Группа изобретений относится к отопительной технике, а именно к конструкциям радиаторов водяного отопления и способам их сборки, и может быть использована в технологических процессах серийного производства отопительных радиаторов, изготавливаемых с использованием алюминиевых труб различных профилей.
Одной из проблем при производстве алюминиевых радиаторов водяного отопления, состоящих из отдельных элементов, является обеспечение герметичности и механической прочности в местах соединений таких элементов в процессе сборки и последующей эксплуатации.
Известен способ соединения коллекторов радиатора с трубками вертикальных колонок (см. патент RU №2646181, МПК B23K11/02, B23K31/02, B23K33/00, F28F9/26, опубл. 01.03.2018 г.), включающий выполнение операций изготовления в стенках трубчатых коллекторов отверстий с расположенными вокруг них воротничками и жесткое соединение концов трубок колонок с воротничками коллекторов, причем каждое отверстие в каждом коллекторе изготавливают с диаметром, меньшим внутреннего диаметра воротничка, затем путем пластической деформации стенки коллектора выдавливают внутрь коллектора вокруг каждого отверстия воротничок, располагаемый в полости коллектора, одновременно при изготовлении воротничка изготавливают на наружной поверхности коллектора лунку вокруг отверстия коллектора, далее надевают на концы каждой трубки выполненные из припоя кольца и вводят концы каждой трубки в воротнички коллекторов до упора каждого кольца из припоя в поверхность лунки коллектора, после чего жестко соединяют пайкой трубки колонок с воротничками коллекторов путем нагревания в индукторе контактных поверхностей коллектора и трубки в зоне расположения кольца из припоя.
Известный способ не обеспечивает стабильной герметичности соединения, поскольку при нагреве припой и поверхности соединяемых элементов одномоментно имеют разные физико-химические параметры в различных точках окружности. Кроме того, в процессе пайки возможны геометрические смещения трубки колонки относительно коллектора.
Известны способы соединения трубных коллекторов с трубами регистров при помощи соединительных элементов (см., например, патенты RU №№: 183359, МПК F28F9/26, F24H3/08, опубл. 19.09.2018 г.; 2486414, МПК F24H3/08, F28F9/26, F16L13/14, опубл. 27.06.2013 г.), где в качестве соединительных элементов используют штуцеры с конической и цилиндрической частями, а соединение производят путем установки цилиндрической части штуцера в отверстии трубного коллектора с последующей ее развальцовкой внутри коллектора, и прессовой посадкой трубы регистра на коническую часть штуцера.
Известные технические решения также не обеспечивают высокой герметичности соединений (даже с учетом нанесения на наружные поверхности соединительных элементов герметика), ввиду того, что достичь одинаковой плотности прилегания развальцованной стенки штуцера к внутренней поверхности коллектора практически сложно.
Известен принятый в качестве ближайшего аналога отопительный радиатор-конвектор и способ крепления трубы регистра в отверстии его трубчатого коллектора (см. патент RU №2385442, МПК F24H3/08, F28F9/26, опубл. 27.03.2010 г.), в котором каждый соединительный элемент выполнен в виде штуцера, имеющего коническую и цилиндрическую части, на наружных поверхностях которых имеется, по меньшей мере, по одной кольцевой проточке, в месте перехода цилиндрической части в коническую выполнен бурт, расположенный между торцом трубы регистра и коллектором, а уплотняющий элемент выполнен в виде вдавленного в кромку входного отверстия коллектора переходного конуса, сопряженного с плоской кольцевой поверхностью бурта и цилиндрической поверхностью штуцера, выступающий конец которого выполнен развальцованным посредством доступа со стороны конической части штуцера.
Способ крепления трубы регистра в отверстии трубчатого коллектора отопительного радиатора-конвектора посредством такого соединительного элемента включает выпуск одного его конца внутрь коллектора и его упругопластического разжатия, причем внутренний канал штуцера в зоне выпуска его конца в полость коллектора выполняют резко сужающимся, пластическое разжатие производят проталкиванием рабочего пуансона по внутреннему каналу штуцера со стороны его конической части до выпадания пуансона в полость коллектора, а удаление рабочего пуансона из полости коллектора производят высыпанием.
