Изобретение относится к способу получения пенопластовых частиц из термопластичных эластомеров с полиамидными сегментами посредством реализуемой в суспензии пропитки вспенивающим агентом, а также к пенопластовым частицам, которые могут быть получены указанным способом.
В международной заявке WO 2011/134996 описаны вспениваемые полиамидные грануляты и их получение посредством экструзии содержащего вспенивающий агент полимерного расплава и подводного гранулирования. Содержащие вспенивающий агент грануляты можно вспенивать на установке для предварительного вспенивания, получая пенопластовые частицы, которые затем можно сваривать на автоматическом устройстве для производства формованных изделий, получая материалы из пенопластовых частиц, отличающиеся высокой температурой длительного применения и устойчивостью к растворителям.
В международной заявке WO 2006/045513 описаны сшитые пенопластовые пленки или листы с замкнутыми ячейками из сополимеров с полиэфирными и полиамидными блоками, которые могут быть получены посредством вспенивания содержащих вспенивающий агент сшитых полимерных пленок или листов в автоматическом устройстве для производства формованных изделий или в автоклаве.
В международных заявках WO 2016/030026 и WO 2016/030333 описаны способы получения вспененных полимерных частиц на основе полиамидов, например, полиэфирблокамидов, посредством пропитки полимерного расплава вспенивающим агентом и дросселирования через сопло, причем полимер включает агент удлинения цепей, например, содержащий эпоксидные группы сополимер стирола с акрилатом.
В международной заявке WO 2014/198779 описан способ получения вспененных гранулятов из термопластичных эластомеров с высоким разрывным удлинением посредством гранулирования полимерного расплава, насыщенного диоксидом углерода или азотом. В качестве термопластичных эластомеров, в частности, используют полиэфирсополиамиды с эластичными полиэфирными и кристаллическими полиамидными структурными единицами. Получаемые указанным способом пенопластовые частицы часто характеризуются слишком высокой насыпной плотностью.
В японской заявке на патент JP-A 60-042432 описаны пенопластовые частицы из сшитых блок-сополимеров с кристаллическими полиамидными сегментами и полиэфирными сегментами, предназначенные для полученияия эластичных пенопластовых формованных изделий. Получаемые указанным способом пенопластовые частицы также характеризуются слишком высокой насыпной плотностью.
Способ получения вспененных пенопластовых частиц (ЕРР) из полипропилена или биодеструктируемых сложных полиэфиров посредством пропитки вспенивающим агентом в суспензии известен, например, из европейской заявки на патент ЕР 2 336 225 А1 или из международной заявки WO 2015/052019.
В международной заявке WO 2015/052265 описан способ получения вспененных частиц термопластичного эластомера с замкнутыми ячейками, сплошной наружной поверхностью, низкой плотностью и равномерным распределение пор посредством пропитки газообразным диоксидом углерода или азотом в используемом в качестве реактора автоклаве. Указанный способ требует использования чрезвычайно высоких давлений, а так-же длительной пропитки, и не может быть экономично реализован в промышленном масштабе.
В основу настоящего изобретения была положена задача предложить способ получения пенопластовых частиц с низкой насыпной плотностью из термопластичных эластомеров с полиамидными сегментами, причем пенопластовые частицы должны быть пригодны для переработки в эластичные пенопластовые формованные изделия с высокой способностью к упругому последействию.
Указанная задача согласно изобретению решается с помощью способа получения пенопластовых частиц из термопластичных эластомеров с полиамидными сегментами, который включает следующие стадии:
(a) получение суспензии гранулята термопластичного эластомера в суспензионной среде,
(b) добавление вспенивающего агента,
(c) пропитку гранулятов вспенивающим агентом посредством нагревания суспензии в резервуаре высокого давления до температуры пропитки (IMT) при давлении пропитки (IMP), (d) декомпрессию суспензии посредством опорожнения резервуара высокого давления посредством расширительного устройства и обработку полученных пенопластовых частиц.
В качестве термопластичных эластомеров предпочтительно используют термопластичные полиамидные эластомеры (ТРА), гибкие сегменты которых содержат простые эфирные связи (ТРА-ЕТ), сложные эфирные связи (TPA-ES) или сочетания простых и сложных эфирных связей (ТРА-ЕЕ), причем особенно предпочтительно используют полиэфирблокамиды (РЕВА).
