Настоящее раскрытие относится к соединительному узлу электронного вейпингового или е-вейпингового устройства и способам образования указанного соединительного узла.
Электронные вейпинговые устройства могут содержать секцию питания и картридж. Секция питания и картридж могут быть соединены с помощью соединителя, такого как резьбовой соединитель.
По меньшей мере один пример варианта осуществления относится к способу образования стержня картриджа электронного вейпингового устройства.
В по меньшей мере одном примере варианта осуществления способ включает в себя этапы, на которых: вырезают заготовку из металлического листа; осуществляют вытяжку заготовки до требуемых диаметра и длины для образования удлиненного корпуса; осуществляют вытяжку участка указанного удлиненного корпуса для образования первого конца, содержащего отверстие, являющегося в целом цилиндрическим и имеющего кромку, образующую первый участок между первым концом и вторым концом указанного удлиненного корпуса; и образуют второй участок на втором конце.
В по меньшей мере одном примере варианта осуществления способ может включать в себя этап, на котором осуществляют подрезку части указанного второго участка для образования стержня.
В по меньшей мере одном примере осуществления способ может включать в себя этап, на котором осуществляют зачистку заусенцев стержня.
В по меньшей мере одном примере варианта осуществления способ может включать в себя этап, на котором осуществляют очистку стержня.
В по меньшей мере одном примере варианта осуществления способ может включать в себя этап, на котором осуществляют пассивацию стержня. Операция пассивации может включать в себя обработку стержня азотной кислотой и/или лимонной кислотой. Указанная обработка может включать в себя помещение стержня в раствор, содержащий азотную кислоту и/или лимонную кислоту, в течение времени от приблизительно 1 минуты до приблизительно 60 минут в диапазоне температур от приблизительно 50 градусов по Фаренгейту (10 градусов по Цельсию) до приблизительно 200 градусов по Фаренгейту (93 градуса по Цельсию). Указанная обработка может также включать в себя извлечение стержня из указанного раствора и промывку указанного стержня водой до тех пор, пока вода не будет иметь рН в диапазоне от приблизительно 6 до приблизительно 8.
В по меньшей мере одном примере варианта осуществления заготовка может быть образована из нержавеющей стали. Заготовка стержня может иметь диаметр в диапазоне от приблизительно 0,500 дюйма (1,27 сантиметра) до приблизительно 0,700 дюйма (1,78 сантиметра). Например, заготовка стержня может иметь диаметр приблизительно 0,610 дюйма (1,55 сантиметра). Заготовка стержня может иметь толщину в диапазоне от приблизительно 0,010 дюйма (0,025 сантиметра) до приблизительно 0,040 дюйма (0,10 сантиметра). Например, заготовка стержня может иметь толщину приблизительно 0,015 дюйма (0,04 сантиметра). Заготовка соединителя может иметь диаметр в диапазоне от приблизительно 0,750 дюйма (1,91 сантиметра) до приблизительно 1,000 дюйма (2,54 сантиметра). Например, заготовка соединителя может иметь диаметр приблизительно 0,900 дюйма (2,29 сантиметра). Заготовка соединителя может иметь толщину в диапазоне от приблизительно 0,010 дюйма (0,025 сантиметра) до приблизительно 0,060 дюйма (1,52 сантиметра). Например, заготовка соединителя может иметь толщину приблизительно 0,033 дюйма (0,08 сантиметра).
По меньшей мере один пример варианта осуществления относится к способу образования соединительной части картриджа электронного вейпингового устройства.
В по меньшей мере одном примере варианта осуществления способ может включать в себя этапы, на которых: образуют металлическую заготовку из металлического листа; осуществляют вытяжку металлической заготовки до требуемых глубины и диаметра для образования корпуса соединительной части; пробивают отверстие в первом конце корпуса соединительной части; и образуют резьбовой участок на внутренней поверхности второго конца корпуса соединительной части для образования соединительной части.
В по меньшей мере одном примере варианта осуществления способ может включать в себя этап, на котором осуществляют очистку от заусенцев соединительной части.
В по меньшей мере одном примере варианта осуществления способ может включать в себя этап, на котором осуществляют очистку соединительной части.
В по меньшей мере одном примере варианта осуществления этап образования резьбового участка может включать в себя использование метчика для образования резьбового участка.
В по меньшей мере одном примере варианта осуществления этап образования резьбового участка может включать в себя накатку резьбы для образования резьбового участка.
По меньшей мере один пример варианта осуществления относится к картриджу электронного вейпингового устройства.
В по меньшей мере одном примере варианта осуществления картридж электронного вейпингового устройства содержит внешний корпус, проходящий в продольном направлении; внутреннюю трубку, проходящую в продольном направлении внутри внешнего корпуса; емкость, расположенную между внешним корпусом и внутренней трубкой; нагревательный элемент, расположенный во внутренней трубке; первую соединительную часть, расположенную во втором конце внешнего корпуса; прокладку, проходящую через участок отверстия в первой соединительной части; и стержень, проходящий через второе отверстие прокладки. Внешний корпус имеет первый конец и второй конец. Прокладка содержит второе отверстие, проходящее в продольном направлении через прокладку. Первая соединительная часть является в целом цилиндрической. Первая соединительная часть содержит отверстие, проходящее через первую соединительную часть. Указанное отверстие проходит в продольном направлении. Стержень содержит первый конец стержня и второй конец стержня. Первый конец стержня выполнен по размерам и конфигурации с возможностью посадки во внутренней трубке. Первый конец стержня находится в непосредственном контакте с внутренней стенкой внутренней трубки.
В по меньшей мере одном примере варианта осуществления нагревательный элемент содержит противоположные концевые участки, проходящие внутрь указанной емкости. Картридж содержит также первый электрический вывод и второй электрический вывод. Первый и второй электрические выводы соединены с указанными противоположными концевыми участками нагревательного элемента. Первый электрический вывод может быть прикреплен к первой соединительной части, а второй электрический вывод может быть прикреплен к стержню.
В по меньшей мере одном примере варианта осуществления стержень содержит проходящий через него канал воздушного потока. Канал воздушного потока образует канал воздушного потока между соединителем и внутренней трубкой. Канал воздушного потока может иметь внутренний диаметр в диапазоне от приблизительно 1,50 миллиметра до приблизительно 4,00 миллиметров. Например, канал воздушного потока может иметь внутренний диаметр в диапазоне от приблизительно 1,50 миллиметра до приблизительно 1,70 миллиметра.
В по меньшей мере одном примере варианта осуществления стержень содержит расширенный участок между своими первым и вторым концами. Расширенный участок выполнен по размерам и конфигурации с возможностью удержания стержня внутри второго отверстия прокладки. В по меньшей мере одном примере варианта осуществления стержень может содержать участок на своем втором конце. Указанный участок может быть выполнен с возможностью контакта с внутренней поверхностью первой соединительной части. Первый конец стержня может иметь приблизительно такой же диаметр, что и внешний диаметр указанного участка стержня.
В по меньшей мере одном примере варианта осуществления первая соединительная часть и стержень образованы из нержавеющей стали.
В по меньшей мере одном примере варианта осуществления внешний диаметр первого конца стержня приблизительно равен внутреннему диаметру внутренней трубки.
В по меньшей мере одном примере варианта осуществления первый конец стержня имеет диаметр больше, чем диаметр центрального участка указанного стержня.
В по меньшей мере одном примере варианта осуществления первый конец стержня является в целом цилиндрическим и содержит скошенную кромку на первом конце.
Различные признаки и преимущества неограничивающих вариантов осуществления, раскрытых в данном документе, могут стать более понятными при прочтении подробного описания в сочетании с сопроводительными графическими материалами. Сопроводительные графические материалы представлены исключительно для иллюстративных целей и не должны интерпретироваться как ограничивающие объем формулы изобретения. Сопроводительные графические материалы не должны рассматриваться как изображенные в масштабе, если это не указано явным образом. Для ясности, различные размеры на графических материалах могли быть увеличены.
На фиг. 1 показан вид сбоку электронного вейпингового устройства, содержащего соединитель согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 2 показан вид в сечении по линии II-II электронного вейпингового устройства и соединителя по фиг. 1 согласно по меньшей мере одному примеру варианта осуществления.
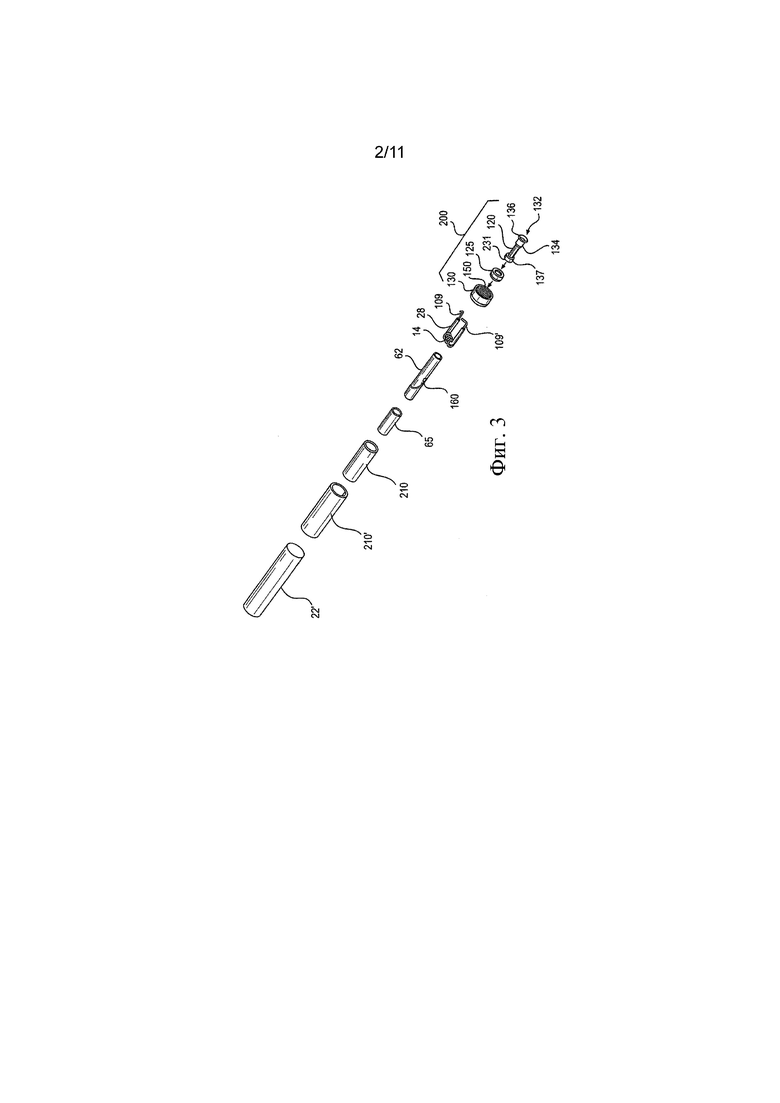
На фиг. 3 показан вид в разобранном состоянии картриджа электронного вейпингового устройства, содержащего первый соединительный узел согласно по меньшей мере одному примеру варианта осуществления.
