают в регенератор с кипящим слоем для регенерации. Линейная скорость газовой фазы в регенераторе с кипящим слоем составляла 1,0 м/с, а температура 650°С. Регенерированный катализатор подавали в реактор с кипящим слоем через трубу 7 для доставки регенерированного катализатора.
Состав продукта анализировали газовой хроматографией. Полученные результаты демонстрируют, что степень превращения толуола составляла 41%, степень превращения метанола составляла 99,6%, и массовый выход пара-ксилола за один проход относительно ароматических соединений составлял 38%, селективность по пара-ксилолу в продуктовой смеси изомеров ксилола составляла 99%, и селективность в отношении (этилена + пропилена + бутена) в компоненте С1~С6 цепных углеводородах составляла 75%.
ПРИМЕР 2
Пара-ксилол и низшие олефины получали в реакторе с кипящим слоем, изображенном на фиг. 1. Реактор с кипящим слоем содержал первый газовый распределитель 1, второй газовый распределитель 2, реакционную зону 3, зону 4 установления потока, сепаратор 5 твердой и газовой фаз, зону отдувки 6 и трубу 7 для доставки регенерированного катализатора. Первый газовый распределитель 1 расположен в нижней части реакционной зоны 3. Второй газовый распределитель 2 расположен в реакционной зоне 3. Зона 4 установления потока расположена над реакционной зоной 3. Сепаратор 5 твердой и газовой фаз расположен в зоне 4 установления потока, а отверстие для выхода продукта находится вверху. Зона отдувки 6 расположена ниже реакционной зоны 3, и верхняя часть реакционной зоны 3 соединена с трубой 7 для доставки регенерированного катализатора.
Первый газовый распределитель 1 представляет собой разветвленный трубчатый распределитель, а второй газовый распределитель 2 представляет собой микропористый распределитель газа.
Как показано на фиг. 3, микропористый распределитель газа содержит впускную трубу 2-1, впускную кольцевую трубу 2-2 и микропористую трубу 2-3. Как показано на фиг. 4, впускная труба 2-1 соединена с двумя впускными кольцевыми трубами 2-2, впускные кольцевые трубы 2-2 равномерно обеспечены двенадцатью микропористыми трубами 2-3. Микропористые трубы 2-3 представляют собой керамические микропористые трубы, и расстояние между микропористыми трубами 2-3 составляет от 150 мм до 200 мм, диаметр микропор составляет от 20 мкм до 40 мкм, пористость составляет 45%, и скорость газа в трубе составляет 4 м/с.
Катализатор в реакторе с кипящим слоем представляет собой катализатора на основе молекулярного сита ZSM-5.
Материальный поток А: смесь толуола, ароматических побочных продуктов и метанола. Материальный поток А подавали в реакционную зону 3 реактора с кипящим слоем через первый газовый распределитель 1, и массовое содержание метанола в смеси материального потока А составляло 5%.
Материальный поток В: метанол. Материальный поток В подавали в реакционную зону 3 реактора с кипящим слоем из второго газового распределителя 2, и массовое отношение метанола, поступающего из второго газового распределителя 2, к метанолу, поступающему из первого газового распределителя 1, составляло 8:1. В реакторе с кипящим слоем линейная скорость газовой фазы составляла от 1,3 до 1,5 м/с, а температура 500°С. Реагенты в реакционной зоне 3 приводили в контакт с катализатором с получением потока газовой фазы, содержащего пара-ксилол и низшие олефины. Поток газовой фазы подавали в зону 4 установления потока, сепаратор 5 твердой и газовой фаз и вводили в следующую разделительную секцию через отверстие для выхода продукта. После осаждения углерода в реакционной зоне катализатор образует отработанный катализатор, и отработанный катализатор подают в регенератор с кипящим слоем для регенерации. Линейная скорость газовой фазы в регенераторе с кипящим слоем составляла 1,0 м/с, а температура 600°С. Регенерированный катализатор подавали в реактор с кипящим слоем через трубу 7 для доставки регенерированного катализатора.
Состав продукта анализировали газовой хроматографией. Полученные результаты демонстрируют, что степень превращения толуола составляла 45%, степень превращения метанола составляла 98%, и массовый выход пара-ксилола за один проход относительно ароматических соединений составлял 45%, селективность по пара-ксилолу в продуктовой смеси изомеров ксилола составляла 98%, и селективность в отношении (этилена + пропилена + бутена) в компоненте С1~С6 цепных углеводородах составляла 70%.