Содержание азота в термопластичном эластомере предпочтительно составляет от 0,5 до 7,5% масс, особенно предпочтительно от 1 до 5% масс. Содержание азота может быть определено посредством элементного анализа. На основании содержания азота может быть вычислена доля полиамидных блоков, а, следовательно, доля жестких сегментов.
Термопластичные эластомеры на стадии (а), как правило, используют в виде гранулятов. Предпочтительно используют грануляты с частицами цилиндрической, эллипсоидальной или сферической формы, средний диаметр которых составляет от 0,2 до 10 мм, в частности, от 0,5 до 5 мм. В случае частиц цилиндрической или эллипсоидальной формы диаметром считается наиболее протяженный размер частицы.
Отдельные частицы гранулята, как правило, обладают средней массой в диапазоне от 1 до 50 мг, предпочтительно от 5 до 25 мг. Средняя масса гранулята (масса частиц) является средним арифметическим из результатов трехкратного взвешивания десяти соответствующих частиц. Гранулят, предпочтительно состоящий из подобных цилиндрических или круглых частиц, может быть получен любым известным специалистам методом компаундирования с последующим гранулированием, реализуемым в виде холодной или горячей резки. Гранулят может быть получен, например, в двухчервячном экструдере посредством компаундирования при необходимости совместно с другими добавками, последующего выдавливания из экструдера, при необходимости выполняемого охлаждения и гранулирования. Соответствующие методы описаны, например, в справочнике Kunst-stoff Taschenbuch, издательство Hauser, 28-е издание, 2001.
Помимо термопластичных эластомеров грануляты при необходимости могут содержать также обычные добавки, в частности, антиоксиданты, стабилизаторы, огнезащитные средства, воска, наполнители, пигменты и красители. Для создания пористой структуры предпочтительно используют добавки для формирования мелкоячеистого пенопласта, в частности, тальк, парафины, воска, сажу, графит, пирогенные кремниевые кислоты, природные или синтетические цеолиты или бентониты. Подобные добавки, как правило, используют в количествах от 0,01 до 5% масс, в пересчете на гранулят.
Гранулят суспендируют в пригодной суспензионной среде, например, в воде, полярных органических растворителях, таких как спирты и кетоны, или их смесях. В качестве суспензионной среды, как правило, используют воду.
Количество суспензионной среды, как правило, выбирают таким образом, чтобы соотношение фаз, то есть массовое отношение гранулята к суспензионной среде, находилось в диапазоне от 0,2:1 до 0,9:1.
Для равномерного распределения гранулята в суспензионной среде, как правило, добавляют суспендирующие агенты. Пригодными суспендирующими агентами являются нерастворимые в воде неорганические стабилизаторы, в частности, трикальцийфосфат, пирофосфат магния, карбонаты металлов, например, карбонат кальция, а также поливиниловый спирт и ионные или неионные поверхностно-активные вещества. Суспендирующие агенты обычно используют в количествах от 0,01 до 5% масс.
На стадии (b) добавляют вспенивающий агент. В качестве вспенивающего агента, как правило, используют летучие вещества с температурой кипения при нормальном давлении в интервале от -10 до 125°С или газы, например, диоксид углерода или азот. Выбор типа и количества вспенивающего агента позволяет воздействовать на насыпную плотность, пористую структуру и кристалличность полимерной матрицы. В качестве вспенивающего агента предпочтительно используют углеводороды с 3-6 атомами углерода, в частности, н-бутан и изобутан, диоксид углерода, азот или их смеси. В качестве вспенивающего агента особенно предпочтительно используют бутан. Вспенивающие агенты, как правило, используют в количествах от 1 до 50% масс, в пересчете на гранулят.
Азот можно подавать также в качестве совместного вспенивающего агента при начальной температуре ниже первого пика плавления термопластичного эластомера на термограмме дифференциальной сканирующей калориметрии, например, в диапазоне от 30 до 75°С, посредством нагнетания и повышения внутреннего давления в пропиточном реакторе на величину, составляющую от 200 до 3000 кПа.
Пропитку на стадии (с) предпочтительно осуществляют при температуре пропитки (IMT) от 80 до 180°С. Для этого суспензию, как правило, нагревают предпочтительно со скоростью 2°С/мин или выше до температуры пропитки (IMT) и при необходимости выдерживают при этой температуре, соответственно в температурном интервале от температуры, которая на 2°С выше IMT, до температуры, которая до 5°С ниже IMT, в течение промежутка времени, составляющего от 2 до 100 минут (времени выдержки HZ).