Известное техническое решение обеспечивает достаточную герметичность соединения коллектора с трубой регистра, однако конструкция соединительного элемента сложна в изготовлении. Кроме того, фиксация соединительного элемента в коллекторе путем развальцовывания его цилиндрической части не обеспечивает достаточной механической прочности для прессовой посадки трубы регистра с высотой более 1200 мм, что ограничивает модельный ряд радиаторов, которые можно изготовить с применением известного способа и соединительного элемента.
Техническими результатами заявляемой группы изобретений являются обеспечение высокой герметичности и механической прочности соединений элементов радиатора, технологичность его сборки и возможность изготовления радиаторов большой высоты и различных геометрических форм.
Технические результаты достигаются за счет того, что в соединительном элементе трубы регистра с коллектором в радиаторе отопления, выполненном в виде штуцера, содержащего коническую и цилиндрическую части, внешний диаметр цилиндрической части меньше большего внешнего диаметра конической части, внешняя поверхность цилиндрической части выполнена резьбовой, а внутренний канал имеет фигурное поперечное сечение, причем фигура, образованная поперечным сечением внутреннего канала, обладает поворотной симметрией порядка n≥3 относительно центральной продольной оси канала.
Технические результаты также достигаются за счет того, что способ сборки радиатора содержит следующую последовательность действий:
- установку соединительных элементов в верхнем и нижнем трубных коллекторах, путем их вкручивания в отверстия в них, содержащие ответную внутреннюю резьбу, до сопряжения торцевой поверхности конической части соединительного элемента, расположенной со стороны его цилиндрической части, с поверхностью грани трубного коллектора, и последующей затяжки с заданным усилием;
- сопряжение отверстий, выполненных с обратной конусностью, внутренних каналов каждой из труб регистра с конической частью соответствующего соединительного элемента верхнего и нижнего трубного коллектора;
- одновременное опрессовывание с двух сторон конических частей соединительных элементов верхнего и нижнего коллекторов в конусные отверстия внутренних каналов труб регистра с заданным усилием.
Кроме того, перед установкой соединительных элементов в верхнем и нижнем трубных коллекторах возможно нанесение на внешнюю поверхность их цилиндрической части адгезионного состава.
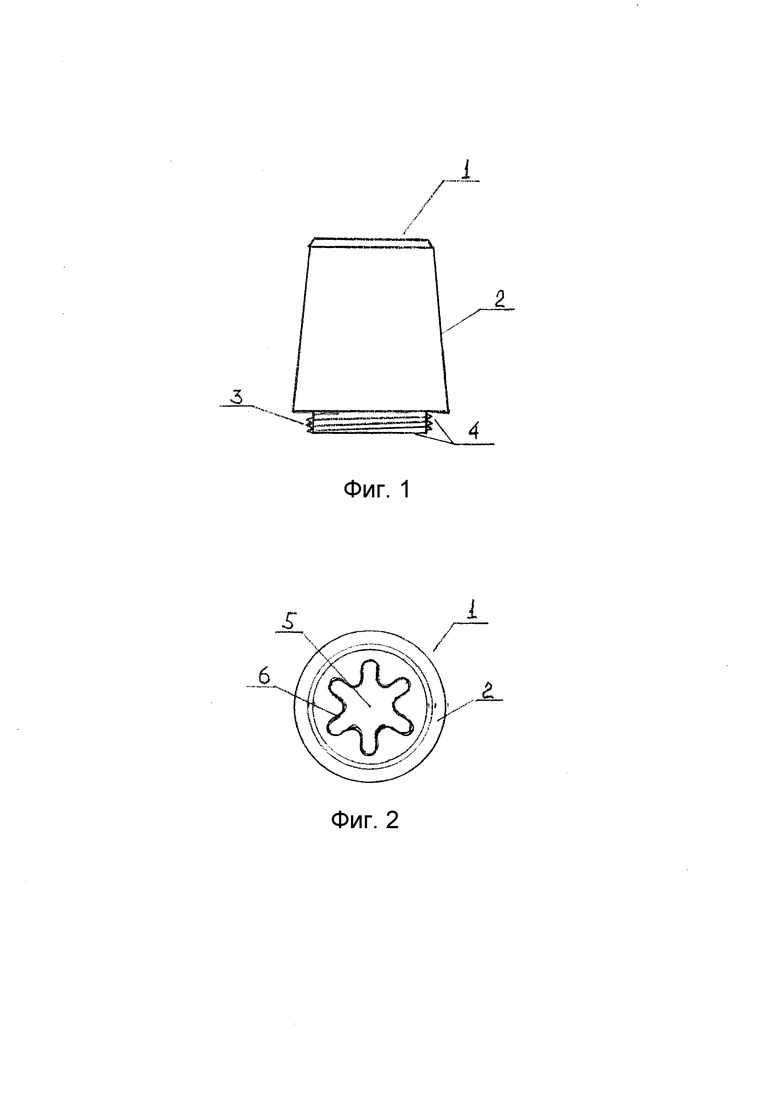
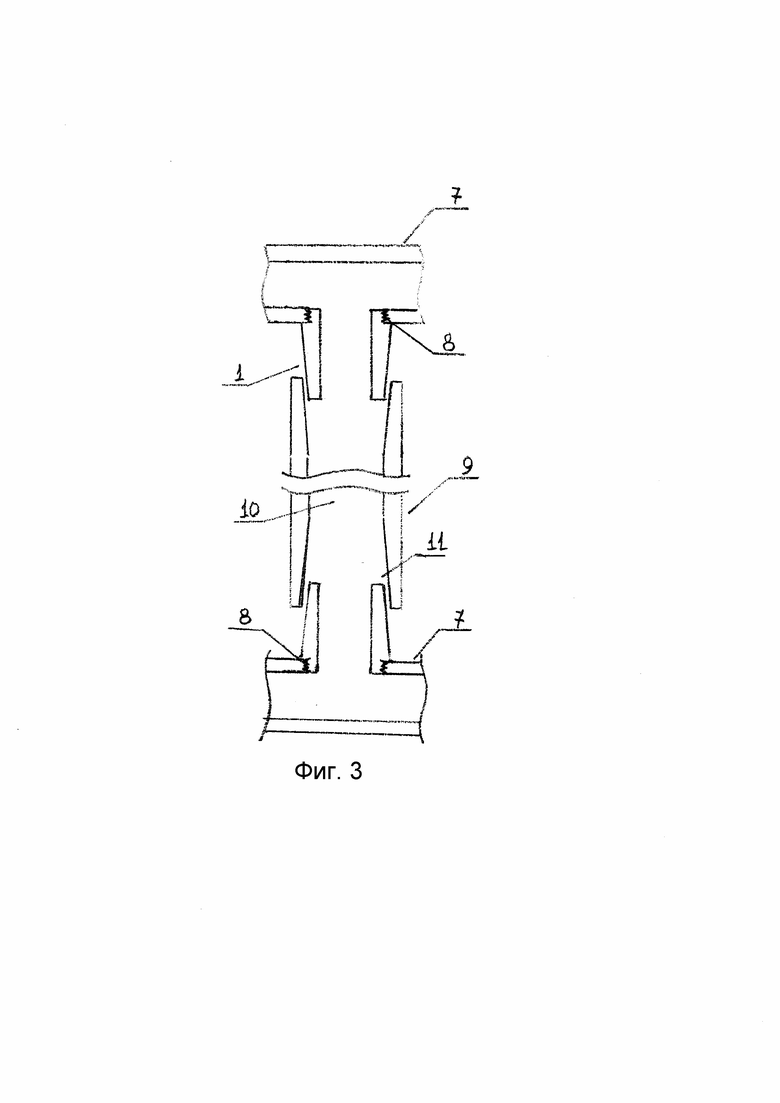
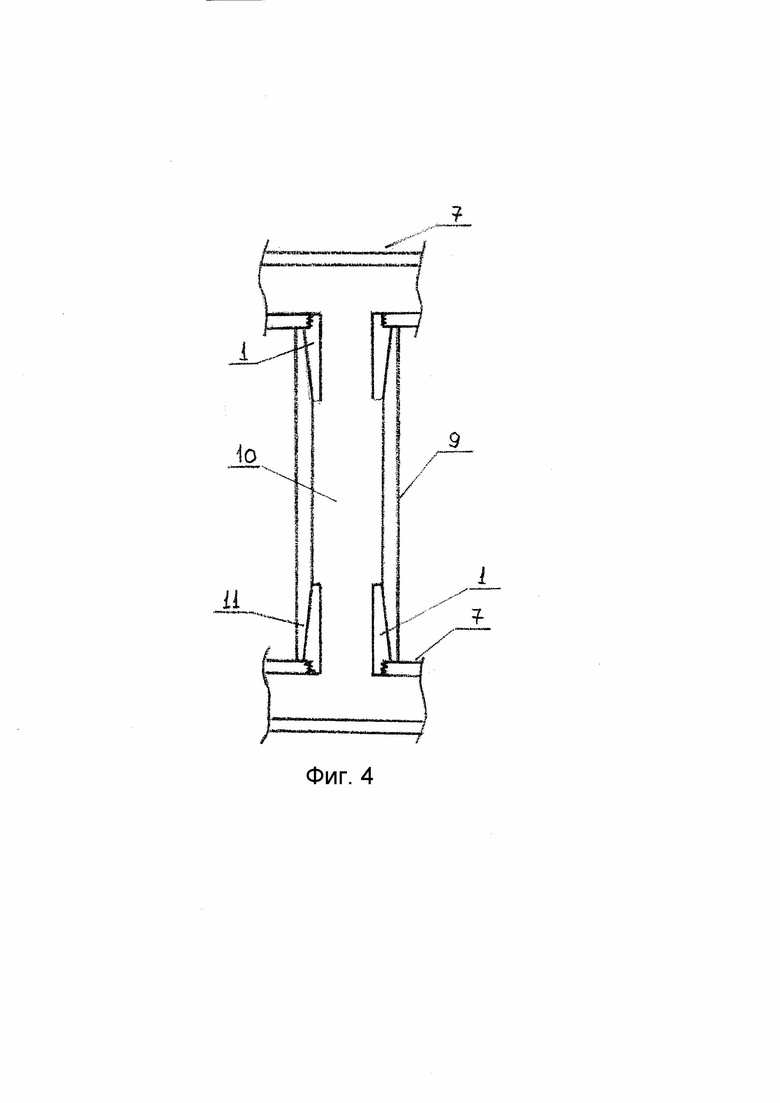
