Изобретение относится к области гальванотехники, в частности - к плазменно-электролитной обработке и может быть использовано для формирования на поверхностях изделий из вентильных металлов и их сплавов керамикоподобных износо- и термостойких, электроизоляционных, коррозионно-защитных и декоративных покрытий, и может применяться в машино- и приборостроении, авиационной, радиоэлектронной и других отраслях промышленности.
Известно устройство для нанесения электролитических покрытий на поверхности металлов или сплавов, состоящее из двух входных клемм, трех батарей электрических конденсаторов, четырех тиристоров с узлами гальванической развязки цепей управления, формирователя импульсов синхронизации, двух систем импульсно-фазового управления тиристорами и электролитной ванны с размещенной в ней обрабатываемой деталью, которое обеспечивает проведение процесса в анодно-катодном режиме с регулируемым соотношением катодного и анодного токов (Патент RU 90442, опубл. 10.01.2010 г).
Недостатком данного устройства является то, что оно не позволяет реализовывать циклическую мультирежимную обработку. Это ограничивает возможности нанесения высококачественных электролитических покрытий на поверхности изделий из вентильных металлов.
Наиболее близким по технической сущности к предлагаемому изобретению является выбранное в качестве прототипа устройство для электрохимического формирования керамикоподобных покрытий на поверхностях изделий из вентильных металлов, состоящее из источника питания с двумя клеммами, электролитной ванны с размещенным в ней обрабатываемым изделием, двух батарей электрических конденсаторов, шести тиристоров с четырьмя узлами гальванической развязки цепей управления и программно-аппаратной системы управления, которое обеспечивает проведение процесса в анодно-катодном режиме с регулируемым соотношением катодного и анодного токов с использованием мультирежимной обработки (Патент RU 2746192, опубл. 08.04.2021 г).
Недостатком известного устройства, в том числе технической проблемой, является отсутствие возможности принудительного инициирования зажигания микроразрядов на поверхности изделий из вентильных металлов и их сплавов с большой площадью.
В основу заявленного изобретения был положен технический результат - повышение качества керамикоподобных покрытий и расширение возможностей технологии плазменно-электролитной обработки изделий из вентильных металлов и их сплавов с большой площадью поверхности за счет использования мультирежимной обработки и принудительного инициирования зажигания микроразрядов путем изменения площади обрабатываемой поверхности в начале процесса обработки.
Технический результат достигается тем, что устройство для плазменно-электролитной обработки изделий из вентильных металлов и их сплавов, содержащем источник питания с двумя клеммами, электролитную ванну с электролитом, обрабатываемое изделие, две батареи электрических конденсаторов, шесть тиристоров с шестью узлами гальванической развязки цепей управления, программно-аппаратную систему управления режимом, причем первые обкладки батарей электрических конденсаторов подключены к первой клемме источника питания, ко второй обкладке первой батареи электрических конденсаторов подключены катоды первого, третьего и анод второго тиристоров, а ко второй обкладке второй батареи электрических конденсаторов - катод четвертого и аноды пятого, шестого тиристоров, анод первого и катод шестого тиристоров подключены ко второй клемме источника питания и корпусу электролитной ванны, катоды второго, пятого и аноды третьего, четвертого тиристоров соединены между собой, к управляющим переходам шести тиристоров подключены выходы шести узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом, первый вход которой подключен ко второй обкладке первой батареи электрических конденсаторов, а второй вход - ко второй обкладке второй батареи электрических конденсаторов, снабжено датчиком электрического тока и механизмом вертикального перемещения, оснащенного шаговым электродвигателем с программно-аппаратной системой управления, причем на нижнем торце механизма вертикального перемещения установлена электроизолирующая пластина с закрепленной на ней электропроводной плитой, на которой с помощью токоподводов закреплено обрабатываемое изделие, а электропроводная плита соединена со вторым выводом измерительной цепи датчика электрического тока, причем первый вывод измерительной цепи датчика электрического тока подключен к катодам второго, пятого и анодам третьего, четвертого тиристоров, выход датчика электрического тока подключен к входу программно-аппаратной системы управления шаговым электродвигателем, при этом программно-аппаратные системы управления режимом и шаговым электродвигателем соединены двунаправленным последовательным информационным каналом.
