Настоящее изобретение относится к соединительному узлу электронного вейпингового или е-вейпингового устройства и способам выполнения указанного соединительного узла.
Электронные вейпинговые устройства могут содержать секцию питания и картридж. Секция питания и картридж могут быть соединены с помощью соединителя, такого как резьбовой соединитель.
По меньшей мере один пример варианта осуществления относится к соединительному узлу электронного вейпингового устройства.
В по меньшей мере одном примере варианта осуществления соединительный узел картриджа электронного вейпингового устройства содержит: первый соединительный корпус; второй соединительный корпус; и по меньшей мере два электрических вывода, каждый из которых содержит первый конец и второй конец. Первый соединительный корпус содержит первый основной участок, который является в целом цилиндрическим; выступающий участок, проходящий от первого конца первого основного участка; по меньшей мере две щели, проходящих в продольном направлении через первый основной участок и с противоположных сторон выступающего участка; и первое отверстие, проходящее в продольном направлении через первый основной участок и выступающий участок. Выступающий участок является в целом цилиндрическим. Выступающий участок имеет меньший диаметр, чем диаметр первого основного участка. Первый конец каждого из электрических выводов проходит через соответствующую одну из указанных по меньшей мере двух щелей. Второй соединительный корпус содержит второй основной участок, который является в целом цилиндрическим; трубчатый участок, проходящий в продольном направлении от второго конца второго основного участка; и второе отверстие, проходящее через второй основной участок и трубчатый участок. Второе отверстие выполнено с возможностью размещения в нем части первого основного участка первого соединительного корпуса и второго конца каждого из указанных по меньшей мере двух электрических выводов таким образом, чтобы второй конец каждого из указанных по меньшей мере двух электрических выводов примыкал к внутренней поверхности второго отверстия.
В по меньшей мере одном примере варианта осуществления, указанные по меньшей мере два электрических вывода выполнены из нержавеющей стали. Указанные по меньшей мере два электрически вывода могут иметь площадь поперечного сечения, достаточную для снижения электрического сопротивления этих выводов.
В по меньшей мере одном примере варианта осуществления соединительный узел может также содержать третью щель, проходящую в продольном направлении через основной участок; третий электрический вывод, проходящий через третью щель; четвертую щель, проходящую в продольном направлении через основной участок; и четвертый электрический вывод, проходящий через четвертую щель.
В по меньшей мере одном примере варианта осуществления каждый из первого соединительного корпуса и второго соединительного корпуса выполнен из по меньшей мере одного полимера.
В по меньшей мере одном примере варианта осуществления указанные по меньшей мере два электрических вывода содержат U-образную в целом насечку на их втором конце.
В по меньшей мере одном примере варианта осуществления соединительный узел может также содержать впускное отверстие для воздуха на втором основном участке второго соединительного корпуса. Указанное впускное отверстие для воздуха может сообщаться по текучей среде с первым отверстием в первом соединительном корпусе.
По меньшей мере один пример варианта осуществления относится к картриджу электронного вейпингового устройства.
В по меньшей мере одном примере варианта осуществления картридж электронного вейпингового устройства содержит корпус, проходящий в продольном направлении и имеющий первый конец и второй конец; внутреннюю трубку, расположенную коаксиально в корпусе; нагревательный элемент, расположенный в корпусе; и соединительный узел. Соединительный узел может содержать первый соединительный корпус; второй соединительный корпус; и по меньшей мере два электрических вывода, каждый из которых содержит первый конец и второй конец. Первый соединительный корпус содержит первый основной участок, который является в целом цилиндрическим; выступающий участок, проходящий от первого конца первого основного участка; по меньшей мере две щели, проходящих в продольном направлении через первый основной участок и с противоположных сторон выступающего участка; и первое отверстие, проходящее в продольном направлении через первый основной участок и выступающий участок. Выступающий участок является в целом цилиндрическим. Выступающий участок имеет меньший диаметр, чем диаметр первого основного участка. Первый конец каждого из указанных по меньшей мере двух электрических выводов проходит через соответствующую одну из указанных по меньшей мере двух щелей. Второй соединительный корпус содержит второй основной участок, который является в целом цилиндрическим; трубчатый участок, проходящий в продольном направлении от второго конца второго основного участка; и второе отверстие, проходящее через второй основной участок и трубчатый участок. Второе отверстие выполнено с возможностью размещения в нем части первого основного участка первого соединительного корпуса и второго конца каждого из указанных по меньшей мере двух электрически выводов таким образом, чтобы второй конец каждого из указанных по меньшей мере двух электрических выводов контактировал с внутренней поверхностью второго отверстия.
В по меньшей мере одном примере варианта осуществления указанные по меньшей мере два электрических вывода выполнены из нержавеющей стали. Указанные по меньшей мере два электрических вывода могут иметь площадь поперечного сечения, достаточную для снижения электрического сопротивления этих выводов.
В по меньшей мере одном примере варианта осуществления соединительный узел может также содержать третью щель, проходящую в продольном направлении через основной участок; третий электрический вывод, проходящий через третью щель; четвертую щель, проходящую в продольном направлении через основной участок; и четвертый электрический вывод, проходящий через четвертую щель.
В по меньшей мере одном примере варианта осуществления каждый из первого соединительного корпуса и второго соединительного корпуса выполнен из по меньшей мере одного полимера.
В по меньшей мере одном примере варианта осуществления указанные по меньшей мере два электрических вывода содержат U-образную в целом насечку на их втором конце.
В по меньшей мере одном примере варианта осуществления соединительный узел может также содержать впускное отверстие для воздуха на втором основном участке второго соединительного корпуса. Указанное впускное отверстие для воздуха может сообщаться по текучей среде с первым отверстием в первом соединительном корпусе.
В по меньшей мере одном примере варианта осуществления картридж может также содержать микропроцессор, выполненный с возможностью регулирования температуры нагревателя. Микропроцессор может быть расположен в корпусе.
По меньшей мере один пример варианта осуществления относится к электронному вейпинговому устройству.
В по меньшей мере одном примере варианта осуществления электронное вейпинговое устройство содержит картридж и секцию питания. В по меньшей мере одном примере варианта осуществления картридж содержит корпус, проходящий в продольном направлении и имеющий первый конец и второй конец; внутреннюю трубку, расположенную коаксиально в корпусе; нагревательный элемент, расположенный в корпусе; и соединительный узел. Соединительный узел может содержать первый соединительный корпус; второй соединительный корпус; и по меньшей мере два электрических вывода, каждый из которых содержит первый конец и второй конец. Первый соединительный корпус содержит первый основной участок, который является в целом цилиндрическим; выступающий участок, проходящий от первого конца первого основного участка; по меньшей мере две щели, проходящих в продольном направлении через первый основной участок с противоположных сторон выступающего участка; и первое отверстие, проходящее в продольном направлении через первый основной участок и выступающий участок. Выступающий участок является в целом цилиндрическим. Выступающий участок имеет меньший диаметр, чем диаметр первого основного участка. Первый конец каждого из указанных по меньшей мере двух электрических выводов проходит через соответствующую одну из указанных по меньшей мере двух щелей. Второй соединительный корпус содержит второй основной участок, который является в целом цилиндрическим; трубчатый участок, проходящий в продольном направлении от второго конца второго основного участка; и второе отверстие, проходящее через второй основной участок и трубчатый участок. Второе отверстие выполнено с возможностью размещения в нем части первого основного участка первого соединительного корпуса и второго конца каждого из указанных по меньшей мере двух электрических выводов таким образом, чтобы второй конец каждого из указанных по меньшей мере двух электрических выводов примыкал ко внутренней поверхности второго отверстия. Секция питания может содержать второй корпус; батарею, расположенную во указанном корпусе; и электрические контакты, выполненные с возможностью электрического соединения батареи с нагревателем при соединении картриджа с секцией питания.
В по меньшей мере одном примере варианта осуществления электрические контакты выполнены из меди с оловянным покрытием и/или из медных сплавов.
В по меньшей мере одном примере варианта осуществления электронное вейпинговое устройство может содержать второй соединительный узел, расположенный на первом конце второго корпуса. Второй соединительный узел может содержать чашеобразную в целом соединительную деталь и металлическую облицовку, причем указанные соединительная деталь и металлическая облицовка выполнены с возможностью размещения в них трубчатого участка второго соединительного корпуса.
В по меньшей мере одном примере варианта осуществления второй соединительный корпус может содержать стержень, проходящий через нижнюю сторону указанной соединительной детали, и электрические выводы выполнены с возможностью их размещения между металлической облицовкой и стержнем.
По меньшей мере один пример осуществления относится к способу изготовления соединительного узла.
В по меньшей мере одном примере варианта осуществления способ изготовления соединительного узла картриджа электронного вейпингового устройства может включать в себя формование с металлической вставкой соединительного узла.
В по меньшей мере одном примере варианта осуществления соединительный узел может содержать первый соединительный корпус; второй соединительный корпус; и по меньшей мере два электрических вывода, каждый из которых содержит первый и второй концы. Первый соединительный корпус содержит первый основной участок, который является в целом цилиндрическим; выступающий участок, проходящий от первого конца первого основного участка; по меньшей мере две щели, проходящих в продольном направлении через первый основной участок с противоположных сторон выступающего участка; и первое отверстие, проходящее в продольном направлении через первый основной участок и выступающий участок. Выступающий участок является в целом цилиндрическим. Выступающий участок имеет меньший диаметр, чем диаметр первого основного участка. Первый конец каждого из электрических выводов проходит через соответствующую одну из указанных по меньшей мере двух щелей. Второй соединительный корпус содержит второй основной участок, который является в целом цилиндрическим; трубчатый участок, проходящий в продольном направлении от второго конца второго основного участка; и второе отверстие, проходящее через второй основной участок и трубчатый участок. Второе отверстие выполнено с возможностью размещения в нем части первого основного участка первого соединительного корпуса и второго конца каждого из указанных по меньшей мере двух электрических выводов таким образом, чтобы второй конец каждого из указанных по меньшей мере двух электрических выводов примыкал ко внутренней поверхности второго отверстия.
Различные признаки и преимущества неограничивающих вариантов осуществления, раскрытых в настоящем документе, должны стать более понятны при прочтении подробного описания в сочетании с сопроводительными графическими материалами. Сопроводительные графические материалы представлены исключительно для иллюстративных целей и не должны интерпретироваться как ограничивающие объем формулы изобретения. Сопроводительные чертежи не должны рассматриваться как изображенные в масштабе, если это не указано явным образом. Для ясности, различные размеры графических материалов могли быть увеличены.
