Изобретение относится к порошковой металлургии, а более конкретно к плазменному производству из твердофазного исходного материала дисперсные и гранулированные порошки. Плазменное производство порошков включает плавление исходного материала и формирование из расплава порошков требуемого размера и состава. В настоящее время наиболее широко порошки производят из исходной порошкообразной шихты в плазменной струе, в которой осуществляют плавление и диспергирование материала. Наиболее энергоемким процессом является плавление материала. Используемые в настоящее время плазменные способы диспергирования материала имеют низкий коэффициент полезного использования (КПИ) электрической энергии, который при диспергирования материала в струе плазмы составляет η=2-6%, что является существенным недостатком плазменных процессов.
В данном изобретении предложен плазменный способ производства порошков неорганических материалов, в котором процесс плавления и процесс диспергирования материала осуществляют раздельно - плавление материала производят в плавильном устройстве, например, в плазменно-дуговой печи, а диспергирование материала осуществляют посредством токоведущей плазменной струи. Оба процесса функционируют одновременно и параметрически связанны. Предложенный способ позволяет повысить КПИ электроэнергии и расширить технологические возможности процесса.
Известен и применяется способ производства порошков различных материалов - металлов, оксидов, карбидов, нитридов и т.д. в плазменной струе дуговых и высокочастотных плазмотронов (Н.Н Рыкалин, В.А. Петруничев и др., Получение сферических и тонкодисперсных порошков в низкотемпературной плазме, Плазменные процессы в металлургии и технологии неорганических материалов, М. Наука, 1973, с. 220-230). Недостатком этого способа является низкий КПИ электрической энергии - η=2-3%.
Известен способ производства порошков в плазменной струе в условиях МГД - объемного разряда, направленный на повышение КПИ электрической энергии, (А.Г. Сажнев, Г.И. Стельмах, Н.А. Чесноков. Некоторые особенности технологических плазмотронов для обработки дисперсных материалов, Плазменные процессы в металлургии и технологии неорганических материалов, М. Наука, 1973, с. 230-236).
Известен способ, в котором повышение КПИ электрической энергии увеличивают посредством обработки порошка во вращающейся плазменной струе, генерируемой плазмотроном с продольным магнитным полем, (Н.Н. Рыкалин, А.В. Николаев и др., Нагрев порошка в стабилизированной магнитным полем струе при плазменном напылении, Автоматическая сварка, №8, 1968, с. 29-33).
Известен способ, в котором для повышения КПИ электрической энергии обработку порошка производят во встречных плазменных струях, (А.В. Николаев, Исследование нагрева твердых частиц в плазмотроне со встречными струями. ФХОМ, №3, 1968 с. 33-39).
Недостатком производства порошков выше описанными способами с использованием МГД-объемного разряда, вращающейся пламенной струи и во встречных пламенных струях является незначительное увеличение КПИ электрической энергии - с η=2-3% до η=4-6%. Это обусловлено тем, что энергия плазменной струи, расходуемая на плавление и диспергирование порошкообразного исходного материала лимитируется временим взаимодействия исходного порошка и плазмы, которое при обработке порошка в струе плазмы составляет 10-4 - 10-2 с, и теплообменом исходного материала с плазмой.
Таким образом, при производстве порошков в плазменной струе КПИ электрической энергии составляет η=4-6%.. Это делает данный способ дорогостоящими и малопригодным для создания мощных высоко производительных установок для производства порошков.
Известен способ производства порошков, основанный на диспергировании расплава обрабатываемого материала, полученного в плавильном устройстве, высокоскоростным низкотемпературным газовым потоком. (В.Н. Анциферов, Г.В. Бобров и др. Порошковая металлургия и напыленные покрытия, М. Металлургия, 1987 792 с.) При этом для плавки исходного материала используют различные источники теплоты, в том числе плазменно-дуговой (B.C. Чередниченко, А.С. Аньшаков, М.Г. Кузмин, НГТК, Новосибирск, 2008 602 с.).
