Изобретение относится к области гальванотехники, в частности - к микродуговому оксидированию и может быть использовано для формирования на сложнопрофильных поверхностях изделий из вентильных металлов керамикоподобных износо- и термостойких, электроизоляционных, коррозионно-защитных и декоративных покрытий и может применяться в машино- и приборостроении, авиационной, радиоэлектронной и других отраслях промышленности.
Известно устройство для нанесения электролитических покрытий на поверхности металлов или сплавов, состоящее из двух входных клемм, трех батарей электрических конденсаторов, четырех тиристоров с узлами гальванической развязки цепей управления, формирователя импульсов синхронизации, двух систем импульсно-фазового управления тиристорами и электролитной ванны с размещенной в ней обрабатываемой деталью, которое обеспечивает проведение процесса в анодно-катодном режиме с регулируемым соотношением катодного и анодного токов (Патент RU 90442, Опубл. 10.01.2010 г.).
Недостатком данного устройства является то, что отсутствует возможность проведения электрохимического процесса в чисто анодном или катодном режимах, в анодно-катодных ведомых нагрузкой режимах с регулируемыми фронтами импульсов напряжения, а также не позволяет реализовывать циклическую мультирежимную обработку. Это ограничивает возможности нанесения высококачественных электролитических покрытий на поверхности изделий из вентильных металлов, в том числе сложнопрофильные.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранный в качестве прототипа устройство для микродугового модифицирования поверхности металлов и сплавов, содержащее источник питания с двумя клеммами, электролитную ванну с размещенным в ней обрабатываемым изделием, две батареи электрических конденсаторов, четыре тиристора с четырьмя узлами гальванической развязки цепей управления, три электромеханических ключа и программно-аппаратную систему управления, которое обеспечивает проведение электрохимического процесса в анодном, катодном и анодно-катодном с регулируемым соотношением анодного и катодного токов режимах с возможностями регулирования напряжения на фронтах и спадах импульсов, а так же последовательного изменения режима обработки в ходе технологического процесса (Патент RU 100082, Опубл. 10.12.2010).
Недостатком известного устройства, в том числе технической проблемой, является то, что из-за относительно длительных допустимых периодов коммутации электромеханических ключей нельзя формировать относительно быстрые циклические последовательности режимов электрохимического процесса. Кроме того, при обработке сложнопрофильных изделий, например с внутренней полостью, устройство не обеспечивает возможности автоматической корректировки параметров электрохимического процесса микродугового оксидирования раздельно на внешней и внутренней поверхностях этих изделий. Это не позволяет наносить высококачественные керамикоподобные упрочняющие покрытия на сложнопрофильные поверхности изделий из вентильных металлов.
В основу заявленного изобретения был положен технический результат - повышение качества керамикоподобных упрочняющих покрытий, формируемых на сложнопрофильных поверхностях изделий, в том числе с внутренними полостями, и расширение возможностей электрохимического процесса их нанесения за счет использования циклирования режимов микродугового оксидирования и введения дополнительного, автоматически управляемого противоэлектрода, размещаемого во внутренней полости обрабатываемого изделия.