В зависимости от типа и количества вспенивающего агента, а также от температуры газа, соответственно его подачи, в закрытом резервуаре высокого давления устанавливается определенное давление (давление пропитки IMP). Пропитку гранулята на стадии (с) предпочтительно осуществляют при абсолютных значениях давления пропитки IMP в диапазоне от 150 до 5500 кПа, особенно предпочтительно от 500 до 4000 кПа.
В предпочтительном варианте на стадии (с) при температуре суспензии от 30 до 75°С в резервуар высокого давления подают азот и устанавливают давление пропитки (IMP).
Полученный на стадии (с) содержащий вспенивающий агент гранулят вследствие реализуемой на последующей стадии (d) декомпрессии вспенивается с образованием пенопластовых частиц. Декомпрессию суспензии на стадии (d), как правило, осуществляют посредством опорожнения резервуара высокого давления в расширительный резервуар через открытую запорную арматуру. В качестве запорной арматуры можно использовать клапан, шиберный затвор, кран или заслонку, причем предпочтительно используют шаровые краны.
При опорожнении резервуара высокого давления декомпрессию суспензии можно осуществлять непосредственно до атмосферного давления (1013 Па) или в промежуточный резервуар с избыточным давлением от 100 до 1000 кПа. Может быть предпочтительным также вариант, согласно которому давление в резервуаре высокого давления (выходное давление) в процессе декомпрессии поддерживают на постоянном уровне посредством дополнительного нагнетания азота, или за несколько секунд до декомпрессии давление посредством нагнетания азота дополнительно повышают до выходного давления, составляющего 6000 кПа, предпочтительно от 3000 до 4000 кПа. Повышение выходного давления позволяет формировать пенопластовые частицы, которые обладают более низкой насыпной плотностью и более узким распределением по размерам.
Суспензию на стадии (d) после расширительного устройства предпочтительно приводят в контакт с жидким охлаждающим агентом. Подобную технологическую операцию, описанную в европейской заявке на патент ЕР-А 2 336 225 и называемую также закалкой, реализуют, например, при получении вспениваемого полипропилена (ЕРР). Расход закалочной воды в соответствии с предлагаемым в настоящем изобретении способом предпочтительно выбирают таким образом, чтобы отношение массы закалочной воды к массе суспензионной среды находилось в интервале от 0,5:1 до 2,0:1.
На стадии обработки из полученных пенопластовых частиц при необходимости можно удалять прилипшие к ним используемые суспендирующие агенты. Затем пенопластовые частицы промывают, отделяют от жидкой фазы посредством фильтрования или центрифугирования и сушат.
Пенопластовые частицы из термопластичных эластомеров с полиамидными сегментами, которые могут быть получены предлагаемым в изобретении способом, предпочтительно обладают насыпной плотностью в диапазоне от 20 до 250 кг/м3, особенно предпочтительно от 35 до 150 кг/м3, еще более предпочтительно от 40 до 120 кг/м3.
Вспененные пенопластовые частицы, как правило, обладают по меньшей мере приблизительной сферической формой. Точная геометрическая форма, соответственно диаметр указанных частиц, зависят от выбранных геометрически параметров и массы частиц исходного гранулята, а также от достигнутой насыпной плотности.
Полученные согласно изобретению вспененные пенопластовые частицы преимущественно содержат замкнутые поры, объемную долю которых определяют согласно стандарту DIN EN ISO 4590 от 01.08.2003, причем указанные частицы в общем случае характеризуются плотностью пор (количеством пор на единицу поверхности) в диапазоне от 1 до 750 пор/мм2, предпочтительно от 2 до 500 пор/мм2, в частности, от 5 до 200 пор/мм2, особенно предпочтительно от 10 до 100 пор/мм2.
Для оценки кристаллической структуры вспененные пенопластовые частицы можно исследовать методом диффференциальной сканирующей калориметрии (ДСК) согласно стандарту ISO 11357-3 (немецкая версия от 01.04.2013). Для этого от 3 до 5 мг пенопластовых частиц нагревают, повышая температуру с 20 до 200°С со скоростью 20°С/мин (1-й цикл нагревания), и определяют результирующий тепловой поток. В зависимости от типа используемых термопластичных эластомеров при осуществлении 1-го цикла нагревания методом ДСК удается детектировать соответственно два эндотермических пика.