Изобретение поясняется графическими изображениями.
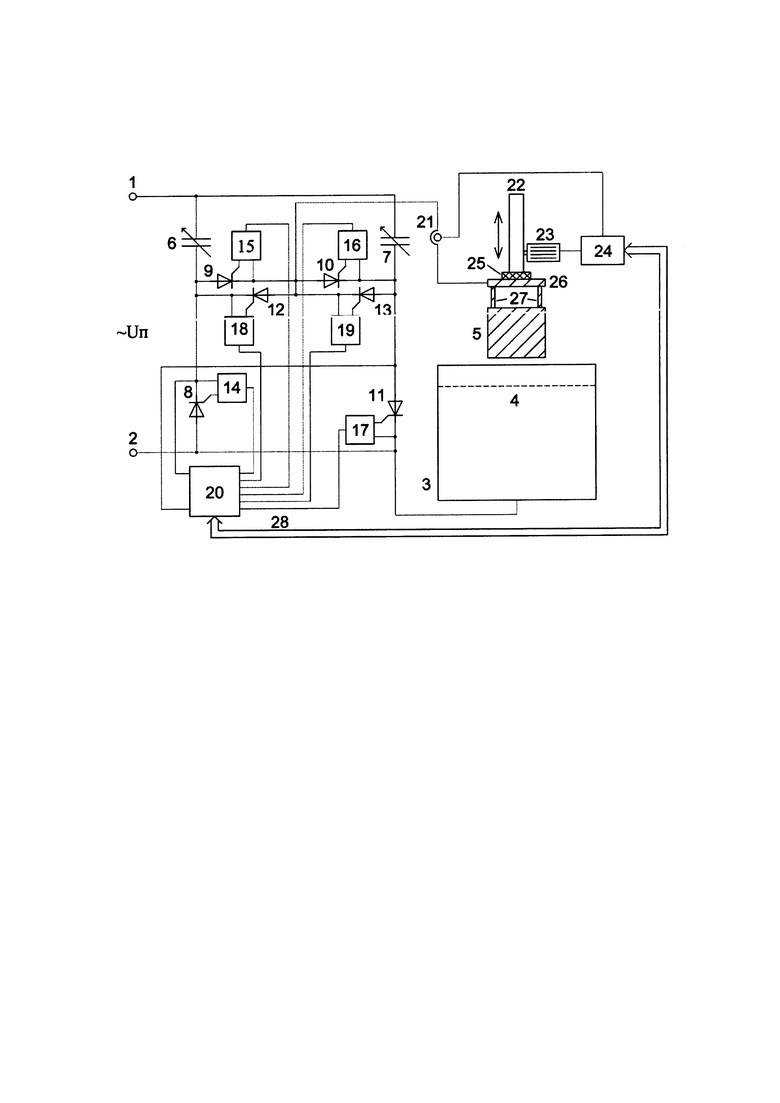
На рисунке схематично представлена функциональная электрическая схема устройства для плазменно-электролитной обработки изделий из вентильных металлов и их сплавов.
