Ссылка на родственные заявки
Данное изобретение претендует на приоритет предварительной заявки на патент США № 60/893 246 с названием «Стойкие к разрушению инструменты для сварки трением с перемешиванием», поданной 6 марта 2007, и предварительной заявки на патент США № 11/868 262 с названием «Стойкий к разрушению инструмент для сварки трением с перемешиванием», поданной 5 октября 2007, полное содержание которых включается в данное описание.
Область техники, к которой относится изобретение
Данное изобретение относится к инструментам для сварки трением с перемешиванием и, в частности, данное изобретение относится к инструментам для сварки трением с перемешиванием, имеющим стойкие к разрушению/уменьшающие напряжения признаки.
Уровень техники
Процесс сварки трением с перемешиванием (FSW) является твердотельным процессом соединения, который обеспечивает возможность сварки различных материалов (алюминия, меди, нержавеющих сталей и т.д.) друг с другом и сварки различных комбинаций (например, алюминиевых сплавов (6ххх/5ххх, 2ххх/7ххх и т.д.) друг с другом. Способ основан на введении вращающегося инструмента для сварки трением с перемешиванием в зону соединения. Вращающийся инструмент для сварки трением с перемешиванием нагревает обрабатываемую деталь (детали) посредством трения, и тем самым материал становится пластифицированным и течет вокруг оси инструмента за счет сдвига, вызываемого вращающимся инструментом.
Обычные инструменты для сварки трением с перемешиванием обычно включают снабженный резьбой штырь, хвостовик и буртик, имеющий поверхность сцепления. Хвостовик предназначен для захвата в патроне или цанге машины для сварки трением с перемешиванием, так что инструмент может вращаться. Во время вращения инструмента штырь вжимается и вводится в зону соединения между обрабатываемой деталью (деталями), подлежащими сварке. Трение между обрабатываемой деталью (деталями) и штырем вызывает нагревание материала обрабатываемой детали (деталей) до температуры его размягчения и тем самым - его пластификации. Давление между штырем и пластифицированной обрабатываемой деталью (деталями) вызывает вхождение штыря в обрабатываемую деталь (детали). Трение между штырем и обрабатываемой деталью (деталями) вызывает течение пластифицированного материала обрабатываемой детали вокруг оси штыря, и тем самым осуществляется сварка без расплавления.
Сущность изобретения
С учетом указанного выше, общей задачей данного изобретения является создание улучшенных инструментов для сварки трением с перемешиванием. Частной задачей является увеличение стойкости к разрушению инструментов для сварки трением с перемешиванием, такой как под действием усталостной циклической нагрузки во время сварки. Другой частной задачей является уменьшение интенсивности отказов инструментов для сварки трением с перемешиванием, которые включают внутренний работающий на растяжение элемент. Другой задачей является облегчение сварки трением с перемешиванием при высокой рабочей скорости и температуре, облегчение сварки толстых и/или прочных, и/или жестких сплавов и других материалов.
При работе над одной или несколькими указанными выше задачами, настоящими изобретателями было установлено, что инструмент для сварки трением с перемешиванием, содержащий полое тело, соединенное, но развязанное от внутреннего работающего на растяжение элемента, можно использовать для исключения или уменьшения передачи крутящих сил со штыря на работающий на растяжение элемент. В одном варианте выполнения работающий на растяжение элемент развязан от тела и/или штыря инструмента для сварки трением с перемешиванием с помощью одного или несколько развязывающих элементов. Развязывающий элемент может действовать в качестве шарнирного соединения для ограничения и, в некоторых случаях, исключения передачи сил скручивания с тела/штыря инструмента для сварки трением с перемешиванием. В одном варианте выполнения развязывающий элемент содержит упорный подшипник (например, упорный шариковый подшипник; упорный подшипник из высокотемпературного материала), расположенный у или вблизи дальнего конца тела инструмента. Можно использовать другие развязывающие элементы или материалы, такие как различные другие типы подшипников (например, масляные подшипники, приводимые в действие гидравлические подшипники). Смазки, такие как сухие смазывающие порошки (например, содержащие молибден порошки), можно применять между работающим на растяжение элементом и внутренним отверстием тела/штыря инструмента для сварки трением с перемешиванием, что облегчает вращательное и осевое перемещение работающего на растяжение стержня относительно штыря вдоль общей оси.
В одном варианте выполнения можно использовать один или несколько пружинных элементов для обеспечения осевой силы (например, пружинной силы) относительно работающего на растяжение элемента, за счет чего работающий на растяжение элемент растягивается в осевом направлении и тем самым сжимается штырь инструмента для сварки трением с перемешиванием. В одном варианте выполнения пружинные элементы могут также демпфировать изменения растяжения, испытываемого работающим на растяжение элементом за счет взаимодействия со штырем и/или за счет изменений температуры. Пружинные элементы могут содержать одну или несколько пружин (например, дисковых пружин) и могут тем самым действовать в качестве рессор.
Дополнительно к этому, авторами данного изобретения было установлено, что окружные напряжения, наведенные в штыре буртиками внутреннего работающего на напряжение элемента, могут быть уменьшены посредством использования нелинейного сопряжения/передачи между штырем и буртиком работающего на растяжение элемента. В одном варианте выполнения буртик работающего на растяжение элемента включает, по меньшей мере, одну округленную часть для сцепления с соответствующей округленной частью штыря. В одном варианте выполнения как буртики работающего на растяжение элемента, так и соответствующие внутренние буртики штыря включают округленные части с зазором между ними. Таким образом, окружные напряжения на областях контакта буртиков штыря и работающего на растяжение элемента могут быть уменьшены.
Изобретателями было также установлено, что окружные напряжения могут быть уменьшены посредством использования штыря, имеющего среднюю часть большего диаметра относительно диаметра базовой части штыря. В одном варианте выполнения диаметр штыря постепенно уменьшается от средней части штыря в направлении базовой части штыря. Таким образом, средняя часть может быть выпуклой частью с увеличенной площадью поверхности, за счет чего вызывается распределение напряжений в этой зоне, что может уменьшать окружные напряжения. Эта концепция с сужающимся диаметром (т.е. с большим средним диаметром, постепенно уменьшающимся к меньшему базовому диаметру) может также приводить к увеличению нагрузки сжатия у основания штыря, за счет чего уменьшаются напряжения растяжения в этой зоне. В других случаях можно использовать штырь, имеющий постоянный диаметр от средней части к базовой части (например, с работающими на растяжение элементами высокой прочности, описание которых приводится ниже).
Изобретателями данного изобретения было также установлено, что работающий на растяжение элемент и штырь могут содержать различные материалы. Согласно одному подходу, в работающем на растяжение элементе могут использоваться металлические сплавы. Металлические сплавы могут включать сплав для изготовления крепежных изделий и/или супер-сплавы. В одном варианте выполнения металлический сплав является сплавом на основе кобальта. В другом варианте выполнения металлический сплав является сплавом на основе стали. Согласно другому подходу, работающий на растяжение элемент может содержать композитные материалы. В одном варианте выполнения композитные материалы включают керамики. Керамики могут включать, например, основанные на вольфраме керамики и материалы, включающие органические или углеродные волокна. Поскольку прочность на растяжение этих материалов может быть значительно больше, чем у материала штыря (например, ≥ 500000 ksi для композитного материала по сравнению с примерно 220 ksi для материала штыря), то силы сжатия, приложенные к штырю через композитный работающий на растяжение элемент, могут быть значительно больше сил, прикладываемых к штырю при использовании работающего на растяжение элемента, который выполнен из того же материала, что и штырь. В свою очередь можно также уменьшать диаметр штыря и можно изготавливать более износостойкие штыри. Имеющие меньший диаметр штыри обеспечивают более высокую скорость продвижения сварки. Кроме того, композитные материалы могут иметь более высокую температурную стойкость, что облегчает работу инструмента для сварки трением с перемешиванием при высоких температурах.
Таким образом, работающий на растяжение элемент содержит пучки материалов композитного типа (т.е. множество волокон), брусков и/или стержней и закрепленных на концах цилиндров, которые выполнены (например, предварительно сформированы, соединены клеем, отлиты, подвержены затвердеванию, подвергнуты машинной обработке) с признаками взаимного соединения, которые можно использовать для соединения работающего на растяжение элемента со штырем (например, через округленные части, указанные выше) и/или телом инструмента для сварки трением с перемешиванием. Что касается керамических работающих на растяжение элементов, то керамики могут быть закреплены на инструменте через любое подходящее крепление, такое как взаимно дополняющие друг друга механические признаки (например, крюки/отверстия, выступы/выемки, шпонка/канавка) или посредством химического соединения (например, с помощью суперклея). В одном варианте выполнения могут быть предусмотрены охлаждающие средства для одного или более работающих на растяжение элементов и/или штыря во время сварки для сохранения целостности этих компонентов.
В одном варианте выполнения композитный работающий на растяжение элемент содержит множество высокопрочных волокон (например, органических или углеродных волокон), способных скручиваться или выполнять вращательное движение вдоль общей оси внутри отверстия в теле и/или штыре инструмента для сварки трением с перемешиванием при работе инструмента. В этом варианте выполнения, указанный выше развязывающий элемент может не требоваться, поскольку множество волокон исключают или уменьшают опасность разрушения работающего на скручивание элемента за счет передачи крутящих сил со штыря на работающий на растяжение элемент.
Изобретателями данного изобретения было также установлено, что независимо от использования монолитного штыря (например, при использовании обычного инструмента для сварки трением с перемешиванием) или полого штыря (например, при использовании инструмента для сварки трением с перемешиванием, содержащего работающий на растяжение элемент), можно увеличить стойкость к разрушению за счет использования штыря, который включает, по меньшей мере, одну полосу без резьбы, которая расположена у основания штыря рядом с буртиком инструмента. Использование полосы без резьбы может уменьшать действие повышения напряжений нарезкой штыря. Эта полоса без резьбы может быть расположена вокруг штыря в решающих местах для уменьшения опасности разрушения штыря в зонах, склонных к разрушению. В одном варианте выполнения полоса без резьбы расположена вблизи части с буртиком инструмента, вблизи перехода между штырем и буртиком (например, у основания штыря, вблизи буртика инструмента). В одном варианте выполнения полоса без резьбы имеет ширину, по меньшей мере, 2 мм. В одном варианте выполнения полоса без резьбы имеет ширину не более 8 мм.
Изобретателями данного изобретения было также установлено, что независимо от использования монолитного штыря (например, при использовании обычного инструмента для сварки трением с перемешиванием) или полого штыря (например, при использовании инструмента для сварки трением с перемешиванием, содержащего работающий на растяжение элемент) можно увеличить стойкость к разрушению за счет резьбы, которая имеет относительно большое отношение радиуса к глубине (r/d). Использование относительно больших отношений радиуса к глубине может уменьшать действие повышения напряжений за счет резьбы. В одном варианте выполнения отношение радиуса к глубине является постоянным на поверхности штыря. В другом варианте выполнения отношение радиуса к глубине постепенно увеличивается (например, линейно или экспоненциально) от первой части штыря в направлении второй части штыря. В одном варианте выполнения отношение радиуса к глубине постепенно увеличивается от средней части штыря в направлении базовой части штыря.
Согласно другому подходу, штырь может включать нарезанные сегменты и голые части. Например, штырь может включать несколько сегментированных зон, некоторые из которых включают резьбу, а некоторые не имеют резьбы (например, голые части или полоса без резьбы). Резьбовые сегменты могут быть распределены по поверхности штыря, при этом голые части отделяют резьбовые сегменты друг от друга. В одном варианте выполнения штырь включает три отдельных резьбовых сегмента, распределенных по поверхности штыря и разделенных тремя голыми частями. В одном варианте выполнения штырь включает четыре отдельных резьбовых сегмента, распределенных по поверхности штыря и разделенных четырьмя голыми частями. В одном варианте выполнения резьбовые сегменты расположены на одинаковом расстоянии друг от друга и разделены голыми частями. Каждый из резьбовых сегментов может включать резьбу одинакового с другими резьбовыми сегментами типа/ориентации, или же один или несколько резьбовых сегментов могут включать резьбу различного типа. Поэтому первый резьбовой сегмент может включать резьбу первого типа, а второй резьбовой сегмент может включать резьбу второго типа, при этом резьба второго типа отличается от резьбы первого типа. В одном варианте выполнения обычная однонаправленная резьба может использоваться для одного или нескольких резьбовых сегментов. В другом варианте выполнения направленная резьба (например, левая, правая, горизонтальная) может использоваться для одного или нескольких резьбовых сегментов. Один или несколько резьбовых сегментов могут включать один или несколько других признаков поверхности, такие как выпуклости, прерывистые канавки или локальные стенки со многими гранями, чтобы назвать некоторые примеры. Голые части обычно по существу не имеют признаков (например, являются по существу гладкими) и могут иметь радиус или округленный контур, аналогичный смежным резьбовым частям, или же быть плоскими. Голые части расположены приблизительно на угловом расстоянии 90-120º друг от друга. Использование резьбовых сегментов и голых частей может уменьшать силы (например, Fz и Fx) и крутящий момент на штыре во время сварки, и может облегчать управление потоком, заполнением и затвердеванием пластифицированной зоны вокруг штыря. Обеспечивается также более длительный срок службы штыря.
В одном варианте выполнения штырь включает четыре резьбовых сегмента, расположенных на одинаковом расстоянии друг от друга с разделением голыми частями. Первый и третий из этих резьбовых сегментов может включать резьбу первого типа (например, правую резьбу), а второй и четвертый из этих резьбовых сегментов может включать резьбу второго типа (например, левую резьбу). Первый и третий резьбовые сегменты могут быть на противоположных сторонах штыря и вблизи голых частей. Аналогичным образом, второй и четвертый резьбовые сегменты могут быть на противоположных сторонах штыря и вблизи голых частей.
