ОБЛАСТЬ ТЕХНИКИ
Варианты реализации настоящего изобретения в целом относятся к изготовлению конструкций из металло-матричного композитного материала, таких как листы или пластины.
УРОВЕНЬ ТЕХНИКИ
Металло-матричные композитные материалы могут быть изготовлены путем распределения порошка во вторичной фазе в расплавленном металле во время отливки. Однако, может быть сложно распределить порошок в расплавленном металле. Например, порошок имеет склонность всплывать или оседать и скапливаться, что может привести к получению неравномерного распределения. Порошковые скопления может быть сложно разрушить даже с помощью интенсивного перемешивания. Эта проблема может усилиться в случае больших слитков, таких как слитки, отлитые с прямым охлаждением, для процесса прокатки алюминия.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Соответственно, в различных вариантах реализации, раскрытых в данном документе, предложен улучшенный способ выполнения конструкций или компонентов из металло-матричного композитного материала.
В некоторых вариантах реализации настоящего изобретения предложен способ выполнения конструкции из металло-матричного композитного материала. Способ включает выполнение узла, содержащего по меньшей мере два блока из материала в первичной фазе, совместно использующих промежуток, в котором размещен материал во вторичной фазе. Узел имеет длину, проходящую от передней кромки до задней кромки, ширину, проходящую перпендикулярно длине, и толщину. Способ также включает прижимание узла по меньшей мере для продвижения по меньшей мере двух блоков по направлению друг к другу и/или удержания их в заданном положении. Кроме того, способ включает пропускание вращающегося штыря для сварки трением с перемешиванием вдоль промежутка от передней кромки до задней кромки. Штырь для сварки трением с перемешиванием имеет длину перемешивания, проходящую по меньшей мере по ширине узла, при этом пропускание вращающегося штыря для сварки трением с перемешиванием вдоль длины узла обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку по меньшей мере двух блоков друг с другом.
В некоторых вариантах реализации настоящего изобретения предложен узел для сварки трением с перемешиванием. Узел для сварки трением с перемешиванием содержит первую прижимную плиту и вторую прижимную плиту, первый и второй зажимные патроны и штырь для сварки трением с перемешиванием. Первая прижимная плита и вторая прижимная плита выполнены с возможностью удержания узла. Узел содержит по меньшей мере два блока из материала в первичной фазе, совместно использующих промежуток, в котором размещен материал во вторичной фазе. Узел имеет длину, проходящую от передней кромки до задней кромки, ширину, проходящую перпендикулярно длине, и толщину. Первый и второй зажимные патроны размещены на противоположных сторонах по отношению к ширине узла и выполнены с возможностью прохождения вдоль длины узла. Штырь для сварки трением с перемешиванием имеет первый и второй концы, удерживаемые соответственно в первом зажимном патроне и втором зажимном патроне, и имеет длину перемешивания, проходящую по меньшей мере по ширине узла. Пропускание вращающегося штыря для сварки трением с перемешиванием обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку по меньшей мере двух блоков вместе.
В некоторых вариантах реализации настоящего изобретения предложена сваренная трением с перемешиванием конструкция. Конструкцию выполняют путем выполнения узла, содержащего по меньшей мере два блока из материала в первичной фазе, совместно использующих промежуток, в котором размещен материал во вторичной фазе, и имеющего длину, проходящую от передней кромки до задней кромки, ширину, проходящую перпендикулярно длине, и толщину, а также путем прижимания узла по меньшей мере для продвижения указанных по меньшей мере двух блоков по направлению друг к другу и/или удержания указанных по меньшей мере двух блоков в заданном положении, и пропускания штыря для сварки трением с перемешиванием вдоль промежутка от передней кромки до задней кромки, причем штырь для сварки трением с перемешиванием имеет длину перемешивания, проходящую по меньшей мере по ширине узла, а пропускание штыря для сварки трением с перемешиванием обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку по меньшей мере двух блоков друг с другом для выполнения конструкции.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На фиг. 1 показана блок-схема способа согласно одному из вариантов реализации настоящего изобретения.
На фиг. 2 схематически показан вид сбоку свариваемого трением с перемешиванием узла в соответствии с различными вариантами реализации.
На фиг. 3 схематически показан перспективный вид свариваемого трением с перемешиванием узла в соответствии с различными вариантами реализации.
На фиг. 4 схематически показан вид сбоку в разрезе блока с полостью в соответствии с различными вариантами реализации.
На фиг. 5 схематически показан вид сбоку узла, показанного на фиг. 2 в зажатом положении.
На фиг. 6 схематически показан вид сбоку штыря для сварки трением с перемешиванием в соответствии с различными вариантами реализации.
На фиг. 7 схематически показан вид сбоку узла по фиг. 2, свариваемого трением с перемешиванием.
На фиг. 8 схематически показан вид сбоку узла, показанного на фиг. 2, после сварки трением с перемешиванием.
На фиг. 9 показан свариваемый трением с перемешиванием узел в соответствии с различными вариантами реализации, который содержит три блока и два промежутка.
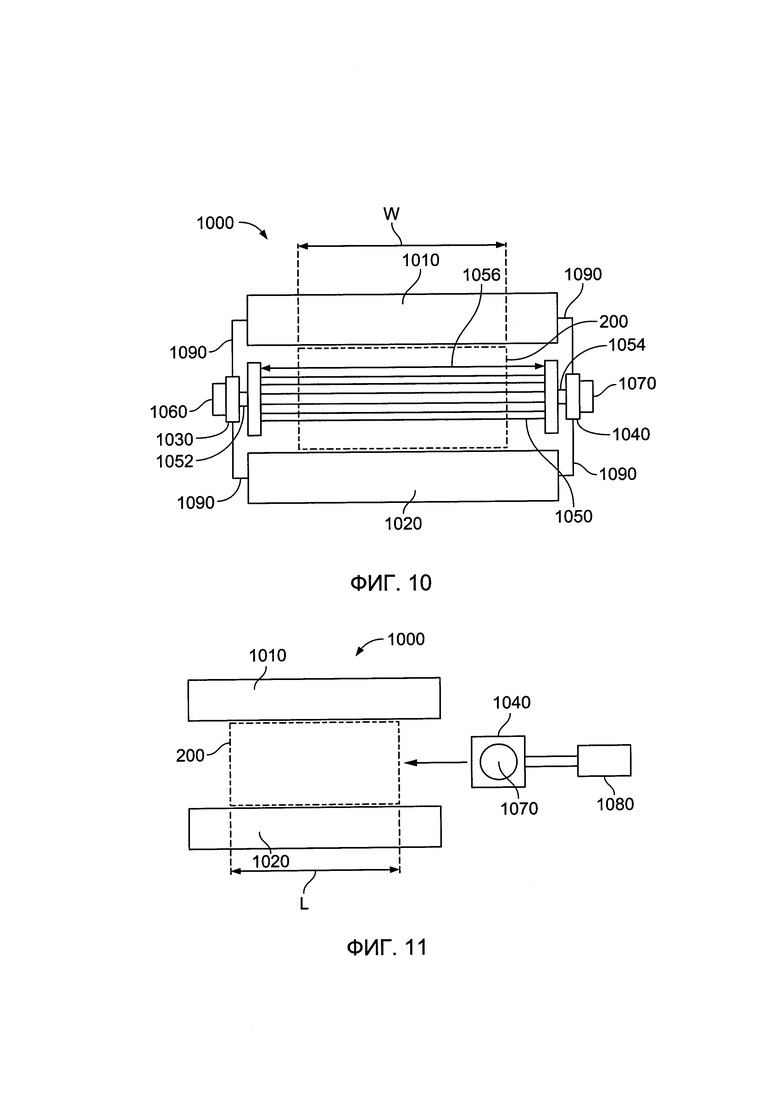
На фиг. 10 схематически показан вид с торца узла для сварки трением с перемешиванием, полученного в соответствии с различными вариантами реализации.
На фиг. 11 схематически показан вид сбоку узла для сварки трением с перемешиванием, показанного на фиг. 10.
На фиг. 12 показана блок-схема способа обслуживания и изготовления летательного аппарата.
