Область техники
Настоящее изобретение относится к области технологий электронных сигарет, и, в частности, оно относится к основному испарительному элементу с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты и к способу его получения.
Предпосылки изобретения
Сегодня к нагревательным материалам, которые известны из практического применения или существующих патентных документов и применяются в электронных сигаретах, в основном относятся металлы, керамика, полимеры, кремний и т. п., при этом в нагревательных спиралях, которые используются чаще всего, применяются металлические материалы. При этом в электронных сигаретах, в которых температуру регулировать нельзя, применяются нихромовые проволоки или нагревательные спирали из сплавов Kanthal, при этом последние представляют собой сплавы, содержащие никель, хром, алюминий, железо и т. п.; в электронных сигаретах, выполненных с возможностью регулирования температуры, для нагревательной спирали применяют чистый никель, чистый титан или нержавеющую сталь. Нагревательный элемент выполняется нитевидной, проволокообразной, пластинчатой, сеткообразной или другой формы; табачная жидкость может контактировать с поверхностью нагревательного элемента или контактировать с его внутренней частью и испаряться. В случае проволокообразного или нитевидного нагревательного элемента из-за его неплоской формы возникает проблема неравномерного нагревания табачной жидкости на его поверхности; в случае пластинчатого нагревательного элемента, несмотря на сравнительно более равномерное нагревание, табачная жидкость легко распределяется неравномерно, из-за чего происходит неравномерное нагревание отдельных областей, поскольку на поверхности самого элемента отсутствует структура для распределения табачной жидкости; в случае сеткообразного нагревательного элемента, несмотря на то, что из-за увеличения площади контакта воздуха с нагревательным элементом табачная жидкость испаряется лучше, опять же отсутствует структура для распределения табачной жидкости, из-за чего по-прежнему существует проблема неравномерного нагревания, вызванного неравномерным распределением табачной жидкости. Поэтому вышеуказанные нагревательные элементы, в случае которых происходит контакт с поверхностью, обычно приходится снабжать хлопком или другим материалом, предназначенным для направления жидкости, чтобы обеспечить распределение табачной жидкости, и эти материалы сами также могут приводить к новой проблеме неравномерного нагревания, связанной, например, с плохим контактом с нагревательным элементом.
Для преодоления вышеуказанных проблем и недостатков во внутренней части кремниевого материала с помощью технологии микрообработки можно выполнить нагревательные каналы; пригодность используемого кремния к микрообработке и присущие ему электронагревательные свойства позволяют табачной жидкости нагреваться внутри кремния и испаряться, что характеризуется преимуществом, заключающимся в высокой эффективности использования тепловой энергии, и в тоже время также можно отказаться от применения дополнительного материала для распределения табачной жидкости; но зависимость электрического сопротивления от температуры у кремния и металла как полупроводниковых материалов явно отличается; что касается металла, то в пределах невысокой температуры и небольших изменений температуры у почти всех металлов электрическое сопротивление демонстрирует линейное изменение с температурой, при этом основной фактор, определяющий зависимость электрического сопротивления полупроводников от температуры, представляет собой зависимость изменения концентрации и подвижности носителей от температуры; в частности, в условиях низкой температуры концентрация носителей экспоненциально увеличивается, подвижность также одновременно увеличивается, а электрическое сопротивление с повышением температуры уменьшается; в условиях комнатной температуры концентрация носителей не меняется, подвижность с повышением температуры снижается, а электрическое сопротивление с повышением температуры будет увеличиваться; в условиях высокой температуры концентрация носителей будет экспоненциально быстро увеличиваться, и хотя подвижность с повышением температуры снижается, общий результат заключается в снижении электрического сопротивления с повышением температуры. Поскольку сложная зависимость между электрическим сопротивлением полупроводников и температурой приводит к тому, что при практическом применении в электронных сигаретах в процессе курения электронной сигареты и при необходимости в высокой температуре для испарения табачной жидкости в электронной сигарете происходят частые колебания сопротивления нагревательного материала кремниевой подложки, что приводит к нестабильному испарению табачной жидкости и непосредственно приводит к изменению числа затяжек и органолептических качеств, например количества дыма.
Суть изобретения
Согласно настоящему изобретению предложен основной испарительный элемент с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты и способ его получения, которые эффективно решают проблемы существующих основных испарительных элементов, связанные с неравномерным нагревом, а также значительными колебаниями числа затяжек и количества дыма.
Настоящее изобретение реализовано в следующих технических решениях.
Настоящее изобретение в первом аспекте относится к основному испарительному элементу с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты, который содержит следующие компоненты:
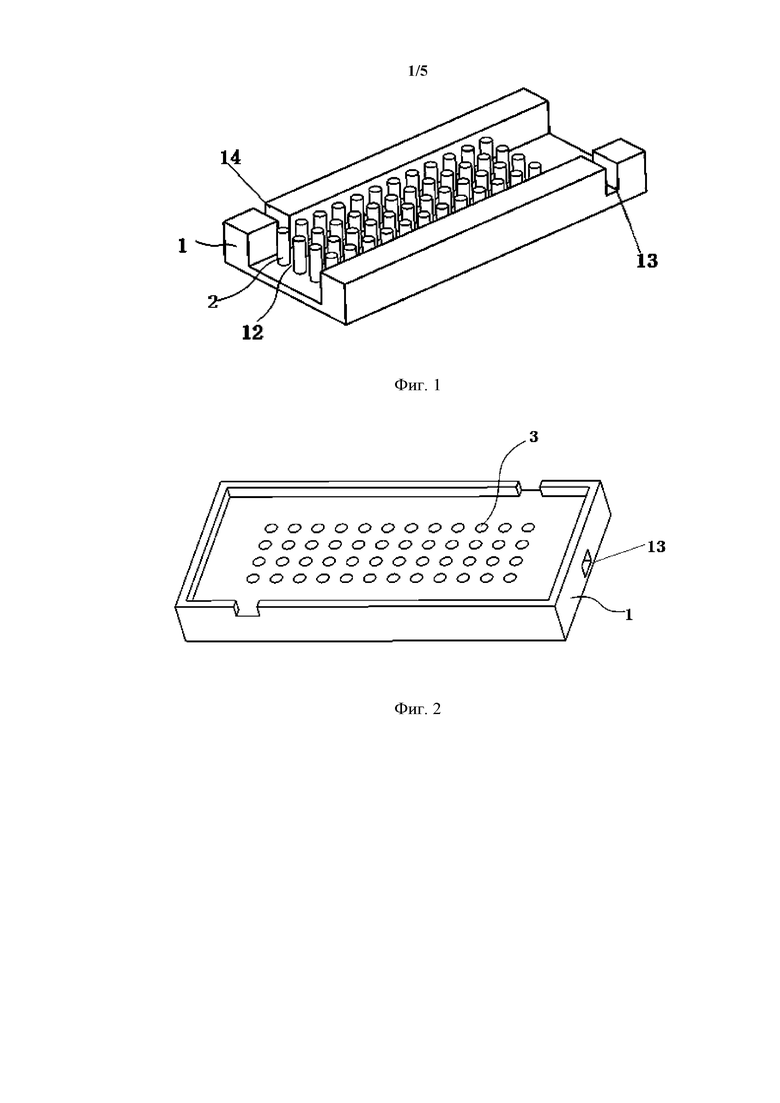
кремниевую подложку 1, при этом кремниевая подложка 1 снабжена множеством микростолбцов 2 или множеством микроотверстий 3, а также концом 13 с впускным отверстием и концом 14 с выпускным отверстием; внешняя боковая стенка микростолбцов 2 представляет собой покрытую пленкой боковую стенку; внутренняя стенка микроотверстий 3 представляет собой покрытую пленкой внутреннюю стенку; множество микростолбцов 2 определяет несколько микроканалов 12, или кремниевая подложка 1 снабжена каналами 15 для потока табачной жидкости, пересекающими микроотверстия 3;
стеклянную крышку 5, которая снабжена отверстиями 6 для газа, проходящими сквозь стеклянную крышку 5;
при этом стеклянная крышка 5 и кремниевая подложка 1 прочно соединены друг с другом с применением технологии сварки.
