Изобретение относится к полым частицам с оболочкой из термопластичных эластомеров и газонаполненной ячейкой, способу получения пористых формованных изделий посредством термического соединения или склеивания полых частиц, а также к пористым формованным изделиям, которые могут быть получены из полых частиц.
Высокоэластичные пенопласты с замкнутыми ячейками, в частности, пенопласты из частиц термопластичного полиуретана, описаны, например, в международной заявке WO 2007/082838. Формованные изделия, которые изготавливают свариванием пенопластовых частиц, обладают хорошими механическими свойствами и высокими показателями эластичности по отскоку. Толщина наружной оболочки пенопластовых частиц оказывает существенное влияние на механические свойства пенопластового формованного изделия. Вследствие метода получения существует лишь ограниченная возможность варьирования толщины стенок ячеек и соотношения между толщиной стенок и внутренней структурой ячеек. В соответствии с этим увеличение толщины стенок равносильно увеличению объемной массы.
Из международной заявки WO 2008/087078 известны гибридные системы из вспененных термопластичных эластомеров (термоэластопластов) и полиуретанов. Указанные системы могут быть получены склеиванием, соответственно вспениванием пенопластовых частиц посредством полиуретановых связующих или системных полиуретановых пенопластов.
В европейском патенте ЕР 0697274 В1 описаны вспененные формованные изделия с открытыми порами из полиолефиновой смолы, которые могут быть получены свариванием вспененных частиц в виде трубочек со сквозным отверстием.
В международной заявке WO 2007/022338 описана обувь с внутренней подошвой, которая снабжена амортизирующим элементом в виде заполненного жидкостью кармана, например, из термопластичного полиуретана.
Однако заполненные жидкостями или газами карманы в качестве амортизирующих элементов обладают недостатком, состоящим в том, что в связи с размером камер давление распределяется неравномерно, причем в случае повреждения одной из камер непригодным становится весь амортизирующий элемент.
В основу настоящего изобретения была положена задача устранить указанные выше недостатки уровня техники и предложить полые частицы, которые можно перерабатывать в пористые формованные изделия, отличающиеся наряду с пониженной плотностью высоким сопротивлением сжатию, высокой эластичностью по отскоку и низкой остаточной деформацией сжатия.
Согласно изобретению обнаружены полые частицы с оболочкой из термопластичных эластомеров и газонаполненной ячейкой.
Полые частицы
Насыпная плотность используемых согласно изобретению полых частиц предпочтительно находится в диапазоне от 30 до 500 кг/м3, особенно предпочтительно от 50 до 350 кг/м3.
Средний размер dm полых частиц предпочтительно составляет от 2,5 до 25 мм, особенно предпочтительно от 5 до 15 мм. Размер полых частиц может быть определен посредством ситового анализа. Согласно изобретению можно использовать полые частицы с мономодальным, бимодальным или полимодальным распределением по размерам. Получение полых частиц может сопровождаться образованием частиц разного размера и разной формы. Средний диаметр частиц, как правило, составляет от 2,5 до 25 мм, предпочтительно от 3 до 20 мм, особенно предпочтительно от 5 до 15 мм. Для определения среднего диаметра частиц можно выполнить измерение диаметра 100 частиц и вычислить среднее значение результатов измерения или можно использовать ситовой анализ. Частицы можно распределять по размеру посредством просеивания с использованием разных сит. Подобным образом частицы можно разделять на так называемые ситовые фракции.
Размер полых частиц оказывает существенное влияние на механические свойства пористого формованного изделия, а также на необходимое количество связующего. Чем меньше размер полых частиц и больше отношение толщины стенок к диаметру, тем более высоких значений прочности при сжатии, модуля упругости, теплопроводности и плотности можно достичь. Кроме того, чем больше поверхность полых частиц, тем больше необходимое количество связующего.
Толщина оболочки полых частиц предпочтительно составляет от 0,02 до 2 мм, особенно предпочтительно от 0,05 до 1 мм.
Каждая полая частица имеет газонаполненную ячейку. Объем подобной ячейки предпочтительно составляет от 1 до 10000 мм3, особенно предпочтительно от 10 до 5000 мм3, еще более предпочтительно от 100 до 1000 мм3.
Пригодными термопластичными эластомерами являются, например, термопластичные полиуретаны, термопластичные эластомеры на основе сложных полиэфиров (например, простые/сложные полиэфиры и сложные полиэфирэфиры), термопластичные блоксополиамиды (например, блок-сополимеры на основе простых полиэфиров и амидов с сегментами полиамида-12 и сегментами простого полиэфира) или термопластичные блок-сополимеры стирола и бутадиена. Особенно предпочтительными являются полые частицы на основе термопластичного полиуретана.
Твердость по Шору термопластичных эластомеров, используемых для получения полых частиц, предпочтительно составляет от 25А до 82D, предпочтительно от 30А до 80D, особенно предпочтительно от 65А до 96А (твердость определяют согласно стандарту DIN 53505).
Для получения полых частиц предпочтительно используют термопластичные полиуретаны (TPU).
Используемые термопластичные полиуретаны предпочтительно основаны на простом полиэфирполиоле, особенно предпочтительно на полиэфирдиоле. При этом особенно предпочтительным является политетрагидрофуран. Термопластичный полиуретан особенно предпочтительно основан на политетрагидрофуране с молекулярной массой в диапазоне от 600 до 2500 г/моль. Простые полиэфирполиолы можно использовать как по отдельности, так и в смеси друг с другом.
Согласно другому варианту хороших результатов можно достичь благодаря использованию термопластичного полиуретана, который основан на сложном полиэфирполиоле, предпочтительно сложном полиэфирдиоле с молекулярной массой от 600 до 3000 г/моль, предпочтительно основанном на адипиновой кислоте и бутан-1,4-диоле.
Термопластичные полиуретаны и методы их синтеза общеизвестны. Так, например, термопластичный полиуретан может быть получен посредством взаимрдействия (а) изоцианатов с (b) реакционноспособным по отношению к изоцианатам соединением с молекулярной массой от 500 до 10000 и при необходимости используемым (с) агентом удлинения цепей с молекулярной массой от 50 до 499, причем взаимодействие при необходимости осуществляют в присутствии (d) катализаторов и/или (е) обычных вспомогательных компонентов и/или добавок.