За счет использования одной или нескольких указанных выше концепций, согласно изобретению, можно создавать улучшенные инструменты для сварки трением с перемешиванием. Инструмент для сварки трением с перемешиванием включает в основном тело, штырь, буртик инструмента, работающий на растяжение элемент и, необязательно, концевой узел. Тело может задавать полость для размещения, по меньшей мере, части работающего на растяжение элемента. Тело может включать хвостовик/захват для сцепления с патроном или цангой машины для сварки трением с перемешиванием. Концевой узел содержит один или несколько указанных выше развязывающих элементов и/или пружинных элементов. Дальняя концевая часть работающего на растяжение элемента может быть соединена с концевым узлом (например, с помощью механического сопряжения), который при нагрузке на растяжение работающего на растяжение элемента может обеспечивать осевую силу сжатия на штыре инструмента. Дальняя концевая часть работающего на растяжение элемента может быть соединена со штырем (например, через переходы) и тем самым штырь может сжиматься в осевом направлении за счет сцепления работающего на растяжение элемента с концевым узлом. Поэтому могут быть уменьшены циклические напряжения растяжения за счет изгибающих моментов на штыре при его вращении. Работающий на растяжение элемент может содержать один или несколько указанных выше признаков работающих на растяжение элементов (например, нелинейный буртик для поверхности раздела со штырем). Штырь может содержать один или несколько указанных выше относящихся к штырю признаков (например, линейно сужающийся штырь, выпуклая средняя часть, разделенные резьбовые сегменты, нелинейный внутренний переход для поверхности раздела с нелинейным буртиком работающего на растяжение элемента). В одном варианте выполнения ближний конец штыря является непрерывным с рабочей поверхностью содержащей буртик части штыря и буртиком. Содержащая буртик часть инструмента может включать развернутую рабочую поверхность для сцепления, по меньшей мере, с одной поверхностью детали (деталей) для предотвращения вытекания пластифицированного материала из зоны пластификации, образованной вблизи и вокруг штыря.
Инструменты для сварки трением с перемешиванием, согласно изобретению, обеспечивают различные преимущества. Например, улучшенные инструменты для сварки трением с перемешиванием способны сваривать материалы, которые обычно нельзя сваривать с использованием обычных технологий сварки трением с перемешиванием. Материалы, требующие высоких температур сварки и/или имеющие высокую ударную вязкость и/или высокую прочность, можно сваривать с использованием улучшенных инструментов для сварки трением с перемешиванием. Инструменты для сварки трением с перемешиванием могут также облегчать сварку более толстых в поперечном сечении материалов (например, с толщиной, по меньшей мере, около 43 мм для сплава 7085). Инструменты для сварки трением с перемешиванием могут также облегчать сварку с более высокой скоростью, что приводит к повышению производительности и получению более прочной сварки за счет уменьшенного ввода тепла, требуемого на единицу длины. Инструменты для сварки трением с перемешиванием можно использовать для различных сплавов и для материалов различной толщины, что уменьшает количество и типы устройств, необходимых для всех операций сварки. Срок службы инструментов может быть значительно увеличен, например, при сварке более вязких и прочных материалов и/или толстых в поперечном сечении материалов. Таким образом, инструменты для сварки трением с перемешиванием могут быть более затратоэффективными.
Понятно, что различные признаки изобретения, указанные выше, можно комбинировать различным образом для получения различных инструментов для сварки трением с перемешиванием. Эти признаки изобретения можно использовать с обычными основанными на принципе наковальни инструментами или с инструментами бобинного типа. Фиксированные и самонастраивающиеся бобинные инструменты с несколькими буртиками можно использовать с любым из указанных выше признаков для одновременной сварки нескольких параллельных стенок. Кроме того, указанные выше концепции изобретения обычно не требуют изменения буртиков инструмента и/или втулки сжатия. Поэтому буртик инструмента может иметь любую подходящую конфигурацию, такую как гладкая конфигурация или развернутая конфигурация с концентричными кольцами или спиральными гребнями, чтобы назвать некоторые из них. Эти и другие аспекты, преимущества и новые признаки изобретения частично раскрыты в приведенном ниже описании и становятся понятными для специалистов в данной области техники после изучения приведенного ниже описания и чертежей, или могут познаваться при реализации изобретения на практике.