В предпочтительном варианте осуществления настоящего изобретения диаметр микростолбцов (2) или микроотверстий (3) составляет от 20 мкм до 300 мкм.
В предпочтительном варианте осуществления настоящего изобретения металл покрывающей пленки на покрытой пленкой внешней боковой стенке микростолбцов 2 или покрытой пленкой внутренней стенке микроотверстий 3 представляет собой металл или сплав, у которого стандартный электродный потенциал более положительный, чем стандартный электродный потенциал Si/SiO2 (например, у SiO2/Si стандартный электродный потенциал составляет -0,888 В, а у Ni2+/Ni стандартный электродный потенциал составляет -0,257 В, и это означает, что электродный потенциал у последнего более положительный, чем у первого; Ni2+ может получать электроны, генерируемые в процессе окисления кремния, и восстанавливаться до Ni); уравнение электрохимической реакции следующее:

Настоящее изобретение во втором аспекте относится к способу получения основного испарительного элемента с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты, который включает следующие этапы, на которых:
a) кремниевую подложку 1 подвергают травлению с получением множества микростолбцов 2 или множества микроотверстий 3, а также конца 13 с впускным отверстием и конца 14 с выпускным отверстием;
b) кремниевую подложку 1 после травления на этапе a) подвергают чистке с получением чистой поверхности кремниевой подложки для электролитического нанесения покрытия;
c) путем применения технологии нанесения пленки внешнюю боковую стенку микростолбцов 2 или внутреннюю стенку микроотверстий 3 покрывают пленкой с получением содержащей покрывающую пленку кремниевой пластины 101;
d) в стеклянной крышке 5 выполняют множество отверстий 6 для газа, проходящих сквозь нее;
e) путем применения технологии сварки полученную на этапе c) содержащую покрывающую пленку кремниевую пластину 101 и полученную на этапе d) стеклянную крышку 5 приваривают друг к другу с получением сварной кремниевой пластины 102;
f) в конец 13 с впускным отверстием сварной кремниевой пластины 102 встраивают впускную трубку 9 или проводящий жидкость материал, а в ее конец 14 с выпускным отверстием встраивают выпускную трубку 10 или проводящий жидкость материал; затем в сварную кремниевую пластину 102 вставляют провода с получением основного испарительного элемента 103 с содержащей покрывающую пленку кремниевой подложкой.
В предпочтительном варианте осуществления настоящего изобретения на этапе d) для выполнения в стеклянной крышке 5 множества отверстий 6 для газа, проходящих сквозь нее в поперечном направлении, применяют способы, в которых используют механические или химические средства.
Согласно настоящему изобретению для травления кремния применяют технологию сухого или жидкостного травления, при этом травлением получают кремниевую подложку 1, содержащую множество микростолбцов 2 или множество микроотверстий 3, а также конец 13 с впускным отверстием и конец 14 с выпускным отверстием. При этом в случае применения сухого травления (например, глубокого реактивного ионного травления) травлением можно получить множество микроотверстий 3 или множество микростолбцов 2, направленных вертикально, которые показаны на фиг. 1 и фиг. 2.
В предпочтительном варианте осуществления настоящего изобретения нанесение пленки на этапе c) включает химическое нанесение пленки и электролитическое нанесение пленки. Если для получения электронагревательной металлической покрывающей пленки применяется электролитическое нанесение покрытия, то предпочтительно использовать сильнолегированный кремний, например кремниевую пластину (1–10 Ом•см) с кристаллографической ориентацией p+типа (100). После завершения травления осуществляют промывку ацетоном или азотной кислотой с удалением с пластины фоторезиста, использованного при травлении; затем в атмосфере высокотемпературного кислорода осуществляют озоление с удалением оставшейся полимерной пленки, осажденной в процессе глубокого реактивного ионного травления. Затем пластину погружают в 50%-ю фтористоводородную кислоту с удалением оксидной пленки, образовавшейся в процессе озоления, и отделения оставшегося углерода на окисленной поверхности. Перед нанесением никеля пластину погружают в 1%-ю фтористоводородную кислоту; затем еще раз промывают деионизированной водой и подвергают центробежной сушке с получением чистой поверхности для электролитического нанесения покрытия.
В предпочтительном варианте осуществления настоящего изобретения металл, обычно применяемый для химического нанесения пленки, представляет собой никель; химическое нанесение никеля представляет собой процесс химического восстановления и включает каталитическое восстановление ионов никеля в водном растворе (содержащем восстановитель) и последующее осаждение металлического никеля, причем этот процесс не требует использования электроэнергии. Химическое нанесение пленки заключается в погружении полученной кремниевой подложки 1 в ванну для никелирования, содержащую ионы никеля и восстановитель. Для поддержания стабильной реакции в ванну для нанесения электролитического покрытия можно добавлять органические вещества, обеспечивающие комплексообразование в отношении ионов никеля, буферные вещества, стабилизаторы и т. п. В частности, в ванне для никелирования содержится: (1) источник катионов никеля, например хлорид никеля или сульфат никеля; (2) восстановители, например гипофосфитные анионы, боргидрид или гидразин; (3) органические комплексообразующие вещества, предотвращающие осаждение фосфата никеля и обеспечивающие образование комплекса с ионами никеля, в то же время служащие буферными веществами, а также предотвращающие быстрое снижение pH, например органические оксикарбоновые кислоты, такие как гликолевая кислота, гидракриловая кислота, лимонная кислота, яблочная кислота и т. п.; (4) «активаторы», увеличивающие скорость осаждения никеля, например анионы янтарной кислоты, анионы жирной кислоты и фторид щелочного металла; (5) стабилизаторы, предотвращающие распад раствора, например тиокарбамид, этилксантогенат натрия, сульфид свинца или сульфид олова; (6) регуляторы pH, поддерживающие pH постоянным, например регулятор кислотной реакции среды в виде серной кислоты и регулятор щелочной реакции среды в виде гидроксида натрия и карбоната натрия; (7) смачивающие вещества, увеличивающие способность к смачиванию раствора для нанесения покрытия, например сульфатированные жирные спирты, сульфонаты жирных кислот, сульфатированное масло. Ванна для нанесения электролитического покрытия может представлять собой щелочную ванну для нанесения электролитического покрытия (pH 8–10) или кислотную ванну для нанесения электролитического покрытия (pH 4–6). Ванной для нанесения электролитического покрытия без ограничения может являться следующее: (1) ванна с аминосульфонатом никеля Ni(NH2SO3)2; (2) ванна Уоттса, содержащая сульфат никеля; (3) ванна с тетрафторборатом никеля; (4) ванна с хлоридом никеля.
