Область техники, к которой относится изобретение
Изобретение относится к усовершенствованным панелям и способам изготовления усовершенствованных панелей, в частности, к усовершенствованию кромок панелей.
Предпосылки создания изобретения
Панели из искусственных стекловидных волокон (MMVF-панели), которые используются, например, при создании подвесных потолков, как правило, имеют сравнительно низкую плотность, составляющую приблизительно 65-165 кг/м3. Желательно использовать такую низкую плотность для получения заданных акустических свойств и уменьшения массы. Обычно панели имеют стандартную форму и имеют две противоположные, по существу параллельные основные грани/поверхности, между которыми проходят малые грани/поверхности, как правило, известные как краевые поверхности. Для панелей данного типа характерна тенденция наличия дефектов краевых поверхностей. Эти дефекты более выражены на краевых поверхностях, чем на любой из двух основных граней MMVF-панели, поскольку MMVF-панель, как правило, может быть изготовлена разрезанием большего полотна из MMVF до заданной формы. Кроме того, краевые поверхности могут иметь нежелательно низкую плотность на поверхности и выступание волокон от поверхности, что приводит к «ворсистому» внешнему виду. Следовательно, краевые поверхности MMVF-панели часто представляют собой поверхности, полученные резкой, и в отличие от основных граней волокна не расположены преимущественно параллельно краевым поверхностям. Кроме того, основные грани обычно являются по существу плоскими, в то время как краевые поверхности часто являются профилированными каким-либо образом, например, для обеспечения возможности скрытой подвески панелей.
Аналогичная проблема существует для цементно-фибролитовых плит. Пряди древесных волокон, как правило, расположены в плоскости панели, и поэтому кромка панели содержит множество образованных резкой концов прядей древесных волокон. Дефекты краевых поверхностей возникают в результате данной структуры аналогично MMVF-панелям, несмотря на то, что плотность может отличаться.
Дефекты на краевых поверхностях могут принимать различные формы, включая углубления, выступы и открытые концы волокон или концы прядей. Это может сделать краевые поверхности панели непрочными по сравнению с гранями. Панели обычно окрашивают перед монтажом, и дефекты непрочных краевых поверхностей будут по-прежнему заметными после окрашивания.
Кроме того, видимые дефекты на краевых поверхностях особенно нежелательны для панелей, у которых части кромок могут быть видны при использовании, например, в потолочной панели.
В WO2014/102713А1 раскрыта сэндвич-панель, содержащая сердцевину из пенополимера и прикрепленные наружные MMVF-панели. Конечным применением является несущая изоляция для оконных рам. Решение согласно WO2014/102713А1 направлено на получение жесткой изоляционной плиты с хорошими изолирующими свойствами, хорошей огнестойкостью, низкой плотностью и хорошей прочностью при изгибе и прочностью при сжатии, так что панели могут быть использованы в случаях, когда требуется опора для другого элемента, такого как дверная или оконная рама.
В JP Н04-364908 А раскрыт способ изготовления пеноматериалов низкой плотности из фенольных смол.
В WO2014/111552А1 раскрыта сэндвич-панель, предназначенная для использования в конструктивной системе фальшпола. Сэндвич-панель содержит сердцевину из композиционного пеноматериала, расположенную между прикрепленным базовым слоем из MMVF и плиткой, образующей поверхность пола.
В GB1394621 описан способ упрочнения краев волокнистого листового материала. Этот способ предусматривает нанесение смолы на края волокнистого листового материала и отверждение смолы так, чтобы была получена затвердевшая кромка. Смолу наносят в виде эмульсии валиком, и она должна быть нагрета для удаления диспергирующей среды и для отверждения смолы. К сожалению, термоотверждающиеся акриловые полимерные смолы, предпочтительные для способа по GB1394621, обеспечивают только некоторую дополнительную прочность краев и не компенсируют в надлежащей степени дефекты, которые обнаруживаются в минерально-волокнистых акустических панелях и цементно-фибролитовых панелях. Кроме того, затвердевшая смола не способствует легкому точному профилированию акустической панели, для упрочнения которой она предназначена, поскольку она является твердой, что приводит к увеличению количества энергии, необходимого для механической обработки смолы, и поскольку она также является сравнительно хрупкой.
В GB2344834 описана минераловатная теплоизоляционная сэндвич-панель, специально предназначенная для использования в случаях применения при очень низких температурах, например, в морозильниках. Данная панель включает в себя краевые полоски из предварительно отформованного фенольного вспененного материала высокой плотности, которые прикреплены к краевым поверхностям панели для содействия приданию ей паронепроницаемости. Это способствует избежанию образования льда внутри объемной минеральной ваты в случае применения в морозильнике. Кроме того, изоляционная панель требует непроницаемого покрытия для граней. В качестве данного компонента предусмотрен любой из сложного полиэфира, армированного сталью, или сложного полиэфира, армированного стекловолокном. Однако краевые полоски не компенсируют дефекты, обнаруживаемые на краевых поверхностях минераловатных панелей или цементно-фибролитовых панелей. Действительно, указывается, что желательно, чтобы покрытие для грани/лицевой поверхности можно было удлинить для «обертывания» вокруг углов для упрочнения краев.
Таким образом, было бы желательно получить панель, в которой данные дефекты краев были устранены.
Сущность изобретения
Согласно первому аспекту изобретения предложен способ изготовления модифицированной панели, включающий:
выполнение панели, которая имеет первую основную грань, которая противоположна второй основной грани, и, по меньшей мере, одну малую грань, проходящую между основными гранями;
получение вспениваемой композиции;
нанесение вспениваемой композиции на малую грань панели и отверждение нанесенной вспениваемой композиции, посредством чего образуется слой затвердевшего пенополимера.
Панель, подлежащая модификации, как правило, имеет форму обычной панели, так что данная, по меньшей мере, одна малая грань обычно по существу перпендикулярна к основным граням, которые по существу параллельны. Панель будет иметь толщину, которая определяется шириной данных одной или более малых граней, которые также могут быть описаны как краевые поверхности.
Согласно второму аспекту изобретения предложена модифицированная панель, представляющая собой панель, которая имеет первую основную грань, противоположную второй основной грани, и, по меньшей мере, одну малую грань, проходящую между основными гранями;
при этом панель содержит слой пенополимера на малой грани;
при этом открытая поверхность пенополимера содержит фрезерованную поверхность.