Технический результат достигается тем, что устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов, содержащее источник питания с двумя клеммами, электролитную ванну с размещенным в ней обрабатываемым изделием, две батареи электрических конденсаторов, четыре тиристора с четырьмя узлами гальванической развязки цепей управления, программно-аппаратную систему управления, причем первые обкладки батарей электрических конденсаторов подключены к первой клемме источника питания, ко второй обкладке первой батареи электрических конденсаторов подключены катод первого и анод второго тиристоров, а ко второй обкладке второй батареи электрических конденсаторов - катод третьего и анод четвертого тиристоров, анод первого и катод четвертого тиристоров подключены ко второй клемме источника питания и корпусу электролитной ванны, обрабатываемое изделие подключено к катоду второго и аноду третьего тиристоров, к управляющим переходам четырех тиристоров подключены выходы четырех узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом, первый вход которой подключен ко второй обкладке первой батареи электрических конденсаторов, а второй вход - ко второй обкладке второй батареи электрических конденсаторов, при этом устройство снабжено пятым, шестым, седьмым и восьмым тиристорами с узлами гальванической развязки цепей управления, первым и вторым бесконтактными датчиками электрического тока, дополнительным автоматически управляемым противоэлектродом и его программно-аппаратной системой управления, причем, первый датчик размещен в электролите снаружи от внутренней полости в обрабатываемом изделии, а второй датчик и дополнительный автоматически управляемый противоэлектрод - внутри этой полости, выходы датчиков подключены к входам программно-аппаратной системы управления дополнительным автоматически управляемым противоэлектродом, анод пятого тиристора подключен к катодам второго и шестого и аноду третьего, а катод пятого тиристора соединен с анодом второго, анод шестого тиристора подключен к катоду третьего, к управляющим переходам пятого и шестого тиристоров подключены выходы двух узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом, анод седьмого и катод восьмого тиристоров подключены к дополнительному автоматически управляемому противоэлектроду, а катод седьмого и анод восьмого тиристоров соединены с электролитной ванной, к управляющим переходам седьмого и восьмого тиристоров подключены выходы двух узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления дополнительным электродом, при этом программно-аппаратные системы управления режимом и дополнительным автоматически управляемым противоэлектродом соединены двунаправленным последовательным информационным каналом.
Изобретение поясняется графическими изображениями.
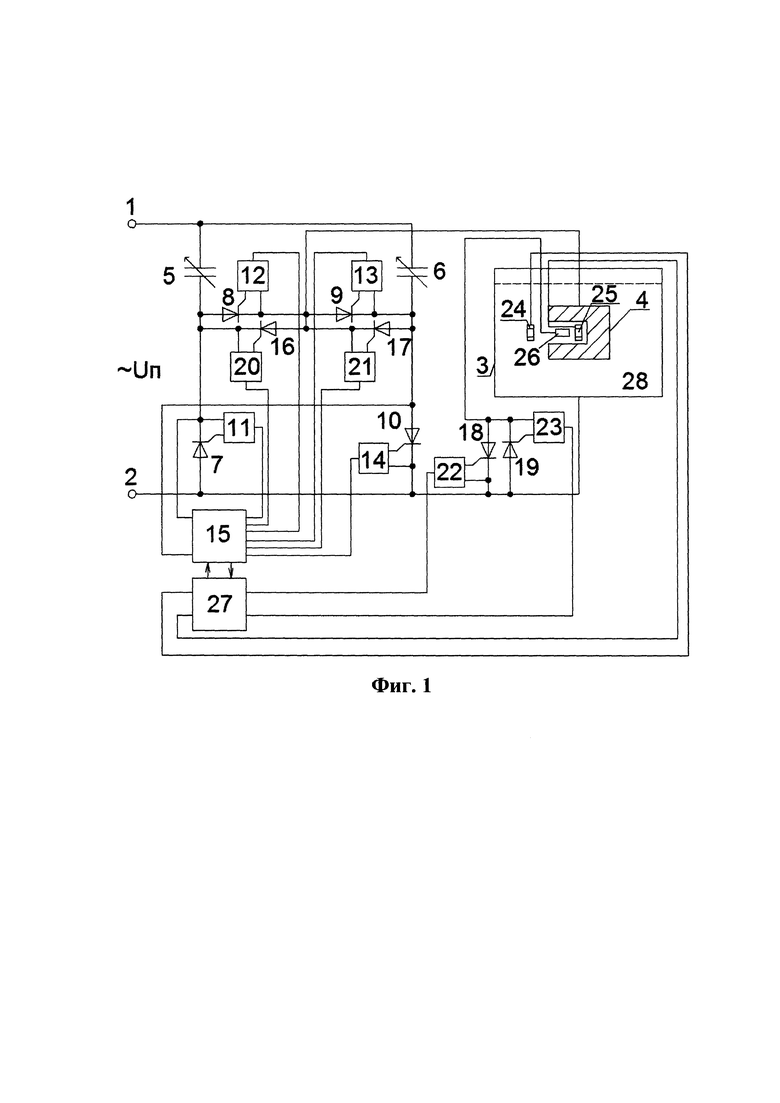
На фиг. 1 схематично представлена функциональная электрическая схема устройства для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов.
Устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов, содержит источник питания с двумя клеммами 1, 2, электролитную ванну 3 с размещенным в ней обрабатываемым изделием 4, две батареи электрических конденсаторов 5, 6, четыре тиристора 7, 8, 9, 10 с четырьмя узлами гальванической развязки 11, 12, 13, 14 цепей управления, программно-аппаратную систему управления 15, причем первые обкладки батарей электрических конденсаторов 5, 6 подключены к первой клемме 1 источника питания, ко второй обкладке первой батареи электрических конденсаторов 5 подключены катод первого 7 и анод второго 8 тиристоров, а ко второй обкладке второй батареи электрических конденсаторов 6 - катод третьего 9 и анод четвертого 10 тиристоров, анод первого 7 и катод четвертого 10 тиристоров подключены ко второй клемме 2 источника питания и корпусу электролитной ванны 3, обрабатываемое изделие 4 подключено к катоду второго 8 и аноду третьего 9 тиристоров, к управляющим переходам четырех тиристоров 7, 8, 9, 10 подключены выходы четырех узлов гальванической развязки 11, 12, 13, 14 цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом 15, первый вход которой подключен ко второй обкладке первой батареи электрических конденсаторов 5, а второй вход - ко второй обкладке второй батареи электрических конденсаторов 6, устройство снабжено пятым 16, шестым 17, седьмым 18 и восьмым 19 тиристорами с узлами гальванической развязки 20, 21, 22, 23 цепей управления, первым 24 и вторым 25 бесконтактными датчиками электрического тока, дополнительным автоматически управляемым противоэлектродом 26 и его программно-аппаратной системой управления 27, причем, первый датчик 24 размещен в электролите 28 снаружи от внутренней полости в обрабатываемом изделии 4, а второй датчик 25 и дополнительный автоматически управляемый противоэлектрод 26 - внутри этой полости, выходы датчиков 24 и 25 подключены к входам программно-аппаратной системы управления 27 дополнительным автоматически управляемым 26 противоэлектродом, анод пятого тиристора 16 подключен к катодам второго 8 и шестого 17 и аноду третьего 9, а катод пятого 16 тиристора соединен с анодом второго 8, анод шестого 17 тиристора подключен к катоду третьего 9, к управляющим переходам пятого 16 и шестого 17 тиристоров подключены выходы двух узлов гальванической развязки 20, 21 цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом 15, анод седьмого 18 и катод восьмого 19 тиристоров подключены к дополнительному автоматически управляемому противоэлектроду 26, а катод седьмого 18 и анод восьмого 19 тиристоров соединены с электролитной ванной 3, к управляющим переходам седьмого 18 и восьмого 19 тиристоров подключены выходы двух узлов гальванической развязки 22, 23 цепей управления, к входам которых подключены выходы программно-аппаратной системы управления 27 дополнительным электродом, при этом программно-аппаратные системы управления 15 режимом и 27 дополнительным автоматически управляемым противоэлектродом 26 соединены двунаправленным последовательным информационным каналом. Устройство работает следующим образом.
В электролитную ванну 3 помещается закрепленное на токоподводе сложнопрофильное обрабатываемое изделие 4, во внутренней полости которой размещается бесконтактный датчик электрического тока 25 и дополнительный автоматически управляемый противоэлектрод 26. Снаружи этой полости параллельно обрабатываемой поверхности размещается бесконтактный датчик электрического тока 24. Датчики тока 24 и 25 являются бесконтактными сенсорами, принцип работы которых базируется на эффекте Холла.
К клеммам 1 и 2 подключается источник питания переменного тока промышленной частоты (50 Гц). В соответствии с требуемым для выбранного режима микродугового оксидирования алгоритмом программно-аппаратная система 15 управления режимом формирует управляющие импульсы, поступающие на входы узлов гальванической развязки 11, 12, 13, 14, 20 и 21 цепей управления, а оттуда - на управляющие переходы тиристоров 7, 8, 9, 10, 16 и 17 соответственно. Синхронизация программно-аппаратной системы 15 управления в процессе формирования сигналов управления тиристорами осуществляется от напряжений, прикладываемых между анодом и катодом каждого из тиристоров.