Недостатком данного способа является то, что диспергирование струи расплава осуществляют газом, температура которого составляет Т=270-300 К. Образованный порошок при этом быстро охлаждаются, что отрицательно влияет на его обработку - сфероидизацию и физико-химический состав. Эффективность использования химически активных газов для обработки порошка - водорода, азота и др, газов также согласно закону Арениуса снижается. Кроме того, для получения требуемого высокоскоростного газового потока необходимо использовать сложные и дорогостоящие газовые компрессоры и значительные объемы газа. При этом при объединении оборудования в единую автоматизированную систему возникают определенные трудности. Все это усложняет и удорожает технологию производства порошка.
Известен способ производства порошков в том числе ультрадисперсного с размерами частиц менее 1000 нм посредством распыления механически раздробленной струи расплава, истекающей в свободное пространство реактора, токоведущими плазменными струями, создающими электрический ток в раздробленной струе расплава, что позволяет увеличить производительность процесса производства ультрадисперсного порошка. Этот способ производства порошков является наиболее близким аналогом заявляемого изобретения и включает диспергирование в объеме реактора раздробленной струи расплава обрабатываемого материала токоведущими плазменными струями. (А.В. Болотов, А.В. Колесников, М.Н. Филькор, С.А. Болотов, Авторское свидетельство, «Способ получения ультрадисперсных порошков», 07.12.92, SU 1780242).
Недостатком данного способа является сложность осуществления электрического контакта в свободном пространстве реактора между частицами раздробленного вибрирующего расплава и токоведущими плазменными струями, что снижает эффективность и возможность регулирования энергетического воздействия на расплав токоведущих плазменных струй и, в конечном итоге, уменьшает технологические возможности производства порошка.
Задача, на решение которой направлено наше изобретение, заключается в разработке способа плазменного производства порошков неорганических материалов и устройства для его осуществления, позволяющего повысить эффективность энергетического воздействия плазменной струи на расплав, обеспечить возможность регулирования энергетического воздействия струи на расплав, что позволяет уменьшить энергоемкость процесса и расширить технологические возможности производства порошка.
Техническим результатом изобретения, направленного на плазменное производство порошка, является высокая эффективность и широкие возможности регулирования энергетического воздействия на расплав исходного материала токоведущей плазменной струи, что позволяет уменьшить энергоемкость процесса и расширить размерный ряд производимого порошка.
Положительные особенности изобретения обусловлены следующими факторам:
- расплав исходного сырья создают в плавильном устройстве и подают в начальную область канала сопла струйного плазмотрона с самоустанавливающейся длинной дуги или плазмотрона с межэлектродной вставкой (МЭВ);
- диспергирование расплава осуществляют в канале сопла плазмотрона посредством кинетической энергии струи и энергии электропереноса в дуговых пятнах на расплаве, находящегося в канале сопла плазмотрона;
- размер производимого порошка определяется величиной и соотношением кинетической энергии струи и энергии электропереноса в дуговых пятнах в канале сопла, параметрами регулирования которых являются для кинетической энергии струи - мощность дуги и расход плазмообразующего газа, а для энергии электропереноса - ток дуги;
- кинетическая энергия струи, равная Рк=GpWp2/2, где Gp и Wp - массовая и линейная скорости плазмы, составляет 1-5% мощности дуги диспергирующего плазмотрона или Рк≈0,1 - 0, 5 кВт, а энергия электропереноса в дуговых пятнах, равная Ре=ηеIUе, где I - ток дуги плазмотрона, Ue - вольтов эквивалент энергии, выделяющейся в пятнах дуги, ηе - коэффициент, учитывающий долю тока дуги, проходящего через расплав (ηе=0,5 - 0,8), составляет 5 -30% мощности дуги плазмотрона или Ре=ηе (0,8-10) кВт; при определенном соотношении кинетической энергии и энергии электропереноса возможно производить порошок размером 10 нм - 25 мм.