Пенопластовые частицы можно сваривать посредством водяного пара, получая пенопластовые формованные изделия с пониженной плотностью. Плотность соответствующих формованных изделий предпочтительно составляет от 70 до 300 кг/м3, особенно предпочтительно от 80 до 200 кг/м3.
При этом в зависимости от типа и содержания мягкой фазы в используемых термопластичных полиамидных эластомерах неожиданно предоставляется возможность использования водяного пара с низким избыточным давлением, составляющим менее 250 кПа, в частности, от 80 до 150 кПа.
Механические свойства пенопластовых формованных изделий, изготавливаемых посредством сваривания пенопластовых частиц, которые, в свою очередь, могут быть получены предлагаемым в изобретении способом, также, как правило, зависят от исходных термопластичных полиамидных эластомеров и, кроме того, от метода заполнения прессформ, используемого для получения формованных изделий.
Пенопластовые формованные изделия неожиданно отличаются высокой эластичностью и силой упругости в широком диапазоне значений твердости исходных термопластичных полиамидных эластомеров (твердости по Шору А). Эластичность указанных изделий по отскоку шарика, измеренная согласно стандарту DIN EN ISO 8307:2007 (DIN EN ISO 8307:2008-03), во всех случаях составляет по меньшей мере 55%.
Приведенные ниже примеры служат для более подробного пояснения настоящего изобретения и не ограничивают его объема.
Примеры
Методы испытания
Для характеристики используемых исходных материалов, а также результирующих пенопластовых частиц, соответственно формованных изделий, используют, в частности, следующие методы испытания, соответственно параметры.
Определение температуры плавления методом ДСК
Температуру плавления определяют согласно стандарту ISO 11357-3 (немецкая редакция от 01.04.2013) с помощью калориметра DSC Q100 фирмы ТА Instruments. Для этого от 3 до 5 мг исходных или других используемых согласно изобретению термопластичных эластомеров в виде соответствующего гранулята нагревают, повышая температуру с 20 до 200°С со скоростью 20°С/мин (1-й цикл нагревания), затем охлаждают до 20°С со скоростью 10°С/мин и после этого вновь нагревают со скоростью 10°С/мин (2-й цикл нагревания). В качестве точки плавления указывают температуру, соответствующую максимуму пика, детектируемого при реализации 2-го цикла нагревания.
Оценка кристаллической структуры методом ДСК
Для оценки кристаллической структуры компактного термопластичного эластомера, соответственно вспененных пенопластовых частиц, соответствующий образец массой от 3 до 5 мг нагревают, повышая температуру с 20 до 200°С со скоростью 20°С/мин, и определяют результирующий тепловой поток.
Насыпная плотность SD
Насыпную плотность пенопластовых частиц определяют в соответствии со стандартом DIN EN ISO 60:2000-1. Пенопластовые частицы загружают в мерный цилиндр с известным объемом через воронку с заданной геометрической формой, полностью заполняемую пенопластовыми частицами, затем избыток загружаемого в мерный цилиндр сыпучего материала удаляют стержнем с прямыми кромками и посредством взвешивания определяют массу находящегося в мерном цилиндре сыпучего материала.
Высота используемой при этом воронки с углом скоса 35° составляет 40 см, диаметр выходного отверстия воронки составляет 50 мм. Мерный цилиндр обладает внутренним диаметром 188 мм и объемом 10 литров.
Насыпная плотность (SD) является частным от деления массы сыпучего материала [кг] на 0,01 [м3]. В качестве насыпной плотности указывают среднее значение из результатов трех измерений (в кг/м3).
Степень уплотнения VG
Степень уплотнения (VG) представляет собой отношение плотности формованного изделия (FT-плотности) к насыпной плотности (SD):
VG=FT-плотность [кг/м3] / SD [кг/м3].
