Область техники настоящего изобретения
Настоящее изобретение относится к испарительным устройствам. Более конкретно, настоящее изобретение относится к новому испарительному сердечнику.
Уровень техники настоящего изобретения
В настоящее время электрическое резистивное нагревание обычно находит применение в электронных сигаретах и некоторых медицинских испарителях для нагревания жидкостей с образованием аэрозоля. Как правило, выделяют четыре следующих типа.
Во-первых, стекловолоконный шнур плюс нагревательная проволока: в наиболее распространенном испарителе для электронной сигареты, как правило, резистивная нагревательная проволока намотана на волоконный шнур, используемый для передачи жидкости. Стекловолоконный шнур используется в качестве основного передающего материала, поскольку он обеспечивает прочный край, устойчивость к высокой температуре, высокое поглощение жидкости и высокую скорость передачи. Однако самый большой недостаток стекловолоконного шнура заключается в том, что он легко распадается и производит хлопья. Кроме того, положение нагревательной проволоки изменяется, когда нагревательная проволока наматывается вокруг волоконного шнура, на поверхность нагревательной проволоки различным образом воздействует окружающая среда волоконного шнура, в результате чего наблюдаются низкая устойчивость испарительного устройства, низкая эффективность испарения и горение без коксообразования.
Во-вторых, хлопок плюс нагревательная проволока: приблизительно в 2013 году хлопок начал замещать стекловолоконный шнур в качестве основного передающего материала. По сравнению со стекловолоконным шнуром хлопок оказывается более безопасным и передает аромат, который в большей степени приближен к аромату табака, через жидкость для электронных сигарет. Эта разработка началась с хлопкового абсорбента и органического хлопка в качестве хлопка для промышленных электронных сигарет, такого как длинноштапельный хлопок высшего сорта. В настоящее время хлопок плюс нагревательная проволока по-прежнему занимают ведущее место на рынке, но сахар в составе жидкости для электронных сигарет будет адсорбироваться на поверхности нагревательной проволоки, образуя материал, который обычно называется термином «углеродные отложения», что приводит к потемнению хлопка, а также способствует образованию вредных и потенциально вредных компонентов (НРНС) в составе аэрозоля.
В-третьих, керамический испарительный сердечник: разработка электронных сигарет привела к появлению разнообразных передающих материалов. Пористые керамические передающие материалы завоевали популярность в производстве электронных сигарет. На рынке присутствуют два основных типа керамических испарительных сердечников: для получения одного типа внедряют нагревательную проволоку в пористый керамический материал, например, CCell; для получения другого типа способом трафаретной печати наносят слой проводящего нагревательного покрытия на пористый керамический материал, например, Feelm и Silmo. Поры в пористом керамическом материале разбросаны по размерам в широком диапазоне, в результате чего легко происходит коксообразование или горение без коксообразования некоторых жидких компонентов в течение курение электронной сигареты, или утечка жидкости вследствие больших перфорационных отверстий. В документе CN 20188001973.3 раскрыто, что пленку толщиной от 0,5 до 5 мкм из сплава титана и циркония и защитную пленку толщиной от 0,1 до 1 мкм из сплава золота и серебра наносят способом распыления на пористый керамический материал. При такой толщине на качество пленки неизбежно воздействует поверхностная шероховатость пористого керамического материала.
В-четвертых, другие испарительные сердечники: например, в документах CN 201620757596.4, CN 201810009220.9 и CN 201910229470.8 раскрыты испарительные сердечники, представляющие собой микроэлектромеханические системы (MEMS) на основе монокристаллического кремния, которые предназначены для решения проблем неустойчивости температуры испарения и изменения аромата, которые вызваны непосредственным контактом между нагревательной поверхностью и жидкостью для электронных сигарет. Микроперфорационная пластинка с матрицей микроперфорационных отверстий находит применение для регулирования потока жидкости. Диаметр микроперфорационных каналов для текучей среды составляет от 10 до 500 мкм, а длина этих микроперфорационных каналов составляет от 500 до 1000 мкм. Металлические пленки содержат один или несколько материалов из Ti/Pt/Au, TiW/Au, Al, Cr или Pt/Au и имеют толщину от 200 до 500 нм. Однако системная надежность таких устройств по-прежнему остается проблематичной. Другой пример представляют документы CN 201821218626.X и CN 201810855337.9, в которых описан испаритель капиллярной матрицы с применением трубок из нержавеющей медицинской стали и стеклянных трубок с внутренними диаметрами от 0,01 до 0,1 мм в качестве капиллярной матрицы. Наружный лист из нержавеющей стали имеет непосредственное нагревание, в результате чего аналогичным образом предотвращается контакт между нагревательным элементом и жидкостью для электронных сигарет. Эффективная площадь испарения, через которую проходит текучая среда, составляет вплоть до 50%. В указанных патентных заявках преодолены недостатки керамических нагревательных элементов, таким образом, что была получена испарительная электронная сигарета, которая в большей степени напоминала традиционные сигареты. Однако обработка и сборка микротрубок создают определенные риски в отношении безопасности, когда порошок и другие частицы поступают в аэрозоль.