Краткое описание чертежей
На чертежах изображено:
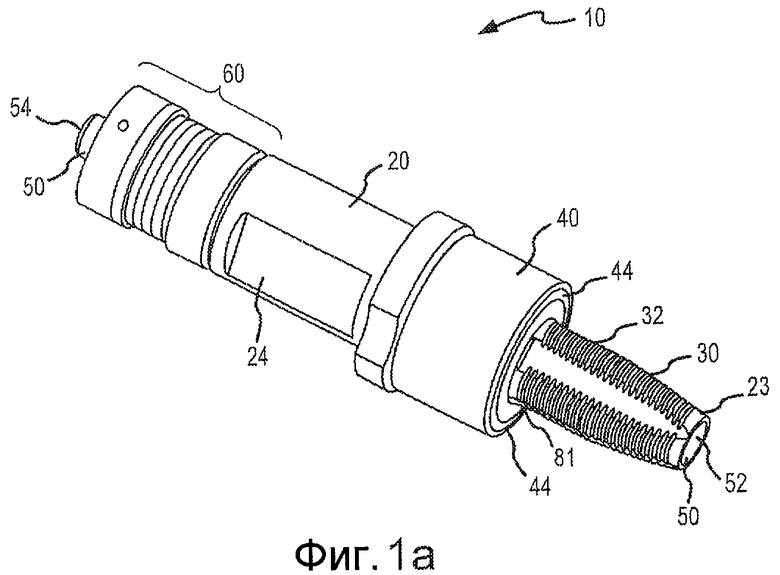
фиг. 1а - один вариант выполнения инструмента для сварки трением с перемешиванием, согласно данному изобретению, в изометрической проекции;
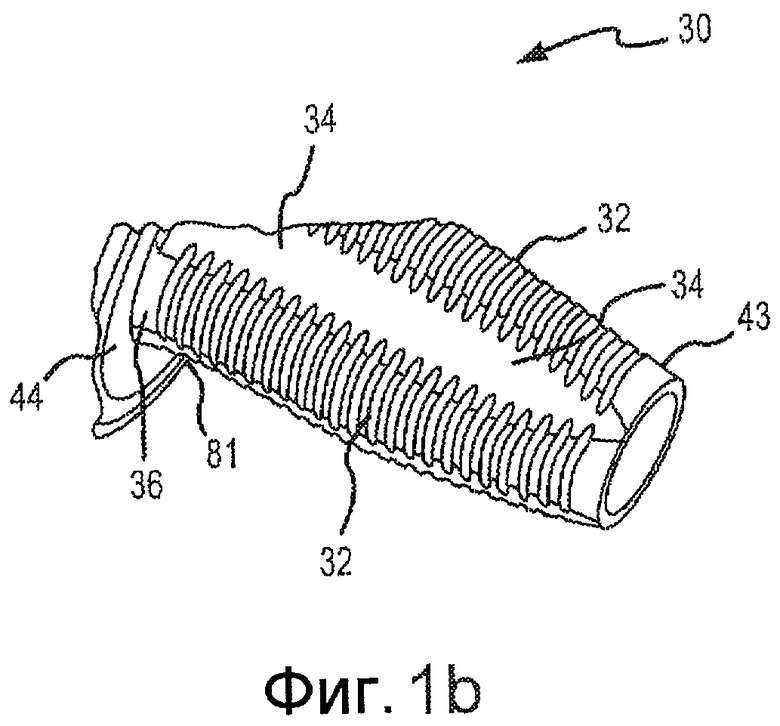
фиг. 1b - штырь инструмента для сварки трением с перемешиванием, согласно фиг. 1а, в изометрической проекции и в увеличенном масштабе;
фиг. 1с - разрез инструмента для сварки трением с перемешиванием, согласно фиг. 1а;
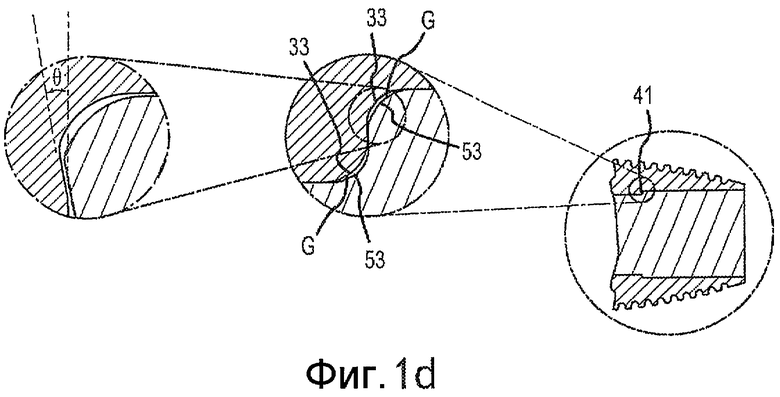
фиг. 1d - разрез области контакта между буртиком работающего на растяжение элемента и внутренним буртиком штыря, согласно фиг. 1, в увеличенном масштабе;
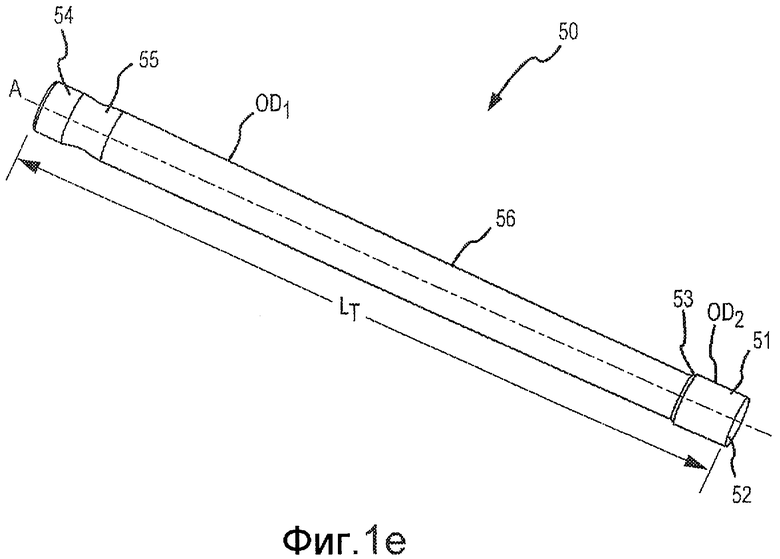
фиг. 1е - работающий на растяжение элемент, согласно фиг. 1а - 1d, в изометрической проекции;
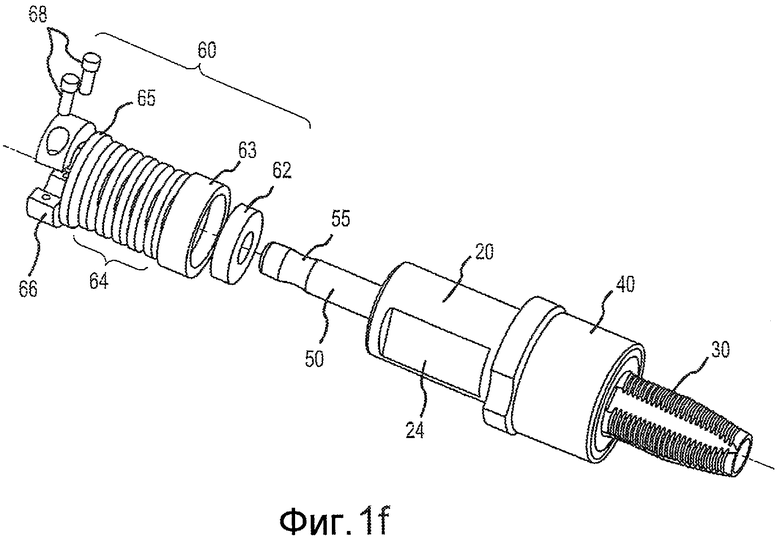
фиг. 1f - концевой узел инструмента для сварки трением с перемешиванием, согласно фиг. 1а и 1с, в разнесенной изометрической проекции;
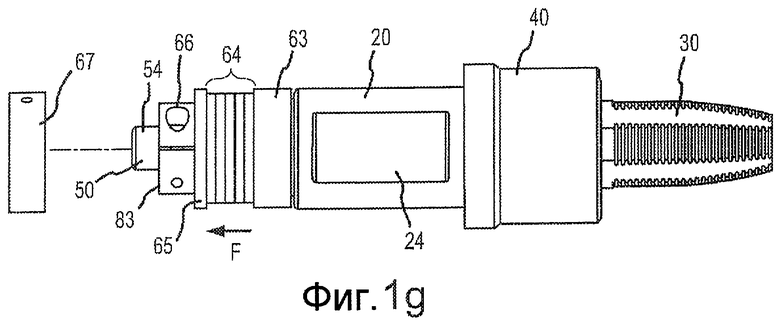
фиг. 1g - инструмент для сварки трением с перемешиванием, согласно фиг. 1а и 1с, на виде сбоку;
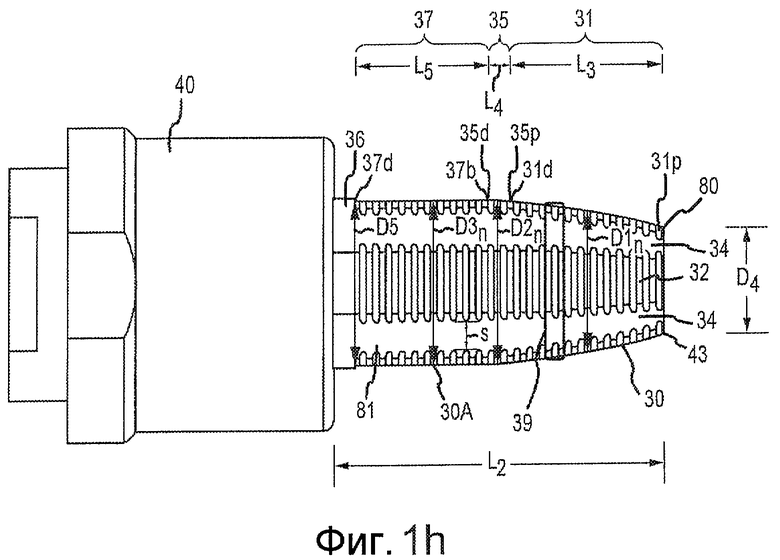
фиг. 1h - штырь инструмента для сварки трением с перемешиванием, согласно фиг. 1а-1d и 1f-1g, на виде сбоку;
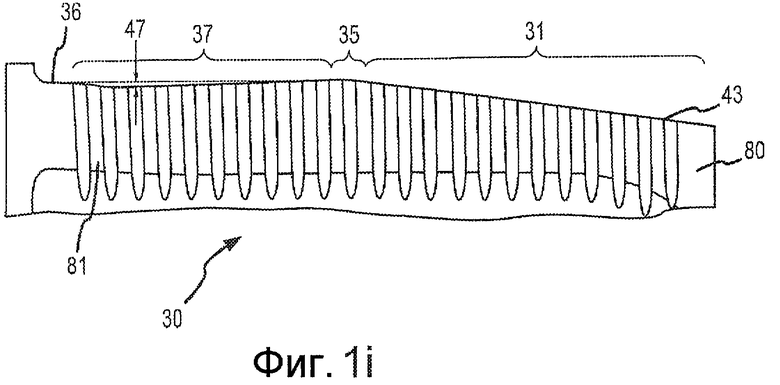
фиг. 1i - разрез штыря инструмента для сварки трением с перемешиванием, согласно фиг. 1а-1d и 1f-1h, в увеличенном масштабе;
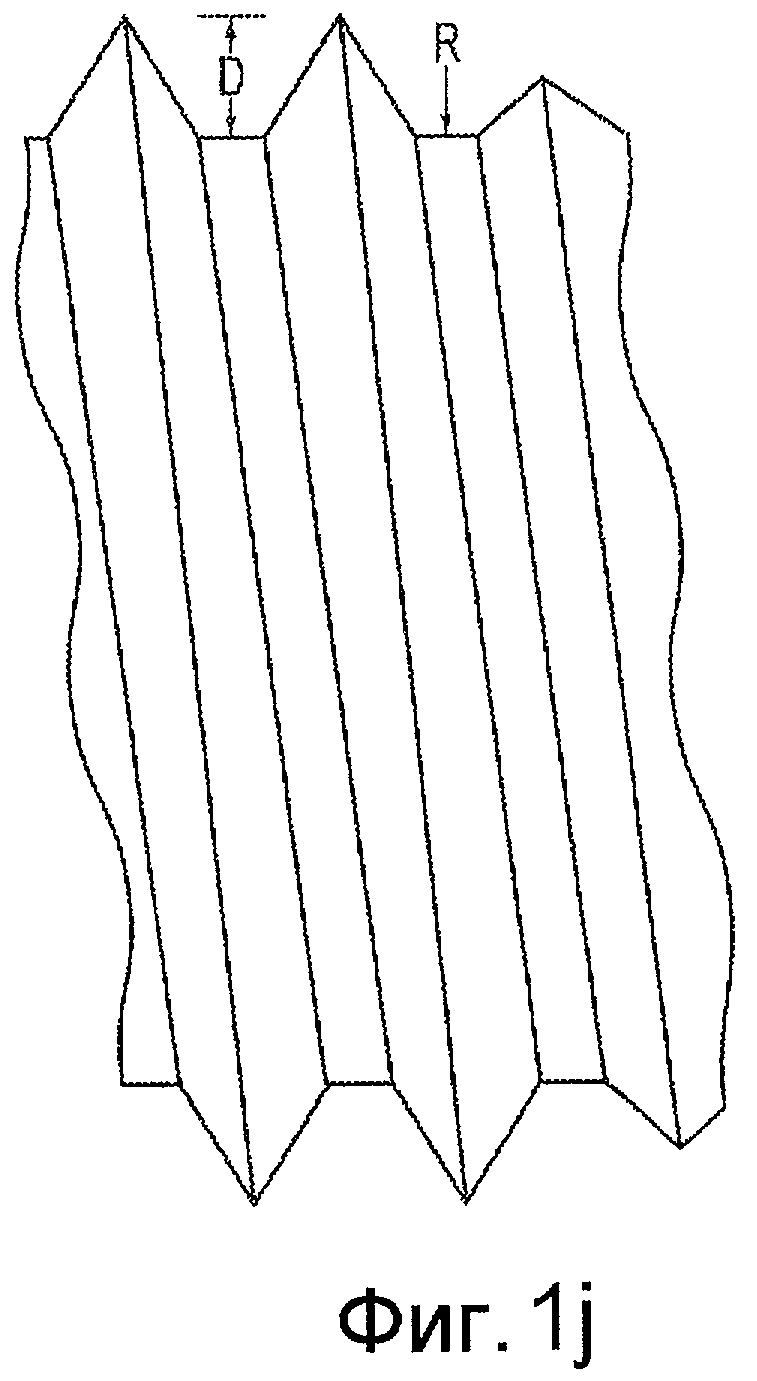
фиг. 1j - иллюстрация размеров радиуса относительно глубины резьбы;
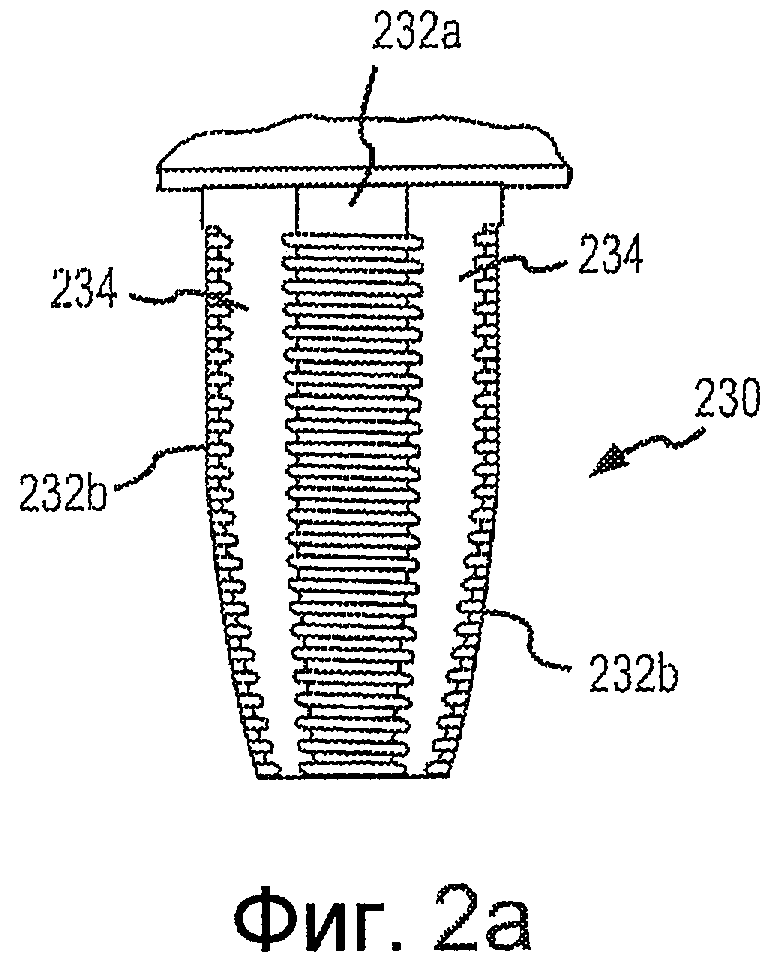
фиг. 2а - другой вариант выполнения штыря для использования в инструменте для сварки трением с перемешиванием, на первом виде сбоку;
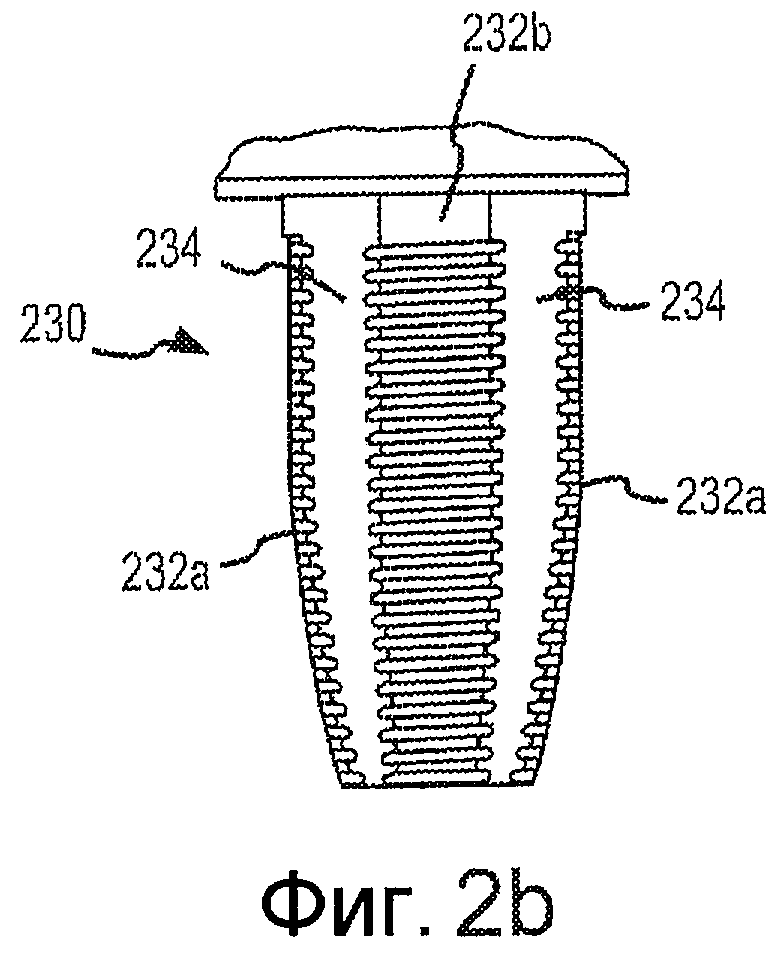
фиг. 2b - штырь, согласно фиг. 2а, на втором виде сбоку;
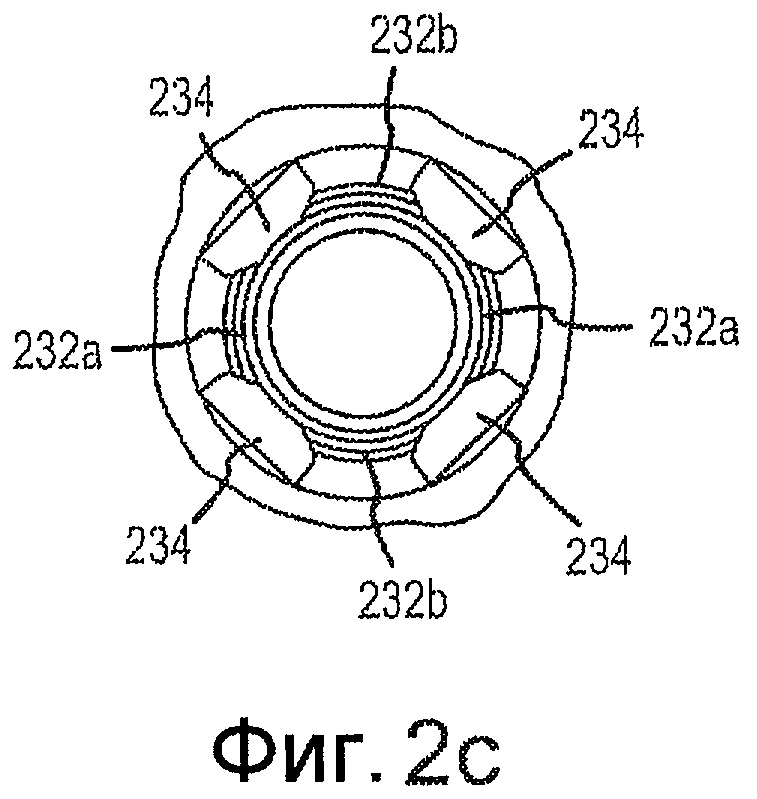
фиг. 2c - ближний конец штыря, согласно фиг. 2а-2b, на виде снизу;
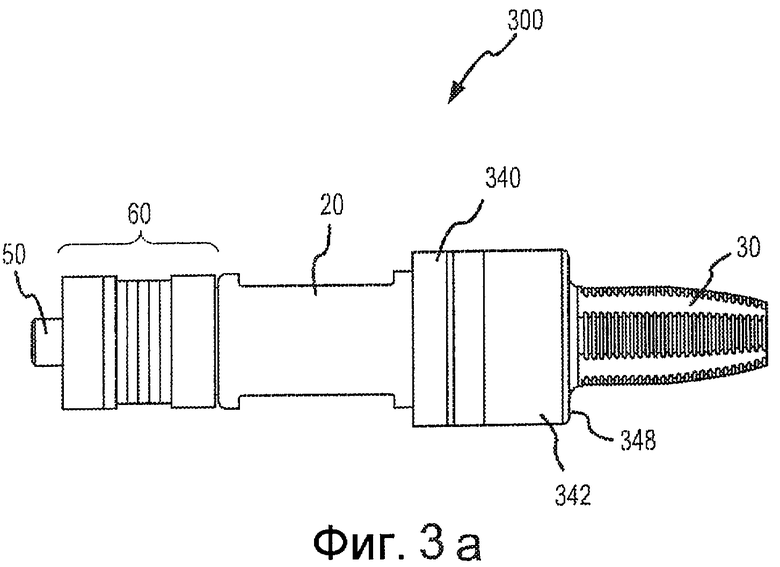
фиг. 3а - вариант выполнения инструмента для сварки трением с перемешиванием, имеющего переходной узел буртика;
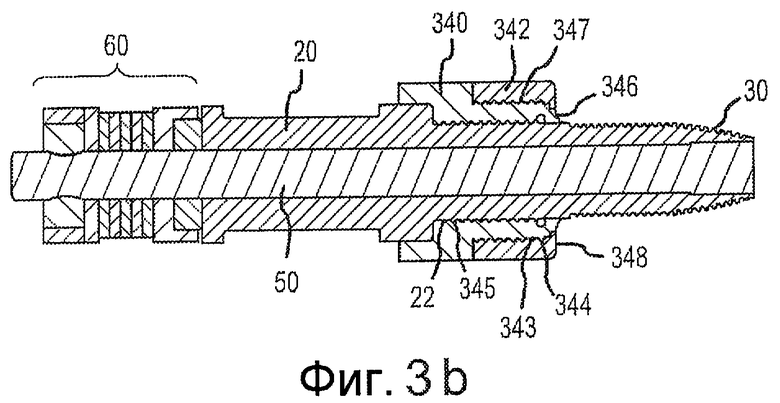
фиг. 3b - разрез инструмента для сварки трением с перемешиванием, согласно фиг. 3а, на виде сбоку;
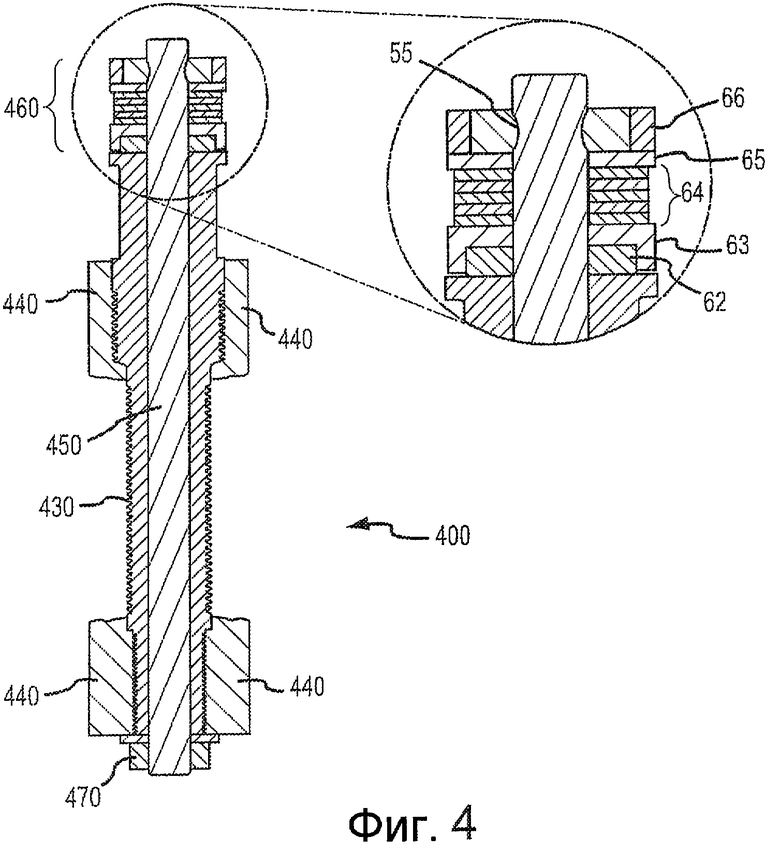
фиг. 4 - разрез инструмента для сварки трением с перемешиванием бобинного типа, на виде сбоку;
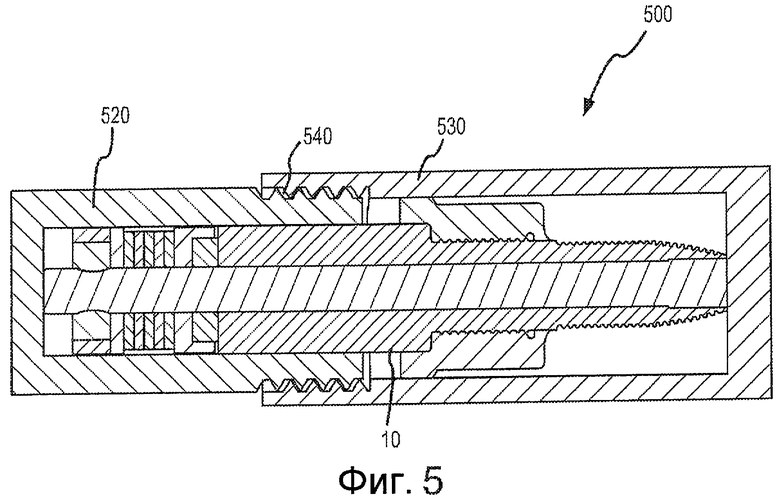
фиг. 5 - разрез тары для транспортировки инструмента для сварки трением с перемешиванием;
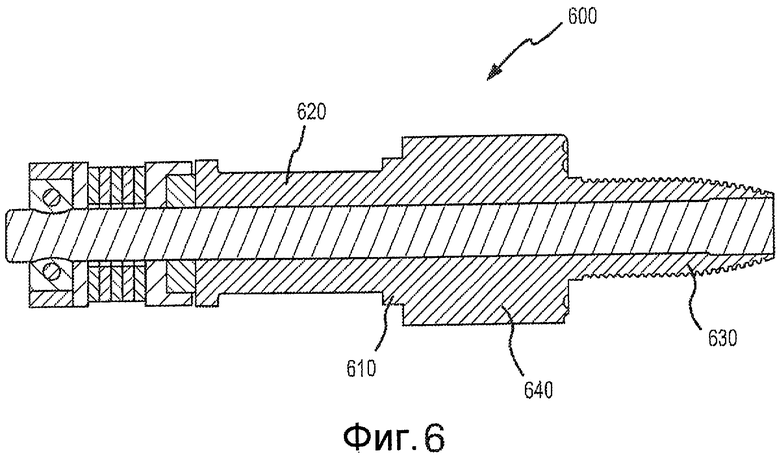
фиг. 6 - разрез варианта выполнения инструмента для сварки трением с перемешиванием, имеющего монолитное тело, на виде сбоку;
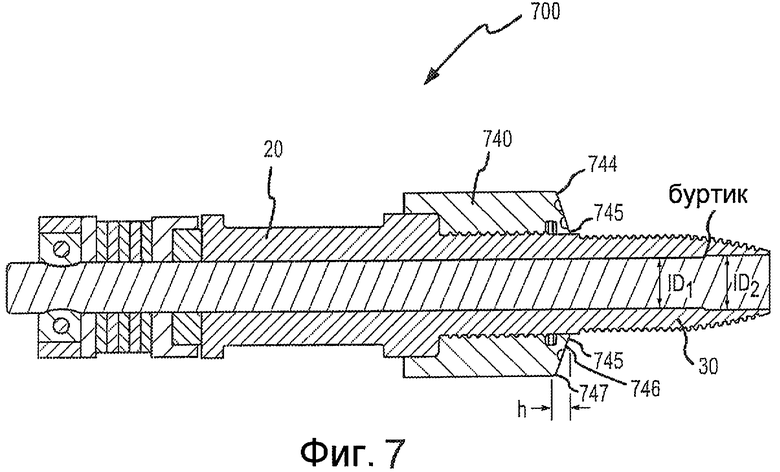
фиг. 7 - разрез варианта выполнения инструмента для сварки трением с перемешиванием, имеющего сужающийся буртик инструмента, на виде сбоку;
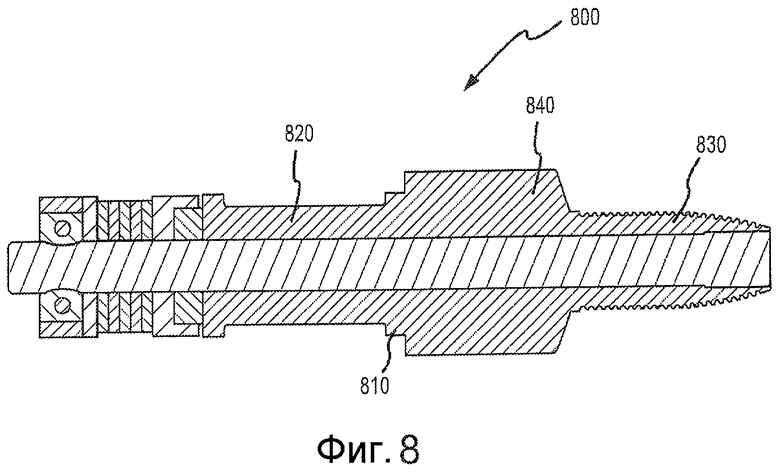
фиг. 8 - разрез варианта выполнения инструмента для сварки трением с перемешиванием, имеющего монолитное тело и сужающийся буртик инструмента, на виде сбоку;
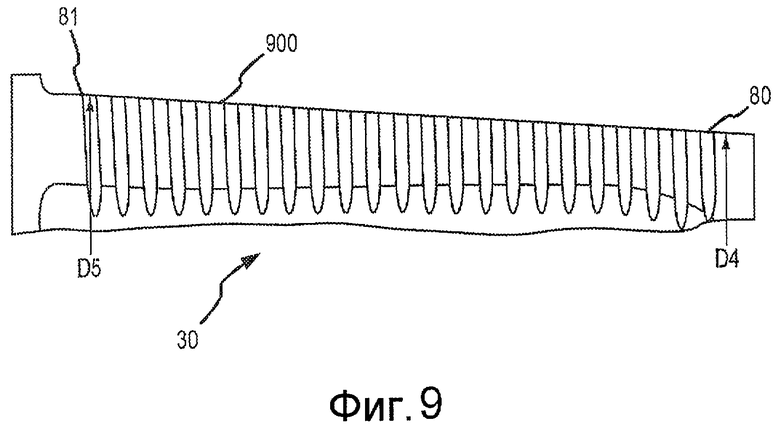
фиг. 9 - вариант выполнения инструмента для сварки трением с перемешиванием, имеющего монолитное тело с прямо сужающимся штырем, на виде сбоку;
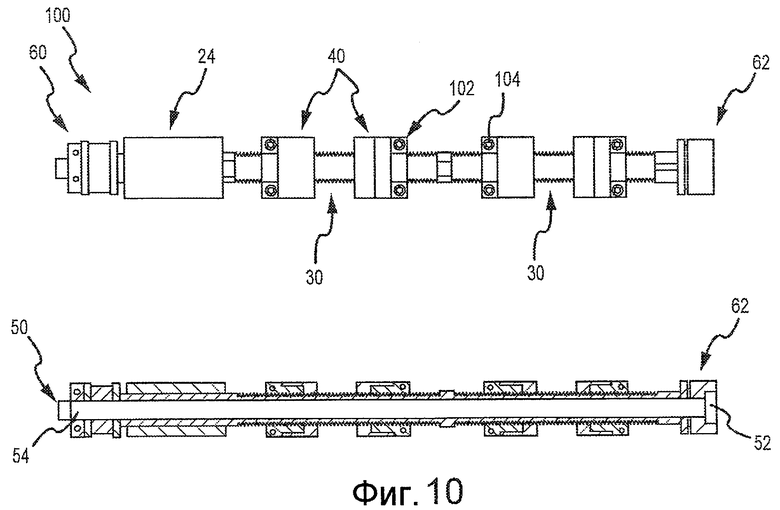
фиг. 10 - вид сбоку и в разрезе другого варианта выполнения данного изобретения.
Подробное описание изобретения