На фиг. 13 показано иллюстративное изображение летательного аппарата.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Приведенный выше раздел «Раскрытие сущности изобретения», а также приведенное далее подробное описание конкретных вариантов реализации, будут лучше понятны после прочтения со ссылкой на прилагаемые чертежи. Как использовано в настоящем документе, следует понимать, что элемент или этап, сопровождаемый грамматическими показателями единственного числа, не обязательно исключает множества таких элементов или этапов. Кроме того, ссылки на «один вариант реализации» не следует интерпретировать таким образом, что они исключают наличие дополнительных вариантов реализации, которые также включают перечисленные признаки. Кроме того, если явно не указано иное, варианты реализации, «содержащие» или «имеющие» элемент или множество элементов, имеющих конкретное свойство, могут содержать дополнительные элементы, которые не имеют указанного свойства.
В различных вариантах реализации настоящего изобретения в промежутке между двумя компонентами из материала в первичной фазе, в котором размещен материал во вторичной фазе, используют сварку трением с перемешиванием. Сварка трением с перемешиванием смешивает материал во вторичной фазе в материал в первичной фазе и сваривает два компонента из материала в первичной фазе друг с другом для выполнения цельного компонента или цельной конструкции (например, листа или пластины), которая представляет собой конструкцию из металло-матричного композитного материала с материалом во вторичной фазе, распределенным в материале в первичной фазе.
В различных вариантах реализации предложен полупроводниковый способ изготовления металло-матричного композитного материала с использованием вращающегося штыря, стержня или проводника, который проходит сбоку через трехслойную конструкцию типа металл/вторичная фаза/металл, что обеспечивает нагрев и пластифицирование металла, а также распределение материала во вторичной фазе (например, керамический порошок) в металлических слоях. В различных вариантах реализации перемешивание приводит к соединению посредством связующего металлических слоев в монолитную конструкцию с тонкой дисперсией вторичной фазы.
В вариантах реализации настоящего изобретения предложены системы и способы выполнения конструкций из металло-матричного композитного материала, таких как пластины и листы. Различные варианты реализации улучшают удобство выполнения конструкций из металло-матричного композитного материала. В различных вариантах реализации предложено улучшенное распределение материала во вторичной фазе в материале в первичной фазе. В различных вариантах реализации предложен полупроводниковый способ распределения второго материала в металлической пластине. Различные варианты реализации обеспечены для изготовления конструкции из металло-матричного композитного материала (например, пластины) с высокой жесткостью и прочностью, а также плотностью, которая меньше плотности основного металла.
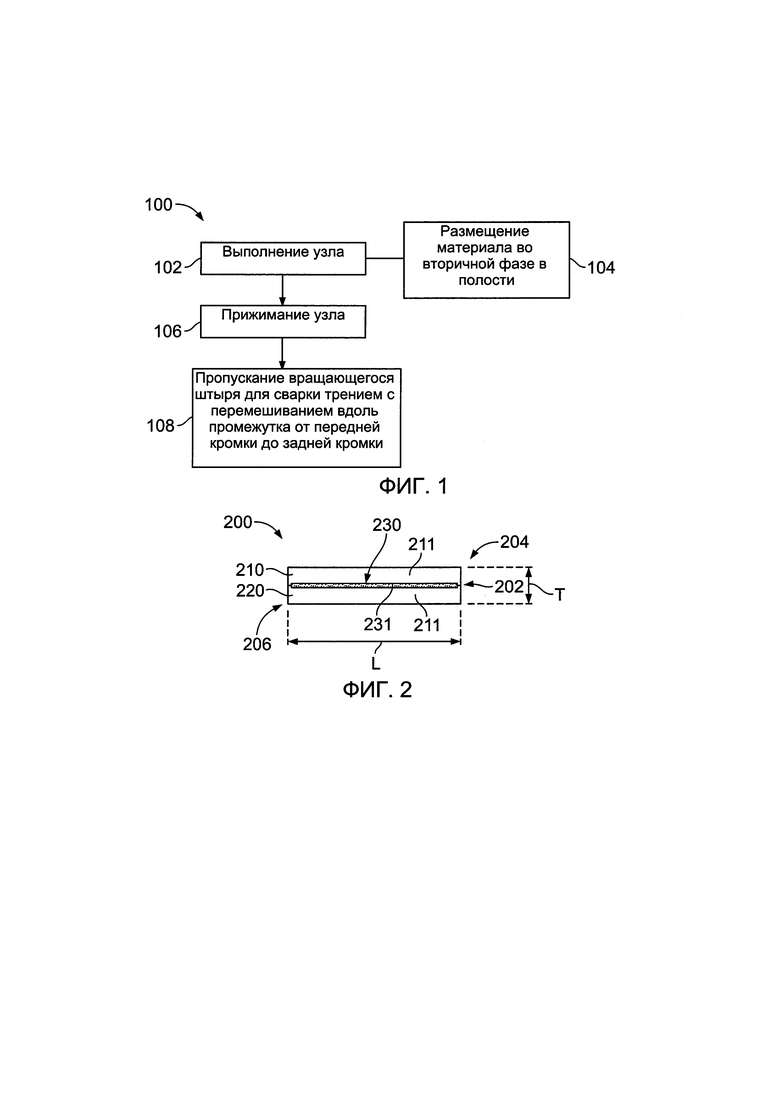
На фиг. 1 показана блок-схема способа 100 выполнения конструкции из металло-матричного композитного материала (например, пластины или листа) в соответствии с различными вариантами реализации. Способ 100, например, может использовать конструкции или аспекты различных вариантов реализации (например, системы и/или способы), описанных в данном документе, или может быть выполнен посредством таких конструкций или аспектов. В различных вариантах реализации конкретные этапы могут быть опущены или добавлены, объединены, осуществлены одновременно, осуществлены параллельно, разделены на множество этапов, осуществлены в ином порядке или конкретные этапы или совокупности этапов могут быть повторно осуществлены итерационным образом.
На этапе 102 выполняют узел. Узел содержит по меньшей мере два блока из материала в первичной фазе. По меньшей мере два блока совместно используют по меньшей мере один промежуток, в котором размещен материал во вторичной фазе. Например, в узла с двумя блоками между этими блоками имеется один промежуток. Еще в одном примере в узле с тремя блоками между этими блоками имеются два промежутка (например, первый промежуток, имеющийся между первым и вторым блоками, и второй промежуток, имеющийся между вторым и третьим блоками. Узел имеет длину, проходящую от передней кромки до задней кромки, ширину, проходящую перпендикулярно длине, и толщину. На фиг. 2 схематически показан вид сбоку свариваемого трением с перемешиванием узла в соответствии с различными вариантами реализации, а на фиг. 3 показан перспективный вид свариваемого трением с перемешиванием узла.