Устройство для плазменно-электролитной обработки изделий из вентильных металлов и их сплавов, содержит источник питания с двумя клеммами 1, 2, электролитную ванну 3 с электролитом 4, обрабатываемое изделие 5, две батареи 6, 7 электрических конденсаторов, шесть тиристоров 8, 9, 10, 11, 12, 13 с шестью узлами гальванической развязки 14, 15, 16, 17, 18, 19 цепей управления, программно-аппаратную систему управления режимом 20, причем первые обкладки батарей 6, 7 электрических конденсаторов подключены к первой клемме 1 источника питания, ко второй обкладке первой батареи 6 электрических конденсаторов подключены катоды первого 8, третьего 12 и анод второго 9 тиристоров, а ко второй обкладке второй батареи 7 электрических конденсаторов - катод четвертого 10 и аноды пятого 13, шестого 11 тиристоров, анод первого 8 и катод шестого 11 тиристоров подключены ко второй клемме 2 источника питания и корпусу электролитной ванны 3, заполненной электролитом 4, катоды второго 9, пятого 13 и аноды третьего 12, четвертого 10 тиристоров соединены между собой, к управляющим переходам шести тиристоров 8, 9, 10, 11, 12, 13 подключены выходы шести узлов гальванической развязки 14, 15, 16, 17, 18, 19 цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом 20, первый вход которой подключен ко второй обкладке первой батареи электрических конденсаторов 6, а второй вход - ко второй обкладке второй батареи электрических конденсаторов 7, устройство снабжено датчиком электрического тока 21 и механизмом вертикального перемещения 22, оснащенного шаговым электродвигателем 23 с программно-аппаратной системой управления 24, причем на нижнем торце механизма вертикального перемещения 22 установлена электроизолирующая пластина 25 с закрепленной на ней электропроводной плитой 26, на которой с помощью токоподводов 27 закреплено обрабатываемое изделие 5, а электропроводная плита 26 соединена со вторым выводом измерительной цепи датчика электрического тока 21, причем первый вывод измерительной цепи датчика электрического тока 21 подключен к катодам второго 9, пятого 13 и анодам третьего 12, четвертого 10 тиристоров, выход датчика электрического тока 21 подключен к входу программно-аппаратной системы управления 24 шаговым электродвигателем 23, при этом программно-аппаратные системы управления 20 и 24 режимом и шаговым электродвигателем соединены двунаправленным последовательным информационным каналом 28.
Устройство для плазменно-электролитной обработки изделий из вентильных металлов и их сплавов работает следующим образом.
Над уровнем электролита 4 в электролитной ванне 3 размещается закрепленное с помощью токоподводов 27 на электропроводной плите 26 механизма вертикального перемещения 22 обрабатываемое изделие 5.
В программно-аппаратной системе управления 24 шаговым электродвигателем 23 задается предельно-допустимое значение электрического тока в цепи обрабатываемого изделия 5 и глубина его полного погружения в электролит 4.
К клеммам 1 и 2 подключается источник питания переменного тока промышленной частоты (50 Гц). В соответствии с требуемым для выбранного режима плазменно-электролитной обработки алгоритмом программно-аппаратная система управления режимом 20 формирует управляющие импульсы, поступающие на входы узлов гальванической развязки 14, 15, 16, 17, 18 и 19 цепей управления, а оттуда - на управляющие переходы тиристоров 8, 9, 10, 11, 12 и 13 соответственно. Синхронизация программно-аппаратной системы управления режимом 20 в процессе формирования сигналов управления тиристорами 8, 9, 10, 11, 12 и 13 осуществляется от напряжений, прикладываемых между анодом и катодом каждого из тиристоров.
Для принудительного инициирования зажигания микроразрядов на поверхности изделий из вентильных металлов и их сплавов с большой площадью требуется обеспечить высокую плотность электрического тока через поверхность обрабатываемого изделия 5 в начале процесса плазменно-электролитной обработки за счет изменения площади обрабатываемой поверхности, после чего эта плотность должна быть снижена в 1,5-2 раза.
Программно-аппаратная система управления режимом 20 по последовательному информационному каналу 28 передает команду старта на программно-аппаратную систему управления 24 шаговым электродвигателем 23. В результате шаговый электродвигатель 23 начинает перемещать вниз механизм вертикального перемещения 22 с обрабатываемым изделием 5.
Как только обрабатываемое изделие 5 соприкасается с электролитом 4, через них начинает протекать электрический ток, что фиксируется датчиком 21 и подключенной к нему программно-аппаратной система управления 24 шаговым электродвигателем 23. В результате распознается исходное (нулевое) положение обрабатываемого изделия 5 в электролите 4. Сообщение об этом передается по последовательному информационному каналу 28 в программно-аппаратную систему управления режимом 20, в которой начинается отсчет продолжительности процесса плазменно-электролитной обработки.