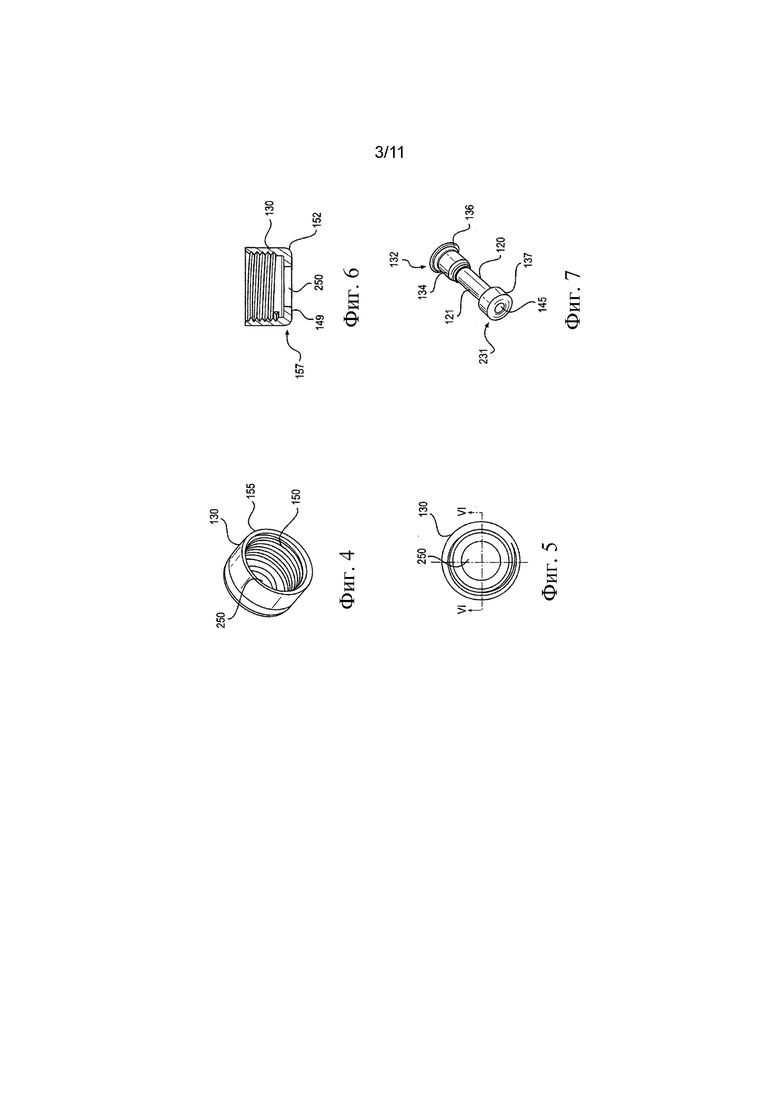
На фиг. 4 показан перспективный вид снизу соединительной части согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 5 показан вид сверху соединительной части согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 6 показан вид в сечении по линии VI-VI согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 7 показан перспективный вид стержня соединительного узла электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 8 показан вид сбоку стержня соединительного узла электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 9 показан вид в сечении по линии IX-IX стержня соединительного узла электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления;
На фиг. 10А, 10В и 10C показаны виды в сечении стержня соединительного узла электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 11А, 11В, 11С и 11D показаны виды в сечении соединителя электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 12 показана блок-схема, иллюстрирующая способ изготовления стержня электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 13 показана блок-схема, иллюстрирующая этап очистки в способе изготовления согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 14 показана блок-схема, иллюстрирующая способ изготовления соединителя согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 15 показан вид в сечении по линии II-II картриджа согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 16 показан вид в сечении стержня согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 17 показан перспективный вид стержня по фиг. 16 согласно по меньшей мере одному примеру варианта осуществления.
В настоящем документе раскрыты некоторые подробные примеры вариантов осуществления. Тем не менее, конкретные конструктивные и функциональные подробности, раскрытые в настоящем документе, представлены исключительно в целях описания примеров вариантов осуществления. Однако примеры вариантов осуществления могут быть осуществлены во многих альтернативных формах и не должны рассматриваться как ограниченные лишь вариантами осуществления, изложенными в настоящем документе.
Соответственно, хотя примеры вариантов осуществления могут иметь различные модификации и альтернативные формы, в настоящем документе подробно описаны варианты осуществления, показанные в качестве примеров на графических материалах. Однако следует понимать, что примеры вариантов осуществления не предназначены для их ограничения конкретными раскрытыми формами, а наоборот, примеры вариантов осуществления должны охватывать все модификации, эквиваленты и альтернативные варианты в рамках объема примеров вариантов осуществления. Одинаковые номера относятся к одинаковым элементам по всему описанию фигур.
Следует понимать, что, если элемент или слой обозначен как «расположенный на», «соединенный с», «связанный с» или «покрывающий» другой элемент или слой, он может быть непосредственно расположен на, соединен с, связан с или может покрывать другой элемент или слой, или могут присутствовать промежуточные элементы или слои. И наоборот, если элемент обозначен как «непосредственно расположенный на», «непосредственно соединенный с» или «непосредственно связанный с» другим элементом или слоем, то промежуточные элементы или слои отсутствуют. Одинаковые номера относятся к одинаковым элементам по всему описанию.
Следует понимать, что, хотя термины «первый», «второй», «третий» и т. д. могут использоваться в данном документе для описания различных элементов, компонентов, областей, слоев или секций, эти элементы, компоненты, области, слои или секции не должны ограничиваться данными терминами. Эти термины используются лишь для того, чтобы отличить один элемент, компонент, область, слой или секцию от другого элемента, компонента, области, слоя или секции. Таким образом, первые элемент, компонент, область, слой или секция, рассмотренные ниже, могут именоваться вторыми элементом, компонентом, областью, слоем или секцией без отступления от идей иллюстративных вариантов осуществления.
Термины относительного пространственного расположения (например, «ниже», «под», «нижний», «над», «верхний» и т. п.) могут быть использованы в настоящем документе с целью упрощения описания для раскрытия связи одного элемента или признака с другим элементом или признаком, изображенным на фигурах. Следует понимать, что термины относительного пространственного расположения предназначены для охвата различных ориентаций устройства во время использования или работы, в дополнение к ориентации, изображенной на фигурах. Например, если устройство на фигурах перевернуто, то элементы, описанные как расположенные «под» или «ниже» других элементов или деталей, окажутся расположенными «над» другими элементами или деталями. Следовательно, термин «под» может охватывать расположение как выше, так и ниже. Устройство может быть ориентировано иным образом (повернуто на 90 градусов или быть расположено при других ориентациях), и определения относительного пространственного расположения, используемые в данном документе, будут интерпретироваться соответствующим образом.
Терминология, используемая в настоящем документе, предназначена лишь для описания различных вариантов осуществления и не предназначена для ограничения примеров вариантов осуществления. В контексте данного документа формы единственного числа предназначены для включения также форм множественного числа, если контекст явно не указывает на иное. Следует также понимать, что термины «включает», «включающий», «содержит» и «содержащий», при их использовании в настоящем описании, указывают на присутствие указанных признаков, целых чисел, этапов, операций, элементов или компонентов, но не исключают присутствия или добавления одного или более других признаков, целых чисел, этапов, операций, элементов, компонентов или их групп.
Примеры вариантов осуществления описаны в настоящем документе со ссылками на иллюстрации в сечении, которые являются схематичными изображениями идеализированных вариантов осуществления (или промежуточных структур) примеров вариантов осуществления. Таким образом, следует ожидать изменения форм указанных иллюстраций в результате изменения, например, технологий изготовления или допусков. Следовательно, примеры вариантов осуществления не должны рассматриваться как ограниченные формами областей, изображенных в данном документе, а должны включать в себя отклонения по форме, которые обусловлены, например, процессом изготовления.
Если не определено иное, то все термины (в том числе технические и научные термины), используемые в данном документе, имеют те же самые значения, в которых их обычно понимают специалисты в данной области техники, к которой относятся примеры вариантов осуществления. Следует также понимать, что термины, в том числе те, которые определены в общеупотребительных словарях, должны интерпретироваться как имеющие значение, соответствующее их значению в контексте соответствующей области техники, и не должны интерпретироваться в идеализированном или чрезмерно формальном смысле, если это явно не определено в данном документе.