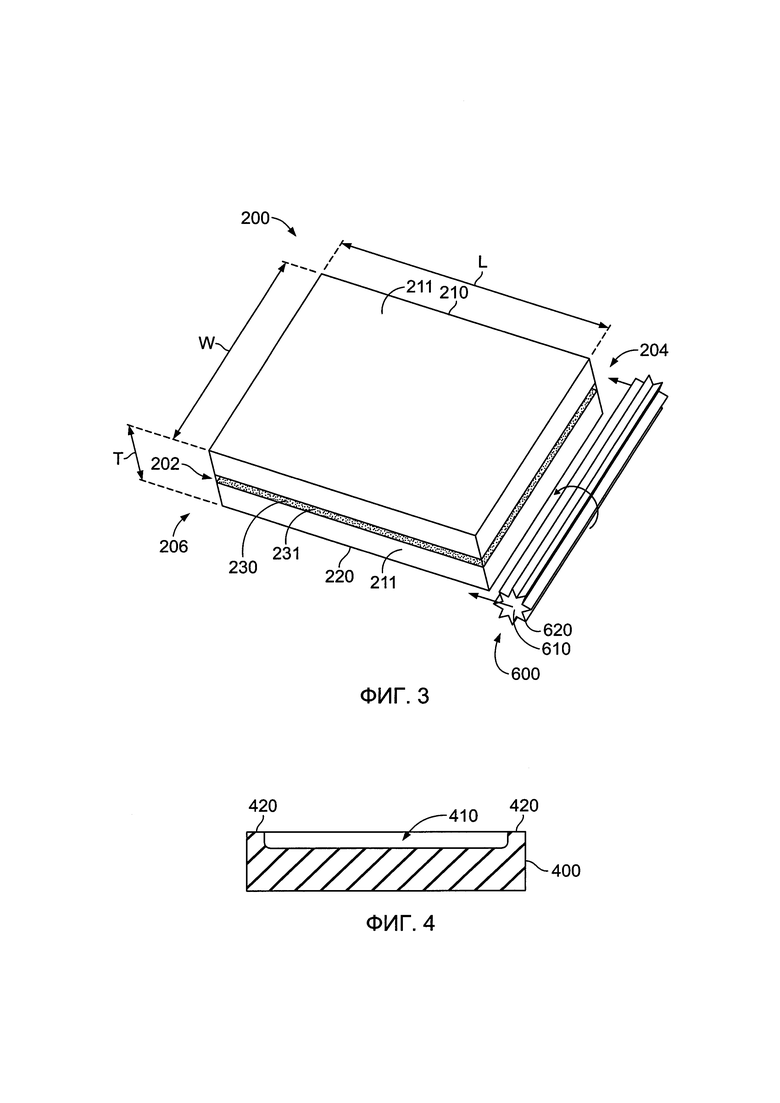
Как можно увидеть на фиг. 2, показанный узел 200 содержит первый блок 210 и второй блок 220. Первый блок 210 и второй блок 220 выполнены из материала 211 в первичной фазе. В различных вариантах реализации материал 211 в первичной фазе может представлять собой металл. Например, материал 211 в первичной фазе может представлять собой алюминий, титан или магний. Показанный узел 200 также содержит промежуточный слой 230, расположенный в промежутке 202, имеющемся между первым блоком 210 и вторым блоком 220. Промежуточный слой 230 выполнен из материала 231 во вторичной фазе. В некоторых вариантах реализации материал 231 во вторичной фазе может представлять собой металл. В некоторых вариантах реализации материал 231 во вторичной фазе может представлять собой неметаллический материал, такой как керамический порошок. В целом, первый блок 210 и второй блок 220 сваривают вместе при смешивании материала 231 во вторичной фазе с материалом 211 в первичной фазе в качестве части способа 100. Как видно на фиг. 2 и 3, узел 200 имеет длину L, ширину W и толщину Т. В различных вариантах реализации, например, толщина Т может находиться между 1/2 дюйма (1,27 см) и 3 дюйма (7,62 см). В иных вариантах реализации могут быть использованы другие значения толщины. Длина L проходит от передней кромки 204 до задней кромки 206.
В некоторых вариантах реализации промежуточный слой 230 может быть выполнен в виде листа (например, листа из второго металла, расположенного между блоками из первого металла). В иных вариантах реализации промежуточный слой 230 из материала 231 во вторичной фазе может представлять собой порошок или, в качестве еще одного примера, лист или брикет, выполненный путем прессования порошка. Например, на этапе 104 показанного способа 100 материал во вторичной фазе размещают (например, наносят) в полости по меньшей мере одного из двух блоков из материала в первичной фазе. На фиг. 4 схематически показан вид сбоку в разрезе блока 400, имеющего полость 410. В различных вариантах реализации блок 400 может быть использован, например, в качестве первого блока 210 и/или второго блока 220. Как можно увидеть на фиг. 4, блок 400 содержит заплечико 420, проходящее вокруг периметра блока 400 для образования полости 410. Следует заметить, что заплечико 420 может проходить вдоль всего периметра блока 400 для сохранения материала во вторичной фазе (например, керамического порошка) в промежутке, имеющемся между двумя блоками. В некоторых вариантах реализации блок 400 может быть приварен прихваточными швами или скреплен иным образом со вторым блоком во время транспортировки узла (например, узла 100), содержащего блок 400.
В блоке 106 согласно фиг. 1 зажимают узел. Например, узел может быть зажат между двумя прижимными плитами пресса. Процесс прижимания узла по меньшей мере обеспечивает продвижение по меньшей мере двух блоков узла по направлению друг к другу и/или удержание указанных по меньшей мере двух блоков в заданном положении. В целом, прижимание осуществляют для удержания компонентов узла в необходимом местоположении или обеспечения взаимосвязи между компонентами во время процесса сварки трением с перемешиванием.
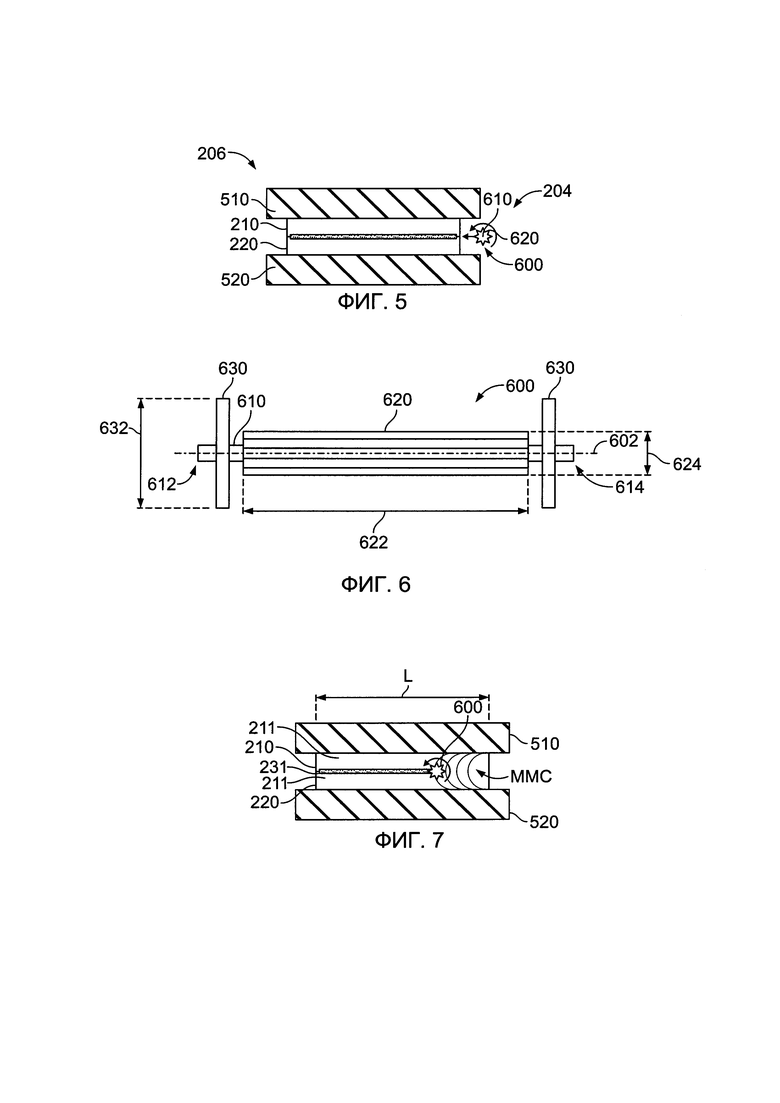
На фиг. 5 схематически показан вид сбоку узла 200, показанного на фиг. 2 в зажатом положении. Как можно увидеть на фиг. 5, узел 200 размещен между первой прижимной плитой 510 и второй прижимной плитой 520 пресса. Штырь 600 для сварки трением с перемешиванием первоначально размещен вблизи передней кромки 204 узла 200.
На фиг. 6 схематически показан вид сбоку штыря 600 для сварки трением с перемешиванием, полученного в соответствии с различными вариантами реализации. Штырь 600 для сварки трением с перемешиванием задает ось 602, вдоль которой вал 610 проходит от первого конца 612 до противоположного второго конца 614. Каждый из первого конца 612 и второго конца 614 может быть выполнен с возможностью приема в зажимном патроне и/или возможностью привода двигателем для вращения штыря. В различных вариантах реализации поддержание штыря 600 для сварки трением с перемешиванием на каждом конце способствует уменьшению изгиба или прогиба во время смещения штыря 600 для сварки трением с перемешиванием через узел (например, узел 200). Бороздки 620 проходят в радиальном направлении от вала 610 и задают длину 622 перемешивания. Следует заметить, что в различных вариантах реализации для бороздок 620 могут быть использованы различные геометрические размеры. Например, в некоторых вариантах реализации бороздки 620 могут проходить прямыми рядами или в иных вариантах реализации бороздки 620 могут проходить спиральными рядами. В различных вариантах реализации в бороздках 620 могут быть выполнены зазубрины или средства иных форм.