По мере погружения обрабатываемого изделия 5 в электролит 4 возрастает электрический ток, протекающий через изделие и измеряемый датчиком электрического тока 21. Данные от датчика электрического тока 21 поступают на вход программно-аппаратной системы управления 24 шаговым электродвигателем 23, где сравниваются с заданным предельно-допустимым значением тока. По мере приближения измеренного значения к заданному система управления 24 шаговым электродвигателем 23 плавно снижает скорость вращения шагового электродвигателя 23 и, соответственно, скорость погружения изделия 5 в электролит 4. Если же имеется превышение измеренного значения тока над заданным, то система управления шаговым электродвигателем 24, останавливает шаговый электродвигатель 23 и, соответственно, прерывает погружение изделия 5 в электролит 4. Погружение возобновляется после того, как электрический ток в цепи обрабатываемого изделия уменьшается ниже заданного уровня.
Система управления 24 шаговым электродвигателем 23 производит подсчет количества импульсов тока, подаваемых в обмотку шагового электродвигателя 23, и по нему осуществляет расчет глубины погружения изделия 5 в электролит 4, и как только она достигает заданного значения глубины полного погружения, система управления 24 шаговым электродвигателем 23 останавливает шаговый электродвигатель 23. Сообщение о полном погружении изделия 5 в электролит 4 передается по последовательному каналу 28 на систему управления режимом 20, что при выборе соответствующей опции приведет к изменению режима обработки.
Изменение режима обработки осуществляется за счет изменения алгоритма управления тиристорами 8, 9, 10, 11, 12 и 13 программно-аппаратной системой управления режимом 20, что позволяет осуществлять эти изменения по завершению каждого такта формирования импульсов управления, то есть в пределах от одного до трех периодов переменного напряжения источника питания. Таким образом, программно-аппаратная система управления режимом 20 позволяет реализовывать как чисто анодный, катодный или анодно-катодный режимы микродугового оксидирования, так и мультирежимную, в том числе циклическую, обработку с быстрой сменой последовательностей отдельных режимов, включая бестоковую паузу.
Например, при запертых 8, 11 и полностью открытых 9, 10, 12, 13 тиристорах обработка осуществляется в анодно-катодном режиме микродугового оксидирования при равенстве анодного и катодного токов. В этом режиме параметры электрических импульсов напряжения, прикладываемого между обрабатываемым изделием 5 и электролитной ванной 3, зависят от суммарной емкости батарей 6 и 7 электрических конденсаторов и параметров модифицированного слоя.
В течение первых секунд процесса на поверхности вентильных металлов и их сплавов формируется барьерная анодная оксидная пленка, обладающая униполярной проводимостью в системе металл-оксид-электролит, то есть при приложении положительного потенциала к электролиту, а значит - к анодной оксидной пленке, и отрицательного потенциала к металлу подложки -проводимость в системе высокая и наоборот.
Различная проводимость в системе влияет на распределение падений напряжения в последовательной цепи, состоящей из общей емкости батарей 6 и 7 электрических конденсаторов и электролитной ванны 3 с обрабатываемым изделием 5. При высокой проводимости ток, протекающий через эту последовательную цепь, приводит к относительно быстрому заряду батарей 6 и 7 электрических конденсаторов. При низкой проводимости в системе напряжение на батареях 6 и 7 электрических конденсаторов, накопленное в результате предшествующего заряда, складывается с напряжением источника питания, тем самым, повышая напряжение между обрабатываемым изделием 5 и электролитной ванной 3. Это напряжение вызывает электрический пробой анодной оксидной пленки и зажигание разряда в местах пробоя.