Согласно третьему аспекту изобретения предложена модифицированная панель, представляющая собой панель, которая имеет первую основную грань, противоположную второй основной грани, и, по меньшей мере, одну малую грань, проходящую между основными гранями;
при этом панель содержит слой пенополимера на малой грани;
при этом пенополимер содержит полиуретан, силикон или эпоксидную систему, предпочтительно полиуретан.
Способ и изделие согласно изобретению имеют ряд преимуществ. Желательно изготавливать панели, которые имеют четко определенные и более сложные профили краевых поверхностей. Вспениваемая композиция, которая нанесена на одну или более малых граней панели, делает это возможным, поскольку вспениваемая композиция легко принимает форму даже сложных профилей кромки, и образующийся в результате пенополимер легко поддается профилированию при использовании обычных способов, таких как фрезерование. Обычные панели могут иметь плоские, ровные малые грани, которые в соответствии с требованиями должны быть четко определенными, однако изобретение также обеспечивает возможность однородной механической обработки для получения более сложных профилей без видимых дефектов.
Кроме того, пенополимер служит в качестве упрочняющего материала для повышения прочности кромок панели, которые по своей природе являются непрочными и могут демонстрировать дефекты, которые в некоторых случаях вызывают дополнительное ослабление кромок.
Кроме того, и это, возможно, является более важным, слой пенополимера обладает способностью компенсировать дефекты на поверхности, маскировать дефекты и закрывать поверхность кромок панели.
Изобретение особенно предпочтительно, когда панель представляет собой панель из искусственных стекловидных волокон (MMVF-панель). Вследствие процесса изготовления таких панелей некоторые зоны могут быть неоднородными, например, когда имеет место избыток или недостаток связующего. Пенополимер по изобретению особенно хорошо подходит для компенсации краевых дефектов на малой грани MMVF-панели.
Упрочнение кромок панели таким образом может обеспечить повышение ее долговечности, а также облегчает окрашивание перед монтажом. Это особенно предпочтительно, когда панель представляет собой потолочную панель, поскольку кромки видны потребителям во время транспортировки и монтажа и могут быть видны в смонтированном состоянии. Однородная, свободная от дефектов, окрашенная поверхность малой грани желательна для потолочной панели.
Дополнительное преимущество изобретения состоит в том, что может быть выполнена упорядоченная совокупность усовершенствованных панелей, например, в виде подвесного потолка без появления зазоров между панелями, поскольку, среди прочего, допуски могут быть уменьшены благодаря вспененному слою.
Краткое описание чертежей
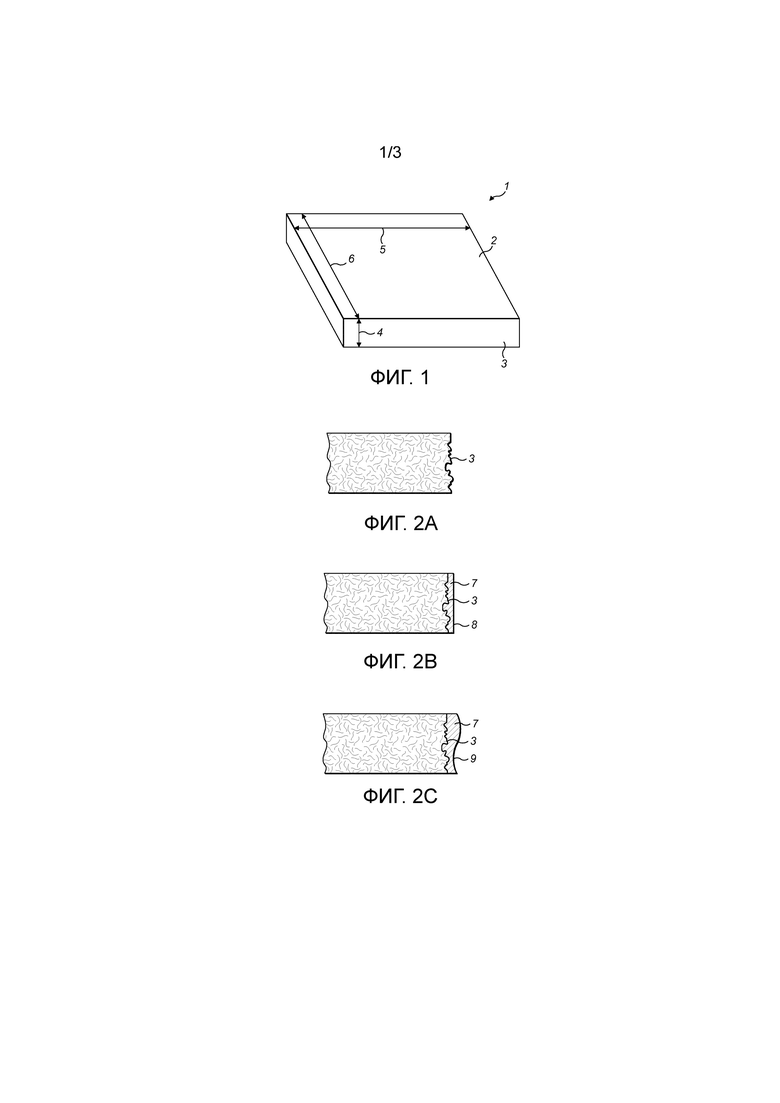
Фиг.1 показывает обычную панель, пригодную для модификации согласно изобретению.
Фиг.2а-с показывают вид в разрезе поверхности малой грани панели показанного на фиг.1 типа.