Изменение режима обработки осуществляется за счет изменения алгоритма управления тиристорами 7, 8, 9, 10, 16 и 17 программно-аппаратной системой 15, что позволяет осуществлять эти изменения по завершению каждого такта формирования импульсов управления, то есть в пределах от одного до трех периодов переменного напряжения источника питания. Таким образом, программно-аппаратная система 15 управления режимом позволяет реализовывать как чисто анодный, катодный или анодно-катодный режимы микродугового оксидирования, так и мультирежимную, в том числе циклическую, обработку с быстрой сменой последовательностей отдельных режимов, включая бестоковую паузу.
Согласно закону Фарадея масса вещества покрытия в электрохимическом процессе формируется пропорционально количеству электричества, прошедшего через обрабатываемую поверхность. С помощью бесконтактного датчика электрического тока 24 программно-аппаратная система 27 управления дополнительным автоматически управляемым противоэлектродом 26 измеряет плотность тока в электролите 28, прилегающем к внешней поверхности обрабатываемого сложнопрофильного изделия 4, а с помощью датчика 25 -плотность тока в электролите, находящемся внутри полости обрабатываемого изделия. Измерительные системы датчиков 24 и 25 имеют одинаковую площадь охвата электролита и поэтому их показания могут быть отнесены к соответствующим площадям обрабатываемых поверхностей. Для оценки количества электричества, прошедшего через внешние и внутренние обрабатываемые поверхности сложнопрофильного изделия 4, программно-аппаратная система 27 управления дополнительным автоматически управляемым противоэлектродом 26 интегрирует показания датчиков 24 и 25 по времени.
Обмен данными между программно-аппаратными системами 15 и 27 управления режимом и управления дополнительным автоматически управляемым противоэлектродом 26 соответственно осуществляется по последовательному двунаправленному информационному каналу. После старта технологического процесса по этому каналу программно-аппаратная система 15 управления режимом разрешает функционирование программно-аппаратной системы 27 управления дополнительным автоматически управляемым противоэлектродом 26. Последняя при старте технологического процесса электрохимического нанесения керамикоподобных покрытий на сложнопрофильные поверхности изделий 4 не формирует импульсы управления тиристорами 18 и 19, что приводит к отключению дополнительного автоматически управляемого противоэлектрода 26 от основного противоэлектрода (корпус электролитной ванны 3). В результате этого электрический ток проходит через бесконтактные датчики электрического тока 24 и 25 по цепи: поверхность обрабатываемого изделия 4 - электролит 28 -корпус электролитной ванны 3 (основной противоэлектрод). При этом плотность тока, протекающего через внешнюю поверхность обрабатываемого сложнопрофильного изделия 4, будет больше, чем плотность тока, протекающего через внутреннюю поверхность. Это приведет к более интенсивному формированию покрытия на внешней поверхности обрабатываемого сложнопрофильного изделия 4.
Как только удельное количество электричества, прошедшее через внешнюю поверхность обрабатываемого сложнопрофильного изделия 4, превысит на 1-5% аналогичную величину для внутренней поверхности (полости в обрабатываемом изделии 4), система 27 управления дополнительным автоматически управляемым противоэлектродом 26 начнет формировать импульсы управления тиристорами 18 и 19. Эти импульсы через соответствующие узлы гальванической развязки 22 и 23 цепей управления поступают на управляющие переходы тиристоров 20 и 21, что приводит к их открытию и подключению дополнительного автоматически управляемого противоэлектрода 26 параллельно основному - корпусу электролитной ванны 3. В результате этого электрический ток будет протекать через бесконтактный датчик 25 по цепи: внутренняя поверхность обрабатываемого сложнопрофильного изделия 4 - электролит 28 в полости изделия -дополнительный автоматически управляемый противоэлектрод 26. Учитывая, что расстояние от дополнительного автоматически управляемого противоэлектрода 26 до обрабатываемой поверхности в полости изделия 4 существенно меньше, чем расстояние между внешней поверхностью обрабатываемого изделия 4 и основным противоэлектродом - корпусом электролитной ванны 3, происходит увеличение плотности электрического тока на внутренней поверхности. При этом соответственно интенсифицируется формирование покрытия на внутренней поверхности обрабатываемого сложнопрофильного изделия 4.