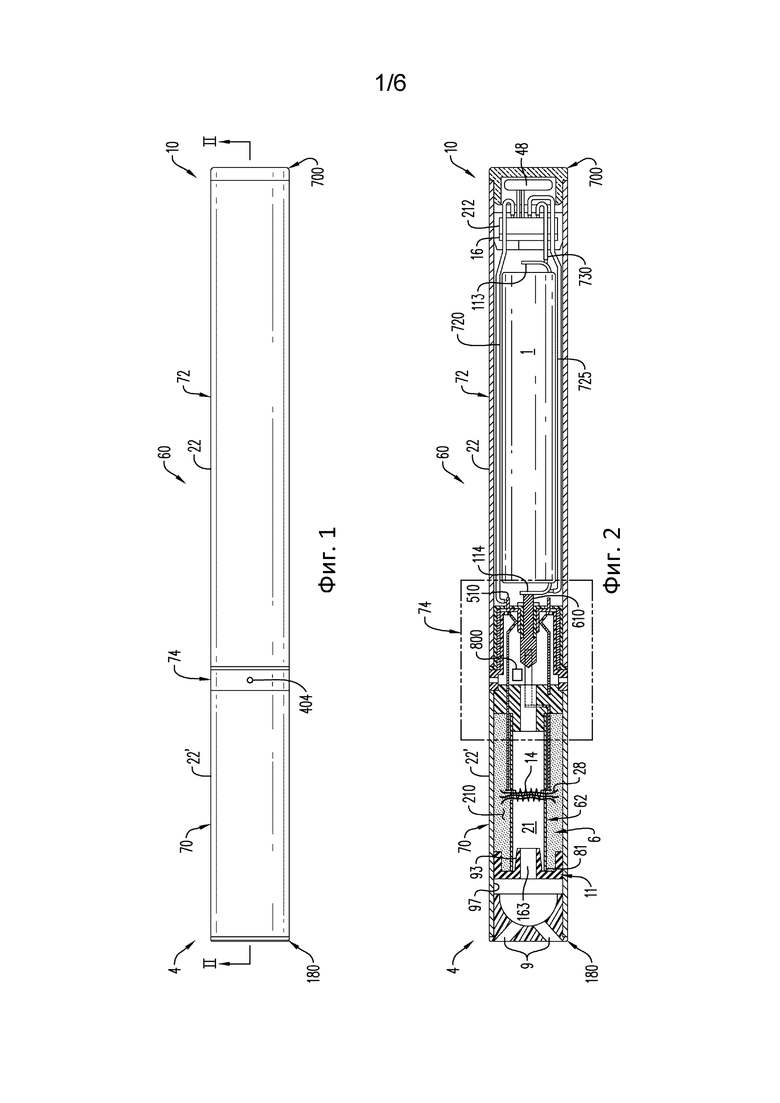
На ФИГ. 1 показан вид сбоку электронного вейпингового устройства, содержащего соединитель согласно по меньшей мере одному примеру варианта осуществления.
На ФИГ. 2 показан вид в сечении по линии II-II электронного вейпингового устройства и соединителя по ФИГ. 1 согласно по меньшей мере одному примеру варианта осуществления.
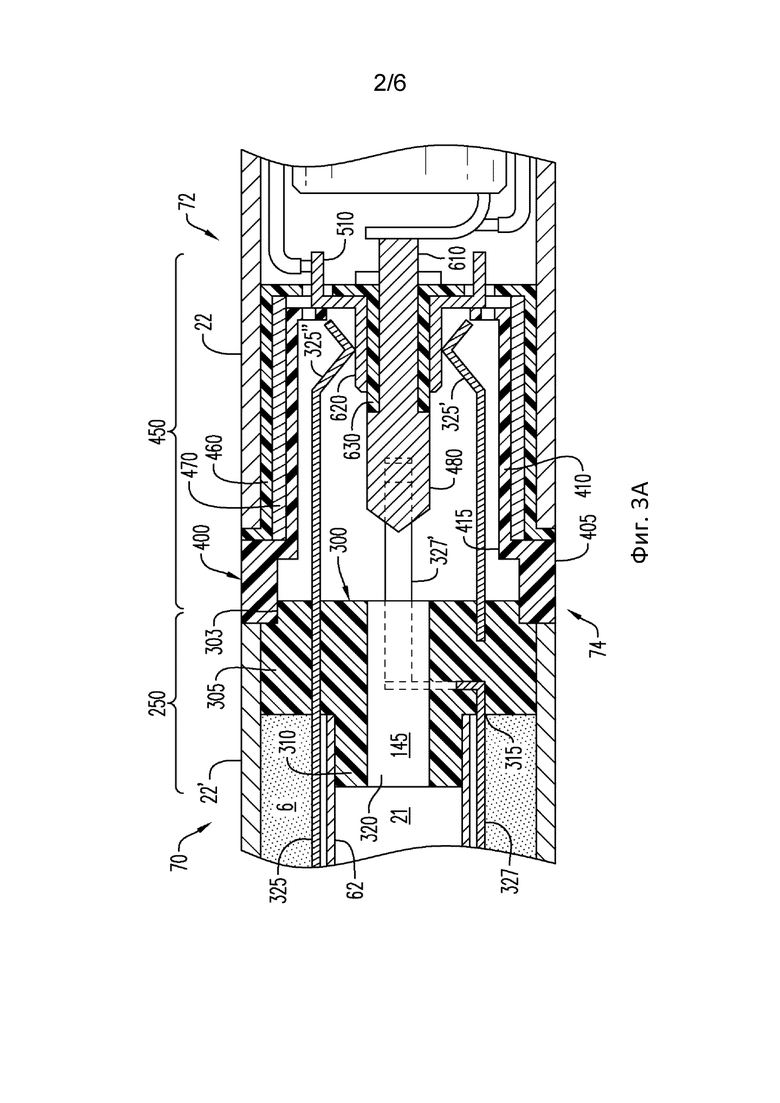
На ФИГ. 3А показан увеличенный вид соединителя и части электронного вейпингового устройства по ФИГ. 1 и 2 согласно по меньшей мере одному примеру варианта осуществления.
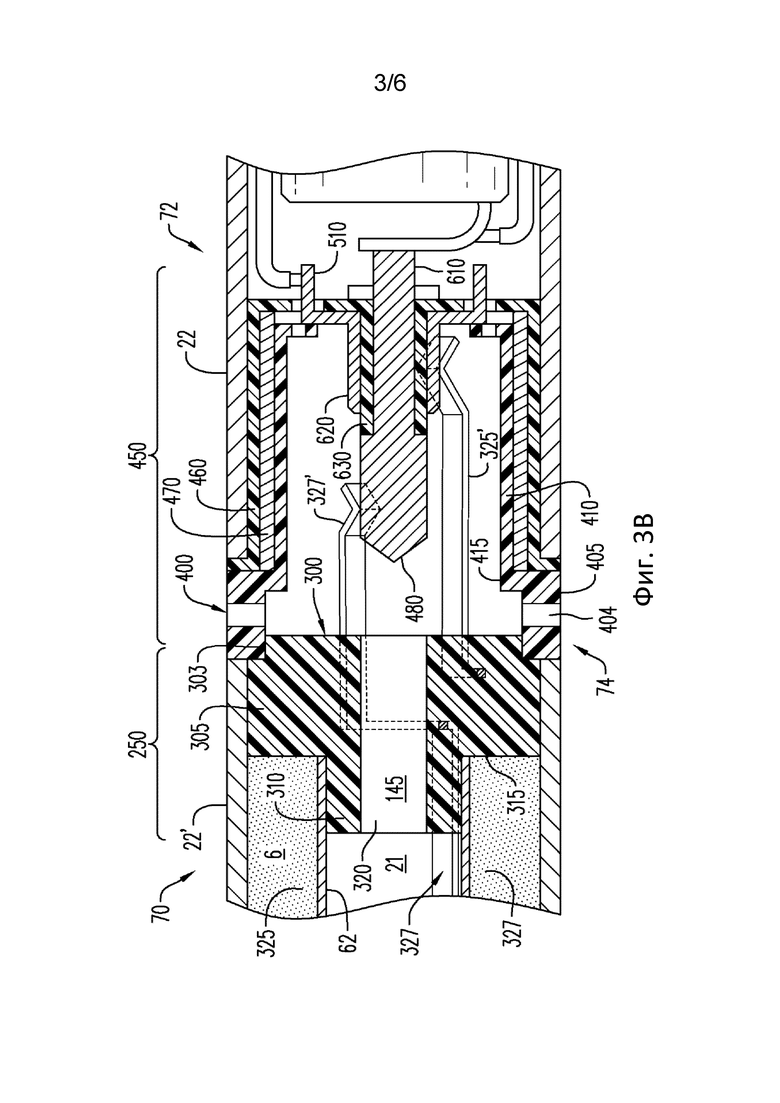
На ФИГ. 3В показан увеличенный вид в поперечном сечении соединителя и части электронного вейпингового устройства по ФИГ. 3А, причем поперечное сечение повернуто на 45° относительно поперечного сечения по ФИГ. 3А.
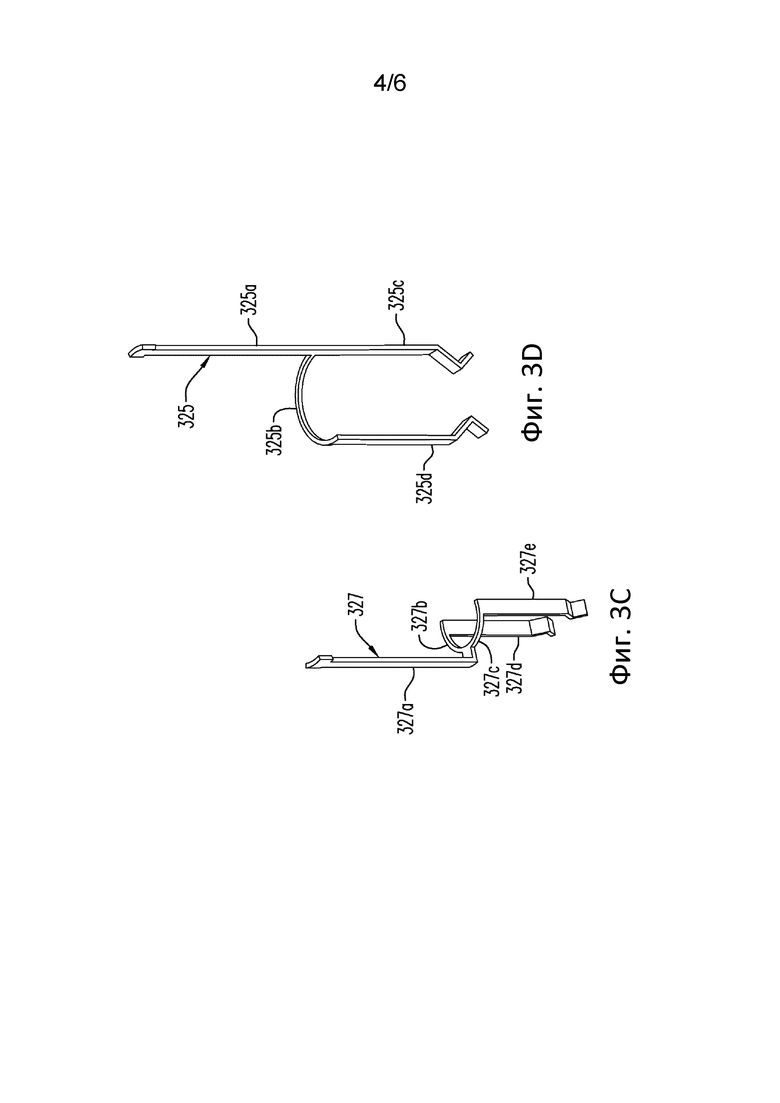
На ФИГ. 3С и 3D показаны увеличенные перспективные виды электрических выводов соединителя по ФИГ. 3А и 3В.