Что касается безопасности, хотя в представленных выше четырех способах испарения значительно сокращается содержание вредных ингредиентов по сравнению с традиционными сигаретами, все же остаются определенные следовые количества токсичных и вредных веществ. В частности, вследствие производственного процесса и структурных особенностей пористого керамического материала, некоторые прикрепленные внедренные частицы порошка или указанные керамические частицы будут неизбежно поступать в аэрозоль. Кроме того, вследствие разделения кристаллических фаз на поверхности кристаллических зерен концентрируются примеси тяжелых металлов, которые легко выщелачиваются в испаряемую жидкость. В настоящее время экспериментально доказано, что следовые количества тяжелых металлов могут быть обнаружены в аэрозолях некоторых электронных сигарете керамическими испарительными сердечниками.
Краткое раскрытие настоящего изобретения
Задача настоящего изобретения заключается в том, чтобы преодолеть недостатки в вышеупомянутых документах предшествующего уровня техники и предложить новый испарительный сердечник, который не только осуществляет более безопасное испарение, но также позволяет, благодаря точной конструкции, испарение с регулированием дозы и равномерное испарение без коксообразования и высвобождение частиц.
Для решения представленных выше целей новый испарительный сердечник, описанный в настоящем изобретении, содержит подложку сердечнику и нагревательный элемент на подложке сердечника, причем подложка сердечника изготовлена из плотного материала с перфорационными отверстиями, передающими жидкость для электронных сигарет, распределенными в подложке сердечника, диаметр перфорационных отверстий, передающих жидкость для электронных сигарет, составляет от 1 до 250 мкм, и толщина стенки между двумя соседними перфорационными отверстиями, передающими жидкость для электронных сигарет, составляет менее чем 500 мкм.
Плотный материал может представлять собой один из следующих материалов: монокристаллические или поликристаллические материалы, устойчивые к высокой температуре и устойчивые к тепловому удару стекла или плотные керамические материалы. Предпочтительно монокристаллические материалы могут представлять собой монокристаллический оксид алюминия и монокристаллический кремний; кроме того, могут присутствовать поликристаллические кремниевые материалы и т.п.; устойчивые к высокой температуре и устойчивые к тепловому удару стекла могут представлять собой кварцевое стекло, боросиликатное стекло или алюмосиликатное стекло; и плотные керамические материалы могут представлять собой диоксид кремния, оксид алюминия, диоксид циркония, оксид цинка, карбид кремния, диатомит, муллит, цирконит или апатит с относительной плотностью, превышающей 70%.
Предпочтительно пористость плотного керамического материала составляет менее чем 30%; предпочтительнее пористость плотного керамического материала составляет менее чем 10%.
Предпочтительно, нагревательный элемент представляет собой тонкую пленку/оболочку или металлический нагревательный элемент.
Предпочтительно, нагревательный элемент нанесен в качестве покрытия или изготовлен способом трафаретной печати, изготовлен способом парофазного осаждения, изготовлен способом жидкофазного осаждения или непосредственно прикреплен к подложке испарительного сердечника.
Предпочтительно, толщина нагревательного элемента составляет менее чем 100 мкм, если он нанесен в качестве покрытия или изготовлен способом трафаретной печати, 5 мкм или менее, если он изготовлен способом осаждения, или менее чем 50 мкм, если он прикреплен.
Предпочтительно нагревательный элемент выбран из биосовместимых пленок, таких как пленки на основе титана, тантала и их сплава, пленки на основе оксидов титана/тантала, или металлических фольг, соединенных с подложкой испарительного сердечника. Необязательно защитную пассивную пленку дополнительно наносят на нагревательный элемент, если это необходимо.