Заявляемое техническое решение поясняется чертежами, где на фиг.1 представлено схематическое изображение соединительного элемента (вид сбоку), на фиг.2 - схематическое изображение соединительного элемента (вид сверху), на фиг.3 - схематическое изображение этапа сборки (после сопряжения), на фиг.4 - схематическое изображение этапа сборки (после опрессовывания).
На пояснительных чертежах представлены следующие элементы радиатора: соединительный элемент 1, содержащий коническую часть 2, цилиндрическую часть 3 с резьбой 4 на внешней поверхности, и внутренний канал 5 с фигурным сечением 6, верхний и нижний трубные коллекторы 7 с резьбовыми отверстиями 8, трубы 9 регистра с внутренними каналами 10 с отверстиями 11 с обратной конусностью.
Представленные в тексте данной заявки определенные термины имеют следующие значения:
- «поворотная симметрия» - вид симметрии, при котором фигура вращения постоянно переходит сама в себя при повороте вокруг оси на определенный угол, равный 360/n, где n - целое число, большее 1;
- «обратная конусность» - уменьшение диаметра отверстия по направлению от поверхности внутрь.
Реализацию способа сборки радиатора с использованием заявляемого соединительного элемента осуществляют следующим образом.
Предварительно на разных технологических линиях производятся сборочные элементы радиатора отопления: трубный коллектор 7, труба 9 регистра, соединительный элемент 1.