В предпочтительном варианте осуществления настоящего изобретения полученная химическим нанесением пленка в основном предусматривает покрывающую пленку на основе сплава и металлическую покрывающую пленку. В случае покрывающей пленки на основе сплава речь идет об осаждении на кремниевую подложку сплава никеля, при этом используемый сплав предусматривает двухкомпонентный сплав (Ni-P, Ni-B и т. п.), трехкомпонентный сплав (Ni-P-B, Ni-W-P, Ni-Co-P и т. п.) или четырехкомпонентный сплав (Ni-W-Cu-P); в случае металлической покрывающей пленки речь идет о гальваническом покрытии чистым никелем. В зависимости от типа сплава для нанесения может выбираться кремний p-типа или n-типа.
В предпочтительном варианте осуществления настоящего изобретения способ электролитического нанесения пленки предусматривает следующие два способа.
Способ 1: посредством фтористоводородной кислоты удаляют характерные кислородные соединения в вышеуказанных микроотверстиях 3 и микростолбцах 2; затем погружают в метанол или этанол для смачивания поверхности. Кремниевую подложку 1 помещают в ванну для электролитического нанесения никеля. В процессе нанесения посредством ванны для нанесения никеля в качестве анода применяют электрод из Ti, покрытый Pt, а в качестве катода служит кремниевая подложка с множеством микроотверстий 3 и микростолбцов 2, к которым применяют электролитическое нанесение покрытия. В процессе электролитического нанесения покрытия раствор для нанесения покрытия перемешивают и поддерживают определенную температуру ванны для нанесения электролитического покрытия (45–65ºC), чтобы обеспечивалось равномерное распределение ионов никеля. За счет выбора условий электролитического нанесения покрытия может обеспечиваться осаждение никеля или сплава никеля по внутренней стенке микроотверстий 3 или по внешней стенке микростолбцов 2, а не осаждение на горизонтальной поверхности верхней части и нижней части снаружи микростолбцов 2. Толщину поверхности осажденной металлической пленки можно дополнительно регулировать путем изменения времени электролитического нанесения покрытия.
Способ 2: с помощью технологии плазмохимического осаждения из газовой фазы (PECVD) на верхнюю часть кремниевой подложки с множеством микроотверстий 3 осаждают слой оксида кремния определенной толщины. Затем погружают в метанол или этанол для смачивания поверхности. Кремниевую пластину помещают в ванну для электролитического нанесения никеля. Для электролитического нанесения покрытия применяют технологию никелирования согласно способу 1. Ввиду наличия тонкого маскирующего слоя оксида не происходит осаждения на горизонтальную поверхность верхней части кремниевой подложки. Этот способ позволяет покрывать поверхность всей внутренней стенки микроотверстий 3 никелем и его сплавом. Путем изменения времени электролитического нанесения покрытия и величины электрического тока можно регулировать толщину пленки, наносимой путем электролитического нанесения покрытия.
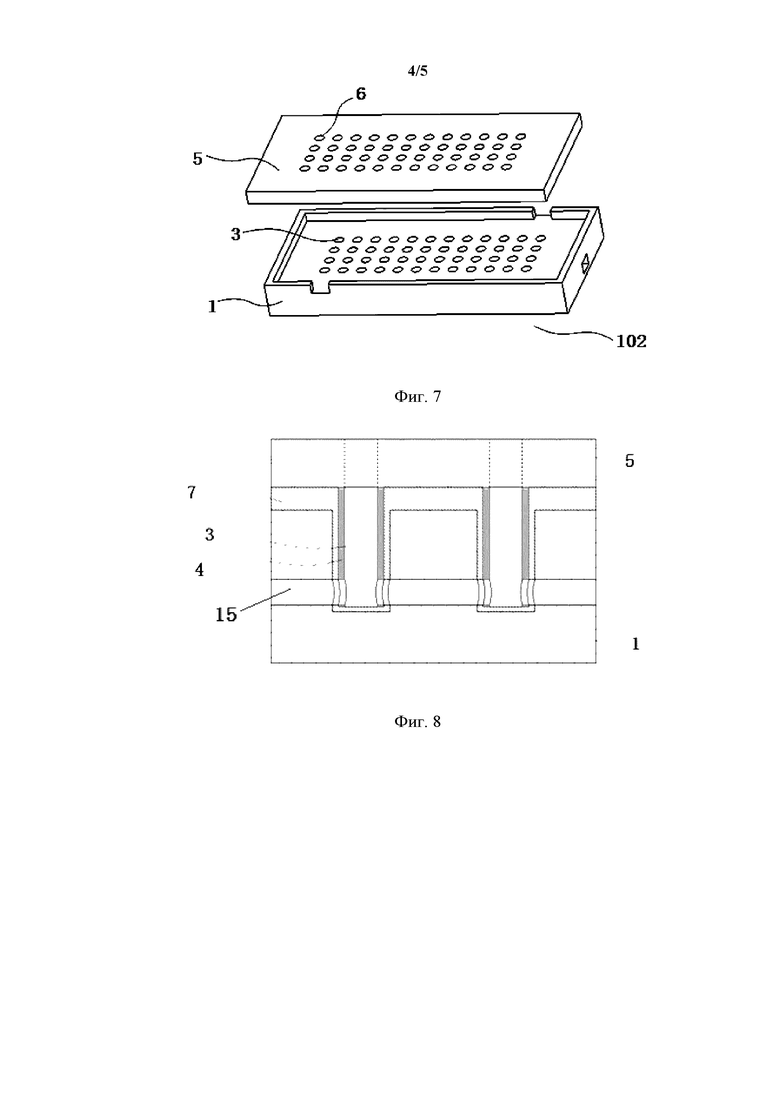
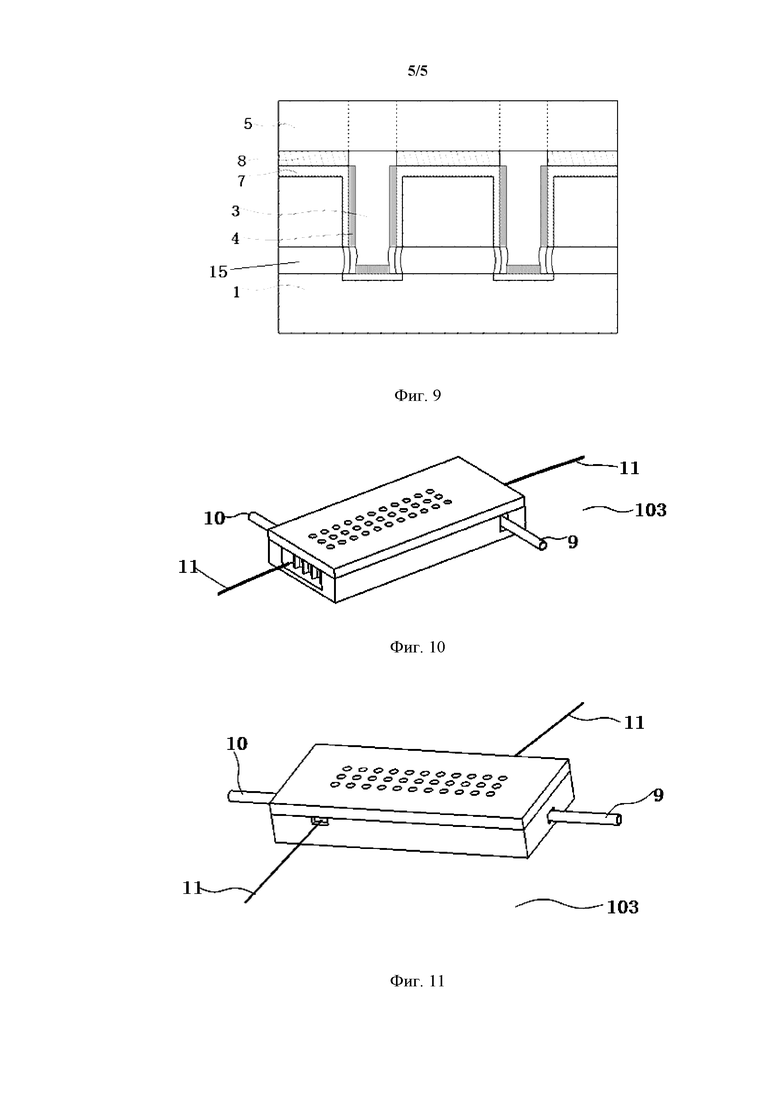