Диаметр перфорационных отверстий, передающих жидкость для электронных сигарет, составляет 150 мкм или менее, предпочтительно от 25 мкм до 120 мкм, и предпочтительнее 80 мкм или менее.
Предпочтительно толщина стенки между двумя соседними перфорационными отверстиями, передающими жидкость для электронных сигарет, составляет менее чем 250 мкм, предпочтительно менее чем 150 мкм и предпочтительнее менее чем 100 мкм.
Предпочтительно перфорационные отверстия, передающие жидкость для электронных сигарет, изготовлены способами экструзионного формования, инжекционного формования, компрессионного формования, трехмерной печати, лазерной обработки или механического сверления.
Благодаря образованию регулируемых каналов для текучей среды в подложке, описанный новый испарительный сердечник может осуществлять не только приблизительное испарение на месте применения, но также курение электронной сигареты с точным регулированием дозы посредством определения количества каналов для текучей среды, и также равномерное испарение посредством максимального регулирования процессов зародышеобразования и роста испаренных частиц. Большее значение имеет то, что подложка больше не представляет собой пористый керамический материал, и регулирование курения электронной сигареты во всем процессе испарения является весьма устойчивым и безопасным, полностью предотвращается высвобождение в испаренный аэрозоль керамических частиц и относительно токсичных и вредных веществ в испарителе на основе пористого керамического материала, и в результате этого достигается более безопасное, более равномерное и количественно дозированное курение электронной сигареты.
Краткое описание фигур
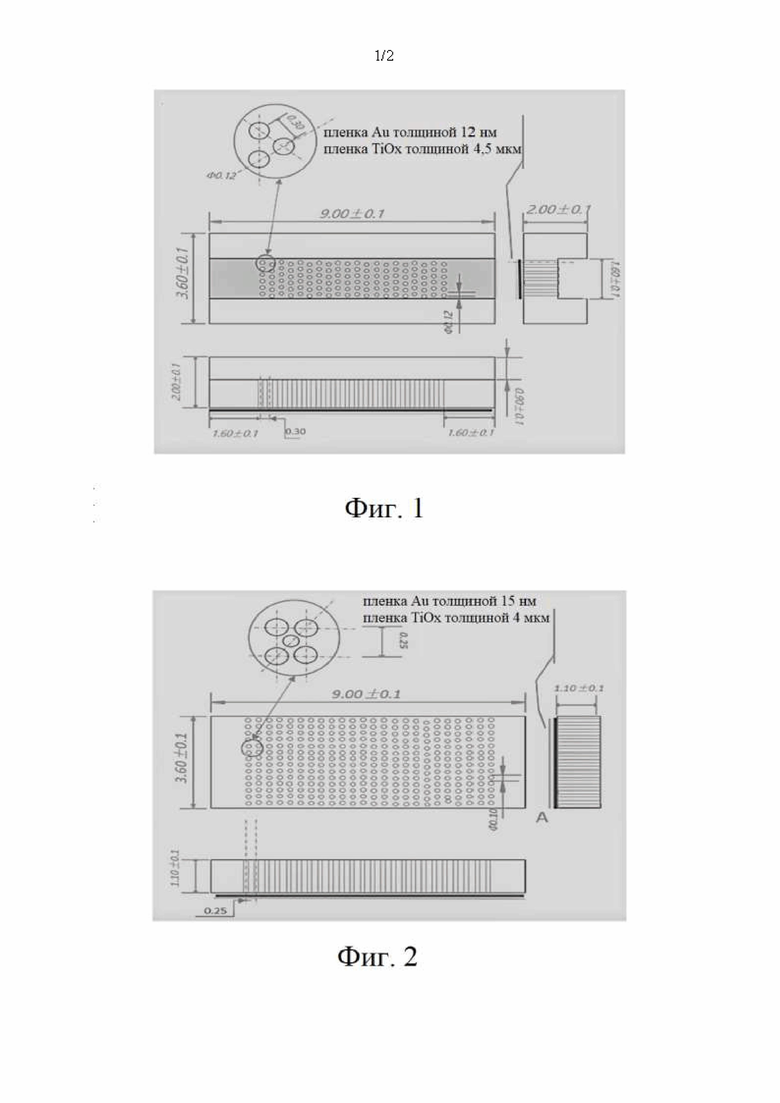
На фиг.1 представлена схематическая диаграмма структуры подложки испарительного сердечника согласно варианту осуществления 1 настоящего изобретения;
на фиг.2 представлена схематическая диаграмма структуры подложки испарительного сердечника согласно варианту осуществления 2 настоящего изобретения;
на фиг.3 представлена схематическая диаграмма структуры подложки испарительного сердечника согласно варианту осуществления 4 настоящего изобретения.