При этом на основании выбранного размера радиатора, производится нарезка заготовки трубного коллектора из экструдированной алюминиевой профильной трубы. Далее в любой из 4-х граней полученной заготовки трубного коллектора 7 производится сверление отверстий 8 в заданном количестве и заданного диаметра. Следует иметь в виду, что в случаях использования профильной трубы с сечением, отличным от прямоугольного (например, овальным), на ее поверхности в местах сверления отверстий необходимо сформировать плоские площадки, лежащие в одной плоскости.
В полученных отверстиях 8 производится нарезка метрической резьбы, соответствующей резьбе 4 на соединительных элементах 1. Последующие операции по подготовке трубного коллектора не к эксплуатации не имеют отношения к способу сборки радиатора и в тексте заявки не конкретизируются.
Трубы 9 регистра также нарезают из алюминиевой трубы, длиной, соответствующей выбранному размеру радиатора, после чего в заготовках производят формирование обратной конусности в отверстиях 11 внутренних каналов 10, соответствующей по форме и размерам конической части 2 соединительных элементов 1.
Соединительный элемент 1 изготавливают методом токарной обработки, после чего возможно проведение его термообработки для увеличения прочности.
Непосредственно сборку радиатора производят в следующем порядке.
В частных случаях реализации на содержащую резьбу 4 внешнюю поверхность цилиндрической части 3 соединительного элемента 1 наносят адгезионный состав для формирования дополнительного уплотнения соединения. Заявителем в качестве такого состава использовалась продукция марки LOCTAITE, что не исключает применение любых других адгезионных составов различных производителей.
Установку соединительных элементов 1 в отверстиях 8 верхнего и нижнего трубных коллекторов 7 осуществляют при помощи сверлильного инструмента (например, болтовертов), снабженного специальной насадкой, соответствующей по размерам и форме фигурному сечению 6 внутреннего канала 5 соединительного элемента 1, вкручивая цилиндрическую часть 3 в отверстие 8 до момента сопряжения торцевой поверхности конической части 2 соединительного элемента 1, расположенной со стороны его цилиндрической части 3, с поверхностью грани трубного коллектора 7. Далее производят окончательную затяжку с прилагаемым усилием 5 Н*м. Использование резьбового соединения при установке в трубном коллекторе 7 соединительных элементов 1 обеспечивает гораздо более высокую точность посадки (соосность, геометрическое положение), прочность фиксации, герметичность и технологичность, чем установка с использованием развальцовки.
Выполнение внутреннего канала 5 с фигурным поперечным сечением 6, обладающим поворотной симметрией порядка n≥3 относительно центральной продольной оси канала, выполняя роль шлица, обеспечивает возможность вкручивания соединительного элемента 1 без механических повреждений внешней поверхности его конической части 2 при помощи специнструмента.
При этом поперечное сечение 6 может иметь форму правильного треугольника, квадрата, правильного шестиугольника, torx и т.п. В общем случае форма torx обеспечивает возможность большего усилия затяжки без вероятности механического повреждения соединительного элемента 1 (относительно правильного треугольника и квадрата - большая толщина стенок при равной площади сечения, относительно правильных многогранников - меньшая вероятность «срезания» шлицев).
После установки соединительных элементов 1 в отверстиях 8 трубных коллекторов 7 производят соединение коллекторов 7 с трубами 9 регистра.
Для этого каждая труба 9 регистра одним своим отверстием 11 с обратной конусностью сопрягается с конусной частью 2 соответствующего соединительного элемента 1 нижнего коллектора 7, а другим - с конусной частью 2 соответствующего соединительного элемента 1 верхнего трубного коллектора 7, после чего производят опрессовывание с двух сторон конических частей 2 соединительных элементов 1 верхнего и нижнего коллекторов 7 в отверстия 11 внутренних каналов 10 труб 9 регистра с давлением 50 тонн.
Конические поверхности 2 соединительных элементов 1 входят в отверстия 11 с обратной конусностью и за счет сил трения разогреваются до температуры пластичности, порядка 470-500°С. При этом в зоне их соединения происходит сварка алюминия трением, обеспечивая, таким образом герметичность и высокую механическую прочность данных узлов.