Ниже приводится подробное описание изобретения со ссылками на прилагаемые чертежи, которые, по меньшей мере, помогают иллюстрировать различные возможные варианты выполнения данного изобретения. В данной заявке понятие монолитный используется для описания компонента, который выполнен или сформирован в виде или из единственного изделия, а не из нескольких частей; понятие интегральный обозначает компонент, который состоит или составлен из частей, которые вместе образуют компонент; понятие полый обозначает компонент, имеющий внутри полость, зазор или пространство, понятие вставление обозначает свободное соединение вместе или свободное введение друг в друга или друг на друга; и понятие условия устойчивого состояния определяет стабилизированные тепловые и механические напряжения и отсутствие их существенных изменений во времени.
Данное изобретение может быть иллюстрировано с помощью многих вариантов выполнения, включая варианты выполнения, показанные на фиг. 1с и 10. Для удобства подробное раскрытие основывается на варианте выполнения 10, показанном на фиг. 1с. Общие признаки для варианта выполнения 10 и варианта выполнения 100, показанного на фиг. 10, являются одинаковыми. Следует понимать, что приведенное ниже описание (включая путь прохождения крутящей нагрузки и напряжения) варианта выполнения 10 применимо также к варианту выполнения 100 и другим вариантам выполнения, возможным, но не показанным здесь.
Как показано на фиг. 1а, 1с и 1е, один вариант выполнения инструмента 10 для сварки трением с перемешиванием содержит тело 20, соединенное со штыревой частью 30, буртик 40 инструмента, работающий на растяжение элемент 50 и концевой узел 60. Работающий на растяжение элемент 50 имеет длину LT и расположен внутри внутреннего отверстия 21 тела 20, имеющего длину L1, и проходит через него. Работающий на растяжение элемент 50 соединен со штыревой частью 30 через переход 41, расположенный вблизи ближнего конца 80 штыревой части 30, как будет подробно описано ниже применительно к фиг. 1d. Концевой узел 60 соединен с работающим на растяжение элементом 50 и приводит его в растяжение относительно тела 20, как будет подробно описано ниже, за счет чего создается замкнутая петля прохождения торсионной нагрузки или контур. Концевой узел 60 может включать, по меньшей мере, один развязывающий элемент 62, подробное описание которого приведено ниже, который облегчает развязку одного конца работающего на растяжение элемента 50 от части тела 20 инструмента для сварки трением с перемешиванием, которая непосредственно взаимодействует с приводной системой (не изображена) машины для сварки трением с перемешиванием (не изображена), которая придает скорость вращения (заданную в данном случае как входная скорость вращения и используемую в качестве синонима для входного крутящего момента) телу 20 инструмента 10 для сварки трением с перемешиванием. Развязывающий элемент 62 размыкает контур обратной связи для снятия торсионной нагрузки с работающего на растяжение элемента 50.
В одном варианте выполнения тело 20 инструмента для сварки трением с перемешиванием включает область контакта 24 с приводной системой машины для сварки трением с перемешиванием, такое как захватная часть, показанная на фиг. 1а, способная взаимодействовать с приводной системой (не изображена) машины для сварки трением с перемешиванием для придания входной скорости вращения телу 20 инструмента для сварки трением с перемешиванием. Штыревая часть 30, которая расположена смежно и жестко соединена с областью контакта 24 с приводной системой машины для сварки трением с перемешиванием, вращается с той же скоростью вращения или крутящим моментом, равной входной скорости вращения в условиях устойчивого состояния перед инициированием операции сварки трением с перемешиванием. Однако после введения штыревой части 30 в соединение, подлежащее сварке, на штыре появляется торсионное сопротивление, которое вызывается напряжениями сдвига между пластифицированным материалом и штырем, вследствие чего скорость вращения (определяемая в данном случае как выходная скорость вращения и используемая в качестве синонима для выходного крутящего момента) штыревой части 30 уменьшается в результате сопротивления места соединения. Поэтому выходная скорость вращения может быть меньше входной скорости вращения при пластификации штыревой частью 30 материала в месте соединения, подлежащего сварке трением с перемешиванием.