Тепловая выдержка
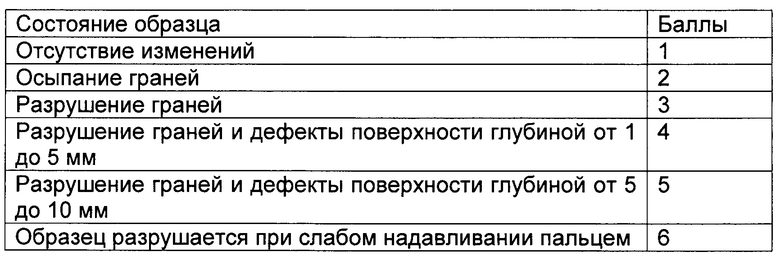
Испытуемые образцы длиной 180 мм, шириной 60 мм и толщиной, соответствующей толщине формованных изделий, помещают в нагретый до соответствующей температуры (110°С) термошкаф и в течение 96 часов выдерживают при этой температуре. Оценку состояния поверхностей / граней испытуемых образцов выполняют следующим образом.
Состояние поверхностей и граней во время тепловой выдержки оценивают по соответствующей шкале каждые 24 часа. Для этой цели осуществляют кратковременное извлечение испытуемого образца из термошкафа.
По завершении тепловой выдержки образцы осторожно извлекают из термошкафа, в течение 24 часов выдерживают в атмосферных условиях при комнатной температуре, а затем с помощью штангенциркуля определяют изменение размеров.
Изменение размеров образца (длины, ширины, высоты) вычисляют по уравнению:

 изменение размеров, %,
изменение размеров, %,
Lo первоначальный размер,
L1 размер после тепловой выдержки.
Термостойкость образцов находится на должном уровне («д.у.») в том случае, если изменение состояния их поверхностей и граней отсутствует, а среднее изменение размеров (длины, ширины и высоты) составляет менее 10%. Термостойкость образцов считается ограниченной, если указанное изменение размеров происходит после тепловой выдержки, осуществляемой при более низких температурах.
Исходные материалы
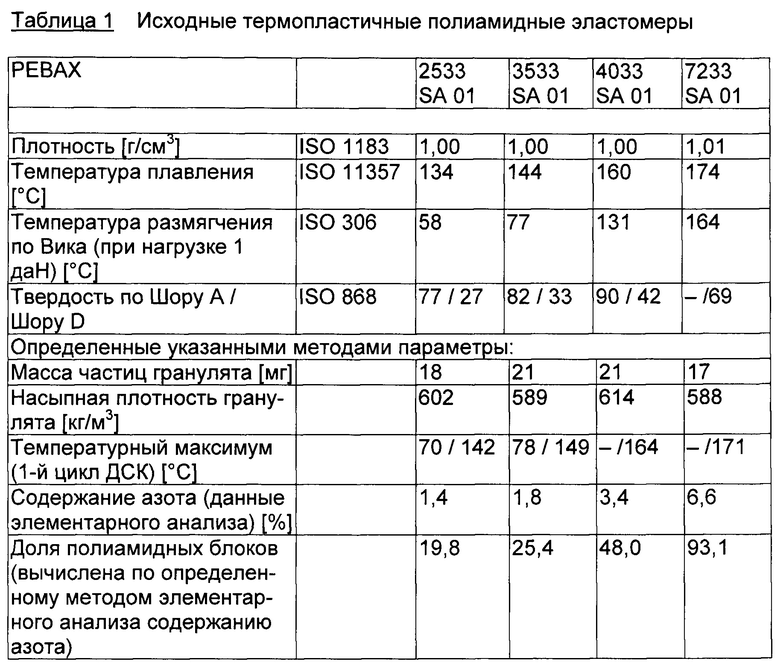
В качестве термопластичного полиамидного эластомера (ТРА) в приведенных ниже примерах используют ТРА-ЕЕ, то есть полиэфирблокамид (РЕВА). Продукты подобного типа под торговым названием РЕВАХ поставляет, например, фирма Arkema Speciality Polyamides. Указанные в таблице 1 продукты состоят из гибких структурных единиц политетрагид-рофурана и кристаллических структурных единиц полиамида (РА-12).
Получение вспененного термопластичного эластомера Общее описание
Используют гранулят с массой частиц около 19 мг, состав которого указан в таблице 1.
Примеры 1-4 и 6-13
Данные примеры выполняют при степени наполнения реактора 80% и соотношении фаз 0,41:1.