На той или иной стороне бороздок 620 размещены заплечики 630. Следует заметить, что в показанном варианте реализации промежутки показаны между концами бороздок 620 и заплечиками 630, однако в иных вариантах реализации не обязательно должен иметься такой промежуток. В целом заплечики 630 выполнены с возможностью оказания содействия в удержании материала на месте вдоль сторон или кромок узла, свариваемого трением с перемешиванием. Соответственно, заплечики 630 имеют диаметр 632, который больше диаметра 624 штыря, заданного бороздками 620. Диаметр 632 может быть меньше расстояния между прижимными плитами пресса, с которыми следует использовать штырь 600 для сварки трением с перемешиванием. Бороздки 620 могут быть выполнены из относительно жесткого материала, такого как карбид вольфрама, для поддержания жесткости и размерной целостности штыря при высокой температуре, создаваемой процессом сварки трением с перемешиванием, и облегчения смешивания металлов во время сварки трением с перемешиванием. В некоторых вариантах реализации диаметр 624 штыря может находиться между 25% и 85% от толщины узла (например, между 25% и 85% от толщины Т узла 200), свариваемого трением с перемешиванием. В некоторых вариантах реализации диаметр 624 штыря может находиться между 1/2 и 1/3 толщины узла, сваренного трением с перемешиванием.
На этапе 108 согласно фиг. 1 штырь для сварки трением с перемешиванием проводят вдоль промежутка от передней кромки узла до задней кромки узла. В различных вариантах реализации штырь для сварки трением с перемешиванием имеет длину перемешивания, которая проходит по меньшей мере по ширине узла, свариваемого трением с перемешиванием. Например, штырь 600 для сварки трением с перемешиванием может быть использован для сварки узла 200 трением с перемешиванием, причем длина 622 перемешивания имеет по меньшей мере такое же значение, что и длина W, а штырь 600 для сварки трением с перемешиванием расположен таким образом, что длина перемешивания проходит через всю ширину W узла 100 в отличие от конкретного процесса обычной сварки трением с перемешиванием, в котором консольный штырь проходит только через часть объекта, свариваемого трением с перемешиванием. По мере того, как штырь для сварки трением с перемешиванием проводят вдоль длины узла, этот штырь для сварки трением с перемешиванием также вращают (например, посредством одного или более соответствующих двигателей). Например, в некоторых вариантах реализации штырь для сварки трением с перемешиванием поддерживают с противоположных концов (например, с первого конца 612 и второго конца 614 штыря 600 для сварки трением с перемешиванием). Кроме того, в некоторых вариантах реализации штырь для сварки трением с перемешиванием может быть приведен с противоположных концов (например, первый двигатель может приводить штырь для сварки трением с перемешиванием с первого конца 612, а второй двигатель может приводить штырь для сварки трением с перемешиванием со второго конца 614). В различных вариантах реализации поддержание штыря на обоих концах уменьшает изгиб или прогиб штыря по мере его проведения через ширину свариваемого узла. Два двигателя могут быть синхронизированы друг с другом.
Пропускание штыря для сварки трением с перемешиванием вдоль промежутка вдоль длины узла обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку по меньшей мере два блоков из материала в первичной фазе друг с другом. Соответственно, в различных вариантах реализации предложена цельная конструкция с материалом во вторичной фазе, распределенным по всему материалу в первичной фазе. Следует заметить, что в некоторых вариантах реализации промежуток может быть выровнен с осью штыря для сварки трением с перемешиванием, а в иных вариантах реализации промежуток может быть смещен от оси штыря для сварки трением с перемешиванием. В целом, в различных вариантах реализации промежуток расположен в пределах зоны или области, заданной диаметром штыря (например, диаметром бороздок). Следует заметить, что, как использовано в настоящем документе, термин «диаметр штыря» относится к характеристике штыря для сварки трением с перемешиванием (например, диаметру бороздок) и не ограничивает фактическую область или толщину, в которой может возникать смешивание. В различных вариантах реализации смешивание может возникать за пределами диаметра штыря для сварки трением с перемешиванием аналогично тому, как след от винта проходит за пределы диаметра винта. По мере того, по мере того штырь для сварки трением с перемешиванием продвигают вдоль длины узла, скоростью вращения штыря для сварки трением с перемешиванием, а также боковой скоростью, при которой штырь для сварки трением с перемешиванием продвигают вдоль длины узла от передней кромки до задней кромки, можно управлять для достижения необходимого смешивания и/или сваривания. Например, скоростью можно управлять для поддержания температуры на уровне, достаточно высоком для обеспечения улучшенного расхода материалов, смешиваемых при одновременном поддержании температуры на уровне, достаточно низком для сохранения значения ниже температуры плавления одного или более материалов.
На фиг. 7 схематически показан вид сбоку узла 200, показанного на фиг. 2 в зажатом положении во время сварки трением с перемешиванием. Как можно увидеть на фиг. 7, по мере продвижения штыря 600 для сварки трением с перемешиванием вдоль длины L узла 200, материал 231 во вторичной фазе смешивается с материалом 211 в первичной фазе, а первый блок 210 и второй блок 220 свариваются вместе, что обеспечивает выполнение металло-матричного композитного материала позади штыря 600 для сварки трением с перемешиванием (в направлении смещения).
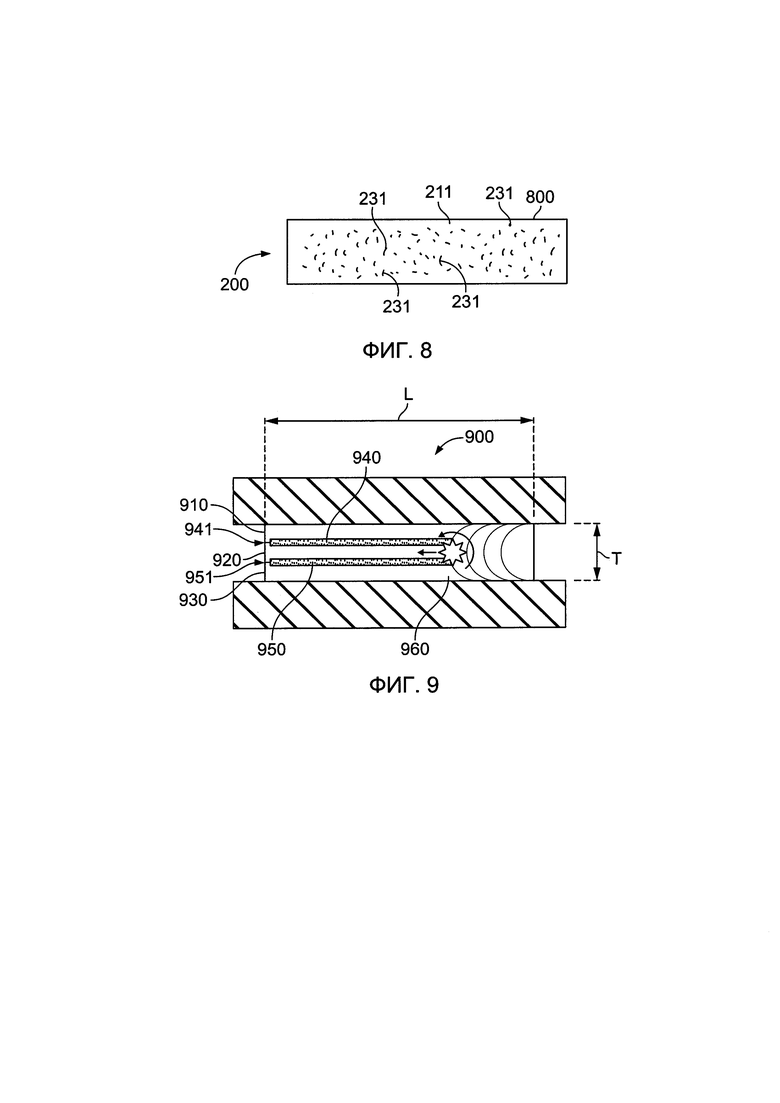
На фиг. 8 схематически показан вид сбоку узла 200 после сварки трением с перемешиванием. Как можно увидеть на фиг. 8, узел 200 был обработан посредством способа 100 в сваренную трением с перемешиванием цельную конструкцию 800, которая содержит материал 231 во вторичной фазе, распределенный по всему материалу 211 в первичной фазе, а также первый блок 210 и второй блок 220, сваренные вместе для выполнения сваренной трением с перемешиванием цельной конструкции 800.