Как показано на фиг. 1е, работающий на растяжение элемент 50, согласно одному варианту выполнения, включает ближнюю концевую часть 52 и дальний конец 54. Как указывалось выше, ближний конец 52 может быть соединен или неподвижно связан с штыревой частью 30 для вызывания нагрузки сжатия на ней. Ближний конец 52 вращается по существу с той же скоростью вращения, что и штыревая часть 30 перед, во время и после операции сварки трением с перемешиванием. Дальний конец 54 может быть соединен через концевой узел 60 с дальним концом 25 тела 20, который расположен вблизи области контакта 24 с приводной системой машины для сварки трением с перемешиванием (смотри фиг. 1с). Перед расцеплением дальний конец 54 имеет по существу ту же скорость вращения, что и область контакта 24 с приводной системой машины для сварки трением с перемешиванием. Во время сварки трением с перемешиванием (FSW), когда выходная скорость вращения меньше входной скорости вращения, может происходить угловое смещение дальнего конца 54 относительно ближнего конца 52, что наводит торсионное напряжение внутри работающего на растяжение элемента 50. Это происходит вследствие того, что дальний конец 54 вращается с входной скоростью вращения, а ближний конец 52 вращается с выходной скоростью вращения, которые могут быть различными во время операции сварки трением с перемешиванием. Развязывающий элемент 62 может быть независимо и оперативно соединен с дальним концом 54 работающего на растяжение элемента 50 и область контакта 24 с приводной системой машины для сварки трением с перемешиванием для развязки дальнего конца 54, например, от тела 20 вблизи источника входной скорости вращения. В данном случае возможны другие физические варианты выполнения, которые приводят к развязке работающего на растяжение элемента 50 от источника входной скорости вращения. В одном таком варианте выполнения развязывающий элемент 62 способен выполнять относительное движение или скольжение для развязки дальнего конца 54 работающего на растяжение элемента 50 от тела 20 вблизи области контакта 24 с приводной системой машины для сварки трением с перемешиванием, когда превышена заданная величина крутящего момента или напряжения, например, у областей 43, 45 (смотри фиг. 1с) контакта развязывающего элемента с развязывающим стопором 63 или дальним концом 25 тела 20, соответственно. Заданную величину крутящего момента или напряжения можно определять с помощью нормальной силы и коэффициента трения на области контакта 43, 45 развязывающего элемента. За счет этого уменьшается торсионное напряжение внутри работающего на растяжение элемента 50, вызванное угловым движением, уменьшается или исключается, когда развязывающий элемент 62 эффективно развязывает или расцепляет дальний конец 54 работающего на растяжение элемента 50 от области контакта 24 с приводной системой машины для сварки трением с перемешиванием.
Физическое взаимодействие указанных выше компонентов можно описать в терминах пути прохождения торсионной нагрузки. Как показано на фиг. 1с и 1f, указанный выше вариант выполнения иллюстрирует механизм снятия крутящего момента (развязывающий элемент 62), который не находится в прямом пути прохождения нагрузки между источником входного привода (область контакта 24 с приводной системой машины для сварки трением с перемешиванием) и выходным рабочим инструментом (штыревой частью 30). Этот вариант выполнения обеспечивает гибкость расположения механизма снятия крутящего момента без пространственных ограничений между источником входного привода и выходным рабочим инструментом. Например, путь прохождения крутящего момента начинается у области контакта 24 с приводной системой машины для сварки трением с перемешиванием, которое соединено с приводной системой (не изображена) для сварки трением с перемешиванием и приводит во вращение весь инструмент 10 с заданной входной скоростью вращения или крутящим моментом, когда инструмент 10 не находится под нагрузкой (режим отсутствия нагрузки). Три указанных выше компонента вращаются с одинаковой скоростью, пока штыревая часть 30 не погружается в место соединения, подлежащее сварке, и встречает сопротивление со стороны места соединения (режим нагрузки). Поскольку дальний конец 25 тела 20 расположен вблизи области контакта 24 с приводной системой машины для сварки трением с перемешиванием, то дальний конец 25 тела 20 вращается по существу с той же скоростью вращения и условиями нагрузки, что и область контакта 24 с приводной системой машины для сварки трением с перемешиванием. Торсионная нагрузка, испытываемая этими компонентами, является пренебрежительно малой в условиях устойчивого состояния перед началом операции сварки трением с перемешиванием (режим без нагрузки). Когда штыревая часть 30 погружается в место соединения, скорость вращения штыревой части 30 уменьшается, в то время как скорость вращения других указанных выше компонентов остается по существу той же. Это действие создает путь прохождения торсионной нагрузки, который проходит от области контакта 24 с приводной системой машины для сварки трением с перемешиванием к штыревой части 30 (следует отметить, что источник входного привода находится между механизмом снятия крутящего момента и выходным рабочим инструментом). Это приводит к угловому смещению между ближним концом 52 и дальним концом 54, что вызывает торсионное напряжение. Путь прохождения торсионной нагрузки проходит от штыревой части 30 к ближнему концу 52 работающего на растяжение элемента 50 и продолжается по всей длине работающего на растяжение элемента 50 к дальнему концу 54, который соединен с областью контакта 24 с приводной системой машины для сварки трением с перемешиванием, так что путь прохождения нагрузки заканчивается у развязывающих областей контакта 43, 45. Плотное расположение компонентов концевого узла 60, пояснение которого приводится ниже, приводит к отсутствию относительного перемещения или скольжения между ними, пока условия ниже заданной величины крутящего момента или напряжения. При превышении крутящего момента или напряжения заданной величины развязывающий элемент 62 проскальзывает или осуществляет развязку на любой из развязывающих областей контакта 43 или 45 и прерывает или разрушает путь прохождения нагрузки.
Как показано на фиг. 1а и 1с, в одном варианте выполнения тело 20 в основном содержит монолитный элемент, имеющий осевое отверстие 21, имеющее внутренние диаметры ID1 и ID2 и проходящее вдоль продольной оси А по всей длине L1 тела 20 для приема работающего на растяжение элемента 50. Кроме того, тело 20 включает ближний конец 23 и дальний конец 25. Тело 20 дополнительно включает область контакта 24 с приводной системой машины для сварки трением с перемешиванием, такую как захватную часть в виде выреза в наружном диаметре, для облегчения захвата инструмента 10 для сварки трением с перемешиванием с помощью соответствующего патрона или цанги машины для сварки трением с перемешиванием (не изображена), имеющей приводную систему для создания входной скорости вращения или крутящего момента. Тело 20 может быть выполнено из любого подходящего материала, такого как, например, сталь на основе кобальта или углерода. Тело 20 дополнительно включает, по меньшей мере, один набор дополняющих средств 22 сцепления (таких как наружная резьба) для приема дополняющих средств 42 (таких как внутренняя резьба) буртика 40 инструмента для обеспечения соединения буртика 40 инструмента с телом 20. Штыревая часть 30 может быть частью монолитного тела 20, как показано на фиг. 1с, на дальнем конце 23 тела 20. В других вариантах выполнения штырь может быть отдельным компонентом, который соединен с телом 20 с помощью дополняющих друг друга средств для образования интегрального компонента из тела и штыря. Размеры тела 20, штыревой части 30, буртика 40 инструмента и работающего на растяжение элемента 50 в основном специфичны для применения и зависят, например, от толщины, твердости и прочности материалов, подлежащих сварке. Развязывающий элемент 62 расположен между дальним концом 25 тела 20 и дальним концом 54 работающего на растяжение элемента 50, при этом развязывающий элемент 62 воспрещает или противодействует относительному вращательному или торсионному движению вдоль общей оси А работающего на растяжение элемента 50 относительно тела 20, когда приложенный крутящий момент ниже заданной величины крутящего момента.
Как показано на фиг. 1h и 1i, штыревая часть 30 содержит в основном несколько наружных резьбовых сегментов или продольных частей 32 (называемых в последующем резьбовыми секциями 32), отделенных друг от друга голыми частями или секциями 34 без резьбы. Голые части 34 в основном по существу не имеют признаков (например, являются по существу гладкими) и могут иметь радиус или округленный контур, аналогичный смежным резьбовым секциям, или быть плоскими. Голые части 34 расположены приблизительно на угловом расстоянии 90-120º друг от друга. Резьбовые сегменты 32 расположены вокруг наружной поверхности 43 штыревой части 30. В показанном варианте выполнения резьбовые сегменты 32 содержат правую резьбу. Однако можно использовать другие конфигурации резьбы. Например, один или несколько резьбовых сегментов 32 могут содержать часть с левой резьбой и/или часть с горизонтальной резьбой, как показано на фиг. 2а-2с, описание которых будет приведено ниже, или их комбинации. Количество и размер/размеры резьбы и резьбовых сегментов 32 в основном зависят от применения.
Как показано на фиг. 1j, резьба резьбовых сегментов 32 имеет в основном большое отношение радиуса (R) к глубине (D). В одном варианте выполнения отношение радиуса к глубине является постоянным во всех резьбовых сегментах 32. В другом варианте выполнения отношение радиуса к глубине различно для различных резьбовых частей 32. В одном варианте выполнения первая резьбовая часть содержит первое отношение радиуса к глубине, а вторая резьбовая часть содержит второе отношение радиуса к глубине, при этом второе отношение радиуса к глубине отличается от первого отношения радиуса к глубине. В одном варианте выполнения отношение радиуса к глубине, по меньшей мере, некоторой резьбы постоянно увеличивается при прохождении резьбы от средней части штыревой части 30 к дальнему концу 81 штыревой части 30. В одном варианте выполнения отношение радиуса к глубине непрерывно линейно уменьшается. В другом варианте выполнения отношение радиуса к глубине уменьшается нелинейно непрерывно (например, уменьшается экспоненциально непрерывно). Использование относительно больших отношений радиуса к глубине или непрерывно изменяющихся отношений радиуса к глубине может уменьшать действие напряжений резьбы на штыревую часть 30, что удлиняет срок службы инструмента. Отношение радиуса к глубине зависит в основном от применения.
Как показано на фиг. 1с, 1d и 1е, переходы 41, как указывалось выше, можно использовать для соединения работающего на растяжение элемента 50 со штыревой частью 30 тела 20 инструмента 10 для сварки трением с перемешиванием. В одном варианте выполнения, как показано на фиг. 1d, переходы могут содержать нелинейные и дополняющие друг друга поверхности сцепления штыревой части 30 и работающего на растяжение элемента 50. В показанном варианте выполнения переходы содержат дополняющие друг друга части 33, 53 сцепления. Таким образом, может быть обеспечена плавная (например, не резкая) поверхность сопряжения. В одном варианте выполнения части 33, 53 сцепления образованы за счет разницы диаметров (ID1, ID2) внутреннего отверстия 21 и диаметров (OD1, OD2) работающего на растяжение элемента 50, соответственно. Например, диаметр ID1 меньше смежного диаметра ID2, при этом часть 33 сцепления образована у ступеньки или буртика между внутренними диаметрами (ID1, ID2), и диаметр OD2 ближнего конца 52 больше диаметра OD1 базовой части 56, при этом часть 53 сцепления образована у ступеньки или буртика 51. В одном частном варианте выполнения дополняющие друг друга поверхности сцепления, по меньшей мере, штыревой части 30 или работающего на растяжение элемента 50 содержат, например, округленные поверхности 33, 53 сцепления, которые не полностью согласованы, а оставляют один или несколько зазоров G с целью уменьшения вероятности плотного вхождения или посадки внутри штыревой части 30. Эти зазоры G могут быть обеспечены посредством округления поверхности дополняющих друг друга округленных частей 33, 53, так что образуются отрицательные углы θ, при этом, по меньшей мере, часть дополняющих друг друга поверхностей сцепления на штыревой части 30 и работающем на растяжение элементе 50 наклонены относительно нейтральной оси штыревой части 30. Эти нелинейные поверхности сцепления могут уменьшать окружные напряжения в штыревой части 30 за счет силы сжатия.
Как показано на фиг. 1а, 1b, 1с и 1i штыревая часть 30 может включать также полосу 36 без резьбы, расположенную вблизи дальнего конца 81 штыревой части 30. Полоса 36 без резьбы может проходить по всему периметру штыревой части 30, имеющему диаметр 38 (смотри фиг. 1с). Полоса 36 без резьбы имеет ширину (w), которая может изменяться или может быть постоянной по периметру штыревой части 30 (смотри фиг. 1i). В одном варианте выполнения ширина (w) полосы 36 без резьбы составляет, по меньшей мере, 2 мм. В другом варианте выполнения ширина (w) полосы 36 без резьбы может быть не больше 8 мм. Полоса 36 без резьбы обычно расположена у ближнего конца 82 буртика 40 инструмента с целью обеспечения перехода между сварным действием резьбовых сегментов 32 штыревой части 30 и сварным действием рабочей поверхности 44 буртика 40 инструмента. Таким образом, полоса 36 без резьбы может обеспечивать уменьшение вызывающих напряжения эффектов.
Как показано на фиг. 1с, 1h и 1i, штыревая часть 30 может содержать изменяющиеся диаметры для обеспечения уменьшения напряжений в штыревой части 30. В частности, и как показано на фиг. 1h и 1i, штыревая часть 30 может включать вершинную часть 31 с наружным диаметром D1 резьбы или с несколькими наружными диаметрами D1n резьбы, среднюю часть 35 с наружным диаметром D2 резьбы или с несколькими наружными диаметрами D2n резьбы, и базовую часть 37 с наружным диаметром D3 резьбы или с несколькими наружными диаметрами D3n резьбы. Наружный диаметр резьбы может непрерывно уменьшаться при прохождении наружной резьбы от средней части 35 к ближнему концу 80 штыревой части 30 с наружным диаметром D4, при этом D2 больше D4. В соответствующем варианте выполнения наружный диаметр резьбы может непрерывно уменьшаться при прохождении резьбы от средней части 35 к дальнему концу 81 штыря (т.е. к полосе 36 без резьбы) с наружным диаметром D5, при этом D2 больше D5. Таким образом, штыревая часть 30 может содержать выпуклый профиль с углублением 47 вблизи полосы 36 без резьбы в результате разницы диаметров. Этот выпуклый профиль может облегчать уменьшение окружных напряжений в штыревой части 30 посредством увеличения площади поперечного сечения в средней части 35 штыревой части 30. В частности, выпуклая часть может уменьшать окружное напряжение и текучесть за счет пластической деформации в зоне 39 (смотри фиг. 1h) штыревой части 30.
В еще одном варианте выполнения могут быть предусмотрены один или несколько других признаков поверхности, таких как выпуклости, прерывистые канавки или локальные многогранные стенки, чтобы назвать некоторые, вместо резьбовых сегментов.