Технический результат достигается способом плазменного получения порошка неорганического материала, включающем плавление исходного неорганического материала в плавильном устройстве и диспергирование струи расплава неорганического материала в плазменном диспергаторе, причем в качестве плавильного устройства для плавления исходного неорганического материала используют плазменно-дуговую печь, содержащую плазмотрон, камеру и по меньшей мере один охлаждаемый тигель со сливным отверстием, через которое струю расплава неорганического материала подают в плазменный диспергатор в начальную область канала сопла струйного плазмотрона, при этом длина упомянутого канала сопла равна двум диаметрам упомянутого сопла, а диспергирование струи упомянутого расплава в плазменном диспергаторе осуществляют токоведущей плазменной струей в дуговом пятне, возникающем на струе расплава в канале сопла струйного плазмотрона, с получением порошка неорганического материала и обеспечивают поступление полученного порошка в приемник.
Устройство для осуществления предложенного способа содержит плавильное устройство, плазменный диспергатор расплава неорганического материала, оснащенный струйным плазмотроном, источники исходного неорганического материала и плазмообразующего газа, вместе с тем оно содержит сборник отходящего из плавильного устройства и плазменного диспергатора газа, снабженный теплообменником и фильтрующим устройством, и приемник полученного неорганического порошка, при этом плавильное устройство представляет собой плазменно-дуговую печь для плавки исходного неорганического материала, содержащую плазмотрон, камеру и по меньшей мере один охлаждаемый тигель со сливным отверстием для подачи струи расплава в плазменный диспергатор в начальную область канала сопла плазмотрона для диспергирования расплава токоведущей плазменной струей в дуговом пятне, возникающем на упомянутой струе расплава, при этом длина канала сопла струйного плазмотрона равна двум диаметрам упомянутого сопла.
Сущность изобретения
Плазменные способы производства дисперсного порошка в плазменной струе с пространственным объединением процессов плавления и диспергирования порошкообразного исходного сырья имеют низкий КПИ электрической энергии η=2-6%, что является существенным недостатком. При пространственном разделении процессов плавления и диспергирования расплава и использовании для плавления материала энерго эффективного источника теплоты, например, плазменной дуги результирующий КПИ электрической энергии производства порошка увеличивается в несколько раз до η=30-60%. Для производства ультрадисперсных порошков предложено использовать токоведущие плазменные струи, что позволило расширить технологические возможности процесса и повысить производительность.
Заявляемый способ производства порошка включает плавление исходного материала при температуре Т=1500-3500 К в плавильном устройстве и диспергирование расплава в канале сопла плазмотрона потоком токоведущей плазмы, температура и скорость которой составляют Т=10000-25000 К и Wp=500-1000 м/с.
Диспергация расплава осуществляется посредством кинетической энергии плазменной струи, мощность которой равна Ррк=GpWp2/2 и энергии электропереноса в дуговых пятнах на расплаве в канале сопла плазмотрона (катодном или анодном) Ре=ηeI Ue. Скорость плазмы и мощность ее кинетической энергии при заданном размере частиц порошка можно оценить, используя выражение Wp=(8σm/cfγpdm)0,5, здесь cf - коэффициент аэродинамического сопротивления капли расплава потоку плазмы, γр - плотность плазмы, σm - поверхностное натяжение расплава, dm - диаметр образующихся частиц порошка. (В.Н. Анциферов, Г.В. Бобров и др. Порошковая металлургия и напыленные покрытия, М. Металлургия, 1987 792 с.).
Мощность дуги плазмотрона диспергатора равна Рdp=UI==Рр/ηj, здесь U и I - напряжение и ток дуги, Рр - мощность плазменной струи, ηj энергетический КПД струйного плазмотрона, равный ηj=60-80%. Мощность плазменной струи определяется как  здесь Gp и ср(Т) - соответственно массовый расход и теплоемкость плазмообразующего газа. При мощности дуги плазмотрона, например, Pd=30 кВт, ток дуги может изменяться в пределах I=100-1000 A, a U=30-300 В.
здесь Gp и ср(Т) - соответственно массовый расход и теплоемкость плазмообразующего газа. При мощности дуги плазмотрона, например, Pd=30 кВт, ток дуги может изменяться в пределах I=100-1000 A, a U=30-300 В.
