ПРЕДПОСЫЛКИ К СОЗДАНИЮ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к части водотрубной панели и способу изготовления части водотрубной панели в реакторе с псевдоожиженным слоем. Изобретение относится, в частности, к конструкции для защиты от эрозии и способу обеспечения защиты от эрозии в части водотрубной панели в реакторе с псевдоожиженным слоем. Изобретение в особенности применимо в вертикальной части водотрубной панели рядом с верхним краем покрытой огнеупором, нижней части экрана реактора с циркулирующим псевдоожиженным слоем (CFB).
Уровень техники
[0002] Обычная поверхность мембраны или водотрубная панель образована из параллельных металлических труб, соединенных вместе металлическими полосами, так называемыми ребрами, для создания стенки, образующей, например, оболочку реактора с псевдоожиженным слоем. Вода под высоким давлением проходит внутри труб для отбора тепла от высокотемпературных частиц и газов в реакторе. Водяные трубы и поверхности мембран в различных котлах, таких как котлы на биомассе, пылеугольные котлы и котлы, работающие на топливе из отходов (RDF), обычно изготавливают из базовых материалов, таких как углеродистая сталь, низколегированные стали или ферритные стали. Эти материалы, как правило, обеспечивают хорошую прочность и конструктивную целостность, и очень хорошую стойкость к высокотемпературной воде под высоким давлением и пару высокого давления, используемым при теплопередаче.
[0003] Вследствие интенсивно перемещающихся частиц слоя некоторые зоны, в особенности нижние части экранов реактора с псевдоожиженным слоем имеют риск эрозии. Для минимизации эрозии нижние части экранов, то есть их водотрубные панели обычно защищены слоем огнеупора. Верхний край огнеупорного слоя в этом случае обычно образует выступ, который подвержен непрерывным ударам частиц, которые проходят вниз вдоль экрана реактора, при этом частицы, отскакивающие от данного выступа, вызывают эрозию вертикальной водотрубной панели над огнеупором. Для дополнительной минимизации эрозии в данной зоне верхний край огнеупора часто расположен в загнутой наружу части экрана, так что внутренняя, или обращенная к топке, поверхность огнеупора находится на одном уровне с вертикальной трубной стенкой или заглублена от вертикальной трубной стенки или экрана над ней/ним, как первоначально предложено в патенте США № 5,091,156.
[0004] Было отмечено, что даже если верхний край слоя огнеупора расположен в загнутой наружу части экрана, в некоторых случаях существует риск эрозии, вызываемый турбулентными вихрями, создаваемыми в зонах разрыва непрерывности в вертикальном экране над верхним краем слоя огнеупора. Эрозия может, в частности, происходить при использовании реактора с псевдоожиженным слоем, например, котла с циркулирующим псевдоожиженным слоем (CFB), работающего на топливе с параметрами за пределами традиционных параметров, например, на малозольном угле с высоким выходом летучих, или при переходе от топлива, для которого исходно предназначался котел, к другому, более экономичному топливу.
[0005] В публикации заявки на Европейский патент № ЕР 1 640 660 предлагается минимизация эрозии стенки реактора с псевдоожиженным слоем над слоем огнеупора посредством покрывания внутренней поверхности стенки защитным слоем, например, из напыленного металла, имеющим по меньшей мере две зоны с разными характеристиками эрозионной стойкости.
[0006] В патенте США № 8,518,496 раскрыт способ замедления процесса эрозии и коррозии вертикальных труб в трубной стенке в зоне сопряжения с выступом из огнеупора в котле с псевдоожиженным слоем посредством выполнения стойкого к эрозии и коррозионностойкого покрытия на поверхности труб, обращенной к топке, при этом покрытие имеет толщину, плавно и постепенно уменьшающуюся в направлении вверх, и углубление вблизи выступа из огнеупора.
[0007] В публикации патента Кореи № KR 101342266 В1 предлагается выполнение двух разных слоев покрытий поверх внутренней поверхности трубной стенки в зоне загнутой наружу части трубной стенки над верхним краем покрытой огнеупором, нижней части экрана котла с циркулирующим псевдоожиженным слоем.
[0008] Проблема, связанная со способами, описанными в публикации заявки на Европейский патент № ЕР 1 640 660, патенте США № 8,518,496 и публикации патента Кореи № KR 101342266 В1, заключается в том, что поверхность покрытия, стойкого к эрозии, находится по меньшей мере в некоторой степени выше, чем наружная поверхность непокрытой трубной стенки над зоной с покрытием, что вызывает турбулентные вихри материалов, проходящих в реакторе, и увеличенную эрозию трубной стенки над зоной с покрытием.
[0009] В патенте США № 5,910,920 раскрыт реактор с псевдоожиженным слоем, имеющий огнеупорную футеровку на внутренней стороне нижней части экрана реактора и углубление, образованное на внутренней поверхности экрана над огнеупорной футеровкой, при этом углубление ограничено по меньшей мере верхней концевой стенкой и нижней частью, и покрытие, выполненное в углублении. Покрытие продолжается от верхней концевой стенки углубления до огнеупорной футеровки. Увеличенной эрозии непокрытой трубной стенки над зоной с покрытием можно избежать, если поверхность покрытия находится на одном уровне с трубной стенкой над покрытием. Проблема способа, описанного в патенте США № 5,910,920, состоит в том, что затруднено образование углубления на внутренней поверхности экрана и покрытия с точно сформированной поверхностью в углублении.
[0010] Задача настоящего изобретения состоит в создании экономичной и эффективной части водотрубной панели и способа изготовления части водотрубной панели в реакторе с псевдоожиженным слоем, которые обеспечивают минимизацию проблем, вызываемых эрозией в части водотрубной панели в реакторе с псевдоожиженным слоем, в частности, в вертикальной части водотрубной панели, примыкающей к верхнему краю покрытой огнеупором, нижней части экрана реактора с циркулирующим псевдоожиженным слоем.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0011] Согласно одному аспекту настоящего изобретения предложен способ изготовления части водотрубной панели для реактора с псевдоожиженным слоем, при этом способ включает этапы (а) выполнения множества металлических труб, содержащих первую концевую часть, вторую концевую часть и центральную часть между первой концевой частью и второй концевой частью, при этом каждая из первой концевой части и второй концевой части имеет наружную поверхность и по существу постоянный наружный диаметр OD1, и центральная часть имеет наружную поверхность и по существу постоянный наружный диаметр OD2, который меньше наружного диаметра OD1; (b) выполнения проходящего в направлении вдоль окружности, металлического покрытия, имеющего по существу постоянную толщину, составляющую самое большее D, при этом D составляет (OD1–OD2)/2, на наружной поверхности центральной части для создания защитного слоя на наружной поверхности центральной части; (с) размещения множества металлических труб в плоскости параллельно друг другу и (d) формирования части водотрубной панели посредством непрерывного приваривания ребра между каждыми двумя соседними, расположенными параллельно, металлическими трубами.