При перемешивании нагревают 100 масс.ч. гранулята (соответственно 28,5% масс, в пересчете на совокупную суспензию без вспенивающего агента), 245 масс.ч. воды (соответственно 69,6% масс, в пересчете на совокупную суспензию без вспенивающего агента), 6,7 масс.ч. карбоната кальция (соответственно 1,9% масс, в пересчете на совокупную суспензию без без вспенивающего агента), 0,13 масс.ч. продукта Lutensol AT 25 в качестве поверхностно-активного вещества (соответственно 0,04% масс, в пересчете на совокупную суспензию без вспенивающего агента) и соответствующее количество бутана в качестве вспенивающего агента (в пересчете на количество используемого гранулята). Затем в жидкую фазу при 50°С дополнительно нагнетают азот и устанавливают заданное внутреннее давление (800 кПа). По достижении температуры пропитки (IMT) и при необходимости по истечении времени выдержки (HZ) при установившемся в конце пропитки давлении пропитки (IMP) реализуют декомпрессию суспензии через расширительное устройство. При этом в газовом пространстве устанавливают заданное выходное давление, которое во время декомпрессии поддерживают на постоянном уровне. Струю суспензии после декомпрессии в расширительном устройстве при необходимости можно подвергать охлаждению определенным объемным потоком обладающей определенной температурой воды (водной закалке). В примерах 1-4 и 10 струю суспензии закаливают водой с температурой 25°С, расход которой устанавливают таким образом, чтобы отношение массы закалочной воды к массе суспензионной среды составляло 0,85:1.
После удаления суспендирующих агентов (диспергатора и мыла) и сушки измеряют насыпную плотность (SD) результирующих пенопластовых частиц.
Пример 5
Данный пример выполняют аналогично примерам 1-4. Однако в качестве вспенивающего агента вместо бутана используют 12% масс, диоксида углерода и исключают нагнетание дополнительного азота.
Пример 14
Данный пример выполняют при степени наполнения реактора 70% и соотношении фаз 0,27:1.
При перемешивании нагревают 100 масс.ч. гранулята (соответственно 21,2% масс, в пересчете на совокупную суспензию без вспенивающего агента), 365 масс.ч. воды (соответственно 77,4% масс, в пересчете на совокупную суспензию без вспенивающего агента), 6,7 масс.ч. карбоната кальция (соответственно 1,4% масс, в пересчете на совокупную суспензию без вспенивающего агента), 0,14 масс.ч. продукта Lutensol AT 25 в качестве поверхностно-активного вещества (соответственно 0,03% масс, в пересчете на совокупную суспензию без вспенивающего агента) и соответствующее количество бутана в качестве вспенивающего агента (в пересчете на количество используемого гранулята). Дополнительное нагнетание азота при 50°С исключается. По достижении температуры пропитки (IMT) при установившемся в конце пропитки давлении пропитки (IMP) реализуют декомпрессию суспензии через расширительное устройство. При этом в газовом пространстве устанавливают заданное выходное давление (3700 кПа), которое во время декомпрессии поддерживают на постоянном уровне.
После удаления суспендирующих агентов (диспергатора и мыла) и сушки измеряют насыпную плотность (SD) результирующих пенопластовых частиц.
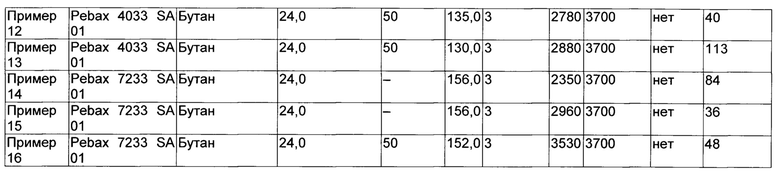
Примеры 15 и 16
Данные примеры выполняют при степени наполнения реактора 80% и соотношении фаз 0,31:1.
При перемешивании нагревают 100 масс.ч. гранулята (соответственно 23,4% масс, в пересчете на совокупную суспензию без вспенивающего агента), 320 масс.ч. воды (соответственно 75,0% масс, в пересчете на совокупную суспензию без вспенивающего агента), 6,7 масс.ч. карбоната кальция (соответственно 1,6% масс, в пересчете на совокупную суспензию без вспенивающего агента), 0,13 масс.ч. продукта Lutensol AT 25 в качестве поверхностно-активного вещества (соответственно 0,03% масс, в пересчете на совокупную суспензию без вспенивающего агента) и соответствующее количество бутана в качестве вспенивающего агента (в пересчете на количество используемого гранулята).
Нагнетание дополнительного азота в примере 15 исключается. В примере 16 в жидкую фаза при 50°С дополнительно нагнетают азот и устанавливают заданное значение внутреннего давления (800 кПа).