ПРИМЕР 3
Пара-ксилол и низшие олефины получали в реакторе с кипящим слоем, изображенном на фиг. 1. Реактор с кипящим слоем содержал первый газовый распределитель 1, второй газовый распределитель 2, реакционную зону 3, зону 4 установления потока, сепаратор 5 твердой и газовой фаз, зону отдувки 6 и трубу 7 для доставки регенерированного катализатора. Первый газовый распределитель 1 расположен в нижней части реакционной зоны 3. Второй газовый распределитель 2 расположен в реакционной зоне 3. Зона 4 установления потока расположена над реакционной зоной 3. Сепаратор 5 твердой и газовой фаз расположен в зоне 4 установления потока, а отверстие для выхода продукта находится вверху. Зона отдувки 6 расположена ниже реакционной зоны 3, и верхняя часть реакционной зоны 3 соединена с трубой 7 для доставки регенерированного катализатора.
Первый газовый распределитель 1 представляет собой дисковый распределитель с барботажными колпачками, а второй газовый распределитель 2 представляет собой микропористый распределитель газа.
Как показано на фиг. 3, микропористый распределитель газа содержит впускную трубу 2-1, впускную кольцевую трубу 2-2 и микропористую трубу 2-3. Как показано на фиг. 4, впускная труба 2-1 соединена с двумя впускными кольцевыми трубами 2-2, впускные кольцевые трубы 2-2 равномерно обеспечены двенадцатью микропористыми трубами 2-3. Микропористые трубы 2-3 представляют собой керамические микропористые трубы, и расстояние между микропористыми трубами 2-3 составляет от 150 мм до 200 мм, диаметр микропор составляет от 5 мкм до 20 мкм, пористость составляет 45%, и скорость газа в трубе составляет 6 м/с.
Катализатор в реакторе с кипящим слоем представляет собой катализатора на основе молекулярного сита ZSM-5.
Материальный поток А: смесь толуола, ароматических побочных продуктов и метанола. Материальный поток А подавали в реакционную зону 3 реактора с кипящим слоем через первый газовый распределитель 1, и массовое содержание метанола в смеси материального потока А составляло 10%.
Материальный поток В: метанол. Материальный поток В подавали в реакционную зону 3 реактора с кипящим слоем из второго газового распределителя 2, и массовое отношение метанола, поступающего из второго газового распределителя 2, к метанолу, поступающему из первого газового распределителя 1, составляло 5:1. В реакторе с кипящим слоем линейная скорость газовой фазы составляла от 0,2 до 0,3 м/с, а температура 550°С. Реагенты в реакционной зоне 3 приводили в контакт с катализатором с получением потока С газовой фазы, содержащего пара-ксилол и низшие олефины. Поток газовой фазы подавали в зону 4 установления потока, сепаратор 5 твердой и газовой фаз и вводили в следующую разделительную секцию через отверстие для выхода продукта. После осаждения углерода в реакционной зоне катализатор образует отработанный катализатор, и отработанный катализатор подают в регенератор с кипящим слоем для регенерации. Линейная скорость газовой фазы в регенераторе с кипящим слоем составляла 1,0 м/с, а температура 700°С. Регенерированный катализатор подавали в реактор с кипящим слоем через трубу 7 для доставки регенерированного катализатора.
Состав продукта анализировали газовой хроматографией. Полученные результаты демонстрируют, что степень превращения толуола составляла 46%, степень превращения метанола составляла 96%, и массовый выход пара-ксилола за один проход относительно ароматических соединений составлял 48%, селективность по пара-ксилолу в продуктовой смеси изомеров ксилола составляла 97%, и селективность в отношении (этилена + пропилена + бутена) в компоненте С1~С6 цепных углеводородах составляла 74%.
ПРИМЕР 4
Пара-ксилол и низшие олефины получали в реакторе с кипящим слоем, изображенном на фиг. 2. Реактор с кипящим слоем содержал первый газовый распределитель 1, второй газовый распределитель 2, реакционную зону 3, зону 4 установления потока, сепаратор 5 твердой и газовой фаз, зону отдувки 6 и трубу 7 для доставки регенерированного катализатора. Первый газовый распределитель 1 расположен в нижней части реакционной зоны 3. Второй газовый распределитель 2 расположен в реакционной зоне 3. Зона 4 установления потока расположена над реакционной зоной 3. Сепаратор 5 твердой и газовой фаз расположен в зоне 4 установления потока, а отверстие для выхода продукта находится вверху. Зона отдувки 6 расположена ниже реакционной зоны 3, и верхняя часть реакционной зоны 3 соединена с трубой 7 для доставки регенерированного катализатора.