Если необходимо обрабатывать изделие в ведомом нагрузкой режиме при изменяемом соотношении катодного и анодного токов, то с помощью тиристоров 8 и 11 производится шунтирование нагрузки, состоящей из обрабатываемого изделия 5 и электролитной ванны 3. При этом для уменьшения катодного тока через нагрузку программно-аппаратной системы управления режимом 20 в заданные моменты действия катодных импульсов напряжения отпирает тиристор 8, а для уменьшения анодного тока - тиристор 11. При обработке в однополярном анодном режиме программно-аппаратная система управления режимом 20 полностью открывает тиристор 8, а в однополярном катодном режиме открывается тиристор 11.
Регулирование напряжений на фронтах, приложенных к нагрузке анодных и катодных импульсов, осуществляется за счет управления моментами включения пар тиристоров 9, 13 и 10, 12. При превышении заданного значения анодного напряжения на фронте импульса программно-аппаратная система управления режимом 20 отпирает тиристоры 9, 13, тем самым прикладывая импульс анодного напряжения к нагрузке. Аналогично, с помощью тиристоров 10, 12 осуществляется управление фронтом катодных импульсов напряжения на нагрузке.
Устройство также позволяет обеспечить анодно-катодный режим модифицирования с изменяемыми соотношениями катодного и анодного токов и продолжительности функционирования и отсутствия микроразрядов в течение периода следования импульсов напряжения на нагрузке, то есть регулировать жесткость процесса. При работе в этом режиме полностью открыты тиристоры 9, 14 и закрыты тиристоры 8, 13 или полностью открыты тиристоры 10, 13 и закрыты тиристоры 11, 12 при обеспечении соотношения катодного и анодного токов больше или меньше единицы соответственно.
Повышение соотношения катодного и анодного токов больше единицы обеспечивается тем, что в анодный (по отношению к обрабатываемому изделию) полупериод выходного напряжения программно-аппаратная система управления режимом 20 открывает тиристор 11, через который от источника питания заряжается батарея 7 электрических конденсаторов. При этом тиристоры 10 и 13 заперты, и анодный ток через открытый тиристор 9 протекает в обрабатываемое изделие 5, а его сила определяется емкостью батареи 6 электрических конденсаторов. В катодный полупериод выходного напряжения ток через обрабатываемое изделие 5 определяется емкостью батареи 6 электрических конденсаторов, а после отпирания в заданный программно-аппаратной системой управления режимом 20 момент времени тиристора 10 - суммой емкостей батарей 6 и 7 электрических конденсаторов. При этом в катодный полупериод открыты тиристоры 9, 12, тиристоры 8, 11, 13 заперты, а момент отпирания тиристора 10 позволяет регулировать жесткость процесса модифицирования.
Снижение соотношения катодного и анодного токов меньше единицы обеспечивается тем, что в катодный полупериод выходного напряжения программно-аппаратная система управления режимом 20 открывает тиристор 8, через который от источника питания заряжается батарея 6 электрических конденсаторов. При этом тиристоры 9, 12 заперты, и катодный ток в обрабатываемое изделие 5 подается через открытый тиристор 10, а его сила определяется емкостью батареи 7 электрических конденсаторов. В анодный полупериод выходного напряжения ток через обрабатываемое изделие 5 определяется емкостью батареи 7 электрических конденсаторов, а после отпирания в заданный программно-аппаратной системой управления режимом 20 момент времени тиристора 9 - суммой емкостей батарей 6 и 7 электрических конденсаторов. При этом в анодный полупериод открыты тиристоры 9, 13 и заперты тиристоры 8, 11, 12, а момент отпирания тиристора 9 позволяет регулировать жесткость процесса модифицирования.