В дальнейшем примеры 15 и 16 выполняют аналогично примеру 14.
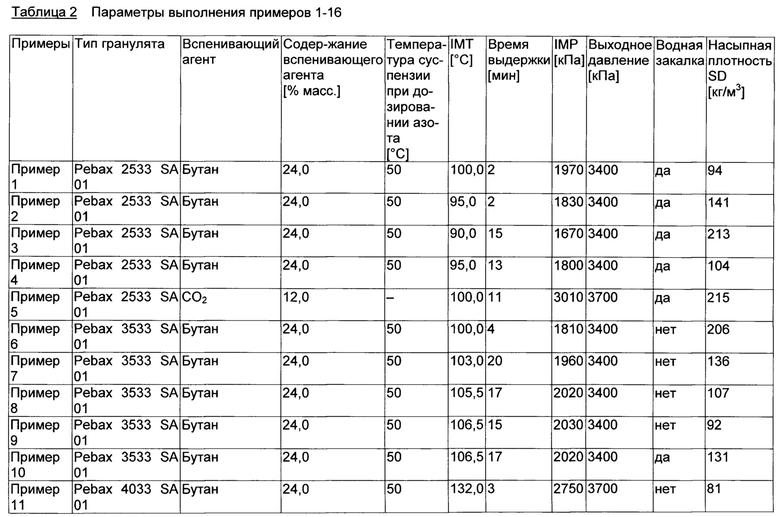
Параметры выполняемых в соответствии с изобретением примеров 1-16 (вспенивающий агент, количество вспенивающего агента, температура пропитки IMT, давление пропитки IMP, выходное давление), а также результирующая насыпная плотность (SD) представлены в таблице 2.
Под соотношением фаз имеется в виду отношение количества гранулята в килограммах к количеству суспензионной среды (предпочтительно воды) в килограммах.
Под временем выдержки (HZ) имеется в виду промежуток времени в минутах, в течение которого температура жидкой фазы находится в интервале от температуры, которая на 5°С ниже IMT, до температуры, которая на 2°С выше IMT.
Получение Формованных изделий
Формованные изделия изготавливают на обычном автомате (типа K68 фирмы Kurtz GmbH) для производства формованных изделий из вспененного полипропилена ЕРР. В прессформах с размерами 315×210×25 мм и 315×210×20 мм изготавливают прямоугольные испытуемые образцы с варьируемой толщиной. Формованные изделия изготавливают с заполнением прессформы вспененными полимерными частицами, осуществляемым под избыточным давлением или без избыточного давления.
Полученные формованные изделия в течение 16 часов выдерживают при 60°С.
Результаты последующего испытания формованных изделий приведены в таблице 3.
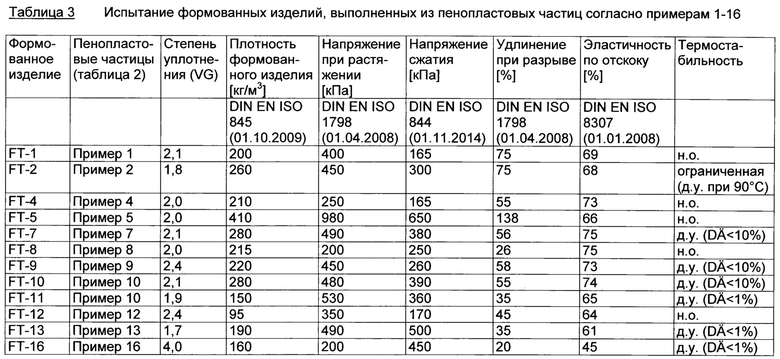
Примечания:
Формованные изделия FT-5 и FT-16 получены при заполнении прессформы вспененными полимерными частицами, осуществляемом без избыточного давления
н.о. отсутствие определения
д.у. на должном уровне
Настоящее изобретение относится к способу получения пенопластовых частиц из термопластичных эластомеров с полиамидными сегментами, а также пенопластовым частицам и пенопластовым формованным изделиям. Указанный способ включает следующие стадии: (а) получение суспензии гранулята термопластичного эластомера в суспензионной среде, (b) добавление вспенивающего агента, (с) пропитку гранулята вспенивающим агентом посредством нагревания суспензии в резервуаре высокого давления до температуры пропитки (IMT) при давлении пропитки (IMP), (d) декомпрессию суспензии посредством опорожнения резервуара высокого давления через расширительное устройство и переработку полученных пенопластовых частиц. Температура пропитки составляет от 80 до 180°С, а давление пропитки составляет от 150 до 5500 кПа абс. Полученные пенопластовые частицы из термопластичных эластомеров обладают низкой насыпной плотностью, составляющей от 20 до 250 кг/м3, и пригодны для переработки в эластичные пенопластовые формованные изделия с высокой способностью к упругому последействию. 3 н. и 11 з.п. ф-лы, 3 табл., 16 пр.