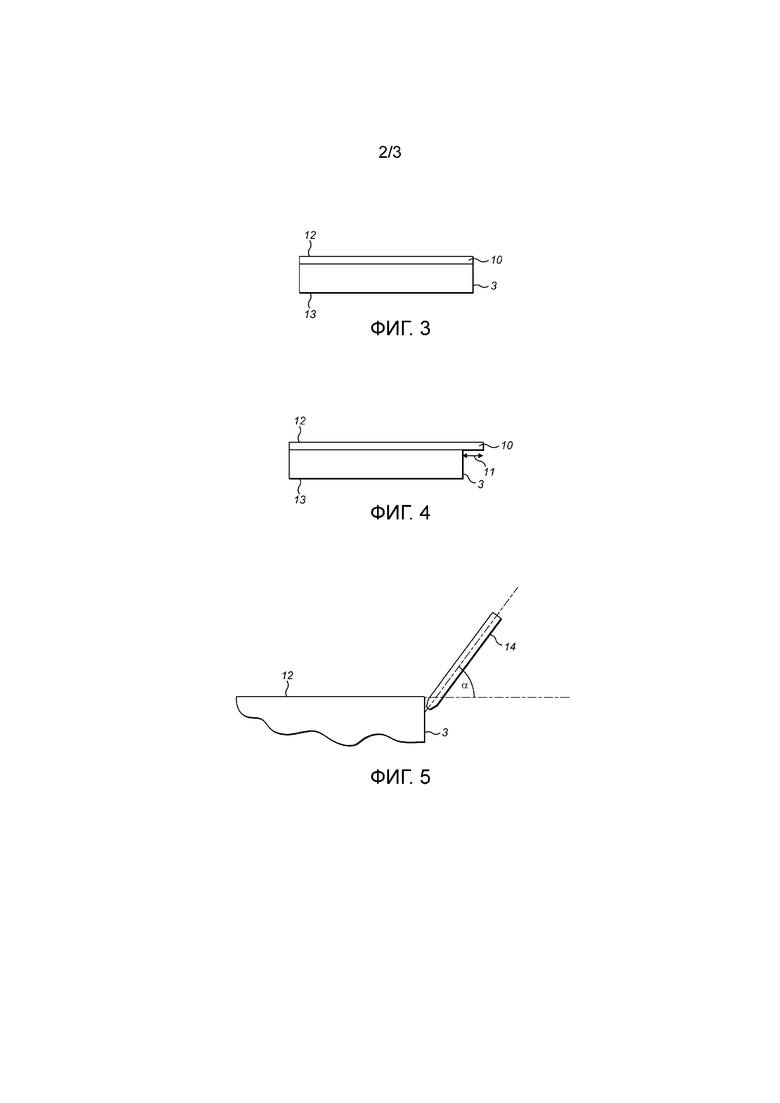
Фиг.3 показывает панель с передней облицовкой из стекловолокна.
Фиг.4 показывает панель, аналогичную панели по фиг.3, с дополнительным нависающим выступом облицовки.
Фиг.5 показывает нанесение вспениваемой композиции посредством использования сопла.
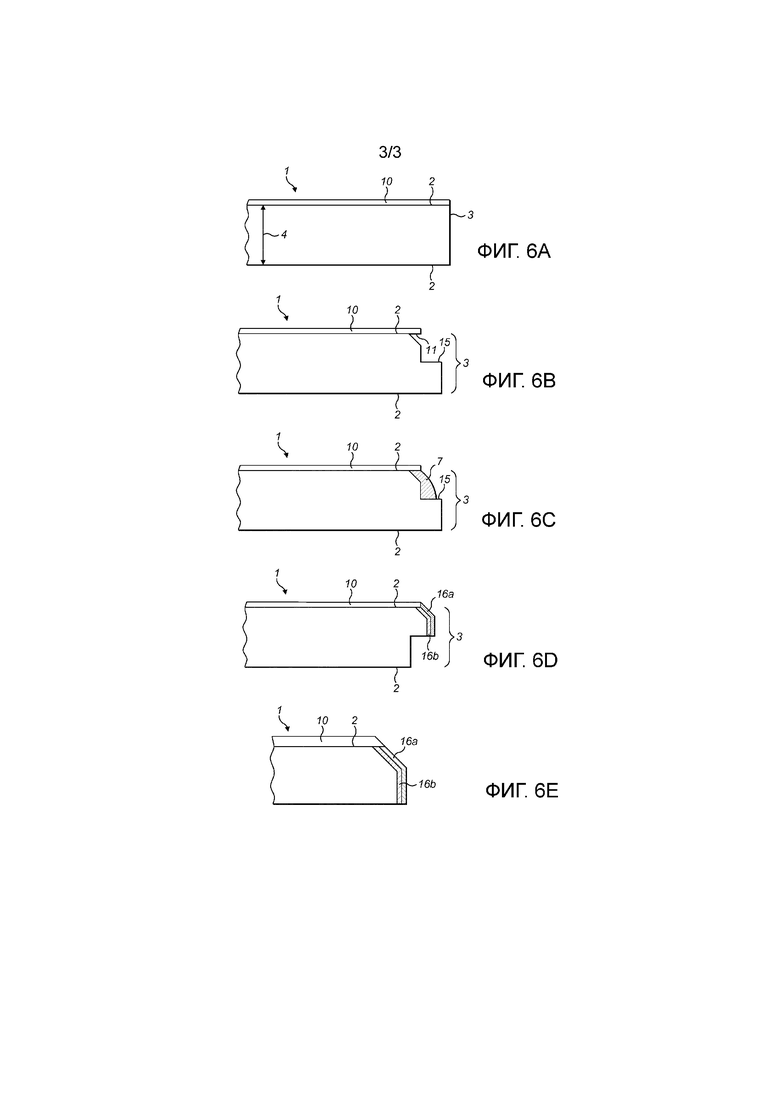
Фиг.6 показывает кромку панели на этапах нанесения вспениваемого материала.
Подробное описание
Панель
Панель, используемая в изобретении, может содержать первую и вторую основные грани, которые являются, как правило, по существу параллельными, и одну или более малых граней, проходящих между основными гранями и, как правило, по существу перпендикулярных к основным граням. Основные грани обычно являются по существу плоскими и по существу прямоугольными (часто квадратными), хотя, само собой разумеется, возможны другие формы. Таким образом, панель, которая модифицирована согласно способу по изобретению, представляет собой обычную панель. Она может представлять собой панель любого обычного типа, но она предпочтительно является потолочной панелью, и модифицированная панель пригодна для применения в качестве потолочной панели.
Панель может представлять собой панель из искусственных стекловидных волокон (MMVF-панель) или цементно-фибролитовую панель.
Панель предпочтительно представляет собой MMVF-панель, содержащую скрепленные искусственные стекловидные волокна (MMVF). MMVF-панель способна впитывать вспениваемую композицию, так что конечное изделие содержит композиционный слой из вспененного материала и MMVF на поверхности малой грани. Кроме того, благодаря более тонким волокнам может/могут быть возможным (-и) более тонкий профиль кромки на поверхности малой грани, например, канавки или углубления при использовании MMVF-панели.
При плотностях, типовых для MMVF-панелей или цементно-фибролитовых панелей, могут быть видны дефекты, имеющиеся на малых гранях панели. Такие дефекты могут иметь вид углублений/вмятин и выступов, зон с уменьшенным содержанием связующего или зон более низкой плотности. Дефекты могут вызывать уменьшение прочности панели, а также могут приводить к неоднородной форме кромки панели. В идеальном случае при использовании, например, в качестве подвесного потолка панели имеют однородную форму и однородные прямолинейные кромки. Слой пенополимера, нанесенный в соответствии с настоящим изобретением, компенсирует дефекты, связанные как с прочностью, так и с формой, и он также может придать новые механические свойства кромкам, такие как гибкость.