После выравнивания удельного количества электричества, проходящего через внутренние и внешние обрабатываемые поверхности сложнопрофильного изделия 4, система 27 управления дополнительным автоматически управляемым противоэлектродом 26 прекращает формирование импульсов управления тиристорами 20 и 21, тем самым запирая их и отключая дополнительный автоматически управляемый противоэлектрод 26. При этом завершается цикл коррекции режима обработки внутренней поверхности обрабатываемого сложнопрофильного изделия 4. Этот цикл повторяется при каждом следующем превышении на 1-5% удельного количества электричества, прошедшего через внешнюю поверхность обрабатываемого сложнопрофильного изделия 4, над аналогичной величиной для внутренней поверхности (полости).
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает достижение заявленного технического результата - повышение качества керамикоподобных упрочняющих покрытий, формируемых на сложнопрофильных поверхностях изделий, в том числе с внутренними полостями, и расширение возможностей электрохимического процесса их нанесения за счет использования циклирования режимов микродугового оксидирования и введения дополнительного, автоматически управляемого противоэлектрода, размещаемого во внутренней полости обрабатываемого изделия.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение при его осуществлении предназначен для микродугового оксидирования и может быть использовано для формирования на сложнопрофильных поверхностях изделий из вентильных металлов керамикоподобных износо- и термостойких, электроизоляционных, коррозионно-защитных и декоративных покрытий и может применяться в машино- и приборостроении, авиационной, радиоэлектронной и других отраслях промышленности;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательный уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов | 2020 |
|
RU2746191C1 |
| Устройство для электрохимического формирования керамикоподобных покрытий на поверхностях изделий из вентильных металлов | 2020 |
|
RU2746192C1 |
| Устройство для плазменно-электролитной обработки изделий из вентильных металлов и их сплавов | 2021 |
|
RU2773771C1 |
| Способ регулировки силы тока и соотношения анодной и катодной составляющих тока в конденсаторной установке микродугового оксидирования | 2023 |
|
RU2812068C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2007 |
|
RU2333299C1 |
| СПОСОБ И УСТРОЙСТВО ЗАЩИТЫ МИКРОПРОЦЕССОРНЫХ СИСТЕМ ЖЕЛЕЗНОДОРОЖНОЙ АВТОМАТИКИ ОТ АППАРАТНЫХ И ПРОГРАММНЫХ НАРУШЕНИЙ В РАБОТЕ И УСТРОЙСТВО СРАВНЕНИЯ ПАРАФАЗНЫХ СИГНАЛОВ С ЗАЩИТОЙ ОТ ОПАСНЫХ ОТКАЗОВ | 2009 |
|
RU2385521C1 |
| ТИРИСТОРНЫЙ ПРЕОБРАЗОВАТЕЛЬ ЧАСТОТЫ | 2016 |
|
RU2619079C1 |
| Устройство для управления тиристором | 1980 |
|
SU944011A1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ | 2013 |
|
RU2515732C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2083731C1 |
Изобретение относится к области гальванотехники, в частности - к микродуговому оксидированию, и может быть использовано для формирования на сложнопрофильных поверхностях изделий из вентильных металлов керамикоподобных износо- и термостойких, электроизоляционных, коррозионно-защитных и декоративных покрытий, и может применяться в машино- и приборостроении, авиационной, радиоэлектронной и других отраслях промышленности. Устройство содержит источник питания с двумя клеммами, электролитную ванну с обрабатываемым изделием, две батареи электрических конденсаторов, четыре тиристора с четырьмя узлами гальванической развязки цепей управления, программно-аппаратную систему управления режимом, причем первые обкладки батарей подключены к первой клемме источника питания, ко второй обкладке первой батареи подключены катод первого и анод второго тиристоров, а ко второй обкладке второй батареи - катод третьего и анод четвертого тиристоров, анод первого и катод четвертого тиристоров подключены ко второй клемме источника питания и к корпусу ванны, изделие подключено к катоду второго и аноду третьего тиристоров, к управляющим переходам четырех тиристоров подключены выходы четырех узлов гальванической развязки, к входам которых подключены выходы системы управления режимом, первый вход которой подключен ко второй обкладке первой батареи, а второй вход - ко второй обкладке второй батареи, при этом устройство снабжено пятым, шестым, седьмым и восьмым тиристорами с узлами гальванической развязки, первым и вторым бесконтактными