Мощность электропереноса Ре=ηeI Ue обусловленна током дуги I и вольтовым эквивалентом энергии электропереноса в пятне Ue. Величина Ue определяется приэлектродным падением потенциала, работой выхода материала электрода, потенциалом ионизации газа и др. параметрами и равна примерно Ue≈8 В.
Мощность, расходуемая на плавление материала, обычно превышает кинетическую мощность струи плазмы и мощность электропереноса диспергатора расплава. Так при производительности процесса диспергирования металла на основе железа Gm=0,075 кг/с (270 кг/ч) мощность, расходуемая на его плавление, например, в плазменно-дуговой печи, равна Рm=100 кВт. При использовании для диспергирования металла на основе железа только кинетической энергии плазменной струи аргона (энергия электропереноса не учитывается) с массовой и линейной скоростями плазмы соответственно Gp=0,5 10-3 кг/с и Wp=800 м/с, что имеет место при мощности струи Рр=10 кВт, температуре плазмы Т=13000 К и диаметре сопла плазмотрона dc=5 мм, возможно производить гранулы металлического продукта размером dm=8σm/cf γpWp2=0,7 мм (cf=1, σm- 1,8 Дж/м2, γр-3 10-2 кг/м3). Кинетическая мощность плазменного потока в этом случае равна Рк=GpWp2/2=160 Вт, что составляет около 0,2% от мощности, необходимой для плавления металла Рm.
При производстве дисперсного металлического порошка с размером частиц dm=7 мкм кинетическую энергию струи Рк и, соответственно, мощность струи Рр необходимо увеличить примерно на порядок, т.е. Рк≈1,6 кВт, а Рр≈100 кВт, что нежелательно, т.к. это приведет к значительному увеличению расхода энергии и усложнению плазменной аппаратуры. Поэтому при производстве дисперсного порошка необходимо использовать энергию электропереноса в дуговых пятнах, возникающих на расплаве в канале плазмотрона Ре. Мощность электропереноса Ре примерно на порядок превышающая кинетическую мощность струи Рк (при I=200 A, Ue=8 В и ηе=0,7 Ре=ηеIUе=1,12 кВт) и является существенным энергетическим фактором, определяющим дисперсность порошка и его физико-химические свойства. Энергия, выделяющаяся в пятнах дуги, производит нагреву расплава до температуры близкой к температуре кипения материала, поверхностное натяжение и вязкость материала расплава при увеличении температуры снижаются, а прохождение тока через образовавшиеся волокна расплава приводит к их перегреву за счет ленц-джоулевого тепла и разрушению в результате пинч-эффекта. При увеличении мощности электропереноса Ре дисперсность порошка возрастает и размер частиц может составлять 10-1000 нм. (А.В. Болотов, А.В. Колесников, М.Н. Филькор, С.А. Болотов, Авторское свидетельство, «Способ получения ультрадисперсных порошков», 07.12.92, SU 1780242).
В предлагаемом способе получения порошков электроперенос в дуговых пятнах на расплаве в канале сопла плазмотрона используется для регулирования дисперсности производимого порошка. Параметром регулирования дисперсности порошка является ток дуги плазмотрона I. При увеличении тока энергия электропереноса возрастает, температура расплава и дисперсность порошка увеличиваются, при уменьшении тока - энергия электропереноса, температура расплава и дисперсность порошка уменьшаются. При производстве дисперсных порошков с частицами dm<0,2 мм следует работать при значительных токах и низком напряжении дуги (плазмотрон с самоустанавливающейся длинной дуги), а при производстве гранул dm>0,2 мм следует работать при малых токах и высоком напряжении дуги (плазмотрон с МЭВ).
В рассмотренном примере при производстве гранул с размером частиц dm=0,7 мм из материала на основе железа мощность плазменной дуги плавильного устройства равна Pdm=Pm/ηd=200 кВт (Pm=100 кВт, тепловой КПД печи ηd=50%), а мощность дуги плазмотрона диспергатора с учетом энергии электропереноса в пятнах дуги, равной Ре=1,12 кВт, Pdp=(Pp-Ре)/ηj=(10-1,12)/0,8=11,1 кВт (ηd - энергетический КПД плазмотрона ηd=0,8). Полная мощность, затраченная на производство гранулированного продукта, равна Pd=Pdm+Pdp=211,1 кВт. Результирующий КПИ электрической энергии при этом равен η=47%, а соотношение расходов металла и плазмообразующего газа равно Gl/Gp=150. Энергоемкость плазменной грануляции сплавов на железной основе рассмотренного примера составляет примерно 3 МДж/кг продукта.