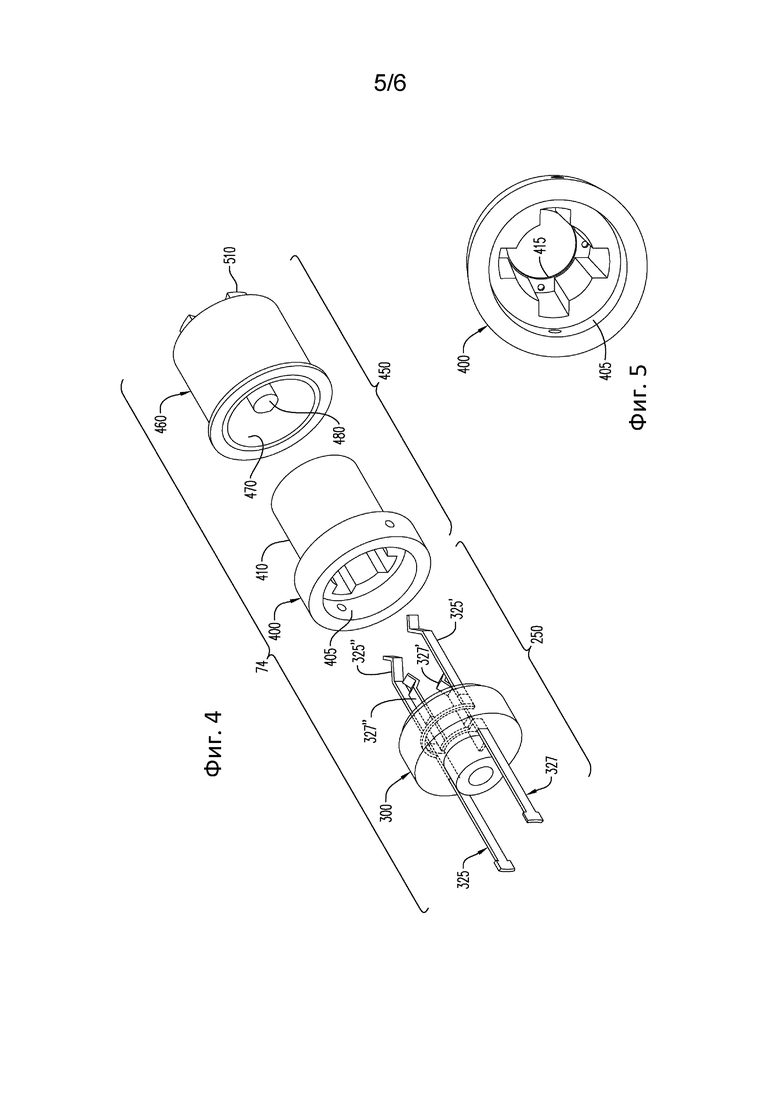
На ФИГ. 4 показан вид в разобранном состоянии соединителя по ФИГ. 1-3 согласно по меньшей мере одному примеру варианта осуществления.
На ФИГ. 5 показан вид с первого торца второго соединительного корпуса соединителя по ФИГ. 1-4 согласно по меньшей мере одному примеру варианта осуществления.
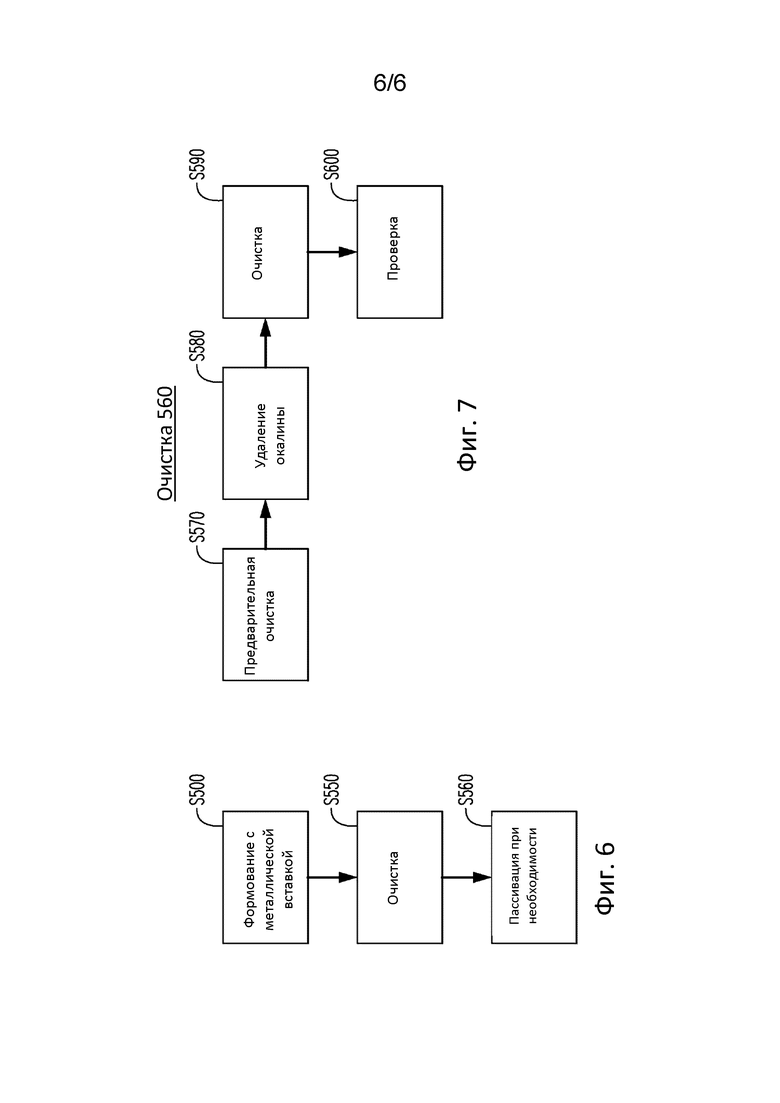
На ФИГ. 6 показана блок-схема, иллюстрирующая способ изготовления первого соединительного узла согласно по меньшей мере одному примеру варианта осуществления.
На ФИГ. 7 показана блок-схема, иллюстрирующая операцию очистки по ФИГ. 6 согласно по меньшей мере одному примеру варианта осуществления.
В настоящем документе раскрыты некоторые подробные примеры вариантов осуществления. Тем не менее, конкретные конструктивные и функциональные подробности, раскрытые в настоящем документе, представлены исключительно в целях описания примеров вариантов осуществления. Однако примеры вариантов осуществления могут быть осуществлены во многих альтернативных формах и не должны рассматриваться в качестве ограниченных только примерами вариантов осуществления, изложенными в настоящем документе.
Соответственно, поскольку примеры вариантов осуществления могут иметь различные модификации и альтернативные формы, соответствующие примеры вариантов осуществления показаны в качестве примеров на графических материалах и будут подробно описаны в настоящем документе. Однако следует понимать, что примеры вариантов осуществления не предназначены для их ограничения конкретными раскрытыми формами, а наоборот, они должны охватывать все модификации, эквиваленты и альтернативы в рамках объема примеров вариантов осуществления. Одинаковые номера относятся к одинаковым элементам по всему описанию фигур.
Следует понимать, что если элемент или слой обозначен как «расположенный на», «соединенный с», «присоединенный к» или «покрывающий» другой элемент или слой, он может быть непосредственно расположен на, соединен с, присоединен к или покрывать другой элемент или слой, или могут присутствовать промежуточные элементы или слои. И наоборот, если элемент обозначен как «непосредственно расположенный на», «непосредственно соединенный с» или «непосредственно связанный с» другим элементом или слоем, то промежуточные элементы или слои отсутствуют. Одинаковые номера относятся к одинаковым элементам по всему описанию.
Следует понимать, что, хотя термины «первый», «второй», «третий» и т. д. могут использоваться в данном документе для описания различных элементов, компонентов, областей, слоев или секций, эти элементы, компоненты, области, слои или секции не должны ограничиваться данными терминами. Эти термины используются лишь для проведения отличия одного элемента, компонента, области, слоя или секции от другой области, слоя или секции. Таким образом, первый элемент, компонент, область, слой или секцию, рассмотренные ниже, можно назвать вторыми элементом, компонентом, областью, слоем или секцией без отступления от идей примеров вариантов осуществления.
Термины относительного пространственного расположения (например, «ниже», «под», «нижний», «над», «верхний» и т. п.) могут использоваться в настоящем документе для упрощения описания при раскрытии связи одного элемента или признака с другим элементом или признаком, как проиллюстрировано на фигурах. Следует понимать, что термины относительного пространственного расположения предназначены для охвата различных ориентаций устройства во время использования или работы, в дополнение к ориентации, изображенной на фигурах. Например, если устройство на фигурах перевернуто, то элементы, описанные как расположенные «под» или «ниже» других элементов или признаков, окажутся расположенными «над» другими элементами или признаками. Таким образом, термин «под» может охватывать как расположение выше, так и расположение ниже. Устройство может быть ориентировано иным образом (повернуто на 90 градусов или расположено с другими ориентациями), и определения относительного пространственного расположения, используемые в настоящем документе, будут интерпретироваться соответствующим образом.
Терминология, используемая в настоящем документе, предназначена лишь для описания различных примеров вариантов осуществления и не предназначена для ограничения примеров вариантов осуществления. В контексте настоящего документа формы единственного числа предназначены для включения также форм множественного числа, если контекст явно не указывает на иное. Следует также понимать, что термины «включает в себя», «включающий в себя», «содержит» и «содержащий», при их использовании в настоящем описании, указывают на присутствие указанных признаков, целых чисел, этапов, операций, элементов или компонентов, но не исключают присутствия или добавления одного или более других признаков, целых чисел, этапов, операций, элементов, компонентов или их групп.
Примеры вариантов осуществления описаны в настоящем документе со ссылками на иллюстрации в поперечном сечении, которые являются схематичными изображениями идеализированных вариантов осуществления (или промежуточных структур) примеров вариантов осуществления. Таким образом, следует ожидать изменения формы иллюстраций в зависимости, например, от технологий изготовления или допусков. Таким образом, примеры вариантов осуществления не должны рассматриваться как ограниченные формами областей, изображенных в данном документе, а должны включать отклонения по форме, которые возникают, например, в результате изготовления.