Как показано на фиг. 1а и 1с, буртик 40 инструмента обычно соединен с телом 20 инструмента 10 через дополняющие друг друга признаки 22, 42 сцепления. Такие признаки могут включать, например, наружную резьбу и внутреннюю резьбу. Буртик 40 инструмента может быть любым подходящим буртиком, который можно использовать в инструменте для сварки трением с перемешиванием. Например, буртик 40 инструмента может иметь гладкую конфигурацию или развернутую конфигурацию с концентричными кольцами и/или спиральными гребнями, чтобы назвать некоторые. Нижняя часть буртика 40 инструмента обычно содержит рабочую поверхность 44, которая действует для сцепления с деталями в начале сварки и во время сварки, удерживает пластифицированный материал, образованный вблизи и вокруг штыря, непосредственно под рабочей поверхностью 44. Из уровня техники известны различные рабочие поверхности 44, и любые такие поверхности можно применять для буртика 40 инструмента 10 для сварки трением с перемешиванием.
Как показано на фиг. 1а, 1с, 1d и 1е, работающий на растяжение элемент 50 обычно предназначен для плотного вхождения внутрь камеры тела 20 инструмента 10 для сварки трением с перемешиванием, так что работающий на растяжение элемент 50 и тело 20 имеют общую продольную ось А. Плотное вхождение задается в данном случае тем, что наружный диаметр (диаметры) OD работающего на растяжение элемента 50 немного меньше внутреннего диаметра (диаметров) ID внутреннего отверстия 21 тела 20. Как указывалось выше, работающий на растяжение элемент 50 предназначен для приложения сжатия (например сил сжатия в продольном направлении) к штыревой части 30. В показанном варианте выполнения работающий на растяжение элемент 50 имеет конфигурацию стержня, при этом стержень имеет базовую часть 56, часть 52 ближнего конца и часть 54 дальнего конца. Часть 52 ближнего конца содержит буртик 51 работающего на растяжение элемента и/или соответствующую дополняющую поверхность 53 сцепления для сцепления с дополняющей поверхностью 33 сцепления штыревой части 30, как указывалось выше. Часть 54 дальнего конца обычно содержит часть 55 сцепления для сцепления, по меньшей мере, с одним элементом концевого узла 60. В показанном варианте выполнения часть 55 сцепления содержит выемку для сцепления с разделенным кольцом 66 концевого узла (подробное описание которого будет приведено ниже). В одном варианте выполнения выемка может иметь выпуклую форму, однако, возможна любая форма. В другом варианте выполнения часть 55 сцепления может включать выступы (не изображены), которые входят в отверстия (не изображены) в разделенном кольце 66. Возможны любые дополняющие друг друга признаки разделенного кольца 66 и части 55 сцепления, которые удерживают разделенное кольцо 66 у работающего на растяжение элемента 50 и которые не создают помех для введения и скольжения работающего на растяжение элемента 50 во внутреннем отверстии 21. Например, часть 55 сцепления может включать нагруженный пружиной выступ (такой как шарик), который может вдавливаться работающим на растяжение элементом 50 для обеспечения его вхождения и свободного перемещения во внутреннем отверстии 21 тела 20, а затем выходить достаточно наружу в радиальном направлении с выходом из внутреннего отверстия 21 для сцепления с приемным элементом или отверстием разделенного кольца 66. Таким образом, когда работающий на растяжение элемент 50 соединен с другими частями инструмента 10, как будет детально пояснено ниже, то, по меньшей мере, один элемент концевого узла 60 сцепляется с частью 55 сцепления работающего на растяжение элемента 50 и в соединении с другими элементами концевого узла 60 прикладывает осевую нагрузку растяжения к работающему на растяжение элементу 50, при этом осевая сила растяжения обычно содержит вектор силы, ориентированный в направлении части 54 дальнего конца работающего на растяжение элемента 50. При приложении осевой нагрузки растяжения к дальнему концу 54 работающего на растяжение элемента 50 признаки 53 сцепления буртика 51 работающего на растяжение элемента прикладывают силу к поверхности внутреннего отверстия 21 вблизи признака 33 сцепления. Таким образом, силы сжатия прикладываются к штыревой части 30 инструмента 10 за счет сцепления буртика 51 работающего на растяжение элемента с внутренними частями штыревой части 30, что приводит к уменьшению составляющей механического напряжения узла и тем самым к уменьшению диапазона знакопеременного напряжения растяжения во время работы, начиная с более низкого минимального напряжения, чем напряжение, которое бы имелось без приложения сил или нагрузок сжатия. В свою очередь, штыревая часть 30 может сжиматься в осевом направлении во время работы инструмента 10 для сварки трением с перемешиванием, что уменьшает напряжения растяжения, которые испытывает штыревая часть 30 во время работы инструмента 10 для сварки трением с перемешиванием.
Работающий на растяжение элемент 50 может содержать материалы, аналогичные материалам, используемым для тела 20, штыревой части 30 и/или буртика 40 инструмента, или же материалы, отличающиеся от материалов этих компонентов. В одном варианте выполнения работающий на растяжение элемент 50 содержит высокопрочный на растяжение материал. В одном варианте выполнения работающий на растяжение элемент 50 содержит металлический сплав, такой как сплав для изготовления крепежных изделий и/или супер-сплав. В одном частном варианте выполнения металлический сплав может быть сплавом на основе кобальта. В другом варианте выполнения металлический сплав может быть сплавом на основе стали. В другом варианте выполнения работающий на растяжение элемент 50 может содержать композитный материал, такой как керамика. Керамический материал может быть, например, керамическим материалом на основе вольфрама. В другом варианте выполнения композитный материала может содержать один или несколько пучков керамических органических или углеродных волокон. Что касается керамических материалов, то понятно, что углубленную поверхность сцепления, такую как часть 55 сцепления, не просто получать из-за трудностей машинной обработки керамических частей. Таким образом, в одном варианте выполнения работающего на растяжение элемента 50, содержащего керамический материал, работающий на растяжение элемент 50 включает анкер для крепления работающего на растяжение элемента 50, по меньшей мере, на одной части инструмента 10, такой как тело 20 или штыревая часть 30. Анкер может быть механическим крепежным средством или химическим крепежным средством. В одном варианте выполнения анкер содержит дополняющие друг друга крепежные признаки, такие как крюки/отверстия, выступы/выемки и/или система из шпонки и канавки, чтобы назвать некоторые из них, при этом первый из них используется на работающем на растяжение элементе 50, а второй используется, по меньшей мере, на теле 20, штыревой части 30 или концевом узле 60. В одном варианте выполнения используется химическое средство крепления, такое как клей с высокой прочностью соединения (например, высокотемпературный супер-клей). В некоторых случаях работающий на растяжение элемент 50 обычно содержит монолитное тело. Однако в других случаях работающий на растяжение элемент 50 может содержать отдельные компоненты. Например, работающий на растяжение элемент 50 может содержать отдельную часть дальнего конца и/или отдельную часть ближнего конца для соединения с базовой частью работающего на растяжение элемента 50.
Как показано на фиг. 1f и 1g, концевой узел 60 обычно используется для обеспечения, по меньшей мере, одного и иногда обоих следующих действий: (i) осевого растяжения работающего на растяжение элемента 50 и (ii) развязки работающего на растяжение элемента 50 от тела 20 и/или штыревой части 30 инструмента 10 для сварки трением с перемешиванием. В показанном варианте выполнения концевой узел 60 содержит развязывающий элемент 62 и развязывающий держатель 63 для удерживания развязывающего элемента 62. Как указывалось выше, развязывающий элемент 62 обеспечивает развязку работающего на растяжение элемента 50 от тела 20 инструмента 10 для сварки трением с перемешиванием. Таким образом, передача крутящего момента и/или других нежелательных сил с тела 20 и/или штыревой части 30 на работающий на растяжение элемент 50 может быть уменьшена и/или исключена. Развязывающий элемент 62 может быть, например, упорным подшипником, таким как упорный шарикоподшипник и/или высокотемпературный упорный подшипник. В другом варианте выполнения развязывающий элемент 62 может содержать различные типы подшипников, такие как масляные подшипники или приводимые в действие гидравлически подшипники. В одном варианте выполнения вращательное или торсионное смещение дальнего конца 54 относительно ближнего конца 52 может составлять до 15º перед развязкой при заданной величине крутящего момента. Согласно другому подходу развязывающий элемент 62 и его держатель могут отсутствовать в концевом узле 60, когда работающий на растяжение элемент 50 содержит один или несколько пучков волокон, которые способны скручиваться во время работы инструмента, за счет чего уменьшаются действия напряжений от штыревой части 30 и/или тела 20 в работающем на растяжение элементе 50.
Кроме того, можно применять смазки (такие как сухой смазывающий порошок) между работающим на растяжение элементом 50 и внутренним отверстием тела 20 и/или штыревой части 30 инструмента 10, что облегчает движение (например, радиальное движение) работающего на растяжение элемента 50 относительно тела 20 и/или штыревой части 30 инструмента 10. В одном варианте выполнения сухой смазывающий порошок является содержащим молибден порошком.
Дополнительно или в качестве альтернативного решения, концевой узел 60 может включать один или несколько пружинных элементов 64. Пружинные элементы 64 можно выбирать на основе жесткости пружины (k), которая обеспечивает желаемую пружинную силу для приложения нагрузки растяжения к работающему на растяжение элементу 50. В одном варианте выполнения пружинные элементы 64 включают одну или несколько пружин, таких как тарельчатые пружины, которые предварительно нагружают работающий на растяжение элемент 50 желаемой нагрузкой растяжения, когда концевой узел 60 сцеплен с работающим на растяжение элементом 50. Таким образом, пружинные элементы 64 могут действовать для предварительной нагрузки работающего на растяжение элемента 50 желаемой силой F в осевом направлении относительно штыревой части 30. Кроме того, может быть приспособлена пневматическая приводная система (не изображена) для инструмента 10 с целью работы в комбинации с пружинными элементами или вместо них. Таким образом, штыревая часть 30 может сжиматься и реализуется уменьшение механических напряжений растяжения, как указывалось выше, что приводит к уменьшению диапазона знакопеременных напряжений.
Пружинные элементы 64 можно использовать для демпфирования изменений напряжений, испытываемых работающим на растяжение элементом 50 за счет взаимодействия со штыревой частью 30 и/или телом 20 инструмента 10. Кроме того, пружинные элементы 64 можно использовать для демпфирования изменений растяжения, испытываемого работающим на растяжение элементом 50 за счет колебаний температуры во время работы инструмента 10 для сварки трением с перемешиванием. Таким образом, пружинные элементы 64 могут действовать не только для обеспечения желаемого осевого сжатия штыревой части 30, но также для демпфирования изменений растяжения, испытываемого работающим на растяжение элементом 50. В показанном варианте выполнения пружинные элементы 64 содержат дисковые пружины, которые обеспечивают как демпфирующее, так и сжимающее действие для работающего на растяжение элемента 50. Понятно, что в других вариантах выполнения можно использовать раздельные компоненты для обеспечения нагрузки растяжения для работающего на растяжение элемента 50 и демпфирования изменений напряжений растяжения, действующих на работающий на растяжение элемент 50.
Концевой узел 60 может включать кольцо 66 для сцепления с частью 55 сцепления работающего на растяжение элемента 50. Кольцо 66 может быть, например, разделенным кольцом, имеющим регулировочные винты 68 для обеспечения сцепления кольца 66 с частью 55 сцепления работающего на растяжение элемента 50. Между пружинными элементами 64 и кольцом 66 можно использовать шайбу 65 для облегчения сборки концевого узла 60. После сборки развязывающего элемента 62, пружинных элементов 64 и кольца 66 и их установки на работающем на растяжение элементе 50, можно оказывать влияние на пружинную силу F в осевом направлении, как показано на фиг. 1g. Для защиты дальней концевой части 83 концевого узла 60, держатель 67 может быть соединен с кольцом 66.
Концевой узел 60 может обеспечивать одну или несколько функций относительно работающего на растяжение элемента 50. В качестве первого примера, концевой узел 60 может действовать для развязки работающего на растяжение элемента 50 от тела 20 инструмента 10. В качестве второго примера, концевой узел 60 может действовать для обеспечения силы растяжения относительно работающего на растяжение элемента 50 с сжиманием за счет этого, по меньшей мере, части штыревой части 30 инструмента 10. В качестве третьего примера, концевой узел 60 может обеспечивать демпфирование работающего на растяжение элемента 50 посредством демпфирования изменений напряжения, испытываемого работающим на растяжение элементом 50 в результате взаимодействия со штыревой частью 30 и/или телом 20 инструмента 10, температурных изменений, испытываемых работающим на растяжение элементом 50 во время работы инструмента 10 для сварки трением с перемешиванием.
Другой вариант выполнения штыревой части 30 показан на фиг. 9, в котором она включает конус 900 как результат линейного уменьшения наружных диаметров (D1n, D2n, D3n и D5n, показанных на фиг. 1h) от D5 (или ближнего конца 81) до D4 (дальнего конца 80). Линейное уменьшение может быть постоянным (при прямом конусе, как показано на фиг. 9) или изменяемым (не изображено).