[0012] Согласно другому аспекту настоящего изобретения предложена часть водотрубной панели для реактора с псевдоожиженным слоем, при этом часть водотрубной панели содержит множество металлических труб, содержащих первую концевую часть, вторую концевую часть и центральную часть между первой концевой частью и второй концевой частью, при этом каждая из первой концевой части и второй концевой части имеет наружную поверхность и по существу постоянный наружный диаметр OD1; углубление, проходящее в направлении вдоль окружности и образованное в центральной части множества металлических труб так, что оно окружает наружную поверхность центральной части, при этом центральная часть имеет наружную поверхность и по существу постоянный наружный диаметр OD2, который меньше наружного диаметра OD1; проходящее в направлении вдоль окружности металлическое покрытие, имеющее постоянную толщину, составляющую самое большее D, при этом D составляет (OD1–OD2)/2, для создания защитного слоя в углублении каждой из множества металлических труб, при этом множество металлических труб расположены в плоскости параллельно друг другу, и ребро, непрерывно приваренное между каждыми двумя соседними, расположенными параллельно, металлическими трубами для формирования части водотрубной панели.
[0013] Изобретение базируется на наблюдении авторов настоящего изобретения, вызвавшем удивление и заключающемся в том, что даже если необходима защита от эрозии только на одной стороне водотрубной панели, очень хорошая защита от эрозии может быть эффективно и экономично обеспечена в части водотрубной панели посредством выполнения предотвращающей эрозию, осесимметричной обработки металлических труб, образующих водотрубную панель. Таким образом, часть водотрубной панели, имеющая очень хорошую защиту от эрозии, может быть предпочтительно образована из металлических труб, подготовленных посредством выполнения сначала в каждой из труб углубления, проходящего в направлении вдоль окружности и имеющего соответствующие длину и глубину, которое окружает наружную поверхность центральной части металлической трубы, и последующего выполнения проходящего в направлении вдоль окружности, металлического покрытия для создании защитного слоя в углублении. Глубина углубления, естественно, является такой, чтобы любая необходимая толщина стенки сохранялась во всех частях водяной трубы.
[0014] Такое углубление, проходящее в направлении вдоль окружности, может быть эффективно образовано обычными способами, например, посредством токарного станка с высокой точностью, и проходящее в направлении вдоль окружности металлическое покрытие, которое имеет постоянную и точно определенную толщину, может быть эффективно выполнено в таком углублении. После этого множество металлических труб размещают в плоскости параллельно друг другу, и часть водотрубной панели образуют посредством непрерывной сварки ребра между каждыми двумя соседними, расположенными параллельно, металлическими трубами.
[0015] Металлическая труба с углублением в центральной части трубы в альтернативном варианте может быть выполнена посредством соединения двух концов первой части трубы, имеющей наружный диаметр OD2, с обеспечением их коаксиального прилегания соответственно к концу второй части трубы и концу третьей части трубы, при этом вторая и третья части трубы имеют наружный диаметр OD1. Посредством этого первая часть трубы образует центральную часть металлической трубы и вторая и третья части трубы образуют соответственно первую и вторую концевые части металлической трубы.
[0016] Согласно иллюстративному варианту осуществления настоящего изобретения металлические трубы с длиной, составляющей приблизительно три метра, первоначально имеют наружный диаметр OD1, составляющий 63,5 миллиметра, и толщину WT1 стенки, составляющую приблизительно девять миллиметров. После этого в центральной части труб образуют углубление, имеющее, например, длину, составляющую 2,5 метра, и глубину, составляющую два миллиметра. При этом заглубленная часть каждой из труб имеет уменьшенный наружный диаметр OD2, составляющий 59,5 миллиметра, и уменьшенную или оставшуюся толщину WT2 стенки, составляющую семь миллиметров. На обоих концах каждой из труб имеется концевая часть без углубления, по–прежнему имеющая исходные диаметр и толщину стенки, при этом длины концевых частей составляют, например, сорок сантиметров и десять сантиметров.
[0017] Углубление предпочтительно заполняют спиральным наплавленным покрытием с толщиной два миллиметра, образованным из соответствующего металлического материала, предпочтительно подходящего сплава. Покрытие может быть выполнено с заданной толщиной и особенно гладкой поверхностью посредством использования, например, способа, описанного в публикации заявки на патент США № 2012/0214017. Посредством этого спиральный наплавленный слой или наплавленный слой, проходящий на трехстах шестидесяти градусах, образуют посредством формирования последовательности участков непрерывного спирального сварного шва на наружной поверхности трубы.
[0018] Наплавленный слой предпочтительно образован из металлургически скрепляемого материала высокой твердости, который эффективно замедляет эрозию и одновременно также легирован для обеспечения достаточной защиты от коррозии. В качестве примера покрытие в виде наплавленного слоя может быть образовано из сплавов, имеющих по меньшей мере 20% Cr и низкое содержание Fe. В зависимости от условий в реакторе с псевдоожиженным слоем также может быть использован широкий ряд других коррозионностойких и стойких к эрозии/коррозии сплавов, включая различные нержавеющие стали и сплавы на основе никеля.
[0019] Выше описано то, каким образом металлическое покрытие в углублении выполнено в виде наплавленного слоя. Даже если использование наплавленных слоев представляет собой предпочтительный способ, настоящее изобретение не ограничено использованием наплавленных слоев, но в альтернативном варианте может быть использован любой другой способ, обеспечивающий соответствующее металлическое покрытие, такой как электродуговое термическое напыление.
[0020] После вышеописанной обработки металлические трубы размещают параллельно друг другу в плоскости, и часть водотрубной панели образуют посредством непрерывной сварки ребра между каждыми двумя соседними, расположенными параллельно, металлическими трубами. Если водотрубная панель подлежит использованию в особенно жестких условиях, центральные части ребер могут быть покрытие посредством обычного одностороннего металлического покрыты, которое предпочтительно размещено в углублении, образованном в ребрах, как предлагается в патенте США № 5,910,920. Металлическое покрытие в углублениях, образованных в ребрах, предпочтительно может быть образовано посредством напыления металла или в виде так называемого наплавленного слоя, проходящего на ста восьмидесяти градусах, то есть из множества прямолинейных сварных швов, параллельных осям водяных труб.