В качестве кремниевой подложки предпочтительной является сильнолегированная кремниевая пластина p+типа или n+типа; поскольку у общепринятой кремниевой пластины p-типа или n-типа электрическое сопротивление высокое, электролитическое нанесение покрытия является трудным, и если выбирают общепринятую кремниевую пластину p-типа или n-типа, то необходимо применять дополнительные меры по высокотемпературному легированию, чтобы снизить сопротивление кремния; как показано на фиг. 8 и фиг. 9, на общепринятую кремниевую пластину p-типа или n-типа необходимо добавлять легированный фосфором/бором слой 7, чтобы снизить сопротивление кремниевой подложки 1 и увеличивать ее способность к сцеплению со слоем покрывающей пленки. Применение сильнолегированной кремниевой пластины позволяет полноценно проводить электричество, может снижать сопротивление кремния и в случае электролитического нанесения покрытия обеспечивает путь для проведения электричества между электродами и микроканалами, при этом не нужно осаждать подслой, то есть легированный слой.
Что касается электролитического покрытия чистым никелем, то ванна для нанесения электролитического покрытия аналогична ванне для химического нанесения покрытия. Путем электролитического нанесения покрытия электронагреваемую пленку из никеля или сплава никеля можно осаждать на внутреннюю стенку микроотверстий 3, а также электронагреваемую пленку из никеля или сплава никеля можно осаждать на внешнюю стенку микростолбцов 2.
В случае электролитического нанесения покрытия могут применяться способы промышленного электролитического нанесения покрытия, такие как электролитическое нанесение покрытия с применением постоянного тока, импульсное электролитическое нанесение покрытия и т. п.
Полученный электролитическим нанесением покрытия слой может представлять собой чистый никель или сплав никеля. В качестве сплава никеля для применения в электролитическом нанесении покрытия можно без ограничения выбирать сплав никеля с кобальтом, сплав никеля с медью, сплав никеля с кобальтом и железом, сплав никеля с медью и железом и т. п.; способ осаждения представляет собой неравномерное осаждение. При этом для одновременного осаждения никеля и кобальта может применяться ванна для нанесения электролитического покрытия, содержащая сульфаты, хлориды, хлориды и сульфаты или сульфаматы; для одновременного осаждения никеля и меди применяется ванна для нанесения электролитического покрытия, содержащая цитраты и пирофосфаты; для неравномерного электроосаждения никеля, кобальта и железа применяется ванна для нанесения электролитического покрытия, содержащая сульфаты; для неравномерного электроосаждения никеля, меди и железа применяется ванна для нанесения электролитического покрытия, содержащая ацетаты.
Наносимый слой металла согласно настоящему изобретению не ограничивается никелем или сплавом никеля, и теоретически на кремний можно осаждать любые металлы, если их стандартный электродный потенциал более положительный, чем стандартный электродный потенциал Si/SiO2.
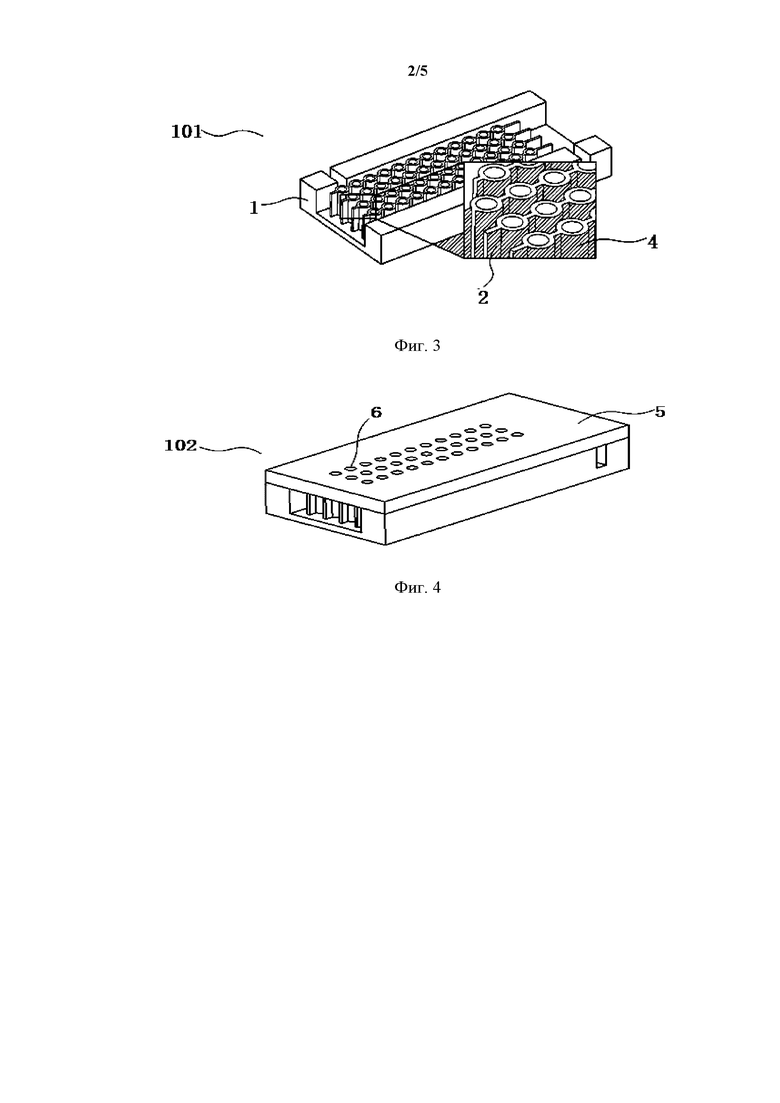
На фиг. 3 показана покрытая пленкой кремниевая пластина 101, на которую нанесен никель или сплав никеля.