Первый газовый распределитель 1 представляет собой разветвленный трубчатый распределитель, а второй газовый распределитель 2 представляет собой микропористый распределитель газа.
Как показано на фиг. 3, микропористый распределитель газа содержит впускную трубу 2-1, впускную кольцевую трубу 2-2 и микропористую трубу 2-3. Как показано на фиг. 4, впускная труба 2-1 соединена с двумя впускными кольцевыми трубами 2-2, впускные кольцевые трубы 2-2 равномерно обеспечены двенадцатью микропористыми трубами 2-3. Микропористые трубы 2-3 представляют собой керамические микропористые трубы, и расстояние между микропористыми трубами 2-3 составляет от 150 мм до 200 мм, диаметр микропор составляет от 5 мкм до 20 мкм, пористость составляет 45%, и скорость газа в трубе составляет 6 м/с.
Катализатор в реакторе с кипящим слоем представляет собой катализатора на основе молекулярного сита ZSM-5.
Материальный поток А: смесь толуола, ароматических побочных продуктов и метанола. Материальный поток А подавали в реакционную зону 3 реактора с кипящим слоем через первый газовый распределитель 1, и массовое содержание метанола в смеси материального потока А составляло 20%.
Материальный поток В: метанол. Материальный поток В подавали в реакционную зону 3 реактора с кипящим слоем из второго газового распределителя 2, и массовое отношение метанола, поступающего из второго газового распределителя 2, к метанолу, поступающему из первого газового распределителя 1, составляло 4:1. В реакторе с кипящим слоем линейная скорость газовой фазы составляла от 1,5 до 2,0 м/с, а температура 530°С. Реагенты в реакционной зоне 3 приводили в контакт с катализатором с получением потока газовой фазы, содержащего пара-ксилол и низшие олефины. Поток газовой фазы подавали в зону 4 установления потока, сепаратор 5 твердой и газовой фаз и вводили в следующую разделительную секцию через отверстие для выхода продукта. После осаждения углерода в реакционной зоне катализатор образует отработанный катализатор, и отработанный катализатор подают в регенератор с кипящим слоем для регенерации. Линейная скорость газовой фазы в регенераторе с кипящим слоем составляла 2,0 м/с, а температура 700°С. Регенерированный катализатор подавали в реактор с кипящим слоем через трубу 7 для доставки регенерированного катализатора.
Состав продукта анализировали газовой хроматографией. Полученные результаты демонстрируют, что степень превращения толуола составляла 49%, степень превращения метанола составляла 91%, и массовый выход пара-ксилола за один проход относительно ароматических соединений составлял 51%, селективность по пара-ксилолу в продуктовой смеси изомеров ксилола составляла 95%, и селективность в отношении (этилена + пропилена + бутена) в компоненте С1~С6 цепных углеводородах составляла 71%.
Несмотря на то, что настоящее изобретение описано выше со ссылкой на предпочтительные варианты реализации, приведенные варианты реализации не предназначены для ограничения формулы изобретения. Без отступления от сущности настоящего изобретения, специалисты в данной области техники могут осуществлять различные возможные изменения и модификации и, следовательно, объем правовой защиты следует определять объемом, установленным в прилагаемой формуле изобретения.