Подробное раскрытие вариантов осуществления настоящего изобретения
Чтобы сделать более понятными задачи, технические решения и преимущества настоящего изобретения, подробное описание настоящего изобретения дополнительно представлено ниже со ссылками на сопровождающие фигуры и варианты осуществления. Дополнительные признаки и преимущества настоящего изобретения будут представлены частично в следующем описании, и при этом они станут более понятными отчасти из следующего описания, или они могут быть практически реализованы в рамках настоящего изобретения. Необходимо понимать, что следующий описание представляет собой исключительно пример и не является ограничительным для настоящего изобретения.
Новый испарительный сердечник, описанный в настоящем изобретении, содержит подложку сердечника и нагревательный элемент на подложке сердечника, причем подложка сердечника изготовлена из плотного материала с перфорационными отверстиями, передающие жидкость для электронных сигарет, распределенными в подложке, диаметр перфорационных отверстий, передающих жидкость для электронных сигарет, составляет от 1 до 250 мкм, и толщина стенки между двумя соседними перфорационными отверстиями, передающими жидкость для электронных сигарет, составляет менее чем 500 мкм. Плотный материал может представлять собой один из следующих материалов: монокристаллический оксид алюминия или другие монокристаллические или поликристаллические материалы, устойчивые к высокой температуре и устойчивые к тепловому удару стекла, а также плотные керамические материалы. Предпочтительно устойчивые к высокой температуре и устойчивые к тепловому удару стекла могут представлять собой кварцевое стекло, боросиликатное стекло или алюмосиликатное стекло, и плотные керамические материалы могут представлять собой диоксид кремния, оксид алюминия, диоксид циркония, оксид цинка, карбид кремния, диатомит, муллит, цирконит или апатит с относительной плотностью, превышающей 70%. Пористость плотного керамического материала составляет менее чем 30%. Нагревательный элемент представляет собой тонкую пленку/оболочку или металлический нагревательный элемент, который нанесен в качестве покрытия или изготовлен способом трафаретной печати, изготовлен способом парофазного осаждения, изготовлен способом жидкофазного осаждения или непосредственно прикреплен к подложке сердечника. Перфорационные отверстия, передающие жидкость для электронных сигарет, изготовлены способами экструзионного формования, инжекционного формования, компрессионного формования, трехмерной печати, лазерной обработки или механического сверления.
Согласно настоящему изобретению плотный материал и его толщина, размеры и положения перфорационных отверстий, передающих жидкость для электронных сигарет, имеют решающее значение для регулирования испаренного аэрозоля, поскольку эксплуатационные характеристики аэрозоля зависят от его точного регулирования и равномерности. Размеры перфорационных отверстий, передающих жидкость для электронных сигарет, имеют решающее значение для химического состава аэрозоля и регулирования размеров частиц, а также они имеют решающее значение для предотвращения коксообразования при низкой температуре. Согласно настоящему изобретению предотвращается обычное применение пористого керамического материала, и общая прочность испарительного сердечника материал значительно повышается, в результате чего полностью предотвращаются высвобождение керамических частиц в аэрозоль и последующее повреждение легких под действием этих паров.
Испарительный сердечник согласно настоящему изобретению преодолевает недостатки используемых в настоящее время пористых керамических материалов, в том числе такие, как нерегулируемая пористость, неравномерные размеры пор и их распределение, шероховатая поверхность, неустойчивое регулирование испарения вследствие сегрегации межзеренных границ в процессе получения пористых керамических материалов. Благодаря пониманию механизма испарения и регулирования испарения устанавливается механизм равномерного и количественного испарения, и в результате этого одновременно улучшаются распределения частиц по размерам и состав химических компонентов испаренного аэрозоля. Следовательно, значительно улучшаются природный вкус/аромат, устойчивость вкуса от первой затяжки до последней затяжки, а также вкусовая удовлетворенность. Кроме того, размер и число перфорационных отверстий, передающих жидкость для электронных сигарет согласно настоящему изобретению можно регулировать согласно характеристикам жидкости для электронных сигарет. Таким образом, полностью предотвращаются некоторые недостатки спиралей на основе традиционных пористых керамических материалов, такие как низкий температура коксообразования некоторых ингредиентов в жидкости для электронных сигарет вследствие несоответствия между размерами пор и некоторыми определенными химическими ингредиентами. Благодаря регулированию процесса и механизма курения электронной сигареты в значительной степени ингибируются некоторые химические реакции, включая термическое разложение, в процессе испарения. Таким образом, в значительной степени сокращается содержание вредных и потенциально вредных компонентов (НРНС) и тяжелых металлов в аэрозоле. Кроме того, полностью устраняется также высвобождение керамических частиц.