1. Способ получения пенопластовых частиц из термопластичных эластомеров с полиамидными сегментами, который включает следующие стадии:
(a) получение суспензии гранулятов термопластичного эластомера в суспензионной среде,
(b) добавление вспенивающего агента,
(c) пропитку гранулятов вспенивающим агентом посредством нагревания суспензии в резервуаре высокого давления до температуры пропитки (IMT) в диапазоне от 80 до 180°С при давлении пропитки (IMP) в диапазоне от 150 до 5500 кПа абс.,
(d) декомпрессию суспензии посредством опорожнения резервуара высокого давления посредством расширительного устройства и обработку полученных пенопластовых частиц.
2. Способ по п. 1, отличающийся тем, что в качестве термопластичных эластомеров используют полиэфирблокамиды (РЕВА).
3. Способ по п. 1, отличающийся тем, что содержание азота в термопластичном эластомере составляет от 0,5 до 7,5% масс.
4. Способ по п. 1, отличающийся тем, что температура размягчения по Вика термопластичного эластомера согласно стандарту DIN EN ISO 306 при испытательном усилии 10 Н составляет от 40 до 170°С.
5. Способ по п. 1, отличающийся тем, что грануляты обладают средней массой в диапазоне от 1 до 50 мг.
6. Способ по п. 1, отличающийся тем, что в качестве суспензионной среды используют воду.
7. Способ по п. 1, отличающийся тем, что в качестве вспенивающего агента используют углеводород с 3-6 атомами углерода, диоксид углерода, азот или их смеси.
8. Способ по п. 1, отличающийся тем, что для пропитки на стадии (с) суспензию нагревают до температуры пропитки (IMT) со скоростью 2°С/мин или более и выдерживают в температурном интервале от температуры, которая на 2°С выше IMT, до температуры, которая до 5°С ниже IMT, в течение промежутка времени от 2 до 100 минут.
9. Способ по п. 1, отличающийся тем, что на стадии (с) при температуре суспензии в диапазоне от 30 до 75°С в резервуар высокого давления подают азот, вследствие чего давление пропитки (IMP) устанавливается в диапазоне от 500 до 4000 кПа.
10. Способ по п. 1, отличающийся тем, что декомпрессию суспензии на стадии (d) осуществляют посредством опорожнения резервуара высокого давления в расширительный резервуар через шариковый кран.
11. Способ по одному из пп. 1-10, отличающийся тем, что на стадии (d) суспензию после расширительного устройства приводят в контакт с жидким охлаждающим агентом.
12. Пенопластовые частицы из термопластичных эластомеров с полиамидными сегментами и насыпной плотностью в диапазоне от 20 до 250 кг/м3, получаемые способом по одному из пп. 1-11.
13. Пенопластовые формованные изделия, получаемые свариванием пенопластовых частиц по п. 12 посредством водяного пара.
14. Пенопластовые формованные изделия по п. 13 с эластичностью по отскоку шарика по меньшей мере 55%, измеренной согласно стандарту DIN EN ISO 8307.
| WO 2015052265 A1, 16.04.2015 | |||
| WO 2015052265 A1, 16.04.2015 | |||
| WO 2015052265 A1, 16.04.2015 | |||
| WO 2014198779 A1, 18.12.2014 | |||
| ФОРМОВАННЫЕ ИЗДЕЛИЯ ИЗ ЧАСТИЦ ПЕНОПЛАСТА, ВЫПОЛНЕННЫЕ ИЗ СПОСОБНЫХ ВСПЕНИВАТЬСЯ, СОДЕРЖАЩИХ НАПОЛНИТЕЛЬ ПОЛИМЕРНЫХ ГРАНУЛЯТОВ | 2004 |
|
RU2371455C2 |