В предпочтительном варианте осуществления настоящего изобретения стеклянная крышка 5 выполнена предпочтительно из стекла «Pyrex», характеризующегося отличной теплостойкостью. В поверхности стекла механическими (например, применением технологии микросверления), химическими (например, травлением фтористоводородной кислотой) или другими способами выполнено множество сквозных отверстий 6, при этом величина диаметра отверстий составляет от нескольких нанометров до нескольких микрометров.
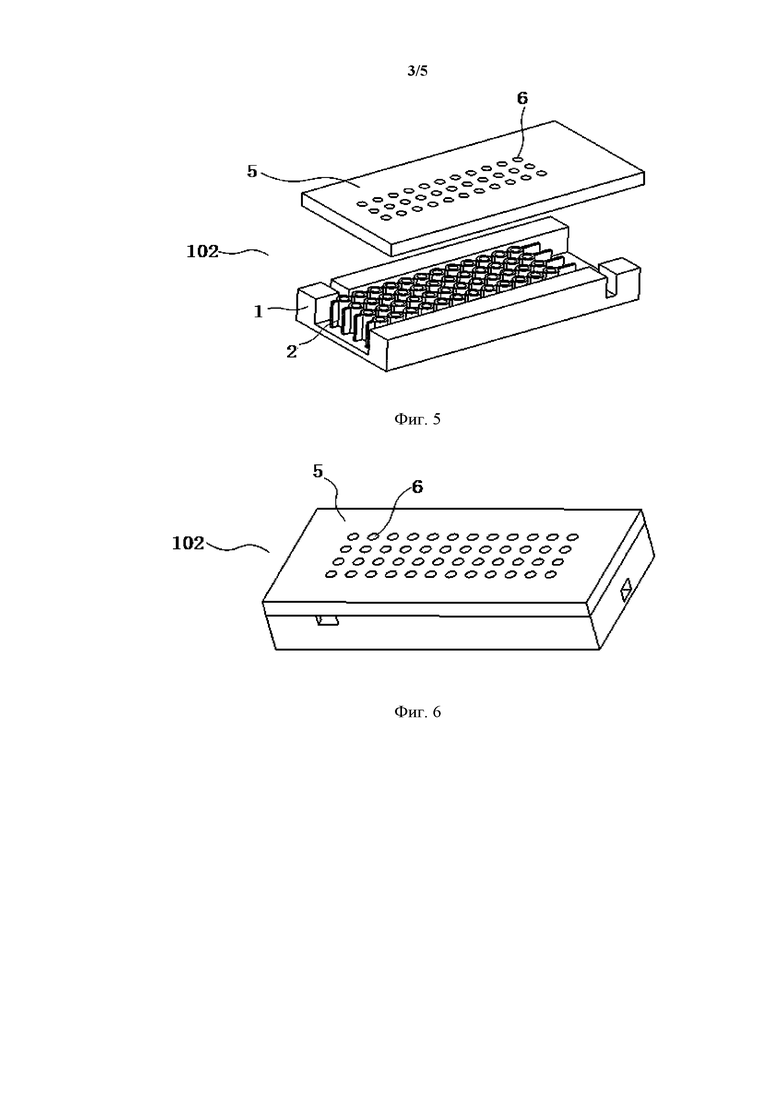
В предпочтительном варианте осуществления настоящего изобретения кремниевая подложка 1 соединена со стеклянной крышкой 5 с помощью технологии анодной сварки, в которой покрытую пленкой кремниевую пластину 101 соединяют со стеклянной крышкой 5 в условиях высокой температуры и высокого напряжения методом анодной сварки. В процессе сварки высокая температура улучшает сцепление слоя никеля, полученного электролитическим нанесением покрытия, с легированным кремнием. После завершения сварки получают сварную кремниевую пластину 102, такую как показана на фиг. 4 и фиг. 6. При этом на фиг. 4 показана сварная кремниевая пластина, у которой внешняя стенка множества микростолбцов 2 покрыта никелем или сплавом никеля, и в такой конструкции предусмотрена кремниевая подложка 1, стеклянная крышка 5, множество микростолбцов 2 и покрывающая пленка 4 на основе никеля или сплава никеля. На фиг. 6, фиг. 7 и фиг. 8 показана кремниевая пластина, у которой внутренняя стенка множества микроотверстий 3 покрыта никелем или сплавом никеля, и в такой конструкции предусмотрена кремниевая подложка 1, стеклянная крышка 5, легированный слой 7, множество микроотверстий 3 и покрывающая пленка 4 на основе никеля или сплава никеля. На фиг. 9 показана кремниевая пластина, у которой внутренняя поверхность множества микроотверстий 3 покрыта никелем или сплавом никеля, и в такой конструкции предусмотрена кремниевая подложка 1, слой 8 диоксида кремния, стеклянная крышка 5, легированный слой 7, множество микроотверстий 3 и покрывающая пленка 4 на основе никеля или сплава никеля. Легированный слой 7 представляет собой легированный фосфором/бором слой.