Как указывалось выше, штыревая часть 30 может включать один или несколько резьбовых сегментов 32 для облегчения работы инструмента 10 для сварки трением с перемешиванием. Каждый сегмент включает заданную длину с дальним концом и ближним концом, которые являются смежными с соответствующим ближним концом и дальним концом смежных сегментов или концом полосы 36 без резьбы. Например, конец полосы 36 без резьбы является непосредственно смежным с дальним концом 37d резьбового сегмента 37, ближний конец 37р резьбового сегмента 37 является непосредственно смежным с дальним концом 35d резьбового сегмента 35, и ближний конец 35р резьбового сегмента 35 является непосредственно смежным с дальним концом 31d резьбового сегмента 31. Согласно другому подходу, один или несколько резьбовых сегментов 32 могут содержать резьбу различной ориентации относительно других резьбовых сегментов 32. В одном частном варианте выполнения и как показано на фиг. 2а-2с, штырь 230 может содержать несколько чередующихся резьбовых сегментов 232а, 232b. В показанном варианте выполнения штырь 230 содержит первый набор резьбовых сегментов 232а и второй набор резьбовых сегментов 232b. В показанном варианте выполнения первый набор резьбовых сегментов 232а содержит правую резьбу. Второй набор резьбовых сегментов 232b содержит левую резьбу. Таким образом, штырь 230 содержит первый набор резьбовых частей, содержащих резьбу первой ориентации, и второй набор резьбовых сегментов, содержащих резьбу второй ориентации. Между резьбовыми сегментами 232а, 232b включены голые части 234. В показанном варианте выполнения резьбовые части 232а, 232b распределены на равном расстоянии друг от друга, и тем самым голые части 234 также распределены на равном расстоянии друг от друга, приблизительно 90º по центру, как показано на фиг. 2с. В показанном варианте выполнения первые резьбовые сегменты 232а отделены друг от друга голыми частями 234 и от смежных вторых резьбовых сегментов 232b по обе стороны первых резьбовых сегментов 232а. Аналогичным образом, вторые резьбовые сегменты 232b отделены голыми частями от первых резьбовых сегментов 232а и от первых резьбовых сегментов 232 по обе стороны вторых резьбовых сегментов 232b. Хотя показана резьба с левой ориентацией и с правой ориентацией, можно использовать другие ориентации резьбы, такие как горизонтальные ориентации резьбы. Кроме того, резьба может включать различные другие признаки, такие как выпуклости, прерывистые канавки и локальные многогранные выступы, чтобы назвать некоторые из них. Использование изменяющейся ориентации резьбы может облегчать более эффективное смешивание пластифицированных зон вокруг штыря 30/230 во время работы инструмента 10 для сварки трением с перемешиванием. В свою очередь, силы и крутящий момент, действующие на штырь 30/230 во время операций сварки, могут быть уменьшены. За счет этого обеспечивается улучшенное управление потоком, заполнением и затвердеванием пластифицированных зон вокруг штыря 20/230, а также более длительный срок службы штыря.
В одном варианте выполнения штыревой части 30 наружные диаметры резьбовых сегментов является по существу постоянными вдоль их соответствующей длины.
В другом варианте выполнения штыревой части 30 наружные диаметры резьбовых сегментов является по существу не постоянными вдоль их соответствующей длины.
В другом варианте выполнения штыревой части 30 (смотри фиг. 1h) наружные диаметры D1n резьбового сегмента 31 увеличиваются от его ближнего конца 31р к дальнему концу 31d; наружные диаметры D2n резьбового сегмента 35 увеличиваются от его ближнего конца 35р до заданной точки Р1 вдоль заданной длины вдоль его длины L4, а затем уменьшаются от заданной точки Р1 к его дальнему концу 35d; и наружные диаметры D2n резьбового сегмента 35 уменьшаются от его ближнего конца 37р к его дальнему концу 37d, за счет чего в точке, где пересекаются концы смежных резьбовых сегментов, наружные диаметры резьбовых секций являются по существу одинаковыми. Другими словами, наружный диаметр D1 дальнего конца 37d резьбовой части 31 по существу равен наружному диаметру D2 ближнего конца 35р резьбового сегмента 35, и наружный диаметр D1 дальнего конца 35d резьбовой части 35 по существу равен наружному диаметру D3 ближнего конца 37р резьбового сегмента 37.
В другом варианте выполнения штыревой части 30 (смотри фиг. 1h) несколько резьбовых сегментов 32 окружают наружную поверхность 34 штыревой части 30 на части длины L2 штыревой части 30, и, по меньшей мере, две не имеющие резьбы продольные части 34 проходят по всей длине L2 штыревой части 30 с образованием расположенных на равном расстоянии пространств S между несколькими резьбовыми сегментами 32.
В другом варианте выполнения штыревой части 30, по меньшей мере, один резьбовой сегмент 32 имеет левую резьбу, а другой резьбовой сегмент 32 имеет правую резьбу (смотри фиг. 2а-2с).
В другом варианте выполнения штыревой части 30 все резьбовые сегменты 32 имеет либо левую резьбу, либо правую резьбу.
В другом варианте выполнения штыревой части 30, по меньшей мере, один сегмент (31, 35 или 37) содержит, по меньшей мере, один наружный диаметр (D1n, D2n или D3n), который увеличивается линейно от ближнего к дальнему концу, который определен как диаметр сегмента вдоль длины (L3, L4 или L5), увеличивающийся или уменьшающийся с постоянной или линейной степенью (положительной или отрицательной), например, с увеличением диаметра на 1 мм на каждом 1 мм длины сегмента.
В другом варианте выполнения штыревой части 30, по меньшей мере, один сегмент (31, 35 или 37) содержит, по меньшей мере, один наружный диаметр (D1n, D2n или D3n), который увеличивается линейно от ближнего к дальнему концу, который определен как диаметр сегмента вдоль длины (L3, L4 или L5), увеличивающийся или уменьшающийся с непостоянной или нелинейной, или экспоненциальной степенью, например, с увеличением диаметра на 1 мм на первом 1 мм длины сегмента и с увеличением диаметра не на 1 мм на следующем 1 мм длины сегмента.
В другом варианте выполнения штыревой части 30, по меньшей мере, один сегмент (31, 35 или 37) содержит, по меньшей мере, один наружный диаметр (D1n, D2n или D3n), который увеличивается линейно (смотри фиг. 9), и, по меньшей мере, один наружный диаметр из наружных диаметров увеличивается нелинейно.
Как показано на фиг. 1с, буртик 40 инструмента обычно содержит монолитный элемент. Однако буртик 40 инструмента может содержать отдельные компоненты. Согласно одному подходу и как подробно поясняется ниже буртик 40 инструмента содержит первую часть буртика инструмента для соединения с телом 20 инструмента 10 для сварки трением с перемешиванием. Буртик 40 инструмента может дополнительно включать вторую часть буртика, соединенную с первой частью буртика вблизи ближнего конца первой части буртика и покрывающую указанную первую часть буртика. Таким образом, вторая часть буртика может иметь рабочую поверхность вблизи дальнего конца 81 штыревой части 30 инструмента 10 для сварки трением с перемешиванием. В свою очередь переходная часть первой части буртика может выступать из рабочей поверхности второй части буртика для обеспечения перехода между штыревой частью 30 и рабочей поверхностью второй части буртика. Как будет пояснено ниже, эта переходная часть может сглаживать поток пластифицированного материала за счет обеспечения не резкого перехода в сопряжении между буртиком 40 инструмента и штыревой частью 30.
Например, как показано на фиг. 3а и 3b, инструмент 300 для сварки трением с перемешиванием может содержать тело 20, штыревую часть 30, работающий на растяжение элемент 50 и концевой узел 60, как указывалось выше. Инструмент 300 для сварки трением с перемешиванием может дополнительно содержать буртик инструмента, содержащий первую часть 340 буртика и вторую часть 342 буртика. Первая часть 340 буртика может быть соединена с телом 20 через дополняющие друг друга признаки 22, 345 сцепления тела 20 и первой части 340 буртика, соответственно. Вторая часть 342 буртика может быть соединена с первой частью 340 буртика с наложением на наружную поверхность 347 первой части 340 буртика. Первая часть 340 буртика и вторая часть 342 буртика могут быть соединены друг с другом через дополняющие друг друга признаки 343, 344 сцепления первой части 340 буртика и второй части 342 буртика, соответственно. Первая часть 340 буртика может содержать не имеющую резьбы часть 346, имеющую гладкую переходную поверхность, которая выступает за рабочую поверхность 348 второй части 342 буртика, за счет чего обеспечивается гладкий переход между штыревой частью 30 и рабочей поверхностью 348 второй части 342 буртика. Таким образом, переход между буртиком 340, 342 инструмента и штыревой частью 30 может быть более постепенным (например, более гладким), за счет чего ограничивается и в некоторых случаях исключается образование несоединенных перерывов между сторонами сварки за счет сглаживания потока пластифицированного материала в этой турбулентной точке инструмента 10 для сварки трением с перемешиванием.
Хотя во многих показанных вариантах выполнения буртик 40 инструмента показан в виде отдельной части, буртик 40 инструмента может быть интегрирован с телом 20 и/или штыревой частью 30 инструмента для сварки трением с перемешиванием, как показано на фиг. 6. Поэтому в одном варианте выполнения инструмент 600 для сварки трением с перемешиванием содержит монолитную структуру 610 с телом 620, штырем 630 и буртиком 640 инструмента, выполненные все интегрированно друг с другом. В этом варианте выполнения может быть упрощен процесс изготовления и снижена стоимость изготовления.
Кроме того, буртик инструмента может содержать по существу плоскую рабочую поверхность, как показано на фиг. 1d, 3а и 3b, или может содержать не плоскую рабочую поверхность. Например, как показано на фиг. 7, инструмент 700 для сварки трением с перемешиванием может содержать тело 20 и штыревую часть 30, как указывалось выше. Кроме того, инструмент 700 для сварки трением с перемешиванием может содержать буртик 740 инструмента, имеющий не плоскую рабочую поверхность, такую как конусная рабочая поверхность 744, показанная на фиг. 7. Конусная рабочая 744 обычно содержит внутренние гребни 745 и наружные гребни 747. Высота h наружной поверхности 746 конусной наружной поверхности обычно непрерывно уменьшается от внутреннего гребня 745 к наружному гребню 747. В одном варианте выполнения высота наружной поверхности 746 линейно непрерывно уменьшается от внутренних гребней 745 к наружным гребням 747. В одном варианте выполнения высота наружной поверхности 746 нелинейно непрерывно (например, экспоненциально) уменьшается от внутренних гребней 745 к наружным гребням 747. Инструменты для сварки трением с перемешиванием с использованием такого конусного буртика инструмента можно применять в неинтегрированном буртике инструмента, как показано на фиг. 7, или же можно применять в интегрированном буртике инструмента, вариант выполнения которого показан на фиг. 8. В показанном на фиг. 8 варианте выполнения инструмент 800 для сварки трением с перемешиванием содержит монолитную структуру с телом 820, штырем 830 и буртиком 840 инструмента, при этом все они выполнены интегрированно друг с другом.
Хотя описание многих указанных выше признаков было дано применительно к обычным инструментам для сварки трением с перемешиванием на основе наковальни, они применимы также к инструментам бобинного типа. В таких инструментах бобинного типа можно применять различные концепции и варианты выполнения, указанные выше. Один вариант выполнения инструмента бобинного типа с использованием концевого узла, содержащего развязывающий элемент и пружинный элемент, показан на фиг.4. В показанном варианте выполнения инструмент 400 бобинного типа содержит резьбовой штырь 430, несколько буртиков 440 инструмента, соединенных с резьбовым штырем 430, и работающий на растяжение элемент 450, содержащийся внутри резьбового штыря 430. Концевой узел 460 применяется на одном конце работающего на растяжение элемента 450 для обеспечения растяжения работающего на растяжение элемента 450 и облегчения развязки работающего на растяжение элемента 450 от резьбового штыря 430. Работающий на растяжение элемент 450 дополнительно установлен на резьбовом штыре через физический соединитель 470, такой как узел из болта и шайбы. Концевой узел 460 может включать любые признаки, указанные выше применительно к концевому узлу 60 инструмента типа наковальни, такие как разъединяющий элемент 62, удерживающее кольцо 63, пружинные элементы 64, шайба 65 и кольцо 66. Резьбовой штырь 430 может также включать многие признаки, указанные выше применительно к штыревой части 30 инструмента 10 для сварки трением с перемешиванием на основе наковальни, такие как большое отношение радиуса к глубине и чередующаяся/изменяющаяся ориентация резьбы, чтобы назвать два из них. Работающий на растяжение элемент может включать любые признаки, указанные выше применительно к части 55 сцепления.
На фиг.10 показан другой вариант выполнения инструмента 100, имеющего разъединяющий элемент 62 вблизи ближнего конца 52 работающего на растяжение стержня 50, вместо расположения вблизи дальнего конца 54 (смотри фиг.1с), и систему из многих буртиков 40, имеющих держатель 102 буртиков и разделенное кольцо 104. Как указывалось выше, другими позициями на фиг. 10 обозначены признаки, общие с раскрытыми ранее вариантами выполнения.
Можно использовать контейнер для хранения и/или транспортировки инструментов для сварки трением с перемешиванием. Один вариант выполнения подходящего контейнера показан на фиг. 5. В показанном варианте выполнения контейнер 500 содержит первую часть 520, соединенную со второй частью 530 (например, через дополняющие друг друга наружную и внутреннюю резьбу). Первая часть 520 предназначена для размещения первой части инструмента 10 для сварки трением с перемешиванием, а вторая часть 530 контейнера для хранения и транспортировки предназначена для размещения остальных частей инструмента 10 для сварки трением с перемешиванием. Внутренние размеры контейнера 500 согласованы с наружными размерами инструмента 10 для сварки трением с перемешиванием для обеспечения свободного введения инструмента 10 для сварки трением с перемешиванием внутрь контейнера 500, когда первая часть 520 сцеплена со второй частью 530. Внутри контейнера 500 для хранения можно использовать различные типы обивки. Таким образом, инструмент 10 для сварки трением с перемешиванием защищен во время транспортировки и/или доставки.
Пример сборки инструмента, показанного на фиг. 1с и 1f
В. Соединение буртика 40 с узлом тела 20 и штыревой части 30 (если тело, штырь и буртик не являются монолитными, как показано на фиг. 6 и 8).
С. Введение дальнего конца 54 работающего на растяжение элемента 50 во внутреннее отверстие 21 тела 20 у ближнего конца 23 тела 20.
D. Осевое скольжение работающего на растяжение элемента 50 внутри внутреннего отверстия 21 до вхождения в зацепление дополняющих друг друга признаков 33, 53 сцепления работающего на растяжение элемента 50 и тела 20, соответственно.
Е. Скольжение развязывающего элемента 62 по работающему на растяжение элементу 50 и позиционирование развязывающего элемента 62 непосредственно вблизи и в контакте с дальним концом 25 тела 20.
F. Скольжение развязывающего держателя 63 по работающему на растяжение элементу 50 и позиционирование над развязывающим элементом 62 и смежно с дальним концом 25 тела 20.
G. Скольжение одного или нескольких пружинных элементов 64 по работающему на растяжение элементу 50 и позиционирование, по меньшей мере, одного пружинного элемента 64 непосредственно вблизи и в контакте с развязывающим держателем 63 (следует отметить, что количество пружин оказывает влияние на напряжения сжатия, воздействующие на штыревую часть 30, следует увеличивать или уменьшать количество пружин для достижения желаемого напряжения сжатия в штыревой части 30).