[0021] Естественно, размеры труб и углублений в них, а также материал покрытия могут варьироваться в зависимости от требований, связанных с применением. Существенным признаком изобретения является то, что углубление каждой из труб имеет постоянную глубину, и соответствующее металлическое покрытие имеет постоянную толщину, равную самое большее глубине D углубления, для создания защитного слоя в углублении. Металлическое покрытие предпочтительно выполняют так, чтобы покрытие по меньшей мере на одном конце углубления находилось на одном уровне с наружной поверхностью соседней концевой части соответствующей металлической трубы и плавно переходило в данную наружную поверхность. При данной конструкции можно минимизировать турбулентные вихри и эрозию на границе между той зоной металлической трубы, которая имеет покрытие, и той зоной металлической трубы, которая не имеет покрытия, в соответствующей концевой части металлической трубы.
[0022] Предшествующий уровень техники, раскрытый в патенте США № 5,910,920, имеет цели, аналогичные целям настоящего изобретения, но в данном патенте отсутствует идея или намек на образование углубления в металлических трубах, проходящего в направлении вдоль окружности, и выполнение проходящего в направлении вдоль окружности, металлического покрытия в углублении. Настоящее изобретение обеспечивает значительно более эффективный способ создания защиты от эрозии, чем тот, который показан в предшествующем уровне техники. Кроме того, настоящее изобретение обеспечивает возможность выполнения значительно более точного углубления и получения более гладкого и более точного покрытия для избежания турбулентных вихрей, вызывающих эрозию, на границе между покрытием и соседней металлической трубой без покрытия.
[0023] Часть водотрубной панели согласно настоящему изобретению предпочтительно может быть установлена в любом подверженном эрозии месте в реакторе с псевдоожиженным слоем, например, рядом с выходом сепаратора твердых частиц. При этом часть водотрубной панели с соответствующими размерами может быть сварена вместе с другими частями панелей реактора с псевдоожиженным слоем для формирования ограждения с водяным охлаждением для нового реактора с псевдоожиженным слоем или в качестве сменного компонента при обслуживании существующего реактора с псевдоожиженным слоем.
[0024] Часть водотрубной панели, описанная выше, особенно подходит для установки в нижней части экранов реактора с псевдоожиженным слоем рядом с верхним краем покрытой огнеупором, нижней части экранов. Если верхний край огнеупорного покрытия расположен в изогнутой наружу части экрана, например, как показано в патенте США № 5,091,156, часть водотрубной панели должна быть изогнута до подходящей формы перед ее установкой в реакторе. Изгиб водотрубной панели предпочтительно образуют посредством формирования первого изгиба под первым углом в центральной зоне части водотрубной панели путем изгибания каждой из множества металлических труб и каждого из ребер между металлическими трубами от направления первых концевых частей металлических труб вокруг оси, перпендикулярной как к первым концевым частям металлических труб, так и к нормали к плоскости, до направления изгиба и формирования второго изгиба под вторым углом от направления изгиба до второго направления, при этом второй угол противоположен первому углу и равен или больше первого угла. Первый и второй изгибы предпочтительно образованы так, что металлические покрытия, образованные в трубах, проходят поверх обоих изгибов.
[0025] Изгибы водотрубной панели предпочтительно образованы на большем расстоянии от одного конца металлических покрытий, например, первого конца металлических покрытий, чем от другого конца, например, второго конца металлических покрытий. Другими словами, металлические покрытия металлических труб проходят на большем расстоянии от первого изгиба по направлению к первым концевым частям металлических труб, чем от второго изгиба по направлению ко вторым концевым частям металлических труб. Металлические покрытия металлических труб предпочтительно проходят на расстоянии, составляющем по меньшей мере один метр, еще более предпочтительно на расстоянии, составляющем по меньшей мере два метра, от первого изгиба по направлению к первым концевым частям металлических труб.
[0026] Для сохранения свойств металлических покрытий после выполнения изгиба части водотрубной панели металлические покрытия при желании могут быть подвергнуты термообработке посредством соответствующего процесса перед образованием части водотрубной панели или до или после изгибания части панели до заданной формы.
[0027] Изогнутую часть водотрубной панели, описанную выше, устанавливают в нижней части экрана реактора с псевдоожиженным слоем в вертикальном положении так, чтобы первые концевые части металлических труб были направлены вверх. После этого огнеупорное покрытие образуют на нижней части экрана так, чтобы оно проходило до уровня высоты, соответствующего первому, то есть вышерасположенному изгибу панели, или более низкого, чем уровень первого, то есть вышерасположенного изгиба панели. Поскольку углубление и металлическое покрытие предпочтительно проходят от места ниже второго изгиба до места, находящегося на расстоянии от первого изгиба, составляющего по меньшей мере один метр, по направлению к первым концевым частям металлических труб, металлические трубы защищены от эрозии в зоне, проходящей на расстоянии, составляющем по меньшей мере один метр, вверх от верхнего края огнеупорного покрытия.
[0028] Глубина углубления и толщина металлического покрытия предпочтительно заданы так, чтобы были обеспечены заданные прочность и надежность покрытия при сохранении также заданной прочности экрана. Поскольку теплопроводность наплавленного слоя легированного металла, как правило, ниже теплопроводности базового металла, толщина металлического покрытия также задана так, чтобы обеспечивалась заданная передача тепла от псевдоожиженного слоя воде в водяных трубах.
[0029] Вышеприведенное краткое описание, а также дополнительные задачи, признаки и преимущества настоящего изобретения будут с большей полнотой поняты при ссылке на нижеприведенное подробное описание предпочтительных в настоящее время, но, тем не менее, иллюстративных вариантов осуществления настоящего изобретения, рассматриваемых совместно с сопровождающими чертежами.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0030] Фиг.1 схематически показывает нижнюю часть котла с циркулирующим псевдоожиженным слоем.
[0031] Фиг.2 схематически показывает металлическую трубу с металлическим покрытием согласно варианту осуществления настоящего изобретения.
[0032] Фиг.3 схематически показывает вид в плане части водотрубной панели согласно варианту осуществления настоящего изобретения.