Панель может иметь длину в диапазоне от 600 до 1200 мм, которая представляет собой стандартную длину в Европе, но другие длины могут быть подходящими. Например, для некоторых применений, например, для стеновых панелей длина может составлять до 2700 мм. Длина панели обычно соответствует длине основных граней.
Панель может иметь ширину в диапазоне 300-1200 мм. Ширина панели обычно соответствует ширине основных граней.
Панель может иметь толщину в диапазоне 10-100 мм, предпочтительно 10-40 мм. Толщина панели соответствует ширине малой граней или малых граней. Толщина MMVF-панели составляет соответственно 10-40 мм. Толщина цементно-фибролитовой панели соответственно составляет 10-50 мм, например, 25 или 35 или 50 мм, предпочтительно 25 или 30 мм.
Данные одна или более малых граней панели, пригодной для использования в качестве потолочной панели, могут иметь трехмерный профиль. На скрытых кромках будут иметься углубления и канавки для размещения средств подвешивания, таких как системы с общей сеткой, базирующиеся на перевернутых Т-образных/тавровых профилях.
Предпочтительно, по меньшей мере, одна, предпочтительно обе из основных граней панели образованы открытыми для воздействия, искусственными стекловидными волокнами (MMVF) или цементно-фибролитовым материалом и не снабжены непроницаемой облицовкой. Они могут быть выполнены с проницаемой волокнистой облицовкой. Первая основная грань предпочтительно выполнена с облицовкой из MMVF, наиболее предпочтительно с облицовкой из стекловолокна. Это является обычным для потолочных панелей.
MMVF-панели
MMVF-панели, пригодные для использования в изобретении, могут иметь плотность, составляющую 65-165 кг/м3. Данная плотность MMVF особенно подходит для акустических подвесных потолочных панелей. Как правило, более высокая плотность, составляющая приблизительно 150 кг/м3, используется для выбора панелей с высокими требованиями к качеству внешнего вида и часто также со специальными кромками для скрытой подвески. В случае более простых кромок часто подходит плотность в диапазоне 800-120 кг/м3. Более низкая плотность означает меньшие затраты на производство, но за счет прочности и качества кромок.
MMVF-панель может содержать скрепленный нетканый холст из MMVF. MMVF могут представлять собой, например, каменные волокна, стекловолокно, шлаковые волокна и керамические волокна.
MMVF предпочтительно представляют собой каменные волокна.
Каменные волокна могут иметь нижеприведенный состав, при этом все количества приведены в % масс. оксидов, и все оксиды железа приведены как Fe2O3:
Альтернативный состав каменных волокон может быть следующим, при этом все количества приведены в % масс. оксидов, и все оксиды железа приведены как Fe2O3:
Нетканый холст из MMVF в MMVF-панели может быть скреплен при использовании соответствующего связующего. Пригодные связующие включают фенольное связующее, эпоксидное связующее, акриловое связующее, связующее на основе растворимого стекла, полипропиленовое связующее, полиэтиленовое связующее и двухкомпонентное связующее.
Цементно-фибролитовые панели
Цементно-фибролитовые панели также пригодны для использования в качестве панели в изобретении. Цементно-фибролитовая панель может содержать пряди древесных волокон, - при этом «древесноволокнистый» компонент иногда называют «древесной стружкой», - которые скреплены посредством цемента. Пряди древесных волокон могут иметь диаметр от 0,5 до 3 мм. Пряди древесных волокон могут быть расположены по существу в плоскости основных граней панели, так что множество образованных резкой концов прядей древесных волокон имеются на малых гранях панели.
Цементно-фибролитовая панель может состоять полностью из древесных волокон и цемента. В альтернативном варианте цементно-фибролитовая панель может представлять собой «сэндвич-панель», содержащую две цементно-фибролитовые плиты, разделенные материалом сердцевины, таким как пенополистирол, MMVF или другие изоляционные материалы.
Вспениваемая композиция
В данном описании «вспениваемая композиция» относится ко всем этапам существования вспененного компонента, который наносят на малую грань, начиная от отдельных веществ-предшественников пеноматериала и других ингредиентов и заканчивая вспененным продуктом реакции веществ-предшественников пеноматериала и других ингредиентов, нанесенным на малую грань и находящимся в точке гелеобразования (то есть, когда вспененный материал является «нелипким», но не полностью отвержденным). Сначала вспениваемая композиция, как правило, содержит смесь веществ-предшественников пеноматериала, при необходимости включающую в себя одно или более из следующего: добавки, растворитель, катализатор, наполнители, пигменты, ингибиторы пламени и вспениватель. Конечным продуктом является отвержденный пенополимер. Между состоянием в точке гелеобразования и состоянием конечного продукта вспененный материал является частично отвержденным.
«Отвержденный пенополимер» относится к вспениваемой композиции, в которой вещества-предшественники пеноматериала полностью прореагировали, и получающийся в результате полимер подвергся сшиванию. Когда вспененный материал затвердел, не происходит никакого дополнительного сшивания.
Пенополимеры могут быть получены на основе только одного компонента, при этом реакция инициируется, например, под действием влаги, содержащейся в воздухе. Однако, как правило, лучшей опцией является использование пенополимера, подвергающегося химическому отверждению. Такие пенополимеры получают на основе двух или более компонентов, поскольку при этом легче контролировать процесс и адаптировать вспененный материал к конкретному применению. Пенополимеры, как правило, образуются посредством одновременного протекания процессов полимеризации веществ-предшественников пеноматериала и газообразования. Вещества-предшественники пеноматериала представляют собой два или более компонентов, которые полимеризуются для формирования пенополимера. Само вещество-предшественник пеноматериала может представлять собой полимер. Вещества-предшественники пеноматериала выбирают в соответствии с конечным желательным пенополимером. Например, полиол и изоцианат представляют собой пригодные вещества-предшественники для получения пенополиуретана.
Перед нанесением или одновременно с нанесением вещество-предшественник или вещества-предшественники пенополимера должны быть соединены с остальными компонентами пенополимера. Получающаяся в результате смесь может быть названа «вспениваемой композицией». В некоторых вспениваемых композициях полимеризация может начинаться по существу немедленно при смешивании.