При производстве порошка на основе железа с размером гранул dm=0,7 мм при совместном плавлении исходного порошкообразного материала и его сфероидизации в струе нейтральной плазмы КПИ электрической энергии составляет η=5%. Мощность плазмотрона при производительности процесса Gl=0,075 кг/с должна составлять при этом около Pdp=2 МВт, а энергоемкость грануляции исходного порошкообразного материала равнялась бы 10-30 МДж/кг.
При гранулировании струи расплава металла на основе железа струей холодного аргона расход последнего составлял бы Gp=l,2 10-3 кг/с, т.е. примерно в два раза больше, чем в случае использования струи аргоновой плазмы (диаметр сопла плазмотрона и форсунки d=5 мм).
Длинна канала сопла плазмотрона lс, в котором происходит обработка расплава энергией электропереноса в дуговых пятнах дуги, равна двум диаметрам сопла dc, т.е. lc=2dc. При lc<2dc энергия электропереноса будет использоваться не полностью, т.к. пятно дуги занимает область длинны канала, равную примерно 2dc. При lc>2dc в канале сопла будет образовываться нарост расплава в результате отсутствия в этой области дуговых пятен.
Таким образом, заявляемые способ и устройство плазменного производства порошков неорганических материалов повышает эффективность энергетического воздействия плазменной струи на расплав, обеспечивает возможность регулирования размерного ряда порошка, уменьшает энергоемкость процесса, расширяет технологические возможности производства порошка и, в целом, улучшить экономичность процесса.
Используемые термины и определения.
Плазменное плавильное устройство - металлургический агрегат, источником теплоты в котором является плазменная дуга.
Плазменная дуга - стабилизированный в пространстве (газовым потоком, магнитным полем и др. средствами) дуговой разряд, характеризующийся низким напряжением 10-103 В и большим током 102-105 А.
Плазмотрон - электротехнический аппарат для высокотемпературного нагрева газа до состояния плазмы.
Гранула - округлая частица материала размером 0,2-25 мм.
Грануляция (гранулирование) - формирование твердых частиц определенных размеров и формы с заданными свойствами.
Диспергирование - тонкое измельчение твердых тел или распыление жидкостей, приводящее к образованию дисперсных систем и порошков).
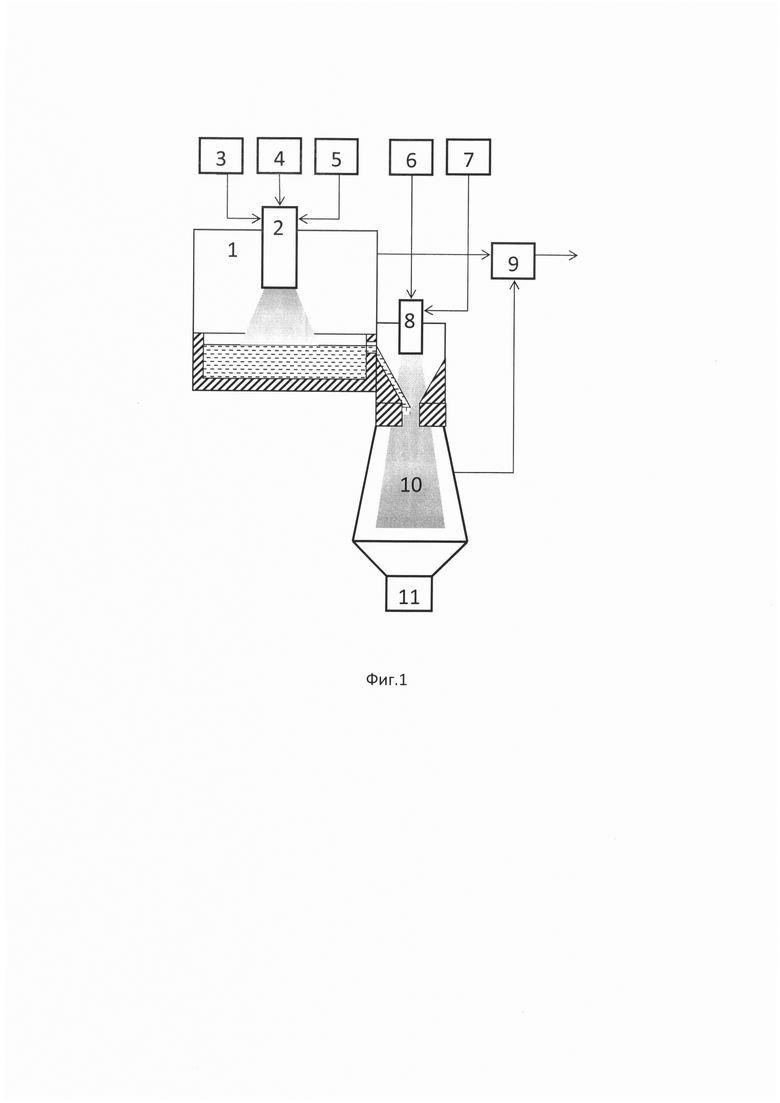