[0033] Фиг.4 схематически показывает вид сбоку иллюстративной части водотрубной панели с огнеупорным покрытием, соответствующей виду в плане, показанному на фиг.3.
[0034] Фиг.5 схематически показывает вид сбоку другой иллюстративной части водотрубной панели с огнеупорным покрытием, соответствующей виду в плане, показанному на фиг.3.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
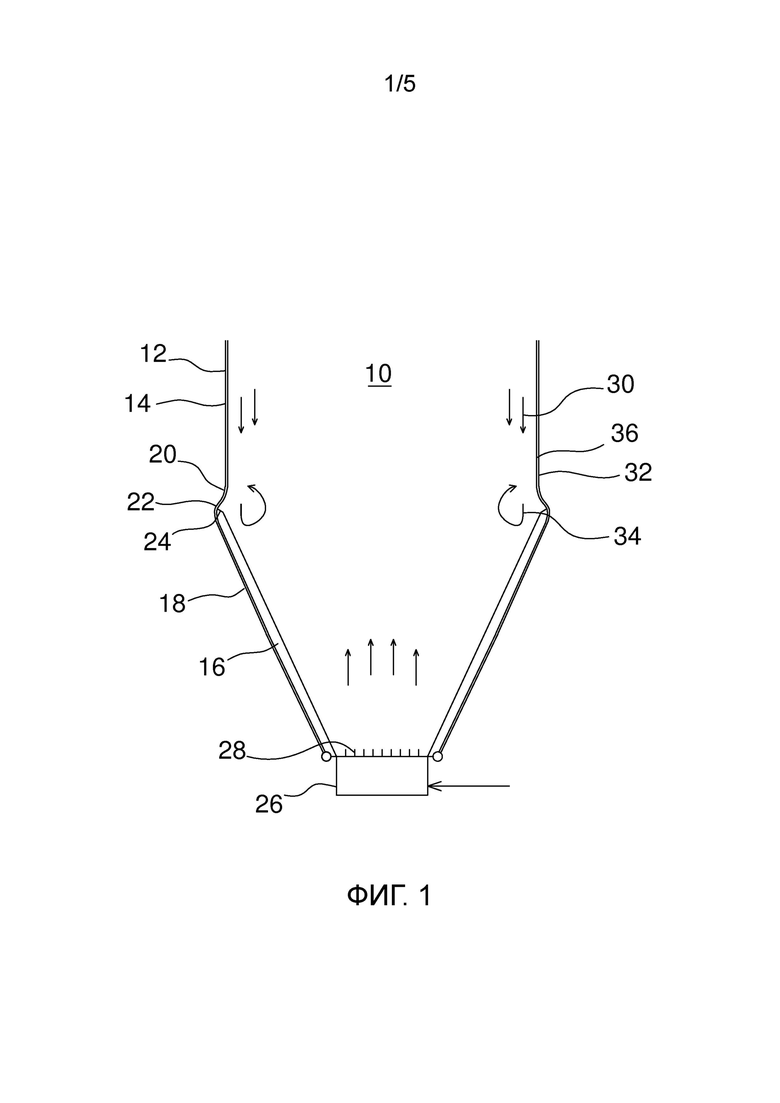
[0035] Фиг.1 схематически показывает нижнюю часть реактора 10 с псевдоожиженным слоем в котле с циркулирующим псевдоожиженным слоем, при этом реактор 10 содержит экраны 12, образованные из водотрубных панелей 14, и огнеупорное покрытие 16 на имеющих наклон внутрь, нижних частях 18 экранов 12. Водотрубные панели 14 содержат первый изгиб 20 наружу и второй изгиб 22 внутрь, при этом угол второго изгиба 22 превышает угол первого изгиба 20. Верхний край 24 огнеупорного покрытия 16 расположен в зоне изгибов 20, 22 так, что верхний край 24 заглублен от обращенной к топке поверхности вертикальной водотрубной панели 14 над покрытой огнеупором, нижней частью экрана 12.
[0036] Реактор 10 с псевдоожиженным слоем содержит обычный воздухораспределительный короб 26 и ожижающие сопла 28 для ввода cжижающего газа, обычно воздуха, для псевдоожижения топлива и других частиц слоя в реакторе 10. Сжижающий газ и частицы слоя проходят главным образом вверх в реакторе 10, но, в частности, рядом с экранами 12 также имеется поток частиц 30 слоя, направленный вниз. Конструкция с наличием верхнего края огнеупорного покрытия 16 в зоне изгибов 20, 22 минимизирует эрозию водотрубных панелей 14 в зоне 32 над верхним краем 24 огнеупорного покрытия 16. Однако при использовании топлива, вызывающего особенно сильную эрозию, по–прежнему существует риск эрозии водотрубных панелей 14 в данной зоне вследствие турбулентных вихрей 34 проходящих вниз частиц слоя, вызываемых разрывом непрерывности экрана 12. Следовательно, в настоящем изобретении раскрыт особенно эффективный способ выполнения металлического покрытия 36 на водяных трубах водотрубной панели 14.