Система на основе кремнийорганического пеноматериала может быть использована для более мягких и более упругих отделочных материалов кромок. Кроме того, слой кремнийорганического пеноматериала может хорошо прилипать к краям минераловатных панелей, при этом происходит явное смачивание поверхности и, таким образом, создание слоя на поверхности. Кроме того, кремнийорганический пеноматериал может быть предпочтительным для минимизации толщины слоя пеноматериала, а именно в случаях, когда желательно получить особенно тонкий слой пеноматериала.
Система на основе эпоксидного пеноматериала может быть предпочтительной, когда требуется очень твердая поверхность для кромки панели. Слой эпоксидного пеноматериала может иметь более низкую пористость, чем слой пенополиуретана. Кроме того, слой эпоксидного пеноматериала может обеспечить получение высокопрочных кромок панели. Кроме того, система на основе эпоксидного пеноматериала может обеспечить очень хорошее скрепление с панелью, поскольку она может обладать способностью к почти полному проникновению в минераловатные панели и впитыванию в минеральной вате.
Предпочтительными вспениваемыми композициями являются те, которые способны обеспечить получение пенополиуретанов. Пенополиуретаны могут иметь преимущества, в частности, по сравнению с кремнийорганическим и эпоксидным пеноматериалами, упомянутыми выше. Например, пенополиуретаны можно легче покрыть слоем краски (например, по сравнению с кремнийорганическими пеноматериалами). Пенополиуретаны, как правило, легко поддаются фрезерованию (например, по сравнению с эпоксидными пеноматериалами).
Пенополиуретаны получают реакцией полиола с изоцианатом часто в присутствии вспенивателя. Следовательно вещества-предшественники пенополимера, предназначенные для получения пенополиуретана, содержат полиол и изоцианат.
Изоцианат может быть выбран, например, из метилен-полиметиленполифенолизоцианатов (PMDI), метилендифенилдиизоцианата (MDI), толуолдиизоцианата (TDI), гексаметилендиизоцианата (HDI) и изофорондиизоцианата (IPDI).
Вспениватель может потребоваться для вспенивания вспениваемой композиции. Вспениватель может представлять собой химический вспениватель или физический вспениватель. Вспениватель может представлять собой компонент вспениваемой композиции.
Подходящие вспениватели включают воду, CO2 и азот, и циклогексан.
В случае полиуретанового пенополимера вспениватель может представлять собой воду. Вода служит в качестве химического вспенивателя, при этом она вступает в реакцию с изоцианатом для образования CO2, который служит в качестве вспенивающего газа.
В альтернативном варианте пенополимер может представлять собой пенополиизоцианурат, вспененный пенополистирол или экструдированный пенополистирол.
В альтернативном варианте вспениваемая композиция может образовывать пенофенопласт, но это менее предпочтительно. Пенофенопласты образуются в результате реакции между фенолом и альдегидом (то есть, веществами-предшественниками пеноматериала) в присутствии кислоты или щелочи. Поверхностно-активное вещество и вспениватель, как правило, также присутствуют для образования пенополимера.
Вспениваемая композиция может содержать добавки. Пригодные добавки включают антипирены, такие как графитовый порошок, азотосодержащие полимеры и фосфорсодержащие полимеры, поверхностно-активные вещества, которые могут способствовать смешиванию и стабилизации вспениваемой композиции, и пигменты.
Вспениваемая композиция может содержать растворитель.
Вспениваемая композиция может содержать катализатор. Пригодные катализаторы включают кислоты и щелочи. В альтернативном варианте ультрафиолетовое излучение может быть использовано для катализа полимеризации веществ-предшественников пенополимера. В альтернативном варианте полимеризация может происходить при отсутствии потребности в катализаторах.
Вспениваемая композиция предпочтительно не содержит наполнителя.
Помимо включения вспенивателя или в качестве альтернативы включению вспенивателя одно или оба из веществ-предшественников пенополимера могут быть механически перемешаны так, что они аэрируются перед включением во вспениваемую композицию. Другими словами, одно или оба из веществ-предшественников пенополимера могут уже иметь структуру, подобную пене. Применение аэрированного вещества-предшественника пенополимера может обеспечить уменьшение или устранение потребности в тщательном сбалансировании реакций полимеризации и газообразования, которое в противном случае необходимо для образования пенополимера.
Компоненты вспениваемой композиции предпочтительно смешивают перед нанесением на малую грань панели. Однако, как правило, их не смешивают задолго до нанесения, поскольку образование пены и отверждение часто начинаются, как только компоненты входят в контакт друг с другом. Предпочтительно одно устройство используется для смешивания и нанесения. Нанесение предпочтительно происходит сразу же после смешивания. Композиция, наносимая на малую грань, может уже подвергнуться значительному вспениванию и даже некоторому отверждению, но не является полностью отвержденной при нанесении.
Нанесение вспениваемой композиции на панель
Вспениваемая композиция может быть нанесена на одну или более из малых граней панели посредством использования любого подходящего способа, например, путем эжекции или нанесения посредством сопла или путем распределения по краевым поверхностям при использовании ножа или посредством использования пневматического нанесения или распределения. Сопло является предпочтительным, поскольку оно облегчает регулирование скорости эжекции и даже нанесения вспениваемой композиции.
Вспениваемая композиция может частично или полностью проникать в MMVF или цементно-фибролитовый материал, так что, если смотреть в сечении, будет отсутствовать ясно выраженная плоскость, где заканчивается панель и начинается пеноматериал. Таким образом, «слой отвержденного пенополимера» может представлять собой слой, полностью или частично впитанный в MMVF-панель или цементно-фибролитовую панель на поверхности малой грани.
В обычном случае, когда панель является прямоугольной и имеет прямоугольные основные грани и четыре малые грани, вспениваемая композиция может быть нанесена на одну или более из малых граней MMVF-панели. Ее предпочтительно наносят на каждую из малых граней.
Вспениваемая композиция может быть нанесена на всю малую (или каждую малую) грань или на часть малой (или каждой малой) грани. Слой пенополимера может продолжаться от первой до второй основной грани и, следовательно, покрывать всю поверхность соответствующей малой грани, что может обеспечить улучшенные механические свойства кромки, такие как повышенная прочность, гибкость и т.д. При улучшенных механических свойствах может существовать возможность уменьшения плотности панели, посредством чего обеспечивается экономия затрат. Однако предпочтительно, чтобы слой пенополимера покрывал только часть ширины соответствующей малой грани или соответствующих малых граней. Слой пенополимера предпочтительно покрывает не более половины ширины соответствующей малой грани, предпочтительно не более четверти ширины малой грани. В этом случае слой пенополимера наносят только на часть малых граней, которая будет видна, когда модифицированные панели будут находиться в заданном положении. Это целесообразно, например, в случае использования модифицированных панелей в качестве потолочных панелей. Это обеспечивает уменьшение количества пенополимера, требуемого для получения однородного внешнего вида поверхности, и минимизацию количества необходимого полимерного материала.