Предпочтительно пористость плотного материала согласно настоящему изобретению составляет менее чем 10%; толщина нагревательного элемента составляет менее чем 100 мкм, если он изготовлен способом покрытия или трафаретной печати, 5 мкм или менее, если он изготовлен способом парофазного осаждения, или менее чем 50 мкм, если он изготовлен способом скрепления.
Предпочтительно нагревательный элемент согласно настоящему изобретению выбирают из биосовместимых материалов, таких как титан, тантал и т.д., или соответствующие сплавы, или пленки оксидов титана/тантала, или металлические фольги, скрепленные с подложкой сердечника. Нагревательный элемент также может представлять собой пленки из других термостойких проводящих соединений или их смесей. Защитная пассивная пленка может быть дополнительно нанесена на нагревательный элемент по мере необходимости.
Диаметры перфорационных отверстий, передающих жидкость для электронных сигарет, составляют 150 мкм или менее, предпочтительно от 25 мкм до 120 мкм и предпочтительнее 80 мкм или менее
Предпочтительно толщина стенки между двумя соседними перфорационными отверстиями, передающими жидкость для электронных сигарет, составляет менее чем 250 мкм, предпочтительно менее чем 150 мкм и предпочтительнее менее чем 100 мкм.
Согласно настоящему изобретению, благодаря регулированию каналов для текучей среды и нагреванию на месте применения, становится более точным регулирование испарения, зародышеобразования и динамического роста после зародышеобразования, таким образом, что размер и состав частиц, а также количество/объем и температура испаренного аэрозоля можно регулировать или устанавливать согласно конкретным требованиям к испарению, и эффективность передачи никотина может улучшаться в определенной степени. Выпуск каждого перфорационного отверстия, передающего жидкость для электронных сигарет, имеет решающее значение для начала зародышеобразования при испарении. Разумеется, жидкость для электронных сигарет будет также распространяться по нагревательной поверхности. Толщину стенки между двумя соседними перфорационными отверстиями необходимо регулировать на уровне ниже 250 мкм, что будет в значительной степени снижать риски того, что жидкость для электронных сигарет не сможет полностью покрывать нагревательную поверхность, или не будет предотвращаться покрытие нагревательной поверхности в процессе испарения жидкости для электронных сигарет, в результате чего полностью предотвращается горение без коксообразования или локальное чрезмерное повышение температуры. Следовательно, согласно настоящему изобретению может быть определено испарение на месте применения или курение электронной сигареты на месте применения. В настоящее время в подавляющем большинстве испарительных устройств осуществляется нагревание вне места применения посредством теплопроводности, в результате чего создается неравномерность температуры, которая также представляет собой основную причину, по которой не могут быть полностью устранены компоненты НРНС.
Технические признаки, которые присутствуют в разнообразных вариантах осуществления настоящего изобретения, могут быть объединены друг с другом при том условии что они не являются взаимно противоречащими.