Таким образом, заявленная совокупность существенных признаков, отраженная в независимом пункте формулы изобретения, обеспечивает достижение заявленного технического результата - повышение качества керамикоподобных покрытий и расширение возможностей технологии плазменно-электролитной обработки изделий из вентильных металлов и их сплавов с большой площадью поверхности за счет использования мультирежимной обработки и принудительного инициирования зажигания микроразрядов путем изменения площади обрабатываемой поверхности в начале процесса обработки.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение при его осуществлении, предназначен для плазменно-электролитной обработки и может быть использован для формирования на поверхностях изделий из вентильных металлов и их сплавов керамикоподобных износо- и термостойких, электроизоляционных, коррозионно-защитных и декоративных покрытий, и может применяться в машино- и приборостроении, авиационной, радиоэлектронной и других отраслях промышленности;
- для заявленного объекта в том виде, как он охарактеризован в формуле, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна», «изобретательный уровень» и «промышленная применимость» по действующему законодательству.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электрохимического формирования керамикоподобных покрытий на поверхностях изделий из вентильных металлов | 2020 |
|
RU2746192C1 |
| Устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов | 2020 |
|
RU2746191C1 |
| Устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов | 2020 |
|
RU2746505C1 |
| Способ регулировки силы тока и соотношения анодной и катодной составляющих тока в конденсаторной установке микродугового оксидирования | 2023 |
|
RU2812068C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1994 |
|
RU2083731C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2009 |
|
RU2422560C1 |
| Устройство для формирования электрохимическим оксидированием покрытий на вентильных металлах или сплавах | 2019 |
|
RU2722754C1 |
| Система заряда аккумуляторной батареи асимметричным током | 1990 |
|
SU1723626A1 |
| Система заряда аккумуляторной батареи асимметричным током | 1990 |
|
SU1741224A1 |
| Вентильный электродвигатель | 1987 |
|
SU1483580A1 |
Изобретение относится к области гальванотехники и может быть использовано для формирования на поверхностях изделий из вентильных металлов методом плазменно-электролитной обработки керамикоподобных износо- и термостойких, электроизоляционных, коррозионно-защитных и декоративных покрытий, может применяться в машино- и приборостроении, авиационной, радиоэлектронной и других отраслях промышленности. Устройство содержит источник питания с двумя клеммами, электролитную ванну с электролитом, обрабатываемое изделие, две батареи электрических конденсаторов, шесть тиристоров с шестью узлами гальванической развязки цепей управления, программно-аппаратную систему управления режимом. Первые обкладки батарей электрических конденсаторов подключены к первой клемме источника питания. Ко второй обкладке первой батареи электрических конденсаторов подключены катоды первого, третьего и анод второго тиристоров. Ко второй обкладке второй батареи электрических конденсаторов подключены катод четвертого и аноды пятого, шестого тиристоров. Анод первого и катод шестого тиристоров подключены ко второй клемме источника питания и корпусу электролитной ванны, заполненной электролитом. Катоды второго, пятого и аноды третьего, четвертого тиристоров соединены между собой. К управляющим переходам шести тиристоров подключены выходы шести узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом, первый вход которой подключен ко второй обкладке первой батареи электрических конденсаторов, а второй вход - ко второй обкладке второй батареи электрических конденсаторов. Устройство снабжено датчиком электрического тока и механизмом вертикального перемещения, оснащенным шаговым