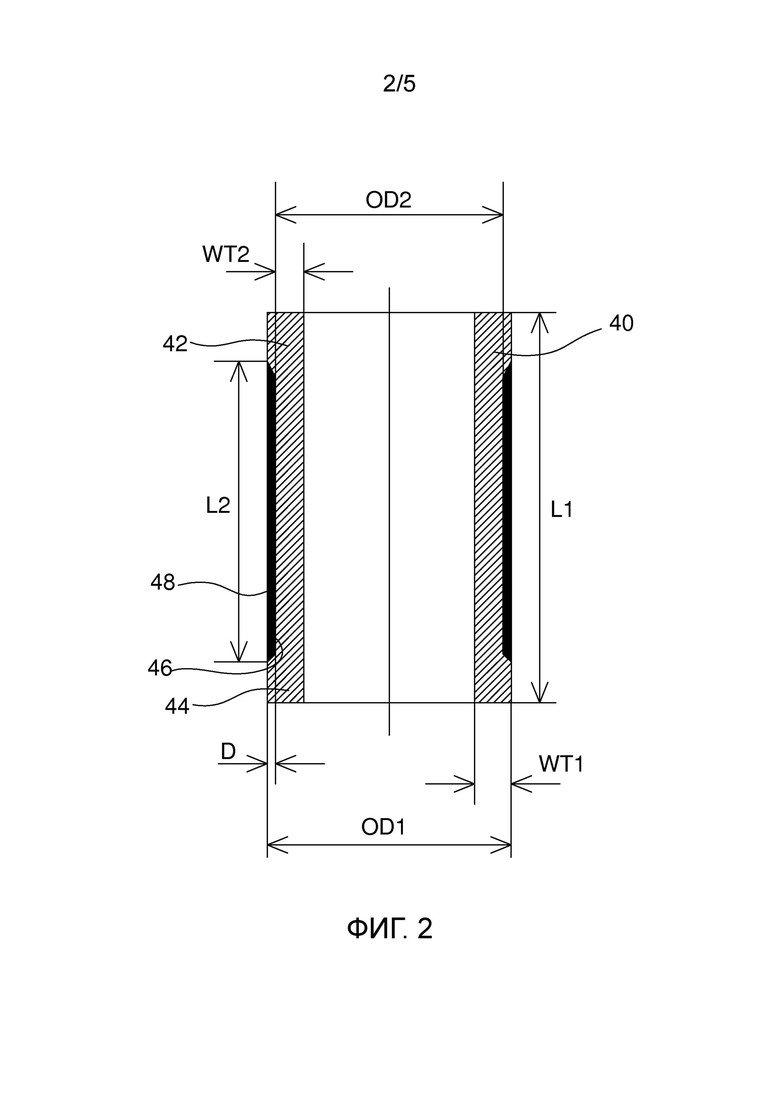
[0037] Фиг.2 схематически показывает металлическую трубу 40 с длиной L1, имеющую в центральной части между первой концевой частью 42 и второй концевой частью 44 металлической трубы 40 проходящее в направлении вдоль окружности углубление 46 с глубиной D и длиной L2, образованное на наружной поверхности металлической трубы 40. Металлическая труба 40 исходно имеет наружный диаметр OD1 и толщину WT1 стенки. При образовании углубления 46 наружный диаметр OD1 уменьшается в центральной части трубы 40 до значения OD2 и толщина стенки уменьшается до значения WT2. Соотношения размеров трубы 40, показанные на фиг.2, явно отличаются от обычно имеющихся на практике. В действительности труба 40 обычно является значительно более длинной, и толщина стенки трубы 40 и глубина углубления 46 значительно меньше показанных на фиг.2 по сравнению с наружным диаметром OD1 трубы 40.
[0038] В соответствии с настоящим изобретением проходящее в направлении вдоль окружности металлическое покрытие 48 выполнено в углублении 46. Углубление 46 имеет относительно гладкую наружную поверхность и постоянную глубину, при этом толщина металлического покрытия 48 такая же, как глубина D углубления 46, проходящего в направлении вдоль окружности. Длина металлического покрытия 48 по существу такая же, как длина L2 углубления 46, проходящего в направлении вдоль окружности. Посредством этого металлическое покрытие 48 образует защитный слой в углублении 46 или заполняет углубление 46, и образованный таким способом, наружный диаметр части трубы с металлическим покрытием будет таким же, как исходный наружный диаметр OD1 металлической трубы 40.
[0039] Поскольку задача металлического покрытия 48 состоит в том, чтобы защитить металлическую трубу 40 от эрозии, не вызывая никаких вредных турбулентных вихрей, когда она установлена в реакторе 10 с псевдоожиженным слоем, поверхность металлического покрытия 48 предпочтительно по меньшей мере на одном конце углубления 46 находится на одном уровне с наружной поверхностью соседней концевой части металлической трубы 40 и плавно переходит в данную поверхность. Для удаления всего рельефа поверхности поверхность может быть предпочтительно в небольшой степени подвергнута шлифованию или полированию, чтобы она находилась на одном уровне с вышерасположенной поверхностью трубы. Для обеспечения желательной плавности/гладкости металлическое покрытие 48 предпочтительно выполнено посредством соответствующего способа наплавки в виде спирального сварного шва.
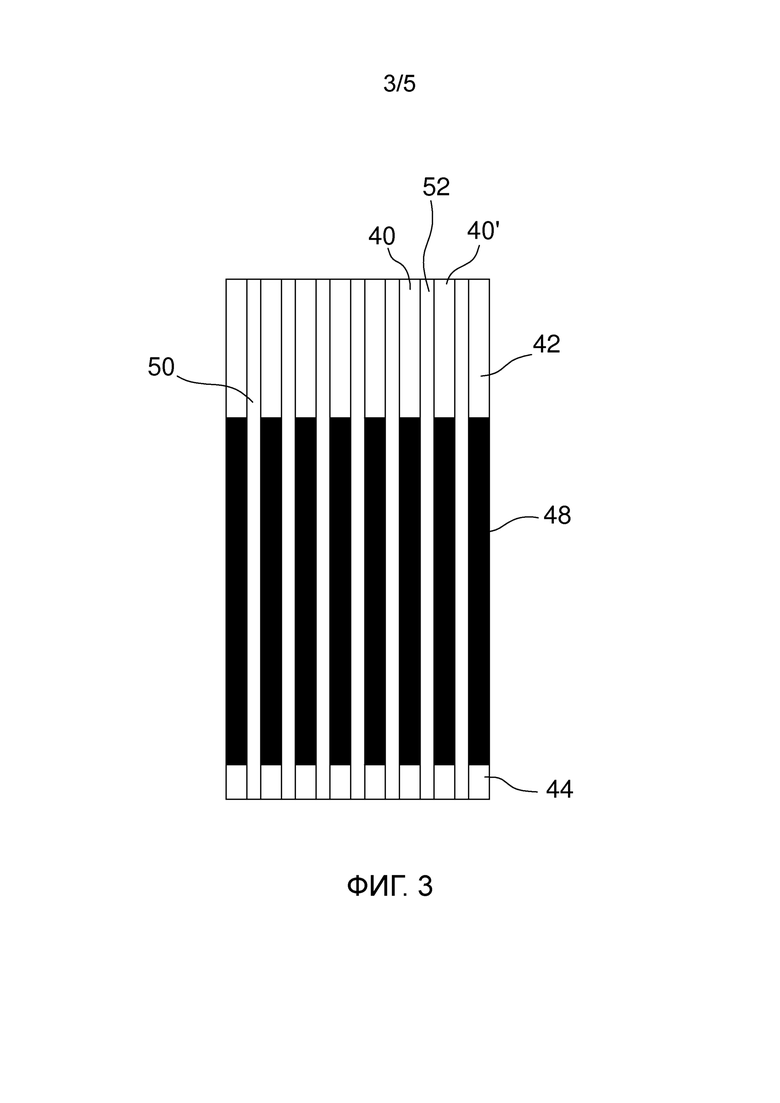
[0040] Фиг.3 представляет собой схематический вид в плане плоской части 50 водотрубной панели, образованной из множества металлических труб 40, 40’ такого типа, как показанная на фиг.2. Между каждыми двумя соседними металлическими трубами 40, 40’ приварено обычное ребро 52 для формирования части 50 водотрубной панели. Ссылочные позиции, используемые для элементов на фиг.2, также используются для таких же или соответствующих элементов на фиг.3–5.