Если не определено иное, то все термины (в том числе технические и научные термины), используемые в настоящем документе, имеют те же самые значения, в которых их обычно понимают специалисты в области техники, к которой относятся примеры вариантов осуществления. Следует также понимать, что термины, в том числе и те, которые определены в общеупотребительных словарях, должны интерпретироваться как имеющие значение, соответствующее их значению в контексте соответствующей области техники, и не должны интерпретироваться в идеализированном или чрезмерно формальном смысле, если это явно не определено в настоящем документе.
По меньшей мере один пример варианта осуществления относится к электронному вейпинговому устройству.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 1, электронное вейпинговое устройство 60 может содержать первую секцию (или картридж) 70 и вторую секцию (или батарейную секцию) 72, которые имеют возможность соединения между собой с помощью соединителя 74. Соединитель 74 может содержать первый соединительный узел 250 (показан на ФИГ. 3), связанный с первой секцией 70, и второй соединительный узел 450 (показан на ФИГ. 3), связанный со второй секцией. По меньшей мере некоторые части первого соединительного узла могут быть выполнены с помощью процесса формования с металлической вставкой, как описано в данном документе.
В по меньшей мере одном примере варианта осуществления через участок соединителя 74 может проходить по меньшей мере одно впускное отверстие 404 для воздуха. В по меньшей мере одном примере варианта осуществления впускные отверстия 404 для воздуха могут быть выполнены по размеру и форме таким образом, чтобы е-вейпинговое устройство 60 имело сопротивление затяжке (resistance-to-draw, RTD) в диапазоне от приблизительно 60 миллиметров водяного столба до приблизительно 150 миллиметров водяного столба.
В по меньшей мере одном примере варианта осуществления первая секция 70 может содержать первый корпус 22', проходящий в продольном направлении, а вторая секция 72 может содержать второй корпус 22, проходящий в продольном направлении. Электронное вейпинговое устройство 60 содержит вставку 180 на мундштучном конце, расположенную на первом конце 4.
В по меньшей мере одном примере варианта осуществления первый корпус 22' и второй корпус 22 могут иметь в целом цилиндрическое поперечное сечение. В других примерах вариантов осуществления корпусы 22, 22' могут иметь в целом треугольное поперечное сечение вдоль первой секции 70 и/или второй секции 72. Кроме того, корпусы 22, 22' могут иметь одинаковую или разную форму поперечного сечения или одинаковый или разный размер. Как описано в настоящем документе, корпусы 22, 22' могут также именоваться внешними или основными корпусами.
В по меньшей мере одном примере варианта осуществления электронное вейпинговое устройство 60 может содержать торцевую крышку 700, расположенную на втором конце 10 электронного вейпингового устройства 60.
На фиг. 2 показан вид в сечении по линии II-II электронного вейпингового устройства и соединителя по ФИГ. 1 согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 2, электронное вейпинговое устройство 60 может содержать соединитель 74, который показан более подробно на ФИГ. 3-6, описанных ниже.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 2, первая секция 70 содержит емкость 6, выполненную с возможностью хранения предиспарительного состава, и нагреватель 14, который способен испарять предиспарительный состав для формирования пара. Электронное вейпинговое устройство 60 может также содержать один или более признаков, изложенных в опубликованной патентной заявке США № 2013/0192623, авторы Tucker и др., от 31 января 2013, и признаков, изложенных в опубликованной патентной заявке США № 15/135930, авторы Holtz и др., от 22 апреля 2016, все содержание каждой из которых включено в настоящий документ посредством ссылки. В других примерах вариантов осуществления электронное вейпинговое устройство может содержать один или более признаков, изложенных в опубликованной патентной заявке США № 15/135923 от 22 апреля 2016, и в патенте США № 9289014, выданном 22 марта 2016, все содержание каждой из которых включено в настоящий документ посредством ссылки.
В по меньшей мере одном примере варианта осуществления емкость 6 может быть образована между первым корпусом 22' и внутренней трубкой 62 первой секции 70. Внутренняя трубка 62 расположена коаксиально внутри первого корпуса 22'.
В по меньшей мере одном примере варианта осуществления емкость 6 может по меньшей мере частично окружать центральный внутренний канал 21, проходящий через внутреннюю трубку 62. Нагреватель 14 может проходить в целом поперечно через внутренний канал 21 между противоположными участками емкости 6. В некоторых примерах вариантов осуществления нагреватель 14 может проходить в целом параллельно продольной оси внутреннего канала 21.
В по меньшей мере одном примере варианта осуществления емкость 6 может быть выполнена по размерам и форме с возможностью хранения достаточного количества предиспарительного состава, так что обеспечивается возможность выполнения электронного вейпингового устройства 60 в расчете на осуществление вейпинга в течение по меньшей мере 200 секунд.
В по меньшей мере одном примере варианта осуществления предиспарительный состав может представлять собой материал или комбинацию материалов, которые способны превращаться в пар. Например, предиспарительный состав может представлять собой жидкий, твердый или гелеобразный состав, в том числе, но без ограничения, одно или более из следующего: вода, гранулы, растворители, активные ингредиенты, этанол, растительные экстракты, натуральные или искусственные ароматизаторы, табачный материал, или вещества для образования аэрозоля, такие как глицерин и пропиленгликоль. Предиспарительные составы могут включать в себя те, которые описаны в опубликованной патентной заявке США № 2015/0020823, авторы Lipowicz и др., поданной 16 июля 2014, и в опубликованной патентной заявке США № 2015/0313275, авторы Anderson и др., поданной 21 января 2015, все содержание каждой из которых включено в настоящий документ посредством ссылки.
В по меньшей мере одном примере варианта осуществления, в емкости 6 между первым корпусом 22' и внутренней трубкой 62 может быть размещен носитель 210 для хранения. Носитель 210 для хранения выполнен с возможностью хранения в нем предиспарительного состава. Носитель 210 для хранения может содержать обмотку из хлопчатобумажной марли или другого волоконного материала вокруг внутренней трубки 62.
В по меньшей мере одном примере варианта осуществления, благодаря использованию носителя 210 для хранения, исключается необходимость в прокладке между емкостью 6 и первым соединительным узлом 250. Прокладки могут быть выполнены из силикона или других материалов, которые способны вытягивать аромат из предиспарительных составов. Следовательно, исключение второй прокладки из электронного вейпингового устройства 60 способствует сохранению аромата и/или продлению срока годности предиспарительного состава, хранящегося в емкости 6.
В по меньшей мере одном примере варианта осуществления носитель 210 для хранения может представлять собой любой пористый материал и/или волоконный материал, который способен удерживать в себе предиспарительный состав. Носитель 210 для хранения может представлять собой волоконный материал, содержащий по меньшей мере одно из следующего: хлопок, полиэтилен, сложный полиэфир, вискоза и их комбинации. Волокна могут иметь диаметр в диапазоне от приблизительно 6 микрон до приблизительно 15 микрон (например, от приблизительно 8 микрон до приблизительно 12 микрон или от приблизительно 9 микрон до приблизительно 11 микрон). Носитель 210 для хранения может представлять собой спеченный, пористый или вспененный материал. Кроме того, волокна могут иметь такой размер, чтобы их вдыхание было невозможно, и они могут иметь поперечное сечение, которое имеет Y-образную форму, крестообразную форму, форму клевера или любую другую подходящую форму.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 2, первая секция 70 может также содержать нагревательный элемент 14, способный испарять предиспарительный состав, который может вытягиваться из емкости 6 с помощью фитиля 28. Концы нагревательного элемента 14 и фитиля 28 могут проходить через отверстия или щели во внутренней трубке 62 внутрь емкости 6.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 2, внутрь первого концевого участка 81 внутренней трубки 62 вставлена прокладка 11 с тем, чтобы уменьшить утечку из емкости через первый конец 4 электронного вейпингового устройства 60. Прокладка 11 содержит выступающий участок 93, который может быть вставлен внутрь первого концевого участка 81 внутренней трубки 62. Внешний периметр прокладки 11 способен обеспечивать по существу непроницаемое для жидкости уплотнение вместе с внутренней поверхностью 97 первого корпуса 22'. Прокладка 11 содержит центральный канал 163, расположенный между внутренним каналом 21 внутренней трубки 62 и вставкой 180 на мундштучном конце, которая способна передавать пар из внутреннего канала 21 к вставке 180 на мундштучном конце.
Во время вейпинга предиспарительный состав передается из емкости 6 в окрестность нагревательного элемента 14 посредством фитиля 28. Фитиль 28 может содержать первый концевой участок и второй концевой участок, которые могут проходить в противоположные стороны емкости 6. Нагревательный элемент 14 может по меньшей мере частично окружать центральный участок фитиля 28 таким образом, чтобы при активации нагревательного элемента 14 происходило испарение предиспарительного состава на центральном участке фитиля 28 посредством нагревательного элемента 14 для образования пара.
В по меньшей мере одном примере варианта осуществления фитиль 28 содержит нити (или пряди), способные втягивать предиспарительный состав. Например, фитиль 28 может представлять собой пучок стеклянных (или керамических) нитей, пучок, содержащий группу витых стеклянных нитей и т.п., причем все эти компоновки могут быть способны втягивать предиспарительный состав за счет капиллярного действия пустот между нитями. Нити могут быть в целом выровнены в направлении, перпендикулярном (поперечном) продольному направлению электронного вейпингового устройства 60. В по меньшей мере одном примере варианта осуществления фитиль 28 может содержать от одной до восьми нитяных прядей, причем каждая прядь содержит множество переплетенных между собой стеклянных нитей. Концевые участки фитиля 28 могут быть гибкими и иметь возможность складывания внутрь границ емкости 6. Поперечное сечение волокон может иметь в целом крестообразную форму, форму клевера, Y-образную форму или любую другую подходящую форму.
В по меньшей мере одном примере варианта осуществления фитиль 28 может содержать любой подходящий материал или комбинацию материалов. Примеры подходящих материалов могут представлять собой, но без ограничения, материалы на основе стекла, керамики или графита. Фитиль 28 может иметь любое подходящее втягивающее действие, обусловленное капиллярностью, для адаптации к предиспарительным составам, имеющим разные физические свойства, такие как плотность, вязкость, поверхностное натяжение и давление пара.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 2, нагревательный элемент 14 может содержать проволочную катушку, которая по меньшей мере частично окружает фитиль 28. Проволока может представлять собой металлическую проволоку. Катушка нагревательного элемента может проходить полностью или частично по длине фитиля 28. Катушка нагревательного элемента может также проходить полностью или частично по окружности фитиля 28. В некоторых примерах вариантов осуществления катушка 14 нагревательного элемента может находиться, а может и не находиться в контакте с фитилем 28.