Следует заметить, что в альтернативных вариантах реализации может быть использовано большее количество блоков и промежутков. На фиг. 9 показан узел 900, который сварен трением с перемешиванием и который содержит три блока и два промежутка. Узел 900 содержит первый блок 910, второй блок 920 и третий блок 930. Первый блок 910, второй блок 920 и третий блок 930 выполнены из одного или более материалов в первичной фазе. Узел 900 образует два промежутка между блоками. В частности, узел 900 образует первый промежуток 941 между первым блоком 910 и вторым блоком 920, и второй промежуток 951 между вторым блоком 920 и третьим блоком 930. В первом промежутке 941 находится первый промежуточный слой 940, а во втором промежутке 951 находится второй промежуточный слой 950. Первый промежуточный слой 940 и второй промежуточный слой 950 выполнены из одного или более материалов во вторичной фазе. В целом, материал во вторичной фазе или материалы во вторичной фазе смешивают или распределяют по всему материалу в первичной фазе или первых фаз путем сварки трением с перемешиванием по мере того, как штырь 960 для сварки трением с перемешиванием проходит вдоль длины L узла 900, а материал в первичной фазе или материалы в первичной фазе сваривают вместе путем сварки трением с перемешиванием. В показанных вариантах реализации штырь 960 для сварки трением с перемешиванием расположен посередине толщины Т узла 900 с первым промежуточным слоем 940 и вторым промежуточным слоем 950 на противоположных сторонах от середины. Следует заметить, что конкретные местоположения и/или количества промежутков и промежуточных слоев материалов во вторичной фазе могут быть изменены для обеспечения, например, необходимого уровня однородности распределения материала во вторичной фазе по всему материалу в первичной фазе.
Также следует отметить, что показанный пример узла 900 приведен в качестве примера, а не ограничения, при этом в альтернативных вариантах реализации могут быть использованы иные местоположения. Например, в различных вариантах реализации могут быть использованы более трех блоков и двух промежутков. В качестве еще одного примера, несмотря на то, что в показанном варианте реализации показан один штырь для сварки трением с перемешиванием, в альтернативных вариантах реализации могут быть использованы более одного штыря для сварки трением с перемешиванием. Например, в некоторых вариантах реализации на каждый промежуток может быть обеспечен один штырь для сварки трением с перемешиванием. В качестве еще одного примера, в иных вариантах реализации могут быть использованы большее количество промежутков. Например, могут быть обеспечены четыре промежутка и два штыря для сварки трением с перемешиванием (по два промежутка на каждый штырь).
Также следует дополнительно отметить, что несмотря на то, что в некоторых вариантах реализации один и тот же материал в первичной фазе может быть использован для каждого блока и один и тот же материал во вторичной фазе может быть использован для каждого промежуточного слоя, в иных вариантах реализации могут быть использованы разные материалы. Например, в некоторых вариантах реализации в качестве материала в первичной фазе для двух или более блоков могут быть использованы разные материалы. Например, в показанном варианте реализации первый блок 910 может быть выполнен из первого материала (например, первого металла), второй блок может быть выполнен из второго материала (например, второго металла), а третий блок может быть выполнен из третьего материала (например, третьего металла). В качестве альтернативы или дополнения, различные материалы могут быть использованы для материала во вторичной фазе для двух или более промежутков. Например, в показанном варианте реализации первый промежуточный слой 940 может быть выполнен из четвертого материала (например, четвертого металла и/или первого керамического порошка), а второй промежуточный слой 950 может быть выполнен из пятого материала (например, пятого металла и/или второго керамического порошка). В различных вариантах реализации для обеспечения градиента или переменных свойств по всей толщине результирующей конструкции для различных блоков и/или промежуточных слоев могут быть использованы различные материалы.
На фиг. 10 схематически показан вид с торца узла 1000 для сварки трением с перемешиванием, полученного в соответствии с различными вариантами реализации, а на фиг. 11 схематически показан вид сбоку узла 1000 для сварки трением с перемешиванием. Как можно увидеть на фиг. 10 и 11, узел 1000 для сварки трением с перемешиванием выполнен с возможностью приема свариваемого трением с перемешиванием узла (например, узла 200), который описан в настоящем документе.
Как можно увидеть на фиг. 10 и 11, узел 1000 для сварки трением с перемешиванием содержит первую прижимную плиту 1010, вторую прижимную плиту 1020, первый зажимной патрон 1030, второй зажимной патрон 1040 и штырь 1050 для сварки трением с перемешиванием. Различные компоненты узла 1000 для сварки трением с перемешиванием могут быть скреплены с каркасом 1090 (схематически показан соединительными линиями на фиг. 10 для обеспечения простоты и ясности иллюстрации), выполненным с возможностью закрепления компонентов в необходимых местоположениях и/или возможностью сдерживания или направления перемещений различных компонентов. Например, первая прижимная плита 1010 и вторая прижимная плита 1020 могут быть продвинуты по направлению друг к другу (для зажатия узла 200) или по направлению друг от друга (для высвобождения узла 200). Штырь 1050 для сварки трением с перемешиванием может быть закреплен в первом зажимном патроне 1030 и втором зажимном патроне 1040, причем первый зажимной патрон 1030 и второй зажимной патрон 1040 продвигают вдоль длины узла 200 для обеспечения сварки узла трением с перемешиванием. Штырь 1050 для сварки трением с перемешиванием может быть в целом выполнен аналогично, например, штырю 600 для сварки трением с перемешиванием, раскрытому в данном документе. Как видно на фиг. 10, штырь 1050 для сварки трением с перемешиванием имеет первый конец 1052, закрепленный в первом зажимном патроне 1030, и второй конец 1054, закрепленный во втором зажимном патроне 1040. Показанный штырь 1050 для сварки трением с перемешиванием имеет длину 1056 перемешивания (например, задана бороздками), которая проходит по меньшей мере по ширине W узла 200 для обеспечения сварки трением с перемешиванием по всей ширине узла 200.
Первая прижимная плита 1010 и вторая прижимная плита 1020 выполнены с возможностью удержания узла, который необходимо сварить трением с перемешиванием (например, узла 200, показанного пунктирными линиями на фиг. 10 и 11). Первая прижимная плита 1010 и/или вторая прижимная плита 1020, например, могут быть соединены с одним или более цилиндрами или другими приводами, выполненными с возможностью продвижения первой прижимной плиты 1010 и второй прижимной плиты 1020 по направлению друг к другу или по направлению друг от друга.
Первый зажимной патрон 1030 и второй зажимной патрон 1040 размещены на противоположных сторонах по отношению к ширине W узла 200 (или на противоположных сторонах первой прижимной плиты 1010 и второй прижимной плиты 1020), а также выполнены с возможностью прохождения вдоль длины L узла 200 (или длины первой прижимной плиты 1010 и второй прижимной плиты 1020). Например, зажимные патроны могут быть размещены в линейных направляющих и приведены в действие цилиндром или другим линейным приводом 1080 (см. фиг. 11) для продвижения вдоль длины узла, свариваемого трением с перемешиванием. Для позиционирования штыря 1050 для сварки трением с перемешиванием в необходимом местоположении (например, выравнивания с промежутком узла 200) также могут быть использованы направляющие. В показанном варианте реализации каждый зажимной патрон также содержит соответствующий двигатель, используемый для вращения штыря 1050 для сварки трением с перемешиванием во время сварки трением с перемешиванием. Как видно на фиг. 10, узел 1000 для сварки трением с перемешиванием содержит первый двигатель 1060, связанный с первым зажимным патроном 1030, и второй двигатель 1070, связанный со вторым зажимным патроном 1040. Первый двигатель 1060 приводит первый конец 1052 штыря 1050 для сварки трением с перемешиванием (например, вращает первый конец 1052), а второй двигатель 1070 приводит второй конец 1054 штыря 1050 для сварки трением с перемешиванием (например, вращает второй конец 1054). Первый двигатель 1060 и второй двигатель 1070 могут быть синхронизированы для вращения концов штыря 1050 для сварки трением с перемешиванием в одно и то же время и с одной и той же скоростью вращения для уменьшения или ограничения любой деформации кручения, которая может быть вызвана синхронизированным вращением. Двигатели в показанном варианте реализации используют для вращения штыря 1050 для сварки трением с перемешиванием при продвижении штыря 1050 для сварки трением с перемешиванием вдоль длины свариваемого трением с перемешиванием узла 200. Пропускание штыря 1050 для сварки трением с перемешиванием вдоль длины L узла 200 обеспечивает распределение материала во вторичной фазе (например, материала, расположенного в промежутке между двумя материалами в первичной фазе) в материале в первичной фазе и сварку блоков из материала в первичной фазе друг с другом.