[0041] Между первой концевой частью 42 и второй концевой частью 44 каждой из металлических труб 40, 40’ расположено проходящее в направлении вдоль окружности металлическое покрытие 48. Как описано выше, металлические покрытия 48 образованы в углублениях, проходящих в направлении вдоль окружности (не показаны на фиг.3), для заполнения углублений или создания защитного слоя в них. При желании одностороннее металлическое покрытие 48 также может быть предусмотрено в центральной части ребер 52.
[0042] Если часть водотрубной панели по фиг.3 подлежит установке в экране 12 реактора 10 с псевдоожиженным слоем для минимизации эрозии в зоне над верхним краем 24 покрытой огнеупором, нижней части экрана 12 и при этом верхний край 24 огнеупорного покрытия 16 должен быть расположен в изогнутой наружу части экрана 12, соответствующие изгибы должны быть образованы в части 50 водотрубной панели.
[0043] Фиг.4 схематически показывает вид сбоку иллюстративной части 50 водотрубной панели, соответствующей виду в плане, показанному на фиг.3. В центральной части металлической трубы 40 видно металлическое покрытие 48, которое выполнено в направлении вдоль окружности вокруг трубы 40еталлическое покрытие 48 предпочтительно выполнено в виде спирального наплавленного слоя. Поверхность металлического покрытия 48 находится на одном уровне с наружной поверхностью верхней и нижней концевых частей 42, 44 металлической трубы 40. На стороне первой и второй концевых частей 42, 44 трубы 40 схематически показано ребро 52, которое приварено между двумя соседними трубами 40, 40’.
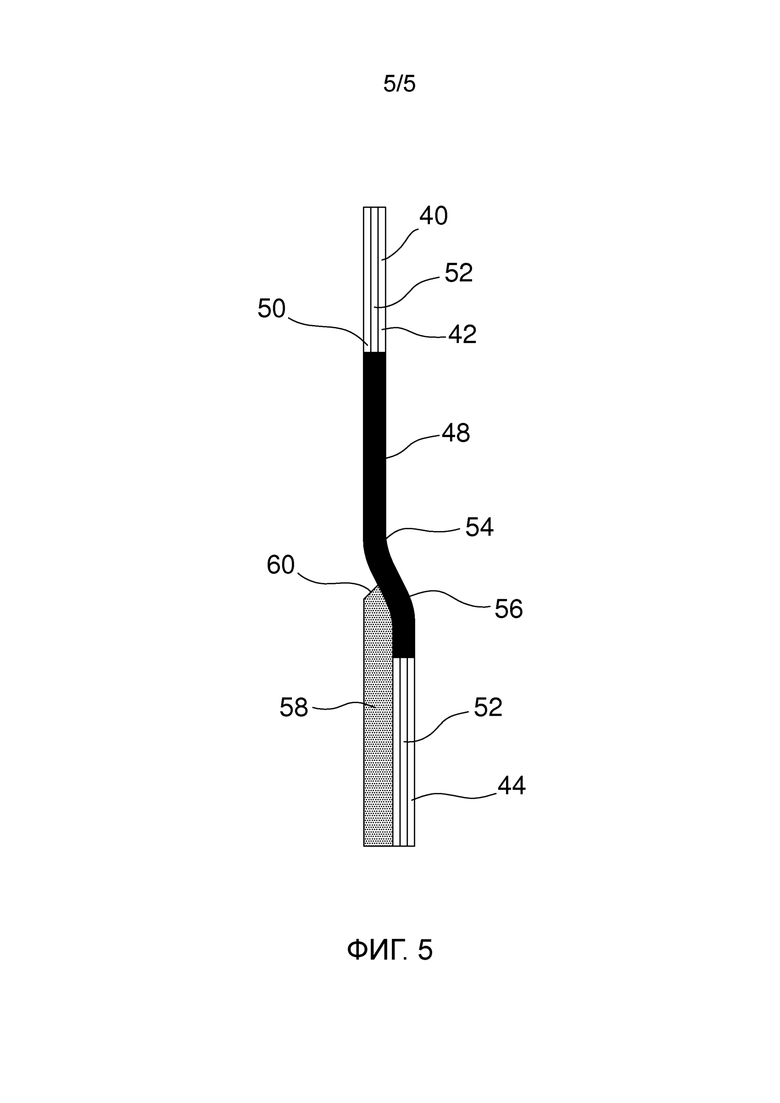
[0044] В нижней части имеющей металлической покрытие части 48 трубы имеется первый изгиб 54 по направлению к той стороне части 50 водотрубной панели, которая станет наружной стороной части панели, когда она будет установлена в реакторе 10 с псевдоожиженным слоем. Дальше от первого изгиба 54 имеется второй изгиб 56, который станет нижним изгибом, когда часть 50 панели будет установлена в реакторе 10 с псевдоожиженным слоем. Как видно на фиг.4, второй изгиб 56 образует больший угол, чем первый изгиб 54, для образования сужающегося внутрь экрана 12 в реакторе 10.
[0045] Рядом со второй концевой частью 44, которая станет нижней концевой частью, когда часть 50 панели будет установлена в реакторе 10 с псевдоожиженным слоем, видно огнеупорное покрытие 58. Как хорошо известно специалистам в данной области техники, огнеупорное покрытие 58 обычно наносят на обращенную к топке поверхность части 50 панели только тогда, когда часть 50 панели будет установлена в реакторе 10 с псевдоожиженным слоем. Огнеупорное покрытие 58 обычно имеет верхний край 60 в зоне второго изгиба 56.