На фиг. 1 представлено устройство для осуществления производства порошков из исходного твердофазного материала, посредством его плавления и последующего плазменной диспергации расплава. Устройство образует конструктивно-технологическую систему, включающую плавильное устройство, плазмо-струйный диспергатор, источники газа, фильтрующие устройства и утилизаторы тепловой энергии отходящих газов печи идиспергатора; источником теплоты плавильного устройства является плазменная дуга, которая горит между электродом плазмотрона и расплавом исходного материала, находящимся в лодочном или в цилиндрическом охлаждаемом тигле с эркерным выпуском расплава; расплав из сливного отверстия тигля печи (или тиглей печей) поступает в плазменный диспергатор в канал сопла плазмотрона; расплав в канале сопла диспергируют струей токоведущей плазмы; исходный сыпучий материал подают в ванну расплава через полость электрода или через сопло печного плазмотрона посредством транспортирующего и плазмообразующего газа; конечный целевой продукт в виде порошка поступает в сборник; отходящие из объема печи и диспергатора газы поступают в фильтрующие устройства для сбора побочных продуктов и утилизаторы тепловой энергии газа.
Плазменно-дуговая печь 1 включает плазмотрон 2, камеру и охлаждаемый тигель. Электрод плазмотрона и тигель плазменно-дуговой печи подключают к источнику тока 4. Исходное сырье поступает в печь от питателя 3. Плазмообразующий газ в плазмотрон печи поступает от источника газа 5, а отходящий газ в сборник газа 9, снабженного теплообменником и фильтрующим устройством. В результате теплового действия плазменной дуги в тигле печи образуется расплав обрабатываемого материала, который периодически или непрерывно из сливного устройства в виде расплава подают в канал сопла плазмотрона 8 диспергатора 10. В диспергаторе 10 из расплава посредством токоведущей плазменной струи производят порошок. Целевой продукт в виде порошка поступает в приемник продукта 11. Электропитание плазмотрона диспергатора поступает от источника 6, газ от источника 7, а отходящий газ поступает в сборник газа 9.
Устройство, представленное на фиг. 1, функционирует следующим образом. На начальном этапе работы плазменную дугу печи возбуждают при уменьшенном токе методом касания электродом шихты. В результате теплового воздействия дуги наводят ванну расплава. При подаче шихты при наполнении тигля расплавом до необходимого уровня увеличивают ток дуги до значения, при котором температура расплава составляет 1500-3000 К. При заполнении тигля расплавом и непрерывной подаче шихты в ванну расплав при горящей дуге подают в диспергатор в канал сопла плазмотрона, откуда порошок обрабатываемого материала поступают в приемник готовой продукции. Слив расплава из тигля производят не полностью - оставляют «болото». Новый цикл грануляции материала начинают с возобновления подачи шихты и увеличения тока дуги до необходимого значения.