Вспениваемая композиция может быть нанесена с избытком для обеспечения возможности удаления некоторого количества пенополимера во время профилирования. Это может быть особенно предпочтительным, если в слое пенополимера должен быть образован заданный профиль. При удалении избыточного пеноматериала может быть получена очень однородная поверхность, что является основным преимуществом по сравнению с панелями, известными в данной области техники. Профилирование поверхности, например, MMVF-панели затруднено и, как правило, требует наличия панели, имеющей поверхность, которая является относительно прочной и жесткой, чтобы поверхность не была слишком упругой во время профилирования. Это, как правило, обуславливает некоторые минимальные требования к плотности панели, что приводит к увеличению стоимости панели. Кроме того, MMVF-панели, как правило, являются сравнительно неоднородными и могут содержать дефекты, которые могут сильно затруднить получение высококачественной кромки. Следовательно, поверхность с фрезерованным пеноматериалом является значительно более однородной, чем обычная поверхность MMVF.
В случае, когда, по меньшей мере, на одной основной грани панели предусмотрена облицовка из стекловолокна (или других волокон), может быть предпочтительным, чтобы облицовка выступала за край самóй основной грани для получения нависающего выступа. Он обычно является коротким с длиной, например, до 3 мм. Наличие такой выступающей облицовки может быть предпочтительным вследствие того, что она может предотвратить нежелательное нанесение вспениваемой композиции на часть основной грани и загрязнение основной грани из-за этого. В альтернативном варианте нависающий выступ может быть получен другими способами, например, посредством механической обработки кромки для выполнения канавки или нависающего выступа.
Вспениваемая композиция может быть нанесена посредством сопла, которое устанавливают так, чтобы между плоскостью передней основной грани и соплом имелся угол (α), составляющий от 5° до 30°, предпочтительно от 20° до 30°. Таким образом, сопло будет наклонено в направлении в сторону от малой грани, но немного вниз так, чтобы вспениваемый материал наносился на поверхность малой грани, в то время как передняя поверхность/грань будет защищена от вспениваемого материала нависающим выступом. Такой угол возможен, когда MMVF-панель выполнена с облицовкой из стекловолокна с нависающим выступом на передней основной грани.
В альтернативном варианте вспениваемая композиция может быть нанесена посредством сопла, которое расположено под бóльшим углом, например, под углом (α), составляющим от 60° до 70°, между плоскостью передней основной грани и соплом, то есть, в направлении вниз и немного в сторону малой грани. Такой угол подходит для нанесения вспениваемой композиции при отсутствии какой-либо выступающей облицовки на передней грани и может способствовать предотвращению вытекания или непреднамеренного нанесения вспениваемой композиции на переднюю основную грань.
В дополнительном предпочтительном варианте осуществления вспениваемая композиция может быть нанесена посредством сопла, которое устанавливают так, чтобы имелся угол (α) менее 0° между плоскостью передней основной грани и соплом. Таким образом, сопло наклоняют в направлении в сторону от малой грани, но немного вверх, так что пена будет наноситься на поверхность малой грани, в то время как передняя грань будет защищена от пены нависающим выступом. Такой угол является предпочтительным, когда MMVF-панель выполнена с выступающей облицовкой на передней основной грани, и обеспечивает максимальный охват зоны малой грани, ближайшей к нависающему выступу. Предпочтительные углы (α) находятся в диапазоне от 0° до -30°, предпочтительно от -10° до -20°.
Вспениваемая композиция увеличивается в объеме во время и/или после ее нанесения для образования вспененной композиции. Увеличение в объеме (также известное как «вспенивание») происходит вследствие реакции между компонентами пенополимера и/или вследствие наличия вспенивателя.
В альтернативном варианте может быть обеспечена возможность вспенивания вспениваемой композиции перед нанесением на малую грань MMVF-панели.
В особенно предпочтительном способе малую грань панели фрезеруют, но не до конечной формы профиля малой грани, перед нанесением вспениваемой композиции. Частичное фрезерование может обеспечить получение уступа на MMVF-панели (или цементно-фибролитовой панели).
Вспениваемый материал наносят на данную, частично фрезерованную малую грань в количестве, избыточном по отношению к количеству пеноматериала, которое будет иметься в готовом изделии. После этого пеноматериал отверждается. Во время нанесения вспениваемой композиции основные грани панели являются по существу горизонтальными и малые грани панели являются по существу вертикальными. Уступ предпочтительно проходит от нижней части малой грани, на которую наносят вспениваемую композицию. Это является предпочтительным, поскольку уступ предотвращает капанье вспениваемой композиции, что, в свою очередь, предотвращает непроизводительный расход вспениваемой композиции и предотвращает загрязнение оборудования непроизводительно израсходованной пеной.
Верхняя основная грань в данном способе может быть выполнена с выступающей облицовкой из ваточного холста, такого как ваточный холст из стекловолокна. В этом случае вспениваемую композицию наносят между уступом и нависающим выступом облицовки из ваточного холста. Данный нависающий выступ на верхней основной грани может предотвратить просачивание вспениваемой композиции на верхнюю основную грань.
Если не предусмотрено никакого нависающего выступа облицовки из ваточного холста, вспениваемая композиция может быть нанесена под углом при наклоне вниз, чтобы способствовать предотвращению загрязнения верхней основной грани вспениваемой композицией.
После отверждения вспениваемой композиции отвержденный пеноматериал и малую грань панели фрезеруют вместе на одной операции для получения конечного профиля.
В альтернативном варианте вспениваемая композиция может быть нанесена на малую грань, которая уже была подвергнута фрезерованию до ее конечной формы. Соответственно, во время нанесения вспениваемой композиции панель устанавливают так, чтобы основные грани были по существу горизонтальными и малые грани были по существу вертикальными. Данный способ имеет преимущество, заключающееся в том, что требуется профрезеровать панель только один раз.
Кроме того, нижняя основная грань может быть выполнена с выступающей облицовкой для предотвращения капанья вспениваемой композиции. Верхняя основная грань может быть выполнена с выступающей облицовкой для предотвращения просачивания вспениваемой композиции на верхнюю основную грань.
Облицовка может предпочтительно содержать нетканый материал из стекловолокна.