Ниже в качестве примеров представлены исходные компоненты и способы получения предпочтительных полиуретанов. Речь при этом идет о компонентах (а), (b) и при необходимости (с), (d) и/или (е), которые обычно используют для получения полиуретанов.
a) В качестве органических изоцианатов (а) можно использовать общеизвестные алифатические, циклоалифатические, аралифатические и/или ароматические изоцианаты, предпочтительно диизоцианаты, например триметилендиизоцианат, тетраметилендиизоцианат, пента-метилендиизоцианат, гексаметилендиизоцианат, гептаметиленди-изоцианат и/или октаметилендиизоцианат; 2-метилпентаметилен-диизоцианат-1,5; 2-этилбутилендиизоцианат-1,4; пентаметилендиизо-цианат-1,5; бутилендиизоцианат-1,4; 1-изоцианато-3,3,5-триметил-5-изоционатометилциклогексан (изофорондиизоцианат); 1,4-бис(изо-цианатометил)циклогексан и/или 1,3-бис(изоционатометил)цикло-гексан; 1,4-циклогександиизоцианат; 1-метил-2,4-циклогександиизо-цианат и/или 1-метил-2,6-циклогександиизоцианат и/или 4,4'-дициклогексилметандиизоцианат, 2,4'-дициклогексилметандиизоцианат и 2,2'-дициклогексилметандиизоцианат; 2,2'-дифенилметандиизоцианат, 2,4'-дифенилметандиизоцианат и/или 4,4'-дифенилметандиизоцианат (МДИ); 1,5-нафтилендиизоцианат; 2,4-толуилендиизоцианат и/или 2,6-толуилендиизоцианат (ТДИ), дифенилметандиизоцианат, 3,3'-диметилдифенилдиизоцианат, 1,2-дифенилэтандиизоцианат и/или фенилендиизоцианат.
b) В качестве реакционноспособных по отношению к изоцианатам соединений (b) можно использовать общеизвестные реакционноспособные по отношению к изоцианатам соединения, например, сложные полиэфирполиолы, простые полиэфирполиолы и/или поликарбонатодиолы (обычно их обозначают также общим термином «полиолы»), обладающие молекулярной массой от 500 до 8000, предпочтительно от 600 до 6000, в частности, от 800 до 4000, и предпочтительно средней функциональностью от 1,8 до 2,3, предпочтительно от 1,9 до 2,2, в частности 2.
c) В качестве агентов удлинения цепей (с) можно использовать общеизвестные алифатические, аралифатические, ароматические и/или циклоалифатические соединения с молекулярной массой от 50 до 499, предпочтительно бифункциональные соединения, например, диамины и/или алкандиолы с 2-10 атомами углерода в алкиленовом остатке, в частности, бутандиол-1,4, гександиол-1,6 и/или диалкилен-гликоли, триалкиленгликоли, тетраалкиленгликоли, пентаалкиленгликоли, гексаалкиленгликоли, гептаалкиленгликоли, октаалкиленгликоли, нонаалкиленгликоли и/или декаалкиленгликоли с 3-8 атомами углерода, предпочтительно соответствующие олигопропиленгликоли и/или полипропиленгликоли, причем можно использовать также смеси агентов удлинения цепей.
d) Пригодными катализаторами, которые, в частности, ускоряют реакцию NCO-групп диизоцианатов (а) с гидроксильными группами исходных компонентов (b) и (с), являются известные из уровня техники обычные третичные амины, например, триэтиламин, диметилциклогексиламин, N-метилморфолин, N,N'-диметилпиперазин, 2-(диметил-аминоэтокси)этанол, диазабицикло(2,2,2)октан и подобные им соединения, а также, в частности, органические соединения металлов, например, эфиры титановой кислоты, соединения железа, например, ацетилацетонат железа(III), соединения олова, например, диацетат олова, диоктоат олова, дилаурат олова или соли диалкилолова и алифатических карбоновых кислот, например, диацетат дибутилолова, дилаурат дибутилолова или подобные соединения. Катализаторы обычно используют в количествах от 0,0001 до 0,1 масс. ч. на 100 масс. ч. полигидроксильного соединения (b).
е) Помимо катализаторов (d) к исходным компонентам (а)-(с) можно добавлять также обычные вспомогательные компоненты и/или добавки (е). В этой связи следует упомянуть, например, вспенивающие средства, поверхностно-активные вещества, наполнители, огнезащитные средства, средства образования центров кристаллизации, стабилизаторы окисления, смазки и вспомогательные средства для извлечения изделий из формы, красители, пигменты, другие стабилизаторы, при необходимости дополнительно добавляемые к используемой согласно изобретению смеси стабилизаторов, например, с целью предотвращения гидролиза, негативного воздействия света и нагревания или изменения окраски, неорганические и/или органические наполнители, армирующие материалы и пластификаторы. В предпочтительном варианте осуществления изобретения в качестве компонента (е) используют также средства для защиты от гидролиза, например, полимерные или низкомолекулярные карбодиимиды. В другом варианте осуществления изобретения термопластичный полиуретан может содержать фосфорное соединение. В предпочтительном варианте в качестве фосфорных соединений используют фосфорорганическое соединения трехвалентного фосфора, например, фосфиты и фосфониты. Примерами пригодных фосфорных соединений являются трифенилфосфит, дифенилалкилфосфит, фенилдиалкилфосфит, трис-(нонилфенил)фосфит, трилаурилфосфит, триоктадецилфосфит, ди-стеарилпентаэритритдифосфит, трис(2,4-ди-трет-бутилфенил)фосфит, диизодецилпентаэритритдифосфит, ди(2,4-ди-трет-бутил-фе-нил)пентаэритритдифосфит, тристеарилсорбиттрифосфит, тетракис-(2,4-ди-трет-бутилфенил)-4,4'-дифенилендифосфонит, трисизодецилфосфит, диизодецилфенилфосфит, дифенилизодецилфосфит или их смеси.
Пригодными прежде всего являются фосфорные соединения, которые трудно подвержены гидролизу, поскольку гидролиз фосфорного соединения до соответствующей кислоты может приводить к повреждению полиуретана, в частности, полиуретана на основе сложного полиэфира. В соответствии с этим пригодными, особенно для полиуретанов на основе сложного полиэфира, являются фосфорные соединения, которые особенно трудно подвержены гидролизу. Примерами подобных фосфорных соединений являются диполипропилен-гликольфенилфосфит, триизодецилфосфит, трифенилмонодецилфосфит, трисизононилфосфит, трис(2,4-ди-трет-бутилфенил)фосфит, тетракис(2,4-ди-трет-бутилфенил)-4,4'-дифенилендифосфонит, ди(2,4-ди-трет-бутилфенил)пентаэритритдифосфит или смеси этих соединений.