По меньшей мере один пример варианта осуществления относится к электронному вейпинговому устройству, содержащему соединитель.
На фиг. 1 показан вид сбоку электронного вейпингового устройства, содержащего соединитель согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 1, электронное вейпинговое устройство 60 может содержать первую секцию (или картридж) 70 и вторую секцию (или батарейную секцию) 72, которая имеет возможность соединения с соединителем 74. Соединитель 74 может содержать первый соединительный узел, связанный с первой секцией 70, и второй соединительный узел, связанный со второй секцией. По меньшей мере некоторые участки первого соединительного узла и/или второго соединительного узла могут быть образованы посредством описанного ниже процесса глубокой вытяжки. По меньшей мере участки первого соединительного узла и/или второго соединительного узла могут быть образованы из нержавеющей стали с тем, чтобы уменьшить или предотвратить химические реакции с предиспарительным составом.
В по меньшей мере одном примере варианта осуществления первая секция 70 может содержать внешний корпус 22', проходящий в продольном направлении. Вторая секция 72 может также содержать внешний кожух 22, проходящий в продольном направлении.
В по меньшей мере одном примере варианта осуществления корпус 22, 22' может иметь в целом круглое поперечное сечение. В других примерах вариантов осуществления корпусы 22, 22' могут иметь в целом треугольное поперечное сечение вдоль первой секции 70 и/или второй секции 72. В некоторых примерах вариантов осуществления внешний корпус 22, 22' может иметь больший периметр или размеры на втором конце 10, чем на первом конце 4 электронного вейпингового устройства 60.
В по меньшей мере одном примере варианта осуществления вторая секция 72 и первая секция 70 могут быть соединены с использованием по меньшей мере одного из следующего: резьбовой соединитель, штыковой соединитель, кулачковый зажим или замковый соединитель. Например, штыковой соединитель описан в публикации патентной заявки США № 2014/0261493, авторов Smith и др., поданной 11 марта 2014, все содержание которой включено в настоящую заявку посредством ссылки.
В по меньшей мере одном примере варианта осуществления, во внешнем корпусе 22' на первом конце 4 может быть размещена вставка 180 мундштучного конца.
На фиг. 2 показан вид в сечении по линии II-II электронного вейпингового устройства и соединителя по фиг. 1 согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 2, соединитель 74 может содержать первый соединительный узел 200 и второй соединительный узел 202. Первый соединительный узел 200 расположен в первой секции 70, а второй соединительный узел 202 расположен во второй секции 72. Первый соединительный узел 200 имеет возможность соединения со вторым соединительным узлом 202 для соединения первой секции 70 со второй секцией 72.
В по меньшей мере одном примере варианта осуществления первый соединительный узел 200 содержит корпус 130 соединителя, прокладку 125 и стержень 120. Стержень 120 и/или корпус 130 соединителя могут быть образованы из нержавеющей стали.
В по меньшей мере одном примере варианта осуществления стержень 120 может содержать первый конец 231 стержня и второй конец 132 стержня. Стержень 120 может иметь в целом круглое поперечное сечение. Внешний диаметр стержня 120 может изменяться по его длине. Стержень 120 может содержать боковую стенку 147, которая образует канал 145, проходящий в продольном направлении через стержень 120. Первый конец 231 стержня содержит выступающий участок 137, который выполнен по размерам и конфигурации с возможностью размещения во внутренней трубке 62. Выступающий участок 137 плотно посажен во внутреннюю трубку 62, которая расположена коаксиально внутри внешнего корпуса 22'. Посадка между выступающим участком 137 и внутренней трубкой 62 является такой, что не требуются дополнительные гильзы или другие материалы для удержания выступающего участка 137 на своем месте внутри внутренней трубки 62. Поскольку не требуются дополнительные материалы для удержания выступающего участка 137 на своем месте внутри внутренней трубки 62, обеспечивается возможность автоматизации и/или упрощения изготовления, благодаря меньшему количеству необходимых деталей. В других примерах вариантов осуществления может использоваться адгезив для обеспечения неподвижной посадки между выступающим участком 127 и внутренней трубкой 62.
В по меньшей мере одном примере варианта осуществления, при вставлении выступающего участка 137 стержня 120 во внутреннюю трубку 62, канал 145 сообщается по текучей среде с центральным воздушным каналом 21, образованным внутренней трубкой 62.
В по меньшей мере одном примере варианта осуществления стержень 120 имеет внутренний диаметр в диапазоне от приблизительно 1,40 миллиметра до приблизительно 4,00 миллиметров (например, от приблизительно 1,45 миллиметра до приблизительно 1,75 миллиметра или от приблизительно 1,50 миллиметра до приблизительно 1,70 миллиметра). Например, внутренний диаметр может составлять приблизительно 1,60 миллиметра, и этот внутренний диаметр способен влиять на обеспечение требуемого сопротивления затяжке (resistance-to-draw, RTD), находящегося в диапазоне от приблизительно 60 миллиметров водяного столба до приблизительно 130 миллиметров водяного столба. Внутренний диаметр стержня 120 может быт изменен для регулирования RTD электронного вейпингового устройства 60.
В по меньшей мере одном примере варианта осуществления стержень 120 проходит через отверстие в прокладке 125. Прокладка 125 расположена в отверстии корпуса 130 соединителя. Следовательно, стержень 120 проходит через отверстие в прокладке 125 и отверстие в корпусе 130 соединителя. Отверстие в прокладке 125 выполнено по размерам и конфигурации с возможностью плотной посадки по окружности участка стержня 120, и внешний диаметр прокладки 125 выполнен по размерам и конфигурации с возможностью плотной посадки внутри отверстия в корпусе 130 соединителя.
В по меньшей мере одном примере варианта осуществления прокладка 125 вместе со стержнем 120 обеспечивает возможность по меньшей мере частичной герметизации отверстия 250 (показано на фиг. 4, 5 и 6) в корпусе 130 соединителя с тем, чтобы уменьшить утечку предиспарительного состава из первой секции 70 через первый соединительный узел 200. Прокладка 125 может быть в целом цилиндрической, и она может быть образована из силикона, резины или подходящего пластмассового материала.
В по меньшей мере одном примере варианта осуществления корпус 130 соединителя является в целом цилиндрическим и содержит отверстие 250, проходящее через него в продольном направлении. Отверстие 250 может быть окружено горловинным участком 149. Корпус 130 соединителя содержит также резьбовой участок 150, противоположный отверстию 250. Резьбовой участок 150 выполнен с возможностью осуществления соединения между первой секцией 70 и второй секцией 72. Резьбовой участок 150 может представлять собой участок с внешней резьбой или участок с внутренней резьбой. Как показано на фигурах, резьбовой участок 150 представляет собой резьбовой участок 150 с внутренней резьбой, который выполнен с возможностью приема резьбового участка с внешней резьбой второго соединительного узла 202.
В по меньшей мере одном примере варианта осуществления второй соединительный узел 202 может быть расположен во второй секции 72. Второй соединительный узел может содержать второй резьбовой участок 220 во втором корпусе 207 соединителя. Второй резьбовой участок 220 может представлять собой секцию с внешней резьбой или с внутренней резьбой. Через боковую стенку второго корпуса 207 соединителя может проходить по меньшей мере одно впускное отверстие 404 для воздуха. Впускное отверстие 404 для воздуха может сообщаться по текучей среде с каналом 145 в стержне 120 при сопряжении первого соединительного узла 200 со вторым соединительным узлом 202, как показано на фиг. 2.
Следует иметь в виду, что во второй соединительный узел 202 могут быть включены более чем два впускных отверстия 440 для воздуха. В качестве альтернативы, впускное отверстие для воздуха может быть включено во внешний корпус 22, 22'.
В по меньшей мере одном примере варианта осуществления, между внешним корпусом 22' и внутренней трубкой 62 первой секции 70 может быть образована емкость 6. Емкость 6 может быть выполнена с возможностью хранения предиспарительного состава.
В по меньшей мере одном примере варианта осуществления предиспарительный состав может представлять собой материал или комбинацию материалов, которые способны превращаться в пар. Например, предиспарительный состав может представлять собой по меньшей мере одно из следующего: жидкий, твердый или гелеобразный состав, в том числе, но без ограничения: воду, гранулы, растворители, активные ингредиенты, этанол, растительные экстракты, натуральные или искусственные ароматизаторы, вещества для образования аэрозоля, такие как глицерин и пропиленгликоль, и их комбинации. Предиспарительные составы могут включать в себя те, которые описаны в публикации патентной заявки США № 2015/0020823, авторов Lipowicz и др., поданной 16 июля 2014, и в публикации патентной заявки США № 2015/0313275, авторов Anderson и др., поданной 21 января 2015, содержание которых полностью включено в настоящую заявку посредством ссылок.
В по меньшей мере одном примере варианта осуществления емкость 6 может по меньшей мере частично окружать центральный внутренний канал 21 во внутренней трубке 62. Нагреватель 14 может проходить поперечно через внутренний канал 21 между противоположными участками емкости 6. В некоторых примерах вариантов осуществления нагреватель 14 может проходить параллельно продольной оси внутреннего канала 21.
В по меньшей мере одном примере варианта осуществления емкость 6 может быть выполнена по размерам и конфигурации с возможностью удержания достаточного количества предиспарительного состава с тем, чтобы обеспечивать возможность выполнения электронного вейпингового устройства 60 для осуществления вейпинга в течение по меньшей мере 200 секунд.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 2, первая секция 70 может также содержать нагреватель 14, имеющий возможность испарения предиспарительного состава, который может втягиваться из емкости 6 с помощью фитиля 28. Электронное вейпинговое устройство 60 может содержать дополнительный набор признаков, изложенный в публикации патентной заявки США № 2013/0192623, авторов Tucker и др., поданной 31 января 2013, все содержание которой включено в настоящую заявку посредством ссылки.