[0046] Разрыв непрерывности в направлении прохождения экрана 12 обуславливает тенденцию к возникновению турбулентных вихрей над верхним краем 60 огнеупорного покрытия 58, но металлическое покрытие 48 металлических труб 40 обеспечивает эффективную защиту труб 40 от эрозии в зоне В, показанной на фиг.4. Металлическое покрытие 48 предпочтительно проходит четко вверх – при установке в реакторе 10 с псевдоожиженным слоем – от первого изгиба предпочтительно на расстояние, составляющее по меньшей мере один метр, еще более предпочтительно на расстояние, составляющее по меньшей мере два метра. Металлическое покрытие 48 также предпочтительно проходит соответственно на некоторое расстояние вниз от второго изгиба 56 по меньшей мере до зоны, которая будет покрыта огнеупорным покрытием 58.
[0047] В соответствии с настоящим изобретением огнеупорное покрытие 58 образовано в направлении вдоль окружности вокруг труб 40, даже если защита от эрозии фактически требуется только на обращенной к топке стороне части 50 водотрубной панели. Во многих случаях достаточно иметь защиту от эрозии только на металлических трубах 40. При необходимости защита от эрозии также может быть предусмотрена на ребрах 52, приваренных между соседними металлическими трубами 40. Защита ребер 52 от эрозии в этом случае предпочтительно обеспечивается посредством выполнения обычного одностороннего металлического покрытия в углублении с одной стороны, образованном в заданной части ребер 52. Защита ребер 52 от эрозии не показана на фиг.4.
[0048] Фиг.5 схематически показывает вид сбоку другой иллюстративной части 50 водотрубной панели, которая соответствует виду в плане, показанному на фиг.3. Часть 50 водотрубной панели по фиг.5 отличается от показанной на фиг.4 только тем, что угол, образованный вторым изгибом 56, такой же, как угол, образованный первым изгибом 54. При этом вторая концевая часть 44 будет параллельна первой концевой части 42, но будет в некоторой степени смещена наружу относительно реактора 10 с псевдоожиженным слоем, когда часть панели будет установлена в реакторе 10 с псевдоожиженным слоем. В некоторых случаях имеется третий изгиб (не показанный на фиг.5) на уровне, который ниже уровня второго изгиба 56, для образования экрана 12, сужающегося внутрь к нижней части реактора 10.
[0049] Несмотря на то, что изобретение было описано здесь посредством примеров в связи с вариантами, которые в настоящее время рассматриваются как наиболее предпочтительные варианты осуществления, следует понимать, что изобретение не ограничено раскрытыми вариантами осуществления, а охватывает различные комбинации или модификации его признаков и некоторых других применений, включенных в объем изобретения, определенный в приложенной формуле изобретения.

Предложены часть водотрубной панели для реактора с псевдоожиженным слоем и соответствующий способ. Часть водотрубной панели включает в себя множество параллельных металлических труб, имеющих длину L1 труб, наружную поверхность, исходный наружный диаметр OD1 и исходную толщину WT1 стенок, и проходящее в направлении вдоль окружности углубление, образованное в центральной части каждой из труб между первой и второй концевыми частями. Углубление имеет постоянную глубину D, которая меньше толщины WT1 стенки. Углубление окружает наружную поверхность центральной части металлической трубы. Проходящее в направлении вдоль окружности металлическое покрытие имеет постоянную толщину, равную самое большее глубине D углубления, для создания защитного слоя в углублении каждой из множества металлических труб. Ребро непрерывно приварено между каждыми двумя соседними трубами. Обеспечивается создание экономичной и эффективной части водотрубной панели и способа изготовления части водотрубной панели в реакторе с псевдоожиженным слоем, которые обеспечивают минимизацию проблем, вызываемых эрозией в части водотрубной панели в реакторе с псевдоожиженным слоем, в частности в вертикальной части водотрубной панели, примыкающей к верхнему краю покрытой огнеупором нижней части экрана реактора с циркулирующим псевдоожиженным слоем. 2 н. и 12 з.п. ф-лы, 5 ил.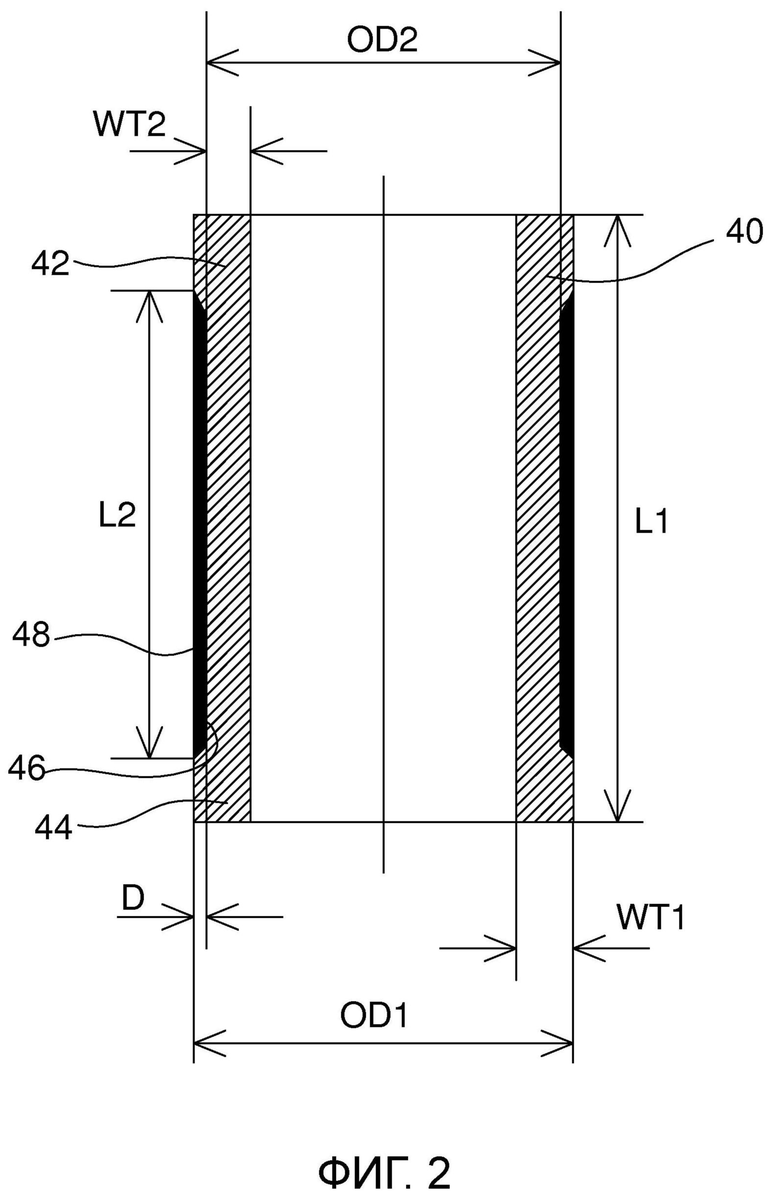
1. Способ изготовления части водотрубной панели для реактора с псевдоожиженным слоем, включающий этапы:
(а) выполнения множества металлических труб, содержащих первую концевую часть, вторую концевую часть и центральную часть между первой концевой частью и второй концевой частью, при этом каждая из первой концевой части и второй концевой части имеет наружную поверхность и по существу постоянный наружный диаметр OD1, и центральная часть имеет наружную поверхность с проходящим в направлении вдоль окружности углублением, окружающим наружную поверхность, в результате чего центральная часть имеет осесимметричную наружную поверхность с по существу постоянным наружным диаметром OD2, который меньше наружного диаметра OD1;
(b) выполнения проходящего в направлении вдоль окружности металлического покрытия, имеющего по существу постоянную толщину, составляющую самое большее глубину D проходящего в направлении вдоль окружности углубления, при этом D составляет (OD1–OD2)/2, на наружной поверхности центральной части для создания защитного слоя на проходящем в направлении вдоль окружности углублении;
(с) размещения множества металлических труб в плоскости параллельно друг другу; и
(d) формирования части водотрубной панели посредством непрерывного приваривания ребра между каждыми двумя соседними расположенными параллельно металлическими трубами.