В качестве наполнителей можно использовать органические и неорганические порошки или волокнистые материалы, а также соответствующие смеси. Пригодными органическими наполнителями являются, например, древесная мука, крахмал, льняные волокна, пеньковые волокна, волокна рами, а также джутовые, сизалевые, хлопоковые, целлюлозные или арамидные волокна. Пригодными неорганическими наполнителями являются, например, силикаты, барит, стеклянные шарики, цеолиты, металлы или оксиды металлов. Предпочтительному использованию подлежат порошко-образные неорганические материалы, например, такие как тальк, мел, каолин (Al2(Si2O5)(ОН)4), гидроксид алюминия, гидроксид магния, нитрит алюминия, алюмосиликат, сульфат бария, карбонат кальция, сульфат кальция, кремниевая кислота, кварцевая мука, аэросил, глинозем, слюда и волластонит, или сферические или волокнистые неорганические материалы, например, железный порошок, стеклянные шарики, стеклянные волокна или углеродные волокна. Средний диаметр частиц, соответственно средняя длина волокнистых наполнителей, должны находиться в характерном для ячеек диапазоне размеров или должны быть меньше. Средний диаметр частиц предпочтительно находится в диапазоне от 0,1 до 100 мкм, предпочтительно от 1 до 50 мкм.
Кроме того, в качестве органических наполнителей можно использовать также полимеры в виде неплавких частиц или плавких полимерных компонентов, которые образуют с основным полимером смесь. Предпочтительными плавкими полимерами являются, например, полиэтилен, полипропилен, полистирол, сополимеры стирола с акрилонитрилом и сополимеры этилена с винилацетатом, в то время как предпочтительными неплавкими полимерами являются частично или полностью сшитые полимеры, например, вулканизованный каучук. Предпочтительными являются термопластичные полиуретаны, которые содержат от 5 до 80% масс, органических и/или неорганических наполнителей в пересчете на общую массу термопластичного полиуретана.
Помимо указанных выше компонентов а), b) и при необходимости с), d) и е) можно использовать также регуляторы роста полимерных цепей, которые обычно обладают молекулярной массой в диапазоне от 31 до 499. Подобными регуляторами роста являются соединения, содержащие только одну реакционноспособную по отношению к изоцианатам функциональную группу, например, монофункциональные спирты, монофункциональные амины и/или монофункциональные полиолы. Использование регуляторов роста полимерных цепей позволяет целенаправленно варьировать текучие свойства полимеров, в частности, термопластичного полиуретана. Регуляторы роста полимерных цепей, которые по типу аналогичны указанным выше компонентам с), в общем случае можно использовать в количестве от 0 до 5 масс. ч., предпочтительно от 0,1 до 1 масс. ч., соответственно в пересчете на 100 масс. ч. компонента b).
В отсутствие иных указания под молекулярном массой согласно изобретению подразумевается среднечисловая молекулярная масса Mn в г/моль.
Для регулирования твердости термопластичных полиуретанов можно в относительно широком диапазоне варьировать молярное соотношение исходных компонентов (b) и (с). Целесообразным является варьирование молярного отношения компонента (b) к совокупному количеству подлежащих использованию агентов удлинения цепей (с) в диапазоне от 10:1 до 1:10, в частности, от 1:1 до 1:4, причем увеличение количества компонента (с) приводит к повышению твердости термопластичного полиуретана.
Для получения термопластичного полиуретана предпочтительно используют также агенты удлинения цепей (с).
Взаимодействие можно осуществлять при обычных значениях изоцианатного показателя, предпочтительно находящихся в диапазоне от 60 до 120, особенно предпочтительно от 80 до 110. Под изоцианатным показателем подразумевается отношение общего количества содеращихся в компоненте (а) и участвующих во взаимодействии изоцианатных групп к количеству реакционноспособных по отношению к изоцианату групп, то есть к количеству активных атомов водорода компонентов (b) и (с). В случае если изоцианатный показатель равен 100, на одну изоцианатную группу компонента (а) приходится один активный атом водорода, то есть одна реакционноспособная по отношению к изоцианату функциональная группа компонентов (b) и (с). В случае изоцианатных показателей, составляющих более 100, количество изоцианатных групп превышает количество гидроксильных групп.
Термопластичный полиуретан можно получать известными методами либо непрерывно, например, с использованием реакционных экструдеров, конвейерным методом в одну стадию или форполимерным методом, либо периодически в соответствии с известным форполимерным процессом. При этом вступающие в реакцию компоненты (а), (b) и при необходимости (с), (d) и/или (е) можно последовательно или одновременно смешивать друг с другом, причем реакция начинается непосредственно после смешивания.
В случае экструзионной технологии исходные компоненты (а), (b), а также при необходимости (с), (d) и/или (е) по отдельности или в виде смеси вводят в экструдер, подвергают взаимодействию друг с другом, например, при температурах от 100 до 280°С, предпочтительно 140 до 250°С, и образующийся термопластичный полиуретан экструдируют, охлаждают и гранулируют. В некоторых случаях может оказаться целесообразной предварительная термическая обработка полученного термопластичного полиуретана перед его последующей переработкой, осуществляемая при температуре от 80 до 120°С, предпочтительно от 100 до 110°С, в течение промежутка времени от 1 до 24 часов.
Ячейки полых частиц в качестве газа предпочтительно содержат кислород, азот, аргон, диоксид углерода или их смеси.
Полые частицы обладают формой тетраэдров, цилиндров, шариков, линз или многогранников, например, кубиков или октаэдров. Полые частицы предпочтительно обладают формой полых цилиндров или полых тетраэдров, которые могут быть получены сваркой рукава или пленки из термопластичного эластомера. В сыпучем слое полые частицы ведут себя аналогично пенопластовым частицам. Однако в отличие от последних число ячеек гораздо меньше, соответственно ячейки обладают большим размером. В предпочтительном варианте, согласно которому полая частица содержит единственную ячейку, структура частицы соответствует структуре заполненного воздухом маленького теннисного мяча. Речь при этом в определенном смысле идет о толстостенной, совершенно пустой частице, которая может быть получена посредством резки рукава или пленки из термопластичных эластомеров с одновременным свариванием кромок (подобно резке полиэтиленовой пленки для блистерной упаковки с отделенными друг от друга воздушными камерами и последующей штамповки полых частиц.
Другим пригодным промышленным методом получения полых частиц является экструдирование расплава через кольцевой мундштук с непрерывной вырубкой газонаполненных полых тел. Полые тела можно изготавливать из пленки, во-первых, посредством ее глубокой вытяжки и последующей контактной сварки с покрывной пленкой, а, во-вторых, непрерывным тиснением двух пленок тиснильным валом. При этом можно использовать также многослойные пленки или рукава, которые, например, имеют низкоплавкий наружный слой и более высокоплавкую сердцевину. Многослойные пленки или рукава можно изготавливать на многокомпонентном экструдере непосредственно при экструзии или путем последующего наслаивания другого полимера, клея-расплава или полиуретана с более низкой температурой плавления.