В по меньшей мере одном примере варианта осуществления впускное отверстие 440 для воздуха имеет возможность содействия обеспечению по существу устойчивого RTD. Впускное отверстие 440 для воздуха может быть выполнено по размерам и конфигурации таким образом, чтобы электронное вейпинговое устройство 60 имело RTD в диапазоне от 60 миллиметров водяного столба до 150 миллиметров водяного столба. Например, впускное отверстие 440 для воздуха может иметь диаметр от приблизительно 0,50 до приблизительно 0,70 миллиметра или приблизительно 0,62 миллиметра.
В по меньшей мере одном примере варианта осуществления внутрь первого концевого участка 81 внутренней трубки 62 может быть вставлена прокладка 11 с тем, чтобы уменьшить утечку из емкости. Прокладка 11 может содержать выступающий участок 93, который может быть вставлен внутрь первого концевого участка 81 внутренней трубки 62. Внешний периметр прокладки 11 способен обеспечивать по существу непроницаемое для жидкости уплотнение вместе с внутренней поверхностью 97 внешнего корпуса 22'. Прокладка 11 может содержать центральный канал 163, расположенный между внутренним каналом 21 внутренней трубки 62 и вставкой 180 мундштучного конца и способный транспортировать пар из внутреннего канала 21 к вставке 180 мундштучного конца.
Во время вейпинга предиспарительный состав может транспортироваться из емкости 6 в окрестность нагревателя 14 посредством фитиля 28. Фитиль 28 может содержать первый концевой участок и второй концевой участок, которые могут проходить в противоположные стороны емкости 6. Нагреватель 14 может по меньшей мере частично окружать центральный участок фитиля 28, так что при активации нагревателя 14 обеспечивается возможность испарения предиспарительного состава на центральном участке фитиля 28 посредством нагревателя 14 для образования пара.
В по меньшей мере одном примере варианта осуществления фитиль 28 может содержать нити (или пряди), способные втягивать предиспарительный состав. Например, фитиль 28 может представлять собой пучок стеклянных (или керамических) нитей, пучок, содержащий группу витых стеклянных нитей и т.п., причем все эти компоновки могут обладать способностью к втягиванию предиспарительного состава за счет капиллярного действия пустот между нитями. Нити могут быть в целом выровнены в направлении, перпендикулярном (поперечном) продольному направлению электронного устройства 60 для вейпинга. В по меньшей мере одном примере варианта осуществления фитиль 28 может содержать от одной до восьми нитяных прядей, причем каждая прядь содержит множество переплетенных стеклянных нитей. Концевые участки фитиля 28 могут быть гибкими и иметь возможность складывания внутрь границ емкости 6. Поперечное сечение нитей может иметь по существу крестообразную форму, форму клевера, Y-образную форму или любую другую подходящую форму.
В по меньшей мере одном примере варианта осуществления фитиль 28 может содержать любой подходящий материал или комбинацию материалов. Примеры подходящих материалов могут представлять собой, но без ограничения, материалы на основе стекла, керамики или графита. Фитиль 28 может иметь любое подходящее втягивающее действие, обусловленное капиллярностью, для адаптации к предиспарительным составам, имеющим разные физические свойства, такие как плотность, вязкость, поверхностное натяжение и давление пара.
В по меньшей мере одном примере варианта осуществления нагреватель 14 содержит проволочную катушку, которая по меньшей мере частично окружает фитиль 28. Проволока может представлять собой металлическую проволоку. Нагревательная катушка может проходить полностью или частично по длине фитиля 28. Нагревательная катушка может также проходить полностью или частично по окружности фитиля 28. В некоторых примерах вариантов осуществления нагревательная катушка 14 может находиться, а может и не находиться в контакте с фитилем 28.
Нагревательная катушка может быть образована из любых подходящих электрорезистивных материалов. Примеры подходящих электрорезистивных материалов могут включать в себя, но без ограничения, титан, цирконий, тантал и металлы из платиновой группы. Примеры подходящих металлических сплавов включают в себя, но без ограничения, нержавеющую сталь, никель-, кобальт-, хром-, алюминий-, титан-, цирконий-, гафний-, ниобий-, молибден-, тантал-, вольфрам-, олово-, галлий-, марганец- и железосодержащие сплавы, сверхпрочные сплавы на основе никеля, железа, кобальта и нержавеющей стали. Например, нагреватель 14 может быть образован из алюминида никеля, материала со слоем оксида алюминия на поверхности, алюминида железа и других композитных материалов, при этом электрорезистивный материал может быть при необходимости встроен в изолирующий материал, инкапсулирован в него или покрыт им, или наоборот, в зависимости от кинетики переноса энергии и требуемых внешних физико-химических свойств. Нагреватель 14 может содержать по меньшей мере один материал, выбранный из группы, состоящей из нержавеющей стали, меди, медных сплавов, хромоникелевых сплавов, суперсплавов и их комбинаций. В примере варианта осуществления нагреватель 14 может быть образован из никель-хромовых сплавов или железо-хромовых сплавов. В другом примере варианта осуществления нагреватель 14 может представлять собой керамический нагреватель, имеющий электрорезистивный слой на своей наружной поверхности.
В по меньшей мере одном примере варианта осуществления нагреватель 14 имеет возможность нагрева предиспарительного состава в фитиле 28 за счет теплопроводности. В качестве альтернативы, тепло от нагревателя 14 может передаваться на предиспарительный состав посредством теплопроводного элемента, или нагреватель 14 имеет возможность передачи тепла во входящий окружающий воздух, который втягивается через электронное вейпинговое устройство 60 во время вейпинга, в результате чего, в свою очередь, происходит нагрев предиспарительного состава за счет конвекции.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 2, от нагревателя 14 через емкость 6 могут проходить электрические выводы 109, 109'. Один из электрических выводов 109, 109' может быть приварен или иным образом прикреплен к стержню 120, а другой из электрических выводов 109, 109' может быть приварен, прифальцован или иным образом прикреплен к корпусу 130 соединителя. Электрические выводы 109, 109' могут быть приварены к концам нагревателя 14 или прикреплены к концам нагревателя 14 путем фальцовки. Таким образом, при соединении первого соединительного узла 200 со вторым соединительным узлом 202 второй секции 72, обеспечивается возможность образования электрического соединения между источником 1 питания во второй секции 72 и нагревателем 14 в первой секции 70.
В по меньшей мере одном примере варианта осуществления электрические выводы 109, 109' могут быть образованы из меди или нержавеющей стали. Нержавеющая сталь может использоваться для уменьшения реакций с предиспарительным составом в случае, если электрические выводы 109, 109' проходят через емкость 6 или иным образом находятся в контакте с предиспарительным составом.
Следует понимать, что вместо использования фитиля 28 нагреватель 14 может представлять собой пористый материал, в который встроен резистивный нагреватель, образованный из материала, имеющего высокое электрическое сопротивление и способного быстро генерировать тепло.
В по меньшей мере одном примере варианта осуществления вторая секция 72 может содержать источник 1 питания, схему 212 управления и датчик 16, выполненный с возможностью обнаружения отрицательного давления и/или воздуха, втягиваемого внутрь электронного вейпингового устройства 60.
В по меньшей мере одном примере варианта осуществления источник 1 питания может содержать батарею, расположенную в электронном вейпинговом устройстве 60. Источник 1 питания может представлять собой литий-ионную батарею или один из ее вариантов, например литий-ионную полимерную батарею. В качестве альтернативы, источник 1 питания может представлять собой никель-металлогидридную батарею, никель-кадмиевую батарею, литий-марганцевую батарею, литий-кобальтовую батарею или топливный элемент. Электронное вейпинговое устройство 60 может использоваться для вейпинга совершеннолетним вейпером до тех пор, пока не будет израсходована энергия в источнике 1 питания, или, в случае литий-полимерной батареи, пока не будет достигнут минимальный уровень отключения напряжения.
В по меньшей мере одном примере варианта осуществления источник 1 питания может быть перезаряжаемым, и он может содержать схему, выполненную с возможностью обеспечения зарядки батареи с помощью внешнего зарядного устройства. Для перезарядки электронного вейпингового устройства 60 может использоваться зарядное устройство с универсальной последовательной шиной (Universal Serial Bus, USB) или другое подходящее зарядное устройство.
В по меньшей мере одном примере варианта осуществления датчик 16 может быть выполнен с возможностью обнаружения падения давления воздуха и инициирования подачи напряжения от источника 1 питания на нагреватель 14. Схема 212 управления может также содержать световой индикатор 48 активации нагревателя, выполненный с возможностью зажигания при активации нагревателя 14. Световой индикатор 48 активации нагревателя может содержать светодиод (light-emitting diode, LED), и он может находиться на втором конце 10 электронного вейпингового устройства 60. При этом световой индикатор 48 активации нагревателя может быть расположен таким образом, чтобы его было видно взрослому вейперу во время вейпинга. В дополнение, световой индикатор 48 активации нагревателя может использоваться для диагностики электронной вейпинговой системы или для отображения того факта, что в настоящий момент осуществляется перезарядка. Световой индикатор 48 активации нагревателя может также быть выполнен таким образом, чтобы для взрослого вейпера была обеспечена возможность активации и/или деактивации светового индикатора 48 активации нагревателя в личных целях.