Вариант осуществления 1
Подложку изготавливали из монокристаллического оксида алюминия. После механической обработки на станке с числовым программным управлением (ЧПУ) для придания соответствующей формы и размеров использовали лазер с трансфокатором для образования в подложке матрицы перфорационных отверстий, причем диаметры перфорационных отверстий составляли 120 мкм, 100 мкм, 80 мкм или 60 мкм, и толщина стенки между двумя соседними перфорационными отверстиями составляла 250 мкм, 200 мкм, 150 мкм или 100 мкм, соответственно. Матрица перфорационных отверстий может присутствовать в плотноупакованной треугольной или прямоугольной форме или в других формах. После этого пленку оксида титана или тантала (пленка оксида титана толщиной 4,5 мкм на фиг.1), имеющую толщину в диапазоне от 0,35 мкм до 5 мкм, наносили способом напыления или электронно-лучевого испарения. При этом толщина непосредственно связана с содержанием кислорода в тонкой пленке. Что касается различного содержания кислорода в тонких пленках или тонких пленках с низким содержанием кислорода, поверх дополнительно осаждали пассивную пленку, такую как золотая пленка, толщина которой составляла приблизительно 12 нм (как представлено на фиг.1). Затем изготавливали электроды с нанесением безопасной проводящей пасты на оба торца подложки и присоединяли к батарее. Толщина каждой пленки зависит от конструкции сопротивления и мощности испарения. Пленка, осажденная между стенками перфорационных отверстий, обеспечивает равномерное температурное поле и центр равномерного зародышеобразования, а также образует регулируемые жидкостные и воздушные каналы для текучей среды в процессе испарения. Следовательно, объем и свойства испаренного аэрозоля регулируются надлежащим образом для достижения повышенной эффективности передачи никотина и удовлетворения разнообразных требований к аэрозолю. Равномерное температурное поле образуется в результате конструкции нагревательного элемента, представляющей собой конструкцию покрытия, нанесенного способом трафаретной печати, или осажденной пленки, или металлической фольги, для которой непосредственно регулируется равномерность толщины стенки. Непористые области представляют собой нагревательную поверхность, и регулирование потока жидкости и воздуха означает регулирование каналов для текучей среды и регулирование зародышеобразования при испарении. В случае различных типов жидкостей для электронных сигарет и других жидкостей равномерное испарение достигается без коксообразования и высвобождения керамических частиц. На фиг.1 представлен один пример. Вариант осуществления 2
Подложку изготавливали из монокристаллического оксида алюминия. После механической обработки на станке с числовым программным управлением (ЧПУ) для придания соответствующей формы и размеров использовали лазер с трансфокатором для образования в подложке матрицы перфорационных отверстий, причем диаметр перфорационного отверстия составлял 100 мкм, и толщина стенки между двумя соседними перфорационными отверстиями составляла 200 мкм. Матрица перфорационных отверстий может присутствовать в плотноупакованной треугольной или прямоугольной форме или в других формах. После этого пленку оксида титана или тантала (пленка титана толщиной 4 мкм на фиг.2), имеющую толщину в диапазоне от 0,35 мкм до 5 мкм, наносили способом напыления или электронно-лучевого испарения. При этом толщина непосредственно связана с содержанием кислорода в тонкой пленке. Что касается различного содержания кислорода в тонких пленках или тонких пленках с низким содержанием кислорода, поверх дополнительно осаждали пассивную пленку, такую как золотая пленка, толщина которой составляла приблизительно 15 нм (как представлено на фиг.2). Затем изготавливали электроды с нанесением безопасной проводящей пасты на оба торца подложки и присоединяли к батарее. Толщина каждой пленки зависит от сопротивления и требуемой мощности для испарения. Пленка, осажденная между стенками перфорационных отверстий, образует равномерное температурное поле и центр равномерного зародышеобразования, а также образует регулируемые жидкостные и воздушные каналы для текучей среды в процессе испарения. Следовательно, объем и свойства испаренного аэрозоля регулируются надлежащим образом для достижения повышенной эффективности передачи никотина и удовлетворения разнообразных требований к аэрозолю. Равномерное температурное поле образуется в результате конструкции нагревательного элемента, представляющей собой конструкцию покрытия, нанесенного способом трафаретной печати, или осажденной пленки, или металлической фольги, для которой непосредственно регулируется равномерность толщины стенки. Непористые области представляют собой нагревательную поверхность, и регулирование потока жидкости и воздуха означает регулирование каналов для текучей среды и регулирование зародышеобразования при испарении. В случае различных типов жидкостей для электронных сигарет и других жидкостей равномерное испарение достигается без коксообразования и высвобождения керамических частиц или каких-либо тяжелых металлов.