Профилирование и отверждение вспениваемой композиции
В способе по изобретению предпочтительно обеспечить распределение слоя пенополимера или придание определенной формы слою пенополимера после нанесения на малую грань. Это позволяет создать поверхность, виртуально свободную от дефектов, и в некоторых случаях слою пенополимера даже может быть придан определенный профиль.
Перед тем, как вспениваемая композиция достигнет ее точки гелеобразования, профилирование может выполняться, например, посредством ролика, скребка, слабого давления воздуха или ограничительных элементов в форме. Точка гелеобразования достигается, когда вспениваемая композиция становится нелипкой. Профилирование до достижения точки гелеобразования позволяет использовать способы, требующие меньшего расхода энергии, с соответствующими положительными экологическими эффектами.
В качестве альтернативы или дополнения пеноматериал может быть подвергнут профилированию после точки гелеобразования, то есть тогда, когда пеноматериал полностью или частично отвержден. В этом случае может быть использован любой соответствующий способ механообработки, например, фрезерование, резка, пиление, пескоструйная обработка. Фрезерование является предпочтительным. Профилирование после отверждения может создать возможность более точного контроля формы профиля малой грани и, следовательно, может привести к более точно профилированному конечному изделию. Профилирование после отверждения может также создать возможность обеспечения лучше отрегулированной плотности пеноматериала.
Требуется отверждение вспениваемой композиции перед тем, как модифицированная MMVF-панель будет пригодна для использования, например, в качестве панели подвесного потолка. Отверждение может выполняться или перед профилированием, или после профилирования. Отверждение пенополимера включает сшивание компонентов и в альтернативном варианте испарение любых растворителей, чтобы оставить только твердый пенополимер. Подразумевается, что в контексте настоящего описания термины «отверждение» и «отвержденный», как правило, относятся к состоянию с сшиванием до такой степени, при которой пеноматериал является нелипким, поскольку возможность механической обработки пеноматериала, как правило, существует тогда, когда он является нелипким. Это часто упоминается как «точка гелеобразования».
Условия, подходящие для отверждения, выбирают в соответствии с компонентами вспениваемой композиции. Для некоторых вспениваемых композиций отверждение может проводиться при температуре внутри помещения. Для других вспениваемых композиций может потребоваться повышенная температура, например, до 50°С. Отверждение до нелипкого состояния требует соответствующего промежутка времени (времени достижения нелипкого состояния), например, от 0,5 до 2 минут, в то время как полное отверждение (что означает, что не будет происходить никакого дальнейшего отверждения), как правило, занимает, по меньшей мере, 10 мин и часто более 30 мин и вплоть до часов или дней.
Профилирование обычных панелей может быть выполнено, например, посредством фрезерования для создания профилированной малой грани или краевой поверхности. В соответствии с изобретением это может быть выполнено перед нанесением вспениваемой композиции.
Однако в изобретении может быть целесообразно и часто предпочтительно, чтобы элемент профиля края был выполнен на любой части малой грани панели, которая не закрыта пенополимером, после нанесения слоя пенополимера и предпочтительно в качестве части того же этапа, на котором выполняется профилирование слоя пенополимера. Это позволяет минимизировать число различных этапов, требуемых в способе.
Подробное описание чертежей
На чертежах используются следующие ссылочные позиции:
Схематическое изображение типовой MMVF-панели (1) показано на фиг.1. MMVF-панель содержит две по существу параллельные плоские основные грани/поверхности (2) и, по меньшей мере, одну малую грань/поверхность (3), проходящую между основными гранями (2) и по существу перпендикулярно им. MMVF-панель (1) имеет толщину (4), ширину (5) и длину (6).
Кромки MMVF-панелей могут иметь дефекты кромок. Схематическое изображение части малой грани (3) MMVF-панели (1) показано на фиг.2а. Полученная резкой кромка малой грани (3) содержит дефекты, которые нежелательны с эстетической точки зрения и иногда также в плане прочности.
Фиг.2b показывает, как слой (7) пенополимера, нанесенный на малую грань (3) в виде вспениваемой композиции, которая впоследствии отверждается, может компенсировать эти дефекты. Слой (7) пенополимера может иметь однородную плоскую поверхность (8) и при этом скрывать дефекты образованной резкой кромки MMVF-панели на малой грани (3).
Дополнительное преимущество слоя (7) пенополимера состоит в том, что могут быть получены детализированные профили кромок. Пример кромки MMVF-панели с профилированным слоем (9) пенополимера показан на фиг.2с.
Способ согласно изобретению может быть оптимизирован для минимизации количества отходов материалов. Вспениваемые композиции могут иметь вязкость, которая является недостаточно высокой для предотвращения капания перед вспениванием и отверждением, но в этом случае недостатки могут быть минимизированы.
Фиг.3 показывает схематическое изображение MMVF-панели, содержащей облицовку (10) из стекловолокна на первой основной грани (12). Вторая основная грань (13) выполнена без такой облицовки, поскольку при нормальном использовании вторая основная грань (13) таких MMVF-панелей не видна. Аналогичным образом, малая грань (3) не выполнена с облицовкой из стекловолокна.
Облицовка (3) из стекловолокна может быть выполнена таким образом, что имеется нависающий выступ (11) из стекловолокнистого материала, выступающий за конец передней основной грани (12). Нависающий выступ может предотвратить растекание нанесенной вспениваемой композиции на передней основной грани. Это является предпочтительным, поскольку любой пеноматериал, который случайно окажется на передней основной грани, должен быть удален.
Пример способа нанесения вспениваемой композиции на малую грань (3) показан на фиг.5. Вспениваемую композицию подают через сопло (14) и экструдируют на малую грань (3) рядом с краем, общим с передней основной гранью (12).
Угол (α) между соплом (14) и плоскостью передней основной грани (12) может зависеть от того, выполнен ли нависающий выступ (11) облицовки (10) из стекловолокна или нет. Когда не предусмотрено никакого нависающего выступа (11), угол (α), составляющий от 60° до 70°, может быть подходящим. Когда выполнен нависающий выступ (11), может быть подходящим меньший угол (α), составляющий от 20° до 30°. Когда важно обеспечить полный охват зоны малой грани, расположенной непосредственно под выступающей облицовкой (10), сопло может иметь наклон вверх, так что угол (α) находится в диапазоне от 0° до -30°, предпочтительно от -10° до -20°. А именно, угол (α) измеряют ниже горизонтали.
Фиг.6А-D показывают схематические изображения сечения панели (1) на различных этапах нанесения слоя (7) пенополимера на часть малой грани (3) панели (1). Панель (1) выполнена с облицовкой (10) из ваточного холста, закрепленной на основной грани (2) и покрывающей основную грань (2), например, с облицовкой из стекловолокнистого ваточного холста.