Заявляемое техническое решение высокотехнологично, обеспечивает надежную герметичность узлов соединения радиатора, и позволяет изготавливать радиаторы отопления с большой площадью поверхности теплоотдачи и высокой скоростью конвекции теплового потока.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2252370C1 |
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2385442C2 |
| БИМЕТАЛЛИЧЕСКИЙ РАДИАТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2662937C1 |
| СЕКЦИОННЫЙ РАДИАТОР | 2008 |
|
RU2391609C2 |
| СЕКЦИОННЫЙ РАДИАТОР | 2003 |
|
RU2254521C2 |
| БИМЕТАЛЛИЧЕСКИЙ РАДИАТОР | 2007 |
|
RU2354894C1 |
| РАДИАТОР | 1998 |
|
RU2151963C1 |
| Трубчатый радиатор | 2022 |
|
RU2779677C1 |
| СЕКЦИЯ РАДИАТОРА ДЛЯ СИСТЕМ ВОДЯНОГО ЦЕНТРАЛЬНОГО ОТОПЛЕНИЯ | 2000 |
|
RU2180423C2 |
| Секционный радиатор | 1990 |
|
SU1776924A1 |
Группа изобретений относится к отопительной технике, а именно к конструкциям радиаторов водяного отопления и способам их сборки, и может быть использована в технологических процессах серийного производства отопительных радиаторов, изготавливаемых с использованием алюминиевых труб. Соединительный элемент трубы регистра с коллектором в радиаторе отопления выполнен виде штуцера, содержащего коническую и цилиндрическую части, внешний диаметр цилиндрической части меньше большего внешнего диаметра конической части, внешняя поверхность цилиндрической части выполнена резьбовой, а внутренний канал имеет фигурное поперечное сечение, причем фигура, образованная поперечным сечением внутреннего канала, обладает поворотной симметрией порядка n≥3 относительно центральной продольной оси канала. Технический результат - обеспечение высокой герметичности и механической прочности соединений элементов радиатора, технологичность его сборки и возможность изготовления радиаторов большой высоты. 2 н. и 1 з.п. ф-лы, 4 ил.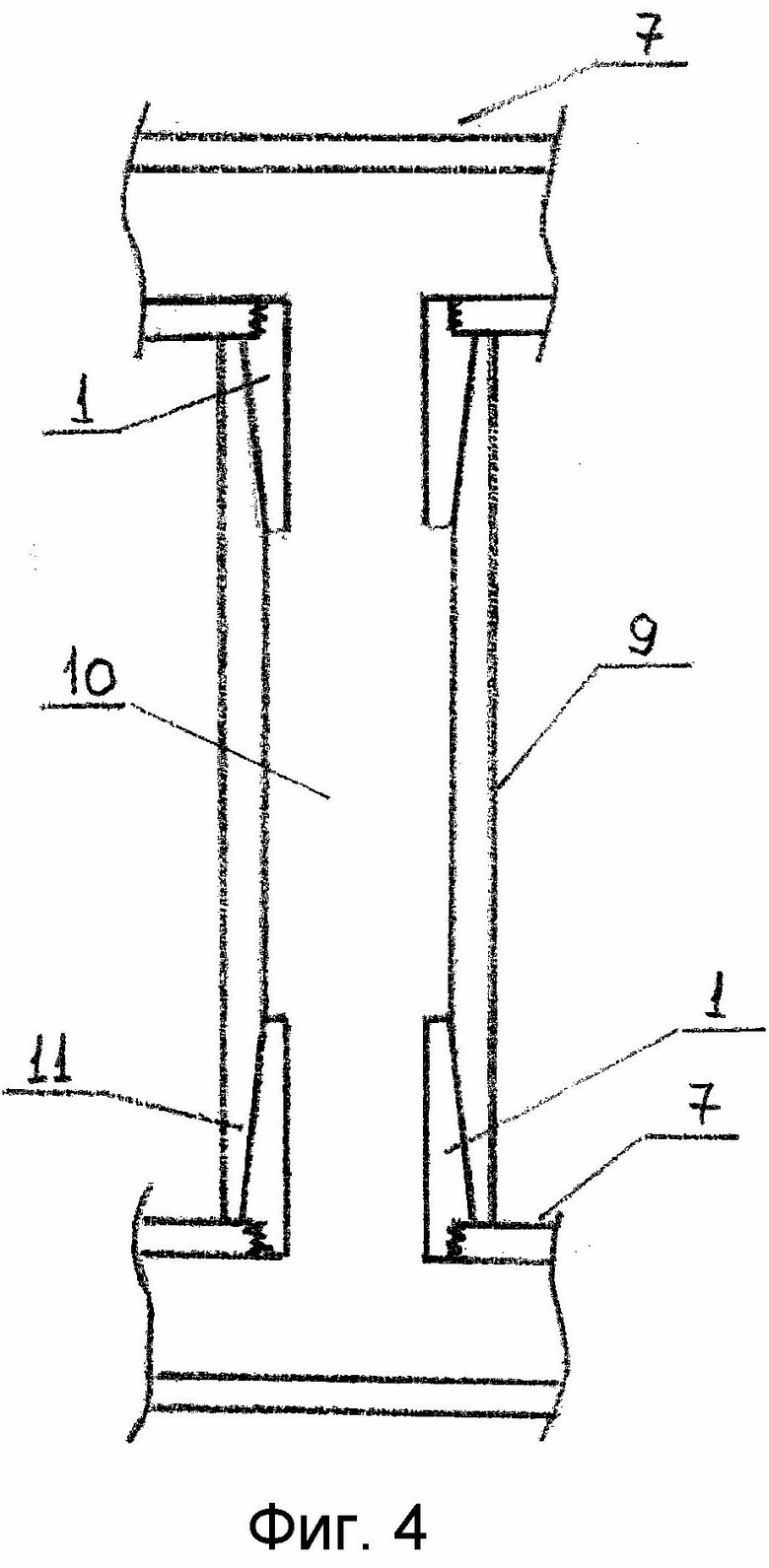