Нагревательный элемент 14 может быть выполнен из любых подходящих электрорезистивных материалов. Примеры подходящих электрорезистивных материалов могут включать, но без ограничения, титан, цирконий, тантал и металлы из платиновой группы. Примеры подходящих металлических сплавов включают, но без ограничения, нержавеющую сталь, никель-, кобальт-, хром-, алюминий-, титан-, цирконий-, гафний-, ниобий-, молибден-, тантал-, вольфрам-, олово-, галлий-, марганец- и железосодержащие сплавы и суперсплавы на основе никеля, железа, кобальта и нержавеющей стали. Например, нагревательный элемент 14 может быть выполнен из алюминида никеля, материала со слоем оксида алюминия на поверхности, алюминида железа и других композитных материалов, при этом электрически резистивный материал может быть необязательно заделан в изоляционный материал, инкапсулирован в него или покрыт им, или наоборот, в зависимости от кинетики переноса энергии и требуемых внешних физико-химических свойств. Нагревательный элемент 14 может содержать по меньшей мере один материал, выбранный из группы, состоящей из нержавеющей стали, меди, медных сплавов, никель-хромовых сплавов, сверхпрочных сплавов и их комбинаций. В примере варианта осуществления нагревательный элемент 14 может быть выполнен из никель-хромовых сплавов или железо-хромовых сплавов. В другом примере варианта осуществления нагревательный элемент 14 может представлять собой керамический нагревательный элемент, имеющий электрорезистивный слой на своей внешней поверхности.
В по меньшей мере одном примере варианта осуществления нагревательный элемент 14 может нагревать предиспарительный состав в фитиле 28 за счет теплопроводности. В качестве альтернативы, тепло от нагревательного элемента 14 может передаваться на предиспарительный состав посредством теплопроводного элемента, или нагревательный элемент 14 может отдавать тепло во входящий окружающий воздух, который втягивается через электронное вейпинговое устройство 60 во время вейпинга, в результате чего, в свою очередь, происходит нагрев предиспарительного состава за счет конвекции.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 3А, от нагревательного элемента 14 через емкость 6 могут проходить электрические выводы 325, 327. Электрические выводы 325, 327 могут быть приварены к концам нагревательного элемента 14 или прикреплены к концам нагревательного элемента 14 путем обжатия. В других вариантах осуществления электрические выводы 325, 327 могут содержать насечку. Электрические выводы 325, 327 могут быть выполнены по размеру и форме с возможностью приема и удержания концов нагревательного элемента 14 на своем месте без необходимости в сварке и/или обжатии. Таким образом, при соединении первого соединительного узла 250 первой секции 70 со вторым соединительным узлом 400 второй секции 72, обеспечивается возможность образования электрического соединения между источником 1 питания, расположенным во второй секции 72, и нагревателем 14, расположенным в первой секции 70, как описано в данном документе. В по меньшей мере одном примере варианта осуществления электрические выводы 325, 327 могут быть выполнены как единое целое с нагревательным элементом 14.
В по меньшей мере одном примере варианта осуществления электрические выводы 325, 327 могут быть выполнены из меди или нержавеющей стали. Нержавеющая сталь может использоваться для уменьшения реакций с предиспарительным составом в случае, если электрические выводы 325, 327 проходят через емкость 6 или иным образом находятся в контакте с предиспарительным составом.
Следует понимать, что вместо использования фитиля 28 нагревательный элемент 14 может представлять собой пористый материал, в который заделан резистивный нагревательный элемент, выполненный из материала, имеющего высокое электрическое сопротивление и способного быстро генерировать тепло.
В по меньшей мере одном примере варианта осуществления, во внешнем корпусе 22' на его первом конце 4 может быть размещена вставка 180 на мундштучном конце. Вставка 180 на мундштучном конце может содержать два или более выпускных отверстий 9, которые могут представлять собой расходящиеся отверстия. Выпускные отверстия 9 могут иметь наклон наружу относительно продольной оси электронного вейпингового устройства 60. Выпускные отверстия 9 могут быть по существу равномерно распределены по периметру торцевой поверхности вставки 8 на мундштучном конце.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 2, вторая секция 72 содержит источник 1 питания, схему 212 управления и датчик 16, выполненный с возможностью обнаружения отрицательного давления и/или воздуха, втягиваемого внутрь электронного вейпингового устройства 60.
В по меньшей мере одном примере варианта осуществления источник 1 питания содержит батарею, расположенную в электронном вейпинговом устройстве 60. Батарея может представлять собой литий-ионную батарею или один из ее вариантов, например литий-ион-полимерную батарею. В качестве альтернативы, батарея может представлять собой никель-металлогидридную батарею, никель-кадмиевую батарею, литий-марганцевую батарею, литий-кобальтовую батарею или топливный элемент. Электронное вейпинговое устройство 60 может использоваться для вейпинга совершеннолетним вейпером до тех пор, пока не будет израсходована энергия в источнике 1 питания, или, в случае литий-полимерной батареи, пока не будет достигнут минимальный уровень отключения напряжения.
В по меньшей мере одном примере варианта осуществления источник 1 питания может быть перезаряжаемым, и он может содержать схему, выполненную с возможностью обеспечения зарядки батареи с помощью внешнего зарядного устройства. Для перезарядки электронного вейпингового устройства 60 может использоваться зарядное устройство с универсальной последовательной шиной (Universal Serial Bus, USB) или другое подходящее зарядное устройство.
В по меньшей мере одном примере варианта осуществления датчик 16 выполнен с возможностью генерирования выходного сигнала, показывающего величину и направление воздушного потока в электронном вейпинговом устройстве 60. Схема 212 управления принимает выходной сигнал датчика 16 и определяет тот факт, что (1) направление воздушного потока соответствует втягиванию через вставку 180 на мундштучном конце (противоположно выдуванию), и (2) интенсивность втягивания превышает пороговый уровень. При выполнении этих условий вейпинга схема 212 управления электрически соединяет источник 1 питания с нагревательным элементом 14, активируя таким образом нагревательный элемент 14. Более конкретно, схема 12 управления электрически соединяет первый и второй выводы 325, 327 (например, путем активации транзистора управления питанием нагревательного элемента, причем транзистор образует часть схемы 212 управления), так что нагревательный элемент 14 становится электрически соединенным с источником 1 питания. В альтернативном варианте осуществления датчик 16 может показывать падение давления, и схема 212 управления активирует в ответ на это нагревательный элемент 14.
В по меньшей мере одном примере варианта осуществления схема 212 управления может также содержать световой индикатор 48, который активируется для зажигания схемой 212 управления при активации нагревательного элемента 14 и/или при перезарядке батареи 1. Световой индикатор 48 может содержать один или более светодиодов (LED). Светодиоды могут иметь один или более цветов (например, белый, желтый, красный, зеленый, синий и т. д.). Кроме того, световой индикатор 48 может быть расположен таким образом, чтобы он был виден взрослому вейперу во время вейпинга, и он может быть расположен между первым концом 4 и вторым концом 10 электронного вейпингового устройства 60. Кроме того, световой индикатор 48 может использоваться для диагностики е-вейпинговой системы или для отображения того факта, что в настоящий момент идет перезарядка. Световой индикатор 48 может также быть выполнен таким образом, чтобы совершеннолетний вейпер имел возможность активации и/или деактивации светового индикатора 48 для скрытности.
В по меньшей мере одном примере варианта осуществления схема 212 управления может содержать ограничитель максимального периода времени. В другом примере варианта осуществления схема 12 управления может содержать управляемый вручную переключатель для инициирования нагрева совершеннолетним вейпером. Период времени подачи электрического тока на нагревательный элемент 14 может быть установлен или предварительно установлен в зависимости от количества предиспарительного состава, необходимого для испарения.
Далее будет описана работа электронного вейпингового устройства 60 по созданию пара. Например, воздух первоначально втягивается внутрь первой секции 70 через указанное по меньшей мере одно впускное отверстие 404 для воздуха в ответ на затяжку, осуществляемую на вставке 180 на мундштучном конце. Воздух проходит через впускное отверстие 404 для воздуха в центральный канал 21 внутренней трубки 62 и выводится через выпускное отверстие 9 вставки 180 на мундштучном конце. Если схемой 212 управления обнаружены вышеописанные условия вейпинга, схема 212 управления инициирует подачу мощности на нагревательный элемент 14, и в результате нагревательный элемент 14 осуществляет нагрев предиспарительного состава в фитиле 28. Пар и воздух, протекающие по внутреннему каналу 21, смешиваются и выходят из электронного вейпингового устройства 60 через выпускное отверстие 9 вставки 180 на мундштучном конце.
При своей активации нагревательный элемент 14 может нагревать участок фитиля 28 в течение менее чем приблизительно 10 секунд.
В по меньшей мере одном примере варианта осуществления первая секция 70 может быть сменной. Иначе говоря, при израсходовании предиспарительного состава в картридже, возможна замена лишь первой секции 70. Альтернативная компоновка может включать пример варианта осуществления, в котором возможно выбрасывание всего электронного вейпингового устройства 60 при израсходовании содержимого в емкости 6. В по меньшей мере одном примере варианта осуществления электронное вейпинговое устройство 60 может представлять собой монолитное электронное вейпинговое устройство, имеющее один внешний корпус.
В по меньшей мере одном примере варианта осуществления электронное вейпинговое устройство 60 может иметь длину от приблизительно 80 миллиметров до приблизительно 110 миллиметров и диаметр от приблизительно 7 миллиметров до приблизительно 8 миллиметров. Например, в одном примере варианта осуществления электронное вейпинговое устройство 60 может иметь длину приблизительно 84 миллиметра и диаметр приблизительно 7,8 миллиметра.
На ФИГ. 3А показан увеличенный вид соединителя и части электронного вейпингового устройства по ФИГ. 1 и 2 согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 3А, соединитель 74 содержит первый соединительный узел 250 и второй соединительный узел 450. Первый соединительный узел 250 расположен в первой секции 70, а второй соединительный узел 450 расположен во второй секции 72. Первый соединительный узел 250 имеет возможность разъемного соединения со вторым соединительным узлом 450 для соединения первой секции 70 со второй секцией 72.
В по меньшей мере одном примере варианта осуществления первый соединительный узел 250 содержит первый соединительный корпус 300 и второй соединительный корпус 400.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 3А, первый соединительный корпус 300 содержит первый основной участок 305 и выступающий участок 310, проходящий от первого основного участка 305. Выступающий участок 310 может быть выполнен по размеру и форме с возможностью плотной посадки внутрь второго конца внутренней трубки 62. Через первый основной участок 305 и выступающий участок 310 первого соединительного корпуса 300 проходит первое отверстие 320. Первое отверстие 320 образует канал 145 потока, по которому возможно протекание воздуха. Канал 145 потока сообщается по текучей среде с центральным каналом 21 внутренней трубки 62.