В по меньшей мере одном примере варианта осуществления схема 212 управления имеет возможность подачи мощности на нагреватель 14 в соответствии с сигналом от датчика 16. В одном примере варианта осуществления схема 212 управления может содержать ограничитель максимального периода времени. В еще одном примере варианта осуществления схема 212 управления может содержать приводимый вручную переключатель для инициирования вейпинга совершеннолетним вейпером. Временной период подачи электрического тока на нагреватель 14 может быть предустановлен в зависимости от количества предиспарительного состава, требующегося для испарения. В еще одном другом примере варианта осуществления схема управления имеет возможность подачи мощности на нагреватель 14 до тех пор, пока датчик 16 не обнаружит падение давления.
При своей активации нагреватель 14 имеет возможность нагрева участка фитиля 28, окруженного указанным нагревателем, в течение менее чем приблизительно 10 секунд или менее чем приблизительно 7 секунд (например, менее чем приблизительно 5 секунд). Таким образом, цикл подачи мощности (или максимальная продолжительность затяжки) может находиться в диапазоне от приблизительно 2 секунд до приблизительно 10 секунд (например, от приблизительно 3 секунд до приблизительно 9 секунд, от приблизительно 4 секунд до приблизительно 8 секунд или от приблизительно 5 секунд до приблизительно 7 секунд).
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 2, вставка 180 мундштучного конца может быть расположена на первом конце 4 первой секции 70. Вставка 180 мундштучного конца может содержать по меньшей мере два выпускных отверстия 9, которые могут быть расположены со смещением от продольной оси электронного вейпингового устройства 60. Выпускные отверстия 9 могут иметь наклон наружу относительно продольной оси электронного вейпингового устройства 60. Выпускные отверстия 9 могут быть по существу равномерно распределены по периметру вставки 180 мундштучного конца.
На фиг. 3 показан вид в разобранном состоянии картриджа электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 3, первая секция 70 является такой же, что и на фиг. 2, однако она имеет во внутренней трубке 62 противоположные прорези 160 (через которые от нагревателя 14 проходят электрические выводы 109, 109') и носитель 210, 210' для хранения. В дополнение, по верхней трубке 62 имеет возможность скольжения запирающее кольцо 65 таким образом, чтобы оно по меньшей мере частично запирало противоположные прорези 160 после того, как нагреватель 14 и фитиль 28 размещены в противолежащих прорезях 160.
В по меньшей мере одном примере варианта осуществления противоположные прорези 160 во внутренней трубке 62 обеспечивают возможность содействия размещению нагревателя 14 и фитиля 28 внутри внутренней трубки 62 без воздействия на кромки указанных прорезей и на спиральную секцию нагревателя 14. Соответственно, обеспечивается возможность исключения влияния кромок указанных прорезей на изменение расстояния между витками катушки нагревателя 14, что в противном случае создавало бы потенциальные источники горячих точек вдоль нагревателя 14.
В по меньшей мере одном примере варианта осуществления внутренняя трубка 62 может иметь диаметр приблизительно 4 миллиметра, и каждая из указанных противоположных прорезей может иметь наибольший и наименьший размеры от приблизительно 2 миллиметров до приблизительно 4 миллиметров.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 3, в емкости 6 между внешним корпусом 22' и внутренней трубкой 62 может быть расположен носитель 210, 210' для хранения, который может быть выполнен с возможностью хранения на нем предиспарительного состава. Носитель 210, 210' для хранения может содержать обмотку из хлопчатобумажной марли или другого волоконного материала вокруг внутренней трубки 62.
В по меньшей мере одном примере варианта осуществления, благодаря использованию носителя 210, 210'для хранения, исключается необходимость в прокладке между емкостью 6 и первым соединительным узлом 200. Прокладки могут быть образованы из силикона или других материалов, которые способны вытягивать аромат из предиспарительных составов. Следовательно, исключение второй прокладки из электронного вейпингового устройства 60 способствует сохранению аромата и/или срока годности предиспарительного состава, хранящегося в емкости 6.
В по меньшей мере одном примере варианта осуществления носитель 210, 210' для хранения может представлять собой любой пористый материал и/или волоконный материал, который способен удерживать в себе предиспарительный состав. Носитель 210, 210' для хранения может представлять собой волоконный материал, содержащий по меньшей мере одно из следующего: хлопок, полиэтилен, сложный полиэфир, вискоза и их комбинации. Волокна могут иметь диаметр в диапазоне от приблизительно 6 микрон до приблизительно 15 микрон (например, от приблизительно 8 микрон до приблизительно 12 микрон или от приблизительно 9 микрон до приблизительно 11 микрон). Носитель 210, 210 ' для хранения может представлять собой спеченный, пористый или вспененный материал. Кроме того, волокна могут быть выполнены с таким размером, чтобы исключить возможность их вдыхания, и их поперечное сечение может иметь Y-образную форму, крестообразную форму, форму клевера или любую другую подходящую форму.
В по меньшей мере одном примере варианта осуществления носитель 210, 210' для хранения удерживает предиспарительный состав внутри емкости 6 таким образом, что по существу исключается необходимость в прокладке между емкостью 6 и корпусом 130 соединителя соединительного узла.
На фиг. 4 показан перспективный вид снизу соединительной части согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 5 показан вид сверху соединительной части согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 6 показан вид в сечении по линии VI-VI согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 4, 5 и 6, корпус 130 соединителя может быть в целом цилиндрическим. Корпус 130 соединителя может иметь отверстие 250, проходящее через него в продольном направлении. Внутренняя поверхность корпуса 130 соединителя может содержать резьбовой участок 150. Резьбовой участок 150 может проходить полностью до второго конца 155 корпуса 130 соединителя для содействия соединению со вторым соединительным узлом 202 второй секции 72.
В по меньшей мере одном примере варианта осуществления внешний диаметр корпуса 130 соединителя приблизительно составляет не больше, чем внутренний диаметр внешнего корпуса 22' с тем, чтобы была обеспечена плотная посадка корпуса 130 соединителя внутри внешнего корпуса 22'. Корпус 130 соединителя может удерживаться во внешнем корпусе 22' за счет фрикционной посадки. В еще одном примере варианта осуществления корпус 130 соединителя может удерживаться внутри внешнего корпуса 22' с помощью адгезива.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 6, первый конец 157 корпуса 130 соединителя может содержать скошенную или закругленную кромку 152 с тем, чтобы облегчить вставление корпуса 130 соединителя внутрь корпуса 22' во время изготовления.
На фиг. 7 показан перспективный вид стержня соединительного узла электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 8 показан вид сбоку стержня соединительного узла электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 9 показан вид в сечении по линии IX-IX стержня соединительного узла электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 7, 8 и 9, стержень 120 является таким же, что и на фиг. 2. Однако на фиг. 7, 8 и 9 показаны дополнительные детали стержня 120. Как показано на фигурах, стержень 120 может содержать выступающий участок 137, который выполнен по размерам и конфигурации с возможностью его плотной посадки внутри внутренней трубки 62. Выступающий участок 137 может быть в целом цилиндрическим и он может иметь больший внешний диаметр, чем у центрального участка 121 стержня 120. Выступающий участок 137 может быть образован посредством операции вытяжки в процессе глубокой вытяжки, как описано ниже. Внешний диаметр выступающего участка 137 может находиться в диапазоне от приблизительно 3,5 миллиметра до приблизительно 4,0 миллиметров. Например, выступающий участок 137 может иметь внешний диаметр приблизительно 3,8 миллиметра.
В по меньшей мере одном примере варианта осуществления стержень 120 может содержать расширенный участок 134 между центральным участком 121 и вторым концом 132 стержня 120. Расширенный участок 134 может быть выполнен по размерам и форме с возможностью его плотной посадки внутри прокладки 125, и он может быть образован в ходе операции растяжения и расширения в процессе глубокой вытяжки, как описано ниже. Указанный стержень может также содержать раструбный участок 136 на втором конце 132. Раструбный участок 136 выполнен по размерам и форме с возможностью по существу предотвращения прохождение стержня 120 через прокладку 125 и обеспечения точки контакта между стержнем 120 и корпусом 130 соединителя при размещении стержня 120 внутри прокладки 125 и корпуса 130 соединителя.
В по меньшей мере одном примере варианта осуществления внешний диаметр выступающего участка 137 является приблизительно таким же, что и внешний диаметр раструбного участка 136.
В по меньшей мере одном примере варианта осуществления стержень имеет длину от приблизительно 13,0 миллиметров до приблизительно 13,5 миллиметра. Указанная длина может регулироваться для сопряжения между корпусом 130 соединителя и местоположением внутренней трубки 62 в электронном вейпинговом устройстве 60. Выступающий участок 137 может иметь длину от приблизительно 2,0 миллиметров до приблизительно 3,0 миллиметров (например, от приблизительно 2,5 миллиметра до приблизительно 2,75 миллиметра). Длина выступающего участка 137 может быть достаточной для обеспечения надежной посадки внутри внутренней трубки 62. Центральный участок может иметь длину от приблизительно 7,0 миллиметров до приблизительно 8,0 миллиметров. Расширенный участок 135 может иметь длину в диапазоне от приблизительно 2,0 миллиметров до приблизительно 3,0 миллиметров. Например, расширенный участок 135 может иметь длину приблизительно 2,5 миллиметра. Раструбный участок 136 может иметь длину от приблизительно 0,50 миллиметра до приблизительно 1,0 миллиметра или приблизительно 0,75 миллиметра.
Как показано на фиг. 8 и 9, стержень 120 может содержать первую скошенную кромку 233, расположенную вдоль выступающего участка 137, и вторую скошенную кромку 170, расположенную вдоль расширенного участка 134. Первая и вторая скошенные кромки 233, 170 облегчают вставление стержня 120 через прокладку 125 внутрь внутренней трубки 62 в процессе изготовления, и они обеспечивают возможность автоматизированного изготовления первой секции 70.