1. Соединительный элемент трубы регистра с коллектором в радиаторе отопления, выполненный в виде штуцера, содержащего коническую и цилиндрическую части, отличающийся тем, что внешний диаметр цилиндрической части меньше большего внешнего диаметра конической части, внешняя поверхность цилиндрической части выполнена резьбовой, а внутренний канал имеет фигурное поперечное сечение, причем фигура, образованная поперечным сечением внутреннего канала, обладает поворотной симметрией порядка n≥3 относительно центральной продольной оси канала.
2. Способ сборки радиатора, содержащий следующую последовательность действий:
- установку соединительных элементов в верхнем и нижнем трубных коллекторах, путем их вкручивания в отверстия в них, содержащие ответную внутреннюю резьбу, до сопряжения торцевой поверхности конической части соединительного элемента, расположенной со стороны его цилиндрической части, с поверхностью грани трубного коллектора, и последующей затяжки с заданным усилием;
- сопряжение отверстий, выполненных с обратной конусностью, внутренних каналов каждой из труб регистра с конической частью соответствующего соединительного элемента верхнего и нижнего трубного коллектора;
- одновременное опрессовывание с двух сторон конических частей соединительных элементов верхнего и нижнего коллекторов в конусные отверстия внутренних каналов труб регистра с заданным усилием.
3. Способ сборки радиатора по п. 2, отличающийся тем, что перед установкой соединительных элементов в верхнем и нижнем трубных коллекторах производят нанесение на внешнюю поверхность их цилиндрической части адгезионного состава.
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2385442C2 |
| СПОСОБ СОЕДИНЕНИЯ ШТУЦЕРОВ С КОЛЛЕКТОРОМ И УСТРОЙСТВО ДЛЯ ПЛАСТИЧЕСКОЙ ДЕФОРМАЦИИ | 2012 |
|
RU2486414C1 |
| 0 |
|
SU183359A1 | |
| СПОСОБ СОЕДИНЕНИЯ КОЛЛЕКТОРОВ РАДИАТОРА С ТРУБКАМИ ВЕРТИКАЛЬНЫХ КОЛОНОК | 2017 |
|
RU2646181C1 |
| Способ изготовления никелевых калиброванных сит | 1942 |
|
SU72311A1 |
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2252370C1 |
| Грузозахватное устройство для перемещения деревянных конструкций | 2017 |
|
RU2659669C1 |