Согласно настоящему изобретению в сварной кремниевой пластине 102 в конец 13 с впускным отверстием для табачной жидкости встроена впускная трубка 9 для табачной жидкости, а в конец 14 с выпускным отверстием встроена выпускная трубка 10 для табачной жидкости, которые обеспечивают герметичный впуск и выпуск табачной жидкости; при этом впускная трубка 9 соединена с устройством для приведения в движение табачной жидкости, например с микронасосом или микроприспособлением для приведения в движение, а выпускная трубка 10 выполнена в сообщении с камерой для хранения жидкости, и тем самым между устройством для приведения в движение табачной жидкости, испарительным элементом и камерой для хранения жидкости образован обратный контур, в котором диаметр трубопровода определяется на основании толщины испарительного элемента, а также текучести табачной жидкости; в качестве материала трубопровода выбран термостойкий и коррозионностойкий кварц, высокомолекулярный полимер или другой упругий либо твердый изоляционный материал; или в конец 13 с впускным отверстием для табачной жидкости и конец 14 с выпускным отверстием испарительного элемента встроен проводящий жидкость материал, способный втягивать табачную жидкость, например хлопок, волокна и т. п., который другим концом проходит в табачную жидкость в камере для хранения жидкости, чтобы между испарительным элементом и камерой для хранения жидкости образовывался обратный контур. Табачная жидкость под действием вытесняющего давления снаружи и капиллярного эффекта проводящего жидкость элемента, а также за счет поверхностного натяжения между табачной жидкостью и микроразмерными каналами быстро распределяется по микроканалам в испарительном элементе. Встраивание проводов 11 заключается во вставке проводов во внутреннюю часть испарительного элемента, чтобы содержащие металл микроканалы образовывали с внешним источником питания электрическое соединение, при этом провода можно закреплять в испарительном элементе пайкой, привариванием или другим способом, а для обеспечения точек электрического соединения можно использовать высокотемпературный электропроводящий жидкий клей. В результате получают основной испарительный элемент 103 с содержащей покрывающую пленку кремниевой подложкой, такой как показанный на фиг. 10 и фиг. 11.
Согласно настоящему изобретению кремний представляет собой материал подложки, обычно используемый в микроэлектромеханических системах (MEMS); с помощью технологии микрообработки на поверхности и внутренней части кремниевого материала можно получать разного рода рисунки и структуры; поскольку процесс электроосаждения можно применять для осаждения металлов и сплавов на вогнутые и неровные поверхности, его можно применять в области MEMS. То, что кремний служит подложкой для осаждения металла, имеет следующие особенности: кремний обычно слабо взаимодействует с осаждаемым металлом, что приводит к росту трехмерных островков металла на кремнии; если в отношении кремниевой поверхности осуществляют осаждение металла, то на поверхности осаждения может происходить электрохимическая реакция, при этом скорость реакции будет выше, чем на непокрытой кремниевой поверхности; кремний служит полупроводником, посредством зоны проводимости или внесения дырок обеспечивается перенос электронов в валентную зону, и происходит катодная реакция или реакция осаждения; кроме того, также есть такая особенность, как фотовозбуждение; пористый полупроводник не изолирован, что делает возможным электроосаждение металла на стенках пор кремния; к тому же, цена на кремний низкая, а то, что его поверхность может служить восстановителем, позволяет осаждать некоторые металлы непосредственно. Применение никеля и его сплавов в качестве осаждаемого металла обосновано следующим: во-первых, физико-химические свойства и электронагревательные свойства чистого никеля и никелевых сплавов соответствуют рабочим параметрам электронной сигареты, например требованиям к напряжению, мощности и температуре испарения; во-вторых, цена на никель и его сплавы низкая, что удовлетворяет требования к себестоимости изделий в виде электронной сигареты; в-третьих, никель и его сплавы являются осаждаемым металлом, обычно используемым в гальваническом производстве, и технология осаждения металла является простой, отработанной и надежной.
Получение и принципы работы устройства согласно настоящему изобретению следующие.
С помощью технологии микрообработки сначала на кремниевой подложке 1 путем травления получают множество микростолбцов 2 или множество микроотверстий 3, при этом множество микростолбцов 2 или множество микроотверстий 3 определяет микроканалы для табачной жидкости; затем способом электролитического нанесения покрытия или химического нанесения покрытия на поверхность микроканалов наносят электронагревательную пленку из никеля или сплава никеля; с помощью технологии сварки кремниевую поверхность соединяют со стеклянной крышкой 5. Табачная жидкость посредством проводящих жидкость элементов (например, хлопка, проводящего жидкость, или трубок для направления жидкости), связанных с основным испарительным элементом, направляется в микроканалы в испарительном элементе, по которым она распределяется с одновременным нагреванием для испарения, при этом образовавшийся аэрозоль выходит сквозь множество отверстий 6 для газа в стекле.
Согласно настоящему изобретению в процессе нанесения пленки, в частности во время нанесения пленки на внутреннюю стенку микроотверстий 3, может быть выбрано перпендикулярное нанесение пленки относительно направления внутренней стенки микроотверстий 3; таким образом, пленка наносится лишь на внутреннюю стенку микроотверстий 3, а на нижнюю часть микроотверстий 3 пленка не наносится вообще; в то же время также может быть выбрано нанесение пленки перпендикулярно направлению внутренней стенки микроотверстий 3 и перпендикулярно направлению нижней части микроотверстий 3; в случае нанесения пленки перпендикулярно нижней части микроотверстий 3 области, в которых нет множества микроотверстий 3, необходимо покрыть слоем 8 диоксида кремния, чтобы исключить нанесение пленки на области без отверстий, как показано на фиг. 9.
Положительные эффекты.
1. Согласно настоящему изобретению предложен новый основной испарительный элемент для электронной сигареты, в котором на кремниевой подложке выполнены травлением микроотверстия или микростолбцы, при этом микроотверстия или микростолбцы определяют на кремниевой подложке несколько микроканалов или каналов для потока табачной жидкости; эти микроканалы или каналы для потока табачной жидкости образуют структуру для распределения табачной жидкости, чтобы жидкость для электронных сигарет распределялась в микроканалах или микроотверстиях, при этом жидкость для электронных сигарет распределяется равномерно и равномерно нагревается, поэтому табачная жидкость испаряется еще лучше.
2. Согласно настоящему изобретению на поверхность нагревательного материала кремниевой подложки наносят пленку, чтобы на жидкость для электронных сигарет в процессе нагревания не влияли частые колебания сопротивления кремниевой подложки, и табачная жидкость испарялась стабильно, а число затяжек соответствовало вкусовым ощущениям.
3. Согласно настоящему изобретению в качестве материала подложки для основного испарительного элемента выбирают кремний, стоимость которого низкая, что значительно снижает затраты на производство основного испарительного элемента для электронной сигареты и способствует широкомасштабному производству таких основных испарительных элементов.