Как показано на фиг. 9, внутренний диаметр стержня 120 является постоянным вдоль выступающего участка 137 и центрального участка 121. Внутренний диаметр больше внутри расширенного участка 134 и раструбного участка 136.
На фиг. 10А, 10В и 10C показаны виды в сечении стержня соединительного узла электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления стержень 120 может иметь геометрическую форму, отличную от той, которая показана на фиг. 2, 7, 8 и 9, однако он может быть образован таким образом, чтобы иметь на первом конце 231 поверхность, которая обеспечивает плотную посадку внутри внутренней трубки 62 без необходимости в гильзах и других материалах для удержания стержня 120 на своем месте.
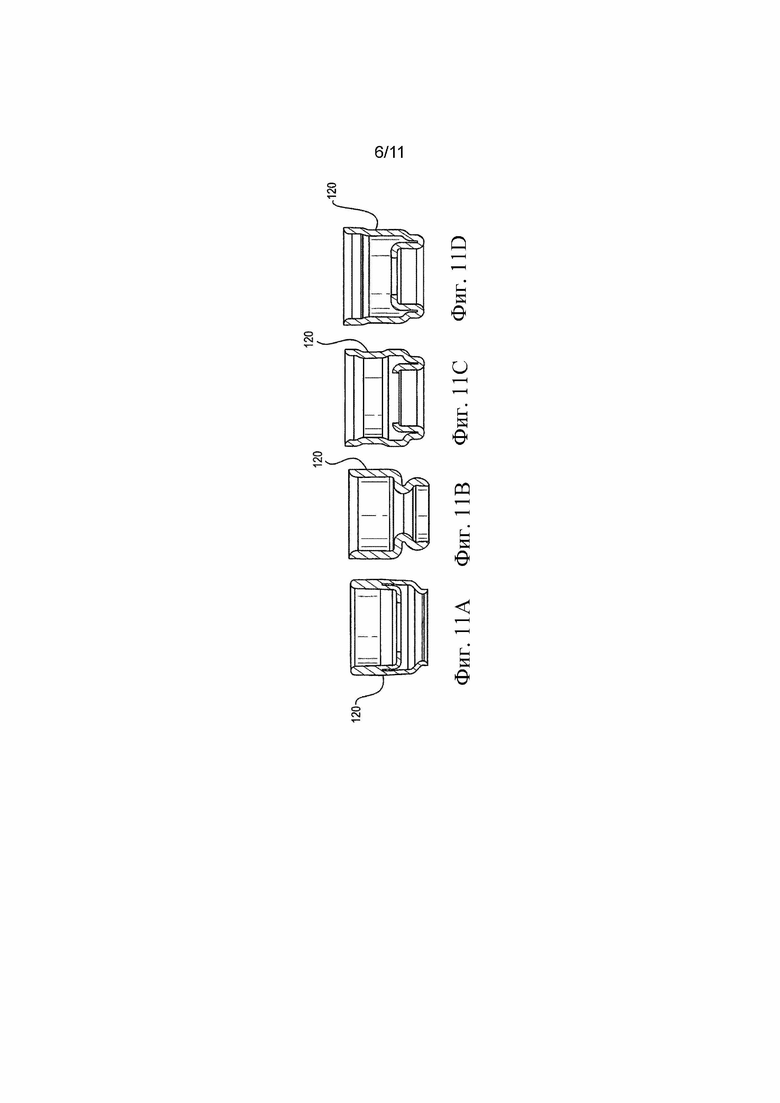
На фиг. 11А, 11В, 11С и 11D показаны виды в сечении соединителя электронного вейпингового устройства согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления корпус 130 соединителя может иметь любую подходящую геометрическую форму, отличную от той, которая показана на фиг. 4-6, при условии, что корпус 130 соединителя содержит внешнюю поверхность, которая обеспечивает плотную посадку внутри внешнего корпуса 22', и/или внутреннюю поверхность, которая имеет возможность контакта с участком стержня 120, способствуя удержанию стержня 120 внутри корпуса 130 соединителя.
В по меньшей мере одном примере варианта осуществления корпус 130 соединителя и стержень 120 образованы из нержавеющей стали. Подходящие марки нержавеющей стали включают в себя 304, 304L, 304 для глубокой вытяжки (deep draw quality, DDQ), 305, 316 и 316L, которые обеспечивают приемлемую способность к вытяжке и коррозионную стойкость. В по меньшей мере одном примере варианта осуществления, для образования корпуса 130 соединителя и стержня 120 может использоваться нержавеющая сталь марки 304L. Поскольку предиспарительный состав может содержать кислоты и/или другие материалы, которые способны вступать в реакцию с металлами, использование нержавеющей стали обеспечивает возможность содействия предотвращению любых нежелательных химических реакций.
На фиг. 12 показана блок-схема, иллюстрирующая способ изготовления стержня электронного вейпингового устройства с помощью процесса глубокой вытяжки согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления способ образования корпуса соединителя картриджа электронного вейпингового устройства включает в себя этап, на котором образуют металлическую заготовку 500. Образование металлической заготовки 500 может включать в себя образование, путем штамповки и/или резки, круглого в целом диска из металлического листа. Металлический лист может быть образован из нержавеющей стали. Заготовка стержня (диск) может иметь диаметр в диапазоне от приблизительно 0,500 дюйма (1,27 сантиметра) до приблизительно 0,700 дюйма (1,78 сантиметра). В по меньшей мере одном примере варианта осуществления заготовка стержня может иметь диаметр приблизительно 0,610 дюйма (1,55 сантиметра). Заготовка стержня может иметь толщину в диапазоне от приблизительно 0,010 дюйма (0,025 сантиметра) до приблизительно 0,040 дюйма (0,1 сантиметра). В по меньшей мере одном примере варианта осуществления заготовка стержня имеет толщину приблизительно 0,015 дюйма (0,04 сантиметра). Заготовка соединителя (диск) может иметь диаметр в диапазоне от приблизительно 0,750 дюйма (1,91 сантиметра) до приблизительно 1,000 дюйма (2,54 сантиметра). В по меньшей мере одном примере варианта осуществления заготовка соединителя может иметь диаметр приблизительно 0,900 дюйма (2,29 сантиметра). Заготовка соединителя может иметь толщину в диапазоне от приблизительно 0,010 дюйма (0,025 сантиметра) до приблизительно 0,060 дюйма (0,15 сантиметра). В по меньшей мере одном примере варианта осуществления заготовка соединителя может иметь толщину приблизительно 0,033 дюйма (0,08 сантиметра).
В по меньшей мере одном примере варианта осуществления, после образования металлической заготовки 500 способ включает в себя этап, на котором осуществляют вытяжку 510 металлической заготовки до требуемой глубины и диаметра для образования корпуса соединительной части. Вытяжка 510 включает в себя осуществление серии операций формования металлического диска до тех пор, пока не будет достигнута требуемая форма и/или длина. После того, как достигнуты требуемые формы и/или длина, способ может включать в себя этап, на котором осуществляют вытяжку 520 по меньшей мере участка металла для образования выступающего участка 137 (показан на фиг. 2, 3, 7, 8 и 9) на одном его конце. Способ может также включать в себя этап, на котором образуют расширенный участок 530 на втором конце, и этап, на котором образуют раструбный участок 540 на втором конце с помощью операции растяжения и расширения. После того, как достигнуты требуемые длина и/или форма, способ может включать в себя также этап, на котором осуществляют подрезку 550 участка металла вокруг раструбного участка 540 таким образом, чтобы этот раструбный участок имел требуемый диаметр и был образован стержень соединителя.
В по меньшей мере одном примере варианта осуществления, после того, как образован стержень, этот стержень может быть транспортирован 560 на станцию зачистки заусенцев. На станции зачистки заусенцев может быть осуществлена операция 570 зачистки заусенцев с тем, чтобы были удалены любые острые кромки. Операция 570 зачистки заусенцев может включать в себя электрополировку или любую другую подходящую операцию зачистки заусенцев.
В по меньшей мере одном примере варианта осуществления, после осуществления операции зачистки заусенцев указанного стержня или вместо осуществления операции зачистки заусенцев стержень может быть транспортирован 550 на станцию очистки и подвергнут очистке 560 для удаления любого жира и/или мусора. При необходимости, способ может включать в себя этап, на котором осуществляют операцию 650 пассивации для повышения коррозионной стойкости стержня.
В по меньшей мере одном примере варианта осуществления операция 650 пассивации может включать в себя обработку азотной кислотой согласно ASTM A 967, как указано в приведенной ниже таблице 1.
Таблица 1
В по меньшей мере одном примере варианта осуществления операция 650 пассивации может включать в себя обработку лимонной кислотой согласно ASTM A967, как указано ниже в таблице 2.
Таблица 2
На фиг. 13 показана блок-схема, иллюстрирующая этап очистки в способе изготовления стержня согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления операция 560 очистки может включать в себя операцию 570 предварительной очистки, которая может включать в себя очистку стержня с помощью раствора и/или с помощью щетки. Указанная предварительная очистка может осуществляться таким образом, чтобы любые операции пассивации осуществлялись над стержнем равномерно. Операция 570 предварительной очистки может включать в себя любой подходящий процесс очистки, в том числе щелочной процесс, эмульсионный процесс, процесс парового обезжиривания, ультразвуковой процесс, процесс, использующий чистящее средство, процесс, использующий хелатный раствор, механический процесс, включающий в себя одно или более из следующего: пескоструйная очистка, шлифовка и очистка с помощью проволочных щеток, паровой процесс, водоструйный процесс и их комбинации.