В по меньшей мере одном примере варианта осуществления первое отверстие 320 имеет внутренний диаметр в диапазоне от приблизительно 1,40 миллиметра до приблизительно 1,80 миллиметра (например, от приблизительно 1,45 миллиметра до приблизительно 1,75 миллиметра или от приблизительно 1,50 миллиметра до приблизительно 1,70 миллиметра). Например, внутренний диаметр может составлять приблизительно 1,60 миллиметра, и этот внутренний диаметр способен влиять на обеспечение требуемого сопротивления затяжке (RTD), находящегося в диапазоне от приблизительно 90 миллиметров водяного столба до приблизительно 120 миллиметров водяного столба. Внутренний диаметр первого отверстия 320 может быть изменен для регулирования RTD электронного вейпингового устройства 60.
В по меньшей мере одном примере варианта осуществления второй соединительный корпус 400 содержит второй основной участок 405 и трубчатый участок 410.
В по меньшей мере одном примере варианта осуществления трубчатый участок 410 проходит в продольном направлении от второго основного участка 405 в направлении второго конца 10 электронного вейпингового устройства 60. Через трубчатый участок 410 и второй основной участок 405 проходит второе отверстие 415. Второе отверстие 415 может иметь в целом цилиндрическое поперечное сечение. Второй соединительный корпус 400 является целом Т-образным на виде сбоку.
В по меньшей мере одном примере варианта осуществления первый основной участок 305 первого соединительного корпуса 300 содержит фланцевую часть 303, проходящую от первого основного участка 305 в продольном направлении в сторону второго конца 10 электронного вейпингового устройства 60. Фланцевая часть 303 может быть в целом цилиндрической, и она может иметь меньший диаметр, чем диаметр первого основного участка 305. Фланцевая часть 303 может быть размещена внутри второго основного участка 405 второго соединительного корпуса 400 таким образом, чтобы второй основной участок 405 примыкал к части большего размера первого основного участка 305.
В по меньшей мере одном примере варианта осуществления второй основной участок 405 может иметь по существу такой же внешний диаметр, что и внешний диаметр первого корпуса 22', и по существу такой же внутренний диаметр, что и внешний диаметр той части первого основного участка 305, которая размещается во втором основном участке 405.
В по меньшей мере одном примере варианта осуществления электрические выводы 325, 327 проходят через щели 315 в первом основном участке 305 таким образом, что по одному электрическому выводу 325, 327 располагается с каждой стороны выступающего участка 310 первого соединительного корпуса 300. Первый конец каждого из электрических выводов 325, 327 выполнен с возможностью контакта или прикрепления к противолежащему концу нагревательного элемента 14. Второй конец каждого из электрических выводов 325, 327 может быть размещен в трубчатом участке 410 второго соединительного корпуса 400. Электрические выводы 325, 327 могут быть смещены таким образом, чтобы второй конец каждого из электрических выводов 325, 327 примыкал ко внутренней поверхности трубчатого участка 410. Центральные участки электрических выводов 325, 327 заделаны в результате формования с металлической вставкой внутрь первого соединительного корпуса 300 таким образом, что электрический вывод 325 электрически изолирован от электрического вывода 327. Щели 315 могут варьироваться по форме таким образом, чтобы выводы 325, 327 проходили в продольном и поперечном направлениях через первый соединительный корпус 300.
Указанные по меньшей мере два электрических вывода 325, 327 могут быть выполнены из нержавеющей стали. Нержавеющая сталь может быть подвергнута пассивирующей обработке. На нержавеющую сталь методом химического осаждения из паровой фазы может быть нанесено поли-пара-ксилиленовое полимерное покрытие, такое как париленовое покрытие, которое представляет собой химически осажденный из паровой фазы поли-пара-ксилиленовый полимер. Электрические выводы 325, 327 проходят через первый соединительный корпус 300 и имеют проходящие от него участки. Проходящий от первого соединительного корпуса 300 участок электрического вывода 325 является более длинным, чем такой же участок электрического вывода 327.
В по меньшей мере одном примере варианта осуществления первый соединительный корпус 300 и второй соединительный корпус 400 могут быть выполнены из полимера. Указанный полимер может включать по меньшей мере одно из следующего: циклоолефиновый сополимер, такой как TOPAS® 6013M-07, циклоолефиновый полимер, такой как ZEONEX® 480R (соответствует фармацевтическим требованиям) от компании Zeon Chemical, сополимер сложных эфиров, такой как MX731 от компании Eastman Tritan, Tx1501HF с пакетом присадок для окрашивания и УФ-стабилизации от компании Eastman Tritan, или TX2001 (соответствует требованиям Управления США по надзору за качеством пищевых продуктов и лекарственных средств) от компании Eastman Tritan, высокоплотный политэтилен, поликарбонат, такой как Makrolon® 2858 от компании Bayer, или полипропилен.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 3А, первый основной участок 305 является в целом цилиндрическим. В по меньшей мере одном примере варианта осуществления первый основной участок 305 имеет внешний диаметр, по существу равный или меньший внутреннего диаметра первого корпуса 22', так что первый основной участок 305 способствует герметизации емкости 6, образованной между первым корпусом 22' и внутренней трубкой 62, без необходимости в дополнительной прокладке, адгезиве или уплотнении. Первый основной участок 305 может удерживаться внутри первого корпуса 22' за счет фрикционной посадки.
В по меньшей мере одном примере варианта осуществления, при размещении соединительного узла 250 в первой секции 70, второй соединительный корпус 400 примыкает к кромке первого корпуса 22', и трубчатый участок 410 второго соединительного корпуса 400 выступает от второго конца первого корпуса 22'.
В по меньшей мере одном примере варианта осуществления второй соединительный узел 450 расположен во второй секции 72. Второй соединительный узел 450 может содержать соединительную деталь 460, которая является в целом чашеобразной. На внутренней поверхности соединительной детали 460 может быть размещена облицовка 470. Облицовка 470 может быть выполнена из металла. Через нижний участок соединительной детали 460 может проходить стержень 480. Стержень 480 выполнен по размеру и форме с возможностью его размещения в трубчатом участке 410 второго соединительного корпуса 400 первого соединительного узла 250. Соединительная деталь 460 имеет внутренний диаметр, который приблизительно равен или больше, чем внешний диаметр трубчатого участка 410, так что трубчатый участок 410 удерживается внутри соединительной детали 460 за счет фрикционной посадки. От стержня 480 через соединительную деталь 460 проходит штифт 610.
В по меньшей мере одном примере варианта осуществления через первый соединительный узел 250 могут также проходить дополнительные электрические выводы таким образом, чтобы обеспечивать соединение между источником 1 питания и микропроцессором 800 (показан на ФИГ. 2), расположенным в первой секции 70. Например, электронное вейпинговое устройство 60 может содержать три контакта, которые выполнены с возможностью контактирования с проводящим цилиндром 620, облицовкой 407 и стержнем 480.
При соединении первого соединительного узла 250 и второго соединительного узла 450 электрический вывод 325 контактирует с проводящим цилиндром 620, который окружает стержень 480, и электрический вывод 327 контактирует со стержнем 480 для обеспечения электрического соединения между нагревателем 14, расположенным в первой секции 70, и источником 1 питания, расположенным во второй секции 72.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 3А, от проводящего цилиндра 620 через соединительную деталь 460 внутрь второй секции 72 проходят электропроводные язычки 510.
Как показано на ФИГ. 3А, при прикреплении первого соединительного узла 250 к первой секции 70, по меньшей мере часть второго основного участка 405 и трубчатого участка 410 выступает от второго конца первого корпуса 22'. В по меньшей мере одном примере варианта осуществления второй соединительный узел 450, при его вставлении во внешний корпус 22 второй секции 72, может быть расположен заподлицо с кромкой второго корпуса 22.
На ФИГ. 3В показан увеличенный вид в поперечном сечении соединителя и части электронного вейпингового устройства по ФИГ. 3А, причем поперечное сечение повернуто на 45° относительно поперечного сечения по ФИГ. 3А.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 3В, соединитель является таким же, что и на ФИГ. 3А, однако он показан содержащим по меньшей мере одно впускное отверстие 404 для воздуха, которое проходит через второй основной участок 405 в направлении, которое является по существу поперечным продольному направлению. Указанное по меньшей мере одно впускное отверстие 404 для воздуха сообщается по текучей среде с каналом 145 потока.
Как показано на ФИГ. 2, 3А и 3В, первый вывод 720 электрически соединяет электропроводный язычок 510 со схемой 212 управления. Второй вывод 730 электрически соединяет схему 212 управления с первым зажимом 113 источника 1 питания. Третий вывод 725 электрически соединяет второй зажим 114 источника 1 питания с зажимом питания схемы 212 управления для подачи мощности на схему 212 управления. Кроме того, второй зажим 114 источника 1 питания физически и электрически соединен с проводящим штифтом 610. Проводящий штифт 610 может быть выполнен из проводящего материала (например, нержавеющей стали, меди и т.д.). Проводящий стержень 610 помещен внутрь изолятора 630 и электрически изолирован от проводящего цилиндра 620. При стыковке первого и второго соединительных узлов 250, 450 вывод 327 физически и электрически соединяется со штифтом 610 через выводной участок 327', который контактирует со стержнем 480 (и выводным участком 327'', показанным на ФИГ. 4). Вывод 325 физически и электрически соединяется с цилиндром 620 и язычком 510 через выводные участки 325', 325''.
На ФИГ. 3С и 3D показаны увеличенные перспективные виды электрических выводов соединителя по ФИГ. 3А и 3В.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 3С, электрический вывод 327 содержит первый прямолинейный участок 327а, первый перпендикулярный участок 327b, второй перпендикулярный участок 327с, второй прямолинейный участок 327d и третий прямолинейный участок 327е. Перпендикулярные участки 327b, 327c заделаны в результате формования с металлической вставкой внутрь первого соединительного корпуса 300. Первый прямолинейный участок 327а выступает наружу из первого соединительного корпуса 300 в противоположную сторону от второго прямолинейного участка 327d и третьего прямолинейного участка 327е. Второй прямолинейный участок 327d отстоит от третьего прямолинейного участка 327e приблизительно на 180°.
В других примерах вариантов осуществления электрический вывод 327 может иметь другие конфигурации, содержащие по меньшей мере участок, который заделан в результате формования с металлической вставкой внутрь первого соединительного корпуса 300.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 3D, электрический вывод 325 содержит первый прямолинейный участок 325а, перпендикулярный участок 325b и два участка 325с, 325d в виде ножек. Перпендикулярный участок 325b заделан в результате формования с металлической вставкой внутрь первого соединительного корпуса 300. Первый прямолинейный участок и два участка в виде ножек выступают от первого соединительного корпуса 300. Первый прямолинейный участок выступает наружу от первого конца первого соединительного корпуса 300, в то время как два участка в виде ножек выступают от второго конца первого соединительного корпуса 300.
В других примерах вариантов осуществления электрический вывод 325 может иметь другие конфигурации, содержащие по меньшей мере участок, который заделан в результате формования с металлической вставкой внутрь первого соединительного корпуса 300.