Описание прилагаемых графических материалов
На фиг. 1 представлено схематическое изображение конструкции кремниевой подложки, в которой микроканалы определены множеством микростолбцов;
на фиг. 2 представлено схематическое изображение конструкции кремниевой подложки, в которой микроканалы определены множеством микроотверстий;
на фиг. 3 представлено схематическое изображение кремниевой подложки после нанесения никеля или сплава никеля на внешние стенки множества микростолбцов;
на фиг. 4 представлено схематическое изображение сварной кремниевой пластины после нанесения никеля или сплава никеля на внешние стенки множества микростолбцов;
на фиг. 5 представлено схематическое изображение сварной кремниевой пластины в разобранном виде после нанесения никеля или сплава никеля на внешние стенки множества микростолбцов;
на фиг. 6 представлено схематическое изображение сварной кремниевой пластины после нанесения никеля или сплава никеля на внутренние стенки множества микроотверстий;
на фиг. 7 представлено схематическое изображение сварной кремниевой пластины в разобранном виде после нанесения никеля или сплава никеля на внутренние стенки множества микроотверстий;
на фиг. 8 представлено изображение в разрезе кремниевой пластины после нанесения никеля или сплава никеля на внутренние стенки множества микроотверстий;
на фиг. 9 представлено изображение в разрезе кремниевой пластины после нанесения никеля или сплава никеля на внутренние стенки множества микроотверстий;
на фиг. 10 представлено схематическое изображение конструкции основного испарительного элемента, в котором покрыто пленкой множество микростолбцов;
на фиг. 11 представлено схематическое изображение конструкции основного испарительного элемента, в котором покрыто пленкой множество микроотверстий;
при этом в прилагаемых графических материалах номерами ссылочных позиций показано следующее:
1 — кремниевая подложка; 2 — микростолбец; 3 — микроотверстие; 4 — покрывающая пленка; 5 — стеклянная крышка; 6 — отверстие для газа; 7 — легированный слой; 8 — слой диоксида кремния; 9 — впускная трубка; 10 — выпускная трубка; 11 — провод; 12 — микроканал; 13 — конец с впускным отверстием; 14 — конец с выпускным отверстием; 15 — канал для потока табачной жидкости; 101 — покрытая пленкой кремниевая пластина; 102 — сварная кремниевая пластина; 103 — основной испарительный элемент с содержащей покрывающую пленку кремниевой подложкой.
Конкретные варианты осуществления
Вариант осуществления 1
В этом варианте осуществления конструкция основного испарительного элемента с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты содержит следующее:
кремниевую подложку 1, при этом кремниевая подложка 1 снабжена множеством микростолбцов 2, а также концом 13 с впускным отверстием и концом 14 с выпускным отверстием; внешняя боковая стенка микростолбцов 2 представляет собой покрытую пленкой боковую стенку; множество микростолбцов 2 определяет несколько микроканалов 12;
стеклянную крышку 5, которая снабжена отверстиями 6 для газа, проходящими сквозь стеклянную крышку 5;
при этом стеклянная крышка 5 и кремниевая подложка 1 прочно соединены друг с другом с применением технологии анодной сварки.
В этом варианте осуществления способом электролитического нанесения покрытия на внешнюю боковую стенку микростолбцов 2 нанесена пленка, при этом никель используют в качестве металла покрывающей пленки.
Вариант осуществления 2
В этом варианте осуществления конструкция основного испарительного элемента с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты содержит следующее:
кремниевую подложку 1, при этом кремниевая подложка 1 снабжена множеством микроотверстий 3, а также концом 13 с впускным отверстием и концом 14 с выпускным отверстием; внутренняя стенка микроотверстий 3 представляет собой покрытую пленкой внутреннюю стенку; кремниевая подложка 1 снабжена каналами 15 для потока табачной жидкости, пересекающими микроотверстия 3;
стеклянную крышку 5, которая снабжена отверстиями 6 для газа, проходящими сквозь стеклянную крышку 5;
при этом стеклянная крышка 5 и кремниевая подложка 1 прочно соединены друг с другом с применением технологии анодной сварки.
В этом варианте осуществления способом химического нанесения покрытия на внутреннюю стенку микроотверстий 3 нанесена пленка, при этом использованный металл покрывающей пленки представляет собой сплав Ni-P.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОННАЯ СИГАРЕТА С УСОВЕРШЕНСТВОВАННЫМ ИСПАРИТЕЛЬНЫМ УСТРОЙСТВОМ | 2019 |
|
RU2747302C1 |
| ИСПАРИТЕЛЬНОЕ УСТРОЙСТВО, ПОДДЕРЖИВАЮЩЕЕ НЕСКОЛЬКО РЕЖИМОВ КУРЕНИЯ, И СПОСОБ ПРИМЕНЕНИЯ ТАКОГО УСТРОЙСТВА | 2019 |
|
RU2740694C1 |
| ЭЛЕКТРОННОЕ ИСПАРИТЕЛЬНОЕ УСТРОЙСТВО С ТОНКОПЛЕНОЧНЫМ НАГРЕВАТЕЛЬНЫМ ЭЛЕМЕНТОМ | 2018 |
|
RU2772502C1 |
| УСТРОЙСТВО И СПОСОБ ПОДАЧИ ЖИДКОСТИ В ЭЛЕКТРОННОЙ СИГАРЕТЕ | 2019 |
|
RU2740976C1 |
| СИСТЕМА РАСПЫЛЕНИЯ ПОВЕРХНОСТНЫМИ АКУСТИЧЕСКИМИ ВОЛНАМИ ДЛЯ ЭЛЕКТРОННОЙ СИГАРЕТЫ | 2018 |
|
RU2713347C1 |
| ИСПАРИТЕЛЬНЫЙ СЕРДЕЧНИК, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПАРИТЕЛЬ, СОДЕРЖАЩИЙ ИСПАРИТЕЛЬНЫЙ СЕРДЕЧНИК | 2020 |
|
RU2826410C2 |
| ЗАЩИЩЕННЫЕ ПОВЕРХНОСТИ СПЛАВОВ В МИКРОКАНАЛЬНЫХ УСТРОЙСТВАХ, КАТАЛИЗАТОРЫ, КАТАЛИЗАТОРЫ НА ОСНОВЕ ОКСИДА АЛЮМИНИЯ, КАТАЛИЗАТОРЫ-ПОЛУПРОДУКТЫ И СПОСОБЫ ИЗГОТОВЛЕНИЯ КАТАЛИЗАТОРОВ И МИКРОКАНАЛЬНЫХ УСТРОЙСТВ | 2005 |
|
RU2403967C2 |
| ПОЛУПРОВОДНИКОВЫЙ ПРЕОБРАЗОВАТЕЛЬ БЕТА-ИЗЛУЧЕНИЯ В ЭЛЕКТРОЭНЕРГИЮ | 2010 |
|
RU2452060C2 |
| ЭЛЕКТРОННОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ОДИН ИЛИ БОЛЬШЕЕ КОЛИЧЕСТВО НАГРЕВАТЕЛЬНЫХ МИКРОЭЛЕМЕНТОВ | 2013 |
|
RU2638514C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННЫХ МЕМБРАН НА ОСНОВЕ ТОНКИХ ПЛЕНОК МЕТАЛЛОВ | 2004 |
|
RU2285748C2 |