Пористые формованные изделия
Объектом настоящего изобретения является также применение описанных выше полых частиц для получения пористых формованных изделий, а также способ получения пористых формованных изделий термическим соединением или склеиванием полых частиц. Термическое соединение можно осуществлять сваркой водяным паром, горячим воздухом или высокоэнергетическими волнами, в частности, микроволнами, выполняемой после предварительного нанесения соответствующих поглощающих сред, например, полярных жидкостей, в частности, триацетата глицерина.
В случае если полые частицы обладают размером, сопоставимым с коммерческими пенопластами из вспененных частиц (диаметр в примерном интервале от 2 до 15 мм), переработку полых частиц с использованием машин можно осуществлять аналогично получению формованных изделий из вспененных пенопластовых частиц. В случае если полые частицы обладают большим размером, переработку предпочтительно осуществляют посредством склеивания или вспенивания. Возможна также ручная переработка методом холодной сварки.
Пористые формованные изделия, которые могут быть получены указанным выше методом, предпочтительно обладают плотностью в диапазоне от 50 до 500 кг/м3, особенно предпочтительно от 100 до 300 кг/м3.
Пригодными связующими являются полимерные связующие, например, меламино-формальдегидные, полиуретановые, полиэфирные или эпоксидные смолы. Относящаяся к этим смолам информация приводится, например, в следующих разделах справочника Encyclopedia of Polymer Science und Technology (издательство Wiley): а) ненасыщенные сложные полиэфиры: издание 3, том 11, 2004, сс. 41-64; b) полиуретаны: издание 3, том 4, 2003, сс. 26-72; с) эпоксидные смолы: издание 3, том 9, 2004, сс. 678-804. Кроме того, соответствующие данные можно найти в следующих разделах справочника  Encyclopedia of Industrial Chemistry (издательство Wiley): а) ненасыщенные полиэфирные смолы: издание 6, том 28, 2003, сс. 65-74; b) полиуретаны: издание 6, том 28, 2003, сс. 667-722); с) эпоксидные смолы: издание 6, том 12, 2003, сс. 285-303. В качестве связующих можно использовать также полимеры с функциональными аминными или гидроксильными группами, в частности, поливиниламин или поливиниловый спирт. Примеры связующих на основе меламиновых и фенольных смол, а также на основе акриламида приведены в европейском патенте ЕР 0451535 В1 и немецкой заявке на патент DE 19649796 А1.
Encyclopedia of Industrial Chemistry (издательство Wiley): а) ненасыщенные полиэфирные смолы: издание 6, том 28, 2003, сс. 65-74; b) полиуретаны: издание 6, том 28, 2003, сс. 667-722); с) эпоксидные смолы: издание 6, том 12, 2003, сс. 285-303. В качестве связующих можно использовать также полимеры с функциональными аминными или гидроксильными группами, в частности, поливиниламин или поливиниловый спирт. Примеры связующих на основе меламиновых и фенольных смол, а также на основе акриламида приведены в европейском патенте ЕР 0451535 В1 и немецкой заявке на патент DE 19649796 А1.
Связующие можно использовать в форме растворов или дисперсий. Предпочтительному использованию подлежат связующие, которые совместимы с полыми частицами и обладают сопоставимыми механическими свойствами. Особенно предпочтительно связующее характеризуется разрывным удлинением по меньшей мере 50% и прочностью при растяжении по меньшей мере 5 МПа.
Содержание полых частиц предпочтительно находится в диапазоне от 60 до 90% масс. в пересчете на пористое формованное изделие. Пористое формованное изделие предпочтительно в основном состоит из полых частиц и матрицы из полиуретана, а, следовательно, содержание используемого полиуретанового клея, соответственно образующейся полиуретановой матрицы предпочтительно составляет от 10 до 40% масс. в пересчете на пористое формованное изделие.
В результате склеивания полых частиц используемым в качестве связующего полиуретановым клеем получают пористые формованные изделия, в которых полые частицы встроены в образуемой полиуретановым клеем матрице. Кроме того, посредством склеивания полых частиц способной вспениваться полиуретановой смесью можно изготавливать пористые формованные изделия, в которых полые частицы встроены в матрице пенополиуретана. Состоящая из полиуретана или пенополиуретана матрица предпочтительно образована по меньшей мере одним ароматическим диизоцианатом и по меньшей мере одним полиолом.
В случае если полимерная матрица состоит из пенополиуретана, то в принципе речь идет о формованном изделии типа «пенопласт в пенопласте», состоящем из плотного слоя полых частиц, промежуточные объемы которого заполнены пенопластом. Матрица особенно предпочтительно состоит из пенополиуретана в случае, если должна быть достигнута особенно низкая теплопроводность.
Пенополиуретановая матрица предпочтительно содержит замкнутые ячейки, причем степень замкнутости составляет по меньшей мере 90%, предпочтительно по меньшей мере 95%.
Полиуретановый клей в качестве связующего для создания матрицы пористых формованных изделий
Предлагаемые в изобретении пористые формованные изделия в качестве матрицы предпочтительно содержат вспененные или невспененные полиуретаны, которые могут быть получены посредством взаимодействия изоцианатов с реакционноспособными по отношению к изоцианатам соединениями при необходимости в присутствии вспенивающих средств.
Смесь компонентов, используемых для получения полиуретановой матрицы, ниже называют также полиуретановой реакционной смесью. Предпочтительно используют компоненты, которые известны специалистам в области синтеза полиуретановых эластомеров.
В качестве компонентов для получения полиуретанового связующего пригодны указанные выше изоцианаты (а), реакционноспособные по отношению к изоцианатам соединения (b), агенты удлинения цепей (с), катализаторы (d) и добавки (е), используемые для синтеза термопластичных полиуретанов.
Предпочтительными изоцианатами, используемыми для получения связующего, являются дифенилметандиизоцианаты (МДИ), в частности, 4,4'-дифенилметандиизоцианат, 2,4'-дифенилметандиизоцианат, полимерные МДИ, толуилендиизоцианат, гексаметилендиизоцианат, тримеризованный гексаметилендиизоцианат, изофорондиизоцианат, диизоцианатодициклогексилметан и их смеси. В качестве полимерных МДИ прежде всего используют продукты, вязкость которых, измеренная при 25°С согласно стандарту DIN 53018, находится в диапазоне от 10 до 10000 МПа-с, в частности, от 20 до 5000 МПа⋅с, еще более предпочтительно от 50 до 1000 МПа⋅с.