На ФИГ. 4 показан вид в разобранном состоянии соединителя по ФИГ. 1-3В согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 4, первый соединительный узел 250 и второй соединительный узел 450 являются такими же, что и на ФИГ. 1-3В. Как показано на ФИГ. 4, электрические выводы 325 содержат два участка 325', 325'', и электрические выводы 327 содержат два участка 327', 327''. Участки 325', 325'' являются более длинными, чем участки 327', 327''. В других примерах вариантов осуществления электрический вывод 325 может содержать лишь один участок 325'. Электрический вывод 327 может содержать лишь один участок 327'. Для обеспечения большей структурной устойчивости между первым соединительным корпусом 300 и вторым соединительным корпусом 400, может использоваться более чем один участок 325', 327'. Выводные участки 325', 325'', 327', 327'' могут быть расположены через по существу одинаковые промежутки вокруг первого соединительного корпуса 300, или они могут быть расположены через неодинаковые промежутки.
На ФИГ. 5 показан вид с первого торца второго соединительного корпуса соединителя по ФИГ. 1-4 согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 5, второй соединительный корпус 400 является таким же, что и на ФИГ. 1-4. Как показано на ФИГ. 5, второе отверстие 415 может иметь крестообразное в целом поперечное сечение, так что каждый из электрических выводных участков 325', 325'', 327', 327'' может удерживаться внутри соответствующих плечей крестообразного второго отверстия 415.
На ФИГ. 6 показана блок-схема, иллюстрирующая способ изготовления первого соединительного узла согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 6, способ изготовления первого и/или второго соединительных узлов может включать в себя операцию S500 формования с металлической вставкой для заделки электрических выводов в соединительный корпус. Электрические выводы могут быть выполнены из нержавеющей стали. Электрические выводы и/или соединительный узел могут быть подвергнуты очистке S550 до или после операции формования с металлической вставкой. После очистки S550 выводы и/или другие металлические компоненты подвергают операции S560 пассивации. При необходимости, операция S560 пассивации может быть осуществлена после операции S550 очистки, но до операции S500 формования с металлической вставкой.
В по меньшей мере одном примере варианта осуществления, как показано на фиг. 6, после формования с металлической вставкой электрические выводы могут быть подвергнуты операции очистки и/или пассивации для улучшения коррозионной стойкости стержня.
В по меньшей мере одном примере варианта осуществления операция S650 пассивации может включать в себя обработку азотной кислотой согласно ASTM A 967, как указано в приведенной ниже таблице 1.
В по меньшей мере одном примере варианта осуществления операция S650 пассивации может включать в себя обработку лимонной кислотой согласно ASTM A967, как указано ниже в таблице 2.
На ФИГ. 7 показана блок-схема, иллюстрирующая операцию очистки по ФИГ. 6 согласно по меньшей мере одному примеру варианта осуществления.
В по меньшей мере одном примере варианта осуществления, как показано на ФИГ. 7, операция S560 очистки может включать в себя операцию S570 предварительной очистки, которая может включать в себя очистку стержня с помощью раствора и/или очистку выводов с помощью щетки. Предварительная очистка может осуществляться таким образом, чтобы любые операции пассивации оказывали равномерное воздействие на выводы. Операция S570 предварительной очистки может включать в себя любой подходящий процесс очистки, в том числе щелочной процесс, эмульсионный процесс, процесс парового обезжиривания, ультразвуковой процесс, процесс, использующий чистящее средство, процесс, использующий хелатный раствор, механический процесс, включающий в себя одно или более из следующего: пескоструйная очистка, шлифовка и очистка с помощью проволочных щеток, паровой процесс и водоструйный процесс.
В по меньшей мере одном примере варианта осуществления операция S560 очистки может включать в себя кислотное травление и/или процесс механического удаления окалины. Операция S560 очистки может также включать в себя кислотную очистку для удаления со стержня одного или более из следующего: железо, легкие оксидные пленки и грязь. После завершения операции S560 очистки выводы могут быть подвергнуты проверке S600.
В по меньшей мере одном примере варианта осуществления, при осуществлении операции S580 удаления окалины и/или процесса травления, процесс может быть таким, как описано в ASTM A 380, таблица А1, часть 1 под названием «Кислотное удаление окалины». Перед травлением поверхность должна быть предварительно очищена. Затем может быть нанесен раствор для удаления окалины, предназначенный для отожженной аустенитной нержавеющей стали. Раствор для удаления окалины может содержать от приблизительно 8 процентов до приблизительно 11 процентов серной кислоты. Раствор для удаления окалины может быть нанесен на время от приблизительно 5 минут до приблизительно 45 минут при температуре от приблизительно 150°F до приблизительно 180°F (от 65°С до 81°С). В качестве альтернативы, раствор для удаления окалины может содержать от приблизительно 15 до приблизительно 25 процентов азотной кислоты и от приблизительно 1 до приблизительно 8 процентов фтористоводородной кислоты. Этот раствор для удаления окалины может быть нанесен на стержень на время от приблизительно 5 минут до приблизительно 30 минут при температуре в диапазоне от приблизительно 70°F до приблизительно 140°F (от 21°С до 59°С). После процесса удаления окалины и/или процесса травления, возможна щеточная очистка выводов с помощью горячей воды и/или водяной струи высокого давления до тех пор, пока рН промывной воды не окажется в диапазоне от приблизительно 6 до приблизительно 8. Затем поверхности выводов должны быть проверены для обеспечения надлежащей очистки.
В по меньшей мере одном примере варианта осуществления, в случае, если выводы выполнены из отожженной нержавеющей стали серии 300, операция S560 очистки может включать в себя кислотную очистку, и выводы могут быть очищены с помощью азотной и фтористоводородной кислот согласно ASTM A 380, таблица А2, часть I: Очистка с помощью азотной и фтористоводородной кислот. Очистной раствор может содержать от 6 до 25 процентов азотной кислоты и от 0,5 до 8 процентов фтористоводородной кислоты. Очистка может осуществляться при температуре в диапазоне от приблизительно 70°F до приблизительно 140°F (от 21°С до 59°С). Кислотная очистка может осуществляться настолько долго, насколько это необходимо для очистки выводов.
В еще одном примере варианта осуществления операция S560 очистки выводов, выполненных из отожженной холоднокатаной термически закаленной или нагартованной нержавеющей стали серии 300, может включать в себя кислотную очистку согласно ASTM A 380, таблица А2.1, часть II: Очистка-пассивация с помощью азотной кислоты, включающая в себя очистку и пассивацию с помощью азотной кислоты. Раствор, содержащий от 20 процентов до 30 процентов азотной кислоты, наносят на выводы при температуре от приблизительно 120°F до приблизительно 160°F (от 48°С до 71°С) на время от приблизительно 10 минут до приблизительно 30 минут. В случае, если поверхность выводов является глянцевой, процесс может включать в себя нанесение раствора, содержащего от приблизительно 20 процентов до приблизительно 40 процентов азотной кислоты и от приблизительно 2 процентов до приблизительно 6 процентов бихромата натрия, при температуре от приблизительно 120°F до приблизительно 160°F (от 48°С до 71°С) на время от приблизительно 10 минут до приблизительно 30 минут.
В еще одном примере варианта осуществления, в случае, если выводы выполнены из нержавеющей стали серии 200 или 300, операция S560 очистки может включать в себя кислотную очистку согласно ASTM A 380, таблица А2.1, часть III: Очистка с помощью других химических растворов. Раствор, содержащий 1 процент лимонной кислоты и 1 процент нитрата натрия, может быть нанесен при приблизительно 70°F (21°С) приблизительно на 60 минут. В качестве альтернативы, раствор, содержащий от приблизительно 5 процентов до приблизительно 10 процентов цитрата аммония, может быть нанесен при температуре в диапазоне от приблизительно 120°F до приблизительно 160°F (от 48°С до 71°С) на время от приблизительно 10 минут до приблизительно 60 минут. В еще одном примере варианта осуществления может быть нанесен нейтрализованный аммонием ингибированный раствор этилендиаминтетрауксусной кислоты (EDTA) при температуре приблизительно до 250°F (120°С) приблизительно на 6 часов, с последующей промывкой горячей водой.
В по меньшей мере одном примере варианта осуществления, после любой кислотной очистки осуществляют промывку поверхности выводов до тех пор, пока pH промывной воды не окажется в диапазоне от приблизительно 6 до приблизительно 8.
Хотя в настоящем документе раскрыт ряд примеров вариантов осуществления, следует понимать, что возможны и другие вариации. Такие вариации не должны рассматриваться как выход за рамки идеи и объема настоящего изобретения, и все такие модификации, как должно быть очевидно специалистам в данной области техники, предназначены для включения в объем нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАРТРИДЖ ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2021 |
|
RU2833234C2 |
| СПОСОБ ОБРАЗОВАНИЯ СТЕРЖНЯ КАРТРИДЖА ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2017 |
|
RU2745813C2 |
| ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО, БАТАРЕЙНАЯ СЕКЦИЯ И ЗАРЯДНОЕ УСТРОЙСТВО | 2017 |
|
RU2752639C2 |
| НЕГОРЮЧИЙ ВЕЙПИНГОВЫЙ ЭЛЕМЕНТ С ТАБАЧНОЙ ВСТАВКОЙ | 2017 |
|
RU2739019C2 |
| ВЕЙПИНГОВОЕ УСТРОЙСТВО СО ВСТАВКОЙ (ВАРИАНТЫ) | 2020 |
|
RU2812305C2 |
| ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО, СОДЕРЖАЩЕЕ ПЕРЕДАТОЧНУЮ ПРОКЛАДКУ С ОРИЕНТИРОВАННЫМИ ВОЛОКНАМИ, А ТАКЖЕ КАРТРИДЖ ДЛЯ ТАКОГО УСТРОЙСТВА | 2019 |
|
RU2797435C2 |
| ГНУТЫЙ НАГРЕВАТЕЛЬ ДЛЯ ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2018 |
|
RU2779335C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НАГРЕВАТЕЛЯ ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2017 |
|
RU2747862C2 |
| НИКОТИНОВОЕ ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО (ВАРИАНТЫ) И СПОСОБ УПРАВЛЕНИЯ НИКОТИНОВЫМ ЭЛЕКТРОННЫМ ВЕЙПИНГОВЫМ УСТРОЙСТВОМ (ВАРИАНТЫ) | 2021 |
|
RU2840619C1 |
| ЭЛЕКТРОННОЕ ВЕЙПИНГОВОЕ УСТРОЙСТВО И КАРТРИДЖ ДЛЯ ЭЛЕКТРОННОГО ВЕЙПИНГОВОГО УСТРОЙСТВА | 2017 |
|
RU2728130C2 |
Группа изобретений относится к соединительному узлу электронного вейпингового устройства. Соединительный узел картриджа электронного вейпингового устройства содержит первый и второй соединительные корпусы и по меньшей мере два электрических вывода. Первый соединительный корпус содержит цилиндрический первый основной участок, цилиндрический выступающий участок, который проходит от первого конца первого основного участка и имеет диаметр меньше, чем диаметр первого основного участка, по меньшей мере две щели, проходящие в продольном направлении через первый основной участок и с противоположных сторон выступающего участка, и первое отверстие, проходящее в продольном направлении через первый основной участок и выступающий участок. Каждый из электрических выводов содержит первый конец и второй конец, причем первый конец каждого из электрических выводов проходит через соответствующую одну из щелей, а второй конец каждого из указанных электрических выводов содержит пару противолежащих выводных участков. Второй соединительный корпус содержит цилиндрический второй основной участок, трубчатый участок, проходящий в продольном направлении от второго конца второго основного участка, и второе отверстие, проходящее через второй основной участок и трубчатый участок и выполненное с возможностью размещения в нем части первого основного участка первого соединительного корпуса и соответствующей пары противолежащих выводных участков каждого из электрических выводов таким образом, чтобы соответствующая пара противолежащих выводных участков каждого из электрических выводов примыкала ко внутренней поверхности второго отверстия. Обеспечивается расширение арсенала соединительных узлов картриджа. 4 н. и 16 з.п. ф-лы, 10 ил., 2 табл.