Энергетические и расходные параметры процесса плазменной диспергации - мощность плазменной дуги печи, мощность плазмотрона диспергатора, их расходные параметры по обрабатываемому материалу, плазмообразующему газу и др. параметрам определяют согласно изложенным выше рекомендациям. Энерготехнологические параметры должны обеспечивать устойчивое горение плазменной дуги печи и плазмотрона диспергатора, работу теплообменников и фильтрующих устройств, а также учитывать экономические показатели (цены компактных и газообразных материалов и т.д.) и экологические факторы, обусловленные отходящими из печи и диспергатора газами.
Энергоемкость предлагаемого способа диспергации сплавов на основе желеа токоведущей плазменной струей при тепловом К.П.Д. плазменной печи, энергетическом КПД плазменного диспергатора и КПД передачи энергии электроперенноса в дуговых пятнах соответственно ηd=0,5, ηj=0,8 и ηе=0,7 составляет примерно 3 МДж/кг продукта. При диспергации материала в нейтральной плазменной струе без разделения процессов плавления материала и его грануляции составляет 10-30 МДж/кг.
Предлагаемое изобретение плазменной грануляции неорганических материалов позволяет снизить энергоемкость процесса в, уменьшить расход материалов, расширить технологические возможности процесса, улучшить качество грануляции и экономические показатели процесса. Изобретение может быть использовано на металлургических предприятиях для производства дисперсных и гранулированных металлических и керамических порошков.
Промышленная применимость изобретения, как это следует из описания устройства для осуществления предлагаемого способа плазменной диспергации неорганических материалов, обеспечивается широким использованием в промышленности отдельных элементов изобретения, но в других сочетаниях и с другими техническими результатами.
На фиг. 2 приведена фотография лабораторной установки для плазменной диспергации неорганических материалов. Установка имеет плазменно-дуговую печь с лодочным тиглем 13 и плазмотроном 14. Исходное сырье подают в печь из питателя 12. Расплав из печи подают в диспергатор 16 в начальную область канала сопла струйного плазмотрона 15. Диспергированный продукт поступает в сборник порошка 18. Положение плазменных дуг в печи и диспергаторе регулируют электромагнитами 17.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВВОДА ШИХТЫ В ПЛАЗМЕННО-ДУГОВУЮ ЭЛЕКТРОПЕЧЬ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2335549C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОГО УГЛЕТЕРМИЧЕСКОГО ВОССТАНОВЛЕНИЯ ЖЕЛЕЗА ИЗ ТИТАНОМАГНЕТИТА С ПОЛУЧЕНИЕМ МЕТАЛЛОПРОДУКТА В ВИДЕ ПОРОШКА И ГРАНУЛ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2476601C1 |
| Способ получения ультрадисперсных порошков | 1990 |
|
SU1780242A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕЛКОДИСПЕРСНЫХ ПОРОШКОВ | 2008 |
|
RU2395369C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПЛАЗМЕННОЙ ГАЗИФИКАЦИИ ТВЁРДОГО УГЛЕРОДСОДЕРЖАЩЕГО МАТЕРИАЛА И ПОЛУЧЕНИЯ СИНТЕЗ-ГАЗА | 2015 |
|
RU2616079C1 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296166C2 |
| СПОСОБ ПРЯМОГО ВОССТАНОВЛЕНИЯ МЕТАЛЛОВ ИЗ ДИСПЕРСНОГО РУДНОГО СЫРЬЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296165C2 |
| СПОСОБ ПЕРЕРАБОТКИ ЛЕЙКОКСЕНОВОГО КОНЦЕНТРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2586190C1 |
| СПОСОБ ОБЕСКРЕМНИВАНИЯ НЕФЕЛИНОВОГО КОНЦЕНТРАТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2688083C1 |
| Способ внепечной обработки стали | 1990 |
|
SU1812221A1 |