В качестве реакционноспособных по отношению к изоцианатам соединений предпочтительно используют полиолы с функциональностью от двух до трех (например, полипропиленгликоли Lupranol® 1000, Lupranol® 1100 и Lupranol® 1200) и средней молекулярной массой Mw в диапазоне от 200 до 5000 г/моль, политетрагидрофуран, алифатические сложные полиэфирполиолы со средней молекулярной масой Mw в диапазоне от 500 до 3000, полиолы для мягких пенопластов или касторовое масло.
В качестве удлинителей полимерных цепей предпочтительно используют бутандиол, этиленгликоль, диэтиленгликоль, триэтиленгликоль, пропиленгликоль или дипропиленгликоль.
В качестве сшивающих агентов предпочтительно используют триметилолпропан, глицерин или короткоцепочечные амины.
Агенты удлинения цепей, сшивающие агенты или их смеси целесообразно использовать в количествах, составляющих от 1 до 20% масс., предпочтительно от 2 до 5% масс., в пересчете на полиольный компонент.
Вспенивающие средства
Пенополиуретановую матрицу обычно создают в присутствии вспенивающих средств. В качестве вспенивающих средств предпочтительно можно использовать воду, которая реагирует с изоцианатными группами с отщеплением диоксида углерода. Другим часто используемым химическим вспенивающим средством является муравьиная кислота, которая реагирует с изоцианатом с высвобождением монооксида углерода и диоксида углерода. В комбинации с химическим вспенивающим средством или вместо него можно использовать также так называемые физические вспенивающие средства. Речь при этом идет об инертных по отношению к исходным компонентам соединениях, которые при комнатной температуре чаще всего являются жидкостями и испаряются в условиях реакции уретанообразования. Температура кипения этих соединений предпочтительно ниже 50°С. К физическим вспенивающим средствам относятся также газообразные при комнатной температуре соединения, которые вводят в исходные компоненты под давлением, соответственно растворяют в исходных компонентах, например, диоксид углерода, алканы, в частности, низкокипящие алканы и фторалканы, предпочтительно алканы, прежде всего низкокипящие алканы и фторалканы.
Физические вспенивающие средства чаще всего выбирают из группы, включающей алканы и/или циклоалканы по меньшей мере с четырьмя атомами углерода, простые диалкиловые эфиры, сложные эфиры, кетоны, ацетали, фторалканы с 1-8 атомами углерода и тетраалкилсиланы с 1-3 атомами углерода в алкиле, в частности, тетраметилсилан.
Примерами пригодных физических вспенивающих средств являются пропан, н-бутан, изобутан, циклобутан, н-пентан, изопентан, циклопентан, циклогексан, диметиловый эфир, метилэтиловый эфир, метилбутиловый эфир, сложный метиловый эфир муравьиной кислоты, ацетон, а также способные разлагаться, а, следовательно, неопасные для озонового слоя фтор-алканы, в частности, трифторметан, дифторметан, 1,1,1,3,3-пентафтор-бутан, 1,1,1,3,3-пентафторпропан, 1,1,1,2,3-пентафторпропен, 1-хлор-3,3,3-трифторпропен, 1,1,1,2-тетрафторэтан, дифторэтан, 1,1,1,2,3,3,3-гептафторпропан и перфторалканы, например, C3F8, C4F10, C5F12, C6F14 и C7F16. Особенно предпочтительными физическими вспенивающими средствами являются пентаны, в частности, циклопентан. Указанные выше физические вспенивающие средства можно использовать по отдельности или в любых комбинациях друг с другом.
В предпочтительном варианте осуществления изобретения можно использовать смесь физических и химических вспенивающих средств. Особенно предпочтительными являются смеси физических вспенивающих средств и воды, в частности, смеси углеводородов и воды. При этом особенно предпочтительными углеводородами являются пентаны, в частности, циклопентан.
Получение полиуретанового связующего
Для получения основанных на изоцианатах пенопластов реализуют взаюмодействие таких количеств полиизоцианатов и соединений по меньшей мере с двумя атомами водорода, реакционноспособными по отношению к изоцианатным группам, чтобы в случае пенополиуретанов изоцианатный показатель находился в диапазоне от 100 до 220, предпочтительно от 115 до 180. Пенополиуретаны можно получать в периодическом или непрерывном режиме с использованием известных смесительных устройств.
При получении полиизоциануратных пенопластов изоцианатный показатель может составлять также более 180, предпочтительно от 300 до 400.
Смешивание исходных компонентов можно осуществлять посредством известных смесительных устройств.
Пенополиуретаны обычно получают в соответствии с двухкомпонентной технологией. При этом смешивают друг с другом соединения по меньшей мере с двумя атомами водорода, реакционноспособными по отношению к изоцианатным группам, вслениикмцие средства, катализаторы, а также другие вспомогательные компоненты и/или добавки, получая так называемый полиольный компонент, который затем подвергают взаимодействию с полиизоцианатами или смесями полиизоцианатов и при необходимости вспенивающих средств, называемыми также изоцианатным компонентом.
Исходные компоненты в большинстве случаев смешивают друг с другом при температуре от 15 до 50°С, предпочтительно от 20 до 30°С. Приготовление реакционной смеси можно осуществлять в дозирующих машинах высокого или низкого давления.
Плотность полученной в данном случае жесткой пенопластовой матрицы, так называемая плотность свободно вспененного пенопласта, предпочтительно составляет от 30 до 500 кг/м3.
Получение пористых формованных изделий
Для получения предлагаемых в изобретении пористых формованных изделий полые частицы следует укладывать, например, таким образом, чтобы в дальнейшем они не могли быть оттеснены друг от друга вспененной или невспененной полиуретановой реакционной смесью или лишь несущественно были оттеснены друг от друга. Для этой цели пригодна, например, прочно закрывающаяся форма, до краев заполненная плотно укладываемой сыпучей массой, или двухленточный ламинатор, уровень сыпучей массы в котором совпадает с его технологической высотой.
Подачу вспененной или невспененной полиуретановой реакционной смеси выполняют таким образом, чтобы массовая доля связующего в пористом формованном изделии не превышала 20% масс, предпочтительно 15% масс, и при этом все полые гранулы были прочно склеены друг с другом.
В случае компактной матрицы из невспененнего полиуретана полые частицы перемешивают мешалкой с полиуретановой реакционной смесью, загружают в соответствующую форму и отверждают.
В случае матрицы из вспененного полиуретана содержащую вспенивающее средство полиуретановую реакционную смесь равномерно распределяют над загруженным сыпучим слоем полых частиц, после чего компонентам смеси предоставляют возможность взаимодействия без существенного оттеснения отдельных полых частиц друг от друга, обусловленного процессом образования пенопласта.