2. Способ по п.1, в котором каждую из множества металлических труб образуют посредством соединения двух концов первой части трубы, имеющей наружный диаметр OD2, с обеспечением их коаксиального прилегания соответственно к концу второй части трубы и концу третьей части трубы, при этом вторая и третья части трубы имеют наружный диаметр OD1, посредством чего первая часть трубы образует центральную часть металлической трубы, и вторая и третья части трубы образуют соответственно первую и вторую концевые части металлической трубы.
3. Способ по п.1, в котором проходящее в направлении вдоль окружности металлическое покрытие выполнено в виде спирального наплавленного слоя.
4. Способ по п.1, в котором этап выполнения проходящего в направлении вдоль окружности металлического покрытия выполняют так, чтобы по меньшей мере один конец покрытия находился на одном уровне с наружной поверхностью соседней концевой части соответствующей металлической трубы и плавно переходил в данную наружную поверхность.
5. Способ по п.1, включающий дополнительные этапы образования первого изгиба под первым углом в центральной зоне части водотрубной панели посредством изгибания каждой из множества металлических труб и каждого из ребер между металлическими трубами от направления первых концевых частей металлических труб вокруг оси, перпендикулярной как к первым концевым частям металлических труб, так и к нормали к плоскости, до направления изгиба и образования второго изгиба под вторым углом от направления изгиба до второго направления, при этом второй угол противоположен первому углу и равен или больше первого угла.
6. Способ по п.5, в котором металлическое покрытие каждой из металлических труб проходит поверх первого и второго изгибов.
7. Способ по п.6, в котором металлическое покрытие каждой из металлических труб проходит на большее расстояние от первого изгиба по направлению к первой концевой части металлической трубы, чем от второго изгиба по направлению ко второй концевой части металлической трубы.
8. Часть водотрубной панели для реактора с псевдоожиженным слоем, содержащая:
множество металлических труб, содержащих первую концевую часть, вторую концевую часть и центральную часть между первой концевой частью и второй концевой частью, при этом каждая из первой концевой части и второй концевой части имеет наружную поверхность и по существу постоянный наружный диаметр OD1;
углубление, проходящее в направлении вдоль окружности и образованное в центральной части множества металлических труб так, что оно окружает наружную поверхность центральной части, при этом центральная часть имеет осесимметричную наружную поверхность с по существу постоянным наружным диаметром OD2, который меньше наружного диаметра OD1;
проходящее в направлении вдоль окружности металлическое покрытие, имеющее постоянную толщину, составляющую самое большее глубину D проходящего в направлении вдоль окружности углубления, при этом D составляет (OD1–OD2)/2, для создания защитного слоя на проходящем в направлении вдоль окружности углублении каждой из множества металлических труб, при этом множество металлических труб расположены в плоскости параллельно друг другу; и
ребро, непрерывно приваренное между каждыми двумя соседними расположенными параллельно металлическими трубами для формирования части водотрубной панели.
9. Часть водотрубной панели по п.8, в которой проходящее в направлении вдоль окружности металлическое покрытие выполнено в виде спирального наплавленного слоя.
10. Часть водотрубной панели по п.8, в которой проходящее в направлении вдоль окружности металлическое покрытие по меньшей мере на одном конце углубления находится на одном уровне с наружной поверхностью соседней концевой части соответствующей металлической трубы и плавно переходит в данную наружную поверхность.
11. Часть водотрубной панели по п.8, которая содержит первый изгиб под первым углом в центральной зоне части водотрубной панели, при этом каждая из множества водяных труб и каждое из ребер между металлическими трубами изогнуты от направления первых концевых частей металлических труб вокруг оси, перпендикулярной как к первым концевым частям металлических труб, так и к нормали к плоскости, до направления изгиба, и второй изгиб под вторым углом от направления изгиба до второго направления, при этом второй угол противоположен первому углу и равен или больше первого угла.
12. Часть водотрубной панели по п.11, в которой металлическое покрытие каждой из металлических труб проходит поверх первого и второго изгибов.
13. Часть водотрубной панели по п.12, в которой металлическое покрытие каждой из металлических труб проходит на большее расстояние от первого изгиба по направлению к первой концевой части металлической трубы, чем от второго изгиба по направлению ко второй концевой части металлической трубы.
14. Часть водотрубной панели по п.11, в которой металлическое покрытие каждой из металлических труб проходит на расстояние, составляющее по меньшей мере один метр, от первого изгиба по направлению к первой концевой части металлической трубы.
| US 5910290 A1, 08.06.1999 | |||
| US 5091156 A1, 25.02.1992 | |||
| US 5893340 A1, 13.04.1999 | |||
| US 8518496 B2, 27.08.2013 | |||
| Приспособление к швейным машинам для регулирования величины стежков | 1931 |
|
SU26181A1 |