Примеры настоящего изобретения могут быть описаны в контексте способа 1900 обслуживания и изготовления летательного аппарата, показанного на фиг. 12, и летательного аппарата 1902, показанного на фиг. 13. Во время подготовки к производству иллюстративный способ 1900 может включать проработку и проектирование (блок 1904) летательного аппарата 1902 и материальное снабжение (блок 1906). Во время производства может происходить изготовление подузлов и компонентов (блок 1908) и интеграция систем (блок 1910) летательного аппарата 1902. Впоследствии, летательный аппарат 1902 может пройти через сертификацию и поставку (блок 1912) для его помещения на обслуживание (блок 1914). Во время нахождения на обслуживании для летательного аппарата 1902 составляют расписание планового технического обеспечения и обслуживания (блок 1916). Плановое техническое обеспечение и обслуживание могут включать модификацию, перенастройку, восстановление и т.п. одной или более систем летательного аппарата 1902. Например, в различных вариантах реализации примеры настоящего изобретения могут быть использованы вместе с одним или более из блоков 1908 или 1916.
Каждый из процессов иллюстративного способа 1900 может быть выполнен или осуществлен системным интегратором, третьей стороной и/или оператором (например, заказчиком). Для целей описания системный интегратор может содержать, без ограничения, любое количество производителей летательных аппаратов и субподрядчиков по основным системам, третья сторона может включать, без ограничения, любое количество продавцов, субподрядчиков и поставщиков, а оператор может представлять собой авиакомпанию, лизинговую компанию, военную организацию, обслуживающую организацию и т.д.
Как показано на фиг. 13, летательный аппарат 1902, созданный посредством иллюстративного способа 1900, может содержать корпус 1918 с множеством систем 1920 высокого уровня и внутренней частью 1922. Примеры систем 1920 высокого уровня содержат одну или более из следующих систем: движительная система 1924, электрическая система 1926, гидравлическая система 1928 и климатическая система 1930. Может быть задействовано любое количество иных систем. Несмотря на то, что пример показан для авиакосмической промышленности, принципы, раскрытые в данном документе, могут быть использованы и в других отраслях промышленности, таких как автомобильная промышленность. Соответственно, в дополнение к летательному аппарату 1902, принципы, раскрытые в данном документе, могут быть использованы и в других транспортных средствах, например наземных транспортных средствах, морских транспортных средствах, космических транспортных средствах и т.п. В различных вариантах реализации примеры настоящего изобретения могут быть использованы вместе с корпусом 1918.
Устройство или устройства, а также способ или способы, показанные или описанные в данном документе, могут быть использованы во время любого одного или более этапов способа 1900 обслуживания и изготовления. Например, компоненты или подузлы, соответствующие изготовлению 1908 подузлов и компонентов, могут быть изготовлены или произведены способом, схожим со способом изготовления компонентов или подузлов, изготовленных во время нахождения летательного аппарата 1902 на обслуживании. Кроме того, один или более примеров устройства или устройств, способа или способов или их сочетания могут быть использованы во время этапов 1908 и 1910 изготовления, например по существу путем упрощения узла летательного аппарата 1902 или уменьшения затрат на летательный аппарат 1902. Аналогичным образом, один или более примеров реализаций устройства или способа или их сочетание могут быть использованы, например, без ограничения, во время нахождения летательного аппарата 1902 на обслуживании, например на этапе технического обеспечения и обслуживания (блок 1916).
Различные примеры устройства или устройств, а также способа или способов, описанных в данном документе, содержат множество различных компонентов, признаков и функциональных возможностей. Следует понимать, что различные примеры устройства или устройств, а также способа или способов, описанных в данном документе, могут содержать любые из компонентов, признаков и функциональных возможностей любого из других примеров устройства или устройств, а также способа или способов, описанных в данном документе, в любом сочетании, и все из таких возможностей находятся в рамках сущности и объема настоящего изобретения.
Несмотря на то, что термины, характеризующие пространственное положение и направление, такие как верхний, задний, нижний, средний, боковой, горизонтальный, вертикальный, передний и т.п., могут быть использованы для описания вариантов реализации настоящего изобретения, следует понимать, что такие термины по существу используются в отношении ориентаций, показанных на чертежах. Ориентации могут быть изменены на противоположные, повернуты или изменены по-другому таким образом, что верхняя часть становится нижней частью и наоборот, а горизонтальное положение становится вертикальным положением и т.п.
Следует заметить, что в различных альтернативных вариантах реализации может быть изменено конкретное расположение компонентов (например, количество, типы, расположение или т.п.) согласно показанным вариантам реализации. Например, в различных вариантах реализации может быть использовано иное количество заданных компонентов, может быть использован иной тип или типы заданного компонента, заданное количество компонентов (или их аспектов) могут быть объединены, заданный компонент может быть разделен на множество компонентов, один или более аспектов одного или более компонентов могут быть совместно использованы между компонентами, при этом заданный компонент может быть добавлен или заданный компонент может быть опущен.
Как использовано в настоящем документе, без ограничения, конструкция или элемент, который «выполнен с возможностью» выполнения задачи или операции, имеет специальную конструкцию, сконструирован или выполнен способом, соответствующим указанной задаче или операции. Для целей ясности и во избежание сомнений объект, который по существу может быть модифицирован для выполнения задачи или операции, не «выполнен с возможностью» выполнения задачи или операции, как использовано в настоящем документе. Вместо этого, применение фразы «выполненный с возможностью», используемой в настоящем документе, указывает на конструктивные доработки или характеристики, а также указывает на конструктивные требования, без ограничения, к любой конструкции или элементу, в отношении которого употреблена фраза «выполненный с возможностью» выполнения задачи или операции.
Следует понимать, что приведенное выше описание является иллюстративным, а не ограничительным. Например, вышеописанные варианты реализации (и/или их аспекты) могут быть использованы в сочетании друг с другом. Кроме того, многие модификации могут быть выполнены для адаптации конкретной ситуации или материала к описаниям различных вариантов реализации без выхода за рамки их объема. Несмотря на то, что размеры и типы материалов, описанных в данном документе, задают параметры различных вариантов реализации, эти варианты реализации ни в коей мере не являются ограничивающими, а представляют собой иллюстративные варианты реализации. Многие другие варианты реализации должны быть очевидны специалистам в данной области техники после прочтения приведенного выше описания. Таким образом, объем различных вариантов реализации следует определять со ссылкой на прилагаемую формулу изобретения, наряду с полным объемом эквивалентов, на которые такие пункты формулы изобретения направлены.
Кроме того, настоящее изобретение содержит варианты реализации согласно следующим пунктам:
Пункт 1. Способ выполнения конструкции из металло-матричного композитного материала, включающий:
выполнение узла, содержащего по меньшей мере два блока из материала в первичной фазе, совместно использующих промежуток, в котором размещен материал во вторичной фазе, причем узел имеет длину, проходящую от передней кромки до задней кромки, ширину, проходящую перпендикулярно длине, и толщину,
прижимание узла по меньшей мере для продвижения указанных по меньшей мере двух блоков по направлению друг к другу и/или для удержания их в заданном положении,
пропускание вращающегося штыря для сварки трением с перемешиванием вдоль промежутка от передней кромки до задней кромки, причем
штырь для сварки трением с перемешиванием имеет длину перемешивания, проходящую по меньшей мере по ширине узла, а
пропускание штыря для сварки трением с перемешиванием обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку указанных по меньшей мере двух блоков вместе.
Пункт 2. Способ по пункту 1, дополнительно включающий осуществление поддержки штыря для сварки трением с перемешиванием с противоположных концов при пропускании штыря для сварки трением с перемешиванием вдоль промежутка.
Пункт 3. Способ по пункту 2, дополнительно включающий осуществление привода штыря для сварки трением с перемешиванием с противоположных концов при пропускании штыря для сварки трением с перемешиванием вдоль промежутка.
Пункт 4. Способ по пункту 1, согласно которому выполнение узла включает размещение материала во вторичной фазе в полости по меньшей мере одного из указанных по меньшей мере двух блоков.
Пункт 5. Способ по пункту 1, согласно которому указанные по меньшей мере два блока содержат по меньшей мере три блока, образующие два промежутка.
Пункт 6. Способ по пункту 5, согласно которому указанные по меньшей мере три блока содержат три блока, образованные из отличных друг от друга металлов.