Способные к пенообразованию полиуретановые реакционные смеси должны обладать высокой текучестью и относительно длительным временем реакции, чтобы они могли смочить и при вспенивании заполнить пустоты между отдельными полыми частицами. Достаточную длительность реакции можно устанавливать посредством выбора надлежащего типа и количества используемых катализаторов. Для достижения достаточно высокой степени отверждения реакционной смеси, в том числе и при небольших количествах катализатора или без использования катализатора, форму, в которой протекает реакция, следует нагревать до соответствующих высоких температур.
В случае если образующую пенопласт исходную систему вспенивают в открытой форме, время, по истечении которого она должна приобрести способность вытягиваться в нити, составляет по меньшей мере 60 секунд, предпочтительно по меньшей мере 90 секунд, особенно предпочтительно по меньшей мере 120 секунд. Компенсировать отсутствие необходимой температуры, создаваемой благодаря обогреву формы, можно, например, используя обычные для полиуретанов смеси аминных катализаторов, позволяющие обеспечить длительность реакции, сопоставимую с указанными выше значениями.
Полые частицы перед склеиванием можно покрывать различными добавками, например, огнезащитными средствами и катализаторами.
Особенно предпочтительный способ получения предлагаемого в изобретении пористого формованного изделия включает следующие стадии:
a) введение полых частиц в обогреваемую закрывающуюся форму, снабженную отверстиями для выпуска воздуха,
b) смачивание полых частиц полиуретановой реакционной смесью, при необходимости содержащей вспенивающее средство,
c) замыкание формы, причем закрытая форма обладает объемом, определяемым наиболее плотной упаковкой полых частиц, и
d) отверждение и извлечение готового изделия из формы.
Термическое соединение
Получение пенопластов из предлагаемых в изобретении полых частиц можно осуществлять, например, посредством сваривания полых частиц друг с другом при реализуемом в закрытой форме термическом воздействии. Для этого частицы помещают в форму и после ее замыкания подают в нее водяной пар или горячий воздух, благодаря чему частицы несколько расширяются и свариваются друг с другом, образуя пенопласт, плотность которого предпочтительно находится в диапазоне от 30 до 600 г/л. Пенопласты могут являться либо полуфабрикатами, например, листами, профилированными деталями или полотнами, либо готовыми формованными изделиями с простой или сложной геометрической формой. Следовательно, термин «термопластичные пенополиуретаны» относится к пенопластовым полуфабрикатам и пенопластовым формованным изделиям.
Температура сваривания полых частиц из термопластичного полиуретана предпочтительно составляет от 100 до 160°С. Таким образом, объектом настоящего изобретения является также способ получения пенопласта на основе термопластичного полиуретана, причем предлагаемый в изобретении расширяющийся термопластичный полиуретан сваривают в формованное изделие посредством водяного пара с температурой от 100 до 160°С.
Кроме того, объектом настоящего изобретения является применение предлагаемых в изобретении полых частиц для получения термопластичных пенополиуретанов, а также термопластичные пенополиуретаны, которые могут быть получены из предлагаемых в изобретении полых частиц.
Предлагаемые в изобретении пенопласты можно без проблем подвергать термопластичной регенерации. Для этого их экструдируют с помощью экструдера, снабженного устройством для дегазации, причем экструзии полых частиц в некоторых случаях может предшествовать их механическое измельчение. Экструдат описанным выше образом можно вновь перерабатывать в полые частицы, соответственно пенопласты.
Переработка
Предлагаемое в изобретении пористое формованное изделие по меньшей мере с одной стороны может быть кашировано по меньшей мере одним покровным слоем для улучшения свойств поверхности, например, повышения прочности, пароизоляции или защиты от незначительных загрязнений. Кроме того, покровные слои могут повышать механическую стабильность пористого формованного изделия. В случае нанесения покровных слоев на обе поверхности покровные слои могут быть одинаковыми или разными.
В качестве покровных слоев пригодны любые известные специалистам материалы. Они могут быть непористыми, а, следовательно, могут обладать пароизолирующим действием (например, полимерные пленки, предпочтительно металлизированные полимерные пленки, которые отражают тепловое излучение). Можно использовать также пористые покровные слои, что способствует прониканию воздуха в многослойный материал (например, пористые пленки, бумага, ткани и нетканые материалы).
Для изменения органолептических свойств многослойного материала его поверхность можно покрывать также тем или иным материалом.
Кроме того, нанесенный слой способен повышать адгезию к другим основам. Нанесение надлежащего слоя позволяет уменьшить влагопоглощение. Подобный слой может состоять также из реакционноспособной системы, например, из эпоксидных смол или полиуретанов, которые при необходимости можно наносить распылением, с помощью ракли, поливом, окрашиванием, намазыванием или другим методом.
Покровные слои, в свою очередь, также могут состоять из нескольких слоев. Покровные слои могут быть закреплены с помощью полиуретановой реакционной смеси, которую используют для формирования матрицы, однако для этой цели можно использовать также другой клей.
Кроме того, поверхность многослойного материала можно покрывать и упрочнять благодаря введению в поверхностный слой по меньшей мере одного пригодного материала. Пригодными материалами являются, например, термопластичные полимеры, в частности, полиэтилен и полипропилен, или смолы, в частности, меламино-формальдегидные смолы.
Последующая переработка предлагаемых в изобретении полых частиц склеиванием или свариванием позволяет изготавливать пористые формованные изделия, механические свойства которых сопоставимы с механическими свойствами формованных изделий из сваренных частиц вспененного термопластичного эластомера, например, описанных в международной заявке WO 2007/082838, однако предлагаемые в изобретении полые частицы являются прозрачными и толстостенными. Предлагаемый в изобретении способ позволяет увеличить толщину стенок ячейки и одновременно уменьшить массу формованной детали.
Применение
Предлагаемые в изобретении пористые формованные изделия можно использовать в самых разных сферах. В связи с типичными для эластомеров свойствами они пригодны для применения в спортивной, обувной и упаковочной сферах, например, в качестве подошв для спортивной или защитной обуви или в качестве упаковки для электронных деталей и приборов. Пористые формованные изделия предпочтительно используют в качестве амортизирующих элементов в обуви, спортивном инвентаре, автомобилях или машинах.