1. Соединительный узел картриджа электронного вейпингового устройства, содержащий:
первый соединительный корпус, содержащий
первый основной участок, который является в целом цилиндрическим,
выступающий участок, который проходит от первого конца первого основного участка, является в целом цилиндрическим и имеет диаметр меньше, чем диаметр первого основного участка,
по меньшей мере две щели, проходящие в продольном направлении через первый основной участок и с противоположных сторон выступающего участка, и
первое отверстие, проходящее в продольном направлении через первый основной участок и выступающий участок;
по меньшей мере два электрических вывода, каждый из которых содержит первый конец и второй конец, причем первый конец каждого из указанных электрических выводов проходит через соответствующую одну из указанных по меньшей мере двух щелей, а второй конец каждого из указанных электрических выводов содержит пару противолежащих выводных участков; и
второй соединительный корпус, содержащий
второй основной участок, который является в целом цилиндрическим,
трубчатый участок, проходящий в продольном направлении от второго конца второго основного участка, и
второе отверстие, проходящее через второй основной участок и трубчатый участок и выполненное с возможностью размещения в нем части первого основного участка первого соединительного корпуса и соответствующей пары противолежащих выводных участков каждого из указанных по меньшей мере двух электрических выводов таким образом, чтобы соответствующая пара противолежащих выводных участков каждого из указанных по меньшей мере двух электрических выводов примыкала ко внутренней поверхности второго отверстия.
2. Соединительный узел по п. 1, в котором указанные по меньшей мере два электрических вывода выполнены из нержавеющей стали.
3. Соединительный узел по п. 1 или 2, в котором указанные по меньшей мере два электрических вывода имеют площадь поперечного сечения, достаточную для снижения электрического сопротивления этих выводов.
4. Соединительный узел по любому из предыдущих пунктов, содержащий также:
третью и четвертую щели, проходящие в продольном направлении через первый основной участок, причем каждая из указанных третьей и четвертой щелей имеет один из пары противолежащих выводных участков, проходящих через нее.
5. Соединительный узел по любому из предыдущих пунктов, в котором каждый из первого соединительного корпуса и второго соединительного корпуса выполнен из по меньшей мере одного полимера.
6. Соединительный узел по любому из предыдущих пунктов, в котором указанные по меньшей мере два электрических вывода содержат U-образную в целом насечку на их вторых концах.
7. Соединительный узел по любому из предыдущих пунктов, содержащий также впускное отверстие для воздуха, расположенное во втором основном участке второго соединительного корпуса и сообщающееся по текучей среде с первым отверстием, расположенным в первом соединительном корпусе.
8. Картридж электронного вейпингового устройства, содержащий:
корпус, проходящий в продольном направлении и имеющий первый конец и второй конец;
внутреннюю трубку, расположенную коаксиально в корпусе;
нагревательный элемент, расположенный в корпусе;
соединительный узел, содержащий
первый соединительный корпус, содержащий
первый основной участок, который является в целом цилиндрическим,
выступающий участок, проходящий от первого конца первого основного участка, являющийся в целом цилиндрическим, имеющий диаметр меньше, чем диаметр первого основного участка, и проходящий внутрь внутренней трубки,
по меньшей мере две щели, проходящие в продольном направлении через первый основной участок и с противоположных сторон выступающего участка,
первое отверстие, проходящее в продольном направлении через первый основной участок и выступающий участок, и
по меньшей мере два электрических вывода, имеющих первый конец и второй конец, причем первый конец каждого из электрических выводов проходит через соответствующую одну из указанных по меньшей мере двух щелей, а второй конец каждого из электрических выводов содержит пару противолежащих выводных участков; и
второй соединительный корпус, содержащий
второй основной участок, который является в целом цилиндрическим,
трубчатый участок, проходящий от второго конца второго основного участка, и
второе отверстие, проходящее через второй основной участок и трубчатый участок и выполненное с возможностью размещения в нем части первого основного участка первого соединительного корпуса и соответствующей пары противолежащих выводных участков каждого из указанных по меньшей мере двух электрических выводов таким образом, чтобы соответствующая пара противолежащих выводных участков каждого из указанных по меньшей мере двух электрических выводов примыкала ко внутренней поверхности второго отверстия.
9. Картридж по п. 8, в котором указанные по меньшей мере два электрических вывода выполнены из нержавеющей стали.
10. Картридж по п. 8 или 9, в котором указанные по меньшей мере два электрических вывода имеют площадь поперечного сечения, достаточную для снижения электрического сопротивления этих выводов.
11. Картридж по любому из пп. 8-10, содержащий также
третью щель и четвертую щель, проходящие в продольном направлении через первый основной участок, причем каждая из третьей и четвертой щелей имеет один из пары противолежащих выводных участков, проходящий через нее.
12. Картридж по п. 11, содержащий также
микропроцессор, выполненный с возможностью регулирования температуры нагревателя и расположенный в корпусе.
13. Картридж по любому из пп. 8-12, в котором первый соединительный корпус и второй соединительный корпус выполнены из по меньшей мере одного полимера.
14. Картридж по любому из пп. 8-13, в котором указанные по меньшей мере два электрических вывода содержат U-образную насечку на их вторых концах.
15. Электронное вейпинговое устройство, содержащее:
картридж, содержащий:
корпус, проходящий в продольном направлении и имеющий первый конец и второй конец;
внутреннюю трубку, расположенную коаксиально в корпусе;
нагревательный элемент, расположенный в корпусе;
соединительный узел, содержащий
первый соединительный корпус, содержащий
первый основной участок, который является в целом цилиндрическим,
выступающий участок, проходящий от первого конца первого основного участка, являющийся в целом цилиндрическим, имеющий диаметр меньше, чем диаметр первого основного участка, и проходящий внутрь внутренней трубки,
по меньшей мере две щели, проходящие в продольном направлении через первый основной участок и с противоположных сторон выступающего участка,
первое отверстие, проходящее в продольном направлении через основной участок и выступающий участок, и
по меньшей мере два электрических вывода, каждый из которых имеет первый конец и второй конец, причем первый конец каждого из электрических выводов проходит через соответствующую одну из указанных по меньшей мере двух щелей и второй конец каждого из электрических выводов содержит пару противолежащих выводных участков;
второй соединительный корпус, содержащий
второй основной участок, который является в целом цилиндрическим,
трубчатый участок, проходящий от второго конца второго основного участка, и
второе отверстие, проходящее через второй основной участок и трубчатый участок и выполненное с возможностью размещения в нем части первого основного участка первого соединительного корпуса и соответствующей пары противолежащих выводных участков каждого из указанных по меньшей мере двух электрических выводов таким образом, чтобы соответствующая пара противолежащих выводных участков указанных по меньшей мере двух электрических выводов примыкала ко внутренней поверхности второго отверстия; и
секцию питания, содержащую
второй корпус,
батарею, расположенную в указанном корпусе, и
электрические контакты, выполненные с возможностью электрического соединения батареи с нагревателем при соединении картриджа с секцией питания.
16. Электронное вейпинговое устройство по п. 15, в котором электрические контакты выполнены из меди с оловянным покрытием и/или из медных сплавов.
17. Электронное вейпинговое устройство по п. 15 или 16, содержащее также
второй соединительный узел, расположенный на первом конце второго корпуса.
18. Электронное вейпинговое устройство по п. 17, в котором второй соединительный узел содержит в целом чашеобразную соединительную деталь и металлическую облицовку, выполненную с возможностью размещения в ней трубчатого участка второго соединительного корпуса.
19. Электронное вейпинговое устройство по п. 18, содержащее также
стержень, проходящий через нижнюю сторону соединительной детали, причем электрические выводы выполнены с возможностью их размещения между металлической облицовкой и стержнем.
20. Способ изготовления соединительного узла картриджа электронного вейпингового устройства, включающий в себя этап, на котором
осуществляют формование с металлической вставкой соединительного узла;
причем соединительный узел содержит:
первый соединительный корпус, содержащий
первый основной участок, который является в целом цилиндрическим,
выступающий участок, проходящий от первого конца первого основного участка, являющийся в целом цилиндрическим и имеющий диаметр меньше, чем диаметр первого основного участка,
по меньшей мере две щели, проходящие в продольном направлении через первый основной участок и с противоположных сторон выступающего участка, и
первое отверстие, проходящее в продольном направлении через первый основной участок и выступающий участок;
по меньшей мере два электрических вывода, каждый из которых содержит первый конец и второй конец, причем первый конец каждого из электрических выводов проходит через соответствующую одну из указанных по меньшей мере двух щелей и второй конец каждого из электрических выводов содержит пару противолежащих выводных участков; и
второй соединительный корпус, содержащий
второй основной участок, который является в целом цилиндрическим,
трубчатый участок, проходящий в продольном направлении от второго конца второго основного участка, и
второе отверстие, проходящее через второй основной участок и трубчатый участок и выполненное с возможностью размещения в нем части первого основного участка первого соединительного корпуса и соответствующей пары противолежащих выводных участков каждого из указанных по меньшей мере двух электрических выводов таким образом, чтобы соответствующая пара противолежащих выводных участков каждого из указанных по меньшей мере двух электрических выводов примыкала ко внутренней поверхности второго отверстия.
| Устройство для закрепления лыж на раме мотоциклов и велосипедов взамен переднего колеса | 1924 |
|
SU2015A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОСРЕДСТВОМ ЛИТЬЯ ПЛАСТИКОВОЙ ОТФОРМОВАННОЙ ДЕТАЛИ | 2004 |
|
RU2372194C2 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| Токарный резец | 1924 |
|
SU2016A1 |