В по меньшей мере одном примере варианта осуществления операция 560 очистки может включать в себя кислотное травление и/или процесс механического удаления окалины. Операция 560 очистки может также включать в себя кислотную очистку для удаления со стержня по меньшей мере одного из следующего: железо, легкие оксидные пленки и грязь. После завершения операции 560 очистки стержень может быть подвергнут проверке 600.
В по меньшей мере одном примере варианта осуществления, в случае осуществления операции 58- удаления окалины и/или процесса травления, процесс может быть таким, который описан в ASTM A 380, таблица А1, часть 1, под заголовком «Кислотное удаление окалины». Перед травлением поверхность должна быть предварительно очищена. Затем может быть нанесен раствор для удаления окалины, предназначенный для отожженной аустенитной нержавеющей стали. Раствор для удаления окалины может содержать от приблизительно 8 до приблизительно 11 процентов серной кислоты. Раствор для удаления окалины может быть нанесен в течение времени от приблизительно 5 минут до приблизительно 45 минут при температуре от приблизительно 150 градусов по Фаренгейту (65 градусов по Цельсию) до приблизительно 180 градусов по Фаренгейту (81 градус по Цельсию). В качестве альтернативы, раствор для удаления окалины может содержать от приблизительно 15 до приблизительно 25 процентов азотной кислоты и от приблизительно 1 до приблизительно 8 процентов фтористоводородной кислоты. Этот раствор для удаления окалины может быть нанесен на стержень в течение времени от приблизительно 5 минут до приблизительно 30 минут при температуре в диапазоне от приблизительно 70 градусов по Фаренгейту (21 градус по Цельсию) до приблизительно 140 градусов по Фаренгейту (59 градусов по Цельсию). После процесса удаления окалины и/или процесса травления, возможна щеточная очистка стержня с помощью горячей воды и/или водяной струи высокого давления до тех пор, пока рН промывной воды не войдет в диапазон от приблизительно 6 до приблизительно 8. Затем поверхности стержня должны быть проверены для обеспечения надлежащей очистки.
В по меньшей мере одном примере варианта осуществления, в случае, если стержень образован из отожженной нержавеющей стали серии 300, операция 560 очистки может включать в себя кислотную очистку, и стержень может быть очищен с помощью азотной и фтористоводородной кислот согласно ASTM A 380, таблица А2, часть I: Очистка с помощью азотной и фтористоводородной кислот. Очистной раствор может представлять собой раствор, содержащий от 6 до 25 процентов азотной кислоты и от 0,5 до 8 процентов фтористоводородной кислоты. Очистка может осуществляться при температуре в диапазоне от приблизительно 70 градусов по Фаренгейту (21 градус по Цельсию) до приблизительно 140 градусов по Фаренгейту (59 градусов по Цельсию). Кислотная очистка может осуществляться настолько долго, насколько это необходимо для очистки стержня.
В еще одном примере варианта осуществления операция 560 очистки стержня, образованного из отожженной холоднокатаной, термически закаленной или нагартованной нержавеющей стали серии 300, может включать в себя кислотную очистку согласно ASTM A 380, таблица А2.1, часть II: Очистка-пассивация с помощью азотной кислоты, включающая в себя очистку и пассивацию с помощью азотной кислоты. Раствор, содержащий от 20 процентов до 30 процентов азотной кислоты, наносят на стержень при температуре от приблизительно 120 градусов по Фаренгейту (48 градусов по Цельсию) до приблизительно 160 градусов по Фаренгейту (71 градус по Цельсию) в течение времени от приблизительно 10 минут до приблизительно 30 минут. В случае, если поверхность стержня является глянцевой, процесс может включать в себя нанесение раствора, содержащего от приблизительно 20 процентов до приблизительно 40 процентов азотной кислоты и от приблизительно 2 процентов до приблизительно 6 процентов бихромата натрия, при температуре от приблизительно 120 градусов по Фаренгейту (48 градусов по Цельсию) до приблизительно 160 градусов по Фаренгейту (71 градус по Цельсию) в течение времени от приблизительно 10 минут до приблизительно 30 минут.
В еще одном примере варианта осуществления, в случае, если указанный стержень образован из нержавеющей стали серии 200 или 300, операция 560 очистки может включать в себя кислотную очистку согласно ASTM A 380, таблица А2.1, часть III: Очистка с помощью других химических растворов. Раствор, содержащий 1 процент лимонной кислоты и 1 процент нитрата натрия, может быть нанесен при приблизительно 70 градусах по Фаренгейту (21 градус по Цельсию) в течение приблизительно 60 минут. В качестве альтернативы, раствор, содержащий от приблизительно 5 процентов до приблизительно 10 процентов цитрата аммония, может быть нанесен при температуре в диапазоне от приблизительно 120 градусов по Фаренгейту (48 градусов по Цельсию) до приблизительно 160 градусов по Фаренгейту (71 градус по Цельсию) в течение времени от приблизительно 10 минут до приблизительно 60 минут. В еще одном примере варианта осуществления может быть нанесен нейтрализованный аммонием ингибированный раствор этилендиаминтетрауксусной кислоты (EDTA) при температуре приблизительно 250 градусов по Фаренгейту (120 градусов по Цельсию) в течение приблизительно 6 часов, с последующей промывкой горячей водой.
В по меньшей мере одном примере варианта осуществления, после любой кислотной очистки осуществляют промывку поверхности стержня до тех пор, пока промывная вода не будет иметь рН в диапазоне от приблизительно 6 до приблизительно 8.
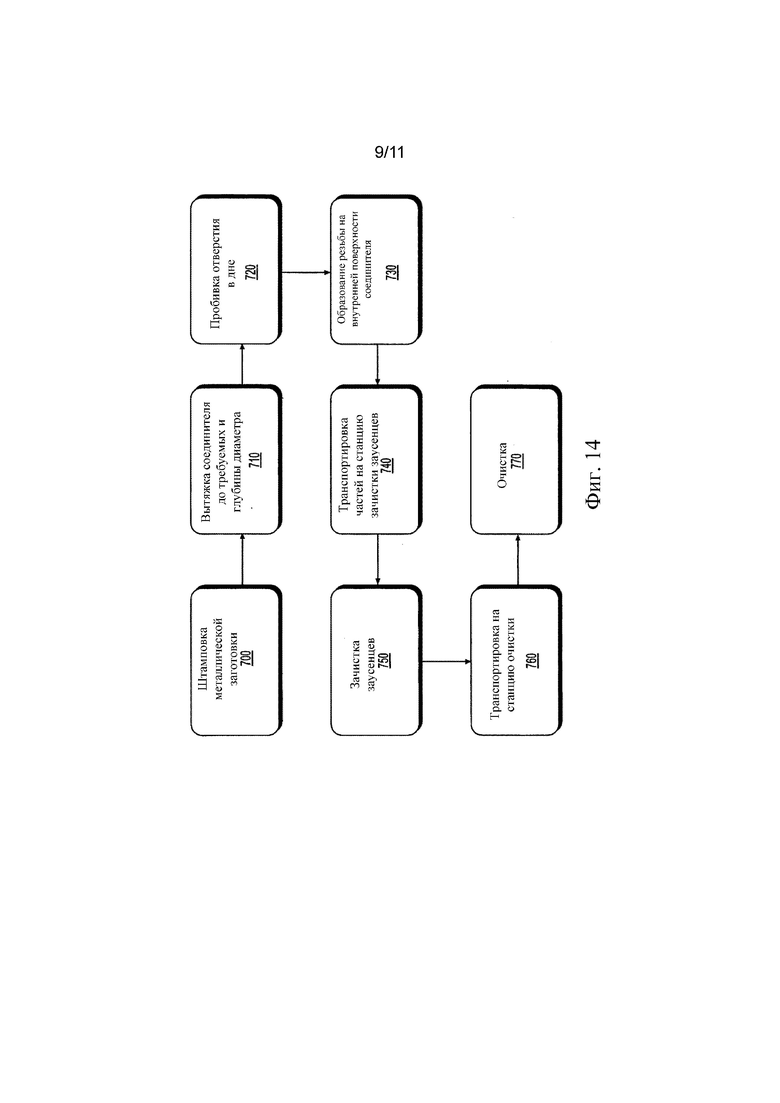
На фиг. 14 показана блок-схема, иллюстрирующая способ изготовления корпуса соединителя согласно по меньшей мере одному примеру варианта осуществления.
По меньшей мере один пример варианта осуществления относится к способу образования корпуса соединителя картриджа электронного вейпингового устройства.
В по меньшей мере одном примере варианта осуществления способ включает в себя этап, на котором осуществляют штамповку 700 металлической заготовки из металлического листа. Способ может также включать в себя этап, на котором осуществляют вытяжку 710 заготовки до требуемой глубины и/или диаметра с использованием ряда пуансонов и матриц. Способ может также включать в себя этап, на котором осуществляют пробивку 720 отверстия в нижнем участке вытянутой заготовки. Способ может дополнительно включать в себя этап, на котором образуют 730 резьбовой участок на внутренней поверхности вытянутой заготовки. После того, как образована резьба, способ может включать в себя этапы, на которых транспортируют части на станцию 740 зачистки заусенцев; осуществляют зачистку 750 заусенцев указанных частей для удаления острых кромок; транспортируют указанные части на станцию 760 очистки; и осуществляют очистку 770 указанных частей. Очистка 770 корпуса соединителя может быть такой же, что и вышеописанная очистка 560 стержня. В дополнение, корпус соединителя может быть при необходимости подвергнут пассивации.
На фиг. 15 показан вид в сечении по линии II-II на фиг. 1 первой секции согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 15, первая секция 70 может быть в целом такой же, что и на фиг. 2, однако стержень 120 может иметь другую конфигурацию. Как показано на фиг. 15, стержень 120 имеет выступающий участок 837, который вставлен внутрь участка внутренней трубки 62.