электродвигателем с программно-аппаратной системой управления. На нижнем торце механизма вертикального перемещения установлена электроизолирующая пластина с закрепленной на ней электропроводной плитой, на которой с помощью токоподводов закреплено обрабатываемое изделие. Электропроводная плита соединена со вторым выводом измерительной цепи датчика электрического тока. Первый вывод измерительной цепи датчика электрического тока подключен к катодам второго, пятого и анодам третьего, четвертого тиристоров. Выход датчика электрического тока подключен к входу программно-аппаратной системы управления шаговым электродвигателем. Программно-аппаратные системы управления режимом и шаговым электродвигателем соединены двунаправленным последовательным информационным каналом. Технический результат - повышение качества керамикоподобных покрытий и расширение возможностей технологии плазменно-электролитной обработки изделий из вентильных металлов и их сплавов с большой площадью поверхности за счет использования мультирежимной обработки и принудительного инициирования зажигания микроразрядов путем изменения площади обрабатываемой поверхности в начале процесса обработки. 1 ил.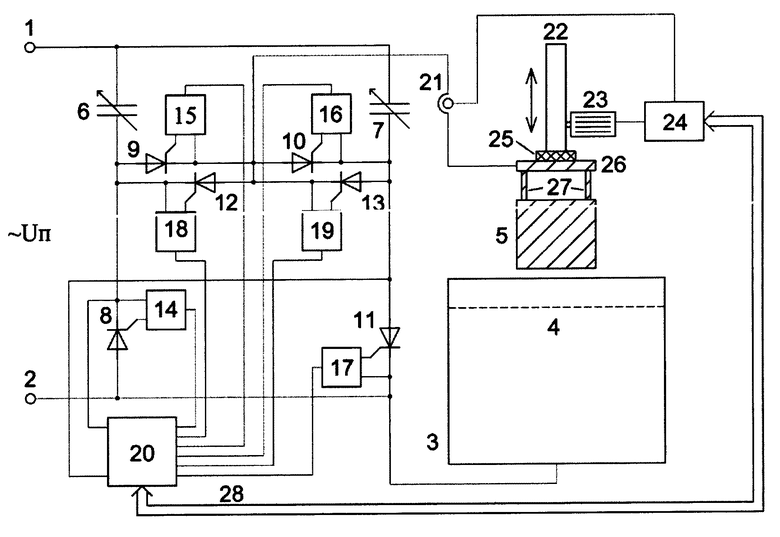
Устройство для плазменно-электролитной обработки изделий из вентильных металлов и их сплавов, содержащее источник питания с двумя клеммами, электролитную ванну с электролитом, обрабатываемое изделие, две батареи электрических конденсаторов, шесть тиристоров с шестью узлами гальванической развязки цепей управления, программно-аппаратную систему управления режимом, причем первые обкладки батарей электрических конденсаторов подключены к первой клемме источника питания, ко второй обкладке первой батареи электрических конденсаторов подключены катоды первого, третьего и анод второго тиристоров, а ко второй обкладке второй батареи электрических конденсаторов - катод четвертого и аноды пятого, шестого тиристоров, анод первого и катод шестого тиристоров подключены ко второй клемме источника питания и корпусу электролитной ванны, катоды второго, пятого и аноды третьего, четвертого тиристоров соединены между собой, к управляющим переходам шести тиристоров подключены выходы шести узлов гальванической развязки цепей управления, к входам которых подключены выходы программно-аппаратной системы управления режимом, первый вход которой подключен ко второй обкладке первой батареи электрических конденсаторов, а второй вход - ко второй обкладке второй батареи электрических конденсаторов, отличающееся тем, что оно снабжено датчиком электрического тока и механизмом вертикального перемещения, оснащенным шаговым электродвигателем с программно-аппаратной системой управления, причем на нижнем торце механизма вертикального перемещения установлена электроизолирующая пластина с закрепленной на ней электропроводной плитой, на которой с помощью токоподводов закреплено обрабатываемое изделие, а электропроводная плита соединена со вторым выводом измерительной цепи датчика электрического тока, причем первый вывод измерительной цепи датчика электрического тока подключен к катодам второго, пятого и анодам третьего, четвертого тиристоров, выход датчика электрического тока подключен к входу программно-аппаратной системы управления шаговым электродвигателем, при этом программно-аппаратные системы управления режимом и шаговым электродвигателем соединены двунаправленным последовательным информационным каналом.
| Устройство для электрохимического формирования керамикоподобных покрытий на поверхностях изделий из вентильных металлов | 2020 |
|
RU2746192C1 |
| УСТРОЙСТВО ДЛЯ МИКРОДУГОВОГО ОКСИДИРОВАНИЯ МЕТАЛЛОВ И ИХ СПЛАВОВ | 2009 |
|
RU2422560C1 |
| BY 21561 C1, 28.02.2018 | |||
| СПОСОБ МИКРОПЛАЗМЕННОГО ОКСИДИРОВАНИЯ ВЕНТИЛЬНЫХ МЕТАЛЛОВ И ИХ СПЛАВОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2124588C1 |
| CN 1936098 B, 12.05.2010 | |||
| JP S57210996 A, 24.12.1982. | |||