Примеры
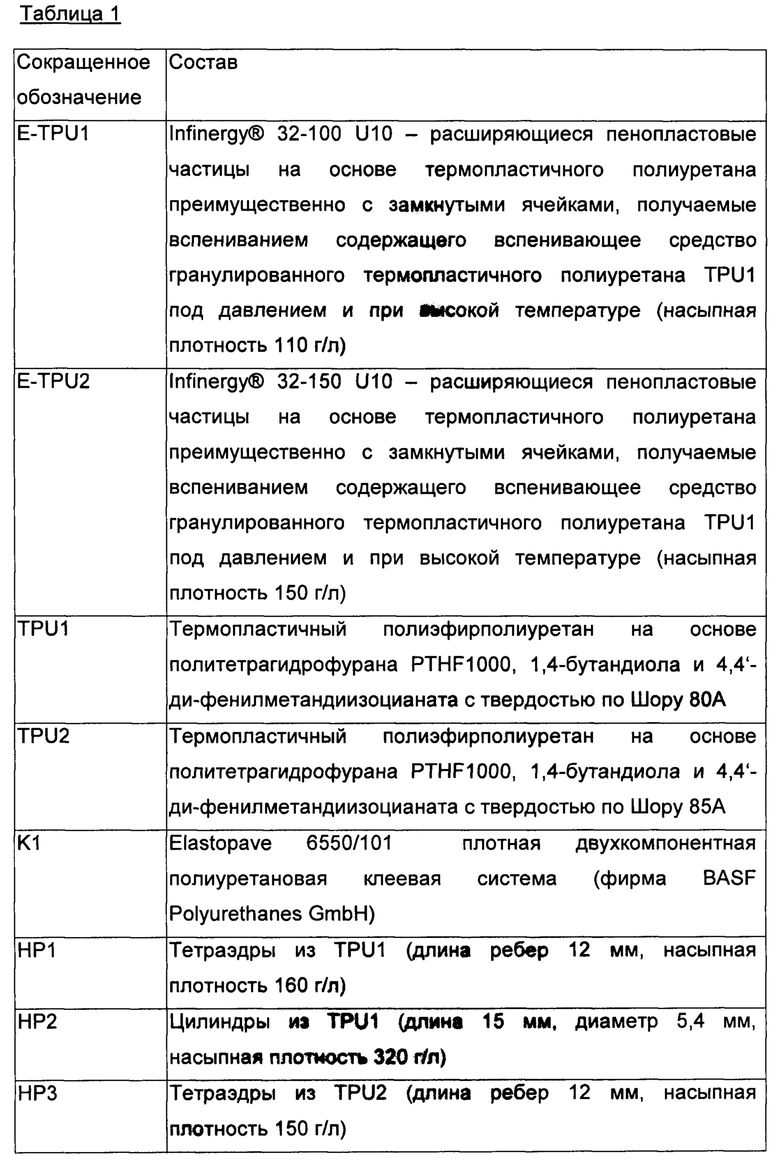
В примерах и сравнительных примерах используют приведенные в таблице 1 компоненты.
Аппаратура
Лабораторный экструдер фирмы Brabender для получения рукавов из термопластичного полиуретана.
Лабораторный сварочный аппарат для резки рукавов и пленок из термопластичного полиуретана горячей проволокой с одновременным свариванием кромок формованных деталей.
Методы измерения
Для измерения насыпной плотности сосуд емкостью 200 мл заполняют частицами и определяют массу сосуда взвешиванием. Точность измерения может составлять ±5 г/л.
Объемную массу пористых формованных изделий определяют согласно стандарту DIN EN ISO 1183-1, часть А.
Сопротивление сжатию пористых формованных изделий измеряют согласно стандарту DIN EN ISO 3386 (деформация при сжатии составляет 10%, 25%, 50% и 75%).
Деформацию сжатия пористых формованных изделий измеряют согласно стандарту ASTM D395 после кондиционирования (6 часов, 50°С, относительная влажность 50%).
Эластичность по отскоку пористых формованных изделий определяют согласно стандарту DIN 53512.
Разрывное удлинение и прочность при растяжении определяют согласно стандарту DIN 53504.
Получение полых частиц НР1-НР3 из термопластичного полиуретана
Одночервячный экструдер Брабендера с мундштуком для экструзии рукавов, приемным транспортером и водяной баней.
Тип экструдера: Brabender - Extrusiograph Е 19/25 D (диаметр червяка 19 мм).
Трехзонный червяк (без сетчатого фильтра). Частота вращения червяка 25 об/мин.
Температурный профиль для TPU1 и TPU2:
зона 1: 180°С, зона 2: 190°С, зона 3: 200°С, зона 4: 190°С, головка для экструзии рукавов: 190°С (TPU1) или 200°С (TPU2).
Сушка гранулированного термопластичного полиуретана в сушильной печи с циркуляцией воздуха в течение 3 часов при 110°С.
На лабораторном экструдере из TPU1 и TPU2 изготавливают прозрачные рукава с наружным диаметром 5,4 мм и толщиной стенок 1,0 мм, а также прозрачные рукава с наружным диаметром 5,0 мм и толщиной стенок 0,2 мм.
Полученные тонкостенные рукава перерабатывают с помощью лабораторного сварочного аппарата марки Qigg в тетраэдры с длиной ребер 12 мм, толстостенные рукава перерабатывают с помощью цанги для сваривания пленок фирмы Карр в цилиндры со средней длиной 15 мм.
Получение пористых формованных изделий
100 масс. ч. полых частиц НР1, НР2 или НР3, соответственно сравнительных продуктов E-TPU1 или E-TPU2, смешивают с указанным в таблице 1 количеством двухкомпонентного полиуретанового клея K1 (20 масс. ч., соответственно 30 масс. ч.) и перерабатывают в пористые формованные изделия в виде кубиков с длиной ребер 44 мм. Для этого полые частицы НР1, НР2 или НР3, соответственно сравнительные продукты E-TPU1 или E-TPU2, загружают в полиэтиленовый резервуар, отвешивают соответствующие количества компонентов двухкомпонентного клея, интенсивно смешивают их, смесь добавляют к полым частицам, интенсивно перемешивают с ними и полученную смесь помещают в раскладную форму с длиной внутренних ребер 44 мм.
После отверждения клея формованное изделие извлекают из формы и определяют его плотность указанным выше методом.