Вариант осуществления 3
Подложку изготавливали из прозрачного кварцевого стекла. После механической обработки на станке с числовым программным управлением (ЧПУ) для придания соответствующей формы и размеров использовали лазер с трансфокатором для образования в подложке матрицы перфорационных отверстий, причем диаметры перфорационных отверстий составляли 120 мкм и 80 мкм, и толщину стенки устанавливали на уровне 200 мкм и 150 мкм, соответственно. Матрица перфорационных отверстий может присутствовать в плотноупакованной треугольной или прямоугольной форме или в других формах. После этого пленку оксида титана или тантала, имеющую толщину в диапазоне от 0,35 мкм до 5 мкм, получали способом напыления или электронно-лучевого испарения. Толщина непосредственно связана с содержанием кислорода в тонкой пленке. Что касается различного содержания кислорода в тонких пленках или тонких пленках с низким содержанием кислорода, поверх дополнительно осаждали пассивную пленку, такую как золотая пленка, толщина которой составляла приблизительно 15 нм. Затем изготавливали электроды с нанесением безопасной проводящей пасты на оба торца подложки и присоединяли к батарее. Толщина каждой пленки зависит от сопротивления и требуемой мощности для испарения. Пленка, осажденная между стенками перфорационных отверстий, образует равномерное температурное поле и центр равномерного зародышеобразования, а также образует регулируемые жидкостные и воздушные каналы для текучей среды в процессе испарения. Следовательно, объем и свойства испаренного аэрозоля регулируются надлежащим образом для достижения повышенной эффективности передачи никотина и удовлетворения разнообразных требований к аэрозолю. Равномерное температурное поле образуется в результате конструкции нагревательного элемента, представляющей собой конструкцию осажденной пленки или металлической фольги, для которой непосредственно регулируется равномерность толщины стенки. Непористые области представляют собой нагревательную поверхность, и регулирование потока жидкости и воздуха означает регулирование каналов для текучей среды и регулирование зародышеобразования при испарении. В случае различных типов жидкостей для электронных сигарет и других жидкостей равномерное испарение достигается без коксообразования и высвобождения керамических частиц.
Вариант осуществления 4
Подложку изготавливали из плотного керамического материала на основе диоксида циркония способом трехмерной печати. Матрицу перфорационных отверстий также изготавливали способом трехмерной печати. Диаметры перфорационных отверстий составляли 120 мкм и 100 мкм соответственно, и толщину стенки между двумя соседними перфорационными отверстиями устанавливали на уровне 180 мкм. Матрица перфорационных отверстий присутствовала в плотноупакованной треугольной форме. После этого пленку оксида титана или тантала, имеющую толщину в диапазоне от 0,35 мкм до 5 мкм, наносили способом напыления или электронно-лучевого испарения. Толщина непосредственно связана с содержанием кислорода в пленке. Что касается различного содержания кислорода в тонких пленках или тонких пленках с низким содержанием кислорода, поверх дополнительно осаждали пассивную пленку, такую как золотая пленка, толщина которой составляла приблизительно 15 нм. Затем изготавливали электроды с нанесением безопасной проводящей пасты на оба торца подложки и присоединяли к батарее. Толщина каждой пленки зависит от сопротивления и требуемой мощности для испарения. Пленка, осажденная между стенками перфорационных отверстий, образует равномерное температурное поле и центр равномерного зародышеобразования, а также образует регулируемые жидкостные и воздушные каналы для текучей среды в процессе испарения. Следовательно, объем и свойства испаренного аэрозоля регулируются надлежащим образом для достижения повышенной эффективности передачи никотина и удовлетворения разнообразных требований к аэрозолю. Равномерное температурное поле образуется в результате конструкции нагревательного элемента, представляющей собой конструкцию осажденной пленки или металлической фольги, для которой непосредственно регулируется равномерность толщины стенки. Непористые области представляют собой нагревательную поверхность, и регулирование потока жидкости и воздуха означает регулирование каналов для текучей среды и регулирование зародышеобразования при испарении. В случае различных типов жидкостей для электронных сигарет и других жидкостей равномерное испарение достигается без коксообразования и высвобождения керамических частиц.
Новый испарительный сердечник, описанный в настоящем изобретении, может быть использован не только для электронных сигарет, но также для медицинских испарительных устройств (таких как, например, испаритель/ингалятор для снятия боли и приступов астмы) и испарительных устройств для развлечения.
Специалист в данной области техники может легко понять, что приведенное выше описание просто представляет предпочтительные варианты осуществления настоящего изобретения, но оно не предназначено для ограничения настоящего изобретения. Любые модификации, эквивалентные замены или улучшения, произведенные в пределах идеи и принципа настоящего изобретения, входят в объем правовой охраны настоящего изобретения.