В по меньшей мере одном примере варианта осуществления, между выступающим участком 837 и внутренней трубкой 62 при необходимости может быть размещен прокладочный материал 900 для обеспечения фрикционной посадки и/или плотной посадки между выступающим участком 837 и внутренней трубкой 62. Прокладочный материал 900 может представлять собой стекловолоконный материал, который может быть таким же или отличным от материала, используемого для образования внутренней трубки 62. Прокладочный материал 900 может проходить полностью или частично вдоль длины выступающего участка 837 стержня 120, вставленного во внутреннюю трубку 62. Прокладочный материал 900 может содержать один или более листов материала. Прокладочный материал 900 может быть обернут вокруг выступающего участка 837 стержня 120 перед вставлением во внутреннюю трубку 62.
В еще одном примере варианта осуществления прокладочный материал 900 может быть приклеен к внутренней стенке внутренней трубки 62 перед вставлением выступающего участка 837 стержня 120.
В других примерах вариантов осуществления выступающий участок 837 может иметь внешний диаметр не больше, чем внутренний диаметр внутренней трубки 62, с тем, чтобы обеспечить плотную посадку без использования прокладочного материала 900.
На фиг. 16 показан вид в сечении стержня по фиг. 15 согласно по меньшей мере одному примеру варианта осуществления.
На фиг. 17 показан перспективный вид стержня по фиг. 15 согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 16 и 17, стержень 120 может иметь первый конец 231 и второй конец 132. Кромка на первом конце 231 может быть скошенной или закругленной для облегчения вставления во внутреннюю трубку 62 и/или прокладочный материал 900.
Между первым концом 231 и вторым концом 132 образован расширенный участок 834. На втором конце 132 стержня 120 может быть образован фланец 836. Фланец 836 может быть выполнен по размерам и конфигурации с возможностью примыкания к прокладке 125 соединителя с тем, чтобы поддерживалось постоянное местоположение стержня 120 внутри прокладки и корпуса 130 соединителя.
В по меньшей мере одном примере варианта осуществления выступающий участок 837 является в целом прямолинейным и имеет длину в диапазоне от приблизительно 8 миллиметров до приблизительно 10 миллиметров. Например, выступающий участок 837 может иметь длину приблизительно 9 миллиметров. Расширенный участок 834 может иметь длину в диапазоне от приблизительно 2,0 миллиметров до приблизительно 4,0 миллиметров, или приблизительно 3,0 миллиметра.
В по меньшей мере одном примере варианта осуществления внутренняя поверхность стержня 120 образует канал 145 потока. Канал 145 потока внутри выступающего участка 837 может иметь внутренний диаметр в диапазоне от приблизительно 1,40 миллиметра до приблизительно 4,0 миллиметров или от приблизительно 1,6 миллиметра до приблизительно 1,7 миллиметра. Внутренний диаметр расширенного участка 834 может находиться в диапазоне от приблизительно 1,50 миллиметра до приблизительно 2,00 миллиметров (от приблизительно 1,80 миллиметра до приблизительно 1,90 миллиметра). Фланец 836 имеет внешний диаметр в диапазоне от приблизительно 4,0 миллиметров до приблизительно 6,0 миллиметров или от приблизительно 4,8 миллиметра до приблизительно 5,2 миллиметра. Общая длина стержня 120 может находиться в диапазоне от приблизительно 10 миллиметров до приблизительно 15 миллиметров или от приблизительно 12 миллиметров до приблизительно 14 миллиметров. Общая длина стержня может варьироваться в зависимости от местоположения внутренней трубки 62 внутри корпуса 22'.
В по меньшей мере одном примере варианта осуществления стержень 120 образован из нержавеющей стали и выполнен с использованием процесса глубокой вытяжки. Стержень 120 может быть подвергнут очистке, зачистке заусенцев и процессу пассивации, как описано в данном документе. Стержень 120 не содержит острых кромок и по существу не имеет заусенцев.
Толщина стенки 1000 стержня 120 может находиться в диапазоне от приблизительно 0,25 миллиметра до приблизительно 0,50 миллиметра. Например, толщина стенки 1000 стержня 120 может составлять приблизительно 0,38 миллиметра.
Хотя в данном документе раскрыт ряд примеров вариантов осуществления, следует понимать, что возможны и другие варианты. Такие варианты не должны рассматриваться как выходящие за рамки объема настоящего раскрытия, и все подобные модификации, как будет очевидно специалистам в данной области техники, предназначены для включения в объем нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРТРИДЖ ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2021 |
|
RU2833234C2 |
| ГНУТЫЙ НАГРЕВАТЕЛЬ ДЛЯ ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2018 |
|
RU2779335C2 |
| ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ПЕРЕДАТОЧНУЮ ПРОКЛАДКУ С ОРИЕНТИРОВАННЫМИ ВОЛОКНАМИ, А ТАКЖЕ КАРТРИДЖ ДЛЯ ТАКОГО УСТРОЙСТВА | 2019 |
|
RU2797435C2 |
| ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО И СОЕДИНИТЕЛЬНЫЙ УЗЕЛ | 2017 |
|
RU2761034C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЯ ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2017 |
|
RU2747862C2 |
| ВЕЙПИНГОВОЕ УСТРОЙСТВО СО ВСТАВКОЙ (ВАРИАНТЫ) | 2020 |
|
RU2812305C2 |
| ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО И КАРТРИДЖ ДЛЯ ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2017 |
|
RU2728130C2 |
| ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО, ИСПОЛЬЗУЮЩЕЕ СТРУЙНЫЙ РАСПЫЛИТЕЛЬНЫЙ КАРТРИДЖ, И СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОННЫМ ВЕЙПИНГОВЫМ УСТРОЙСТВОМ | 2018 |
|
RU2773128C2 |
| ОСНОВАННАЯ НА ЭФФЕКТЕ ВЕНТУРИ ДОСТАВКА СОСТАВА В Е-ВЕЙПИНГОВЫХ УСТРОЙСТВАХ | 2017 |
|
RU2737446C2 |
| НЕГОРЮЧИЙ ВЕЙПИНГОВЫЙ ЭЛЕМЕНТ С ТАБАЧНОЙ ВСТАВКОЙ | 2017 |
|
RU2739019C2 |







Изобретение относится к курительным приспособлениям, а именно к способу образования стержня картриджа электронного вейпингового устройства. Способ образования стержня картриджа электронного вейпингового устройства, включает в себя этапы образования стержня. На первом этапе вырезают заготовку из металлического листа. На втором этапе осуществляют вытяжку заготовки до требуемых диаметра и длины для образования удлиненного корпуса. На третьем этапе осуществляют вытяжку участка удлиненного корпуса для образования первого конца, имеющего отверстие, являющегося в целом цилиндрическим и имеющего кромку. На четвертом этапе образуют первый участок между первым концом и вторым концом удлиненного корпуса. На пятом этапе образуют второй участок на втором конце стержня. Технический результат заключается в упрощении конструкции при образовании стержня картриджа электронного вейпингового устройства. 9 з.п. ф-лы, 2 табл., 22 ил.
1. Способ образования стержня картриджа электронного вейпингового устройства, включающий в себя этапы, на которых:
вырезают заготовку из металлического листа;
осуществляют вытяжку заготовки до требуемых диаметра и длины для образования удлиненного корпуса;
осуществляют вытяжку участка удлиненного корпуса для образования первого конца, имеющего отверстие, являющегося в целом цилиндрическим и имеющего кромку;
образуют первый участок между первым концом и вторым концом удлиненного корпуса; и
образуют второй участок на втором конце.
2. Способ по п. 1, дополнительно включающий в себя этап, на котором:
осуществляют подрезку части второго участка для образования стержня.
3. Способ по п. 2, дополнительно включающий в себя этап, на котором:
осуществляют зачистку заусенцев стержня.
4. Способ по п. 2 или 3, дополнительно включающий в себя этап, на котором:
осуществляют очистку стержня.
5. Способ по п. 2, 3 или 4, дополнительно включающий в себя этап, на котором:
осуществляют пассивацию стержня.
6. Способ по п. 5, согласно которому пассивация включает в себя этап, на котором:
осуществляют обработку стержня с помощью азотной кислоты и/или лимонной кислоты.
7. Способ по п. 6, согласно которому обработка включает в себя этапы, на которых: помещают стержень в раствор, содержащий азотную кислоту и/или лимонную кислоту, в течение времени от 1 минуты до 60 минут при температуре в диапазоне от 50 градусов по Фаренгейту (10 градусов по Цельсию) до 200 градусов по Фаренгейту (93 градуса по Цельсию).
8. Способ по п. 7, дополнительно включающий в себя этапы, на которых:
извлекают стержень из раствора; и
осуществляют промывку стержня водой до тех пор, пока вода не будет иметь рН в диапазоне от 6 до 8.
9. Способ по любому из предыдущих пунктов, согласно которому заготовку образуют из нержавеющей стали.
10. Способ по любому из предыдущих пунктов, согласно которому заготовка имеет диаметр в диапазоне от 0,500 дюйма (1,27 сантиметра) до 0,700 дюйма (1,78 сантиметра) и толщину в диапазоне от 0,010 дюйма (0,025 сантиметра) до 0,040 дюйма (0,1 сантиметра).
| US 2016120229 A1, 05.05.2019 | |||
| WO 2013022936 A1, 14.02.2013 | |||
| Станок для завивки заготовок сверла | 1954 |
|
SU103281A1 |
| Муфта для соединения соосных валов | 1951 |
|
SU94815A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБОГРЕВАЮЩЕГО МАТА | 1971 |
|
SU430566A1 |
| CN 201860753 U, 15.06.2011. | |||