датчиками электрического тока, дополнительным автоматически управляемым противоэлектродом и его программно-аппаратной системой управления, причем первый датчик размещен в электролите снаружи от внутренней полости в изделии, а второй датчик и противоэлектрод - внутри этой полости, выходы датчиков подключены к входам системы управления противоэлектродом, анод пятого тиристора подключен к катодам второго и шестого и аноду третьего, а катод пятого тиристора соединен с анодом второго, анод шестого тиристора подключен к катоду третьего, к управляющим переходам пятого и шестого тиристоров подключены выходы двух узлов гальванической развязки, к входам которых подключены выходы системы управления режимом, анод седьмого и катод восьмого тиристоров подключены к противоэлектроду, а катод седьмого и анод восьмого тиристоров соединены с ванной, к управляющим переходам седьмого и восьмого тиристоров подключены выходы двух узлов гальванической развязки, к входам которых подключены выходы системы управления противоэлектродом, при этом обе системы управления соединены двунаправленным последовательным информационным каналом. Технический результат - повышение качества керамикоподобных упрочняющих покрытий на сложнопрофильных поверхностях изделий, в том числе с внутренними полостями, и расширение возможностей электрохимического процесса их нанесения за счет использования циклирования режимов микродугового оксидирования и введения дополнительного, автоматически управляемого противоэлектрода, размещаемого в полости изделия. 1 ил.
Устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов, содержащее источник питания с двумя клеммами, электролитную ванну с размещенным в ней обрабатываемым изделием, две батареи электрических конденсаторов, четыре тиристора с четырьмя узлами гальванической развязки цепей управления, программно-аппаратную систему управления, причем первые обкладки батарей электрических конденсаторов подключены к первой клемме источника питания, ко второй обкладке первой батареи электрических конденсаторов подключены катод первого и анод второго тиристоров, а ко второй обкладке второй батареи электрических конденсаторов - катод третьего и анод четвертого тиристоров, анод первого и катод четвертого тиристоров подключены ко второй клемме источника питания и корпусу электролитной ванны, обрабатываемое изделие подключено к катоду второго и аноду третьего тиристоров, к управляющим переходам четырех тиристоров подключены выходы четырех узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом, первый вход которой подключен ко второй обкладке первой батареи электрических конденсаторов, а второй вход - ко второй обкладке второй батареи электрических конденсаторов, отличающееся тем, что оно снабжено пятым, шестым, седьмым и восьмым тиристорами с узлами гальванической развязки цепей управления, первым и вторым бесконтактными датчиками электрического тока, дополнительным автоматически управляемым противоэлектродом и его программно-аппаратной системой управления, причем первый датчик размещен в электролите снаружи от внутренней полости в обрабатываемом изделии, а второй датчик и дополнительный автоматически управляемый противоэлектрод - внутри этой полости, выходы датчиков подключены к входам программно-аппаратной системы управления дополнительным автоматически управляемым противоэлектродом, анод пятого тиристора подключен к катодам второго и шестого и аноду третьего, а катод пятого тиристора соединен с анодом второго, анод шестого тиристора подключен к катоду третьего, к управляющим переходам пятого и шестого тиристоров подключены выходы двух узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом, анод седьмого и катод восьмого тиристоров подключены к дополнительному автоматически управляемому противоэлектроду, а катод седьмого и анод восьмого тиристоров соединены с электролитной ванной, к управляющим переходам седьмого и восьмого тиристоров подключены выходы двух узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления дополнительным противоэлектродом, при этом программно-аппаратные системы управления режимом и дополнительным автоматически управляемым противоэлектродом соединены двунаправленным последовательным информационным каналом.
| Паровой прямодействующий насос | 1954 |
|
SU100082A1 |
| Пламенная печь для скоростного нагрева заготовок | 1949 |
|
SU90442A1 |
| 0 |
|
SU90443A1 | |
| US 5963435 A1, 05.10.1999. | |||