Группа изобретений относится к газовому распределителю в кипящем слое, реактору, содержащему такой распределитель, и способу получения пара-ксилола и совместного получения низших олефинов. Распределитель содержит первый распределитель, расположенный в нижней части кипящего слоя, и второй распределитель, расположенный по меньшей мере в одной области газового потока на пути его движения из первого распределителя, при этом второй распределитель содержит впускную трубу, микропористую трубу и впускную кольцевую трубу, причем боковая и задняя поверхности микропористой трубы имеют однородную микропористую структуру и один конец микропористой трубы соединен с впускной кольцевой трубой, а второй ее конец закрыт. Распределитель позволяет регулировать массовый перенос посредством распределения потоков различных сырьевых материалов в разных зонах в системе совместной подачи сырья с большой разностью скоростей реакции сырьевых материалов, что обеспечивает координирование и оптимизацию системы совместной подачи сырья и улучшение выхода реакции. 4 н. и 16 з.п. ф-лы, 4 ил., 4 пр.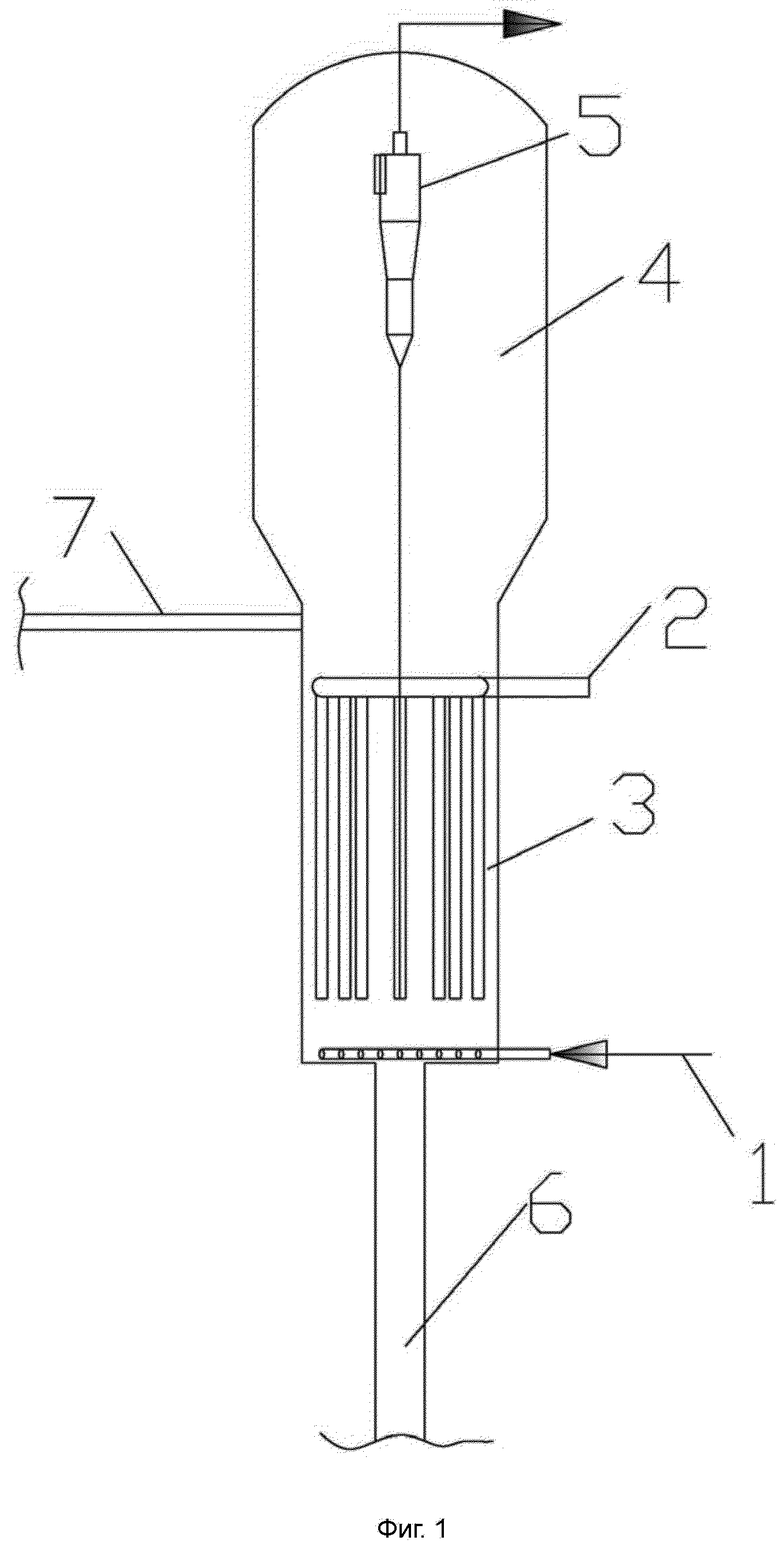
1. Газовый распределитель с кипящим слоем, содержащий первый распределитель и второй распределитель, причем первый распределитель расположен в нижней части кипящего слоя и второй распределитель расположен по меньшей мере в одной области газового потока на пути его движения из первого распределителя;
причем второй распределитель содержит впускную трубу, микропористую трубу и впускную кольцевую трубу;
один конец микропористой трубы соединен с впускной кольцевой трубой и второй конец закрыт; и
боковая и задняя поверхности микропористой трубы имеют однородную микропористую структуру.