Пункт 7. Способ по пункту 5, согласно которому материал во вторичной фазе содержит первый материал во вторичной фазе, размещенный в первом промежутке, и второй материал во вторичной фазе, размещенный во втором промежутке.
Пункт 8. Способ по пункту 1, согласно которому материал в первичной фазе содержит алюминий.
Пункт 9. Способ по пункту 1, согласно которому материал во вторичной фазе содержит керамический порошок.
Пункт 10. Узел для сварки трением с перемешиванием, содержащий: первую прижимную плиту и вторую прижимную плиту, выполненные с возможностью удержания узла, содержащего по меньшей мере два блока из материала в первичной фазе, совместно использующих промежуток, в котором размещен материал во вторичной фазе, причем узел имеет длину, проходящую от передней кромки до задней кромки, ширину, проходящую перпендикулярно длине, и толщину,
первый и второй зажимные патроны, расположенные на противоположных сторонах шириной узла и выполненные с возможностью прохождения вдоль длины узла, и
штырь для сварки трением с перемешиванием, имеющий первый конец и второй конец, удерживаемые соответственно в первом зажимном патроне и втором зажимном патроне, и имеющий длину перемешивания, проходящую по меньшей мере по ширине узла,
при этом пропускание штыря для сварки трением с перемешиванием обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку указанных по меньшей мере двух блоков друг с другом.
Пункт 11. Узел для сварки трением с перемешиванием по пункту 10, в котором первый и второй зажимные патроны выполнены с возможностью привода соответственно первого и второго концов штыря для сварки трением с перемешиванием.
Пункт 12. Узел для сварки трением с перемешиванием по пункту 10, в котором штырь для сварки трением с перемешиванием имеет диаметр между 25% и 85% от толщины узла.
Пункт 13. Узел для сварки трением с перемешиванием по пункту 10, в котором штырь для сварки трением с перемешиванием имеет диаметр между 1/3 и 1/2 от толщины узла.
Пункт 14. Узел для сварки трением с перемешиванием по пункту 10, содержащий множество штырей для сварки трением с перемешиванием, расположенных вдоль толщины узла.
Пункт 15. Узел для сварки трением с перемешиванием по пункту 14, в котором обеспечена возможность привода указанных по меньшей мере двух штырей для сварки трением с перемешиванием независимо друг от друга.
Пункт 16. Сваренная трением с перемешиванием конструкция, выполненная посредством:
выполнения узла, содержащего по меньшей мере два блока из материала в первичной фазе, совместно использующих промежуток, в котором размещен материал во вторичной фазе, причем узел имеет длину, проходящую от передней кромки до задней кромки, ширину, проходящую перпендикулярно длине, и толщину,
прижимания узла по меньшей мере для продвижения указанных по меньшей мере двух блоков по направлению друг к другу или удержания их в заданном положении, и
пропускания вращающегося штыря для сварки трением с перемешиванием вдоль промежутка от передней кромки до задней кромки, причем
штырь для сварки трением с перемешиванием имеет длину перемешивания, проходящую по меньшей мере по ширине узла, а
пропускание штыря для сварки трением с перемешиванием обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку указанных по меньшей мере двух блоков друг с другом для образования конструкции.
Пункт 17. Сваренная трением с перемешиванием конструкция по пункту 16, в которой указанные по меньшей мере два блока содержат по меньшей мере три блока, образующие два промежутка,
причем указанные по меньшей мере три блока содержат три блока, образованные из отличных друг от друга металлов.
Пункт 18. Сваренная трением с перемешиванием конструкция по пункту 16, в которой указанные по меньшей мере два блока содержат по меньшей мере три блока, образующие два промежутка,
причем материал во вторичной фазе содержит первый материал во вторичной фазе, размещенный в первом промежутке, и второй материал во вторичной фазе, размещенный во втором промежутке.
Пункт 19. Сваренная трением с перемешиванием конструкция по пункту 16, в которой материал в первичной фазе содержит алюминий.
Пункт 20. Сваренная трением с перемешиванием конструкция по пункту 16, в которой материал во вторичной фазе содержит керамический порошок.
В данном описании использованы примеры для раскрытия различных вариантов реализации, в том числе предпочтительный вариант реализации, а также для обеспечения возможности любому специалисту в данной области техники осуществить различные варианты реализации, в том числе создать и использовать любые устройства или системы и выполнить любые задействованные способы. Объем защиты различных вариантов реализации задан формулой изобретения и может содержать иные примеры, которые могут прийти в голову специалистам. Такие иные примеры находятся в пределах объема формулы изобретения, если эти примеры содержат конструктивные элементы, которые не отличаются по формулировке от формулы изобретения, или содержат эквивалентные конструктивные элементы с несущественными отличиями по формулировке от формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРТРИДЖ ПРОТОЧНОЙ КЮВЕТЫ С ПЛАВАЮЩИМ УПЛОТНИТЕЛЬНЫМ КРОНШТЕЙНОМ | 2017 |
|
RU2786097C1 |
| СТОЙКИЙ К РАЗРУШЕНИЮ ИНСТРУМЕНТ ДЛЯ СВАРКИ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ | 2008 |
|
RU2466838C2 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕШИВАНИЯ | 2016 |
|
RU2729276C2 |
| УСТРОЙСТВО ДЛЯ ТРИБОТЕХНИЧЕСКИХ ИСПЫТАНИЙ МАТЕРИАЛОВ | 2011 |
|
RU2482464C2 |
| УСТРОЙСТВО ДЛЯ СВОРАЧИВАНИЯ БУМАГИ, ПРЕДНАЗНАЧЕННОЕ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 2008 |
|
RU2420440C1 |
| СПОСОБ ПОЛУЧЕНИЯ БИОНИЧЕСКОГО НЕТКАНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2618468C2 |
| СПОСОБ СВАРКИ ТРЕНИЕМ | 2000 |
|
RU2233743C2 |
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ, НАКОНЕЧНИК ДЛЯ СВАРОЧНОГО ЭЛЕМЕНТА РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2008 |
|
RU2516479C2 |
| ШОВНАЯ НИТЬ, ИМЕЮЩАЯ УДЕРЖИВАЮЩИЙ ЭЛЕМЕНТ НА КОНЦЕ, И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2015 |
|
RU2728569C2 |
| ПАКЕТОДЕЛАТЕЛЬНАЯ МАШИНА (ВАРИАНТЫ), СПОСОБ ИЗГОТОВЛЕНИЯ ПАКЕТОВ, НАКОНЕЧНИК ДЛЯ СВАРОЧНОГО ЭЛЕМЕНТА РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ И ПЕРФОРАТОР ДЛЯ РОТОРНОЙ ПАКЕТОДЕЛАТЕЛЬНОЙ МАШИНЫ | 2013 |
|
RU2646194C2 |


Изобретения могут быть использованы при изготовлении конструкции из металломатричного композитного материала. Осуществляют сборку (102) узла (200), содержащего по меньшей мере два блока (210, 220) из материала (211) в первичной фазе, установленных с образованием между ними промежутка (202), в котором размещен материал (231) во вторичной фазе. Прижимают (106) узел по меньшей мере к одной из двух прижимных плит (510, 520) пресса с обеспечением продвижения блоков по направлению друг к другу и/или удержания их в заданном положении. Пропускают (108) вращающийся штырь (600) для сварки трением с перемешиванием сбоку вдоль указанного промежутка от передней кромки узла до задней кромки. Длина (622) перемешивания штыря в виде вала проходит по меньшей мере по всей ширине узла. Пропускание штыря для сварки трением с перемешиванием обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку указанных по меньшей мере двух блоков друг с другом. 3 н. и 17 з.п. ф-лы, 13 ил.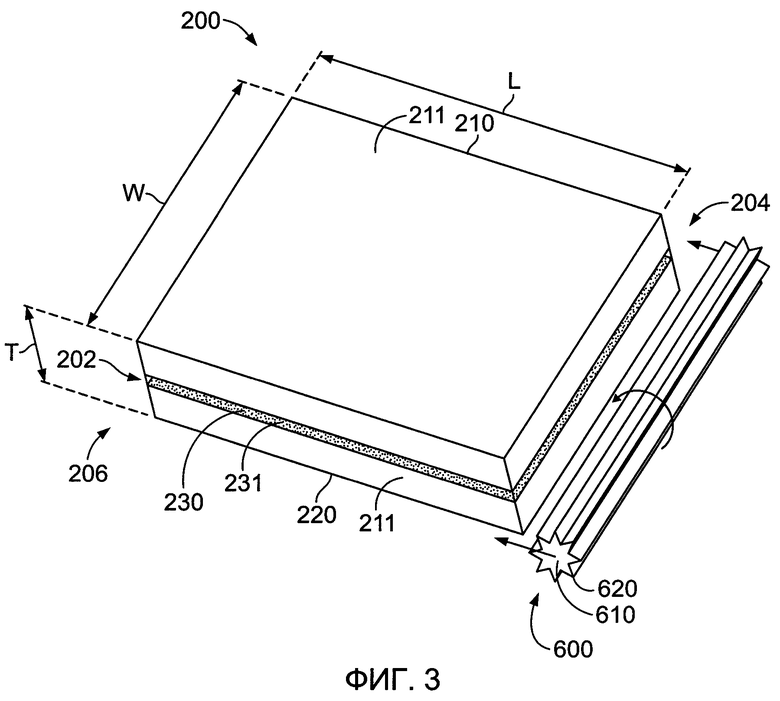
1. Способ (100) изготовления конструкции (800) из металломатричного композитного материала, включающий:
сборку (102) узла (200), содержащего по меньшей мере два блока (210, 220), выполненных из материала (211) в первичной фазе и установленных с образованием между ними промежутка (202), в котором размещен материал (231) во вторичной фазе, причем узел имеет длину (L), проходящую от передней кромки (204) до задней кромки (206), ширину (W), проходящую перпендикулярно длине, и толщину (T),
прижимание (106) узла по меньшей мере к одной из двух прижимных плит (510, 520) пресса с обеспечением продвижения указанных по меньшей мере двух блоков по направлению друг к другу и/или удержания их в заданном положении,
пропускание (108) вращающегося штыря (600) для сварки трением с перемешиванием сбоку вдоль указанного промежутка от передней кромки узла до задней кромки, причем
штырь для сварки трением с перемешиванием выполнен в виде вала, имеющего длину (622) перемешивания, проходящую по меньшей мере по всей ширине узла, при этом
пропускание штыря для сварки трением с перемешиванием обеспечивает распределение материала во вторичной фазе в материале в первичной фазе и сварку указанных по меньшей мере двух блоков друг с другом.