Группа изобретений относится к испарительному сердечнику, испарителю и способу изготовления испарительного сердечника. Испарительный сердечник содержит подложку сердечника и нагревательный элемент. Подложка сердечника изготовлена из плотного материала, имеющего пористость менее 10%, и перфорационные отверстия, передающие жидкость для электронных сигарет, распределенные в подложке сердечника. Перфорационные отверстия, передающие жидкость для электронных сигарет, имеют одинаковый диаметр от 1 до 250 мкм, и одинаковую толщину стенки между соседними перфорационными отверстиями, передающими жидкость для электронных сигарет, составляющую менее 500 мкм. Нагревательный элемент расположен на подложке сердечника между перфорационными отверстиями, передающими жидкость для электронных сигарет, с возможностью формирования каналов для текучей среды и с возможностью образования поверхности нагрева, имеющей однородное температурное поле для испарения жидкости, передаваемой через перфорационные отверстия, передающие жидкость для электронных сигарет. Обеспечивается снижение вероятности попадания в аэрозоль частиц порошка, приклеенных с помощью ультразвука, или керамических частиц. Улучшается стабильность свойств аэрозоля. 3 н. и 7 з.п. ф-лы, 3 ил.
1. Испарительный сердечник, содержащий подложку сердечника и нагревательный элемент, отличающийся тем, что подложка сердечника изготовлена из плотного материала, имеющего пористость менее 10%, перфорационные отверстия, передающие жидкость для электронных сигарет, распределенные в подложке сердечника, причем перфорационные отверстия, передающие жидкость для электронных сигарет, имеют одинаковый диаметр от 1 до 250 мкм, и одинаковую толщину стенки между соседними перфорационными отверстиями, передающими жидкость для электронных сигарет, составляющую менее 500 мкм, а нагревательный элемент расположен на подложке сердечника между перфорационными отверстиями, передающими жидкость для электронных сигарет, с возможностью формирования каналов для текучей среды и с возможностью образования поверхности нагрева, имеющей однородное температурное поле для испарения жидкости, передаваемой через перфорационные отверстия, передающие жидкость для электронных сигарет.
2. Испарительный сердечник по п. 1, отличающаяся тем, что подложка сердечника имеет одинаковую толщину в месте расположения перфорационных отверстий, передающих жидкость для электронных сигарет.
3. Испарительный сердечник по любому из пп. 1 или 2, отличающийся тем, что поверхность нагрева содержит пассивную пленку золота, нанесенную на нагревательный элемент между перфорационными отверстиями, передающими жидкость для электронных сигарет.
4. Испарительный сердечник по любому из предшествующих пунктов, отличающийся тем, что перфорационные отверстия, передающие жидкость для электронных сигарет, расположены в виде треугольной матрицы.
5. Испарительный сердечник по любому из предшествующих пунктов, отличающийся тем, что перфорационные отверстия, передающие жидкость для электронных сигарет, выполнены с возможностью передачи жидкости через подложку сердечника к поверхности нагрева.
6. Испарительный сердечник по любому из предыдущих пунктов, отличающийся тем, что подложка сердечника имеет противоположные концы без перфорационных отверстий, передающих жидкость для электронных сигарет, на них и выполненные с возможностью приема электродов.
7. Испаритель, содержащий испарительный сердечник, по любому из предшествующих пунктов.
8. Способ изготовления испарительного сердечника, включающий этапы, где:
а) формируют через подложку сердечника перфорационные отверстия, передающие жидкость для электронных сигарет, причем подложка сердечника изготовлена из плотного материала с пористостью менее 10%, каждое из перфорационных отверстий, передающих жидкость для электронных сигарет, имеет одинаковый диаметр, который составляет от 1 до 250 мкм, и одинаковую толщину стенки между двумя соседними перфорационными отверстиями, составляющую менее чем 500 мкм; и
б) формируют нагревательный элемент на подложке сердечника между перфорационными отверстиями, передающими жидкость для электронных сигарет, с возможностью формирования каналов для текучей среды и с возможностью образования поверхности нагрева, имеющей однородное температурное поле для испарения жидкости, передаваемой через перфорационные отверстия, передающие жидкость для электронных сигарет.
9. Способ по п. 8, отличающийся тем, что нагревательный элемент формируют путем нанесения покрытия, трафаретной печати, осаждения из паровой фазы, осаждения жидкости или прямого соединения с подложкой сердечника.
10. Способ по любому из пп. 8 или 9, отличающийся тем, что перфорационные отверстия, передающие жидкость для электронных сигарет, формируют посредством экструзионного формования, литьевого формования, компрессионного формования, 3D-печати, лазерной обработки или механического сверления.
| CN 109414078 А, 01.03.2019 | |||
| CN 108887753 A, 27.11.2018 | |||
| RU 2155729 С1, 10.09.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2007 |
|
RU2433100C2 |
| Способ изготовления изделий с длинномерными каналами | 1990 |
|
SU1794614A1 |