2. Газовый распределитель с кипящим слоем по п. 1, в котором;
впускная труба соединена с микропористой трубой, причем газ подают через впускную трубу снаружи от кипящего слоя в микропористую трубу в кипящем слое;
впускная кольцевая труба соединена с впускной трубой, причем впускная кольцевая труба расположена в плоскости, перпендикулярной направлению потока газа из первого распределителя;
микропористая труба расположена на кольцевой впускной трубе и перпендикулярно плоскости впускной кольцевой трубы.
3. Газовый распределитель с кипящим слоем по п. 1, в котором материальный поток A подают в кипящий слой через первый распределитель, материальный поток B подают в кипящий слой через второй распределитель и приводят в контакт с по меньшей мере частью газа из материального потока A.
4. Газовый распределитель с кипящим слоем по п. 1, в котором первый распределитель представляет собой двухмерный газовый распределитель и первый распределитель обеспечивает распределение газа в плоскости, в которой расположен первый распределитель, в нижней части кипящего слоя.
5. Газовый распределитель с кипящим слоем по п. 1, в котором второй распределитель представляет собой трехмерный газовый распределитель и второй распределитель обеспечивает распределение газа в по меньшей мере части реакционного пространства, где расположен второй распределитель в кипящем слое.
6. Газовый распределитель с кипящим слоем по п. 1, в котором первый распределитель представляет собой разветвленный трубчатый распределитель и/или дисковый распределитель с барботажными колпачками.
7. Газовый распределитель с кипящим слоем по п. 1, в котором микропористая труба представляет собой керамическую микропористую трубу и/или микропористую трубу, полученную спеканием металла.
8. Газовый распределитель с кипящим слоем по п. 1, в котором боковая и задняя поверхности микропористой трубы имеют микропоры с диаметром пор от 0,5 мкм до 50 мкм и пористостью от 25% до 50%, скорость газа в трубопроводе из микропористой трубы составляет от 0,1 м/с до 10 м/с,
при этом скорость газа в трубопроводе из микропористой трубы предпочтительно составляет от 1 м/с до 10 м/с.
9. Газовый распределитель с кипящим слоем по п. 1, в котором микропористые трубы расположены параллельно друг другу; впускные кольцевые трубы расположены в концентрическом кольце или плоской спирали в одной плоскости.
10. Газовый распределитель с кипящим слоем по п. 1, в котором указанный газовый распределитель с кипящим слоем используют в реакторе с кипящим слоем для получения пара-ксилола и совместного получения низших олефинов.
11. Реактор с кипящим слоем, содержащий по меньшей мере один газовый распределитель с кипящим слоем по п. 1.
12. Реактор с кипящим слоем по п. 11, в котором указанный реактор с кипящим слоем содержит реакционную зону, зону установления потока, сепаратор твердой и газовой фаз, зону отдувки и трубу для доставки регенерированного катализатора;
первый распределитель расположен в нижней части реакционной зоны, второй распределитель расположен над первым распределителем, зона установления потока расположена выше реакционной зоны, причем зона установления потока обеспечена сепаратором твердой и газовой фаз, зона отдувки расположена ниже реакционной зоны, и труба для доставки регенерированного катализатора соединена с реакционной зоной;
при этом труба для доставки регенерированного катализатора предпочтительно соединена с верхней частью реакционной зоны;
при этом труба для доставки регенерированного катализатора предпочтительно соединена с нижней частью реакционной зоны.
13. Способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и толуола, в котором используют по меньшей мере один из газовых распределителей с кипящим слоем по п. 1; указанный способ получения пара-ксилола и совместного получения низших олефинов включает по меньшей мере следующие стадии:
(1) подачи материального потока A из первого распределителя в реакционную зону реактора с кипящим слоем, причем реакционная зона содержит катализатор; материальный поток A содержит толуол, или материальный поток A содержит метанол и/или диметиловый эфир и толуол;
(2) подачи материального потока B, содержащего метанол и/или диметиловый эфир, из второго распределителя в реакционную зону реактора с кипящим слоем;
(3) приведения в контакт в реакционной зоне метанола и/или диметилового эфира и толуола из материального потока A и/или материального потока B с катализатором с получением материального потока C, содержащего пара-ксилол и низшие олефины.