Группа изобретений относится к порошковой металлургии, а именно к способу плазменного получения порошка неорганического материала и устройству для осуществления указанного способа. Проводят плавление исходного неорганического материала в плавильном устройстве и диспергирование струи расплава неорганического материала в плазменном диспергаторе. В качестве плавильного устройства для плавления исходного неорганического материала используют плазменно-дуговую печь, содержащую плазмотрон, камеру и по меньшей мере один охлаждаемый тигель со сливным отверстием, через которое струю расплава неорганического материала подают в плазменный диспергатор в начальную область канала сопла струйного плазмотрона. Длина упомянутого канала сопла равна двум диаметрам упомянутого сопла. Диспергирование струи упомянутого расплава в плазменном диспергаторе осуществляют токоведущей плазменной струей в дуговом пятне, возникающем на струе расплава в канале сопла струйного плазмотрона, с получением порошка неорганического материала и обеспечивают поступление полученного порошка в приемник. Упомянутое устройство содержит плазменно-дуговую печь для плавки исходного неорганического материала, плазменный диспергатор расплава неорганического материала, оснащенный струйным плазмотроном, источники исходного неорганического материала и плазмообразующего газа, а также сборник отходящего из плавильного устройства и плазменного диспергатора газа, снабженный теплообменником и фильтрующим устройством, и приемник полученного неорганического порошка. Плазменно-дуговая печь содержит плазмотрон, камеру и по меньшей мере один охлаждаемый тигель со сливным отверстием для подачи струи расплава в плазменный диспергатор. Обеспечивается высокая эффективность и широкие возможности регулирования энергетического воздействия на упомянутый расплав токоведущей плазменной струей, что позволяет уменьшить энергоемкость процесса и расширить размерный ряд производимого порошка. 2 н.п. ф-лы, 2 ил.
1. Способ плазменного получения порошка неорганического материала, включающий плавление исходного неорганического материала в плавильном устройстве и диспергирование струи расплава неорганического материала в плазменном диспергаторе, отличающийся тем, что в качестве плавильного устройства для плавления исходного неорганического материала используют плазменно-дуговую печь, содержащую плазмотрон, камеру и по меньшей мере один охлаждаемый тигель со сливным отверстием, через которое струю расплава неорганического материала подают в плазменный диспергатор в начальную область канала сопла струйного плазмотрона, при этом длина упомянутого канала сопла равна двум диаметрам упомянутого сопла, а диспергирование струи упомянутого расплава в плазменном диспергаторе осуществляют токоведущей плазменной струей в дуговом пятне, возникающем на струе расплава в канале сопла струйного плазмотрона, с получением порошка неорганического материала и обеспечивают поступление полученного порошка в приемник.
2. Устройство для плазменного получения порошка неорганического материала, содержащее плавильное устройство, плазменный диспергатор расплава неорганического материала, оснащенный струйным плазмотроном, источники исходного неорганического материала и плазмообразующего газа, отличающееся тем, что оно содержит сборник отходящего из плавильного устройства и плазменного диспергатора газа, снабженный теплообменником и фильтрующим устройством, и приемник полученного неорганического порошка, при этом плавильное устройство представляет собой плазменно-дуговую печь для плавки исходного неорганического материала, содержащую плазмотрон, камеру и по меньшей мере один охлаждаемый тигель со сливным отверстием для подачи струи расплава в плазменный диспергатор в начальную область канала сопла плазмотрона для диспергирования расплава токоведущей плазменной струей в дуговом пятне, возникающем на упомянутой струе расплава, при этом длина канала сопла струйного плазмотрона равна двум диаметрам упомянутого сопла.
| Способ получения ультрадисперсных порошков | 1990 |
|
SU1780242A1 |
| ПЛАЗМЕННАЯ УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ НАНОДИСПЕРСНЫХ ПОРОШКОВ | 2006 |
|
RU2311225C1 |
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ЧАСТИЦ ПОРОШКА И СПОСОБ ЕЕ РАБОТЫ | 2017 |
|
RU2671034C1 |
| WO 2016182631 A1, 17.11.2016 | |||
| CN 109304471 A, 05.02.2019. | |||