Н. Скольжение шайбы 65 по работающему на растяжение элементу 50 и позиционирование непосредственно вблизи и в контакте, по меньшей мере, с одним пружинным элементом 64.
I. Позиционирование разделенного кольца 66 на дальнем конце 54 работающего на растяжение элемента 50 и введение или легкое введение винтов 68 в дополняющие резьбовые отверстия разделенного кольца 66.
J. Толкание в осевом направлении с помощью пресса шайбы 65 внутрь к пружинным элементам 64 для сжатия пружинных элементов 64, достаточного для открывания части 55 сцепления работающего на растяжение элемента 50.
K. Позиционирование разделенного кольца 66 с посадкой внутри части 55 сцепления работающего на растяжение элемента 50.
L. Затягивание винтов 68 для закрепления разделенного кольца 66 на работающем на растяжение элементе 50.
М. Соединение держателя 67 с кольцом 66 для воспрещения относительного осевого движения между кольцом 66 и дальним концом 54 работающего на растяжение элемента и освобождение винтов в разделенном кольце 66.
N. Прикрепление собранного инструмента для сварки трением с перемешиванием к оборудованию для сварки трением с перемешиванием.
Необязательно нанесение смазки, как указывалось выше, и приложение дополнительного осевого растяжения во время операции сварки трением с перемешиванием для увеличения напряжений сжатия в штыревой части 30.
Хотя выше было приведено подробное описание различных вариантов выполнения данного изобретения, очевидно, что для специалистов в данной области техники понятно, что возможны модификации и адаптации этих вариантов выполнения. Однако следует подчеркнуть, что такие модификации и адаптации входят в идею и объем данного изобретения.
Изобретение может быть использовано для сварки трением с перемешиванием, в том числе трудно свариваемых материалов, обладающих высокой прочностью и/или ударной вязкостью. Инструмент (10) содержит тело (20), штырь (30), работающий на растяжение элемент (50) и концевой узел (60). Работающий на растяжение элемент (50) и концевой узел (60) обеспечивают осевое сжатие штыря (30). Работающий на растяжение элемент (50) можно рассоединять со штырем (30) и/или телом (20) с помощью одного или нескольких разъединяющих элементов (62). Концевой узел (60) может содержать пружинные элементы (64) для приложения осевой силы к работающему на растяжение элементу (50). Штырь (30) может включать различные средства для обеспечения уменьшения напряжений вблизи штыря (30). Инструмент обладает высокой стойкостью к разрушению под действием усталостной циклической нагрузки во время сварки, обеспечивает сварку на высокой скорости с получением прочного сварного соединения. 5 н. и 20 з.п. ф-лы, 10 ил., 1 пр.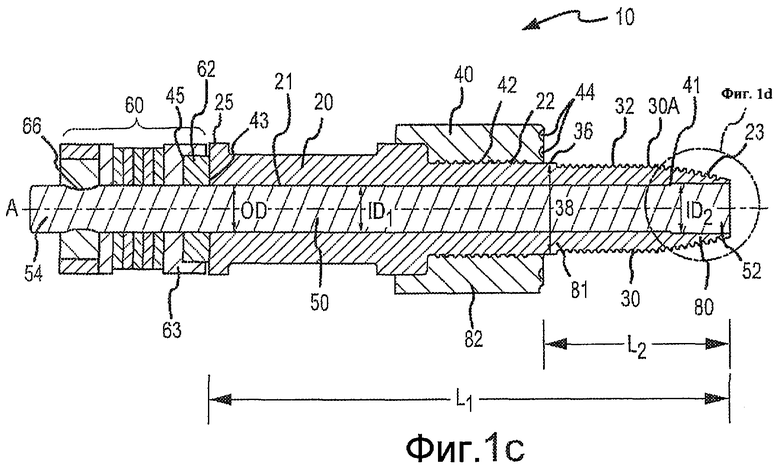
1. Инструмент для сварки трением с перемешиванием, содержащий:
тело инструмента для сварки трением с перемешиванием, содержащее:
область контакта с приводной системой машины для сварки трением с перемешиванием, способную взаимодействовать с приводной системой машины для сварки трением с перемешиванием с целью придания входной скорости вращения телу инструмента для сварки трением с перемешиванием; и
штыревую часть, смежную с областью контакта с приводной системой машины для сварки трением с перемешиванием, при этом штыревая часть, работающая с выходной скоростью вращения, пластифицирует материал в месте соединения, подлежащем сварке трением с перемешиванием;
работающий на растяжение элемент, имеющий два конца, при этом два конца являются ближним концом и дальним концом, при этом ближний конец соединен с штыревой частью для создания в ней нагрузки сжатия, а дальний конец соединен с областью контакта с приводной системой машины для сварки трением с перемешиванием, причем угловое смещение дальнего конца относительно ближнего конца может возникать во время сварки трением с перемешиванием, когда выходная скорость вращения меньше входной скорости вращения; и
разъединяющий элемент, соединенный, по меньшей мере, с одним концом из двух концов работающего на растяжение элемента,
при этом торсионное напряжение внутри работающего на растяжение элемента, вызванное угловым смещением, уменьшается, когда разъединяющий элемент рассоединяет, по меньшей мере, один конец работающего на растяжение элемента от тела инструмента для сварки трением с перемешиванием.
2. Инструмент для сварки трением с перемешиванием по п.1, в котором область контакта с приводной системой машины для сварки трением с перемешиванием расположена между разъединяющим элементом и штыревой частью.
3. Инструмент для сварки трением с перемешиванием, содержащий:
тело, имеющее длину вдоль продольной оси, при этом тело содержит дальний конец, ближний конец и внутреннее отверстие вдоль длины, при этом ближний конец включает штыревую часть;
работающий на растяжение элемент, имеющий длину вдоль продольной оси, при этом работающий на растяжение элемент содержит два конца, при этом продольная ось работающего на растяжение элемента и продольная ось тела образуют, по существу, общую продольную ось, когда работающий на растяжение элемент расположен внутри внутреннего отверстия тела; и
разъединяющий элемент, расположенный между дальним концом тела и, по меньшей мере, одним концом из двух концов работающего на растяжение стержня, при этом разъединяющий элемент воспрещает относительное вращательное движение вдоль общей оси работающего на растяжение элемента относительно тела, когда приложенный крутящий момент ниже заданной величины крутящего момента,
за счет чего работающий на растяжение элемент может вращательно смещаться вдоль общей оси относительно тела, когда величина приложенного крутящего момента превышает заданную величину крутящего момента.
4. Инструмент для сварки трением с перемешиванием по п.3, в котором разъединяющий элемент содержит, по меньшей мере, один подшипник.
5. Инструмент для сварки трением с перемешиванием по п.3, дополнительно содержащий:
устройство создания предварительной осевой нагрузки растяжения и ограничения перемещения ближнего конца работающего на растяжение элемента в виде концевого узла для размещения разъединяющего элемента и регулируемого работающего на растяжение элемента и
дополняющие друг друга поверхности сцепления, расположенные во внутреннем отверстии тела смежно с штыревой частью и расположенные во внутреннем отверстии смежно с ближним концом работающего на растяжение элемента, так что ограничивается осевое и вращательное движения ближнего конца, работающего на растяжение элемента,
за счет чего работающий на растяжение элемент испытывает осевое растяжение, а штыревая часть испытывает напряжение сжатия, когда работающий на растяжение элемент находится в сцеплении с устройством предварительной нагрузки растяжения.
6. Инструмент для сварки трением с перемешиванием, содержащий:
тело, имеющее длину, при этом тело содержит дальний конец, ближний конец и внутреннее отверстие вдоль тела, имеющее внутренний диаметр вдоль продольной оси, при этом ближний конец включает штыревую часть;
множество собранных в пучок волокон, имеющее ближний конец, дальний конец и наружный диаметр вдоль продольной оси, при этом наружный диаметр меньше внутреннего диаметра внутреннего отверстия, при этом продольная ось пучка и продольная ось тела образуют, по существу, общую продольную ось, когда пучок расположен внутри внутреннего отверстия тела инструмента и образует работающий на растяжение элемент; и
при этом пучок соединяет штыревую часть тела и дальний конец тела и пучок дополнительно способен выполнять относительное вращательное движение между ними.
7. Инструмент для сварки трением с перемешиванием по п.6, в котором множество волокон являются керамическими волокнами.
8. Инструмент для сварки трением с перемешиванием по п.6, в котором множество волокон являются волокнами на основе углерода.
9. Инструмент для сварки трением с перемешиванием по п.6, в котором работающий на растяжение элемент является устройством для обеспечения предварительной осевой нагрузки за счет скручивания его волокон во время работы инструмента.
10. Инструмент для сварки трением с перемешиванием, содержащий:
тело инструмента;
штырь, интегрированный с ближним концом тела инструмента, при этом штырь содержит несколько нарезок на своей наружной поверхности;
работающий на растяжение элемент, расположенный внутри и проходящий, по меньшей мере, частично через тело инструмента, при этом работающий на растяжение элемент содержит буртиковую часть вблизи ближнего конца штыря, при этом буртиковая часть соединена с дополняющей частью штыря вблизи ближнего конца штыря; и
концевой узел, соединенный с дальним концом работающего на растяжение элемента, при этом концевой узел находится в физической связи с дальним концом тела инструмента через разъединяющий элемент и при этом разъединяющий элемент соединен с первой частью работающего на растяжение элемента и способен ограниченно передавать силы со штыря в работающий на растяжение элемент.
11. Инструмент по п.10, в котором работающий на растяжение элемент содержит множество волокон, соединенных со штырем и телом инструмента.
12. Инструмент по п.10, в котором тело инструмента и штырь образуют монолитную структуру.
13. Инструмент по п.12, в котором монолитная структура дополнительно содержит буртик инструмента, интегрированный со средней частью тела инструмента, при этом буртик инструмента содержит рабочую поверхность, обращенную к дальнему концу штыря.
14. Инструмент по п.10, в котором инструмент для сварки трением с перемешиванием является сварочным инструментом бобинного типа.
15. Штырь для сварки трением с перемешиванием для использования в инструменте для сварки трением с перемешиванием, при этом штырь содержит:
по меньшей мере, три продольных сегмента,
первый продольный сегмент, имеющий, по меньшей мере, один наружный диаметр вдоль длины, имеет ближний конец и дальний конец;
второй продольный сегмент, имеющий, по меньшей мере, один наружный диаметр вдоль длины, имеет ближний конец, среднюю секцию и дальний конец, при этом ближний конец находится смежно с дальним концом первого продольного сегмента; и
третий продольный сегмент, имеющий, по меньшей мере, один наружный диаметр вдоль длины, имеет ближний конец и дальний конец, при этом ближний конец третьего продольного, сегмента находится смежно с дальним концом второго продольного сегмента;
при этом, по меньшей мере, один наружный диаметр второго продольного сегмента больше, по меньшей мере, одного из наружных диаметров первого и третьего продольных сегментов, за счет чего в штыре образуется выпуклая зона, за счет чего локальное поле окружных напряжений в выпуклой зоне уменьшается ниже предела текучести штыря.
16. Штырь для сварки трением с перемешиванием по п.15, в котором, по меньшей мере, один из наружных диаметров первого, второго и третьего продольных сегментов является, по существу, постоянным вдоль их соответствующей длины.
17. Штырь для сварки трением с перемешиванием по п.15, в котором, по меньшей мере, один из наружных диаметров первого, второго и третьего продольных сегментов является, по существу, не постоянным вдоль их соответствующих длин.
18. Штырь для сварки трением с перемешиванием по п.15, в котором:
по меньшей мере, один наружный диаметр первого продольного сегмента увеличивается от ближнего конца к дальнему концу первого продольного сегмента;
по меньшей мере, один наружный диаметр второго продольного сегмента увеличивается от ближнего конца до заданной длины вдоль длины второго продольного сегмента и, по меньшей мере, один наружный диаметр второго продольного сегмента уменьшается от заданной длины к дальнему концу второго продольного сегмента; и,
по меньшей мере, один наружный диаметр третьего продольного сегмента уменьшается от ближнего конца к дальнему концу третьего продольного сегмента.
19. Штырь для сварки трением с перемешиванием по п.18, в котором, по меньшей мере, один наружный диаметр дальнего продольного сегмента, по существу, равен, по меньшей мере, одному наружному диаметру ближнего конца второго продольного сегмента и, по меньшей мере, один наружный диаметр дальнего конца второго продольного сегмента, по существу, равен, по меньшей мере, одному наружному диаметру ближнего конца третьего продольного сегмента.
20. Штырь для сварки трением с перемешиванием по п.19, дополнительно содержащий несколько резьбовых сегментов, окружающих наружную поверхность штыря на части длины штыря, и, по меньшей мере, две не имеющие резьбу продольные секции, проходящие по всей длине штыря и образующие равные пространства между несколькими резьбовыми сегментами.
21. Штырь для сварки трением с перемешиванием по п.20, в котором, по меньшей мере, один резьбовой сегмент из нескольких резьбовых сегментов имеет левую резьбу, а другой, по меньшей мере, один резьбовой сегмент из нескольких резьбовых сегментов имеет правую резьбу.
22. Штырь для сварки трением с перемешиванием по п.20, в котором все резьбовые сегменты из нескольких резьбовых сегментов имеют левую резьбу или правую резьбу.
23. Штырь для сварки трением с перемешиванием по п.15, в котором, по меньшей мере, один сегмент содержит несколько наружных диаметров, которые увеличиваются или уменьшаются относительно друг друга линейно.
24. Штырь для сварки трением с перемешиванием по п.15, в котором, по меньшей мере, один сегмент содержит несколько наружных диаметров, которые увеличиваются или уменьшаются относительно друг друга нелинейно.
25. Штырь для сварки трением с перемешиванием по п.23, в котором дополнительно, по меньшей мере, один сегмент содержит несколько наружных диаметров, которые увеличиваются или уменьшаются относительно друг друга нелинейно.
| US 2006043151 A1, 02.03.2006 | |||
| WO 2006082370 A1, 10.08.2006 | |||
| JP 2007175764 A, 12.07.2007 | |||
| ВАКУУМНОЕ ЭЛЕКТРОДУГОВОЕ УСТРОЙСТВО | 2006 |
|
RU2306366C1 |
| СПОСОБ СВАРКИ МЕТАЛЛОВ ТРЕНИЕМ | 0 |
|
SU195846A1 |