14. Способ по п. 13, в котором способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и толуола дополнительно включает следующие стадии:
(4) подачи материального потока C в зону установления потока и сепаратор твердой и газовой фаз для разделения материального потока C с получением низших олефинов, пара-ксилола, цепных углеводородных побочных продуктов, ароматических побочных продуктов и непрореагировавшего толуола, непрореагировавших метанола и/или диметилового эфира;
(5) возврата непрореагировавших метанола и/или диметилового эфира в реактор с кипящим слоем через второй распределитель; возврата ароматических побочных продуктов и непрореагировавшего толуола в реактор с кипящим слоем через первый распределитель;
(6) получения отработанного катализатора из катализатора после осаждения углерода в реакционной зоне с последующей отдувкой отработанного катализатора в отдувочной колонне и его регенерации в регенераторе с получением регенерированного катализатора; подачи регенерированного катализатора в реактор с кипящим слоем через трубу для доставки регенерированного катализатора;
при этом массовое отношение метанола и/или диметилового эфира в материальном потоке B к метанолу и/или диметиловому эфиру в материальном потоке A предпочтительно составляет от 1:1 до 10:1.
15. Способ по п. 13, в котором сумма массовых процентов метанола и диметилового эфира в материальном потоке A составляет от 0% до 30%;
предпочтительно сумма массовых процентов метанола и диметилового эфира в материальном потоке A составляет от 2% до 20%.
16. Способ по п. 13, в котором реактор с кипящим слоем имеет линейную скорость газовой фазы от 0,2 м/с до 2 м/с и температуру реакции от 300°С до 600°С;
при этом регенератор с кипящим слоем предпочтительно имеет линейную скорость газовой фазы от 0,2 м/с до 2 м/с и температуру регенерации от 500°С до 800°С.
17. Способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и толуола, в котором используют по меньшей мере один из реакторов с кипящим слоем по п. 11; указанный способ получения пара-ксилола и совместного получения низших олефинов включает по меньшей мере следующие стадии:
(1) подачи материального потока A из первого распределителя в реакционную зону реактора с кипящим слоем, причем реакционная зона содержит катализатор; материальный поток A содержит толуол, или материальный поток A содержит метанол и/или диметиловый эфир и толуол;
(2) подачи материального потока B, содержащего метанол и/или диметиловый эфир, из второго распределителя в реакционную зону реактора с кипящим слоем;
(3) приведения в контакт в реакционной зоне метанола и/или диметилового эфира и толуола из материального потока A и/или материального потока B с катализатором с получением материального потока C, содержащего пара-ксилол и низшие олефины.
18. Способ по п. 17, в котором способ получения пара-ксилола и совместного получения низших олефинов из метанола и/или диметилового эфира и толуола дополнительно включает следующие стадии:
(4) подачи материального потока C в зону установления потока и сепаратор твердой и газовой фаз для разделения материального потока C с получением низших олефинов, пара-ксилола, цепных углеводородных побочных продуктов, ароматических побочных продуктов и непрореагировавшего толуола, непрореагировавших метанола и/или диметилового эфира;
(5) возврата непрореагировавших метанола и/или диметилового эфира в реактор с кипящим слоем через второй распределитель; возврата ароматических побочных продуктов и непрореагировавшего толуола в реактор с кипящим слоем через первый распределитель;
(6) получения отработанного катализатора из катализатора после осаждения углерода в реакционной зоне с последующей отдувкой отработанного катализатора в отдувочной колонне и его регенерации в регенераторе с получением регенерированного катализатора; подачи регенерированного катализатора в реактор с кипящим слоем через трубу для доставки регенерированного катализатора;
при этом массовое отношение метанола и/или диметилового эфира в материальном потоке B к метанолу и/или диметиловому эфиру в материальном потоке A предпочтительно составляет от 1:1 до 10:1.
19. Способ по п. 18, в котором сумма массовых процентов метанола и диметилового эфира в материальном потоке A составляет от 0% до 30%;
при этом сумма массовых процентов метанола и диметилового эфира в материальном потоке A предпочтительно составляет от 2% до 20%.
20. Способ по п. 18, в котором реактор с кипящим слоем имеет линейную скорость газовой фазы от 0,2 м/с до 2 м/с и температуру реакции от 300°С до 600°С;
при этом регенератор предпочтительно имеет линейную скорость газовой фазы от 0,2 м/с до 2 м/с и температуру регенерации от 500°С до 800°С.
| CN 204447967 U, 08.07.2015 | |||
| CN 201384946 Y, 20.01.2010 | |||
| US 6517706 B1, 11.02.2003 | |||
| US 6160026 A, 12.12.2000. |