Фиг.6А показывает панель (1) с облицовкой (10) из ваточного холста перед какими-либо изменениями поверхности на малой грани (3).
На фиг.6В малая грань (3) панели (1) была подвергнута фрезерованию или шлифованию с конфигурацией, которая включает в себя уступ (15). Облицовка (10) из ваточного холста оставлена с нависающим выступом (11).
Вспениваемую композицию наносят на малую грань (3) между нависающим выступом (11) из ваточного холста и уступом (15), как показано на фиг.6С. Вспениваемая композиция может отверждаться до пеноматериала (7). Нависающий выступ (11) предотвращает просачивание пены на основную грань (2), и уступ (15) предотвращает капанье вспениваемой композиции вниз перед отверждением. В данном примере облицовка (10) из ваточного холста обращена вверх во время нанесения вспениваемой композиции.
После отверждения пеноматериал (7) может быть подвергнут фрезерованию или шлифованию для образования заданного профиля кромки. Во время нанесения и отверждения существует возможность того, что некоторая часть вспениваемой композиции или вся вспениваемая композиция может просачиваться в материал панели (1), например, в MMVF в случае использования данного материала для панели (1). Таким образом, могут существовать внутренняя часть (16b) пеноматериала и/или наружная часть (16а) пеноматериала.
Уступ (15) может быть удален посредством фрезерования, шлифования или другого подходящего средства механической обработки, если нежелательно его наличие на конечном профиле кромки панели (1). Это может быть выполнено на том же этапе, на котором происходит удаление избыточного вспененного материала, или на отдельном этапе.
Фиг.6Е показывает увеличенный вид внутренней (16b) и наружной (16а) частей слоя пеноматериала в случае, в котором пеноматериал частично проникает в панель.
Изобретение относится к области получения отделочных потолочных панелей. Предложены панель и способ изготовления панели. Панель содержит слой отвержденного пенополимера, который образован посредством нанесения вспениваемой композиции на краевую поверхность панели и последующего профилирования и отверждения. Панель содержит искусственные стекловидные волокна или цементно-фибролитовый материал. Изобретение обеспечивает создание панели, лишенной дефекта краевой поверхности. 4 н. и 17 з.п. ф-лы, 6 ил.
1. Способ изготовления модифицированной панели, включающий:
выполнение панели, которая имеет первую основную грань, которая противоположна второй основной грани, и, по меньшей мере, одну малую грань, проходящую между основными гранями;
получение вспениваемой композиции;
нанесение вспениваемой композиции на малую грань панели и отверждение нанесенной вспениваемой композиции, посредством чего образуется слой отвержденного пенополимера,
при этом панель выбрана из группы, состоящей из панели из искусственных стекловидных волокон (MMVF-панели) и цементно-фибролитовой панели.
2. Способ по п.1, в котором панель представляет собой панель из искусственных стекловидных волокон (MMVF-панель).
3. Способ по п.1 или 2, в котором панель представляет собой панель для подвесного потолка.
4. Способ по любому предшествующему пункту, в котором малая грань выполнена с неплоским профилем перед нанесением вспениваемой композиции.
5. Способ по п.4, в котором во время нанесения вспениваемой композиции панель размещают так, чтобы основные грани были по существу горизонтальными и данная, по меньшей мере, одна малая грань была по существу вертикальной, и на малой грани фрезеруют уступ, при этом уступ расположен в нижней части малой грани, и вспениваемую композицию наносят на малую грань над уступом.
6. Способ по любому предшествующему пункту, дополнительно включающий профилирование вспениваемой композиции.
7. Способ по любому предшествующему пункту, дополнительно включающий профилирование отвержденного пенополимера.
8. Способ по п.7, в котором профилирование осуществляют посредством фрезерования.
9. Способ по п.7, в котором участок кромки подвергают профилированию на малой грани панели одновременно с профилированием отвержденного пенополимера.
10. Способ по любому предшествующему пункту, в котором MMVF-панель содержит облицовку из стекловолокна на первой основной грани.
11. Способ по п.10, в котором облицовка из стекловолокна выступает за переднюю основную грань на длину в диапазоне от 0,5 мм до 5 мм, предпочтительно от 1 мм до 3 мм.
12. Модифицированная панель для подвесного потолка, представляющая собой панель из искусственных стекловидных волокон (MMVF-панель) или цементно-фибролитовую панель, которая имеет первую основную грань, противоположную второй основной грани, и, по меньшей мере, одну малую грань, проходящую между основными гранями, содержащая слой пенополимера, подвергнутого фрезерованию, на малой грани.
13. Модифицированная панель по п.12, в которой пенополимер, подвергнутый фрезерованию, представляет собой пенополиуретан, кремнийорганический пеноматериал или эпоксидный пеноматериал, предпочтительно пенополиуретан.
14. Модифицированная панель по п.12 или 13, в которой пенополимер, подвергнутый фрезерованию, представляет собой химически отвержденный пеноматериал.
15. Модифицированная панель по любому из пп.12-14, в которой слой пенополимера, подвергнутого фрезерованию, покрывает не более половины ширины малой грани, предпочтительно не более четверти ширины малой грани.
16. Модифицированная панель по любому из пп.12-15, при этом панель имеет толщину 10-100 мм, ширину 300-1200 мм и длину 600-1200 мм.
17. Модифицированная панель по любому из пп.12-16, при этом панель содержит скрепленные искусственные стекловидные волокна (MMVF).
18. Модифицированная панель по п.17, при этом панель имеет плотность в диапазоне от 70 до 150 кг/м3, предпочтительно 90-120 кг/м3.
19. Модифицированная панель по любому из пп.12-18, содержащая облицовку из стекловолокна на, по меньшей мере, одной из двух основных граней.
20. Применение модифицированной панели по любому из пп.12-19 или модифицированной панели, изготовленной в соответствии со способом по любому из пп.1-11, в качестве потолочной панели.
21. Подвесной потолок, образованный из упорядоченной совокупности модифицированных панелей по любому из пп.12-19 или упорядоченной совокупности модифицированных панелей, изготовленных в соответствии со способом по любому из пп.1-11.
| WO 2014102713 A1, 03.07.2014 | |||
| US 3908059 A, 23.09.1975 | |||
| WO 2014111552 A1, 24.07.2014 | |||
| Затвор для люков товарных вагонов | 1928 |
|
SU12763A1 |