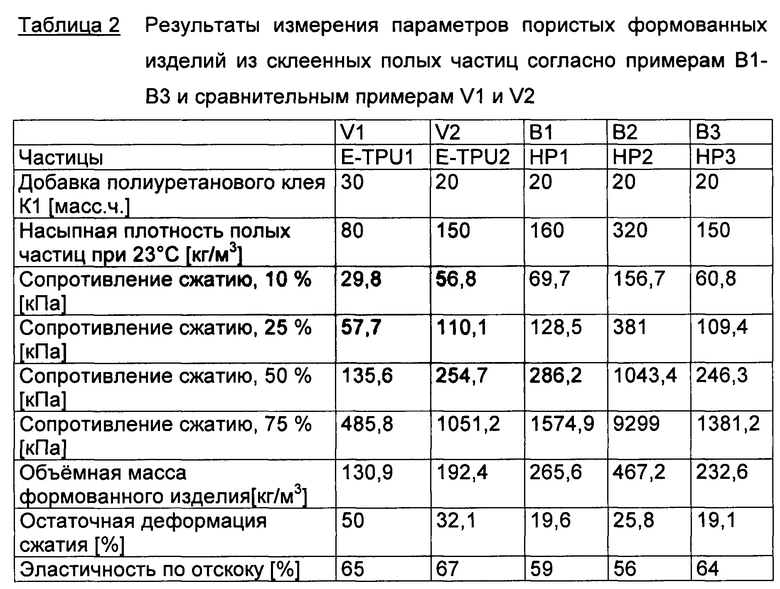
Формованные изделия из выполненных в соответствии с изобретением примеров В1-В3 в отличие от формованных изделий из сравнительных примеров V1 и V2 характеризуются гораздо более высоким сопротивлением сжатию и более низкими …
из термопластичных эластомеров и пористых формованных изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛИУРЕТАНЫ, ИЗГОТОВЛЕННЫЕ С ПРИМЕНЕНИЕМ ЦИНКОВЫХ КАТАЛИЗАТОРОВ | 2011 |
|
RU2571419C2 |
| ПОЛИУРЕТАНОВЫЕ ШИНЫ, ОБЛАДАЮЩИЕ УЛУЧШЕННЫМИ ЭКСПЛУАТАЦИОННЫМИ ХАРАКТЕРИСТИКАМИ | 2014 |
|
RU2651447C2 |
| СПОСОБ ПОЛУЧЕНИЯ ФОРМОВАННОГО ПОЛИУРЕТАНОВОГО МАТЕРИАЛА | 2000 |
|
RU2235736C2 |
| СПОСОБ ПОЛУЧЕНИЯ ГРАНУЛЬНЫХ ПЕНОПЛАСТОВ НА ОСНОВЕ ТЕРМОПЛАСТИЧЕСКИХ ЭЛАСТОМЕРОВ, ПОСРЕДСТВОМ ТЕРМИЧЕСКОГО СОЕДИНЕНИЯ С ИСПОЛЬЗОВАНИЕМ МИКРОВОЛН | 2016 |
|
RU2709858C2 |
| ПОЛИУРЕТАНОВЫЕ ФОРМОВАННЫЕ ИЗДЕЛИЯ С ПРЕВОСХОДНОЙ ГИБКОСТЬЮ ПРИ НИЗКИХ ТЕМПЕРАТУРАХ | 2016 |
|
RU2702351C2 |
| АРМИРОВАНИЕ ПЕНОПЛАСТОВ ИЗ СОЕДИНЕННЫХ ДРУГ С ДРУГОМ СЕГМЕНТОВ ВОЛОКНАМИ | 2015 |
|
RU2705089C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВСПЕНЕННЫХ ФОРМОВАННЫХ ИЗДЕЛИЙ | 2013 |
|
RU2641129C2 |
| ВСПЕНЕННЫЕ ТЕРМОПЛАСТИЧНЫЕ ПОЛИУРЕТАНЫ | 2000 |
|
RU2229486C2 |
| СПОСОБ ИСПОЛЬЗОВАНИЯ ПОЛИМОЧЕВИННЫХ НАНОРАЗМЕРНЫХ ЧАСТИЦ В КАЧЕСТВЕ МОДИФИКАТОРОВ ЭКСПЛУАТАЦИОННЫХ ХАРАКТЕРИСТИК В СОСТАВЕ ПОЛИУРЕТАНОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2604739C2 |
| ПЕНОПОЛИУРЕТАНЫ С УЛУЧШЕННОЙ УСТАЛОСТНОЙ ПРОЧНОСТЬЮ ПРИ МНОГОКРАТНОМ ИЗГИБЕ | 2008 |
|
RU2487899C2 |
Изобретение относится к применению полых частиц с оболочкой из термопластичных эластомеров и газонаполненной ячейкой для получения пористых формованных изделий, причем термопластичный эластомер полой частицы выбран из термопластичных полиуретанов (TPU), термопластичных сложных полиэфиров (TPE), термопластичных блок-сополимеров простых полиэфиров (PEBA) и амидов или термопластичных блок-сополимеров стирола и бутадиена (TPS); и газонаполненная ячейка содержит кислород, азот, аргон, диоксид углерода или их смеси. Изобретение относится также к способу получения пористых формованных изделий посредством склеивания полых частиц. 4 н. и 7 з.п. ф-лы, 2 табл.
1. Применение полых частиц с оболочкой из термопластичных эластомеров и газонаполненной ячейкой для получения пористых формованных изделий, причем термопластичный эластомер полой частицы выбран из термопластичных полиуретанов (TPU), термопластичных сложных полиэфиров (TPE), термопластичных блок-сополимеров простых полиэфиров (PEBA) и амидов или термопластичных блок-сополимеров стирола и бутадиена (TPS); и газонаполненная ячейка содержит кислород, азот, аргон, диоксид углерода или их смеси.
2. Применение по п. 1, отличающееся тем, что полые частицы обладают насыпной плотностью от 30 до 500 кг/м3.
3. Применение по п. 1, отличающееся тем, что полые частицы обладают средним диаметром от 2,5 до 25 мм.
4. Применение по п. 1, отличающееся тем, что оболочка полых частиц обладает толщиной от 0,02 до 2 мм.
5. Применение по п. 1, отличающееся тем, что газонаполненная ячейка полых частиц обладает объемом от 1 до 10000 мм3.
6. Способ получения пористых формованных изделий посредством склеивания полых частиц, как определено в одном из пп. 1-5.
7. Пористое формованное изделие, получаемое способом по п. 6.
8. Пористое формованное изделие по п. 7, отличающееся тем, что оно обладает плотностью от 50 до 500 кг/м3.
9. Пористое формованное изделие по п. 7 или 8, отличающееся тем, что полые частицы заключены в образованной полиуретановым клеем матрице.
10. Пористое формованное изделие по п. 7 или 8, отличающееся тем, что полые частицы заключены в матрице из пенополиуретана.
11. Применение пористых формованных изделий по одному из пп. 7-10 в качестве амортизирующих элементов в обуви, спортивном инвентаре, автомобилях или машинах.
| GB 14585476 A, 15.12.1976 | |||
| DE 102006046868 A1, 31.07.2008 | |||
| УСТРОЙСТВО для ГАЗОВОЙ РЕЗКИ С МЕСТНЫМ ОТСОСОМГАЗ,ОВ | 0 |
|
SU220735A1 |
| АГЕНТЫ ДЛЯ СВЯЗЫВАНИЯ НАПОЛНИТЕЛЕЙ С ЭЛАСТОМЕРОМ | 2004 |
|
RU2371456C2 |