2. Способ (100) по п. 1, в котором дополнительно осуществляют поддержку штыря (600) для сварки трением с перемешиванием с противоположных концов при пропускании штыря для сварки трением с перемешиванием вдоль указанного промежутка (202).
3. Способ (100) по п. 2, в котором дополнительно осуществляют привод штыря (600) для сварки трением с перемешиванием с противоположных концов при пропускании штыря для сварки трением с перемешиванием вдоль указанного промежутка (202).
4. Способ (100) по п. 1, в котором сборка (102) узла (200) включает размещение материала (231) во вторичной фазе в полости (410), выполненной по меньшей мере в одном из указанных по меньшей мере двух блоков (210, 220).
5. Способ (100) по п. 1, в котором узел содержит по меньшей мере три блока (910, 920, 940), образующие два промежутка (941, 951).
6. Способ (100) по п. 5, в котором указанные по меньшей мере три блока (910, 920, 940) выполнены из металлов разного состава.
7. Способ (100) по п. 5, в котором в первом промежутке (941) размещен один материал во вторичной фазе (231), а во втором промежутке (951) размещен другой материал во вторичной фазе.
8. Способ (100) по п. 1, в котором материал (211) в первичной фазе содержит алюминий.
9. Способ (100) по п. 1, в котором материал (231) во вторичной фазе содержит керамический порошок.
10. Узел (1000) для сварки трением с перемешиванием при изготовлении конструкции (800) из металломатричного композитного материала, содержащий:
первую прижимную плиту (1010) и вторую прижимную плиту (1020), выполненные с возможностью удержания узла (200), содержащего по меньшей мере два блока (210, 220), выполненные из материала (211) в первичной фазе и собранные с образованием между ними промежутка (202), в котором размещен материал (231) во вторичной фазе, причем узел имеет длину (L), проходящую от передней кромки (204) до задней кромки (206), ширину (W), проходящую перпендикулярно длине, и толщину (T),
первый зажимной патрон (1030) и второй зажимной патрон (1040), расположенные на противоположных сторонах по отношению к ширине узла и выполненные с возможностью прохождения сбоку вдоль длины узла, и
по меньшей мере один штырь (1050) для сварки трением с перемешиванием, выполненный в виде вала и имеющий первый конец (1052) и второй конец (1054), удерживаемые соответственно в первом зажимном патроне и втором зажимном патроне, причем штырь имеет длину (1056) перемешивания, проходящую по меньшей мере по всей ширине узла,
при этом в результате пропускания штыря для сварки трением с перемешиванием обеспечена возможность распределения материала во вторичной фазе в материале в первичной фазе и сварки указанных по меньшей мере двух блоков друг с другом.
11. Узел (1000) по п. 10, в котором первый зажимной патрон (1030) и второй зажимной патрон (1040) выполнены с возможностью привода соответственно первого конца (1050) и второго конца (1052) штыря (1050) для сварки трением с перемешиванием.
12. Узел (1000) по п. 10, в котором штырь (1050) для сварки трением с перемешиванием имеет диаметр между 25% и 85% от толщины узла (200).
13. Узел (1000) по п. 10, в котором штырь (1050) для сварки трением с перемешиванием имеет диаметр между 1/3 и 1/2 от толщины узла (200).
14. Узел (1000) по п. 10, содержащий по меньшей мере два штыря (1050) для сварки трением с перемешиванием, расположенных вдоль толщины (T) узла (200).
15. Узел (1000) по п. 14, в котором указанные по меньшей мере два штыря (1050) для сварки трением с перемешиванием установлены с возможностью привода независимо друг от друга.
16. Сварная конструкция (800) из металломатричного композитного материала, содержащая по меньшей мере два блока, выполненные из материала в первичной фазе и содержащие материал во вторичной фазе, распределенный в материале в первичной фазе, соединенные друг с другом сваркой трением с перемешиванием, полученная посредством:
сборки (102) узла (200), содержащего по меньшей мере два блока (210, 220) из материала (211) в первичной фазе, установленные с образованием между ними промежутка (202), в котором размещен материал (231) во вторичной фазе, причем узел имеет длину (L), проходящую от передней кромки (204) до задней кромки (206), ширину (W), проходящую перпендикулярно длине, и толщину (T),
прижимания (106) узла по меньшей мере к одной из двух прижимных плит (510, 520) пресса, с обеспечением продвижения указанных по меньшей мере двух блоков по направлению друг к другу или удержания их в заданном положении и пропускания (108) вращающегося штыря (600) для сварки трением с перемешиванием сбоку вдоль указанного промежутка от передней кромки узла до задней кромки, причем
штырь для сварки трением с перемешиванием выполнен в виде вала и имеет длину (622) перемешивания, проходящую по меньшей мере по всей ширине узла, а
в результате пропускания штыря для сварки трением с перемешиванием обеспечена возможность распределения материала во вторичной фазе в материале в первичной фазе и сварки указанных по меньшей мере двух блоков друг с другом для образования конструкции (800).
17. Конструкция (800) по п. 16, в которой узел (200) содержит по меньшей мере три блока (910, 920, 940), образующие два промежутка (941, 951),
причем в качестве материала в первичной фазе указанных по меньшей мере трех блоков использован металл разного состава.
18. Конструкция (800) по п. 16, в которой узел (200) содержит по меньшей мере три блока (910, 920, 940), образующие два промежутка (941, 951),
причем в первом промежутке (941) размещен материал во вторичной фазе одного состава, а во втором промежутке (951) размещен материал во вторичной фазе другого состава.
19. Конструкция (800) по п. 16, в которой материал (211) в первичной фазе содержит алюминий.
20. Конструкция (800) по п. 16, в которой материал (231) во вторичной фазе содержит керамический порошок.
| CN 102319954 B, 26.08.2015 | |||
| СОЕДИНЕНИЕ ЛИСТОВЫХ ДЕТАЛЕЙ ИЗ МЕТАЛЛОКОМПОЗИТНЫХ МАТЕРИАЛОВ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2013 |
|
RU2548435C2 |
| KR 0101286659 B1, 12.07.2013 | |||
| JP 2011025297 А, 10.02.2011 | |||
| WO 2014106044 A1, 03.07.2014. | |||