Изобретение относится к основному испарительному элементу с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты, причем он содержит следующие компоненты: кремниевую подложку (1), при этом кремниевая подложка (1) снабжена множеством микростолбцов (2) или множеством микроотверстий (3), а также концом (13) с впускным отверстием и концом (14) с выпускным отверстием; внешняя боковая стенка микростолбцов (2) представляет собой покрытую пленкой боковую стенку; внутренняя стенка микроотверстий (3) представляет собой покрытую пленкой внутреннюю стенку; при этом множество микростолбцов (2) определяет несколько микроканалов (12), или кремниевая подложка (1) снабжена каналами (15) для потока табачной жидкости, пересекающими микроотверстия (3); стеклянную крышку (5), которая снабжена отверстиями (6) для газа, проходящими сквозь стеклянную крышку (5); при этом стеклянная крышка (5) и кремниевая подложка (1) прочно соединены друг с другом с применением технологии сварки. Технический результат заключается в равномерном нагревании. 2 н. и 5 з.п. ф-лы, 11 ил.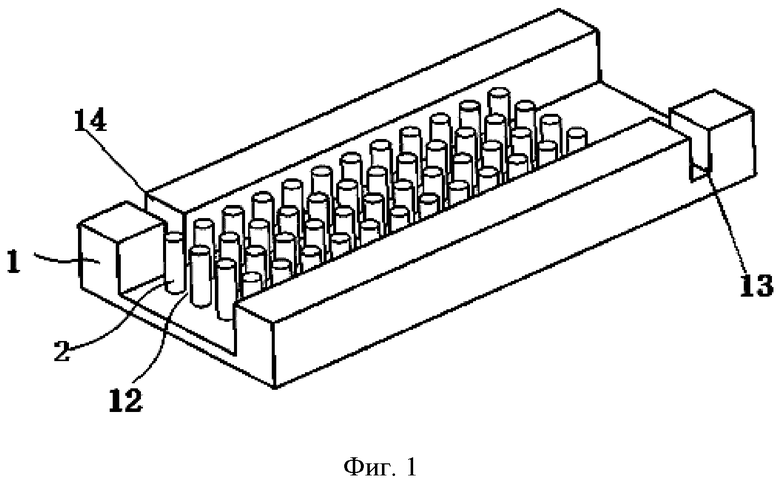
1. Основной испарительный элемент с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты, отличающийся тем, что он содержит следующие компоненты:
кремниевую подложку (1), при этом кремниевая подложка (1) снабжена множеством микростолбцов (2) или множеством микроотверстий (3), а также концом (13) с впускным отверстием и концом (14) с выпускным отверстием; внешняя боковая стенка микростолбцов (2) представляет собой покрытую пленкой боковую стенку; внутренняя стенка микроотверстий (3) представляет собой покрытую пленкой внутреннюю стенку; при этом множество микростолбцов (2) определяет несколько микроканалов (12), или кремниевая подложка (1) снабжена каналами (15) для потока табачной жидкости, пересекающими микроотверстия (3);
стеклянную крышку (5), которая снабжена отверстиями (6) для газа, проходящими сквозь стеклянную крышку (5);
при этом стеклянная крышка (5) и кремниевая подложка (1) прочно соединены друг с другом с применением технологии сварки.
2. Основной испарительный элемент с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты по п. 1, отличающийся тем, что металл покрывающей пленки на покрытой пленкой внешней боковой стенке микростолбцов (2) или покрытой пленкой внутренней стенке микроотверстий (3) представляет собой металл или сплав, у которого стандартный электродный потенциал более положительный, чем стандартный электродный потенциал Si/SiO2.
3. Основной испарительный элемент с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты по п. 1, отличающийся тем, что диаметр микростолбцов (2) или микроотверстий (3) составляет от 20 мкм до 300 мкм.
4. Способ получения основного испарительного элемента с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты, отличающийся тем, что он включает следующие этапы, на которых:
a) кремниевую подложку (1) подвергают травлению с получением множества микростолбцов (2) или множества микроотверстий (3), а также конца (13) с впускным отверстием и конца (14) с выпускным отверстием;
b) кремниевую подложку (1) после травления на этапе a) подвергают чистке с получением чистой поверхности кремниевой подложки для электролитического нанесения покрытия;
c) путем применения технологии нанесения пленки внешнюю боковую стенку микростолбцов (2) или внутреннюю стенку микроотверстий (3) покрывают пленкой с получением содержащей покрывающую пленку кремниевой пластины (101);
d) в стеклянной крышке (5) выполняют множество отверстий (6) для газа, проходящих сквозь нее;
e) путем применения технологии сварки полученную на этапе c) содержащую покрывающую пленку кремниевую пластину (101) и полученную на этапе d) стеклянную крышку (5) приваривают друг к другу с получением сварной кремниевой пластины (102);
f) в конец (13) с впускным отверстием сварной кремниевой пластины (102) встраивают впускную трубку (9) или проводящий жидкость материал, а в ее конец (14) с выпускным отверстием встраивают выпускную трубку (10) или проводящий жидкость материал; затем в сварной кремниевой пластине (102) размещают провода с получением основного испарительного элемента (103) с содержащей покрывающую пленку кремниевой подложкой.
5. Способ получения основного испарительного элемента с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты по п. 4, отличающийся тем, что чистку на этапе b) выполняют следующим образом: 1) осуществляют промывку ацетоном или азотной кислотой с удалением с кремниевой подложки (1) фоторезиста, использованного при травлении; 2) в атмосфере кислорода осуществляют озоление с удалением оставшейся полимерной пленки; 3) кремниевую подложку (1) погружают во фтористоводородную кислоту с удалением оксидной пленки, образовавшейся в процессе озоления, и отделением оставшегося углерода на окисленной поверхности; 4) кремниевую подложку (1) погружают во фтористоводородную кислоту, затем промывают водой и высушивают с получением чистой поверхности для электролитического нанесения покрытия.
6. Способ получения основного испарительного элемента с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты по п. 4, отличающийся тем, что нанесение пленки на этапе c) включает химическое нанесение пленки и электролитическое нанесение пленки.
7. Способ получения основного испарительного элемента с содержащей покрывающую пленку кремниевой подложкой для электронной сигареты по п. 4, отличающийся тем, что на этапе d) для выполнения в стеклянной крышке (5) множества отверстий (6) для газа, проходящих сквозь нее в поперечном направлении, применяют способы, в которых используют механические или химические средства.
| ЭЛЕКТРОННЫЕ ИСПАРИТЕЛЬНЫЕ УСТРОЙСТВА | 2016 |
|
RU2681342C2 |
| ЭЛЕКТРОННОЕ КУРИТЕЛЬНОЕ ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ ОДИН ИЛИ БОЛЬШЕЕ КОЛИЧЕСТВО НАГРЕВАТЕЛЬНЫХ МИКРОЭЛЕМЕНТОВ | 2013 |
|
RU2638514C2 |
| WO 2017207443 A1, 07.12.2017 | |||
| US 20190045847 A1, 14.02.2019. | |||

